Exemplu proiect PDPR
34
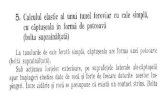
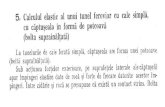
Se proiecteaza tehnologia de executie a reperului din figura de mai jos care se realizeaza in conditii de serie mare. B=75 A=58 G=1 H 2 5 B1=34 R = 5 R = 5 A-A 2 x Ø 7 A A Mat G B B1 A d n H Otel 1 75 34 58 7 2 25
-
Upload
vlahos-ianache -
Category
Documents
-
view
691 -
download
17
Transcript of Exemplu proiect PDPR
Se proiecteaza tehnologia de executie a reperului din figura de mai jos care se realizeaza in conditii de serie mare.A-A
B=75 A=58
H=25
R= 5
G=1
5 R=
B1=34
2x 7
A
A
Mat Otel
G 1
B 75
B1 34
A 58
d 7
n 2
H 25
Capitolul 2. Analiza tehnologica a reperului. Determinarea dimensiunilor semifabricantului si a eficientei utilizarii materialului prelucrat. Proiectarea tehnologiei de executie.2.1. Analiza tehnologica a reperului Posibilitati de realizare in conditii de unicat: Un procedeu de realizare a piesei din figura de mai sus in condii de unicat esti turnarea in forma, procedeu ce ar duce la obtinerea formelor piesei dupa un mulaj. Un asemenea procedeu ar fi inconvenabil si greu de realizat daca nu chiar si imposibil datorita grosimii peretelui piesei dar si in obtinerea dimensiunilor dorite din cauza contractarii dupa solidificare, cat si din punct de vedere al obtinerii rugozitatii piesei datorita microasperitatii nisipului folosit la obtinerea profilului piesei dupa mulaj, chiar daca folosim un nisip cu o granulatie superfina. Dupa operatia de turnare piesa va fi supusa unei operatii de rectificare in vederea imbunatatiri rugozitatii. Un alt procedeu de realizare o piesei din figura de mai sus in condii de unicat ar mai fi prin aschiere, procedeu in urma caruia am obtine o rugozitate mai buna dar intr-un timp ma indelungat cu mai multe repozitionari a piesei pe masina unealta ce ar induce la erori si abateri suplimentare de la forma si dimensiunile piesei. De asemenea si la acest procedeu grosimea peretelui piesei este o problema intru-cat este prea mica. Posibilitati de obtinere prin deformare plastica la rece: Pentru obtinerea piesei din figura de mai sus prin operatii de deformare plastica la rece urmarim a efectua urmatoarele etape: - controlul receptiei tablei A3, - decuparea la diametrul D a semifabricatului, ambutisarea semifabricatului plan prin mai multe operatii la dimensiunea B1-2g la o raza de racorcare a poansonului de R=5 si obtinerea unei flanse cu un element de retinere pe o distanta de (B-A)/2, - perforarea celor 2 gauri prevazute pe flansa la un diametru d = 7 - dupa caz vom mai putea aplica si urmatoarele operatii: taierea marginala/taierea marginii (tunderea), planarea, reliefarea. -
Analiza tehnologicitatii: Conditii tehnologoce pe care trebuie sa le indeplineasca piesele decupate, retezate si perforate La intocmirea tehnologiei de executie este necesar sa se tina seama de unele aspecte, prezentate in continuare, importante pentru obtinerea unor piese prelucrate de buna calitate. Distanta minima dintre doua orificii perforate alaturate:
a > g 5 >1
unde: a distanta ditre doua orificii; g grosimea semifabricatului. Distanta dintre marginea orificiului si cea a piesei:
a>
1,5...2 1,5...2 5> g 1
Avand in vedere conditiile de rezistenta ale placii active, distantele dintre orificii, sau dintre marginea orificiului si cea a placii active, trebuie sa corespunda indicatiilor din tabelul 1. Tabel 1.Distantele minime intre muchiile active ale orificiilor placilor de taiere g(mm) 1,0 a(mm) 2,7 In cazul pieselor ambutisate se recomanda ca distantele de la axele gaurilor perforate la muchiile de ambutisare sau indoire sa se aleaga conform relatiei de mai jos:
t1 > r +
d 7 12 > 5 + 2 2
unde: t1 distanta de la axa gaurii la marginea piesei; r raza de racordare; d diametrul gaurii perforte. Razele de racordare minime la contururile unghiulare se recomanda sa se aleaga conform indicatiilor din tabelul 2. Tabel 2. Razele minime de racordare la contururile unghiulare R si R1 Material Otel
900,3g
Decupare0
900,5g
0
90 00,4g
Perforare
90 00,7g
Dimensiunile conturului profilat obtinut prin decupare sau perforare trebuie sa indeplineasca conditiile date de relatiile urmatoare : h 1,2 g b 1,2 g R1 0,6 b - pentru decupare ; h g - pentru perforare. Dimensiunile minime obtinute prin perforare sunt cele din tabelul 3. Tabel 3. Dimensiunile minime obtinute prin perforare Dimensiunea minima Materialul piesei a orificiului otel alama, cupru dur moale Diametrul d 1,2g 1,0g 0,8g
Forma orificiului
aluminiu 0,7g
Circulara
Obs: In cazul in care poansonul se ghideaza pe toata lungimea sa, se obtin si orificii cu dimensiunea d = (0,30,55)g La prelucrarea prin taiere de precizie a pieselor ce au zone unghiulare este necesar ca acestea sa aiba racordari pentru a se putea obtine calitate ridicata. Valorile razelor de racordare, pentru oteluri cu rezistenta la tractiune sub 450 N / mm 2 , grosimi de 115 mm si unghiuri = 30...120 0 se pot obtine din fig 4.5/pag35. Pentru g = 1mm = 90 0 r = 0,1 mm In cazul tablelor cu grosimi de g = 14 mm, se pot perfora alezaje avand distanta pana la marginea piesei, sau intre alezaje egala cu (0,60,65)g. Distanta minima intre alezaje si intre acestea si marginea piesei este conform fig.4.6/pag 36 si fig.4.7/pag 37 la o grosime de g = 1mm, d = 62,5g%.
Valoarea minima a diametrul gaurilor ce pot fi executate prin taiere de precizie in functie de grosimea materialului este data in fig.4.9/pag36 de d = 62,5g% pentru o grosime de g = 1mm. Dimensiunea minima a portiunii retezate k = 3mm pt g 1 mm. Precizia obtinuta prin operatiile de taiere la forfecare este data in tabelul 4. Tabel 4. Precizia obtinuta prin operatiile de taiere la forfecare Grosimea materialului [mm] 0,5-1,0 Latinea benzii 51-100 0,75
Tabel 5. Precizia la dimensiunile pieselor obtinule prin decupare Grosimea materialului [mm] 0,5-1,0 Dimensiunile piesei [mm] 51-120 0,2/0,06
Tabel 6. Precizia la dimensiunile pieselor obtinute prin perforare Grosimea materialului [mm] 0,2-1,0 Dimensiunile piesei [mm] 50 100 0,3/0,1
Tabel 7. Distanta dintre doua orificii alaturate Grosimea materialului [mm] 1,0-2,0 Distanta dintre doua orificii [mm] 51-120 0, 20 / 0, 06
Tabel 8.Precizia distantei dintre marginea orificiului si conturul piesei Abaterea in mm ( ) in funcitei de tipul si precizia stantei Dimensiunea Simultana Succesiva Succesiva fara Perforare cu piesei cu cautator pozitionare (mm) cautator dupa contur pana la 30 0,02/0,015 0,10/0,05 0,20/0,10 0,15/0,08 Tabel 9.Precizia dimensionala a piselor obtinute prin decupare urmata de curatire Grosimea materilului (mm) Precizia (mm) pana la 1 0,010 0,015
Tabel 10.Abaterile dimensionale obtinute la taierea de precizie
Grosimea materilului (mm)
0,5 - 1
Rezistenta la tractiune, in N / mm pana la 500 peste 500 Clasa de precizie ISO Clasa de precizie ISO Pentru distanta Forme Forme Forme Forme intre interioare exterioare interioare exterioare gauri (mm) 6-7 7 0,010 7 8
2
Pentru distanta dintre gauri (mm) 0,010
Conditii tehnologoce pe care trebuie sa le indeplineasca piesele ambutisate Razele minime de racordare ce se pot obtine prin ambutisare se regasesc in tabelul 11.
Taelul 11.Razele minime de racordare Grosimea materialului g (mm) pana la 1 Unde rp R1 ; rpl R2
rp (mm)2
rpl (mm)3
In cazul in care dupa ambutisare se executa inca o operatie suplimentara de calibrare, se pot obtine valori mai mici ale razelor de racordare, pana la: rp = 0,25 g si rpl = (0,1...0,3) g . Se recomanda ca la ambutisarea cu retinerea materialului diametru fransei sa aiba valori :
D f d + 12 g
Valorile abaterilor care apar, in urma ambutisarii, la inaltimea pieselor cilindrice un flansa sunt indicate in tabelul 12. Tabel 12. Valorile abaterilor in urma ambutisarii cu flansa Grosimea materialului g (mm) Inaltimea piesei H (mm) 18 30 pana la 1 0,4
Nr. crt 1
Denumirea sau suprafata Cota B=75
Operatia prin care se obtine taierea marginii perforare ambutisare
Conditi tehnologice Pe desen Realizabile 75 1,2 STAS 11111 58 0,12/ 0,05 STAS 11111 5 0,1 STAS 11111 34 0,12/ 0,05 0,75 Tabel 4.4 1,2 Tabel 4.3
Concluzii Se poate realiza Se poate realiza Se poate realiza Se poate realiza Se poate realiza Se poate realiza
2 3
Cota A=58 Cota R=5
rp min = 2
rpl min = 3Tabel 4.17 0,25 Tabel 4.21 1,2 Tabel 4.3 0,4 Tabel 4.20
4 5
Cota B1=34 Cota d=7
ambutisare perforare
7 0,1 STAS 11111 6 Cota H=25 ambutisare 25 1,2 STAS 11111 2.2. Determinarea dimensiunilor semifabricatului
Calcului diametrului semifabricatului:
d semifabricatului = d 42 + 4 d 2 H 3,44 R d 2 d semifabricatului = 75 2 + 4 34 25 3,44 5 34 d semifabricatului = 91,87 mmAdaosul pentru taierea marginilor la piese cu flansa lata, in mm este prezentata in tabel 13
Tabel 13. Adaosul pentru taierea marginilor la piese cu flansa lata, in mm
df /dDiamertul flansei d f [mm] 75
2,20
2,15
df d
=
75 = 2,20 34
Calculul diametrului total al semifabricatului:
D = d semifabricatului + AD = 91,87 + 2,15 D = 94,02 mm2.3. Determinarea eficientei utilizarii materialului prelucrat Generalitati Dezvoltatea in continuare este strans legata de tendinta de a se reduce pierderile de material si de a se apropia greutatea materialului prelucrat de cea a piesei. Economisirea materialelor reprezinta o problema deosebit de importanta, a carei rezolvare depinde de o serie de factori de natura constructiva,tehnilogica si organizatorica. Unul din principalele moduri de economisire a materialelor in constructia de masini este stabolorea unei croiri judicioase a semifabricatelor utilizate la operatiile de deformare plastica la rece. Prin croire se intelege amplasarea pe semifabricat a desfasuratelor cu forme tehnologice determinate, in vederea separarii lor, astfel incat sa rezulte o cantitate minima de deseuri. In functie de configuratie si de modul de asezare a piesei pe banda, cantitatea de deseuri poate fi mai mare sau mai mica. Utilizarea cat mai eficienta a materialului se poate realiza prin: - croirea optima a tablelor in semifabricate individuale sau benzi - croirea economica a benzilor si dispunerea rationala a pieselor pe banda - stabilirea valorilor optime pentru puntite - marirea preciziei de calcul a dimensiunilor semifabricatelor si micsorarea adaosurilor la decupare - adoptarea schemelor de croire cu deseuri putine sau fara deseuri - utilizarea deseurilor care apar la executarea unor piese, pentru croirea altor piese de dimensiuni mai mici - reducerea cantitatii de rebuturi - micsorarea cantitatii de material utilizat penrtu reglarea santelor si matritelor Utilizarea eficienta a semifabricatelor sub forma de tabla: Conform stas 901-80 aleg tabla A3 cu una din dimensiunile de mai jos: Dimensiuni de table : - 750x1500
- 800x1600 - 800x2000 - 1000x2000 In urma calculului privind eficienta folosirii materialului se va stabili dimensiunea optima a foii de tabla. Abaterile limita la grosime conform STAS 901-80 sunt 0,12 mm.Marimea puntitelor : Valorile puntitelor pentru croirea pieselor circulare si dreptunghiulare: Grosimea materialului in mm Piese rotunde de dimensiune de d in mm de la Pana la de la 100 pana la 200 b a
1,0
1,5
1,3
1,7
Marimea dimensiunilor puntitelor laterale:
a1 = K1 K 2 K 3 a = 0,9 1,0 0,8 1,7 a1 = 1,22 mmb1 = K1 K 2 K 3 a = 0,9 1,0 0,8 1,3 b1 = 0,93 mm
Marimea dimensiunilor puntitelor intermediare:
K1 = 0,8...0,9 mm pentru otel dur K 2 = 1,0 mm pentru banda care trece prin stanta o singura data K 3 = 0,8 mm pentru stante cu inaintare si ghidare precisa a benzii
B
D
Schema de croire pe care o aleg: - fara deseuri. Modul de asigurare a pasului: - cu opritor, fara apasare laterala.Calculul latimii benzii:
B = D + 2 ai + j = 94,02 + 2 0,6 + 1 B = 96,22 mmDistanta intre rigle:
B0 = B + j = 96,22 + 1,0 B0 = 97,22 mm
Pasul:
p = D + b1 = 94,22 + 0,93 p = 94,95 mm
Alegerea dimensiunilor tablei: Aleg tabla A3 cu dimensiunile 800x2000.
800 800 = = 8,31 B 96,22
a1 b1
2000 2000 = = 21,06 p 94,95
5,12 2000Stabilirea variantei optime (tinand seama de croire) Coeficientul de folosire al tablei:
Kf =
A nt 100[%] LC
unde: A suprafata piesei fara orificii [mm 2 ] n numarul real de piese obtinute din banda,tinand seama de deseurile de capat nefolosite L lungimea foii de tabla in mm C latinea foii de tabla in mm
3,14 94,02 2 A= = A = 6942,73 mm 2 4 4 A nt 6942,73 168 Kf = 100 = 100 K f = 72,89[%] LC 2000 800Coeficientul de folosire al fasiei de tabla:
D2
Kf =
A nt 100[%] LB
unde: A suprafata piesei fara orificii [mm 2 ] n numarul real de piese obtinute din banda,tinand seama de deseurile de capat nefolosite L lungimea foii de tabla in mm B latinea fasiei de tabla in mm
Kf =
A nt 6942,73 21 100 = 100 K f = 75,76[%] LB 2000 96,22
Coeficientul de croire :
22,24
800
Kc =
A0 r 100[%] B p
unde: A0 - suprafata piesei incluzand si orificiile [mm 2 ] r numarul randurilor de croire p pasul de avans [mm] B latinea benzii [mm]
Kc =
A0 r 6942,73 1 100 = 100 K c = 75,99[%] B p 96,22 94,95
2.4. Proiectarea tehnologiei de executie Calculul numarului si al succesiunii operatiilor
Alegerea procedeului de ambutisare in functie de grosimea semifabricatului: Felul ambutisarii Cu retinere Prima ambutisare (g/D)x100 Pana la 1,5 Urmatoarele ambutisari (g/D)x100 Pana la 1
g 1 100 = 100 = 1,06 D 94,02Calculul coeficientului convetional de ambutisare al piesei cilindrice cu flansa:
mc =
d Dc
unde: d - diametrul partii ambutisate Dc - diametrul semifabricatului necesar pentru obtinerea unei piese fara flansa de diametru d si cu inaltime h.
mc =
d 34 = mc = 0,50 Dc 66,88
d c = d 22 + 4 d d H 1,72 R d 2 0,56 R 2d c = 34 2 + 4 34 25 1,72 5 34 0,56 5 2 d c = 65,18 mm Dc = d c + Ad = 65,18 + 1,7 Dc = 66,88 mmdf d = 75 = 2,20 34
Ad = 1,7 mm conform tabel 5.4/pag 59
mc