SD Cap 6
5
46 6. BROŞE 6.1. ELEMENTE INTRODUCTIVE ŞI CLASIFICARE Broşele sunt scule aşchietoare specializate formate dintr-un corp pe care sunt implementaţi mai mulţi dinţi, fiecare dinte fiind mai mare decât cel anterior cu o anumită mărime numită supraînălţare (fig. 6.1). Rezultă că în cazul broşelor atât avansul de aşchiere cât şi adâncimea de aşchiere sunt materializate pe scula aşchietoare, sistemul tehnologic de prelucrare realizând doar viteza principală de aşchiere. Prin procedeul tehnologic de broşare se obţin suprafeţe prelucrate final corespunzător unei trepte de precizie cuprinse între 6 ÷ 9 şi a unei rugozităţi R a = 0,8 ÷ 1,6 μm. a) b) Fig. 6.1. Principiul de lucru la broşare (a – broşare rectilinie; b – broşare circulară) Broşele se pot clasifica după cum urmează: • După traiectoria mişcării principale: - broşe cu mişcare principală rectilinie (fig. 6.1.a); - broşe cu mişcare principală circulară (fig. 6.1.b). • După modul de aplicare a forţei de broşare: - broşe solicitate la tracţiune (lucrează prin tragere) (fig. 6.2.a); - broşe solicitate la compresiune (lucrează prin împingere) (fig. 6.2.b). • După locul unde este situată suprafaţa de prelucrat: - broşe pentru prelucrări interioare; - broşe pentru prelucrări exterioare. • După construcţie: - broşe monobloc; - broşe cu partea activă sudată cap la cap cu partea de prindere din faţă şi cu partea de susţinere din spate;
-
Upload
razvanguiman -
Category
Documents
-
view
215 -
download
2
description
grhsghrt
Transcript of SD Cap 6

46
6. BROŞE
6.1. ELEMENTE INTRODUCTIVE ŞI CLASIFICARE Broşele sunt scule aşchietoare specializate formate dintr-un corp pe care sunt
implementaţi mai mulţi dinţi, fiecare dinte fiind mai mare decât cel anterior cu o anumită
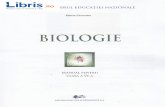
mărime numită supraînălţare (fig. 6.1). Rezultă că în cazul broşelor atât avansul de aşchiere
cât şi adâncimea de aşchiere sunt materializate pe scula aşchietoare, sistemul tehnologic de
prelucrare realizând doar viteza principală de aşchiere.
Prin procedeul tehnologic de broşare se obţin suprafeţe prelucrate final corespunzător
unei trepte de precizie cuprinse între 6 ÷ 9 şi a unei rugozităţi Ra = 0,8 ÷ 1,6 μm.
a) b)
Fig. 6.1. Principiul de lucru la broşare (a – broşare rectilinie; b – broşare circulară)
Broşele se pot clasifica după cum urmează:
• După traiectoria mişcării principale:
- broşe cu mişcare principală rectilinie (fig. 6.1.a);
- broşe cu mişcare principală circulară (fig. 6.1.b).
• După modul de aplicare a forţei de broşare:
- broşe solicitate la tracţiune (lucrează prin tragere) (fig. 6.2.a);
- broşe solicitate la compresiune (lucrează prin împingere) (fig. 6.2.b).
• După locul unde este situată suprafaţa de prelucrat:
- broşe pentru prelucrări interioare;
- broşe pentru prelucrări exterioare.
• După construcţie:
- broşe monobloc;
- broşe cu partea activă sudată cap la cap cu partea de prindere din faţă şi cu
partea de susţinere din spate;

47
- broşe cu partea de prindere din faţă şi cu partea de susţinere din spate centrată
şi fixată prin filet de partea activă susţinere din spate;
- broşe cu partea activă demontabilă (mai rar folosite).
• După materialul tăişului aşchietor:
- broşe cu tăişuri din oţel rapid;
- broşe cu tăişuri din carbură metalică.
• După procedeul de prelucrare mecanică:
- broşe ce prelucrează prin aşchiere;
- broşe ce prelucrează prin deformare plastică (tasare);
- broşe combinate.
a)
Fig. 6.2. Broşă ce prelucrează orizontal prin tragere (a) şi broşă ce prelucrează vertical prin împingere (b).
b)

48
6.2. ELEMENTE CONSTRUCTIVE ŞI GEOMETRIE Elementele principale constructive ale unei broşe se pot vedea în figura 6.3, unde:
Fig. 6.3. Principalele elemente constructive la o broşă cilindrică
l1 – partea de prindere din faţă;
l2 – partea de ghidare din faţă;
l3 – partea activă a broşei:
l3.1 – partea de degroşare;
l3.2 – partea de finisare;
l3.3 – partea de calibrare.
l4 – partea de ghidare din spate;
l5 – partea de susţinere din spate;
Dgf – diametrul de ghidare din faţă;
Dgs – diametrul de ghidare din spate;
D1a; D2a; ……. Dna – diametrele dinţilor de degroşare;
D1fin; D2fin; ….. Dnfin – diametrele dinţilor de finisare;
D1c = D2c = …… = Dnc – diametrul dinţilor de calibrare.
Se poate remarca faptul că în cazul broşelor ce lucrează orizontal prin tragere partea de
susţinere din spate poate să lipsească.
Etapele principale în proiectarea unei broşe sunt:
• stabilirea adaosului de prelucrare, a schemei de aşchiere şi al tipului constructiv al
broşei;
• stabilirea materialului părţii active, a părţii de prindere din faţă şi a părţii de susţinere
din spate;
• determinarea vitezei principale de aşchiere;
• stabilirea avansului de degroşare pe dinte, a adaosului total de finisare şi a adaosului
de finisare pe dinte;

49
• stabilirea parametrilor geometrici ai dinţilor şi stabilirea formei dinţilor;
• calculul forţelor de aşchiere;
• calculul diametrului dinţilor de calibrare, a diametrelor dinţilor de finisare şi degroşare
şi a numărului total de dinţi;
• calculul lungimii totale a broşei, dimensionarea şi verificarea tuturor componentelor
broşei.
Adaosul de prelucrare, când este dată, este diferenţa dinte suprafaţa iniţială şi cea
finală. Dacă nu este dată dimensiunea suprafeţei iniţiale, mai ales în cazul broşelor cilindrice,
se calculează cu relaţiile (6.1) şi (6.2).
A = 0,005 · Dnom + (0,1 ÷ 0,2) pL (6.1)
când alezajul iniţial este dat prin burghiere.
A = 0,005 · Dnom + (0,05 ÷ 0,1) pL (6.2)
când alezajul iniţial este dat prelucrat suplimentar prin lărgire.
Schema de aşchiere este in funcţie de mărimea adaosului de prelucrare şi de
configuraţia suprafeţei de prelucrat. Se întâlnesc teri scheme de aşchiere, şi anume, după
profil (cea mai răspândită), prin generare (când profilul iniţial este altul comparativ cu cel
final) şi progresivă (când adaosul de prelucrare este mare).
Viteza principală de aşchiere se calculează dar şi se adoptă tabelar, valorile
recomandate fiind între 2÷10 m/min.
Avansul pe dinte de degroşare „az” se calculează sau se ia tabelar în funcţie de
materialul de prelucrat. El este cuprins între valorile, la aşchierea după profil, 0,02÷0,12 mm.
Adaosul de finisare „Afin” capătă valori între 0,1÷0,3 mm iar avansul de finisare pe
dinte „afin” ia valori între 0,01÷0,03 mm.
Parametrii geometrici ai dinţilor sunt arătaţi în figura 6.4, unde:
α – unghiul de aşezare; γ – unghiul de degajare;
az – avansul pe dinte; p – pasul dinţilor; h – înălţimea dinţilor; f – faţeta dinţilor.
Fig. 6.4. Parametrii geometrici şi constructivi ai dinţilor unei broşe

50
Unghiul de degajare „γ” este cuprins între 00 ÷ 200 iar unghiul de aşezare capătă
următoarele valori:
αdegr = 20 ÷ 30;
αfinisare = 1030’;
αcalibrare = 0030’.
Elementul constructiv deosebit de important la proiectarea broşelor este calculul
diametrului dinţilor de calibrare. El se efectuează după schema din figura 6.5 şi cu relaţia
(6.3).
Fig. 6.5. Schema de determinare a diametrului dinţilor de calibrare la broşă
Dc broşă = (Dn piesă ± Ai + 0,8TD)0-0,35TD (6.3)
Lungimea totală a broşei se stabileşte din considerente tehnologice, şi este maxim de
1600 mm, impusă de tratamentul termic.
Dn
pisă
T D
As
Ai 0,35
T D
0,8T
D
Dc
broşă