Exemplu proiect TFP_2

of 64
-
Upload
constantin-marius-cristian -
Category
Documents
-
view
248 -
download
0
Transcript of Exemplu proiect TFP_2
-
8/13/2019 Exemplu proiect TFP_2
1/64
UNIVERSITATEA POLITEHNICA DIN BUCURETIFACULTATEA INGINERIAI MANAGEMENTUL SISTEMELOR TEHNOLOGICE
SPECIALIZARE T.C.M.
PROIECT la disciplina
TEHNOLOGIA FABRICRII PRODUSELOR
-
8/13/2019 Exemplu proiect TFP_2
2/64
A. Tema proiectului
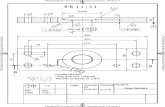
Proiectarea tehnologiei de fabricare a reperuluiR2: Capac PDFC-00-02
-
8/13/2019 Exemplu proiect TFP_2
3/64
B. CUPRINS
1. Date iniiale generale2. Analiza constructiv funcional tehnologic
2.1.Schie constructive ale produsuluii reperului2.2.Caracteristici constructive prescrise reperului2.3.Funciile produsului, ale reperuluii suprafeelor2.4.Tehnologicitatea construciei reperului
3. Semifabricarei prelucrri3.1.Semifabricare3.2.Prelucr ri
4. Procese tehnologice de referin 5. Structura simplificat a proceselor tehnologice6. Structura detaliat a proceselor tehnologice
6.1.Numrul de ordinei denumirea operaiei, fazele, schie6.2.Utilaje si SDV-uri6.3.Metodei procedeele de reglare a sistemelor tehnologice6.4.Adaosurilede prelucrarei dimensiunile intermediare6.5.Regimurile de prelucrare6.6.Normele de timp6.7.Elemente de management
d d l h l
-
8/13/2019 Exemplu proiect TFP_2
4/64
1. Date iniiale generale
Societatea comercial : INCDT Comoti S.A.Reper R2: Capac PDFC-00-02Programa de producie : 4000 buc/ANFond real de timp : 1 an Numr de schimburi(Ks) : 1 schimb/zi Numr de ore / schimb : 8hCerina economic asociat fabricaiei: cost minim de fabricaie
Obiective principale : introducerea unei noi tehnologii2. Analiza constructiv funcional tehnologic
2.1.Schie constructive ale produsuluii reperului
-
8/13/2019 Exemplu proiect TFP_2
5/64
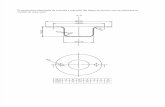
2.2.Caracteristici constructive prescrise reperului
a. Caracteristicile suprafeelorCaracteristicile suprafeelor piesei se prezint n tabelul 2.2.1:
Tabelul 2.2.1Sk Forma nominal Dimensiunii
abateri mmRugozitatea Ra
[m]Tolerana(e) de
form Poziie relativ Alte condiii
S1 Plan 60/ 40
12,5 - -S2 Tronconic 5x45 12.5 - -S3 Cilindric 60x55 12.5 - -S4 Semitoroidal R5x 60 12.5 - -S5 Plan 35/112 3,2 - -S6 Tronconic 1x45 3,2 - -S7 Elicoidal M14x1,5x16 3,2 - -S8 Cilindric 14+0,011x23 3,2 - -S9 Tronconic 1x45 3,2 - -S10 Cilindric 8x13 3,2 - -S11 Plan 112/ 650,06 1,6 -
S12 Complex 3x3 6,3 - -S13 Cilindric 65+003-0,06x10 1,6 -S14 Plan 65+003-0,06/
40+0,0391.6 -
S15 Tronconic 1x45 6.3 - -S16 Cilindric 40H9x36 3.2 -
S17 Cilindric 4x13 12,5 - -S Cili d i 14+0 011 34 1 6 l
r a n e
I S O 2 7 6 8 - 8
0 m
K
n t c f . S
T A S 7 6 7 0 - 8
3 , c l a s a a
2 - a
d e p r e c
i z i e
n t e
t e r m
i c e :
C R 3 8 - 4
2 H R C
-
8/13/2019 Exemplu proiect TFP_2
6/64
Caracteristicile mecanice pentru OLC45 sunt prezentate n tabelul 2.2.3 :Tabelul 2.2.3
Caracteristici mecanice minimeMarcaoelului
DuritateBrinell
HB
Tratamenttermic Limita de
curgeredaN/mm2
Rezistena detraciuneLa ruperedaN/mm2
Alungirea larupere,
%
Gtuirela rupere,
%
RezilienaKCUdaJ/cm2
OLC 45 207 N, Cr 360\480 610\700-840 18\14 35 - \40
c. Masa reperului
-
8/13/2019 Exemplu proiect TFP_2
7/64
m este masa piesei, iar mc este masa de material consumat pentru fabricarea piesei.Cu ct are valori mai mari, cu att tehnologicitatea este mai bun.
5.Gradul de unificare a diferitelor elemente constructive ale pieselor (guri, adanciri,filete, degajri, canale de pan canale T, teituri), e unde: etd este numrul detipodimensiuni unificate ale unui anumit element constructiv, iar et este numrul total deelemente constructive de tipul respective.Cu ct e are valori mai mari, cu att tehnologicitatea este mai bun.
6 . Gradul de unificare a elementelor constructivePentru fiecare tip de element geometric, se inventariaz numrul elementelor cu dimensiuni
diferite - ed i numrul total al elementelor - et, apoi se calculeaz gradul de unificare constructiv, e.Rezultatele obinute sunt prezentate n tab. 2.4.1.
Tab.2.4.1
Tipul elementuluiconstructiv
Codul suprafeelor cudimensiuni diferite / nr.
supraf. cu dim. diferite, ed
Nr. total alsuprafeelor
de acelai tip, et
Gradul de unificareconstructiv :
e = ed / et Guri netede
10=20, 28, 17/ 3 10,28, 17, 20 / 4 0,75Guri filetate 7= 20 / 0 7, 20 / 2 0
Canale exterioare 10, 12 / 2 10, 12 / 2 1Canale interioare
22, 26 / 2 22, 26 / 2 1
Se constat c tipodimensiunile piesei sunt limitate (dac e = 0 dimensiunile elementelorconstructive din tipul respectiv sunt aceleai) pentru: gurile filetatei suprafeele plane exterioare.
-
8/13/2019 Exemplu proiect TFP_2
8/64
Dispunerea suprafeelor de generare astfel nct s fie posibil prelucrarea lor nct mai puine prinderii poziii ale piesei;
Accesibilitate uoar a sculei la suprafaa de prelucrare.
M rirea rigidit ii i durabilit ii sculei se face prin: Mrirea rigiditii burghielor prin folosirea bucelor de ghidare sau a unor burghie
cu lungime normalizat; Creterea durabilitii burghielor prin nesolicitarea n plus la angajarea sau la
ieirea din gaur .
Trebuie prev zute elemente constructive cu rol tehnologic pentru accesul i ie irea sculei: Gurile care urmeaz sa fie filetate cu tarodul trebuie s aib teituri pentru
angajarea tarodului; Se vor prevedea degajri de col pentru prelucr rile de rectificare.
Trebuie ca forma constructiv a suprafe elor s fie n concordan cu geometria pr ii active a sculei: Se prefer guri filetate str punse. Atunci cnd se execut guri nfundate,
lungimea filetului trebuie s fie mai mic dect lungimea gurii; Gurile alezate cu alezorul trebuie s fie str punse sau alezate pe lungimi mai mici
dect cele ale gurii.
-
8/13/2019 Exemplu proiect TFP_2
9/64
- gurire : suprafeele 10, 17, 19 ;- adncire cilindric : suprafaa 28;
- filetare cu tarod : suprafeele 7i 19;- rectificare exterioar : suprafeele 11i 13;- rectificare interioar : suprafaa 16.O grupare a suprafeelor pe tipuri de suprafee i procedeele aplicabile acestora este prezent n
tabelul 3.1.1:Tabelul 3.1.1
Tip suprafa Nr. (cod)
suprafa
Procedee de prelucrare
aplicabile tipului de suprafa
Observatii privind respectarea
condiiilor de tehnologicitateCilindric exterioar S6, S12 Strunjire Posibil de realizat
S20, S23, S26 StrunjireS21 Strunjire, rectificare
Posibil de realizat
S10, S17, S19 Gurire Posibil de realizatCilindric interioar
S7, S18 Filetare Posibil de realizat
Plan-frontal S1, S5, S11,S14 Strunjire Posibil de realizat
Conic (teitur )
S2, S13, S15,S30 Strunjire Posibil de realizat
Canal circularexterior S12 Strunjire Posibil de realizat
Canal circularinterior S22, S26 Strunjire Posibil de realizat
Plan S5, S30 Frezare Posibil de realizat
Aplicarea procedeelor de prelucrare menionate nu ridic nicio problem deosebit, asigurndu-
-
8/13/2019 Exemplu proiect TFP_2
10/64
Varianta I: Matri are pe pres Caracteristicile specificei caracteristicile prescrise semifabricatului sunt prezentate n
tab. 3.1.2, fig. 3.1.1. Tab. 3.1.2Masapiesei[kg]
Clasa dematriare
Calitateade oel
Adaos de prelucrare Abateri limit
Dimensiune nominal
[mm]:>50 250
Dimensiunea
Grosolan Mijlocie Fin
-
8/13/2019 Exemplu proiect TFP_2
11/64
Avnd n vedere considerentele de mai sus, pentru fiecare suprafa sau grup desuprafe e similare, s-au determinat variante tehnic-acceptabile privind succesiunea de
prelucr ri necesare, care se prezint n tab. 3.1.3:Tab. 3.1.3
Sk Ra Varianta Prelucrri1 Strunjire de degroare + ttS1 12,52 Frezare+tt1 Strunjire de degroareS2 12.52 Frezare+tt
S3 12.5 1 -nu se prelucreaz S4 12.5 1 -nu se prelucreaz
1 Frezare deg+ frezare finisare+ttS5 3,22 Rabotare deg+rab finisare+tt
S6 3,2 1 AdncireS7 3,2 1 FiletareS8 3,2 1 GurireS9 3,2 1 GurireS10 3,2 1 GurireS11 1,6 1 Strunjire de degroare + strunjire finisare + tt + rectificare
S12 6,3 1 Strunjire de degroare +ttS13 1,6 1 Strunjire de degroare + strunjire finisare+tt+
rectificareS14 1.6 1 Strunjire de degroare + strunjire finisare+tt+
rectificare
-
8/13/2019 Exemplu proiect TFP_2
12/64
4. Procese tehnologice de referin
La stabilirea succesiunii operaiilor de prelucrare, trebuie s fie respectate urmatoarele principii:1) n primelele operaii ale procesului tehnologic se prelucreaz suprafeele care servesc
ca baze tehnologice pentru prelucr rile ulterioare;2) Pe ct posibil, se vor prelucra, la nceput, suprafeele care reprezint baze de cotare
principale;3) Operaiile de degroare, n cursul crora se ndeprteaz cea mai mare parte a
adaosului de prelucrare, se efectueaz la nceputul procesului tehnologic;4) Suprafeele cu rugozitate mic i precizie ridicat se finiseaz n ultimele operaii de prelucrare, pentru a se evita deteriorarea lor n cursul altor prelucr ri sau altransportului piesei de la un loc de munca la altul;
5) Suprafeele pentru care se impun condiii severe de precizie a poziiei reciproce(concentricitate, paralelism, perpendicularitate etc.) se prelucreaz la aceeai orientarei fixare a piesei;
6) Succesiunea operaiilor de prelucrare trebuie astfel stabilit nct s se menin, pe ct posibil, aceleai baze tehnologice;
7) n cazul prelucr rii pe linii tehnologice n flux, volumul de lucr ri afectat fiecreioperaii trebuie corelat cu ritmul mediu al liniei.
-
8/13/2019 Exemplu proiect TFP_2
13/64
10 Strunjire interioar 1 Utilaj:
-SN250Scule:
- cuite de strunjit
Dispozitiv:- universal cu bacuri
Verificator:-ubler:
20 Strunjire interioar 2 Utilaj:-SN250
Scule:- cuite de strunjit
Dispozitiv:- universal cu bacuri
Verificator:-ubler:
30 Strunjire exterioar Utilaj:
-
8/13/2019 Exemplu proiect TFP_2
14/64
50 Gurire 1
Utilaj: -G10
Scule :-burghiu elicoidal
Dispozitiv :-dispozitiv orientare sifixare
Verificator :-ubler pentru interior::
-
8/13/2019 Exemplu proiect TFP_2
15/64
70 Gurire 3 Utilaj: -G10
Scule :-burghiu elicoidal
Dispozitiv :-dispozitiv orientare sifixare
Verificator:-ubler pentru interior:
80 TT Clire Revenire 38-42 HRC
90 Rectificare 1 Utilaj: - Masina de rectificatinteriori
exteriorW.M.W 450
Scule: - Disc abraziv
Dispozitiv:-vrfuri de antrenarefrontale
Verificator:-micrometru
-
8/13/2019 Exemplu proiect TFP_2
16/64
PT2
Nr.crt
Denumirea operaiei Schia simplificat MU-SDV
00 Matriare
Utilaj: -pres
Dispozitiv: - matri
Verificator : -ubler
10 Strunjire Utilaj: SN250
Scule: -cuite de strunjit
Dispozitiv: -universal cu bacuri
-
8/13/2019 Exemplu proiect TFP_2
17/64
30 Tratament termic Clire Revenire 38-42 HRC
40 Rectificare 1 Utilaj: - Main derectificat
Scule: - Disc abraziv
Dispozitiv:-vrfuri de antrenarefrontale
Verificator:-micrometru
50 Rectificare 2 Utilaj: - Main derectificat
Scule: - Disc abraziv
Dispozitiv:-vrfuri de antrenarefrontale
Verificator:-micrometru
60 Inspecie final 70 Conservare/ Depozitare
-
8/13/2019 Exemplu proiect TFP_2
18/64
6. Structura detaliat a proceselor tehnologice
6.1. Numrul de ordine i denumirea opetaiei, fazele, schia operaiei cu schema deorientare-fixare
PT1
Operaia 10: strunjire interioar 1Schia operaiei i schema de orientare-fixare
-
8/13/2019 Exemplu proiect TFP_2
19/64
a) Prins semifabricat
Strunjire interioar 40x7.5, 30.5x2.5, 35.6x6, 30.5x7, 40x4 b) Desprins pies
Operaia 30: strunjire exterioar Schia operaiei i schema de orientare-fixare
a) Prins semifabricat1. Strunjire frontal la cota 1022. Strunjire exterioar 65x123. Strunjire canelur 59x3
-
8/13/2019 Exemplu proiect TFP_2
20/64
Operaia 50: Gurire 1
Schia operaiei i schema de orientare-fixare
a) Prins semifabricat1.Gurire 11x352.Lrgire 18x12
b) Desprindere semifabricatOperaia 60: Gurire 2 + FiletareSchia operaiei i schema de orientare-fixare
-
8/13/2019 Exemplu proiect TFP_2
21/64
Operaia 70: Gurire 3 Schia operaiei i schema de orientare-fixare
a) Prins semifabricatGurire 4x30
b) Desprins semifabricat
Operaia 90: Rectificare 1 Schia operaiei i schema de orientare-fixare
-
8/13/2019 Exemplu proiect TFP_2
22/64
Operaia 100: Rectificare 2 Schia operaiei i schema de orientare-fixare
a) Prins semifabricatRectificare 65x112
b) Desprins semifabricat
6.2 Utilajei SDV-uri
Pentru a fi realizat reperul Capac, sunt necesare urmatoarele operatii: strunjire, frezare,gurire, filetare, teire, rectificare. Acestea se fac pe Mainile Unealte din tabelele 6.2.1, 6.2.2,
-
8/13/2019 Exemplu proiect TFP_2
23/64
Denumirea Caracteristicile tehnice principaleUnitatea de
masur ValoareSuprafaa mesei
mm 320 1325 Numrul canalelor T 3Limea canalelor T mm 18Distana ntre canalele T mm 70Cursa longitudinal a mesei mm 700
Cursa transversal
- manual - automat
mm 250230
Cursa vertical
- manual - automat
mm 370
350Distana minim i maxim ntre axul principal
i suprafa
a mesei mm 30 - 400
Distana minim i maxim ntre suprafaa batiuluii mijlocul mesei mm 210 - 460
Distana ntre axul principali bra mm 155
Conul axului principal - ISO 50
30; 37,5; 47,5; 60; 75; 95;
118; 150; 190; 235; 300;
Main de frezat
universal FU 1
-
8/13/2019 Exemplu proiect TFP_2
24/64
-
8/13/2019 Exemplu proiect TFP_2
25/64
Pe mainile alese se vor monta urmtoarele scule n vederea realizrii reperului Corp (tabelul6.2.4):
Tab. 6.2.4 [V1, pag 165, tab. 6.1]Ti din carbur metalic
Denumire STAS Dimensiuni caracteristice
Pentru suprafee exterioare
Cuit lateral pentru degroare6381 80
x = 90 x1 = 5
x = 95
x1 = 0 h x b = 10 x 10 ....50 x 50c = 4 ..... 18
Cuit lat pentru finisat 6380 80
x = 90 x1 = 3 h x b = 20 x 12 ....50 x 32L = 12...32
Cuit pentru canelat 6383 80
x = 90 x1 = 2 x = 95 h x b = 12 x 8 ....50 x 32l1 = 12 ... 40 b1 = 3...12
9486-74 D=12; L=151 ; l1=101 ; z=3
NID 2203-81 D=8,5; L=188; l=107;(con morse)Lrgitor elicoidal cu coad cilindric
NID 2203-81 D=14; L=223; l=142;(con morse)
-
8/13/2019 Exemplu proiect TFP_2
26/64
Pentru filetarea interioar s-a ales cuitul din tab. 6.2.5 cu urmtoarele caracteristici:Tab. 6.2.5
Corp cuit Plcue achietoareSensde
lucruDimensiuni [mm]Cod ROMSEH
St./Dr. H B L E C K
Tipul plcuei
1.3403/4.00.01.00 R/L 20 16 125 26 16,910,2;
9,5; 8,8166G-3BA 075; 166G-3BA100; 166G-3BA 125; 166G-
3BA 150;
Pentru frezare s-a ales o frez cilindro-frontal cu coad cilindric (tab. 6.2.7) cuurmatoarele caracteristici:
Tab. 6.2.7 [V2, pag. 80, tab. 4.26]D d zN zM zD l1 L l10 10 4 3 5 40 72:95 22:45
Pentru rectificarea exterioar s-a ales corpul abraziv cilindric cu urmtoarelecaracteristici:D = 50 mmd = 16 mmH = 32 mm
-
8/13/2019 Exemplu proiect TFP_2
27/64
6.4 Adaosurile de prelucrare si dimensiuni intermediare
Adaosurile de prelucrare intermediare simetrice (pe diametru) la suprafeele exterioarei interioare secalculeaz cu relaia [ 7, rel. 5.3 ]:
unde:
- min Ai - adaosul de prelucrare minim pentru operaia (faza) i, considerat pe o parte (peraz sau pe o singur fa plan);
- 2 min Ai - adaosul de prelucrare minim pentru operaia (faza) i, considerat pe diametrusau pe dou fee plane opuse, prelucrate simultan;
- 1i Rz - nlimea neregularitilor profilului, rezultat la operaia (faza) precedent;- 1iS - adncimea stratului superficial defect, format la operaia (faza) precedent;- 1i - abaterile spaiale ale suprafeei de prelucrat fa de bazele tehnologice ale
piesei, r mase dup efectuarea operaiei (fazei) precedente i 1;i - eroarea de instalare a suprafeei de prelucrat (iniiale) la operaia sau faza considerat
Pentru suprafaa S1 obinut prin frezare de degroare, adaosurile de prelucrareintermediare se prezint n tabelul 4.25
Tabelul 4.25
-
8/13/2019 Exemplu proiect TFP_2
28/64
Pentru suprafaa S5 obinut prin frezare de degroare, frezare de finisare adaosurile de
prelucrare intermediare se prezint n tabelul 4.27 Tabelul 4.27Adaosuri de prelucrare Dimensiuniintermediare
Sk Rugozitatea[m]Ad
(degro are)
[mm]
Asf(finisare)
[mm]
At (total)[mm]
Dd(degro are
)[mm]
Dsf (finisare)
[mm]
S5(56) 3.2 1.3 1.1 2.4 58.4 -
Pentru suprafaa S11 obinut prin strunjire de degroare, strunjire de finisare,rectificare adaosurile de prelucrare intermediare se prezint n tabelul 4.28
Tabelul 4.28Adaosuri de prelucrare Dimensiuni intermediare
SkRugozitatea
[m]Ad
(degro are)
[mm]
Asf(finisare)
[mm]
Arectif(rectif)[mm]
At (total)[mm]
Dd(degro are
)[mm]
Dsf (finisare)
[mm]
Drectif(rectif)[mm]
S11(23) 1.6 1.19 0.76 0.45 2.4 25.4 24.21 23.45
-
8/13/2019 Exemplu proiect TFP_2
29/64
Pentru suprafaa S14obinut prin stunjire de degroare, strunjire de finisareirectificare adaosurile de prelucrare intermediare se prezint n tabelul 4.31
Tabelul 4.31
Adaosuri de prelucrare Dimensiuni intermediare
SkRugozitatea
[m]Ad
(degro are)[mm]
Asf(finisare)[mm]
Arectif(rectif)[mm] A
t (total)[mm]
Dd(degro are)
[mm]
Dsf (finisare)[mm]
Drectif(rectif)[mm]
S14(102) 1.6 1.19 0.76 0.45 2.4 104.4 103.21 102.45
Pentru suprafaa S16 obinut prin strunjire de degroare, strunjire de finisareadaosurile de prelucrare intermediare se prezint n tabelul 4.32
Tabelul 4.32Adaosuri de prelucrare Dimensiuniintermediare
Sk Rugozitatea[m]Ad
(degro are)
[mm]
Asf(finisare)
[mm]
At (total)[mm]
Dd(degro are
)[mm]
Dsf (finisare)
[mm]
S16
-
8/13/2019 Exemplu proiect TFP_2
30/64
Pentru suprafaa S22 obinut prin frezare de degroare, frezare de finisare adaosurilede prelucrare intermediare se prezint n tabelul 4.34
Tabelul 4.34Adaosuri de prelucrare Dimensiuniintermediare
Sk Rugozitatea[m]Ad
(degro are)
[mm]
Asf(finisare)
[mm]
At (total)[mm]
Dd(degro are
)[mm]
Dsf (finisare)
[mm]
S22(40)
6.3 3 - 3 34 -
Pentru suprafaa S23 obinut prin frezare de degroare, frezare de finisare adaosurilede prelucrare intermediare se prezint n tabelul 4.35
Tabelul 4.35Adaosuri de prelucrare Dimensiuniintermediare
Rugozitatea Ad Dd
-
8/13/2019 Exemplu proiect TFP_2
31/64
)[mm]
[mm] [mm] )[mm]
[mm]
S25(30.5) 3.2 3 1 4 22.5 28.5
Pentru suprafaa S26 obinut prin strunjire de degroare, strunjire de finisareadaosurile de prelucrare intermediare se prezint n tabelul 4.38
Tabelul 4.38Adaosuri de prelucrare Dimensiuniintermediare
Sk Rugozitatea[m]Ad
(degro are)[mm]
Asf
(finisare)[mm]
At
(total)[mm]
Dd(degro are
)[mm]
Dsf
(finisare)[mm]
S26(30.5) 3.2 3 1 4 22.5 28.5
6.5 Regimurile de prelucrare
-
8/13/2019 Exemplu proiect TFP_2
32/64
Se menioneaz c vitezele de achiere s-au ales din tabele normativei s-au corectat cucoeficieni de corecie: n funcie de starea materialului: Kv1 = 0,85 n funcie de seciunea transversal : Kv2 = 0,97 n funcie de raza la vrf a cuitelor : Kv3 = 0,85 n funcie de unghiul de atac: Kv4 = 1,13Vcorectat=K v1K v2K v3K v4 Vtabel=110,07 m/min
Stabilirea turaiei piesei: DVcor
n
=
1000=159,25 rot/min
Din gama de turaii a strungului aleg :n
=120 rot/minViteza real de achiere se calculeaz cu formula:
1000n D
vr
= =79,16 m/min
Verificarea puterii motorului :-componenta principal a for ei de achiere Pz =375 daN-puterea real:
= 6000r z
r v P
N =6,18 kw-puterea motorului electric : NME=7,5 kw
r N < NME
Faza 2. Strunjire exterioar 65x12Scula achietoare: Cuit lateral de strunjit STAS 6381 80 / P30 [ Tabelul 6 2 4 ]
-
8/13/2019 Exemplu proiect TFP_2
33/64
Se alege din gama de avansuri ale strungului SN250 : s =1,12 mm/rot
Stabilirea vitezei de achiere:
n cazul strunjirii exterioare, viteza de achiere se calculeaz cu relaia [ 9 ]:
unde :- Cv = coeficient de
viteza, care ineseama de cuplul semifabricat-scul (Cv = 215) [V1, Tabel 6.45 ];
- T=durabilitatea sculei T=45 min;
- mv=exponentul durabilitii mv = 0,125 [1, Tabelul 6,43]- xv, yv = exponenii adncimii de achierei avansului ( xv = 0,18,yv = 0,35) [1, Tabelul 6,45];
- s = avansul de achiere, n mm/rot (s = 0,56);- t=adncimea de achiere, n mm/rot, t=2,3 mm;
-
8/13/2019 Exemplu proiect TFP_2
34/64
[1, Tabelul 6,55];
- K 1= coeficient de corecie n funcie de unghiul de atac secundar, K 1=1,0[1, Tabelul 6,56];
- K r = coeficient de corecie n funcie de raza la vrf a sculei, K r =0,94[1, Tabelul 6,57];
- K VB= coeficient de corecie n funcie de mrimea uzurii sculei pe faa deaezare, K VB=1,0 [1, Tabelul 6,55];
- K q= coeficient de corecie n funcie de seciunea cutitutui, K
q=0,87
[1, Tabelul 6,60];
- K int= coeficient de corecie pentru strunjirea interioar , K int=-[1, Tabelul 6,61];
- K fr = coeficient de corecie strunjirea frontal, K fr =-[1, Tabelul 6,55];
K=1,15*1*0,95*1*0,85*1,05*0,8*1*0,94*1*0,87=0,6372
-
8/13/2019 Exemplu proiect TFP_2
35/64
Stabilirea varia iei de vitez :n cazul strunjirii exterioare, variaia de vitez admis se calculeaz cu relaia [ 7 ]:
Pentru piesa Corp :
Pentru piesa Corp :
]
-
8/13/2019 Exemplu proiect TFP_2
36/64
- K 1 =coeficient care tine seama de stareai de grupa materialului, K 1=0,5[1, Tabelul 6,23];
- K 2=coeficient n legtur cu proprietile mecanice ale materialului prelucrat, K 2=1,0 (pentru x, yi z)[1, Tabelul 6,24];
- K 3=coefficient n legtur cu influena unghiului de atac principalKz3=1,08; K y3=0,44; K x3=1,82 [1, Tabelul 6,28];
- K 4=coeficientul n legtur cu influena unghiului de degajare, Kz4=-;K y4=-; K x4=- [1, Tabelul 6,29];
- K 5=coeficient n legtur cu influena uzurii sculei, Kz5=0,95; K y5=0,63;K x5=0,67 [1, Tabelul 6,30];
- K 6=coeficient care tine seama de lichidul de achiere, K 6=0,9[1, Tabelul 6,31];
- K 7=coeficient care tine seama de raza la vrf a cuitului, Kz7=0,93;K y7=0,81 [1, Tabelul 6,32]
- K 8=coeficientul n legtur cu influena vitezei de achiere, K 8=1,22[1, Tabelul 6,32];
- K 9=coeficientul de corecie pentru cuite profilate, K 9=0,85[1, Tabelul 6,39].
K z 0,5*1*1,08*0,95*0,9*0,93*1,22*0,85 0,445
K y 1*1*0,44*0,63*0,9*0,81*1,22*0,85 0,209
K 1*1*1 82*0 67*0 9*1 22*0 85 1 138
-
8/13/2019 Exemplu proiect TFP_2
37/64
Stabilirea puterii de achiere:
n cazul lrgirii strunjirii exterioare de degroare, puterea se calculeaz cu relaia:
unde:- Fz= este componenta principal a for ei de achiere, n daN;- vr este viteza real de achiere, n mm/min;- este randamentul mainii unelte,
P PME
Deoarece condi ia este respectat, piesa poate fi realizat n condi ii desiguran pe ma ina unealt Strung SN250.
Faza3. Strunjire canelur 59x3
Scula achietoare : Cuit pentru canelat STAS 6383 80/ P30
-
8/13/2019 Exemplu proiect TFP_2
38/64
- K st coeficient de corectie in functie de starea otelului ( K st = 0,8 ) [ 1, Tabelul6.49 ];
- K c coeficient de corectie in functie de felul semifabricatului si caracteristicasuprafetei ( K c = 1) [ 1, Tabelul 6.50 ];
- K p coeficient de corecie pentru putere in funcie de prelucrabilitateamaterialului achiat (K p = 1.,3 ) [ 1, Tabelul 6.51 ]
- K x coeficient de corecie pentru scule din carburi metalice (K x = 0,8 ) [ 1,
Tabelul 6.55 ]- K vB coeficient de corecie pentru scule din carburi metalice (K vB = 1 ) [ 1,
Tabelul 6.55 ]
- K q coeficient de corecie (K q = 1,0 ) [ 1, Tabelul 6.55 ]
- K 2 Coeficient de corectie pentru oeluri ( K 2= 1) [ 1, Tabelul 6.24 ];
K=1,15 0,69 1 1 0,92 0,8 1 0,8 1 1 1=0,46
Stabilirea turaiei n:
-
8/13/2019 Exemplu proiect TFP_2
39/64
- K 1 Coeficient de corectie in functie de starea si grupa materialului ( K 1= 1) [1, Tabelul 6.23 ];
- K 8 coeficient de corectie pentru oteluri in cazul sculelor din carburi metalice( k 8 = 1) [ 1, Tabelul 6.35 ]
- K s coeficient de corectie in functie de materialul sculei ( K s = 0,92 ) [ 1,Tabelul 6.48 ];
- K st coeficient de corectie in functie de starea otelului ( K st = 0,8 ) [ 1, Tabelul
6.49 ];- K c coeficient de corectie in functie de felul semifabricatului si caracteristica
suprafetei ( K c = 1) [ 1, Tabelul 6.50 ];
- K p coeficient de corecie pentru putere in funcie de prelucrabilitateamaterialului achiat (K p = 1.,3 ) [ 1, Tabelul 6.51 ]
- K x coeficient de corecie pentru scule din carburi metalice (K x = 0,8 ) [ 1,Tabelul 6.55 ]
- K vB coeficient de corecie pentru scule din carburi metalice (K vB = 1 ) [ 1,Tabelul 6.55 ]
- K q coeficient de corecie (K q = 1,0 ) [ 1, Tabelul 6.55 ]
-
8/13/2019 Exemplu proiect TFP_2
40/64
n cazul acestei frezri de degroare, adncimea de achiere radial, ar =12 mm [tabelul 4.55, pag 91, C1]
Stabilirea avansului de a chiere:n cazul frezrii de degroare, avansul se poate calcula analitic cu relaia:
unde:- f d =avansul pe dinte, conform tabelului 4.55, pag 91, C1.- z = numrul de din; z=4 dinti [tabelul 4.2]Pentru acest reper :
Stabilirea vitezei de a chiere:n cazul frezrilor de degroare, viteza de achiere se calculeaz cu relaia :
unde :- Cv = coeficient de vitez, careine seama de cuplul semifabricat-scul (Cv = 84);- T = durabilitatea economic a sculei, n min (T = 120); [table 4.41, pag 85, C1]- aa=adncimea de achiere axial;- fd = avansul n mm/rot (f =[0 060 12]mm/dinte); [tabel 4 45 pag 91 C1]
f=f d*z
[m/min] [table 4.68, pag 99, var. 35, C1)
-
8/13/2019 Exemplu proiect TFP_2
41/64
Pentru acest reper :
Stabilirea varia iei de vitez :n cazul frezrii de degroare, variaia de vitez se calculeaz cu relaia :
Pentru acest reper :
=0.36*600=> =216 [mm/min].Se alege din gama de viteze a mainii de frezat FU1:250 mm/min
-
8/13/2019 Exemplu proiect TFP_2
42/64
Deoarece P calculate este mai mic dect PME se ndeplinete condiia P PME
Faza2: Frezare de degroare 35x112
Stabilirea adncimii de a chiere axial :n cazul acestei frezri de degroare, adncimea de achiere axial, aa=1.5 mm
Stabilirea adncimii de a chiere radial :n cazul acestei frezri de degroare, adncimea de achiere radial, ar =12 mm [tabelul 4.55, pag 91, C1]
Stabilirea avansului de a chiere:n cazul frezrii de degroare, avansul se poate calcula analitic cu relaia:
unde:- f d =avansul pe dinte, conform tabelului 4.55, pag 91, C1.- z = numrul de din; z=4 dinti [tabelul 4.2]Pentru acest reper :
Stabilirea vitezei de a chiere:n cazul frezrilor de degroare, viteza de achiere se calculeaz cu relaia :
f=f d*z
-
8/13/2019 Exemplu proiect TFP_2
43/64
Pentru acest reper:
Se alege din gama de turaii a mainii de frezat FU1: nr = 600 rot/min.
Stabilirea vitezei reale:n cazul frezrii de degroare, viteza real de achiere se calculeaz cu relaia :
Pentru acest reper :
Stabilirea varia iei de vitez
n cazul frezrii de degroare, variaia de vitez se calculeaz cu relaia :
Pentru acest reper :
-
8/13/2019 Exemplu proiect TFP_2
44/64
Stabilirea puterii la frezarea de degro are:n cazul frezrii de degroare, puterea mainii-unelte se calculeaz cu relaia:
P ME
unde: PME=puterea mainii-unelte;=randamentul mainii-unelte (0.80.9)
= 0.236 kW
Deoarece P calculate este mai mic dect PME se ndeplinete condiia P PME
Operaia 50: Gurire 1
Faza1:Gurire 11x35Stabilirea durabilitii economicei a uzurii sculei achietoare
T=22 min [(6), tab 9.113]VB=1 mm[(6), tab.9.116]
-
8/13/2019 Exemplu proiect TFP_2
45/64
VB=1,2 mm[(6), tab.9.115]
Stabilirea adncimii de achierei a numrului de treceri : 51
5===
i
Apt
Stabilirea avansului de achiere: s = 0,32 mm/rot-se alege din caracteristicile mainii unelte s =0,32 mm/rot
Stabilirea turaiei piesei: 140=tabel n rot/min
Din gama de turaii a strungului aleg :n =120 rot/min
Viteza real de achiere se calculeaz cu formula:1000
n Dvr = =6,78 m/min
Verificarea puterii motorului :-componenta principal a for ei de achiere Pz =504 daN
-puterea real:
=
6000
r z r
v P N =0,71 kw
-puterea motorului electric : NME=7,5 kw r N < NME
Operaia 60: Gurire 2 + Filetare
-
8/13/2019 Exemplu proiect TFP_2
46/64
r N < NMEFaza2:Lrgire 18x12Stabilirea durabilitii economicei a uzurii sculei achietoareT=45 min [(6), tab 9.115]VB=1,2 mm[(6), tab.9.115]
Stabilirea adncimii de achierei a numrului de treceri : 515
===i
Apt
Stabilirea avansului de achiere: s = 0,32 mm/rot-se alege din caracteristicile mainii unelte s =0,32 mm/rot
Stabilirea turaiei piesei: 140=tabel n rot/min
Din gama de turaii a strungului aleg :n =120 rot/min
Viteza real de achiere se calculeaz cu formula:1000
n Dvr
= =6,78 m/min
Verificarea puterii motorului :-componenta principal a for ei de achiere Pz =504 daN
-puterea real:
=
6000r z
r v P
N =0,71 kw
-
8/13/2019 Exemplu proiect TFP_2
47/64
Verificarea puterii motorului :-componenta principal a for ei de achiere Pz =504 daN
-puterea real:
=6000
r z r
v P N =1,5 kw
-puterea motorului electric : NME=7,5 kw
r N < NMEFaza7:Lrgire 14x20Stabilirea durabilitii economicei a uzurii sculei achietoare
T=45 min [(6), tab 9.115]VB=1,2 mm[(6), tab.9.115]
Stabilirea adncimii de achierei a numrului de treceri : 515
===i
Apt
Stabilirea avansului de achiere: s = 0,37 mm/rot-se alege din caracteristicile mainii unelte s =0,37 mm/rot
Stabilirea turaiei piesei: 140=tabel n rot/min
Din gama de turaii a strungului aleg :n =120 rot/min
Viteza real de achiere se calculeaz cu formula: : n Dvr
= =5,27 m/min
-
8/13/2019 Exemplu proiect TFP_2
48/64
Stabilirea adncimii de achiere si a numrului de treceri : 2,035,0
===i
Apt
Stabilirea avansului de achiere: s =p=1 mm/rot [(6), tab 11.73]Stabilirea turaiei sculei achietoare: nr =110 rot/min[(6), tab 11.73]Din gama de turaii a mainii unelte aleg : n=110 rot/min
Viteza real de achiere se calculeaz cu formula: :1000
n Dvr
= =3,45 m/min
Operaia 70: Gurire 3 Faza1:Gurire 4x30Operaia 90: Rectificare interioar Faza1:Rectificare 38+0,025 x38 l [mm/rot]unde:
- avansul n fraciuni din limea discului abraziv
- B limea discului abrazv, n mm
- La rectificarea de finisare pentru suprafee cilindrice ,250,50
Aleg ,32
-
8/13/2019 Exemplu proiect TFP_2
49/64
Fz CF vF0,7 s10,7 t0,6 [daN]
Unde :- CF este un coeficient careine seama de natura materialului (CF ) [C1, pag. 407] - t este adncimea de achiere - vf este viteza periferic
Fz 2,2 200,7 4,80,7 0,20,6 20,44 [daN]
Determinarea puterii la rectificarea exterioar cu avans de ptrundere
P 0,132 vp0,7 t0,7 d0,25 [kW]
Unde :- d este diametrul piesei care se preluceaz - Lp este lungimea suprafeei de rectificat- K1 este un coefficient careine seama de duritatea discului abraziv (k1 ) [C2,
pag. 407]- K2 este un coeficient careine seama de natura materialului (k2 ) [C2, pag.
407]P 0,132 200,7 0,20,7 380,25 [kW]
-
8/13/2019 Exemplu proiect TFP_2
50/64
n norma tehnic de timp intr o serie de timpi, astfel [C5, rel. 2.1]:
NT = T b+ Ta+ Tdt+ Tdo+ Ton +T p/n [min]unde:
NT timp normat pe operaie [min];T b timp de baz [min],
=
=n
ibib T T
1
Ta timp auxiliar [min];Tdt timp de deservire tehnic [min];Tdo timp de deservire organizatoric [min];Ton timp de odihn i necesiti fireti [min];T p timp de pregtire ncheiere [min/lot];n lotul de piese care se prelucreaz la aceeai main n mod continuu; n = 100
[piese/lot]Te = T b+ Ta timpul efectiv sau operativ [min] [C5, rel. 2.2]Tu = Te + Tdt + Tdo+ Ton timpul unitar [min] [C5, rel. 2.3]
T b timpul n care are loc modificarea strii semifabricatului, adic modificarea formei,dimensiunilor, proprietilor fizico mecanice.
Relaia general de calcul a timpului de baz, este [C5, rel. 2.5]:
T b = i f n
Apl i
vil c
f
c
=
[min]
d
-
8/13/2019 Exemplu proiect TFP_2
51/64
Opera ia 10: StrunjireFaza 1: 40x36
Tb1 = min2.21*4.0*2003,4*41
=
l p lungimea suprafeei prelucrate, l p = 36 mml1 lungimea de intrare a sculei n material, l1 = 3 mm [V1, pag. 374]l2 lungimea de ieire a sculei din material, l2 = 2 mm [V1, pag. 374]
-
8/13/2019 Exemplu proiect TFP_2
52/64
- timpi ajuttori legai de faz:
- deplasarea manual a saniei transversale 10,08 = 0,08 min;
- deplasarea manual a saniei longitudinale 10,08 = 0,08 min;
- deplasarea manual a saniei port-cutit 40,12=0,48 min;
- pornirea sau oprirea sistemului de r cire 20,03 = 0,06 min
- deplasarea manual a pinolei p puii mobile 0,14 minta2 = 0,84 min; [Tabel 7.57, V1]
- timp ajuttor pentru msur ri de control 90,25 = 2,25 min.
ta3 = 2,25 min; [Tabel 7.58, V1]
Ta = 1,23+0,84+2,25=4,32 min;Tb = 2,2++0.26= 2.46 minTe = Tb + Ta = 2.46+4,32=6.78 min
Tdt = 2/1002,46 = 0,049 min; [2.9, C5] [Tabel 7.68, V1]Tdo =2/1006,78= 0, 136min; [2.10, C5] [Tabel 7.68, , V1]Ton = 3/1006.78 = 0, 203 min; [2.11, C5] [Tabel 7.69, V1]Tp = 9 min; [Tabel 7.66, V1]N 4 32 2 46 0 049 0 136 9/100 7 05 i
-
8/13/2019 Exemplu proiect TFP_2
53/64
Faza 3: 35.6x6
Tb3 = min144,01*8,0*3153.3*11
=
l p lungimea suprafeei prelucrate, l p = 6 mml1 lungimea de intrare a sculei n material, l1 = 3 mm [V1, pag. 374]l2 lungimea de ieire a sculei din material, l2 = 2 mm [V1, pag. 374]i nr. de treceri, i = 1a p=3,3 mm
Faza 4: 30.5x7
Tb4 = min66,01*8,0*40075.1*12 =
l p lungimea suprafeei prelucrate, l p =7 mml1 lungimea de intrare a sculei n material, l1 = 3 mm [V1, pag. 374]l2 lungimea de ieire a sculei din material, l2 = 2 mm [V1, pag. 374]i nr. de treceri, i = 1a =1 75 mm
-
8/13/2019 Exemplu proiect TFP_2
54/64
unde:- timp auxiliar pentru prindereai desprinderea piesei n dispozitiv 0,35 min; [V1, pag 338]- timpi ajuttori pentru comanda mainii:
- apropierea sau retragerea sculei de pies 220,03 = 0,12 min; [V1, pag 392]- cuplarea avansului 80,02 = 0,16 min;- cuplarea sau decuplarea micrii de rotaie a axului principal 220,02 = 0,08 min;- schimbarea turaiei sau avansului 90,05 = 0,45 min;- rotirea port-cuitului 0,07 = 0,07 min;
ta1 = 0,35+0,12+0,16+0,08+0,45+0,07=1,23 min; [Tabelul 7.56, V5]
- timpi ajuttori legai de faz:
- deplasarea manual a saniei transversale 10,08 = 0,08 min;
- deplasarea manual a saniei longitudinale 10,08 = 0,08 min;
- deplasarea manual a saniei port-cutit 40,12=0,48 min;
- pornirea sau oprirea sistemului de r cire 20,03 = 0,06 min
- deplasarea manual a pinolei p puii mobile 0,14 minta2 = 0,84 min; [Tabel 7.57, V1]
- timp ajuttor pentru msur ri de control 90,25 = 2,25 min.
ta3 = 2,25 min; [Tabel 7.58, V1]
-
8/13/2019 Exemplu proiect TFP_2
55/64
Faza 2: 65x12
Tb2 = min1,01*12,1*26075.1*17 =
l p lungimea suprafeei prelucrate, l p = 12 mml1 lungimea de intrare a sculei n material, l1 = 3 mm [V1, pag. 374]l2 lungimea de ieire a sculei din material, l2 = 2 mm [V1, pag. 374]i nr. de treceri, i = 1a p=1,75 mm
Faza 3: 59x3
Tb3 = min1,01*8,0*3153.3*8
= l p lungimea suprafeei prelucrate, l p = 3 mml1 lungimea de intrare a sculei n material, l1 = 3 mm [V1, pag. 374]l2 lungimea de ieire a sculei din material, l2 = 2 mm [V1, pag. 374]i nr. de treceri, i = 1a p=3,3 mm
-
8/13/2019 Exemplu proiect TFP_2
56/64
- deplasarea manual a saniei transversale 10,08 = 0,08 min;
- deplasarea manual a saniei longitudinale 10,08 = 0,08 min;
- deplasarea manual a saniei port-cutit 40,12=0,48 min;
- pornirea sau oprirea sistemului de r cire 20,03 = 0,06 min
- deplasarea manual a pinolei p puii mobile 0,14 minta2 = 0,84 min; [Tabel 7.57, V1]
- timp ajuttor pentru msur ri de control 90,25 = 2,25 min.
ta3 = 2,25 min; [Tabel 7.58, V1]
Ta = 1,23+0,84+2,25=4,32 min;Tb = 3.76+0.1+0.1+0.04= 3.82 minTe = Tb + Ta = 4.32+3.82=8.14 min
Tdt = 2/1003.82 = 0,0764 min; [2.9, C5] [Tabel 7.68, V1]Tdo =2/1008.14= 0, 162 min; [2.10, C5] [Tabel 7.68, , V1]Ton = 3/1008.14 = 0, 244 min; [2.11, C5] [Tabel 7.69, V1]Tp = 9 min; [Tabel 7.66, V1]NT = 8.14 + 0.0764 + 0,162 + 0,244 + 9/100 =8.71 min; NT3 = 8.71 min
-
8/13/2019 Exemplu proiect TFP_2
57/64
Tb2 = = 0.22 minTb = Tb1 + Tb2 = = 0.42 + 0.22 = 0.64min
Ta = ta1+ta2+ta3unde:
- timp auxiliar pentru prindereai desprinderea piesei 1.5 min; [Tabel 5.97, pag 287, C1]- timpi ajuttori pentru comanda mainii:- apropierea sau retragerea sculei de pies 3*3*0.04=0.36 min;
[Tabel 5.106, pag 297, C1]- cuplarea avansului 3*0,02 =0.06min; [Tabel 5.106, pag 297, C1]- cuplarea sau decuplarea micrii de rotaie a axului principal 3*0,02=0.06 min;- schimbarea turaiei frezei 0.07 min; [Tabel 5.106, pag 297, C1]- aezarea si indepartarea aparatorilor contra aschiilor 0.2min;
[Tabel 5.107, pag 297, C1]
Ta = 1.5+0.36+0.06+0.06+0.07+0.2 => Ta = 2.25min
Tp timp de pregtire ncheiere compus din: [Tabelul5.113, pag 301, C1]- n funcie de modul de prindere a piesei 16min;- primirea i predarea documentelor comenzii 9 min;
Tp = 16 +9 =25 minTe = Tb + Ta = 0.64+2.25 = 2.89 minTdt = 20/1000.42 = 0.084 min; [ 5.8, C1] [Tabelul5.113, pag 301, C1]T = 20/1002 89= 0 58 min; [5 9 C1] [Tabelul5 113 pag 301 C1]
-
8/13/2019 Exemplu proiect TFP_2
58/64
- cuplarea avansului 10,03=0.03 min;- deplasarea axului principal pn la gaura de prelucrat 10,02=0.02 min;- montareai demontarea sculei 0,09 min;- montareai demontarea bucei de ghidare 20,07=0.14 min;- schimbarea turaiei sau a mrimii avansului 0,03 min;
Ta = 1.55+0.1+0.02+0.02+0.02+0.04+0.03+0.02+0.09+0.14+0.3=> Ta = 2,5 minTb = 0.2minTe = Tb + Ta Te = 0,2 + 2,5 = 2,7minTdt = 2% Tb = 0,020.2= 0,004min [Tabel7.53 pag 270, C3]Tdo = 1% Te = 0,012,61 = 0,0261 min [Tabel7.53 pag 270, C3]Ton = 4% Te = 0,042,61 = 0,1 min [Tabel7.53 pag 270, C3]
Tp timp de pregtire ncheiere compus din: [Tabelul7.56, pag 262, C3]- n funcie de modul de prindere a piesei 8 min;- primirea i predarea documentelor comenzii 6 min;- rotirea mesei 3 min.
Tp = 8+ 6 + 3= 17 min[13,pag.271,tab.7.56]NT = 0,2 + 2,5 + 0,004 + 0,0261 + 0,1 + 17/100 = 3min;
NT5 = 3min
Operaia 70. GURIRE
-
8/13/2019 Exemplu proiect TFP_2
59/64
Tb = 0.1 minTe = Tb + Ta Te = 0,1 + 2,5 = 2,6minTdt = 2% Tb = 0,020.1= 0,002min [Tabel7.53 pag 270, C3]Tdo = 1% Te = 0,012,9 = 0,029 min [Tabel7.53 pag 270, C3]Ton = 4% Te = 0,042,9 = 0,12 min [Tabel7.53 pag 270, C3]
Tp timp de pregtire ncheiere compus din: [Tabelul7.56, pag 262, C3]- n funcie de modul de prindere a piesei 8 min;- primirea i predarea documentelor comenzii 6 min;- rotirea mesei 3 min..
Tp = 8+ 6 + 3= 17 min[13,pag.271,tab.7.56] NT = 0,1 + 2,6 + 0,002 + 0,029 + 0,12 + 17/100 = 3min; N T6 = 3 min NT = 7.05+6.46+8.71+4.46+3+3 = 32.68 min
5. Analiza economic
Costul de fabrica ie al unei piese : [ 8.1, C1] Cp = A + [ lei / buc. ]Unde : A = cheltuieli independente de lot [ lei / buc ];
B = cheltuielile dependente de lot [ lei/lot ].
-
8/13/2019 Exemplu proiect TFP_2
60/64
n cazul piesei:
Cm = 3.237x2.5 0.8x0.8=7.45 RON/buc
unde:- cs - cheltuielile cu salariile muncitorilor care execut piesa;- ui - timpul unitar la op i [min]- smi - salariul muncitorului de la op i [min]
Salarii muncitori:- Operator pe ma in de frezat 6,5 [lei/h]- Operator pe ma in de strunjit 7,5 [lei/h]
- Operator pe ma in de gurit 6,5 [lei/h]- Operator pe masina de filetat 7 [ lei/h]
n cazul piesei:
Cs=(7.05/60 *7.5)+(6.46/60 *6.5)+(8.71/60 * 7.5)+(4.46/60 * 6.5)+(3/60 *6.5)+(3/60 * 6.5) =3.8 lei
[ 8.7, C1 ]
-
8/13/2019 Exemplu proiect TFP_2
61/64
- Maina de gurit G20:
- Maina de filetat cu tarozi USRB:
- Strung normal SN250 :
+
=
[ 8.8, C1]
-
8/13/2019 Exemplu proiect TFP_2
62/64
unde:- p - cheltuielile administrative (p = 20 %);- - numrul de ma ini-unelte care lucreaz la opera ia i- - salariul reglorului la opera ia i
n cazul piesei:
B=(1+20/100) * 9/60 *(7.5+6.5+7.5+6.5+6.5+6.5) = 7.38 lei / lot-
n cazul piesei:
+ C=9/60 * (1*2.3*6) = 2.07 lei/ lot
D=7.38+2.07= 9.45 lei/ lot
[ C9 ]
[ 8.3, C1 ]
-
8/13/2019 Exemplu proiect TFP_2
63/64
unde:p timpul unitar pe operaie maxim(p=8.71)
n cazul piesei:
= 8.71 / 26.76 =0.33
j
n j N
F r = [min/buc], [10, rel.9.2, pag.359]
r j = 120960 / 4520 = 26.76 n care:
- Fn fondul nominal de timp planificat a fi utilizat n mod productiv, n minute carese determin cu relaia:
120960812526060 === hk z F sn min [10, rel.9.3, pag.359]- N j programul de producie:
4000100304000100104000.. ++=++= schimb p stocsig j N N N N =4520
n0= =229.4 buc
Prima rotunjire se face astfel nct no s fie numr ntreg, adic: no = 250 buc
-
8/13/2019 Exemplu proiect TFP_2
64/64