
proiect Parizerul
66
COLEGIUL TEHNIC DE ALIMENTAŢIE ŞI TURISM’’ DUMITRU MOŢOC’’ CALIFICAREA: TEHNICIAN ÎN INDUSTRIA ALIMENTARĂ ÎNDRUMĂTOR: ABSOLVENT: ING. TODERIŢǍ VASILICA STOICA MARILENA Clasa: a - XIV-a O S
-
Upload
pantazica-camelia-mirela -
Category
Documents
-
view
1.574 -
download
2
Transcript of proiect Parizerul
COLEGIUL TEHNIC DE ALIMENTAŢIE ŞI TURISM’’ DUMITRU MOŢOC’’CALIFICAREA: TEHNICIAN ÎN INDUSTRIA ALIMENTARĂ
ÎNDRUMĂTOR: ABSOLVENT:ING. TODERIŢǍ VASILICA STOICA MARILENA
Clasa: a - XIV-a OS
SESIUNEA- 2011
TEMA: Realizarea unui studiu privind planificarea şi organizarea etapelor proceselor tehnologice de obţinere a
produsului „PARIZER”
2
CUPRINS
1. MEMORIU JUSTIFICATIV 42. SCHEMA TEHNOLOGICA DE FABRICARE A
PARIZERULUI5
3. REŢETA DE FABRICAŢIE 64 MATERII PRIME ŞI AUXILIARE 7
4.1. COMPOZIŢIA CHIMICĂ A CĂRNII 74.2. CARACTERISTICILE ORGANOLEPTICE, FIZICO-
CHIMICE ŞI MICROBIOLOGICE ALE CĂRNII 9
4.2.1. Caracteristicile organoleptice 94.2.2. Caracteristicile fizico-chimice 114.2.3. Caracteristicile microbiologice 11
4.3. Pregătirea materiilor prime si auxiliare 134.4. Obţinerea semifabricatelor 14
4.4.1. Conservarea cărnii şi a slăninii 144.4.2. Pregătirea şrotului 154.4.3. Pregătirea bratului 16
5. Descrierea etapelor procesului tehnologic 175.1. Prepararea compoziţiei 175.2. Umplerea compoziţiei în membrane şi legarea
batoanelor 18
5.3. Tratamentul termic 195.4. Răcirea 205.5. Depozitarea 205.6. Transformări fizico-chimice şi biochimice 205.7. ALEGEREA SI DIMENSIONAREA UTILAJELOR 25
5.7.1. Maşina de tocat carne 255.7.2. Malaxoare universale cu vacuum 265.7.3. CUTERE DE MARE VITEZĂ CU VACUUM 275.7.4. MAŞINI DE UMPLUT CU VACUUM 285.7.5. INSTALAŢIE DE BASCULARE TIP COLOANĂ
DIN INOX29
5.7.6. CAMERĂ DE AFUMARE 306. NORME DE IGIENA ŞI PROTECŢIA MUNCII 33
6.1. Norme de igiena specifice în industria alimentară 336.2. Norme de igiena personala a lucrătorului din industria
alimentară34
6.3. Norme de protecţia muncii şi P.S.I. 367. BIBLIOGRAFIE 38
3
1. Memoriu justificativ
Fabricile de preparate din carne sunt unităţi economice care prelucrează carnea sub forma de cârnaţi, salamuri diverse, specialităţi fierte şi afumate sau sărate şi afumate. Ele pot fi fabrici independente sau secţii ale unor unităţi complexe de abatorizare şi prelucrare a cărnii.
În condiţiile vieţii moderne preparatele din carne constituie o opţiune comoda şi rapida de asigurare a necesarului de proteine, lipide, vitamine si minerale în raţia zilnica. Tot mai mulţi consumatori apelează la raioanele de specialitate ale magazinelor solicitând aceste produse care pot fi consumate ca atare sau utilizate la prepararea unor produse culinare. Utilizarea preparatelor este avantajoasa deoarece scuteşte gospodina de o serie de operaţii, mari consumatoare de timp şi de munca.
Parizerul este un produs des solicitat de consumatori din diferite grupe de vârstă, ocupaţie, apartenenţa religioasa etc. Este un produs de calitate şi ieftin, are calităţi organoleptice deosebite, calităţi care-i asigura o mare căutare pe piaţa. Materiile prime din care se obţine si tehnologia de fabricaţie asigura parizerului gust, aroma si consistenta aparte fata de alte preparate fierte si afumate, de unde si marele sau succes la consumatorii din toate categoriile. Se pare ca în ţara noastră este cel mai consumat mezel din grupa sa, cel mai popular am putea spune. In sprijinul acestui fapt, pot afirma fără teama de a greşi, ca nu exista in România un magazin alimentar cu desfacere de preparate, din oferta căruia să lipsească 3-4 sortimente de parizer iar producătorii de mezeluri si-au extins gama sorti mentala cu nor produse.
Luând în consideraţie cele arătate mai sus am optat pentru redactarea prezentei lucrări de absolvire a liceului tehnologic de profil cu tema " Realizarea unui studiu privind planificarea şi organizarea etapelor proceselor tehnologice de obţinere a produsului „PARIZER”. Lucrarea îşi propune să pună în evidenţă criteriile privind alegerea materiilor prime; 'a schemei tehnologice de fabricaţie, alegerea utilajelor si detalii privind exploatarea acestora, condiţii de calitate pentru produsul finit, aspectele legate de respectarea normelor de protecţie a muncii, a instrucţiunilor de asigurare a igienei si controlului calitativ; nu în ultimul rând, lucrarea are ca obiectiv adoptarea acelor tehnici si strategii de lucru moderne care să răspundă condiţiilor necesare de aliniere la exigentele crescânde ale consumatorilor si ale organelor de monitorizare si control. Industria cărnii are o mare responsabilitate. În ceea ce priveşte sănătatea naţiunii prezente si viitoare; de aceea preocuparea de a asigura calitatea produselor la standarde ridicate este o prioritate incontestabila pentru orice unitate economica si pentru fiecare lucrător.
4
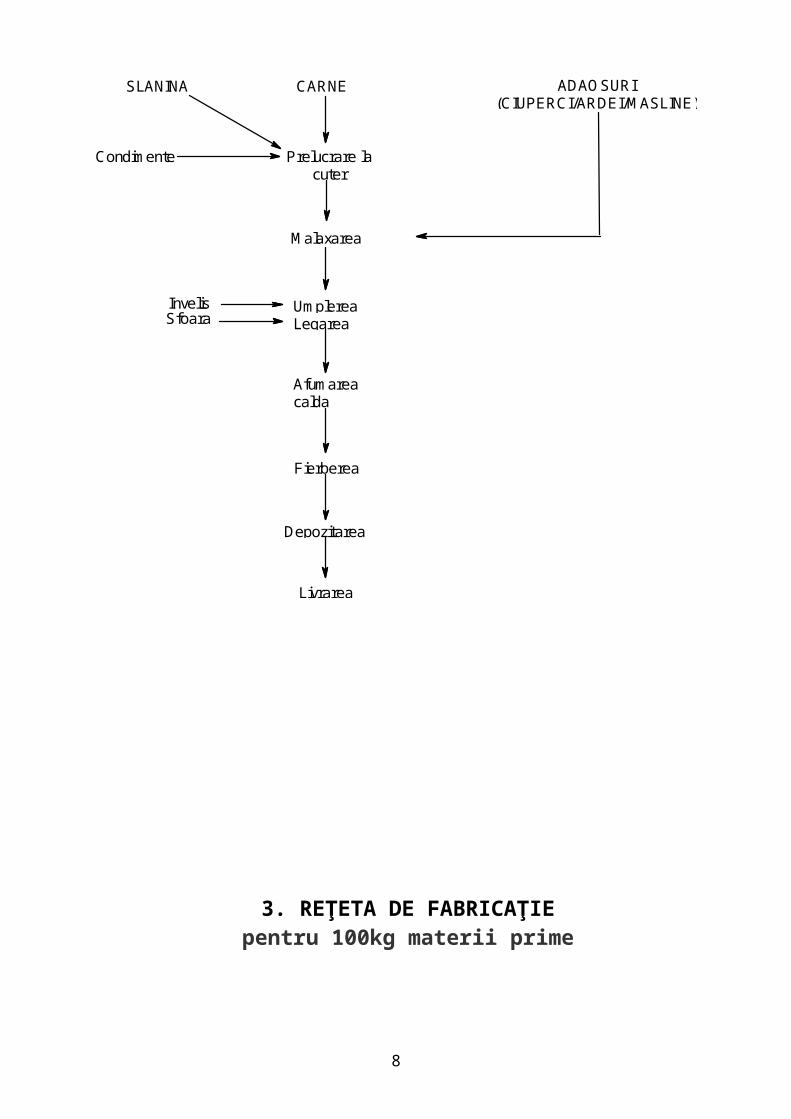
2. SCHEMA TEHNOLOGICĂ DE FABRICARE A
PARIZERULUI
InvelisSfoara
SLANINA CARNE ADAOSURI(CIUPERCI/ARDEI/MASLINE)
Prelucrare lacuter
Malaxarea
UmplereaLegarea
Afumarea calda
Fierberea
Depozitarea
Livrarea
Condimente
5
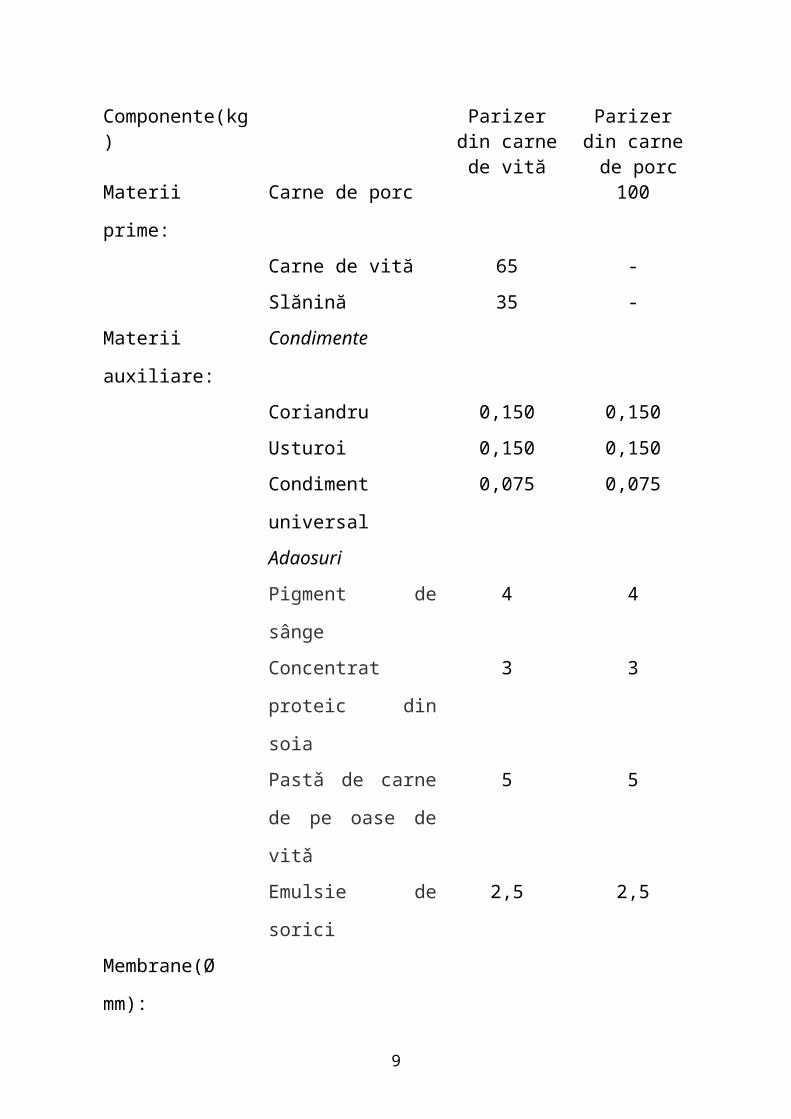
3. REŢETA DE FABRICAŢIEpentru 100kg materii prime
Componente(kg) Parizerdin carnede vită
Parizerdin carne de porc
Materii prime: Carne de porc 100
Carne de vită 65 -
Slănină 35 -
Materii auxiliare: Condimente
Coriandru 0,150 0,150
Usturoi 0,150 0,150
Condiment universal 0,075 0,075
Adaosuri
Pigment de sânge 4 4
Concentrat proteic din
soia
3 3
Pastǎ de carne de pe
oase de vitǎ
5 5
Emulsie de sorici 2,5 2,5
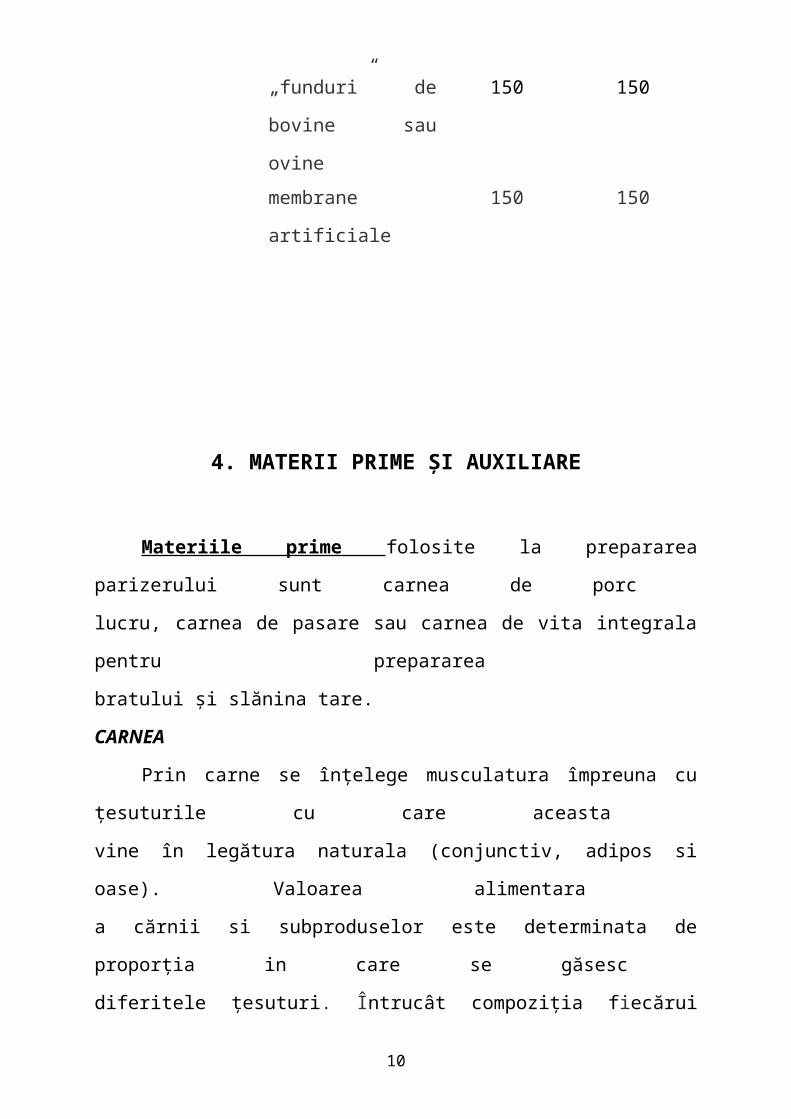
Membrane(Ø mm):
„funduri” de bovine
sau ovine
150 150
membrane artificiale 150 150
6
4. MATERII PRIME ŞI AUXILIARE
Materiile prime folosite la prepararea parizerului sunt carnea de porc
lucru, carnea de pasare sau carnea de vita integrala pentru prepararea
bratului şi slănina tare.
CARNEA
Prin carne se înţelege musculatura împreuna cu ţesuturile cu care aceasta
vine în legătura naturala (conjunctiv, adipos si oase). Valoarea alimentara
a cărnii si subproduselor este determinata de proporţia in care se găsesc
diferitele ţesuturi. Întrucât compoziţia fiecărui ţesut este variabila în funcţie
de un mare număr de factori, valoarea alimentara a cărnii variază în limite
destul de largi. În primul rând variaţii mari apar de la o specie la alta. În
cadrul aceleiaşi specii de animale compoziţia chimica variază in funcţie de
vârsta şi starea de îngrăşare. Chiar la acelaşi animal sunt diferenţe mari in
funcţie de porţiunea anatomica luată în considerare.
La produsele cu o conservabilitate limitată se prefera carnea de animale
tinere cu un conţinut mai mare de umiditate. Carnea poate fi folosita in
stare calda (Ia prepararea braţului) zvântată, refrigerată sau congelată. La
preparate din carne se foloseşte carne de vită sau porc tranşata, dezosata
şi aleasa pe calităţi.
4.1. COMPOZIŢIA CHIMICĂ A CĂRNII
Compozitia chimica a carnii, in ansamblu, este determinata in primul rand
de compozitia chimica a tesutului muscular:
Apa=75%
Substanta uscata=25%
Substante extractive azotate:
7
a)proteice=18,5% (miogen, actina, miozina, actomiozina, globulina
si mioalbumina)
b)neproteice (carnozina, metilcarnozina, carnitina, creatina,
creatinina, a-cid creatin-fosforic, sarcozina)
Substante extractive neazotate=0,9% (glicogen, glucoza ,acid lactic)
Lipide=3% (steride: colestol=0,1-0,2%, fosfatide: lecitina, cefalina si
plasmogen)
Compusi fosforici: 0,7% (saruri minerale=1%, Na, Ca, Mg, Fe, P)
Diferiti produsi metabolici,fermenti si vitamine=0,2%.
Substantele proteice:
1)Proteinele din sarcoplasma
a)proteinele din miofibrile: miozina, actina, actomiozina,
tropomiozina, paramiozina, contractina, metamiozina, fractiunea Tsao,
nucleotropo-miozina
b)proteinele din plasma interfibrilara: miogenul, mioalbumina, mio-
globina, globulinax, miostromina
2)Proteinele nucleului: nucleoproteidele
3)Proteinele stromei: colagenul, elastina, reticulina
Substantele extractive neproteice:
1) Substante extractive azotate neproteice: nucleotide, baze purinice,
creatina, creatinina, dipeptide, tripeptide
2) Substante extractive neazotate: glicogenul, acidul lactic, lactacido-
genul, inozitolul
Lipidele: fosfolipidele, colesterolul, grasimile neutre
Substantele minerale din muschi sunt in numar si cantitati variabile,
in functie de muschi si de varsta animalului. Ele sunt reprezentate de saruri
de K, Mg, Ca, Na sub forma de cloruri si carbonati.
Vitaminele din carne. Produsele animale sunt surse valoroase de
vitamine, in special pentru vitaminele din grupul B, iar ficatul pentru
vitamina A.
8
Enzimele. In tesutul muscular se mai intalnesc numeroase si variate
enzime, in special proteolitice si lipolitice, care joaca un rol deosebit in
procesele biochimice de maturatie a carnii.
4.2. CARACTERISTICILE ORGANOLEPTICE, FIZICO-CHIMICE ŞI MICROBIOLOGICE ALE CĂRNII
Prin compoziţia sa chimică, carnea face parte din categoria alimentelor
uşor perisabile, ale căror caracteristici organoleptice, fizico-chimice şi
microbiologice sunt influenţate de condiţiile şi durata de păstrare.
In practică, pentru a determina starea de prospeţime a cărnii, este
necesară cunoaşterea caracteristicilor organoleptice şi a celor fizico-chimice
şi microbiologice.
4.2.1. Caracteristicile organoleptice
Prin caracteristici organoleptice se înţelege însuşirile specifice ale cărnii,
care se apreciază cu ajutorul organelor de simţ (văz, miros, gust, palpare),
şi anume: aspectul, culoarea, consistenţa, mirosul şi gustul.
Aspectul exterior şi în secţiune al cărnii este specific pentru carnea
proaspătă. La carnea proaspătă ţesutul conjunctiv, tendoanele şi suprafeţele
articulare sunt lucioase şi netede, iar măduva din oasele tubulare este elastică,
lucioasă pe secţiune şi aderă la marginile osului. .,
Culoarea cărnii variază de la roz-deschis la roşu-închis, în raport atât
de starea de prospeţime, cât şi de rasă, vârstă, sex, starea de îngrăşare şi regiunea
anatomică din care provine.
In raport cu regiunea anatomică, culoarea diferă' fiind, de regulă, mai:
închisă în regiunea gâtului şi. a abdomenului, unde se află straturi musculare mai
active. Culoarea cărnii este influenţată şi de stratul şi de culoarea
grăsimii.
9
Culoarea cărnii este importantă şi în determinarea diferitelor stări
fiziologice ale animalelor (oboseală, stare febrilă etc.), sau a modului cum a fost
executată tehnologia. de tăiere (sângerare incompletă).
Consistenţa cărnii imediat după tăiere este moale, iar a cărnii maturate
este elastică.
Consistenţa variază în funcţie de structura cărnii, de vârstă şi de starea
de îngrăşare a animalului. In general, carnea grasă are o consistenţă mai
moale decât cea slabă, iar carnea provenită de la animalele tinere este mai'
puţin consistentă decât a celor adulte. Fibra cărnii provenite de la animalele
bătrâne este mai groasă, iar carnea mai aspră decât cea de la animalele tinere
care au fibra mult mai fină.
Mirosul este o caracteristică organoleptică importantă în aprecierea
stării de prospeţime. Carnea proaspătă are miros plăcut, specific, în raport de
specie, de sexul şi de regimul alimentar al animalelor de la care previne.
Carnea de oaie are un miros specific; carnea de ţap şi de vier şi, în general,
carnea provenită de la masculi necastraţi are miros caracteristic. Când cărnurile
au un miros neplăcut, specific păstrării necorespunzătoare, sunt improprii
consumului alimentar.
Pentru determinarea mirosului se fac probe de fierbere sau de frigere,
deoarece intensitatea mirosului creşte cu ridicarea temperaturii.
Gustul cărnii este, de asemenea, caracteristic, fiind la carnea proaspătă
plăcut şi variat, după specie, vârstă, starea de îngrăşare şi regimul alimentar al
animalelor.
Foarte important este şi gradul de frăgezime al cărnii, care se referă la
un ansamblu de caracteristici, dintre care: suculenţa cărnii, tăria, elasticitatea,
rezistenţa la masticaţie şi alţi indici de calitate care pot fi determinaţi senzorial,
sau prin metode fizice şi chimice.
10
4.2.2. Caracteristicile fizico-chimice
Determinarea caracteristici lor fizico chimice ale cărnii se face prin
examen de laborator, cunoaşterea acestora fiind necesară pentru controlul
calităţii cărnii si pentru evidenţierea precisă a unor eventuale modificări
fizice-chimice, ca urmare a acţiunii microorganismelor.
Prin analize de laborator se determină, atât valoarea nutritivă a cărnii,
cât şi prezenţa unor substanţe nociv; de natură organică sau anorganică,
starea de alterare etc.
Analizele fizico-chimice, cât şi interpretarea rezultatelor obţinute, se fac
conform standardelor în vigoare.
Constantele fizice principale sunt: masa specifică şi coeficientul de
conductibilitate termică, iar analiza chimică constă în: determinarea conţinutului
de amoniac, a concentraţiei de ioni de hidrogen (pH), identificarea hidrogenului
sulfurat, a peroxidazei şi altele.
4.2.3. Caracteristicile microbiologice
Cercetarea microbiologică a cărnii este deosebit de importantă în anumite
situaţii, întrucât punerea în consum alimentar a unor cărnuri în stare
de prospeţime dubioasă poate duce, în unele cazuri, la îmbolnăvirea
consumatorilor prin infecţii, toxiinfecţii alimentare sau alte tulburări.
Prin examenul microbiologic se fac precizări asupra stării de prospeţime a
cărnii şi se pune în evidenţă prezenţa microorganismelor care produc alterarea
sau a unor bacterii patogene, elemente hotărâtoare în stabilirea
destinaţiei cărnii: pentru consumul alimentar sau pentru alte utilizări.
Modul de recoltare a probelor, păstrarea acestora, efectuarea analizelor
şi interpretarea rezultatelor se fac în conformitate cu standardele în vigoare.
11
SLĂNINA
La obţinerea preparatelor din carne se utilizează slănina tare. După
degresarea carcasei, slănina se curăţă de şoric, se taie in tablii, se
fasonează si se sărează prin metoda uscata. Pentru a se întări se
stivuieşte pe grătare in depozite de refrigerare. In timpul depozitarii se
restivuieşte de 2-3 ori.
Materiile auxiliare
Ca materii auxiliare se folosesc: sarea de bucătărie, azotatul de potasiu,
azotitul de sodiu, zahar, polifosfat, condimente,
SAREA trebuie sa fie curata, comestibila, uscata, de culoare alba la
calitatea fina si extrafina si alba cu nuanţe cenuşii la celelalte calităţi, fără
miros de mucegai sau străin. Sarea se livrează in următoarele tipuri si
calităţi: tip A
( sare obţinută prin evaporare, recristalizata) de calitate extrafina si tip B
(sarea gema comestibila) de calitate extrafina, fina, marunta, uruiala,
bulgari.
Sarea se depozitează in încăperi uscate, curate, deratizate, fără miros.
POLIFOSFAŢII se folosesc pentru preparatele din carne si pentru
semiconserve la care se cere o capacitate de hidratatre si de retinere a
apei mare.
AZOTAŢII SI AZOTIŢII se folosesc in cantităţi mici, bine determinate, in
scopul accelerării înroşirii cărnii in timpul sărării si pentru acţiunea lor
antiseptica.
CONDIMENTELE se utilizează in scopul aromatizării preparatelor din
carne. Pentru salamul de vara se folosesc usturoi si condiment universal.
12
4.3. Pregătirea materiilor prime si auxiliare
Tranşarea, dezosarea şi alesul cărnii de bovină
Carnea de bovina se primeşte in sferturi anterioare si posterioare.
Sfertul anterior se tranşează în următoarele porţiuni: spată, gât, coşul
pieptului si rasol anterior.
Sfertul posterior se tranşează în următoarele porţiuni: coada, muşchiul,
vrăbioara cu fleica, pulpa şi rasolul din spate cu cheia.
Carnea de vita se dezosează si se alege îndepărtând seul, tendoanele,
aponevrozele, cartilajele, oasele si cordoanele neuro-vasculare apoi se
sortează pe calităţi după cum urmează:
- calitatea I conine pana la 60% ţesut conjunctiv;
- calitatea a II-a conţine pana la 20% ţesut conjunctiv;
- calitatea a III-a conţine pana la 20% ţesut conjunctiv.
Tranşarea, dezosarea şi alesul cărnii de porc
De la abator carnea de porc se livrează in jumătăţi cu sau fără slănină.
Tranşarea jumătăţilor de porc se efectuează in general, pe linie aeriana,
care se continua pe mese de tranşare.
Piesele anatomice la porcine sunt:
- guşa cuprinde ţesutul muscular şi slănina din jurul gâtului şi este
secţionată cu cuţitul;
- pieptul este format din osul pieptului (sternul) cu 2/3 inferioare ale
coastelor (la locul de separare de antricot) împreuna cu carnea aferenta şi
musculatura abdominala (fleica) pana la locul de despărţire de pulpa;
- slănina obţinută prin degresare parţiala, adică porţiunea de grăsime care
acoperă toata lungimea carcasei si jumătate din lăţime;
- spata cu rasolul din fata cuprinde oasele scapulum, humerus, radius, ulna
si musculatura ce le acoperă;
- muşchiuleţul este format din muşchiul psoas;
13
- garful cuprinde întreaga coloana vertebrala SI treimea superioara a
coastelor cu musculatura aferenta;
- pulpa cu rasolul din spate cuprinde oasele bazinului, femurul, tibia,
peroneul si primul rând de oase tarsiene cu ţesutul muscular ce le
acoperă.
Dezosarea se realizează diferit in funcţie de tipul de tranşare şi de
destinaţia cărnii. Din piesele dezosate se aleg porţiunile in funcţie de
produsul ce urmează a se fabrica; franjurile de carne si grăsime
(fasonările ) obţinute constituie carnea lucru şi slănina lucru. Pentru
fabricarea salamului de vara se foloseşte slănina si carnea de porc lucru.
4.4. Obţinerea semifabricatelor
4.4.1. Conservarea cărnii şi a slăninii
Carnea fiind un aliment uşor perisabil este necesar sa se intervină pentru
a evita alterarea. Conservarea se poate realiza prin metode fizice, fizico-
chimice şi chimice. Fabricarea salamului de vara presupune combinarea
acestor metode.
Astfel, după tranşare, carnea se supune sărării si depozitarii in stare
refrigerata. În acest timp au loc transformări chimice care duc la înroşirea
şi creşterea frăgezimii cărnii. Metoda sărării este o metoda de conservare
a cărnii cunoscuta din cele mai vechi timpuri si se aplica in bune condiţii
combinata cu metodele de conservare prin frig (2 ... +4oC).
La sărare se foloseşte sare si un amestec de sărare, ambele având ca
scop îmbunătăţirea gustului şi culorii cărnii (dând o culoare stabila roz-
roşiatică, caracteristica preparatelor. În amestecurile de sărare se
introduce azotatul de sodiu sau de potasiu, azotitul de sodiu sau de
potasiu si uneori zaharul. După modul în care se utilizează aceşti
componenţi in procesul de sărare, adică în stare solida sau în soluţie, se
14
deosebesc mai multe metode de sărare: sărarea uscata, sărarea umeda,
sărarea mixta.
Sărarea uscată - în funcţie de rapiditatea cu care dorim sa maturam
semifabricatele se folosesc amestecuri de sărare cu efect de maturare lent
(tip A) sau amestecuri de sărare cu efect de maturare rapid (tip B).
Consumul specific de amestec de sărare diferă în funcţie de anotimp fiind
mai mare vara.
Prepararea amestecurilor de sărare, indiferent de tip se face intr-un
malaxor in funcţiune adăugând la început 1kg de sare, apoi componenţii
si in continuare sare până la 100kg. Se continua malaxarea încă 5-6 min
si se fac probe de omogenitate in laborator.
Sărarea umedă - presupune prepararea unei soluţii de sare si ingrediente,
făcută in apă, denumita saramura. Compoziţia, concentraţia saramurii si
durata menţinerii produsului in aceasta saramura diferă la fiecare produs.
Sărarea umeda se poate realiza prin imersiune (cufundarea
semifabricatelor in bazine cu saramura), injectare sau prin asocierea celor
doua metode.
Tehnica de preparare a saramurii si proporţia constituenţilor diferă in
funcţie de metoda folosită pentru sărare. Semifabricatele destinate sărării
umede trebuie sa aibă temperatura de 12°C, injectarea efectuându-se
numai in incinte răcite.
4.4.2. Pregătirea şrotului
Carnea de vita si de porc primita de la transare, aleasa si portionata in
bucati de 200-300 9 se omogenizeaza cu amestecul de sarare in cuva unui
malaxor, dupa care şrotul (carnea sarata) se scoate in tavi de aluminiu
transportandu-se apoi spre maturare in camerele frigorifice unde se afla si
bratul. Tavile se incarca in asa fel incat la stivuire carnea sa nu vina in
15
contact cu fundul tavii de deasupra. Şrotul se tine la maturat la +4 ... +5 0C
timp de 3-4 zile cand s-a folosit un amestec de sarare tip A, sau 24-36 h cand
s-a folosit amestec de sarare tip B. Pentru reducerea substantiala a timpului
de maturare a sroturilor se practica metoda tocarii carnii cu un cutit special si
sita cu ochiuri de 20 mm (vorsneider), procedeu prin care se reduce timpul de
maturare la 16 ore. Şrotul nu trebuie sa stea mai mult de 4 zile pana la
intrarea in fabricatie.
4.4.3. Pregătirea bratului
Bratul este un element de structura al salamurilor, o pasta fina de carne
care joaca rolul de liant sau material de legătura al compoziţiei acestora.
Calitatea bratului are o deosebita importanta pentru calitatea produsului
finit si ea este influenţata de o serie de factori iniţiali ca: temperatura de
prelucrare, procentul de ţesut conjunctiv al cărnii si in special calitatea cărnii
(vârsta si starea de îngrăşare). Prepararea bradtului se poate realiza in mai
multe variante in funcţie de felul cărnurilor folosite:
- Bratul din carne calda: carnea aleasa pe calităţi se trece prin maşina
de tocat (volf) având sita cu ochiuri de 2-3mm, obţinându-se trei categorii de
bradt in funcţie de carnea folosita ca materie prima - bradt calitatea I, bradt
calitatea a II-a si bradt calitatea a III-a. Carnea tocata se introduce in maşina
de mărunţit fin (cuter), se lasă să execute o rotaţie si apoi se adaugă
amestecul de sărare A sau B lăsând cuva să mai facă 2-3 rotaţii in timp ce se
adaugă treptat apa cu gheata ( in funcţie de calitatea bratului) a cărei
temperatura nu va depăşi +50C:
pentru brat I -40-42% apa;
pentru brat II -30-32% apa;
pentru brat III -250/0 apa;
16
Se prelucrează până când pasta de carne devine lipicioasa, după care
se scoate in tăvi de aluminiu sau otel inoxidabil, in strat de 14-18cm, fiind
depozitata apoi in camere frigorifice după cum urmează:
- bratul fabricat folosind amestec de sărare A se maturează la
temperatura de 0oC sau +4oC timp de 16-72 ore;
- bratul fabricat folosind amestec de sărare B se maturează la
temperatura de 6oC ... 8°C timp de 8-10 ore.
Tăvile se depozitează pe loturi, in stive construite pe grătare.
- Bratul din carne rece: in noţiunea de carne rece se include carnea
zvântata, refrigerata, decongelata sau maturata in carcasa 4-5 zile, cat si
carnea maturata ca şrot.
Din carne rece se pot prepara mai multe sortimente de braţ:
- bratul preparat cu amestec de sărare, din carne zvântata, refrigerata
sau decongelata;
- bratul preparat cu saramura;
- bratul preparat din carne maturata in carcasa timp de 4-5 zile;
- bratul preparat din carne maturata ca şrot (din carne preparata de pe
căpăţâni de vita).
Toate aceste tipuri de braţ suporta aceleaşi prelucrări mecanice,
diferind de la sortiment la sortiment proporţia componenţilor de sărare sau din
saramura cat si timpii de maturare.
5. Descrierea etapelor procesului tehnologic
5.1. Prepararea compoziţiei
Prin compozitie, in industria preparatelor de carne se intelege tocatura cu
care urmeaza sa fie umplute membranele.
Pentru parizer compoziţia se pregateşte in cuter. Materiile prime care
alcatuiesc compozitia sunt prelucrate astfel:
17
- bratul, dupa perioada de maturare din frigorifer de 16-18h, se
introduce in cuva cuterului, in vederea prelucrarii lui impreuna cu celelalte
componente
- slanina este adusa din frigorifer, unde a fost conservata si maturata
la temperatura joasa si tocata la Volf (fig.1b.) prin sita cu ochiurile de 3mm. Se
adauga, in continuare, in cuva cuterului, slanina si carne de porc, carne de
vita sau alte componente; acestea se vor marunti, de asemenea, la Volf (fig.1b.).
Deoarece carnea de porc are o textura mai fina, va fi maruntita printr-o
sita cu gaurile mai mari, iar carnea de vita care prezinta o textura mai atoasa
si legaturi intre tesuturi intre tesuturi mai puternice, va fi maruntita mai fin.
Toate aceste componente sunt introduse in cuter si se prelucreaza
împreuna cu bratul. In timpul functionarii cuterului datorita frecarilor, se
constata o crestere a temperaturii compozitiei. Pentru a anihila aceasta crestere a
temperaturii, se va adauga in cuva cuterului gheata maruntita sau
apa racita.
Amestecul de condimente, in prealabil macinate, se presara pe intreaga
suprafata a pastei in timpul rotirii cuvei, pentru a realiza in acest fel
repartizarea lor uniforma in compozitie.
Timpul optim de prelucrare a pastei la cuter se considera terminat In
functie de urmatoarele caracteristici:
- pasta prezinta o structura omogena si bine legata;
- culoarea pastei este deschisa;
- aspectul pastei este lucios;
- este adeziva (lipicioasa de mana).
5.2. Umplerea compoziţiei în membrane şi legarea batoanelor
Aceasta operatie presupune parcurgerea urmatoarelor etape:
-pregătirea membranelor:
18
a) pentru membrane naturale: scuturarea de sare, inmuierea, spalarea
cu apa potabila, taierea in bucati, legarea la unul din capete;
b) pentru mate cusute: inmuiere in apa, intoarcerea cu cusatura
inauntru;
c) pentru membrane artificiale: taierea In bucati de lungimea
batoanelor, inmuierea in apa, legarea la un capat.
- umplerea în membrane se realizeaza cu spritul cu vacuum reglat
pentru salam de vara, in membranele indicate in reteta;
Compozitia preparata se introduce in membranele pregatite in prealabil,
care
pentru parier au calibrul cuprins intre 16 si 120mm, dupa care se leaga sau
se rasucesc in asa fel incat compozitia sa nu mai poata iesi din ele. Operatia
de umplere se face cu ajutorul spritului utilaj care poate fi actionat manual,
mecanic sau hidraulic. Unele dintre acestea sunt prevazute cu instalatii de
creare a vidului in membrane in timpul umplerii. Daca umplerea se face cu sprit
fara vacuum, trebuie acordata o atentie deosebita, pentru a se evita
formarea golurilor de aer.
-formarea batoanelor, legarea, stufuirea si punerea pe bete
Sortimentele care au diametrul (calibrul) mai mic, si anume: crenvurstii,
carnaciorii extra, polonezi, carnaciorii Mures, Frankfurter, carnatii Debretin si
altele, se rasucesc formand siraguri cu dimensiunea prescrisa de normele
tehnologice, legarea facandu-se numai la capetele siragului.
Dupa o rasucire sau dupa legare, siragurile sau batoanele astfel pregatite
se asaza pe bete si acestea pe rastele metalice lasand intre batoane si intre
randuri spatiu de circulatie a fumului, pentru a fi duse, in ce celulele de
afumare. Daca batoanele sunt prea apropiate vor avea pete albe, neafumate.
5.3. Tratamentul termic
19
Afumarea calda (fig.6.) se realizeaza in 2 faze:
-zvantarea membranei (45°-75°C /25-35 min);
-afumarea calda propriu-zisa (45°-75°C /35-45 minute)
Fierberea preparatelor din carne se realizeaza in scopul finalizarii
structurii si pasteurizarii produselor in apa sau in abur. In timpul fierberii se
controleaza temperatura (72°-75°C) in centrul termic al batoanelor cu
termometre speciale. Fierberea dureaza 1-1.5 ore.
5.4. Răcirea
Are ca scop trecerea rapida a produsului la temperatura de refrigerare
in scopul evitarii germinarii spori lor de bacterii ce ar duce la alterarea
produselor.
5.5. Depozitarea
Parizerul se depoziteaza in depozite conditionate la + 2 ... +4 ° C si
Ø=75% conform tehnologiei. Batoanele trebuie sa fie atarnate, fara sa se
atinga intre ele si sa aiba un spatiu suficient pentru circulatia aerului.
5.6. Transformări fizico-chimice şi biochimice
Carnea si preparatele din carne cu structurǎ fibrilara, în comparatie cu
cele cu structura omogena, sufera, în plus, dezorganizari ale structurii
macroscopice si microstructurale, restul de modificari fiind aceleasi pentru toate
preparatele din carne, indiferent de structura lor, si anume :
• dezorganizari la nivel de structura a proteinelor miofibrilare si
sarcoplasmatice ;
• modificari fizico-chimice, în principal modificarea pH-ului si capacitatea
de retinere a apei ;
20
• modificari senzoriale (culoare, gust, miros, textura) ;
• formarea de suc (pierderi de substante azotoase, lipide, minerale,
vitamine) deci contribuie la scaderea valorii nutritive ;
• scaderea valorii nutritive din alte cauze.
a) Dezorganizarea structurii macroscopice si microstructurale a tesutului
muscular
La nivel macroscopic, modificarile care au loc în tesutul muscular
depind de temperatura si felul tratamentului termic (umed/uscat).
- pâna la temperatura de 50°C, fibrele musculare îsi micsoreaza diametrul ;
- la temperaturi cuprinse între 50 si 60°C se continua contractarea fibrelor
musculare precum si a tesutului conjunctiv care alcatuieste perimisium si
endomisium ;
- la temperaturi mai mari de 70°C se continua contractarea tesutului conjunctiv,
având loc si o fragmentare a acestuia.
La nivel microscopic se constata urmatoarele :
- pâna la temperatura de 50°C are loc o scurtare însemnata a sarcomerului si o
degradare a liniei Z ;
- la 60°C se initiaza coagularea filamentelor groase de miozina si începe
dezintegrarea filamentelor subtiri de actina, precum si pierderea liniei M ;
- la 70°C are loc dezintegrarea masiva a filamentelor subtiri si coagularea în
continuare a filamentelor groase;
- la 80…90°C structura filamentelor este pierduta.
b) Dezorganizari la nivel de structura a proteinelor
Modificarile de structura a proteinelor miofibrilare si sarcoplasmatice
sunt în functie de temperatura atinsa de produs. Pâna la atingerea temperaturii de
90…95°C, transformarile pe etape, suferite de proteinele carnii sunt
urmatoarele:
21
- între 30 si 50°C, modificarile proteinelor constau în deplierea lanturilor
peptidice si formarea de legaturi transversale, relativ instabile. În acest interval
de temperatura începe denaturarea proteinelor sarcoplasmatice. Modificarile
proteinelor, în special a celor miofibrilare, influenteaza : solubilitatea (scade) ;
capacitatea de retinere a apei (se micsoreaza) ; pH-ul (creste)
- între 50 si 60°C modificarile proteinelor constau în diminuarea severa a
solubilitatii proteinelor miofibrilare si o diminuare progresiva a solubilitatii
proteinelor sarcoplasmatice, în rearanjarea structurala a proteinelor miofibrilare,
se formeaza legaturi mai stabile între lanturile polipeptidice, se continua
denaturarea proteinelor sarcoplasmatice.
- între 60 si 80°C sunt denaturate în totalitate proteinele miofibrilare si
sarcoplasmatice, solubilitatea lor fiind minima. Colagenul începe sa se contracte
la 65°C si la temperaturi mai mari începe sa se transforme în glutina si gelatoze.
- la temperaturi peste 95°C au loc urmatoarele modificari : o hidroliza partiala a
proteinelor, în special a celor sarcoplasmatice cu formare de polipeptide cu masa
moleculara mai mica, nivelul de hidroliza fiind dependent de nivelul de
temperatura atins, având în vedere acelasi timp de încalzire.
Prin depasirea temperaturii de 100°C au loc decarboxilari, dezaminari
si desulfurizari ale proteinelor, aminoacizilor liberi cu sulf si glutationului. În
aceasta directie, proteinele structurale sunt principala sursa de H2S, cantitatea de
H2S formata fiind dependenta de felul carnii, gradul de prospetime al acesteia,
de durata de actiune a caldurii.
La temperaturi > 100°C, cresterea nivelului de NH3 este pus pe seama
dezaminarii aminoacizilor liberi, a peptidelor si a polipeptidelor, fapt ce explica
nivelul ridicat de NH3 din conservele de carne sterilizate.
c) Modificările fizico-chimice
Principalele modificari fizico-chimice se refera la pH si capacitatea de
retinere a apei, ambele fiind în strânsa dependenta de modificarile proteinelor.
22
În general, pH-ul carnii creste pâna la 70°C cu circa 0,4 unitati. Astfel, daca se
pleaca de la o carne cu pH=5,6 (carne refrigerata), se ajunge la pH~6,0. Aceasta
crestere este pusa pe seama ruperii legaturilor în care sunt implicate gruparile
imidazol, sulfhidrice si hidroxilice.
Capacitatea de retinere a apei este modificata în sensul diminuarii ei. Scaderea
capacitatii de retinere a apei este drastica în intervalul 40…50°C, dupa care
diminuarea este mai lenta, însa gradul de diminuare este în functie de
temperatura.
d) Pierderile de suc.
Pierderile de suc, respectiv bulion de carne, la aplicarea unui tratament termic,
sunt influentate de urmatorii factori : felul carnii, pH-ul carnii, capacitatea de
retinere a apei, structura ,,închisa’’ sau ,,deschisa’’ a carnii, tipul de tratament
termic aplicat, prezenta sau absenta membranelor.
La prajire, coacere, frigere, pierderile de anumiti nutrienti sunt mai
reduse decât la fierberea directa a carnii, în schimb sunt mai mari cele de
grasime în bulionul ce se formeaza.
e) Modificarile senzoriale
Aceste modificari se refera la culoare, aroma, textura.
Culoare. Carnea si produsele din carne care nu au fost sarate în prezenta
de azotati/azotiti vor capata o culoare bruna-cenusie, atât la suprafata, cât si în
profunzime, la pasteurizare, blansare, fierbere, sterilizare, datorita transformarii
pigmentilor din stare redusa sau oxigenata în pigmenti în stare oxidata. Chiar
daca globina se denatureaza complet la 80…85°C, culoarea carnii începe sa se
modifice începând de la 40°C.
La carnea supusa coacerii, prajirii, frigerii, culoarea la suprafata este
bruna-roscata, datorita, în principal, reactiilor Maillard.
La produseledin carne sarate în prezenta de azotiti sau azotati ,
culoarea produselor pasteurizate, blansate, fierte, sterilizate se datoreaza
pigmentilor de sarare (nitrozomioglobina si nitrozohemoglobina) care sunt
transformati în hemocromogeni nitrici prin denaturarea partii proteice a
23
pigmentilor respectivi. Daca sunt prezenti reducatori (de exemplu acid ascorbic)
si metmioglobina eventual formata în carne înainte de sarare se poate transforma
în hemocromogen cu globina denaturata.
Aroma (gust si miros). Carnurile tratate termic poseda o aroma
deosebita, deoarece la tratament termic din diferiti precursori de aroma solubili
si insolubili în apa se formeaza substante specifice de aroma, volatile si
nevolatile.
Tratamentul termic intensifica aroma carnii ca rezultat al actiunii
directe a caldurii asupra proteinelor si asupra componentelor azotate solubile în
apa, al reactiilor de termodegradare oxidativa a grasimilor proprii carnii, ca
rezultat al reactiilor de îmbrumare Maillard, al reactiilor de piroliza a zaharurilor
si aminoacizilor, al reactiilor de degradare termica a ribonucleotidelor.
Textura carnii. Textura carnii, caracterizata prin fragezime, suculenta,
este foarte mult modificata prin aplicarea unui tratament termic ca o consecinta:
• deshidratarii mai mult sau mai putin avansate. Deshidratarea conduce la
cresterea rezistentei la masticatie a carnii, deci influenteaza negativ fragezimea
prin pierderea suculentei ;
• expulzarii de grasime din celulele grase si dispersia acesteia în masa carnii
conduce la îmbunatatirea fragezimii si suculentei ;
• hidrolizei colagenului care conduce la îmbunatatirea fragezimii si
suculentei ;
• denaturarii si coagularii proteinelor, în special a celor structurale, care
conduc la înrautatirea fragezimii si suculentei.
În general, textura carnii tratate termic se îmbunatateste la temperaturi
superioare celei de 80°C, deci o data cu solubilizarea unei cantitati mai mari de
colagen si o data cu dispersarea grasimii în carne. Cu cât în carnea tratata termic
se retine o cantitate mai mare de apa, cu atât produsul este mai suculent, mai
fraged.
f) Modificarea valorii nutritive
24
Tratamentele termice conduc la o micsorare a valorii nutritive a carnii
în ansamblul sau, valoarea biologica a proteinelor scazând cu 5-7%, iar
digestibilitatea acestora cu 4-6%. Contributia cea mai mare la scaderea valorii
nutritive în cazul carnii tratate termic în prezenta apei o au pierderile de
substanta uscata în sucul eliberat iar în cazul carnii tratata termic uscat,
pierderile de valoare nutritiva se datoreaza distrugerii unor vitamine, diferitelor
reactii în care sunt implicate proteinele si lipidele.
Având în vedere consecintele tratamentului termic clasic asupra carnii
si produselor din carne, tehnologiile moderne folosesc metode care reduc la
minim pierderile de valoare nutritiva.
5.7. ALEGEREA ŞI DIMENSIONAREA UTILAJELOR
5.7.1. MAŞINA DE TOCAT CARNE
Masinile de tocat carne sunt instalatii destinate productiei industriale a produselor din carne si a altor produse alimentare. Permit tocarea produsului la finetea impusa de structura, ce se obtine datorita componentelor binevenite ale setului de taiere.
Masinile de tocat carne se remarca printr-o constructie solida, care îndeplineste toate cerintele de igiena si fiabilitate. Formele rotunjite si suprafetele lustruite permit o curatire optima.
Toate elementele de comanda sunt în câmpul vizual al deservirii, cu acces simplu.
25
Fig. 1a. Maşina de tocat carne RM 114 P Fig. 1b. Volful
Masina se preteazǎ bine pentru mǎruntirea tuturor sortimentelor de carne crudǎ, slǎnina, subproduse. Pentru camea cruda si decongelatǎ se foloseste turatia redusǎ, iar pentru carnea fiartǎ si turatiamare a electromotorului, masina nu poate fi folositǎ pentru carneadecongelatǎ.
Pentru exploatarea în bune conditii a masinii se vor avea in vedere urmǎtoarele: zilnic, înainte de pornirea masinii, se verificǎ starea de igienǎ a acesteia, snecului de alimentare, presare si sistemuluii de tǎiere, inclusiv al carcaselor respective, se executǎ ungerea la locurilie prevǎzute,se conecteazǎ tabltourile la retea, masina se trece pe viteza micǎ prin comutatorul de regim de functionare si se apasǎ pe butonul de pornire.Lǎsându-se in functiune câteva minute, dupǎ care se apasa pe butonul de oprire.
Dacǎ nu s-a constatat nici o defectiune, masina se poate porni din nou pe turatia maximǎ, dupa ce s-a atins turatia joasǎ, masina se incarcǎ numai dupǎ pornirea motoruiui electric.
Personalul care deserveste masina va avea grija ca sǎ alimenteze continuu masina în timpul functionǎrii, sǎ nu patrundǎ obiecte straine in pâlnia de alimentare, sǎ respecte reguiile de protectia muncii.
5.7.2. MALAXOARE UNIVERSALE CU VACUUM
Malaxoarele universale cu vacuum sunt instalatii destinate productiei industriale a produselor din carne si a altor produse alimentare. Permit amestecarea atenta a produsului în vacuum cu ajutorul sensului dirijat de rotire a amestecatoarelor. Prin amestecarea carnii în vacuum, se destinde si se îmbunatateste structura carnii. Structura produselor din carne, în sectiune, este fara bule de aer.
26
Malaxoarele universale cu vacuum sunt echipate cu amestecatoare tip snec sau palete.
Malaxoarele universale cu vacuum se remarca printr-o constructie masiva, care îndeplineste toate cerintele de igiena si fiabilitate.Formele rotunjite si suprafetele lustruite permit o curatire optima.
Fig.2. Malaxor universal cu vacuum
5.7.3. CUTERE DE MARE VITEZĂ CU VACUUM
Cuterele de mare viteza cu vacuum sunt instalatii destinate productiei industriale a produselor din carne si a altor produse alimentare. Produsul prelucrat în vacuum leaga, într-o mai mare masura, apa cu grasimile si creste stabilitatea termica. Structura produselor din carne este, în sectiune, fara bule de aer. Turatia, care este reglabila continuu, permite obtinerea structurii dorite a produsului. Rotatia inversa permite o amestecare atenta. Cuterele de mare viteza cu vacuum se remarca printr-o constructie masiva, care contribuie la diminuarea zgomotului si a vibratiilor la turatia ridicata a cutitelor. Solutia constructiva originala a capului cutitelor asigura o fiabilitate prelungita a lagarelor arborelui cutitelor, echilibrarea mai buna a cutitelor, poluare sonora mai redusa, montaj mai simplu si rezultate mai bune la taiere. Formele rotunjite si suprafetele lustruite permit o curatire optima.S-a pus un mare accent pe ergonomie si, ca urmare, toate elementele de comanda sunt în câmpul vizual al deservirii, cu acces simplu.
UM 500 V
Volum / (dm3) 500Doza maxima / (kg) 300
Turatia amestecatoarelor /
(rotatii/min.)
42
Putere totala / (kW) 7,1Lungime a / (mm) 1 945Latime c / (mm) 1 050
Înaltime b / (mm) 1 600Masa / (kg) 980
Tensiune de comanda / (V)
24 V AC
27
Fig.3. Cuter de mare viteză cu vacuum K 330 VF
5.7.4. MAŞINI DE UMPLUT CU VACUUM
Masinile de umplut cu vacuum sunt instalatii destinate productiei industriale a produselor din carne si a altor produse alimentare. Sunt oportune pentru umplerea mezelurilor. Pot lucra continuu sau în doze programabile. Produsul este transportat în masina de umplut continuu, aceasta având o capacitate suficienta. Masinile de umplut sunt echipate cu compresor, datorita caruia este posibila reglarea vacuumului dorit, eliminându-se posibilitatea aparitiei bulelor de aer. Tuburile de umplere sunt interschimbabile, pentru diferite calibre. În vederea cresterii caracteristicilor de utilitate, sunt echipate cu motoare cu doua turatii, care permit cresterea capacitatii capului în timpul regimului continuu de umplere. De asemenea, este posibila si umplerea cu ajutorul unei instalatii complementare de rasucire. Masinile de umplut cu vacuum se remarca printr-o constructie masiva, care îndeplineste toate cerintele de fiabilitate.Formele rotunjite si suprafetele lustruite permit o curatire optima.Toate elementele de comanda sunt în câmpul vizual al deservirii, cu acces simplu.
K 330 VFVolumul vasului (dm3) 330
Dimensiuni exterioare (L x B x H) / (mm)
3 000 x 2 700 x 1
600Gabarit / (mm) 2 100
Turatia cutitelor / (rotatii./min.)
– de amestecare 90 - 140– optimálne de taiere 100 - 3
900Viteza max. de taiere / (m/s) 130
Turatia vasului / (rotatii/min.) 3 - 5 - 7 - 10
Vacuum max. 60 k PaNumar cutite (reglabil) 8
Putere totala / (kW) 120Masa / (kg) 5 500
28
Fig. 4. Maşină de umplut cu vacuum NAVA
NAVAMarimea portiilor de dozare
– roata mare 45 – 75 g– roata mica 75 – 125 g
Capacitate / (kg/h) 200 – 2 400 kg/hCapacitate la dim. crenvurstilor 125 gr. 800 kg/h
Capacitate la dim. crenvurstilor 65 gr. (U-159), 75 gr. (NAVA)
600 kg/h
Capacitate la dim. crenvurstilor 35 gr. (U-159), 45 gr. (NAVA)
300 kg/h
Diametrul tuburilor de umplere 12; 14; 16; 18; 22;
25; 30; 40; 50 mm
Volumul cuvei 250 lDimensiuni principale (l x L x H) 600 x 900 x 1
900 mmMasa 500 kg
Electromotor: putere 1,5 – 2,2 kW900 – 1 400
29
ot./min.Compresor: capacitate 1 400 ot./min.
8 – 10 m3/h
5.7.5. INSTALAŢIE DE BASCULARE TIP COLOANĂ DIN INOX
Dispozitivul basculant tip coloana este o instalatie complementara pentru masinile de tocat carne, malaxoare universale si masini de umplut cu vacuum. La cererea si dupa necesitatile clientului, pentru simplificarea si accelerarea procesului de productie, este posibila livrarea acestuia.
Fig.5. Instalaţie de basculare NSP 2 NSP 2
Capacitate / (kg/h) 2.,2Încarcarea max. admisa a furcii dispozitiv
basculant / (kg/h)260
Viteza de ridicare / (mm/s) 75Dimensiuni principale (l x adâncime x h) / (mm) 1 220 x 700 x 2
625Înaltimea minima a tavanului încaperii / (mm) 2 800
Masa / (kg) 380
5.7.6. CAMERĂ DE AFUMARE
Camerele de afumare sunt instalatii destinate productiei industriale a produselor din carne si a altor produse alimentare prelucrate termic. Permit înrosirea, uscarea, afumarea si fierberea automata într-un singur ciclu de productie, fara necesitatea unei alte manipulari. Constructia camerelor de afumare este solutionata modular. Prin crearea modulelor, este posibila crearea unei instalatii cu capacitate variabila pentru
30
produsul fabricat în functie de necesitatile utilizatorului.Echiparea de baza a camerelor de afumare:
o sistem de comanda cu microprocesor o masurarea psicrometrica a umiditatii o sistem de încalzire cu limitele de temperatura 0 – 100°C o sistem de curatare o sistem de umidificare o sistem de circulatie o sistem de aductiune a fumului o sistem de aductiune a aerului proaspat o sistem de ventilatie o generator de fum
Sistemul de comanda cu microprocesor comanda procesul tehnologic de prelucrare termica a produsului conform unui program selectat anterior. Comanda generatorul de fum, sistemul de curatare din camera si functionarea ventilatoarelor. Urmareste si regleaza umiditatea si temperatura din camera, temperatura din miezul produsului si temperatura din generatorul de fum. Display-ul afiseaza temperatura din camera, miezul produsului, umiditatea din camera, timpul actual, numarul programului si numarul pasului. Afisarea valorilor programate si a celor reale nu este limitata de display, este posibila prin intermediul calculatorului, imprimantei si al înregistratorului. Arhivarea este, de asemenea, posibila. Sistemul de comanda cu microprocesor permite memorarea a 99 programe, fiecare program continând 20 de pasi. Programele întrerupte datorita caderii alimentarii cu energie electrica continua din acelasi loc dupa reluarea alimentarii.
Masurarea psicrometrica a umiditatii. Umiditatea din camerele de afumare se determina din valorile temperaturii masurate cu termometru uscat si din temperatura masurata cu termometru umed prin intermediul sistemului de comanda cu microprocesor.
Sistemele optionale de încalzire a camerelor de afumare:o sistem de încalzire electric o sistem de încalzire cu abur o sistem de încalzire cu gaze
Sistemul de curatare este comandat de sistemul de comanda cu microprocesor si permite curatarea spatiului interior a camerei de afumare.
Sistemul de umidificare este comandat de sistemul de comanda cu microprocesor în functie de valoarea masurata a umiditatii în camera de afumare. Prin umidificarea cu apa, se poate obtine umiditatea maxima de pâna la 92%. La acest sistem, apa este pulverizata cu diuzele din interiorul camerei de afumare în asa fel, încât sa atinga suprafetele de încalzire. Concomitent, în cazul încalzirii conectate, se obtine transformarea aproape perfecta a apei în abur.
Sistemul de circulatie asigura, prin intermediul ventilatoarelor de circulatie, circulatia uniforma a aerului, a amestecului de aer cu fum sau a
31
aburilor în camera de afumare, asigurând, în acest fel, dispunerea uniforma a caldurii în tot spatiul. Parte componenta a sistemului de circulatie este sistemul de aductiune a fumului, sistemul de aductiune a aerului proaspat, precum si sistemul de aerisire. Sistemul de aductiune a fumului se compune din tubulatura de legatura de la generatorul de fum la camera de afumare si clapeta de închidere. Sistemul de aductiune a aerului proaspat contine clapeta de aductiune a aerului proaspat. Sistemul de aerisire se compune din clapeta de închidere, ventilatorul de aspirare si cosul de fum.
Generatorul de fum este parte inseparabila a camerelor de afumare. Sunt la dispozitie doua tipuri de generatoare de fum în functie de cantitatea de fum necesara.
Anexele optionale ale camerelor de afumare:o racire pentru posibilitatea de afumare cu fum rece o dus o catalizator o carucioare pentru afumatoare o bare de afumatoare
Varianta constructiva optionala a camerelor de afumare:o varianta standard
Varianta standard permite alinierea carucioarelor pentru afumatoare unul dupa altul, de-a lungul camerei de afumare.Varianta optionala a deschiderii usii în camerele de afumare:
o varianta dreapta
Fig. 6. Cameră de afumare
Camere de afumare
KWM M
1. Latime a / (mm) 1 200
32
2. Latime b / (mm) 4603. Latime c / (mm) 1 660
4. Adâncime d / (mm)
1 310
5. Adâncime e / (mm)
–
6. Înaltime f / (mm)
2 850
7. Înaltime g / (mm)
2 200
8. Masa / (kg) 7009. A Putere camera de afumare / (kW)
27
10. B Putere camera de
fierbere / (kW)
26
11. Produse / (kg/8 h)
460 – 600
12. Numar carucioare
1
13. Dimensiunile carucioarelor
0,75 x 1 x 1,7
6. NORME DE IGIENA ŞI PROTECŢIA MUNCII
6.1. Norme de igienă specifice în industria alimentară
In fabricile de preparate din carne se are în vedere asigurarea
condiţiilor de lucru in ceea ce priveşte protecţia lucrătorilor împotriva
accidentelor de munca şi a îmbolnăvirilor profesionale.
In frigorifer se va avea in vedere aerisirea ritmica a salilor de masini,
verificarea periodica a instalatiilor si asigurarea functionarii normale a
acestora, interzicerea folosirii surselor deschise de foc, etanseitatea
tablouri lor electrice, asigurarea echipamentului de protectie minim necesar.
La lucru vor fi admise numai persoane calificate si special instruite in acest
scop.
In salile de transare carcasele se aduc pe linia aeriana prin impingere.
33
Operatiile de transare, dezosare si ales se executa cu ustensile si utilaje
verificate, cu maximum de atentie si de catre persoane instruite. Muncitorii
transatori vor purta in timpul lucrului burtiere flexibile si manusi de zale sau
cel putin manecute. Cutitul trebuie sa fie bine fixat in ma ner, cu opritor
pentru a nu aluneca mana pe lama si ascutit periodic pentru a nu se depune
efort inutil. Mana stanga va fi tinuta lateral sau in urma cutitului pentru a
evita accidentele prin taiere. Produsele de transare vor fi scoase din sala cu
ajutorul grandurilor sau carucioarelor, prin impingere. Tavile se stivuiesc
numai daca au picioruse de sprijin corespunzatoare, pentru a evita
rasturnarea stivelor.
Pavimentele trebuie pastrate in perfecta stare de curatenie si uscate
pentru evitarea alunecarii.
Culoarele de acces trebuie mentinute degajate de orice ar putea
impiedica libera circulatie. In depozite trebuie mentinuta ordinea si
curatenia,
fiind posibil accesul in orice moment la semifabricate sau produsele din
depozit.
Utilajele vor fi verificate din punct de vedere al siguranţei exploatarii la
începutul fiecarei zile/schimb de lucru. Inainte de incarcare se va face o proba
la mers in gol. In timpul functionarii utilajul nu se lasa nesupravegheat.
La volf se incarca palnia de alimentare si se dirijeaza carnea spre
alimentare cu un mai de lemn.
Cuterul nu va fi pornit daca are capacul ridicat chiar daca circuitul de
siguranta defect permite aceasta.
6.2. Norme de igienă personală a lucrătorului în industria
alimentară
Igiena consta intr-un ansamblu de reguli si practici referitoare la:
- starea de sănătate a personalului
34
- organizarea spatiilor de lucru;
- dotarea cu echipamente de intretinere a alimentelor;
- exploatarea si intretinerea utilajelor;
- curatenia corporala si vestimentara a personalului muncitor.
Curatenia in industria alimentara trebuie privita sub doua aspecte;
curatenia aparenta numita si fizica si curatenia bacteriologica. Este -deci
indispensabila munca in conditii bune de igiena si efectuarea frecventa a
controlului microbiologic al produselor finite. In cazul constatarii unui
numar mai ridicat de germeni, este necesar controlul ansamblului de
posturi care formeaza circuitul tehnologic de obtinere a produsului, pentru
a depista originea contaminarii. Aceasta poate proveni de la materiile
prime sau de la agentii de contaminare din fabrici, care pot fi vehiculati
prin: materialele mobile, materiale imobile, materii prime, ambalaje,
personal, curenti de aer, apa, etc.
Legea sanitar-veterinara stabileste igienizarea obligatorie şi permanenta a
intreprinderilor de industrializare a carnii. Masurile se refera la
urmatoarele aspecte:
-in dezinfectorul de la poarta de intrare in unitate, zilnic se va asigura
necesarul de soda caustica 2% . in perioadele de inghet, solutia se va
completa cu clorura de sodiu 10-15 %.
-Mijloacele auto de pransport pot patrunde in unitate numai cu avizul
serviciului veterinar.
-mijloacele auto de transport nu pot iesi din unitate decat cu avizul
serviciului veterinar, dupa trecerea prin statia de spalare si dezinfectie.
-statia de spalare si dezinfectie a mijloacelor auto pentru transport
carne si produse din carne trebuia sa fie incadrata cu personal muncitor
specializat si in numar suficient, pentru a asigura spalarea si dezinfectia
tuturor mijloacelor de transport care aduc sau scot din unitate produse
animaliere.
35
-spalarea si dezinfectia mijloacelor de transport se face in totalitate, atat in
interiorul cat si in exteriorul masinii, inclusiv caroseria.
In spatiile tehnologice din fabricile de prelucrare a produselor de origine
animala, igienizarea se face folosindu-se apa rece, apa calda la 37°C, apa
fierbinte la 83° C, detergenti autorizati, solutie 2 % soda caustica (Na OH)
pentru pardoseli, iar dezinfectia mainilor personalului se face cu solutii de
dezinfectie preparate conform instructiunilor din specificatii. Carligele, dupa
spalare se decontamineaza cu apa la 83°C si apoi se ung cu ulei de
parafina.
Navetele se spala cu apa calda si detergenti, se clatesc SI se
dezinfecteaza, daca e cazul cu solutie dezinfectanta autorizata.
Utilajele demontabile, dupa demontare, se curata prin spalare, iar dupa
controlul curateniei mecanice se dezinfecteaza.
Ambalajele metalice, cutitele, tavile se inmoaie, se spala cu detergenti
SI se dezinfecteaza apoi se clatesc in mod repetat cu apa potabila.
Suprafetele din spatiile tehnologice care prezinta un risc de contaminare a
carnii si a unor produse din carne, dupa dezinfectie vor fi controlate prin testul
E.coli.
Personalul care lucreaza in unitatile economice de profil va fi admis la
lucru numai daca are dosarul medical personal completat si avizat de
medicina muncii. La intrarea in unitate personalul va trece prin vestiarul filtru
lasand hainele de oras si punandu-si echipamentul de protectie sanitara
conform reglementarilor din legislatie. Pe tot parcursul desfasurarii activitatilor
productive lucratorii sunt obligati sa respecte normele de igiena si protectie a
inocuitatii alimentelor.
6.3. Norme de protecţia muncii şi PSI
În timpul transportului animalelor nu se admite ca însoţitorii să
călătorească în acelaşi camion sau vagon cu animalele. Un pericol deosebit îl
36
prezintă atingerea reţelelor aeriene de curent electric. De asemenea se va evita
înfăşurarea pe mână sau antebraţ a lanţului sau funiei cu care este condos
animalul. Nu se admite supraîncărcarea vagoanelor sau camioanelor.
Pentru recepţie, animalele vor fi dirijate într-un spaţiu special. Se
recomandă mânarea liniştită a animalelor prin culoare de aducţiune, spre locul
de sacrificare. Personalul muncitor va circula în afara culoarului. Bovinele
trebuie introduse legate iar bivolii şi taurii în plus cu belciuge în nas.
În abatoare, sacrificarea animalelor fără asomare este interzisă. Pentru
asomare electrică este necesară respectarea strictă a măsurilor de electro-
securitate. Ea se execută în boxe speciale, căptuşite cu cauciuc dielectric.
Instalaţia electrică a sistemului de asomare va fi legată la pământ. În timpul
asomării animalul nu va fi atins. Personalul trebuie să poarte echipamentul
corespunzător de protecţie.
Pentru asomarea cu dioxid de carbon este interzisă aplicare sau intrarea
personalului sub nivelul marginii superioare a gropii de anestezie, în scopul
evitării intoxicărilor.
La asomarea mecanică se va acţiona cu atenţie după legarea animalului la
belciugul din pardoseală.
Operaţiile executate cu dispozitive ascuţite (tranşare, desosare) se vor
efectua cu unelte corespunzătoare şi cu echipamentul adecvat, adică mânecuţele
şi burtiere flexibile. Executantul operaţiilor efectuate la tăierea animalelor
trebuie să se ferească de eventualele lovituri ale animalului cu piciorul.
Utilajul tehnologic specific prelucrării iniţiale a animalului şi prelucrării
carcaselor, trebuie să corespundă din punct de vedere al securităţii muncii,
îndeplinind condiţiile optime mecanice şi de electrosecuritate. La despicarea
carcaselor cu ajutorul fierăstrăului electric se vor lua măsuri pentru a se evita
formarea sfărâmăturilor de os. Se recomanda purtarea ochelarilor de protecţie.
Pentru operaţiile de opărire sau topire se vor avea în vedere mănuşi de
protecţie specifice tipului de utilaj folosit. Se vor lua măsuri specifice pentru
evacuarea aburului degajat prin hote absorbante.
37
Ȋn unităţile de producţie sunt obligatorii normele de prevenire şi
stingere a incendiilor prin aplicarea cărora se evită complicaţii grave, sociale
şi materiale.
Aceste norme prevăd următoarele:
- atelierele de producţie vor fi prevăzute cu hidranţi de incendii,
interiori sau exteriori, conform normele în vigoare,
- personalul muncitor folosit la prevenirea şi stingerea incendiilor
trebuie să cunoască şi să aplice întocmai normele, să întreţină în stare de
funcţionare toate mijloacele de stingere şi să nu le folosească în alt scop, să
menţină libere, curate, în bună stare căile de acces, culoarele,scările etc. şi să
intervină imediat şi eficient la stingerea eventualelor incendii,
- verificare periodică a extinctoarelor cu CO2
- unitatea va dispune de o instalaţie de apă pentru stingerea
incendiilor separată de cea potabilă şi industrială şi va avea în permanenţă
asigurată o rezervă suficientă pentru cazurile de întreruperea alimentării cu
apă.
7. Bibliografie
1. R. Ionescu , O. Pavel, I. Hotel, Utilajul şi tehnologia prelucrării cărnii şi
laptelui, Ed. Pedagogică, Bucureşti, 1992.
2. C. Banu, Al. Oprea, Îndrumător în tehnologia produselor de carne, Ed.
Tehnică, Bucureşti, 1985.
3. L. Mihalef, I. Barariu, Protecţia muncii în industria alimentară, Ed.
Didactică şi Pedagogică, bucureşti, 1978.
4. P. Nicolae, A. Serban, Noţiuni fundamentale de igienă, Ed. Coresi,
Bucureşti, 1984.
38
5. Banu C., Alexe P., Vizureanu C., Procesarea industrială a cărnii,
Editura Tehnică, Bucureşti, 1990.
6. Banu C., Exploatarea, întreţinerea şi repararea utilajelor, Editura
Tehnică, Bucureşti, 1990.
39


















