Exemplu proiect TFP_1.pdf
90
UNIVERSITATEA POLITEHNICA DIN BUCURESTI FACULTATEA : I.M.S.T. SPECIALIZAREA : T.C.M PROIECT TEHNOLOGIA FABRICĂRII PRODUSELOR Proiect de an STUDENT: COORDONATOR PROIECT: CONSTANTIN MARIUS - CRISTIAN Prof. Dr. Ing.: CATANĂ MĂDĂLIN GRUPA: 643 AA
-
Upload
scarlat-cristina -
Category
Documents
-
view
123 -
download
8
Transcript of Exemplu proiect TFP_1.pdf

UNIVERSITATEA POLITEHNICA DIN BUCURESTI
FACULTATEA : I.M.S.T.
SPECIALIZAREA : T.C.M
PROIECT
TEHNOLOGIA FABRICĂRII
PRODUSELOR
Proiect de an
STUDENT: COORDONATOR PROIECT:
CONSTANTIN MARIUS - CRISTIAN Prof. Dr. Ing.: CATANĂ MĂDĂLIN
GRUPA: 643 AA

1
Tema proiectului: Proiectarea procesului tehnologic de fabricare a reperului BUCSĂ
LAGĂR
1. DATE INIŢIALE GENERALE:
programa de producţie: 2000 buc./an;
unitatea de producţie: Universitatea Politehnica din București, Facultatea Ingineria și
Managementul Sistemelor Tehnologice;
resurse corespunzătoare realizării pieselor;
fondul real de timp: 2000 h;
cerinţa economică asociată fabricaţiei: cost minim;
obiectiv principal: introducerea unei noi tehnologii.
2. ANALIZA CONSTRUCTIVĂ FUNCŢIONAL – TEHNOLOGICĂ
2.1 Schiţe constructive ale produsului şi reperului
2.1.1 Schița constructivă a produsului
O schița a produsului “POMPĂ 001.00” se prezintă in figura 2.1.1 în care reperul
considerat “BUCSĂ LAGĂR” are poziția 5.
1. Cilindru;
2. Capac;
3. Șurub M10;
4. Capac de etanșare;
5. Bucsă lagăr;
6. Tub de reglarea a presiunii;
7. Dop filetat;
8. Corp pompă;
9. Placa suport;
10. Conductă pentru eliminarea presiunii;
11. Șurub M20.

2
Fig 2.1.1
1
2
3
4
5
6
7
8
10 11 9

3
2.1.2 Schițe constructive ale reperului
Fig.2.1.2

4
2.1 Caracteristici constructive prescrise reperului
a. Caracteristicile suprafeţelor se reprezintă în tabelul 2.1
Tabel 2.1
Formă Dimensiune
[mm]
Rugozitatea
[µm]
Poziția
relativă
Toleranță
de formă
Alte
condiții
Plană 12.5
Tole
ranțe
gen
eral
e IS
O 2
768 –
mK
Cilindrică 6,3
Plană 12,5
Plană 40x55 12,5
Cilindrică 12,5
Tronconică 1x45 12,5
Tronconică 2x45 12,5
Cilindrică 1,6
Tronconică 1,5x45 12,5
Cilindrică 0,8
Cilindrică 12,5
Plană
x100 3,2
Tronconică 1x45 12,5
Elicoidală 3,2
b. Caracteristici de material
Materialul piesei care face obiectul aplicaţiei este EN – GJL – 200 SR EN 1561 (Fc 200).
În tabelul 2.2 este prezentată compoziţia chimică a materialului.
Tabel 2.2
Marca
fontei
Compozitia chimica %
C Si Mn Cr Structura
EN–GJL-200 3,0 – 3,4 1,0 – 2,3 0,5 – 1,0 0,3 – 0,65 0,12 – 0,14 0,15 – 0,20 ***
*** - perlita cu urme de ferita, grafit lamelar de marime mijlocie;
Fc 200 – FONTĂ CU GRAFIT LAMELAR, este un material turnat pe bază de fier –
carbon, in care carbonul liber este prezent sub formă de grafit, in principal sub formă lamelară,
lame de grafit.

5
Proprietaţile fizice ale materialului sunt prezentate in tabelul 2.3.
Tabelul 2.3
Simbolizarea materialului EN – GJL – 200
Grosimea de perete
relativă, [mm]
de la
2.5 5 10 20 40 80 150
până la
inclusiv
5 10 20 40 80 150 300
Rezistența la tracțiune
,
valori obligatorii
pe probe turnate
separate, [N/ ]
200 . . . 300
pe probe atașate la
piesa, [N/ ]
- - - 170 150 140 160
Rezistența la tracțiune , [N/ ] 200 . . . 300
Limita de curgere convenționala 0.1% ,
[N/ ]
130 . . . 195
Alungire A, [%] 0.8 . . . 0.3
Rezistența la compresiune , [N/ ] 720
Limita de curgere aparentă la 0.1% ,
[N/ ]
260
Rezistența la incovoiere , [N/ ] 290
Rezistența la forfecare , [N/ ] 230
Rezistența la rasucire , [N/ ] 230
Modulul de elasticitate E, [N/ ] 88 . . . 118
Coeficientul Poisson 0.26
Rezistența la oboseală prin incovoiere ,
[N/ ]
90
Limita de anduranța la tracțiune/ compresiune
alternanța , [N/ ]
50
Tenacitatea la rupere , [N/ ] 400

6
c. Masa reperului
Masa reperului este de 6.951 Kg, conform programului INVENTOR.
d. Clasa de piese
Reperul se încadrează în clasa pieselor tip “BUCȘĂ”.
2.2 Funcţiile produsului, ale reperului şi suprafeţelor
Funcția principală a produsului “POMPĂ 001.00” este de a menține presiunea
constantă in ansamblu in care este folosită.
Funcțiile reperului sunt, in principal, urmatoarele:
susține si ghidează cilindrul de presiune;
ajută la prinderea capacului de capacul de etanșare;

7
Funcțiile suprafetelor sunt prezentate in tabelul 2.2.1.
Tabelul 2.2.1
Funcția (-ile)
Asamblare cu capacul 2
Marginire
Suprafața de asamblare placă 9
Suprafața de trecere pentru tija șurub 3
Suprafața tehnologică pentru asamblarea tijei șurub 3
Suprafața tehnologică pentru asamblarea arborelui 1
Suprafața de asamblare arbore 1
Suprafața tehnologică pentru asamblarea tubului de reglare a presiunii 6
Suprafața de asamblare a tubului de reglare a presiunii 6
Suprafața de asamblare cu șurub 12
Suprafața de asamblare cu arborele 1
Suprafața tehnologică pentru asamblarea conductă 10
Suprafața de asamblare conductă 10
Tehnologicitatea construcţiei reperului
Tehnologicitatea este însuşirea construcţiei piesei prin care aceasta, fiind eficienta şi
sigura în exploatare, să se poată realiza la volumul de producţie stabilit, cu consum de muncă şi
material minim, deci şi cu costuri scăzute.
Minimalizarea importanței tehnologicitații, ignorarea rolului ei de însușire de bază a
construcției piesei, poate duce la mărirea substanțiala a volumului de muncă şi a consumului de
material necesar fabricarii ei şi, in consecința, la creșterea cheltuielilor pentru fabricarea acesteia.
Aprecierea tehnologicitatii construcției piesei se face cu ajutorul unor indici tehnico-
economici absoluți sau relativi cum sunt:
1. materialul piesei este EN – GJL – 200;
2. masa piesei m este 6.951 kg;
3. gradul de utilizare al materialului;
η =
, unde:
m - masa piesei finite;
mc - masa materialului consumat pentru fabricarea piesei (aşchiile
rezultate din procesul de aşchiere).
4. volumul de muncă necesar pentru fabricarea piesei;
T=
n
i 1
Tni , unde:

8
Tni - norma tehnică de timp corespunzătoare operaţiei i;
n - numarul de operaţii;
5. costul piesei c (lei/buc.) – se va vedea la capitolul 5;
6. gradul de unificare, a diferitelor elemente constructive ale piesei, definit prin relaţia:
, unde:
lt,d - număr de tipodimensiuni ale unui anumit element constructiv;
lt - numărul total de elemente constructive de tipul respectiv;
Astfel, în cazul de faţă se deosebesc urmatoarele tipuri de elemente constructive:
a) găuri (cilindrice):
trei găuri ;
o gaura ;
o gaura ;
b) teșituri:
doua teșituri 1x45 ;
o teșitura 1.5x45 ;
o teșitura 2x45 ;
c) găuri filetate:
o gaura M6;
o gaura M12;
Gradul mediu de unificare constructiv , se calculează cu relația:

9
7. Condiții de tehnologicitate impuse de procedeele tehnologice
Condițiile de tehnologicitate impuse de procedeele tehnologice de fabricare sunt
prezentate în tabelul 2.3.1.
Tabelul 2.3.1
Nr.
Crt.
Condiție
Grad de
satisfacere
(da sau
nu)
1
Forma de gabarit să prezinte axe plane de simetrie care dupa caz să fie
utilizate pentru definirea planului (planelor) de separate asociate
semimatrițelor
DA
2 Anumite elemente constructive (îmbinări, racordări, grosimii de pereți) de
dimensiuni I să îndeplinească condiția | | sau/si | | , unde și
sunt valori limită impuse de procedeul tehnologic
DA
3 Forma sau poziția unor suprafețe să fie astfel încât să prezinte înclinări în
raport cu planul (planurile) de separație a semimatrițelor pentru a permite
îndepartarea ușoara a semifabricatului din semimatrițe
DA
4 Suprafețele frontale ale găurilor să fie plane și perpendiculare pe axele
acestora
DA
5 Forma si poziția bosajelor, găurilor sau locașurilor să fie astfel încat să
conducă la un număr minim de poziții ale piesei sau sculei în timpul
operației, la acces ușor al sculelor in zona de prelucrare
DA
6 Trecerile dintre anumite suprafețe cilindrică – plană de precizie ridicată să
fie sau nu sub forma de degajare (canale) în funcție de cerințele funcționale
și/sau cerința impusa de procedeul tehnologic de prelucrare
DA
7 Forma și pozițiile suprafețelor să fie astfel încât să permit pierderi simple și
sigure în timpul operațiilor
DA
8. Concordanța dintre caracteristicile constructive prescrise și cele impuse de rolul
functional/ tehnologic
Gradul de concordanță dintre caracteristicile constructive ( ) prescrise și cele impuse de
rolul funcțional/ tehnologic, este:
unde:
– este numărul caracteristicilor constructive prescrise care sunt în concordanță cu cele
impuse de cerințele functional – tehnologice;
– este numărul total de caracteristici constructive prescrise.

10
Analiza caracteristicilor prescrise produsului și reperului considerat prin proiectul inițial a
reliefat că j caracteristici prescrise reperului sunt în concordanță cu cele impuse de cerințele
fumcțional – tehnologice.
;
3. SEMIFABRICARE ȘI PRELUCRĂRI
3.1 Semifabricare
Se cunosc:
Materialul prescris EN – GJL – 200, forma și dimensiunile prescrise (vezi
desen reper), programa de producție data 2000 buc/an;
Caracteristicile semifabricatelor, metodelor și procedeelor de semifabricare;
Avand in vedere considerentele de mai sus, se adoptă două variante tehnic – acceptabile
de semifabricare, prezentate in tabelul 3.1.
Tabelul 3.1
Varianta Semifabricat Metoda de
semifabricare
Procedeul de
semifabricare
1
Semifabricat obținut
prin turnare folosind
două miezuri – PT1
Turnare
Turnare în forme
permanente (cochilă)
2
Semifabricat obținut
prin turnare folosind
un singur miez – PT2
Turnare
Turnare în forme din
amestec de formare
realizate mecanic

11
3.2 Prelucrări
Se cunosc:
Caracteristicile geometrice – forma, dimensiunile, poziția – prescrise
suprafețelor (vezi desen reper), materialul prescris EN – GJL – 200, programa
de producție (2000 buc/an);
Caracteristicile diferitelor procedee de prelucrare – prin tunare in forme din
amestec de formare realizate mecanic ;
Având in vedere considerațiile de mai sus, pentru fiecare suprafața sau grup de suprafețe
similare, s-au stabilit câte două variante tehnic – acceptabile privind succesiunea de prelucrări
necesare, care se prezinta în tabelul 3.2.
Tabelul 3.2
Varianta Prelucrări
1 2 3 4
1 Strunjire
degroșare
1 Strunjire
degroșare
Strunjire
semifinisare
1 Frezare
degroșare
2 Rabotare
degroșare
1 Găurire
1 Strunjire
degroșare
Strunjire
semifinisare
Rectificare
2 Lărgire Alezare Rectificare
1 Strunjire
degroșare
Strunjire
semifinisare
Finisare Rectificare
2 Găurire Strunjire
semifinisare
Finisare Rectificare
1 Găurire Filetare
1 Broșare
2 Mortezare
degroșare
Mortezare
finisare
1 Găurire Filetare

12
4. PROCESE TEHNOLOGICE DE REFERINŢĂ
4.1 Principiile generale care stau la baza proiectării proceselor tehnologice
La stabilirea succesiunii operaţiilor de prelucrare, trebuie să fie respectate urmatoarele
principii:
a. În primelele operaţii ale procesului tehnologic se prelucrează suprafeţele care servesc ca
baze tehnologice pentru prelucrările ulterioare;
b. Pe cât posibil, se vor prelucra, la început, suprafeţele care reprezintă baze de cotare
principale;
c. Operaţiile de degroşare, în cursul cărora se îndepărtează cea mai mare parte a adaosului
de prelucrare, se efectuează la începutul procesului tehnologic;
d. Suprafeţele cu rugozitate mică şi precizie ridicată se finisează în ultimele operaţii de
prelucrare, pentru a se evita deteriorarea lor în cursul altor prelucrări sau al transportului
piesei de la un loc de munca la altul;
e. Suprafeţele pentru care se impun condiţii severe de precizie a poziţiei reciproce
(concentricitate, paralelism, perpendicularitate etc.) se prelucrează la aceeaşi orientare şi
fixare a piesei;
f. Succesiunea operaţiilor de prelucrare trebuie astfel stabilită încât să se menţină, pe cât
posibil, aceleaşi baze tehnologice;
g. În cazul prelucrării pe linii tehnologice în flux, volumul de lucrări afectat fiecărei operaţii
trebuie corelat cu ritmul mediu al liniei.
4.2 Tehnologia tip pentru fabricarea bucșelor
I. Prelucrarea de degroșare a suprafeței interioare și a unei suprafețe frontale;
II. Prelucrarea de degroșare a suprafeței exterioare și a celeilalte suprafețe frontale;
III. Prelucrarea de semifinisare a suprafeței interioare;
IV. Prelucrarea de semifinisare a suprafeței exterioare;
V. Prelucrarea canalelor de pană sau a canelurilor;
VI. Prelucrarea alezajelor (găurilor) secundare (axiale sau radiale);
VII. Tratament termic;
VIII. Prelucrarea de finisare a suprafeței cilindrice interioare;
IX. Prelucrarea de finisare a suprafeței cilindrice exterioare;
X. Control final.

13
5. STRUCTURA SIMPLIFICATĂ A PROCESELOR
TEHNOLOGICE
PT1: Semifabricat obținut prin turnare folosind două miezuri
Tabelul 5.1
Nr.
Crt.
Denumirea
operației
Schița simplificată MU -
SDV
00 TURNARE
U: instalație
de turnare;
D-S:
cochilă;
V: șubler.
10 STRUNJIRE
I
U: strung
CNC;
D: special;
S: cuțit cu
placuțe din
CM
amovibile;
V: șubler,
micrometru.

14
20 GĂURIRE-
ALEZARE-
ADÂNCIRE
U: mașină de
găurit;
D: special;
S:burghiu,
Adâncitor
alezor;
V: șubler,
micrometru
raportor
30 PRELUCRA
RE
COMPLEXĂ
U: centru
vertical CNC;
D: special;
S:
freza,largitor,
alezor,
adancitor,
burghiu,
tarod;
V: calibru
filetat T-NT
M6, șubler,
micrometru.

15
40 STRUNJIRE
II
U: strung
CNC;
D: special;
S: cuțit cu
placuțe din
CM
amovibile;
V: șubler,
micrometru.

16
50 GĂURIRE-
ADÂNCIRE-
FILETARE
U: mașină de
găurit;
DPSf: special;
DPSc: mandrină
pentru prinderea
burghiului;
S: burghiu,
adancitor, tarod;
V: calibru filetat
T-NT M12,
șubler,
micrometru.
60 MORTEZARE
U: mașină de
mortezat;
D: special;
S: cuțit de
mortezat;
V: șubler.

17
70 RECTIFICARE
I
U: mașină de
rectificat exterior;
D: special;
S: piatră
abrazivă;
V: șubler, etalon
Ra, micrometru

18
90 RECTIFICARE
II
U: mașină de
rectificat
interior;
D: special;
S: piatră
abrazivă;
V: șubler,
etalon
Ra,micrometru
100 RECTIFICARE
III
U: mașină de
rectificat
interior;
D: special;
S: piatră
abrazivă;
V: șubler,
etalon
Ra,micrometru
110 SPĂLARE 120 CONTROL
FINAL
130 CONSERVARE
-
DEPOZITARE

19
PT2: Semifabricat obținut prin turnare folosind un singur miez
Tabelul 5.2
Nr.
Crt.
Denumirea
operației
Schița simplificată MU - SDV
00 TURNARE
U: instalație de
turnare;
D-S: cochilă;
V: șubler.
10 STRUNJIRE I
U: strung CNC;
D: special;
S: cuțit cu
placuțe din CM
amovibile;
V: șubler,
micrometru.

20
20 GĂURIRE-
ALEZARE-
ADÂNCIRE
U: mașină de
găurit;
D: special;
S:burghiu,
alezor;
V: șubler,
micrometru
30 STRUNJIRE II
U: strung
normal;
D: special;
S: cuțit cu
placuțe din CM
amovibile;
V: șubler,
micrometru

21
40 GĂURIRE-
FILETARE
U: mașină de
găurit;
DPSf: special;
DPSc: mandrină
pentru prinderea
burghiului;
S:
burghiu,tarod;
V: calibru filetat
T-NT M6,
șubler,
micrometru.
50 STRUNJIRE III
U: strung CNC;
D: special;
S: cuțit cu
placuțe din CM
amovibile;
V: șubler,
micrometru.

22
60 GĂURIRE-
ADÂNCIRE-
FILETARE
U: mașină de
găurit;
DPSf: special;
DPSc: mandrină
pentru prinderea
burghiului;
S: burghiu;
V: calibru filetat
TNT M12,
șubler,
micrometru.
70 MORTEZARE U: mașină de
mortezat;
D: special;
S: cuțit de
mortezat;
V: șubler.

23
90 RECTIFICARE
I
U: mașină de
rectificat
exterior;
D: special;
S: piatră
abrazivă;
V: șubler, etalon
Ra, micrometru

24
100 RECTIFICARE
II
U: mașină de
rectificat
interior;
D: special;
S: piatră
abrazivă;
V: șubler, etalon
Ra,micrometru
110 RECTIFICARE
III
U: mașină de
rectificat
interior;
D: special;
S: piatră
abrazivă;
V: șubler, etalon
Ra,micrometru
120 SPĂLARE
130 CONTROL
FINAL
140 CONSERVARE
-
DEPOZITARE

25
6. STRUCTURA DETALIATĂ A PROCESELOR
TEHNOLOGICE
Structura detaliată a fiecarei variante de proces/sistem tehnologic s-a determinat prin
dezvoltarea elementelor structurale preliminare și prin includerea celorlalte elemente definitorii,
dupa cum urmeaza:
6.1 Numărul de ordine şi denumirea opetaţiei, fazele, schiţa operaţiei cu schema de
orientare-fixare
a. Nomenclatorul operațiilor: la fiecare varianta de process tehnologic, PT1 si PT2, s-au
stabilit operațiile complementare și, corespunzator, nomenclatorul operațiilor, care se
prezinta in tabelul 6.1.
Tabelul 6.1
PT1 PT2
00 Turnare 00 Turnare
10 Strunjire I 10 Strunjire I
15 Control 15 Control
20 Găurire – Alezare – Adâncire 20 Găurire – Alezare – Adâncire
25 Control 25 Control
30 Prelucrare complexă 30 Strunjire II
35 Control 35 Control
40 Strunjire II 40 Găurire – Filetare
50 Găurire – Adâncire – Filetare 50 Strunjire III
60 Mortezare 55 Control
65 Control 60 Găurire – Adâncire – Filetare
70 Rectificare I 65 Control
75 Control 70 Mortezare
80 Rectificare II 75 Control
85 Control 80 Rectificare I
90 Rectificare III 85 Control
95 Control 90 Rectificare II
100 Spălare 95 Control
110 Control final 100 Rectificare III
120 Conservare – Depozitare 105 Control
110 Spălare
120 Control final
130 Conservare – Depozitare

26
b. Fazele si schemele de orientare – fixare: la fiecare varianta de proces tehnologic PT1 și
PT2, prin aplicarea metodologiilor specifice, s-au determinat fazele și schemele de
orientare – fixare (SOF), fiecare dintre acestea într-o singura variantă:
I. Proces tehnologic PT1
Operația 10: strunjire I
Fazele operației:
a) Prins semifabricat:
1. Strunjire la cota 20, , ;
2. Strunjire de finisare 20, , ;
3. Strunjire interioară de degroșare x ;
4. Strunjire interioară de finisare x , x ;
b) Desprins piesă.
Operația 15: control

27
Operația 20: găurire – alezare – adâncire
Fazele operației:
a) Prins semifabricat:
1. Găurire 3 găuri x 20;
2. Adâncire conică 1x45 ;
3. Alezare x 20;
b) Desprins piesă.

28
Operația 25: control
Operația 30: prelucrare complexă
Fazele operației:
a) Prins semifabricat:
1. Frezare la cota 132;
2. Lărgire x ;
3. Adâncire x ;
4. Alezare degroșare x ;
5. Alezare finisare x ;
6. Găurire x 12;
7. Filetare M6 x 10;
b) Desprins piesă.
Operația 35: control

29
Operația 40: strunjire II
Fazele operației:
a) Prins semifabricat:
1. Strunjire frontală la cota 130;
b) Desprins piesă.
Operația 50: găurire – adâncire – filetare
Fazele operației:
a) Prins semifabricat:
1. Găurire x 27;
2. Adâncire 1x45°;
3. Filetare M12x27.
b) Desprins piesă.

30
Operația 60: mortezare
Fazele operației:
a) Prins semifabricat:
1. Mortezare degroșare la cota x x100;
2. Mortezare finisare la cota
x 5.8 x 100;
b) Desprins piesă.
Operația 75: control
Operația 70: rectificare I

31
Fazele operației:
a) Prins semifabricat:
1. Rectificare 130 x10;
b) Desprins piesă.
Operația 75: control
Operația 80: rectificare II
Fazele operației:
a) Prins semifabricat:
1. Rectificare 100 x 100;
b) Desprins piesă.
Operația 85: control

32
Operația 90: rectificare III
Fazele operației:
a) Prins semifabricat:
1. Rectificare 23 x 82;
b) Desprins piesă.
Operația 95: control
Operația 100: Spălare
Operația 110: Control final
Operația 120: Conservare – depozitare.

33
II. Proces tehnologic PT2
Operația 10: strunjire I
Fazele operației:
a) Prins semifabricat:
1. Strunjire la cota 20, , ;
2. Strunjire de finisare 20, , ;
3. Strunjire interioară de degroșare x ;
4. Strunjire interioară de finisare x , x ;
b) Desprins piesă.
Operația 15: control

34
Operația 20: găurire – alezare – adâncire
Fazele operației:
a) Prins semifabricat:
1. Găurire 3 găuri x 20;
2. Adâncire conică 1x45 ;
3. Alezare x 20;
b) Desprins piesă.
Operația 25: control
Operația 30: strunjire II
Fazele operației:
a) Prins semifabricat:
1. Strunjire frontală la cota 132;
2. Găurire x ;
3. Strunjire degroșare x ;
4. Teșitura x 45 ;
5. Strunjire finisare x ;

35
b) Desprins piesă.
Operația 40: găurire – filetare
Fazele operației:
a) Prins semifabricat:
1. Găurire x12;
2. Filetare x10;
b) Desprins piesă.
Operația 45: control

36
Operația 50: strunjire III
Fazele operației:
a) Prins semifabricat:
1. Strunjire frontală la cota 130;
b) Desprins piesă.
Operația 60: găurire – adâncire – filetare
Fazele operatiei:
a) Prins semifabricat:
1. Găurire x 27;
2. Adâncire 1x45°;
3. Filetare M12x27.

37
b) Desprins piesă.
Operația 70: mortezare
Fazele operației:
a) Prins semifabricat:
1. Mortezare degroșare la cota x x100;
2. Mortezare finisare la cota
x 5.8 x 100;
b) Desprins piesă.
Operația 75: control
Operația 80: rectificare I

38
Fazele operației:
a) Prins semifabricat:
1. Rectificare 130 x10;
b) Desprins piesă.
Operația 85: control
Operația 90: rectificare II

39
Fazele operației:
a) Prins semifabricat:
1. Rectificare 100 x 100;
b) Desprins piesă.
Operația 95: control
Operația 100: rectificare III

40
Fazele operației:
a) Prins semifabricat:
1. Rectificare 23 x 82;
b) Desprins piesă.
Operația 105: control
Operația 110: Spălare
Operația 120: Control final
Operația 130: Conservare – depozitare.

41
6.2 Utilaje şi SDV-uri
a. Utilajele (U)
Având în vedere tipurile de utilaje adoptate, conţinutul operaţiilor, precum şi
dimensiunile de gabarit ale semifabricatului / piesei, pentru fiecare operaţie sau grup de operaţii
se stabilesc utilajele, U, într-o variantă, după cum se prezintă în tabelul 6.2.1.
Tabelul 6.2.1
PT
Operatia (-ile)
Masini – unelte
Tip Marca Turaţii (n, ...), avansuri (s, ...) / viteze de
avans (w, ...), putere (N), curse etc.
PT1
30. Prelucrare
complexă
Centru de
prelucrare
vertical
CP 500
CNC
• Cursă (mm) pe axele X,Y,Z:
3000/1700/1000
• Alezajul arborelui principal: ISO 40
• Gama de rotații [rot/min]: 1000-18000
• Gama de avansuri [mm/min]: 10-10000
• Puterea motorului electric [kw]: 7,5
10. Strunjire
I
Strung
CNC
CT251M
• Precizia strungului:
Axa Z (longitudinal)
- poziţionare: 0,015 mm
- repetabilitate: 0,01 mm
Axa X (transversal)
- poziţionare: 0,01 mm
- repetabilitate: 0,008 mm
• Diametrul pinolei păpuşii mobile (mm): 60
• Conicitatea pinolei: Morse Nr. 4
• Cursă pinolă (mm): 80
• Sistem comandă CNC (alternative):
Heidenhain, Siemens, Fanuc, Fagor
• Diametrul maxim peste batiu (mm): 520
• Diametrul maxim peste ghidaje
pt. modelele cu turelă (mm): 520
• Diametrul maxim peste sania transversală
pt. strung cu turelă (mm): 360
40. Strunjire
II
20.Găurire –
alezare -
adâncire
Mașină
de găurit
G16
• Diametrul maxim de găurire in otel [mm]:
16
• Adâncimea maxima de găurire [mm]: 160
• Cursa maxima a capului de găurire pe
coloana [mm]: 225
• Conul arborelui principal: Morse 3
• Distanta dintre axul principal şi coloana
[mm]: 280
• Distanta maxima dintre capul arborelui
principal şi suprafața mesei [mm]: 630
50.Găurire –
adâncire -
filetare

42
• Suprafața utila a mesei [mm]: 300x400
• Canalele T ale mesei: 3T14 STAS 1386
• Gama de turații [rot/min]: 150; 212; 300;
425; 600; 850; 1180; 1700; 2360
• Gama de avansuri [mm/rot]: 0,10; 0,16;
0,25; 0,40
• Puterea motorului principal [kw]: 1,5
PT2
10.Strunjire I
Strung
CNC
CT251M
• Precizia strungului:
Axa Z (longitudinal)
- poziţionare: 0,015 mm
- repetabilitate: 0,01 mm
Axa X (transversal)
- poziţionare: 0,01 mm
- repetabilitate: 0,008 mm
• Diametrul pinolei păpuşii mobile (mm): 60
• Conicitatea pinolei: Morse Nr. 4
• Cursă pinolă (mm): 80
• Sistem comandă CNC (alternative):
Heidenhain, Siemens, Fanuc, Fagor
• Diametrul maxim peste batiu (mm): 520
• Diametrul maxim peste ghidaje
pt. modelele cu turelă (mm): 520
• Diametrul maxim peste sania transversală
pt. strung cu turelă (mm): 360
50.Strunjire
III
20. Găurire –
alezare -
adâncire
Mașină
de găurit
G16
• Diametrul maxim de găurire in otel [mm]:
16
• Adâncimea maxima de găurire [mm]: 160
• Cursa maxima a capului de găurire pe
coloana [mm]: 225
• Conul arborelui principal: Morse 3
• Distanta dintre axul principal şi coloana
[mm]: 280
• Distanta maxima dintre capul arborelui
principal şi suprafața mesei [mm]: 630
• Suprafața utila a mesei [mm]: 300x400
• Canalele T ale mesei: 3T14 STAS 1386
• Gama de turații [rot/min]: 150; 212; 300;
425; 600; 850; 1180; 1700; 2360
• Gama de avansuri [mm/rot]: 0,10; 0,16;
0,25; 0,40
• Puterea motorului principal [kw]: 1,5
40.Găurire –
filetare
60. Găurire –
adâncire -
filetare

43
b. Dispozitivele port-piesă (DPP)
Având în vedere schemele de orientarefixare şi caracteristicile specifice ale utilajelor, se
stabilesc dispozitivele de prindere a piesei, DPP, pentru fiecare operaţie sau grup de operaţii ,
după cum se prezintă în tabelul 6.2.2.
Tabelul 6.2.2
PT Operaţia (-ile) DPP
PT1
10. Strunjire I Dispozitiv DPP – S 1.01.00
20.Găurire – alezare -
adâncire
Dispozitiv DPP – GAA 1.02.00
30. Prelucrare complexă Dispozitiv DPP – PC 1.03.00
40. Strunjire II Dispozitiv DPP – S 1.04.00
50.Găurire – adâncire -
filetare
Dispozitiv DPP – GAF 1.05.00
PT2
10.Strunjire I Dispozitiv DPP – S 1.01.00
20. Găurire – alezare -
adâncire
Dispozitiv DPP – GAA 1.02.00
40.Găurire – filetare Dispozitiv DPP – GF 2.03.00
50.Strunjire III Dispozitiv DPP – S 2.04.00
60. Găurire – adâncire -
filetare
Dispozitiv DPP – GAF 1.05.00
c. Sculele de prelucrare (S) şi dispozitivele port-scule (DPSc)
Având în vedere tipurile de scule adoptate, conţinutul fazelor de prelucrare,
caracteristicile specifice ale semifabricatului / piesei, precum şi caracteristicile specifice ale
utilajelor de prelucrare / dispozitivelor port-scule, pentru fiecare fază sau grup de faze de
prelucrare, se stabilesc sculele, S, şi, corespunzător, dispozitivele port-scule, DPSc, într-o
variantă, după cum se prezintă în tabelele 6.2.3 si 6.2.4.

44
PT1 Tabelul 6.2.3
Operaţia
Faza(ele)
de
prelucrare
S
DPSc Fig. Simbol Tip
Notare Alte
caracteristi
ci
10.
strunjire I
10.1 Strunjire la
cota 20, ,
;
6.2.1
S1
Cuțit
S20Q-SCLCR/L09T3
TCKM16T304/P30
Sistem
de
prindere
modular
10.2 Strunjire de
finisare 20, ,
;
S1’
S20Q-SCLCR/L09T3
TCKM16T304/P10
10.3 Strunjire
interioară de
degroșare x
;
S2
PCLNR 16 16
H09 /CNMG
09 03 04-
PM/P20
χ=5°,
=95°
10.4 Strunjire
interioară de
finisare x
, x ;
S2’
S20Q-SCLCR/L09T3
TCKM16T304/P10
20. găurire
– alezare –
adâncire
20.1 Centruire
6.2.2
S3
20.2 Găurire x
20;
S4
Burghiu 11 STAS 573-80/Rp5 Reducție
3/1STAS
252-80
20.3 Adâncire
conică 1x45 ; S5 Adâncito
r
11 STAS 573-80/Rp5
20.4 Alezare
x 20
S6 Alezor 11 STAS 1265-
80/Rp5
30.
prelucrare
complexă
30.1 Frezare la cota
132;
6.2.3
S7
Freză
frontala
STAS 9211/2-88
B125x90 SPAN 1203/P30
Dorn
port-
freză
DPF.01.
00
30.2 Lărgire x
;
S8
Lărgitor
elicoidal
cu coadă
cilindrică
NID 2203-81
D=23;
L=120;
(con
morse)
30.3 Adâncire x
;
S9 Adâncito
r
11 STAS 573-80/Rp5
30.4 Alezare
degroșare x
;
S10
Alezor
22,6 STAS 1265-
80/Rp5
30.5 Alezare
finisare x ;
S10’ 23 STAS 1265-
80/Rp5
30.6 Găurire x
12;
S11
Burghiu
06 STAS 573-80/Rp5
Reducție
3/1STAS
252-80

45
30.7 Filetare M6 x
10;
S12
Tarod
R166.4FG- 16-16-
16/R166 . OG -
16MM01 - 050/P20
M6
40.
strunjire II
40.1 Strunjire
frontală la cota 130;
6.2.4
S13
Cuțit
S20Q-SCLCR/L09T3
TCKM16T304/P30
50. găurire
– adâncire
– filetare
50.1 Găurire x
27;
6.2.5
S14
Burghiu
12 STAS 573-80/Rp5
Reducție
3/1STAS
252-80
50.2 Adâncire
1x45°;
S15 Adâncito
r
11 STAS 573-80/Rp5
50.3 Filetare
M12x27;
S16 Tarod R166.4FG- 16-16-
16/R166 . OG -
16MM01 - 050/P20
60.
mortezare
60.1 Mortezare
degroșare la cota
x x100;
6.2.6
S17
Cuțit
Rp3, STAS 360-67
60.2 Mortezare
finisare la cota
x 5.8 x
100;
S17’
Rp3, STAS 360-67
70.
rectificare
I
70.1 Rectificare
130 x10;
6.2.7
S18
Corp
abraziv
Piatra cilindrica plana
150x26x22 STAS
601/1-84/En
80.
rectificare
II
80.1 Rectificare
100 x
100;
6.2.8
S19
Piatra cilindrica plana
110x26x30 STAS
601/1-84/En
90.
rectificare
III
90.1 Rectificare
23 x 82;
6.2.9
S20
Piatra cilindrica
plana 55x16x20
STAS 601/1-84/En
Pentru rectificarea exterioară 1 s-a ales corpul abraziv cilindric cu următoarele
caracteristici:
D = 150 mm
d = 26 mm
H = 22 mm
Pentru rectificarea exterioară 2 s-a ales corpul abraziv cilindric cu următoarele
caracteristici:
D = 110 mm
d = 26 mm
H = 30 mm
Pentru rectificarea interioară s-a ales corpul abraziv cilindric cu următoarele
caracteristici:
D = 30 mm
d = 16 mm
H = 20 mm

46
PT2 Tabelul 6.2.4
Operaţia
Faza(ele)
de
prelucrare
S
DPSc Fig. Simbol Tip
Notare Alte
caracteristi
ci
10.
strunjire I
10.1 Strunjire la
cota 20, ,
;
Idem
PT1
S1
Cuțit
S20Q-SCLCR/L09T3
TCKM16T304/P30
Sistem
de
prindere
modular
10.2 Strunjire de
finisare 20, ,
;
S1’
S20Q-SCLCR/L09T3
TCKM16T304/P10
10.2 Strunjire
interioară de
degroșare x
;
S2
S20Q-SCLCR/L09T3
TCKM16T304/P10
10.3 Strunjire
interioară de
finisare x
, x ;
S2’
S20Q-SCLCR/L09T3
TCKM16T304/P10
20. găurire
– alezare –
adâncire
20.1 Centruire
Idem
PT1
S3
20.2 Găurire x
20;
S4
Burghi
u
11 STAS 573-80/Rp5
Reducție
3/1STAS
252-80
20.3 Adâncire
conică 1x45 ; S5 Adâncit
or
11 STAS 573-80/Rp5
20.4 Alezare
x 20
S6 Alezor 11 STAS 1265-
80/Rp5
30.
strunjire II
30.1 Strunjire
frontală la cota 132;
6.2.10
S21
Cuţit
S20Q-SCLCR/L09T3
TCKM16T304/P30
Sistem
de
prindere
modular
30.2 Găurire x
;
S22 Adâncit
or
30.3 Strunjire
degroșare x
;
S23
Cuţit
S20Q-SCLCR/L09T3
TCKM16T304/P30
Sistem
de
prindere
modular 30.4 Teșitura x
45 ;
S23’
30.5 Strunjire
finisare x ;
S24
Cuţit
S20Q-SCLCR/L09T3
TCKM16T304/P10
Sistem
de
prindere
modular
40. găurire
– filetare
40.1 Găurire
x12;
6.2.11
S11 Burghi
u
11 STAS 573-80/Rp5
Reducție
3/1STAS
252-80
40.2 Filetare
x10;
S12 Tarod R166.4FG- 16-16-
16/R166 . OG -
16MM01 - 050/P20
50.
strunjire
III
50.1 Strunjire
frontală la cota 130;
Idem
PT1
S13 Cuțit S20Q-SCLCR/L09T3
TCKM16T304/P30
60. găurire
– adâncire
– filetare
60.1 Găurire x
27;
S14
Burghi
u
12 STAS 573-80/Rp5 Reducție
3/1STAS
252-80

47
60.2 Adâncire
1x45°;
Idem
PT1
S15 Adâncit
or
11 STAS 573-80/Rp5
60.3 Filetare
M12x27;
S16 Tarod R166.4FG- 16-16-
16/R166 . OG -
16MM01 - 050/P20
70.
mortezare
70.1 Mortezare
degroșare la cota
x x100;
Idem
PT1
S17
Cuțit
Rp3, STAS 360-67
Support
port-cutit
70.2 Mortezare
finisare la cota
x 5.8 x
100;
S17’
Rp3, STAS 360-67
80.
rectificare
I
80.1 Rectificare
130 x10;
Idem
PT1
S18
Corp
abraziv
Piatra cilindrica plana
150x36x20 STAS
601/1-84/En
Dorn
port-
piatra
90.
rectificare
II
90.1 Rectificare
100 x
100;
Idem
PT1
S19
Piatra cilindrica plana
100x26x14 STAS
601/1-84/En
Mandrin
a
100.
rectificare
III
100.1 Rectificare
23 x 82;
Idem
PT1
S20
Piatra cilindrica
plana 55x18x12
STAS 601/1-84/En
Pentru rectificarea exterioară 1 s-a ales corpul abraziv cilindric cu următoarele
caracteristici:
D = 150 mm
d = 26 mm
H = 22 mm
Pentru rectificarea exterioară 2 s-a ales corpul abraziv cilindric cu următoarele
caracteristici:
D = 110 mm
d = 26 mm
H = 30 mm
Pentru rectificarea interioară s-a ales corpul abraziv cilindric cu următoarele
caracteristici:
D = 30 mm
d = 16 mm
H = 20 mm

48
Fig. 6.2.1

49
Fig. 6.2.2

50
Fig.6.2.3
Fig. 6.2.4

51
Fig. 6.2.5
Fig. 6.2.6

52
Fig. 6.2.7
Fig. 6.2.8
Fig. 6.2.9

53
Fig. 6.2.10
Fig. 6.2.11

54
d. Verificatoarele (V)
Având în vedere tipurile de verificatoare adoptate, conţinutul operaţiilor / fazelor,
caracteristicile specifice ale semifabricatului / piesei, precum şi caracteristicile specifice ale
utilajelor de control, se stabilesc verificatoarele,V, într-o variantă, după cum se prezintă în
tabelul 6.2.5.
Tabelul 6.2.5
Operaţia
Verificator
Tip
Dimensiuni care
se
pot măsura
Valoarea
diviziunii
Domeniu de
măsurare
10. Strunjire I /
PT1
Şubler de
exterior-interior
SR ISO
3599/1996
-exterioare
-interioare
-adâncimi
1/50 (0,02)
0÷190
40.Strunjire II/
PT1
30.Prelucrare
complexa/PT1
Şubler de
exterior-interior
SR ISO
3599/1996
-exterioare
-interioare
-adâncimi
1/50 (0,02)
0÷190
Calibru pt
dimensiuni si
suprafețe
interioare T-NT
-
-
-
60.Găurire –
adâncire –
filetare / PT2
Şubler de
exterior-interior
SR ISO
3599/1996
-exterioare
-interioare
-adâncimi
1/50 (0,02)
0÷190
Calibru pt
dimensiuni si
suprafețe
interioare T-NT
-
-
-

55
6.3 Metodele şi procedeele de reglare la dimensiune
Având în vedere programa de producţie, conţinutul operaţiilor / fazelor şi caracteristicile
specifice ale utilajelor, se stabilesc metodele şi, respectiv, procedeele de reglare la dimensiune,
într-o variantă, după cum se prezintă în tabelul 6.2.6.
Tabelul 6.2.6
PT Operaţia(-ile) Metoda de reglare
la dimensiune
Procedeul (-ele) de reglare la
dimensiune PT 1
PT 2
10. Strunjire I
Metoda reglării automate
(RA)
Reglare cu: elemente de orientare de tip placă;
opritor mecano-electric
PT 1 40.Strunjire II Reglare cu: elemente de orientare de tip placă;
opritor mecano-electric
PT 1 30.Prelucrare
complexa
Reglare cu: elemente de orientare de tip placă;
opritor mecano-electric
PT 2
60.Găurire – adâncire –
filetare
Reglare: cu elemente de orientare de tip placă,
bolţ cilindric neted; cu elemente de
ghidare de tip bucşă de ghidare; opritor
mecano-electric
PT 2 50. strunjire III Reglare cu: elemente de orientare de tip placă;
opritor mecano-electric
6.4 Adaosurile de prelucrare şi dimensiunile intermediare
Adaosurile de prelucrare intermediare, , s-au determinat prin alegere din tabele
normative, iar dimensiunile intermediare, , prin calcul, după cum urmează.
Se subliniază următoarele:
∑
unde: k=n, n-1, … ,1; + pentru dimeniuni tip arbore, iar – pentru dimeniuni tip alezaj.
PT1 Tabelul 6.3.1
Dimensiunea
prescrisă,
, [mm]
Adaos
ul
total,
, [mm]
Faza de prelucrare
Nr. de ordine și
denumire
preliminară
, [mm]
, [mm]
Nr. de ordine
și denumire
finală
2.5
10.1 Strunjire la
cota , ,
2
10.1 Strunjire
la cota
10.2 Strunjire de
finisare 20,
0.4
10.2 Strunjire
de finisare

56
,
70.1 Rectificare
I 130
x10
0.1
130
70.1
Rectificare
130
x10
2.5
40.1 Strunjire
frontală la cota
130
2.5
40.1 Strunjire
frontală la cota
40x55 2.5 30.1 Frezare la
cota 132
2.5 129.5 2.5 30.1 Frezare la
cota
129.5 2.5
11
20.1 Găurire 3
găuri x 20
10.8
20.1 Găurire 3
găuri
11
20.3 Alezare
x
20
0.1
20.3 Alezare
x 20
1x45 1 20.2 Adâncire
conică 1x45 1.6 1.6x45 20.2 Adâncire
conică 1.6x45
2x45
2
10.4 Strunjire
interioară de
finisare
3.2
3.2x45 10.4 Strunjire
interioară de
finisare
3.2x45
5
10.3 Strunjire
interioară de
degroșare
x
4.4
10.3 Strunjire
interioară de
degroșare
10.4 Strunjire
interioară de
finisare x
0.5
10.4 Strunjire
interioară de
finisare
80. 1 Rectificare
II
0.1
80. 1
Rectificare II
1.5x45 1.5 30.3 Adâncire
x
2.4 2.4x45 30.3 Adâncire
2.4x45
5
30.2 Lărgire
x
3.9
30.2 Lărgire
30.4 Alezare
degroșare x
0.6
30.4 Alezare
degroșare
30.5 Alezare
finisare x
0.4
30.5 Alezare
finisare

57
90.1 Rectificare
III
0.1
90.1
Rectificare III
6 30.6 Găurire
x 12
5.5 5.5x12
30.6 Găurire
x 12
30.7 Filetare M6
x 10
0.5 M6x10 30.7 Filetare
M6 x 10
x100
14
60.1 Mortezare
degroșare la cota
x x100
13.5
x
5.8 x 100
60.1
Mortezare
degroșare la
cota
x
5.8 x 100
60.2 Mortezare
finisare la cota
x 5.8
x 100
0.5
x
5.8 x 100
60.2
Mortezare
finisare la cota
x
5.8 x 100
1x45 1 50.2 Adâncire
conică 1x45 1.6 1.6x45 50.2 Adâncire
conică 1.6x45
12
50.1 Găurire
x 27
11 11x27 50.1 Găurire
11x27
50.3 Filetare
M12x27
1 M11x27 50.3 Filetare
M11x27
PT2 Tabelul 6.3.2
Dimensiunea
prescrisă,
, [mm]
Adaos
ul
total,
, [mm]
Faza de prelucrare
Nr. de ordine și
denumire
preliminară
, [mm]
, [mm]
Nr. de ordine
și denumire
finală
2.5
10.1 Strunjire la
cota , ,
2
10.1 Strunjire
la cota
10.2 Strunjire de
finisare 20,
,
0.4
10.2 Strunjire
de finisare

58
80.1 Rectificare
I 130
x10
0.1
130
80.1
Rectificare
130
x10
2.5
50.1 Strunjire
frontală la cota
130
2.5
50.1 Strunjire
frontală la cota
40x55 2.5 30.1 Frezare la
cota 132
2.5 129.5 2.5 30.1 Frezare la
cota
129.5 2.5
11
20.1 Găurire 3
găuri x 20
10.8
20.1 Găurire 3
găuri
11
20.3 Alezare
x
20
0.1
20.3 Alezare
x 20
1x45 1 20.2 Adâncire
conică 1x45 1.6 1.6x45 20.2 Adâncire
conică 1.6x45
2x45
2
10.4 Strunjire
interioară de
finisare
3.2
3.2x45 10.4 Strunjire
interioară de
finisare
3.2x45
5
10.3 Strunjire
interioară de
degroșare
x
4.4
10.3 Strunjire
interioară de
degroșare
10.4 Strunjire
interioară de
finisare x
0.5
10.4 Strunjire
interioară de
finisare
90. 1 Rectificare
II
0.1
90. 1
Rectificare II
1.5x45 1.5 30.4 Teșitură
x
2.4 2.4x45 30.4 Teșitură
2.4x45
23
30.2 Găurire
x
20.9
30.2 Găurire
30.3 Strunjire
degroșare x
0.6
30.3 Strunjire
degroșare
30.5 Strunjire
finisare x
0.4
30.5 Strunjire
finisare

59
100.1 Rectificare
III
0.1
100.1
Rectificare III
6 40.1 Găurire
x 12
5.5 5.5x12
40.1 Găurire
x 12
40.2 Filetare M6
x 10
0.5 M6x10 40.2 Filetare
M6 x 10
x100
14
70.1 Mortezare
degroșare la cota
x x100
13.5
x
5.8 x 100
70.1
Mortezare
degroșare la
cota
x
5.8 x 100
70.2 Mortezare
finisare la cota
x 5.8
x 100
0.5
x
5.8 x 100
70.2
Mortezare
finisare la cota
x
5.8 x 100
1x45 1 60.2 Adâncire
conică 1x45 1.6 1.6x45 60.2 Adâncire
conică 1.6x45
12
60.1 Găurire
x 27
11 11x27 60.1 Găurire
11x27
60.3 Filetare
M12x27
1 M11x27 60.3 Filetare
M11x27

60
6.5 Regimuri de prelucrare
Durabilitatea economică a sculei (T), parametrii regimului de aşchiere (t, t1, s, sz , v ) şi
parametrii de reglare ai utilajului (n, w) s-au determinat prin alegere din normative sau prin
calcul, având în vedere şi gamele de turaţii şi avansuri ale utilajului, după cum urmează.
Relații generale Tabelul 6.4.1
Adâncimea
de aşchiere
t (sau t1),
[mm]
Avans de
aşchiere,
s,
[mm/rot]
Viteză de aşchiere,
v,
[m/min]
Turaţie,
n,
[rot/min]
Viteză de
avans,
w,
[mm/min]
Strunjire
unde i este
numărul de
treceri
(
)
Găurire
Frezare
unde i este
numărul de
treceri

61
a) Fazele de strunjire
Tabelul 6.4.2
PT
Faza
T
[min]
[mm]
i
t
[mm]
s
[mm/rot]
d
[mm]
Viteza de
așchiere
calculată/al
easă,
,
[m/min]
Turația piesei, n
[rot/min]
Viteza de
așchiere
reală,
v,
[m/min]
calculată reală
min
max
min
max
min
max
PT
1
10.1 Strunjire la
cota
15
2
1
2
0.4
100
190
100
318.30
167.53
318.30
167.53
100
10.2 Strunjire de
finisare
15
0.4
1
0.4
0.3
100
190
200
636.61
335.06
636.61
335.06
200
10.3 Strunjire
interioară de
degroșare
15
4.4
1
2.2
0.6
100
100
100
318.30
318.30
318.30
318.30
100
10.4 Strunjire
interioară de
finisare 3.2x45
15
0.5
1
0.5
0.6
100
100
200
636.61
636.61
636.61
636.61
200
40.1 Strunjire
frontală la cota
15
2.5
1
2.5
0.4
100
130
100
318.30
244.85
318.30
244.85
100

62
PT
2
10.1 Strunjire la
cota
15
2
1
2
0.4
100
190
100
318.30
167.53
318.3
0
167.53
100
10.2 Strunjire de
finisare
15
0.4
1
0.4
0.4
100
190
200
636.61
335.06
636.6
1
335.06
200
10.3 Strunjire
interioară de
degroșare
15
4.4
1
4.4
0.6
100
190
100
318.30
167.53
318.3
0
167.53
100
10.4 Strunjire
interioară de
finisare 3.2x45
15
0.5
1
1.85
0.6
100
100
200
636.61
636.61
636.6
1
636.61
200
30.3 Strunjire
degroșare
15
0.6
1
0.6
0.3
82
82
100
388.18
388.18
388.1
8
388.18 100
30.5 Strunjire
finisare
15
0.4
1
0.4
0.3
23
23
200
2767.9
1
2767.9
1
2767.
91
2767.9
1
200
50.1 Strunjire
frontală la cota
15
2.5
1
2.5
0.4
100
130
100
318.30
244.85
318.3
0
244.85
100

63
b) Fazele de gaurire
Tabelul 6.4.3
PT
Faza
D
[mm]
t
[mm]
T
[min]
s
[mm/rot]
Viteza de așchiere
calculată/aleasă,
, [m/min]
Turația piesei, n
[rot/min]
Viteza de
așchiere reală,
v, [m/min] calculată reală
PT
1
20.1 Găurire 3
găuri
10.8 5.4
30
0.17 13.24 390.22 390.22 13.24
20.3 Alezare
x 20
11 5.5 0.40 8.68 251.17 251.17 8.68
30.2 Lărgire
17 8.5 0.27 12.58 235.54 235.54 12.58
30.4 Alezare
degroșare
20.9
10.45
0.71
8.43
128.39
128.39
8.43
30.5 Alezare
finisare
22.1
11.05
0.71
8.62
124.15
124.15
8.62
30.6 Găurire
x 12
5.5 2.75 0.12 12.02 695.65 695.65 12.02
50.1 Găurire
11x27
11 5.5 0.18 12.95 374.73 374.73 12.95
PT
2
20.1 Găurire 3
găuri
10.8 5.4
30
0.17 13.24 390.22 390.22 13.24
20.3 Alezare
x 20
11 5.5 0.40 8.68 251.17 251.17 8.68
30.2 Găurire
20.9 10.45 0.27 13.67 208.19 208.19 13.67
40.1 Găurire
x 12
5.5 2.75 0.12 12.02 695.65 695.65 12.02
60.1 Găurire
11x27
11 5.5 0.18 12.95 374.73 374.73 12.95

64
c) Fazele de frezare
Tabelul 6.4.4
PT
Faza
Durabilitatea
sculei
T [min]
Adâncimea
de așchiere
t [mm]
Avans pe
dinte
[mm/rot]
Viteza de așchiere
calculată/aleasă,
, [m/min]
Turația piesei, n
[rot/min]
Viteza de
așchiere reală,
v, [m/min] calculată reală
PT
1
30.1 Frezare la cota
132
90 2.8 0.5 100 241,14 250 100

65
6.6 Normele de timp pentru operaţiile de prelucrare
La nivel de operaţie, norma de timp Tn <min / buc> are expresia:
∑
(
)
∑
unde:
Tu [min / buc] este timpul unitar;
Tpî [min] – timpul de pregătire-încheiere a locului de muncă;
No[buc] – numărul de piese din lot;
Tb[min / buc] – timpul de bază;
Ta [min / buc] – timpul auxiliar;
k - nr. ordine fază de prelucrare;
Ta1[min / buc] – timpul de prindere şi desprindere;
Ta2, Ta3, Ta4 [min / buc] – timpii auxiliari de comandă, reglare, control;
Top[min / buc] – timpul operativ ;
Td [min / buc]– timpul de deservire a locului de muncă;
Tdt [min / buc] – timpul de deservire tehnică;
Tdo[min / buc] – timpul de deservire organizatorică;
Ton [min / buc]– timpul de odihnă şi necesităţi fiziologice;
lmax [mm] – lungimea maximă a suprafeţei de prelucrat;
l1, l2[mm] – curse de siguranţă la intrare şi, respectiv, la ieşire;
i – numărul de treceri;
χ – unghiul de atac principal al sculei;
t[mm] – adâncimea principală de aşchiere;
n[rot/min]– turaţia;
s[mm / rot] – avansul;
w[min / min] – viteza de avans.
Componentele normelor de timp se determină, după caz, prin calcul sau prin alegere din
normative, după cum urmează:

66
Tabelul 6.5.1
PT1 Frezare
Faza(-ele) Scula de prelucrare t sau i n w
Simbol
30.0 - - - - - - - - - - - 4 - - -
30.1 S21 2.8 2 55 0.5 1 250 0.5 125 0.46 - 0.18 0.08 0.33
∑ 0.46
∑ 4.59
5.05
0.10
, 0.20
5.35 6
⁄ ⁄

67
Tabelul 6.5.2
PT1 Strunjire
Faza(-ele) Scula de prelucrare t sau i n w
Simbol
10.0 + 40.0 - - - - - - - - - - - 4.5 - - -
10.1 S1 2 2 155 0.5 1 318.30 0.4 - 1.23 - 0.18 0.08 -
10.2 S1’ 0.4 2 155 0.5 1 636.61 0.3 - 0,82 - 0.18 0.08 -
10.3 S2 2.2 2 100 0.5 1 318.30 0.6 - 0,53 - 0.18 0.08 -
10.4 S2’ 1.85 2 102 0.5 1 636.61 0.6 - 0,27 0.18 0.08 -
40.1 S13 2.5 2 130 0.5 1 318.30 0.4 - 1,04 - 0.18 0.08 0.33
∑ 3.89
∑ 5.80
9.69
1
, 0.30
10.99 11
⁄ ⁄

68
Tabelul 6.5.3
PT2 Strunjire
Faza(-ele) Scula de prelucrare t sau
i n w
Simbol
10.0 + 30.0 +
50.0
- - - - - - - - - - - 6.5 - - -
10.1 S1 2 2 155 0.5 1 318.30 0.4 - 1.23 - 0.18 0.08 -
10.2 S1’ 0.4 2 155 0.5 1 636.61 0.4 - 0.61 - 0.18 0.08 -
10.3 S2 2.2 2 100 0.5 1 318.30 0.6 - 0.53 - 0.18 0.08 -
10.4 S2’ 1.85 2 102 0.5 1 636.61 0.6 - 0.27 - 0.18 0.08 -
30.3 S23 0.6 2 82 0.5 1 388.18 0.3 - 0.72 - 0.18 0.08 -
30.5 S24 0.4 2 84 0.5 1 2767.91 0.3 - 0.15 - 0.18 0.08 -
50.1 S13 2.5 2 130 0.5 1 318.30 0.4 - 1.04 - 0.18 0.08 0.33
∑ 4.55
∑ 8.65
13.20
0.23
, 0.40
13.83 14
⁄ ⁄

69
Tabelul 6.5.4
PT1 Găurire
Faza(-ele) Scula de prelucrare t sau i n w
Simbol
20.0 + 30.0 +
50.0
- - - - - - - - - - - 6 - - -
20.1 S4 10.8 2 20 0.5 1 390.22 0.17 - 0.50 - 0.18 0.08 -
20.3 S5 0.1 2 20 0.5 1 251.17 0.40 - 0.40 - 0.18 0.08 -
30.2 S8 3.9 2 82 0.5 1 235.54 0.27 - 1.50 - 0.18 0.08 -
30.4 S10 0.6 2 82 0.5 1 128.39 0.71 - 1 - 0.18 0.08 -
30.5 S10’ 0.4 2 82 0.5 1 124.15 0.71 - 1.10 - 0.18 0.08 -
30.6 S11 5.5 2 12 0.5 1 695.65 0.12 - 0.30 - 0.18 0.08 -
50.1 S14 11 2 27 0.5 1 374.73 0.18 - 0.50 - 0.18 0.08 0.33
∑ 5.30
∑ 8.15
13.45
0.30
, 0.40
14.15 15
⁄ ⁄

70
Tabelul 6.5.5
PT2 Găurire
Faza(-ele) Scula de prelucrare t sau
i n w
Simbol
20.0 + 40.0 +
60.0
- - - - - - - - - - - 6 - - -
20.1 S4 10.8 2 20 0.5 1 390.22 0.17 - 0.40 - 0.18 0.08 -
20.3 S5 0.1 2 20 0.5 1 251.17 0.40 - 0.30 - 0.18 0.08 -
30.2 S22 20.9 2 82 0.5 1 208.19 0.27 - 1.50 - 0.18 0.08 -
40.1 S11 5.5 2 12 0.5 1 695.65 0.12 - 0.20 - 0.18 0.08 -
60.1 S14 11 2 27 0.5 1 374.73 0.18 - 0.50 - 0.18 0.08 0.33
∑ 2.90
∑ 7.63
10.53
0.30
, 0.40
11.23 12
⁄ ⁄

71
6.7 Elemente de management al fabricației
6.7.1 Tipologia producţiei
Pentru determinarea tipului de producţie se utilizează metoda indicilor de constanţă.
Această metodă permite stabilirea tipului de producţie la nivel de reper – operaţie pe baza
gradului de omogenitate şi stabilitate în timp a lucrărilor ce se execută la locul de muncă.
Acest coeficient se calculează cu relaţia: uij
ij
ijt
rk ; unde:
rj= ritmul mediu al fabricaţiei reperului j [min/buc];
j
nj
N
Fr ;
tuij= timpul de prelucrare pentru operaţia i la reperul j (timpul unitar) [min/buc];
Fn= fondul nominal de timp planificat a fi utilizat în mod productiv;
Fn= 60 z ks h; unde:
o z = număr mediu de zile lucrătoare dintr-un an;
o z = 250 zile;
o ks = număr de schimburi în care se lucrează;
o ks = 1 sch./zi;
o h = număr de ore lucrătoare dintr-un schimb;
o h = 8 ore/schimb.
[min]
- Nj= programa anuală de producţie a reperului;
- Nj= N+ Nstocsig.+ Np.schimb= 2000+ 0,1· 2000+ 0,3· 2000
- Nj= 2800 buc/an.
În funcţie de valorile pe care le ia kij, operaţiile de prelucrare pot fi încadrate în
următoarele tipuri de producţie:
- 1ijk producţie de masă (M);
- 101 ijk producţie de serie mare (SM);
- 2010 ijk producţie de serie mijlocie (SMj);
- 20ijk producţie de serie mică (Sm);

72
Tabelul 6.7.1
Nr.
crt.
Operația(-ile)
Timpul
unitar,Tu
[min /
buc]
Ritmul mediu
al fabricaţiei
reperului j, jr
[min/buc]
kij
[buc]
Tipuri de
producţie
1 Operația 10: strunjire I 22 42.85 1.94 SM
2 Operația 20: găurire – alezare –
adâncire
24 42.85 1.78 SM
3 Operația 30: prelucrare complexă 24 42.85 1.78 SM
4 Operația 40: strunjire II 22 42.85 1.94 SM
5 Operația 50: găurire – adâncire –
filetare
24 42.85 1.78 SM
6 Operația 60: mortezare 22 42.85 1.94 SM
7 Operația 70: rectificare I 18 42.85 2.38 SM
8 Operația 80: rectificare II 18 42.85 2.38 SM
9 Operația 90: rectificare III 18 42.85 2.38 SM
tipul de producţie va fi: serie mare;
6.7.2 Determinarea numărului de maşini-unelte teoretic din grupele omogene “i”
Acest număr se determină cu relaţia: ;60 updi
uijj
ikF
tNm
unde:
7. kup=coeficient de utilizare planificat al capacităţii de producţie;
8. kup=0,85÷0,95;
9. kup se consideră ca fiind egal cu 0,9;
10. Fdi= fondul de timp disponibil al unei maşini unelte din grupă [ore/an];
11. Fdi= ks×z×h 200082501 diF ]/[ anore .

73
Astfel:
;57,09,0200060
2228001
m
;62,09,0200060
2428002
m
;62,09,0200060
2428003
m
57,09,0200060
2228004
m
;62,09,0200060
2428005
m
;57,09,0200060
2228006
m
;46,09,0200060
1828007
m
;46,09,0200060
1828008
m
;46,09,0200060
1828009
m

74
Numărul real de maşini din grupă va fi m=1 (i=1,2,3……..,24).
Coeficientul de încarcare pe grupe de utilaje se determină cu relaţia: ai
ii
m
mk ; unde
.1 iiai mkm
Coeficientul de încărcare pe întregul parc de utilaje se determină cu relaţia:
.55,09
95.4
it
ai
i
it km
mk
Deoarece coeficientul ki şi kit au valori foarte mici, rezultă necesitatea prelucrării şi a
altor tipuri de repere pe aceste utilaje.
6.7.3 Determinarea lotului optim de fabricaţie
Lotul optim de fabricaţie este determinat de numărul de piese no lansate simultan sau
succesiv în fabricaţie, care se prelucrează neîntrerupt la locurile de muncă şi care consumă un
singur timp de pregătire-încheiere cu cheltuieli minime pe unitatea de obiect a muncii.
Mărimea lotului optim de fabricaţie se determină cu relaţia:
um
j
AC
DNn
01
0
2; unde:
A1= cheltuieli independente de lot [ron/buc];
A1= Cm+Cs+Cif+Cind; unde:
Cm= costul semifabricatului;
Cm= 4,5 [RON/buc];
Cs= cheltuieli cu retrubuţia directă;
Cs= ;60
mi
opiS
t unde:
Smi= retribuţia muncitorului care efectuează operaţia “i”;
Smi= 5,5 RON/oră – frezor;
Smi= 4,5 RON/ora – lăcătuş;
];/[45,3
5,432,237,134.254,232,217,117,14,238,219,1
22,125,132,236,236,243,222,248,33,25,563,193,103,2
60
1
bucRON
Cs
Cif= cheltuieli cu întreţinerea şi funcţionarea utilajelor pe durata timpului de lucru
efectiv [RON/buc];
Cif= ;11 api mat unde:
a1= cota orară a cheltuielilor cu întreţinerea şi funcţionarea utilajelor la operaţia “i”;
a1=608201210
muC]/[ bucRON ;
ma1=1;
Cmu= 22000 RON – maşină de frezat;
Cmu= 42000 RON – maşină de găurit;

75
Cmu= 35000 RON – maşină de filetat;
Cmu= 12500 RON – strung SN320;
;011,0608201210
125001254321
aaaaaa
019,0608201210
22000876
aaa ;
036,0608201210
42000......... 22109
aaa ;
.030,0608201210
350002423
aa
];/[36,1036,0)34,254,2217,14,238,219,122,125,116,2232,2236,2(
03,0)32,237,1(019,0)63,193,103,2(011,016,243,229,222,248,33,2
bucRON
Cif
Cind= cheltuieli indirecte ale secţiilor de fabricaţie [RON/buc];
100
fs
ind
RCC
; unde:
Rf= regia de fabricaţie;
Rf= 250….500;
Se consideră Rf= 350;
08,12100
35045,3
indC ]/[ bucRON ;
Deci A1= 4,5+3,45+1,36+12,08=21,39 [RON/buc];
D= cheltuieli dependente de lot [RON/buc];
D= B+C; unde:
B= cheltuieli cu pregătirea-încheiere a fabricaţiei şi pregătirea administrativă;
ripi STB60
1; unde:
Tpi= timpul de pregătire-încheiere al operaţiei “i”;
Sri= retribuţia reglorului la operaţia “i”;
Sri= 6,5 RON/oră-frezor;
Sri=5,0 RON/oră-lăcătuş;
13,5951162274475,205,65,295,295,2960
1 B ]/[ lotRON
C= cheltuieli cu întreţinerea şi funcţinarea utilajelor pe durata timpului de pregătire-
încheiere;
11 api maTC ;
81,19036,05227445,20(03,0)2211()011,065,20019,05,295,295,29 C
]/[ lotRON
Deci D= 59,13+19,81=78,94 [RON/lot];

76
jr
00
; unde: 48,3200max0 ttopi ; 16,0
43,21
48,30 .
Mărimea lotului optim de fabricaţie devine :
]./[234,365
8,016,039,215,4
94,78280020 lotpiesen
Rotunjim astfel încât n0 să fie submultiplu pentru Nj, adică se consideră n0= 365
[piese/lot].
6.7.4 Calculul costului unei piese
Costul unei piese finite se determină cu relaţia:
0n
DAC ]/[ bucRON ; unde: A= cheltuieli independente de lot;
A= 21,39 [RON/buc];
D= cheltuieli dependente de lot;
D= 78,94 [RON/lot];
58,21400
94,7839,21 C ]/[ bucRON .

77
7.PROGRAMUL DE COMANDA NUMERICA
ASOCIAT UNEI OPERAȚII TEHNOLOGICE
Programul este realizat pentru operația 40 – Strunjire II. Strunjirea din cadrul procesului
tehnologic PT1 are loc pe mașina Strung CNC, CT251M conform regimului de așchiere
determinat la cap. 6.5.
Fig. 7.1

78
PT
Faza
T
[min]
[mm]
i
t
[mm]
s
[mm/rot]
d
[mm]
Viteza de
așchiere
calculată/al
easă,
,
[m/min]
Turația piesei, n
[rot/min]
Viteza de
așchiere
reală,
v,
[m/min]
calculată reală
min
max
min
max
min
max
PT
1
40.1 Strunjire
frontală la cota
15
2.5
1
2.5
0.4
100
130
100
318.30
244.85
318.30
244.85
100
%100.Strunjire/PT1
N010 G36 xz T01 S1500 M03 M06
N020 G00 G26 x-70 z100 M07
N030 G01 G96 x-48 F0.4 S100
N040 z102
N050 G36 xz M02
T01/100//
!

79
8. PLANUL DE OPERATII
Secţia Atelierul PLAN DE OPERAŢII PENTRU PRELUCR. MEC.
(BUCȘĂ)
Denumirea piesei
BUCȘĂ LAGAR
Reper
T.C.M.
Maşina
Strung CNC
Nr. bucăţilor prelucrate simultan
1
Simbol
produs
Operaţia
Strunjire
Nr.
operaţiei
1
Copie nr. Pagina
1/1
Firma
Model
Piesă brută pt. ..........1..............
bucăţi
Grupa şi
categ.
lucrării Tpi Ta Tb
Timp adaos
Nt Ti To
22 5.8 3.89 1.22 1.10 2800
Dispozitive
..…........................................................…………….....
.................................................... Răcire .CU
EMULSIE..........…………………… Data Numele Semnăt. Nr Modificarea Data Semnăt
Executant
Tehnic. şef
Calc. timp Constantin
Marius
Norm. şef
Şef secţie

80
Nr.
faze
i
DENUMIREA FAZEI Scule Verificare
Regim Dimensiuni Nom.
t s v n i la lp Tb NT
1. Strunjire la cota 20, , ;
S20Q-
SCLCR/L09T3
TCKM16T304/P30
Şubler 0,1
S.R. ISO
3599-1996
2 0.4 100 318.
3
1 155 1.23 2800
2. Strunjire de finisare 20, , ;
S20Q-
SCLCR/L09T3
TCKM16T304/P10
Şubler 0,1
S.R. ISO
3599-1996
0.4 0.3 200 636.
6
1 155 0.92 2800
3. Strunjire interioară de degroșare
x ;
PCLNR 16 16 H09
/CNMG 09 03 04-
PM/P20
Şubler 0,1
S.R. ISO
3599-1996
2.2 0.6 100 318.
3
1 100 0.53 2800
4. Strunjire interioară de finisare
x , x ;
S20Q-
SCLCR/L09T3
TCKM16T304/P10
Şubler 0,1
S.R. ISO
3599-1996
0.5 0.6 200 636.
6
1 102 0.27 2800

81
Secţia Atelierul PLAN DE OPERAŢII PENTRU PRELUCR. MEC.
(BUCȘĂ)
Denumirea piesei
BUCȘĂ LAGAR
Reper
T.C.M.
Maşina
Strung CNC
Nr. bucăţilor prelucrate simultan
1
Simbol produs Operaţia
Prelucrare
complexă
Nr.
operaţiei
1
Copie nr. Pagina
1/1
Firma
Model
Piesă brută pt. ..........1..............
bucăţi
Grupa
şi categ.
lucrării Tpi Ta Tb
Timp adaos
Nt Ti To
24 8.65 4.55 1.05 1.10 2800
Dispozitive
..…........................................................…………….....
.................................................... Răcire .CU
EMULSIE..........……………………
Data Numele Semnăt
.
N
r
Modificare
a
Dat
a
Semnă
t
Executant
Tehnic. şef
Calc. timp Constantin
Marius
Norm. şef
Şef secţie
Nr.
faze
i
DENUMIREA FAZEI Scule Verificare
Regim Dimensiuni Nom.
t s v n i la lp Tb NT
1. Frezare la cota 132;
STAS 9211/2-88
B125x90 SPAN 1203/P30
Şubler 0,1
S.R. ISO
2 0.4 100 318.
3
1 55 0.46 2800

82
3599-1996
2. Lărgire x ;
NID 2203-81 Şubler 0,1
S.R. ISO
3599-1996
0.4 0.3 200 636.
6
1 82 1.50 2800
3. Adâncire x ;
11 STAS 573-80/Rp5 Şubler 0,1
S.R. ISO
3599-1996
2.2 0.6 100 318.
3
1 82 1 2800
4. Alezare degroșare x ;
22,6 STAS 1265-80/Rp5 Şubler 0,1
S.R. ISO
3599-1996
0.5 0.6 200 636.
6
1 82 1.10 2800
5. Alezare finisare x ;
23 STAS 1265-80/Rp5 Şubler 0,1
S.R. ISO
3599-1996
12 0.30
6. Găurire x 12;
06 STAS 573-80/Rp5 Şubler 0,1
S.R. ISO
3599-1996
10 0.72
7. Filetare M6 x 10;
R166.4FG- 16-16-
16/R166 . OG -
16MM01 - 050/P20
Şubler 0,1
S.R. ISO
3599-1996
0.70

83
Bibliografie
Amza Gheorghe, ş.a, Tehnologia materialelor vol. V, Editura PRINTECH, Bucureşti,
2006.
Amza Gheorghe, ş.a, TM, Proiectarea proceselor tehnologice, Editura PRINTECH,
Bucureşti, 2006.
Amza Gheorghe, Cursuri TM 1, 2010.
Amza Gheorghe, Cursuri TM 2, 2011.
Ghionea Adrian, ş.a, Maşini-unelte. Lucrări practice, Editura Agir, Bucureşti, 2006.
Popescu Ioan, ,ş.a, Scule aşchietoare.Dispositive de prindere a sculelor aşchietoare.
Dispozitive de prindere a semifabricatelor.Mijloace de măsurare, vol. I, Editura MATRIX
ROM, Bucureşti, 2004.
Popescu Ioan, ş.a, Scule aşchietoare.Dispositive de prindere a sculelor aşchietoare.
Dispozitive de prindere a semifabricatelor.Mijloace de măsurare, vol. II, Editura
PRINTECH, Bucureşti, 2007.
Vlase Aurelian, ş.a, Regimuri de aşchiere, adaosuri de prelucrare şi norme tehnice de
timp, Editura Tehnică, Bucureşti, vol.I-1983.
Vlase Aurelian, ş.a, Tehnologii de prelucrare pe maşini de găurit, Editura Tehnică,
Bucureşti,
Vlase Aurelian, ş.a, Tehnologii de prelucrare pe maşini de frezat, Editura Tehnică,
Bucureşti, 1993.
Vlase Aurelian, Cursuri TFP 1, 2012.
Tonoiu Sergiu, Cursuri TFP 2, 2012
Vlase Aurelian, ş.a, Metodologie şi tabele normative pentru stabilirea adaosurilor de
prelucrare, a regimurilor de aşchiere şi a normelor tehnice de timpi la filetare, Institutul
Politehnic Bucureşti, 1980.
http://facultate.regielive.ro/cursuri/metalurgie_si_siderurgie/tehnologia_turnarii-
17614.html
http://facultate.regielive.ro/laboratoare/electrotehnica/tehnologia_de_fabricatie_a_miezul
ui_magnetic-32579.html
http://facultate.regielive.ro/referate/mecanica_metalurgie_si_siderurgie_stiinta_materialel
or/forjarea_metalelor-105870.html

J-J
K-K
L ( 1 : 4 )
JJ
K
K
L
PRODUCED BY AN AUTODESK EDUCATIONAL PRODUCT
PRODUCED BY AN AUTODESK EDUCATIONAL PRODUCTP
RO
DU
CE
D B
Y A
N A
UT
OD
ES
K E
DU
CA
TIO
NA
L P
RO
DU
CT
PR
OD
UC
ED
B
Y A
N A
UT
OD
ES
K E
DU
CA
TIO
NA
L P
RO
DU
CT
Proiectat
Desenat
Verificat
Contr. STAS
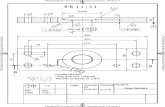
AprobatMasa netă: 6,951 kg
Data:
Planșa
50
Bucsa lagar
1:2
EN - GJL - 200(Fc 200)
A - 000.05
19045
100
130Ø
54,1
0
24,1
0
19,5
0
190
174
35°
40
100
10
20
11Ø A
2x45° 100 H7 (- 0,0000,035+ )Ø
1,6
12,5
132
54,1
0
0,8
12,5
23H
7( - 0
,00
0,02
+)
Ø1,5x45°
10
6M
19,5 55
0,02 A
77
45
50,4
0 M12
12,5
Conditii tehnice:- Tolerante ISO 2768 - mk;- Inainte de prelucrare se va detensiona;- Raxele necotate R5;- Muchiile ascutite se vor tesi 1x45°;-
R2
R2
95 37
130 h8 (- 0,060,00+ )Ø
130Ø
3,2
0,01
0,01
1x45°
565,8
14H9 ( - 0
,000
0,043
+
)
3,23,2
3,2
12,5
0,2
3.2
12.5
52
0.02 A
1x45°
11 H8 (- 0,000
0,027+
)
3 găuri echidistante
12

JJ
K
K
PRODUCED BY AN AUTODESK EDUCATIONAL PRODUCT
PRODUCED BY AN AUTODESK EDUCATIONAL PRODUCTP
RO
DU
CE
D B
Y A
N A
UT
OD
ES
K E
DU
CA
TIO
NA
L P
RO
DU
CT
PR
OD
UC
ED
B
Y A
N A
UT
OD
ES
K E
DU
CA
TIO
NA
L P
RO
DU
CT
Proiectat
Desenat
Verificat
Contr. STAS
AprobatMasa netă:
Data:
Planșa
50
Bucsa lagar1:2
EN - GJL - 200GG 200 (Fc 200)
Nota- Inainte de prelucrarea se va detensiona;- Raxele necotate R2 si R5;- Muchiile ascutite se vor tesi 1x45°;- Executie ISO 2768 - mk;- Abaterile din turnare sunt conform STAS;
S1
S2
S3
S4
S5 S7 S8
S9
S10
S11
S12
S13
S14
S6