Proiect Balosu Florentiu Marian
77
UNIVERSITATEA DE ŞTIINŢE AGRONOMICE ŞI MEDICINĂ VETERINARĂ BUCUREŞTI FACULTATEA DE ZOOTEHNIE MASTER: TEHNOLOGII SPECIALE ÎN INDUSTRIA ALIMENTARĂ PROIECT LA DISCIPLINA TEHNICI DE MODELARE SI AUTOMATIZARE IN INDUSTRIA ALIMENTARĂ COORDONATOR ŞTIINŢIFIC: Prof.univ.dr. PASAT Dan MASTERA ND: BĂLOSU Florenţiu-Marian BUCUREŞTI 1
-
Upload
balosu-florentiu-marian -
Category
Documents
-
view
931 -
download
1
Transcript of Proiect Balosu Florentiu Marian
5/13/2018 Proiect Balosu Florentiu Marian - slidepdf.com
http://slidepdf.com/reader/full/proiect-balosu-florentiu-marian 1/77
UNIVERSITATEA DE ŞTIINŢE AGRONOMICE ŞI MEDICINĂ VETERINARĂ BUCUREŞTIFACULTATEA DE ZOOTEHNIE
MASTER: TEHNOLOGII SPECIALE ÎN INDUSTRIA ALIMENTARĂ
PROIECTLA DISCIPLINA
TEHNICI DE MODELARE SI
AUTOMATIZARE ININDUSTRIAALIMENTARĂ
COORDONATOR ŞTIINŢIFIC:Prof.univ.dr. PASAT Dan
MASTERA
ND:BĂLOSU Florenţiu-Marian
BUCUREŞTI
1
5/13/2018 Proiect Balosu Florentiu Marian - slidepdf.com
http://slidepdf.com/reader/full/proiect-balosu-florentiu-marian 2/77
2012
TEMAPROIECTAREA UNEI SECŢII DE OBŢINERE
A PIEPTULUI FIERT AFUMAT CU OCAPCITATE DE 2000 KG ZILNIC
2
5/13/2018 Proiect Balosu Florentiu Marian - slidepdf.com
http://slidepdf.com/reader/full/proiect-balosu-florentiu-marian 3/77
CUPRINS
CAPITOLUL 1 Obiectivul proiectului
1.1 Denumirea obiectivului proiectat
1.2 Capacitatea de producţie
1.3 Justificarea alegerii temei proiectului
CAPITOLUL 2 Elemente de inginerie tehnologică
1 Clasificarea preparatelor din carne
2 Materiile prime,materii auxiliare şi materiale folosite la obţinerea produsului
proiectat
3 Reţeta de fabricaţie a produsului tip Piept fiert-afumat
4 Tehnologia de fabricaţie a produsului proiectat
2.4.1. Schema tehnologică de obţinere a specialităţilor 2.4.2. Descrierea schemei tehnologice de obţinere a Pieptului fiert-afumat
5 Caracteristicile Pieptului fiert-afumat
6 Modificările care au loc la tratament termic la prepararea produselor proiectate
7 Defectele produsuluir finit
CAPITOLUL 3 Bilanţuri de materiale
1 Bilanţ parţial de materiale pentru Pieptul fiert-afumat
2 Bilanţ total de materiale pentru Pieptul fiert-afumat
CAPITOLUL 4 Descrierea utilajelor folosite
CAPITOLUL 5 Calculul de dimensionare al unităţii
CAPITOLUL 6 Implementarea planului HACCP la fabricarea Pieptului
3

5/13/2018 Proiect Balosu Florentiu Marian - slidepdf.com
http://slidepdf.com/reader/full/proiect-balosu-florentiu-marian 4/77
fiert afumat
CAPITOLUL 7 Măsuri de igienizare in unitate
CAPITOLUL 8 Calculul economic
CAPITOLUL 9 Bibliografie
4
5/13/2018 Proiect Balosu Florentiu Marian - slidepdf.com
http://slidepdf.com/reader/full/proiect-balosu-florentiu-marian 5/77
Cap.1. OBIECTIVUL PROIECTULUI
1.1. DENUMIREA OBIECTIVULUI PROIECTAT
Proiectarea unei secţii de obţinere a pieptului fiert-afumat.
1.2 CAPACITATEA DE PRODUCŢIE
Secţia va avea o capacitate de producţie de 2000 kg piept fiert-afumat
zilnic.
1.3 JUSTIFICAREA ALEGERII TEMEI PROIECTULUI
În aprovizionarea populaţiei cu produse alimentare cu valoare biologică
superioară, un rol deosebit de important îl au produsele animale şi, dintre acestea,carnea şi produsele derivate.
Este cunoscut faptul că indicatorul de bază al puterii economice a unui stat şi
al gradului de civilizaţie (creativitate) al populaţiei umane, îl reprezintă consumul de
carne pe cap de locuitor.
România realizează un consum total de carne de 63,5kg/locuitor/an, spre
deosebire de Franţa, care a înregistrat un consum în ceea ce priveşte carnea de
110,5kg/locuitor/an.
Obiceiurile alimentare necorespunzătoare asociate cu sedentarismul, stresul
psihic, pot duce la efecte negative asupra desfăşurării metabolismului omului, de
aceea trebuie să se adopte soluţii optime de proiectare a produselor alimentare
astfel încât acestea să fie optime pentru organism.
Astăzi, în lume, fiecare procesator se întreabă ce produce şi cum produce
pentru a realiza alimente de calitate superioară şi venituri satisfăcătoare.
5
5/13/2018 Proiect Balosu Florentiu Marian - slidepdf.com
http://slidepdf.com/reader/full/proiect-balosu-florentiu-marian 6/77
Carnea, ca atare sau prelucrată, are mare semnificaţie în alimentaţia omului.
Ea are un important rol energetic şi plastic, constituind un aliment complet, cu
valoare nutritivă şi biologică ridicate, şi procesată în anumite condiţii, produsele
obţinute sunt şi convenabile sub raportul preţului.De aceea, pe plan mondial şi naţional se urmăreşte creşterea cantitativă,
îmbunătăţirea calitativă şi sporirea economicităţii produselor din carne.
Această lucrare are ca obiectiv proiectarea unei secţii cu o capacitate de
producţie de 2000 kg Piept fiert-afumat pe zi.
Secţia urmăreşte două scopuri principale :
• Obţinerea unui produs cu o valoare nutritivă mare, cu caracteristici organoleptice şi caracteristici de inocuitate bune, acestea
reprezentând cele trei puncte ale ,,triunghiului calităţii’’, reprezentarea
sintetică a calităţii produselor alimentare ;
• obţinerea acestui produse la un preţ d e producţie relativ mic, ceea ce
atrage după sine preţuri competitive cu cele existente pe piaţă.
Produsul obţinut este un produs de o calitate foarte bună, cu o compoziţiecare se încadrează perfect în STAS, la limita superioară în ceea ce priveşte
procentul de proteine şi spre limita inferioară în ceea ce priveşte procentul de apă.
6
5/13/2018 Proiect Balosu Florentiu Marian - slidepdf.com
http://slidepdf.com/reader/full/proiect-balosu-florentiu-marian 7/77
Cap.2. ELEMENTE DE INGINERIE TEHNOLOGICĂ
2.1 CLASIFICAREA PREPARATELOR DIN CARNE
Produsele prezentate în această lucrare fac parte din grupa specialităţilor.
Preparatele din carne comune se clasifică după mai multe criterii, şi anume:
al tratamentului termic;
al mărunţirii componentelor care formează compoziţia;
al materiei prime folosite;
al formei de prezentare.
În funcţie de primul criteriu, preparatele din carne comune pot fi:
preparate din carne crude: cârnaţi cruzi (proaspeţi), carne
tocată, pastă de carne pentru mici;
preparate din carne pasteurizate: tobe, caltaboşi, sângerete,
lebărvurşti, slănină fiartă cu boia sau usturoi, caş de carne cuficat;
preparate afumate: cârnaţi afumaţi, slănină afumată, costiţă
afumată, ciolane afumate, oase garf afumate;
preparate afumate la cald şi pasteurizate;
preparate fără structură (sau prospături): crenvurşti, parizer,
polonez, frankfurter;
preparate cu structură eterogenă: salamuri şi cârnaţi;
preparate afumate la cald-pasteurizate-afumate la rece: salam
de vară clasic;
specialităţi pasteurizate: ruladă, muşchi picant Azuga, şuncă;
7
5/13/2018 Proiect Balosu Florentiu Marian - slidepdf.com
http://slidepdf.com/reader/full/proiect-balosu-florentiu-marian 8/77
specialităţi afumate:piept condimentat, cotlet haiducesc, muşchi
Montana;
specialităţi afumate la cald şi pasteurizate: piept fiert şi afumat,
ruladă cu limbă;
specialităţi pasteurizate şi afumate: muşchi ţigănesc;
specialităţi afumate şi uscate: pastramă de oaie.
În funcţie de al doilea criteriu, preparatele din carne se clasifică în:
preparate din carne netocată: toate specialităţile;
preparate din carne tocată: restul preparatelor.
În funcţie de al treilea criteriu, preparatele din carne se clasifică în:
preparate numai din carne de porc: şuncă presată ;
preparate numai din carne de vită: pastramă de vită;
preparate numai din carne de oaie: pastramă de oaie;
preparate din subproduse: tobe;
preparate din carne de pasăre: ruladă de pui;
preparate la care se folosesc mai multe tipuri de carne: salamuri şi
cârnaţi.
8
5/13/2018 Proiect Balosu Florentiu Marian - slidepdf.com
http://slidepdf.com/reader/full/proiect-balosu-florentiu-marian 9/77
2.2. MATERII PRIME, MATERII AUXILIARE ŞI MATERIALE FOLOSITE LA
OBŢINEREA PRODUSELOR PROIECTATE
Pentru fabricarea Pieptului fiert-afumat sunt necesare:
materii prime carnate;
materii auxiliare;
materiale.
2.2.1. MATERIA PRIMĂ
Materia primă folosită este reprezentată de carnea de porc.
Carnea folosită la obţinerea de piept fiert-afumat este piept costiţă.
În funcţie de starea termică, cărnurile recepţionate, conform legislaţiei în
vigoare pot fi:
-refrigerate, adică răcite la +4˚C la os şi păstrate max. 72 de ore la
temperaturi ale aerului cuprinse între 0 şi 4˚C ;
-congelate la min. -12˚C la os şi păstrate la temperatura aerului de min. 12˚C.
Cărnurile recepţionate în stare refrigerată, până la intrarea în fabricaţie se
depozitează la 2…4˚C pentru max. 72 de ore, respectându-se încărcarea specifică
de 120-200 kg/m² util pentru carnea de porc. La depozitare se înregistrează pierderi în greutate, a căror mărime este în funcţie de felul cărnii şi durata depozitării.
Prin carne se înţelege musculatura striată cu toate ţesuturile cu care vine în
legătură naturală , adică împreună cu ţesuturile conjunctive: lax, fibros, cartilaginous,
adipos, osos precum şi nervi, vase de sânge şi ganglioni limfatici.
Proporţia diferitelor ţesuturi din carne depinde de specie, rasă , vârstă, sex,
stare de îngrăşare şi regiunea carcasei.
Din punct de vedere tehnologic, deosebim:
9
5/13/2018 Proiect Balosu Florentiu Marian - slidepdf.com
http://slidepdf.com/reader/full/proiect-balosu-florentiu-marian 10/77
-carne cu os-cuprinzând musculatura cu oasele adiacente şi alte componente
structurale specifice;
-carne macră (moale) fără os, dar cu restul ţesuturilor;
-carne aleasă fară tendoane, aponevroze, fascii cordoane neurovasculare,
vase de sânge, ganglioni, grăsime, cu excepţia ţesutului adipos din musculatură.
2.2.2. STRUCTURA ŞI COMPOZIŢIA CHIMICĂ A ŢESUTULUI MUSCULAR
Ţesutul muscular reprezintă 40-50% din masa organismului vertebratelor
superioare. Muşchii scheletici au formă variată, formă determinate filogenetic. Formaeste determinată şi de funcţia pe care o îndeplinesc, aceasta la rândul ei necesită un
compromis între forţă, viteză şi domeniul de mişcare.
Macroanatomia musculaturii striate
Muşchiul striat este format din mai multe mănunchiuri de fibre acoperite la
exterior cu un ţesut conjunctiv denumit epimisium.
Mănunchiurile de fibre (cca 30 de fibre) sunt separate între ele prin septe de
ţesut conjunctiv, denumit perimisium. Fiecare fibră la rândul său este acoperită de un
ţesut fin denumit endomisium.
La capetele muşchiului, fibrele de colagen ale epimisiumului, perimisiumului şi
endomisiumului se continuă cu cele ale tendonului cu care se inseră pe oase.
Spaţiile dintre fibre sunt străbătute de arteriole, capilare, venele care asigură
un debit circular mare în ceea ce priveşte aprovizionarea cu substanţe hranitoare şioxigen, cât şi în ceea ce priveşte îndepărtarea căldurii produsă simultan cu energia
cinetică, precum şi a produşilor rezultaţi din metabolism. În muşchii scheletici, fiecare
fibră a nervului motor se ramifică, astfel că fiecare fibră musculară primeşte o astfel
de ramificaţie care se termină la fiecare fibră cu aşa numita placă motoare (placă
terminată cu sinapsa neuromusculară).
10
5/13/2018 Proiect Balosu Florentiu Marian - slidepdf.com
http://slidepdf.com/reader/full/proiect-balosu-florentiu-marian 11/77
2.2.3. COMPOZIŢIA CHIMICĂ A ŢESUTULUI MUSCULAR
Compoziţia chimică a cărnii
Compoziţia chimică a cărnii este în funcţie de proporţia diferitelor ţesuturivariind, în cadrul aceleiaşi specii, după starea de îngrăşare, vârstă, sex şi rasă.
Valoarea alimentară a cărnii nu este determinată numai de numărul de calorii
ci, în primul rând, de albumina digestibilă şi de calitatea aminoacizilor. Este foarte
cunoscut faptul că nu toţi aminoacizii pot fi sintetizaţi de organismul omenesc; acei
ce nu sunt sintetizaţi de organism sunt denumiţi aminoacizi esenţiali şi trebuie
introduşi în organism prin alimentaţie.
Substanţele proteice din ţesutul muscular, în funcţie de repartizarea lor
structurală, se împart în 3 grupe:
- Proteine sarcoplasmatice;
-Proteine miofibrilare;
-Proteine conjunctive (din stromă)- scleroproteine;
Proteinele sarcoplasmatice
Sunt reprezentate de proteinele din miofibrile şi de cele din plasma
miofibrilară. Aceste proteine sunt solubile în apă şi formează aşa numitul sac de
carne.
Proteinele miofibrilare sunt:
Miozina este o gelatină care intră în compoziţia părţilor contractile şi respectiv
discurilor întunecate ale miofibrilelor. Este insolubilă în apă distilată şi solubilă în
soluţii diluante de săruri neutre şi baze slabe.
Are proprietăţi enzimatice asemănătoare adenozintrifosfatozei, catalizând
hidroliza ATP-ului. Este activată de Ca2+ şi inhibată de Mg2+ la un pH=6,7…9,2.
Pentru activarea ei enzimatică este necesară prezenţa grupărilor tiol. Miozina
conţine toţi aminoacizii esenţiali.
11

5/13/2018 Proiect Balosu Florentiu Marian - slidepdf.com
http://slidepdf.com/reader/full/proiect-balosu-florentiu-marian 12/77
Ea constituie sistemul proteic cel mai important cantitativ şi funcţional din
ţesutul muscular reprezentând un procent considerabil din proteinele totale.
Miozina este un complex proteic labil izolându-se prin extracţie miozina “a”
sub formă cristalină şi miozina”b” (care este un complex de miozină şi actină numitactomiozină) şi care este mai vâscoasă decât miozina “a”.
Actina reprezintă 13% din proteinele totale ale muşchilor; ea există sub două
forme şi anume: actină globuloasă (G) de vâscozitate slaba şi actina fibrilară (F) care
este puternic vâscoasă.
În stare de repaus a muşchiului actina se află sub formă fibrilară, iar în stare
de contracţie devine actină globulară formând actomiozina.
La adăugarea de săruri neutre moleculele de actină globulară se
polimerizează în actină fibrilară, ATP şi fosfat anorganic, procesul este ireversibil şi
poate avea loc şi în absenţa ATP-ului, însă actina obţinută nu mai are proprietatea
de a repolimeriza.
Dacă în timpul repolimerizării ATP-ul este prezent, procesul devine din nou
reversibil.
Viteza de polimerizare a actinei G în soluţii ale sărurilor de potasiu şi sodiu
este accelerată de ionii de magneziu şi inhibată de prezenţa ionilor de calciu.
Actomiozina rezultă din combinarea actinei cu miozina când are loc
contracţia, ea neexistând în muşchiul relaxat. Aceasta la adaugarea de ATP se
disociază în cele doua componente.
Are activitate ATP-azică intensificată de prezenţa ionilor de Mg.
Tropomiozina, din punct de vedere al compoziţiei chimice este asemănătoare
cu miozina, darn u posedă proprietăţi enzimatice şi nici capacitatea de a se combina
cu actina. Se obţine în stare cristalizată în plăci hexagonale prin deshidratarea
ţesuturilor musculare cu alcool etilic sau cu KCl.
Paramiozina are proprietăţi similare cu cele ale tropomiozinei, dar se pare că
nu există în muşchii vertebratelor.
12
5/13/2018 Proiect Balosu Florentiu Marian - slidepdf.com
http://slidepdf.com/reader/full/proiect-balosu-florentiu-marian 13/77
Contractina reprezintă un produs de degradare al proteinelor miofibrilare; nu
are acţiune ATP-azică şi reacţionează cu actina.
Proteinele din plasma interfibrilară
Aceste proteine participă la determinarea unor caracteristici organoleptice ale
cărnii. Cele mai multe dintre ele au funcţii enzimatice.
Miogenul se extrage la rece cu apă distilată, iar la cald se coagulează
formând miogen-fibrină.
Prin precipitare fracţionată cu sulfat de amoniu se obţine miogenul A,B,C.
Miogenul A reprezintă aproximativ 20% şi are proprietăţi enzimatice, luândparte la metabolismul hidraţilor de carbon.
Miogenul B reprezintă 80%.
Miogenul C are proprietăţi neînsemnate.
Miogenul este o proteină complexă conţinând toţi aminoacizii esenţiali.
Mioalbumina este oalbumina tipică care coagulează uşor la cald.
Mioglobulina reprezintă pigmentul principal al ţesutului muscular, care dă
cărnii culoarea roşie. Este o cromoproteină cu structură tetrapirolică asemănătoare
cu cea a hemoglobinei, fiind alcătuită dintr-un grup prostetic şi dintr-o proteină.
Constituie rezerva de oxigen a ţesutului muscular. Ea eliberează oxigenul
stocat în muşchi în funcţie de nevoile respiraţiei tisulare, prin intermediul sistemului
intracelular citocrone-oxidază.
Afinitatea miogenului faţă de oxigen este de 6 ori mai mare decât a
hemoglobinei, dar faţă de aceasta are o afinitate mai mică faţă de dioxidul de
carbon.
Cantitatea de mioglobină este foarte variată, fiind condiţionată de activitatea
musculară, deci de nevoia de oxigen a muşchilor.
Culoarea cărnii este cu atât mai roşie cu cât activitatea musculară este maiintensă şi invers. Astfel carnea animalelor sălbatice este mai roşie decât cea a
13

5/13/2018 Proiect Balosu Florentiu Marian - slidepdf.com
http://slidepdf.com/reader/full/proiect-balosu-florentiu-marian 14/77
animalelor domestice, iar carnea animalelor domestice are o intensitate a culorii
direct proporţională cu activitatea musculară.
De asemenea carnea animalelor domestice crescute în libertate este mai
roşie decât a celor crescute în stabulaţie.
În general muşchii roşii ai animalelor domestice crescute conţin 4-20 mg
mioglobină/g ţesut muscular.
Cunoaşterea proprietăţilor mioglobinei prezintă o mare importanţă în
aprecierea calităţilor organoleptice, stării de prospeţime şi aprecierea modificărilor de
culoare a cărnii.
Prin fixarea labilă a oxigenului din aer sub formă de oximioglobină, culoarea
roşie a cărnii se intensifică. De aceea în prima fază de secţionare, tranşare,
porţionare sau tocare a cărnii are loc o intensificare a culorii către roşu viu. Această
stare este însă repede reversibilă.
Expunerea prelungită a cărnii apare atunci când cca 60% din mioglobină a
fost transformată în met-mioglobină. În condiţii naturale reacţia este ireversibilă.
Globulina este o pseudoglobină care precipită uşor prin dializa soluţiilor
alcaline slabe şi poate fi trecută din nou în soluţie prin adăugarea de săruri la un pH
între 7 şi 8. Aceasta coagulează şi are proprietăţi enzimatice.
Miostromina este produsul de transformare al proteinelor plasmatice după
moartea individului.
Proteinele nucleului
În compoziţia nucleului intră nucleoproteinele care sunt nişte heteroproteine
formate din proteine propriu-zise de tipul histonelor sau protaminelor şi un grup
prosthetic reprezentat de acizii nucleici.
Scleroproteinele
Proteinele conjunctivale sunt acele proteine care se găsesc în sarcoplasmă,
precum şi în ţesutul conjunctiv interfibrilar, având rol important în determinarea
texturii cărnii.
14

5/13/2018 Proiect Balosu Florentiu Marian - slidepdf.com
http://slidepdf.com/reader/full/proiect-balosu-florentiu-marian 15/77
Cele mai importante sunt: colagenul, elastina şi reticulina.
Colagenul este principala proteină a ţesutului conjunctiv din carne şi este o
proteină cu valoare biologică inferioară datorită faptului că nu conţine triptofan,
cisteină şi cistină.
Dezechilibrul este produs în special de conţinutul excesiv în glicocol, care
reprezintă 1/3 din toţi aminoacizii la acest nivel şi de prolină şi hidroxiprolină care
reprezintă un precursor al colagenului şi care are iniţial o stuctură relativ simplă şi
este solubil în apă. Treptat moleculele de tropocolagen se unesc şi prin polimerizare
se cuplează cu protoglicani sau alte glicoproteine, devine insolubil, iar apoi se
aglomerează în fibre de collagen de structură din ce în ce mai densă.
Viteza de reînoire a colagenului este foarte lentă, de 12-15 luni, spre
deosebire de proteinele musculare la care viteza de reînoire este în medie de 50 de
zile.
Duritatea este o însuşire a colagenului şi este proporţională cu vârsta
animalului. Ea constituie principalul factor responsabil de duritatea şi asprimea
cărnii.
Prin încălzire colagenul se transformă în gelatină. Gelatinizarea este o
însuşire tehnică utilă, asigurând o bună legătură a pastei sau a bucăţilor de carne,
cu o capacitate sporită de hidratare şi o capacitate bună de emulsionare a
grăsimilor.
Elastina este proteina existentă în fibrele elastice, are compoziţie
asemănătoare cu a colagenului, dar prezintă unele însuşiri negative, cum ar fi
absenţa capacităţii de gelatinizare şi coeficient redus sau nul de utilizare digestivă.
Macromoleculele de elastină sunt rezistente la hidroliză acidă sau alcalină,
precum şi la acţiunea unor enzime digestive puternice.
Reticulina formează fibrele subţiri ale endomisiumului muscular, are
proprietăţi asemănătoare colagenului şi conţine mai mult azot şi sulf. Reticulina
conţine şi acizi graşi de tipul acidului miristic, care îi conferă rezistenţă la fierbere şi
la hidroliză acidă.
15
5/13/2018 Proiect Balosu Florentiu Marian - slidepdf.com
http://slidepdf.com/reader/full/proiect-balosu-florentiu-marian 16/77
2.2.4. SUBSTANŢE EXTRACTIVE AZOTATE NEPROTEICE
Creatina este unul dintre produşii finali ai metabolismului. Muşchii albi,
comparativ cu muşchii roşii, conţin mai puţină creatină.
Fosfocreatina este un compus al creatinei cu acidul fosforic. Serveşte ca
donator sau acceptor de grupări fosfat în cadrul metabolismului glucidic.
Creatinina rezultă din creatină, prin pierderea unor molecule de apă. Se
găseşte în muşchi în cantităţi mult mai mici, fiind forma normală prin care se elimină
creatina din organismul mamiferelor.
Carnozina se formează în muşchi prin condiţionarea histidinei şi are rol în
procesul de glicoliză. Este un exudant al sucului gastric şi intestinal.
2.2.5. SUBSTANŢE EXTRACTIVE NEAZOTATE
Glicogenul este cel mai important şi este sursa de formare a acidului lactic,
fiind material energetic de rezervă pentru activitatea musculară.
Acidul lactic se găseşte în muşchi în mod constant, se formează în timpul
metabolismului glicogenului, fiind un produs intermediar al degradării anaerobe aacestuia.
Din punct de vedere tehnologic substanţele extractive azotate şi neazotate şi
în mod special nucleotidele şi produşii lor de degradare, zaharurile şi aminoacizii
contribuie la formarea gustului specific al cărnii.
Rolul zaharurilor şi al aminoacizilor se manifestă mai intens în timpul
tratamentelor termice pe care le suferă carnea.
Conţinutul în ATP, fosfocreatină şi glicogen determină intensificarea unor
procese biochimice care au loc în muşchi după sacrificarea animalului, influenţând şi
unele proprietăţi ale ţesutului muscular cum ar fi: capacitatea de reţinere a apei şi
capacitatea de hidratare în timpul prelucrărilor.
Lipidele
În ţesutul muscular sunt în proporţie de 1-3% şi sunt reprezentate defosfolipide, grăsimi neutre şi colesterol.
16

5/13/2018 Proiect Balosu Florentiu Marian - slidepdf.com
http://slidepdf.com/reader/full/proiect-balosu-florentiu-marian 17/77
Fosfolipidele intră în compoziţia unor structuri cum ar fi mitocondrii, nuclei sau
se găsesc în sarcolemă.
Colesterolul face parte din grupul steridelor şi se găseşte în stare de separaţie
a fibrelor.
Grăsimile neutre sunt similare cu cele de rezervă. Ele se găsesc în primul
rând în elementele conjunctive şi variază în funcţie de individ şi alimentaţie.
Grăsimile ţesutului muscular al animalelor de abator conţin o cantitate redusă
de acizi graşi nesaturaţi.
2.2.6. MATERII AUXILIARE
Materiile auxiliare care intră în compoziţia preparatelor din carne pot fi
clasificate în:
-materii auxiliare pentru ameliorarea capacităţii de conservare şi de înroşire;
-materii auxiliare pentru îmbunătăţirea capacităţii de hidratare;
-materii auxiliare pentru aromatizare;
-apă potabilă răcită precum şi gheţă sub formă de fulgi;
-materii auxiliare pentru îmbunătăţirea texturii, suculenţei.
La fabricarea de Piept fiert-afumat se folosesc următoarele materii auxiliare:
condimente, saramură tip A, zahăr, azotit de sodiu,polifosfaţi.
Sarea (clorura de sodiu) se livrează în următoarele tipuri şi calităţi: tip A (sare
obţinută prin evaporare, recristalizată) de calitate extrafină şi tip B (sare gemă
comestibilă) de calitate extrafină, fină, măruntă, urluială, bulgări. Sarea indiferent de
tip trebuie să fie fără gust stăin, fără miros, de culoare albă la calitatea extrafină,
albă cu slabe nuanţe cenuşii la calitatea măruntă şi urluială şi albă cu nuanţe cenuşii
la calitatea bulgări.
17

5/13/2018 Proiect Balosu Florentiu Marian - slidepdf.com
http://slidepdf.com/reader/full/proiect-balosu-florentiu-marian 18/77
Pentru industria cărnii interesează ca sarea să aibă un grad de puritate cât
mai mare (fără impurităţi sub formă de cloruri de Ca şi magneziu care au efect
defavorabil în sărare).
Sarea este folosită ca materie auxiliară de bază datorită însuşirilor saleconservante, gustative şi de participare la creşterea capacităţii de hidratare a cărnii.
Sarea se depozitează în încăperi uscate, curate, deratizate, fără miros.
Apa potabilă. Prin apă potabilă se înţelege apa care îndeplineşte anumite
condiţii fizico-chimice şi igienico-sanitare, condiţii ce-i permit să fie folosită în
alimentaţie sau pentru producerea de alimente fără periclitarea sănătăţii.
În industria produselor din carne, apa potabilă se foloseşte la: prepararea
saramurilor, sosurilor, supelor, gelurilor, emulsiilor, compoziţiilor pentru diferite tipuri
de produse din carne; spălarea materiilor prime de origine vegetală şi animală,
membranelor, recipientelor, utilajelor; blanşarea, opărirea, fierberea materiilor prime
animale şi vegetale etc.
Din punct de vedere microbiologic apa potabilă nu trebuie să conţină germeni
patogeni sau paraziţi (lipsă E. Coli/100ml apa, lipsă streptococi fecali/50ml apă, lipsăsulfite reducatori/20ml apă). Din punct de vedere al tehnologiei produselor din carne
interesează şi faptul ca nivelul de clor rezidual liber să fie cuprins în limite admisibile
(0,1-0,25mg/dm²), deoarece în cantităţi mari favorizează descompunerea acidului
ascorbic, iar în combinaţie cu fenolii (eventual prezenţi în apă) formează clorofenoli
cu miros particular, persistent.
Compuşii fenolici nu trebuie să fie prezenţi în apa clorinată, admiţându-se în
mod excepţional 0,001mg/dm³. În apa neclorinată compuşii fenolici trebuie să fie demax.0,010mg/dm³ şi în mod excepţional 0,030ml/dm³. Apa potabilă folosită la
preparatele din carne trebuie răcită cu ajutorul unei instalaţii frigorifice sau prin
depozitare în depozite frigorifice.
Zahărul. Pentru industria cărnii este destinat zahărul cristal cu dimensiunea
cristalelor cuprinsă între 0,3-2,5 mm, de culoare alb-deschis şi care trebuie să
corespundă cerinţelor impuse de STAS 1168: zaharoză max.99,75%; substanţe
reducătoare max.0,03%; umiditate max.0,1%; cenuşă max.0,03%; culoare raportată
18
5/13/2018 Proiect Balosu Florentiu Marian - slidepdf.com
http://slidepdf.com/reader/full/proiect-balosu-florentiu-marian 19/77
la substanţa uscată; solubiliatea în apă-soluţia 10% zahăr trebuie să fie clară, fără
sediment şi fără miros.
Zahărul se depozitează în încăperi uscate, curate, dezaerate, fără miros şi
bine aerisite , cu o umiditate relativă a aerului de max. 80% şi fără variaţii bruşte detemperatură, în care caz îşi păstrează însuşirile cel puţin un an.
Aromatizanţii folosiţi în industria cărnii pot fi:
-condimente şi plante condimentare;
-oleorezine;
-uleiuri esenţiale.
Aromatizanţii folosiţi în industria cărnii îmbunătăţesc gustul şi mirosul
produselor din carne şi prin aceasta au o acţiune favorizantă asupra SNC, respectiv
asupra digestiei, deoarece măresc secreţia de sucuri digestive şi prin urmare
determină o asimilare mai bună a alimentelor.
În plus, unii aromatizanţi au efect antiseptic şi antioxidant, contribuind la
mărirea gradului de conservabilitate a produselor din carne.
Condimente şi plante condimentare pot să se prezinte sub formă de frunze,
muguri florali, fructe, seminţe, bulbi, coajă, rădăcini. Mirosul specific este dat de
uleiul eteric pe care-l conţine fiecare condiment, iar gustul este dat de substanţele
tanante, capsaicină, alil sevoli, disulfură de propel şi alil, în funcţie de condiment.
La gust mai participă şi zaharurile precum şi lipidele existente în condimentul
respectiv.
Avantajele folosirii condimentelor şi plantelor condimentare sunt următoarele:
-nu necesită o prelucrare avansată;
-conţin material celulozic, substanţe cu acţiune antioxidantă şi bacteriostatică;
-se folosesc şi celelalte principii de gust şi miros în afară de uleiuri eterice;
-pot fi folosite în combinaţie prin simpla amestecare a măcinăturilor.
19
5/13/2018 Proiect Balosu Florentiu Marian - slidepdf.com
http://slidepdf.com/reader/full/proiect-balosu-florentiu-marian 20/77
Dezavantajele se referă la:
-nu pot fi distribuite uniform în compoziţie;
-au încărcătură biologică mare;-la păstrare îndelungată îşi pierd mult din puterea de aromatizare mai ales
cele sub formă de frunze.
Piperul măcinat se foloseşte în doze mici, pentru îmbunătăirea gustului şi
mirosului preparatelor din carne, contribuind astfel la stimularea apetitului şi
procesului de digestie. Piperul este fructul plantei Piper nigrum. Principiul alimentar
slab aromatic este uleiul etreic, iar cel condimentar activ, care dă gustul de iute-
arzător este piperina(7,3%).
Se recomandă păstrarea condimentelor întregi, măcinându-se numai
cantitatea necesară pentru producţia zilnică. Condimentele trebuie măcinate foarte
fin şi ca atare pot fi păstrate pentru o perioadă mai mare de timp numai dacă sunt
ambalate în folii impermeabile la vapori de apă şi gaze.
Azotitul de sodiu se utilizează pentru obţinerea culorii de sărare, având şi
acţiune antiseptică. Din cauză că este toxic în cantitate mare, utilizarea lui în
industria cărnii trebuie făcută sub supraveghere. Se depozitează în încăperi uscate,
cu umiditate relativă <75%. Azotitul intră în compoziţia saramurilor de injectare şi
imersie. Depozitarea se face în saci de hârtie căptuşiţi cu polietilenă.
Polifosfaţii sunt, în general, amestecuri de polifosfaţi alcalini cu următoarele
acţiuni benefice:
-asigură reţinerea apei în produse, fără pierdere de suc laafumare/pasteurizare, creşterea randamentului în produsul finit fiind de 2-7%;
-îmbunătăţesc proprietăţile senzoriale ale preparatelor din carne: consistenţa,
suculenţa, capacitatea de feliere;
-contribuie la emulsionarea ţesutului gras prin faptul că ajută la extragerea
unei cantităţi mai mari de proteine miofibrilare care au capacitate de emulsionare;
20
5/13/2018 Proiect Balosu Florentiu Marian - slidepdf.com
http://slidepdf.com/reader/full/proiect-balosu-florentiu-marian 21/77
-contribuie la o mai bună reţinere a componentelor de aromă, deoarece nu
mai există pierderi de suc care ar antrena şi componentele de aromă.
Materiale
Materialele folosite la fabricarea preparatelor din carne sunt:
-membrane;
-materiale de legare şi ambalare.
Membranele sunt învelişuri naturale, semisintetice sau sintetice, în care se
introduce compoziţia, pentru a-i da o formă, pentru a micşora pierderile în greutate şi
pentru a proteja compoziţia faţă de microorganismele din mediul exterior.
Ideal, membranele trebuie să îndeplinească următoarele condiţii:
-să fie rezistente la umplere, legare, clipsare;
-să fie elastice, pentru a suporta presiunea internă din produs în timpul
tratamentului termic;
-să adere la compoziţie, însă să se desprindă uşor de aceasta după feliereaprodusului;
-să aibă diametrul constant pe toată lungimea lor;
-să fie retractibile;
-să nu prezinte miros care poate fi preluat de compoziţie;
-să poată fi colorate şi imprimate şi să aibă luciu caracteristic.
Membranele pot fi: naturale, semisintetice, sintetice.
Materiale de legare şi ambalare. Materialul de legare este reprezentat de
sfoară 2C pentru preparate comune şi sfoară 3F pentru salamuri crude de durată şi
specialităţi. Materialele de ambalare sunt reprezentate de: hârtie pergaminată tip C,
hârtie imitaţie de pergament, mase plastice, folii de staniol, celofan transparent şi
colorat, cutii de carton parafinat, navete din material plastic, tăvi din aluminiu.
21
5/13/2018 Proiect Balosu Florentiu Marian - slidepdf.com
http://slidepdf.com/reader/full/proiect-balosu-florentiu-marian 22/77
Eticheta produsului constituie un element obligatoriu în producţia şi comerţul
de alimente, fiind purtătoare de informaţii multiple deosebit de necesare pentru
producător, comerciant şi consummator.
Informaţiile ce trebuie transmise sunt: felul (denumirea) produsului, denumireasau marca fabricantului; clasa de calitate; cantitatea netă de produs; preţul; data de
fabricaţie; termen de valabilitate; condiţii de depozitare-păstrare; standardul de stat
sau norma tehnică de calitate ce reglementează calitatea produsului. Pe ambalajul
de prezentare se consemnează, de asemenea, constituienţii reţetei de fabricaţie,
aditivii utilizaţi, valoarea nutritivă, instrucţiunile de utilizare.
2.3. REŢETA DE FABRICAŢIE PENTRU OBŢINEREA PRODUSULUI DE TIPPIEPT FIERT AFUMAT
1 Materii prime (100 kg) :
Piept costiţă …………………………………………………………100kg;
2 Materii auxiliare (100 kg):
1 NaCl………………………………………….…………………….......1,2 kg ;
2 Azotit…………………………………………….…………………..0,016kg ;
3 Zahăr…………………………………………………………………0,048kg ;
4 Polifosfat......................................................................................0,99 kg ;
5 Sfoară …………………………………………………………….0,003g/kg .
22

5/13/2018 Proiect Balosu Florentiu Marian - slidepdf.com
http://slidepdf.com/reader/full/proiect-balosu-florentiu-marian 23/77
2.4. TEHNOLOGIA DE OBŢINERE A PRODUSULUI PROIECTAT2.4.1. SCHEMA TEHNOLOGICĂ DE OBŢINERE A SPECIALITĂŢILOR
Figura 1. Schema tehnologică optimă de obţinere a specialitatilor
23
5/13/2018 Proiect Balosu Florentiu Marian - slidepdf.com
http://slidepdf.com/reader/full/proiect-balosu-florentiu-marian 24/77
2.4.2. DESCRIEREA SCHEMEI TEHNOLOGICE DE OBŢINERE A
PRODUSULUI PIEPT FIERT AFUMAT
Procesul tehnologic de obţinere al produsului Piept fiert afumat cuprinde
operaţiile care vor fi prezentate în continuare:
Tranşarea-dezosarea-alegerea
Tranşarea este operaţia de secţionare a carcasei în porţiuni anatomice mari
în vederea dezosǎrii şi alegerii pe calitǎţi.
La tranşarea cǎrnii de porc se obţin urmǎtoarele piese: guşǎ, pieptul, spata cu
rasolul din faţǎ, muşchiuleţul, garful, pulpǎ cu rasolul din spate.
Dezosarea, numitǎ şi ciontire, este operaţia de separare a cǎrnii de pe oase.
Dezosarea pieselor rezultate la tranşarea cǎrnii de porc se face astfel :
Guşa care se foloseşte pentru prepararea slǎninii cu boia se fasoneazǎ în
bucǎţi dreptunghiulare sau pǎtrate. Dacǎ se utilizeazǎ ca slǎninǎ de lucru se
îndepǎrteazǎ şoricul şi faţa de guşǎ, iar slǎnina se porţioneazǎ în bucǎţi de 100-
200g.
Pieptul se fasoneazǎ în bucǎţi dreptunghiulare şi se îndepǎrteazǎ grǎsimea
moale. Carnea rezultatǎ la fasonare este carne de lucru, iar slǎnina dupǎ
consistenţǎ poate fi tare sau moale.
Slǎnina pentru sǎrare se fasoneazǎ în bucǎţi dreptunghiulare, resturilerǎmase fiind folosite pentru preparatele din carne.
Spata se dezoseazǎ pentru carne de lucru calitatea I.
Muşchiuleţul se curǎţǎ de slǎnina moale şi se livreazǎ ca atare.
Garful se dezoseazǎ pentru obţinerea muşchilor cefei şi a muşchilor din
regiunea dorsalǎ şi lombarǎ. Muşchii obţinuţi sunt destinaţi fabricǎrii muşchiului
24
5/13/2018 Proiect Balosu Florentiu Marian - slidepdf.com
http://slidepdf.com/reader/full/proiect-balosu-florentiu-marian 25/77
ţigǎnesc, muşchi file, ceafǎ afumatǎ. Carnea rezultatǎ de la fasonare este carnea de
lucru.
Pulpa fǎrǎ ciolan este folositǎ pentru obţinerea de şuncǎ presatǎ, dar şi drept
carne lucru calitatea I pentru salam Victoria, salam Poiana, salam de varǎ. Ciolanelese folosesc pentru obţinerea de ciolane afumate.
Alegerea (alesul) cǎrnii este operaţia prin care se îndepǎrteazǎ grǎsimea şi
ţesuturile cu valoare alimentarǎ redusǎ, cunoscute sub denumirea de flaxuri,
realizându-se şi împǎrţirea pe calitǎţi.
Carnea de porc aleasǎ, dupǎ cantitatea de grǎsime, se sorteazǎ în:
-carne grasǎ (50% grǎsime intramuscularǎ) ;
-carne semigrasǎ (30-35% grǎsime intramuscularǎ) ;
-carne slabǎ (<10% grǎsime intramuscularǎ).
Operaţia de tranşare se executǎ în spaţii special amenajate, condiţionate (t
aer=10ºC, φ≤75%), bine iluminate şi în condiţii de igienǎ strictǎ. Operaţiile se
executǎ pe mese de inox prevǎzute cu blaturi de plastic. Secţia de tranşare estedotatǎ cu linie aerianǎ, cu fierǎstrǎu electric, mese sau benzi de tranşare cu blaturi
de plastic, cuţite şi satâre, tǎvi de inox şi plastic, cǎrucioare din inox, cântare,
sterilizatoare pentru cuţite. Igiena personalǎ a lucrǎtorilor este strict controlatǎ.
Rezultatele tranşǎrii se înregistreazǎ în documente primare, avându-se în vedere
anumiţi indicatori stabiliţi de fiecare producǎtor de preparate din carne.
Pentru fabricarea pieptului fiert-afumat se foloseşte piept costiţă cu indice de
tranşare de 16,5.
Injectarea
Injectarea pieptului se realizează prin injectare cu saramură de tip A, odată cu
sarea introducându-se şi alte materii auxiliare : pentru formarea şi păstrarea
culorii(azotit), pentru ameliorarea gustului(zahăr), şi pentru mărirea capacităţii de
hidratare(polifosfaţi).
25
5/13/2018 Proiect Balosu Florentiu Marian - slidepdf.com
http://slidepdf.com/reader/full/proiect-balosu-florentiu-marian 26/77
Malaxarea-maturarea (tumblerizarea)Se realizează în tumblere plasate în camere cu temperaturi scăzute pentru a
evita pericolul dezvoltării bacteriilor şi pentru reţinerea unei cantităţi cât mai mari din
saramura injectată de către proteinele cărnii.
Masarea are drept consecinţe : migrarea rapidă a sării în masa de carne,
frăgezirea cărnii, producerea unui exudat proteic la suprafaţa cărnii.
Bucăţile de piept sunt supuse următoarelor acţiuni mecanice :
-frecarea bucăţilor între ele precum şi de faţa interioară a cuvei, frecare ce
slăbeşte structura cărnii în stratul superficial, prin deteriorarea fibrelor musculare, ce
eliberează suc ce contribuie la formarea exudatului ;
-şocurile care se produc sunt cu atât mai energice cu cât diametrul cuvei este
mai mare şi cu cât bucăţile de carne sunt mai grele. Aceste şocuri afectează bucăţile
de carne şi în profunzime, având drept consecinţă îmbunătăţirea frăgezimii şisuculenţei. Şocurile contribuie şi la o repartzare mai uniformă a saramurii injectate ;
-presiunile sunt determinate de bucăţile de carne din straturile superiore
asupra celor din straturile inferioare.
Malaxarea trebuie intercalată cu perioade de repaus pentru a facilita
reabsorbţia unei parţi din sucul eliberat şi pentru ca NaCl din diferite puncte ale
masei musculare să se egalizeze prin osmoză.
Tratamentul termic
Pieptul se aşează pe rame ţinându-se circa 30 – 60 minute, pentru zvântare
după care se afumă, la fum cald, circa 60 minute, la temperatura de 55ºC. După
afumare, în aceeaşi celulă are loc fierberea la temperatura de 75ºC timp de 70 – 90
minute.
Fierberea realizează următoarele obiective:-reducerea numărului de microorganisme;
26
5/13/2018 Proiect Balosu Florentiu Marian - slidepdf.com
http://slidepdf.com/reader/full/proiect-balosu-florentiu-marian 27/77
-înmoaie textura, ducând la mărirea digestibilităţii;
-pune în valoare aroma şi mirosul specific.
În timpul fierberii, în produsele de carne au loc o serie de modificărimicrobiologice, biochimice, histologice şi pierderi în greutate.
Răcirea
Răcirea pieptului se realizează în frigorifer, la o temperatură de 2-4˚C, timp de
aproximativ 12 ore.
Depozitarea
După răcire pieptul fiert afumat se depozitează la maxim 10˚C, în încăperi
curate, aerisite, uscate, întunecate, fără miros străin.
2.5.CARACTERISTICILE PRODUSULUI FINIT
Pieptul fiert afumat trebuie să îndeplinească următoarele condiţii tehnice :
Proprietăţi senzoriale
-formă şi aspect exterior: bucăţi de carne şi grăsime(fără os) de formă
aproximativ paralelipipedică, având lăţimea de 12-16 cm, cu margini fasonate,
suprafaţă curată, fără pete, de culoare brun-roşcată;
-aspect pe secţiune: culoarea slăninii albă până la alb-roz, alternând cu
straturi de carne de culoare roz, fără pete cenuşii;
-gust şi miros: plăcut, caracteristic pieptului pasteurizat,potrivit de sărat, fără
gust şi miros străin;
-consistenţă: specifică produsului.
Proprietăţi fizico-chimice
-apă: max.50%;
27
5/13/2018 Proiect Balosu Florentiu Marian - slidepdf.com
http://slidepdf.com/reader/full/proiect-balosu-florentiu-marian 28/77
-proteine: min.7%;
-clorură de sodiu: max.3%;
-azotiţi: max.7mg/100g produs.Proprietăţi bacteriologice
-germenii patogeni sau facultativ patogeni trebuie să fie absenţi.
2.6. INFLUENŢA TRATAMENTULUI TERMIC ASUPRA CALITĂŢIIPRODUSULUI FINIT
Carnea şi preparatele din carne cu structurǎ fibrilară, în comparaţie cu cele cu
structură omogenă, suferă, în plus, dezorganizări ale structurii macroscopice şi
microstructurale, restul de modificări fiind aceleaşi pentru toate preparatele din
carne, indiferent de structura lor, şi anume :
-dezorganizări la nivel de structură a proteinelor miofibrilare şisarcoplasmatice ;
-modificări fizico-chimice, în principal modificarea pH-ului şi capacitatea de
reţinere a apei ;
-modificări senzoriale (culoare, gust, miros, textură) ;
-formarea de suc (pierderi de substanţe azotoase, lipide, minerale, vitamine)
deci contribuie la scăderea valorii nutritive ;
-scăderea valorii nutritive din alte cauze.
2.6.1. DEZORGANIZAREA STRUCTURII MACROSCOPICE ŞI
MICROSTRUCTURALE A ŢESUTULUI MUSCULAR
La nivel macroscopic, modificările care au loc în ţesutul muscular depind de
temperatură şi felul tratamentului termic (umed/uscat).
28

5/13/2018 Proiect Balosu Florentiu Marian - slidepdf.com
http://slidepdf.com/reader/full/proiect-balosu-florentiu-marian 29/77
-până la temperatura de 50°C, fibrele musculare îşi micşorează diametrul ;
-la temperaturi cuprinse între 50 şi 60°C se continuă contractarea fibrelor
musculare precum şi a ţesutului conjunctiv care alcătuieşte perimisium şi
endomisium ;
-la temperaturi mai mari de 70°C se continuă contractarea ţesutului
conjunctiv, având loc şi o fragmentare a acestuia.
La nivel microscopic se constată următoarele :
-până la temperatura de 50°C are loc o scurtare însemnată a sarcomerului şi
o degradare a liniei Z ;
-la 60°C se iniţiază coagularea filamentelor groase de miozină şi începe
dezintegrarea filamentelor subţiri de actină, precum şi pierderea liniei M ;
-la 70°C are loc dezintegrarea masivă a filamentelor subţiri şi coagularea în
continuare a filamentelor groase;
-la 80…90°C structura filamentelor este pierdută.
b) Dezorganizări la nivel de structură a proteinelor
Modificările de structură a proteinelor miofibrilare şi sarcoplasmatice sunt în
funcţie de temperatura atinsă de produs. Până la atingerea temperaturii de 90…
95°C, transformările pe etape, suferite de proteinele cărnii sunt următoarele :
-între 30 şi 50°C, modificările proteinelor constau în deplierea lanţurilor
peptidice şi formarea de legături transversale, relativ instabile. În acest interval de
temperatură începe denaturarea proteinelor sarcoplasmatice. Modificărileproteinelor, în special a celor miofibrilare, influenţează : solubilitatea (scade) ;
capacitatea de reţinere a apei (se micşorează) ; pH-ul (creşte)
-între 50 şi 60°C modificările proteinelor constau în diminuarea severă a
solubilităţii proteinelor miofibrilare şi o diminuare progresivă a solubilităţii proteinelor
sarcoplasmatice, în rearanjarea structurală a proteinelor miofibrilare, se formează
legături mai stabile între lanţurile polipeptidice, se continuă denaturarea proteinelor
sarcoplasmatice.
29
5/13/2018 Proiect Balosu Florentiu Marian - slidepdf.com
http://slidepdf.com/reader/full/proiect-balosu-florentiu-marian 30/77
-între 60 şi 80°C sunt denaturate în totalitate proteinele miofibrilare şi
sarcoplasmatice, solubilitatea lor fiind minimă. Colagenul începe să se contracte la
65°C şi la temperaturi mai mari începe să se transforme în glutină şi gelatoze.
-la temperaturi peste 95°C au loc următoarele modificări : o hidroliză parţială aproteinelor, în special a celor sarcoplasmatice cu formare de polipeptide cu masă
moleculară mai mică, nivelul de hidroliză fiind dependent de nivelul de temperatură
atins, având în vedere acelaşi timp de încălzire.
Prin depăşirea temperaturii de 100°C au loc decarboxilări, dezaminări şi
desulfurizări ale proteinelor, aminoacizilor liberi cu sulf şi glutationului. În această
direcţie, proteinele structurale sunt principala sursă de H2S, cantitatea de H2S
formată fiind dependentă de felul cărnii, gradul de prospeţime al acesteia, de durata
de acţiune a căldurii.
La temperaturi > 100°C, creşterea nivelului de NH3 este pus pe seama
dezaminării aminoacizilor liberi, a peptidelor şi a polipeptidelor, fapt ce explică nivelul
ridicat de NH3 din conservele de carne sterilizate.
2.6.2. MODIFICĂRILE FIZICO-CHIMICE
Principalele modificări fizico-chimice se referă la pH şi capacitatea de reţinere
a apei, ambele fiind în strânsă dependenţă de modificările proteinelor.
În general, pH-ul cărnii creşte până la 70°C cu circa 0,4 unităţi. Astfel, dacă se
pleacă de la o carne cu pH=5,6 (carne refrigerată), se ajunge la pH~6,0. Această
creştere este pusă pe seama ruperii legăturilor în care sunt implicate grupările
imidazol, sulfhidrice şi hidroxilice.
Capacitatea de reţinere a apei este modificată în sensul diminuării ei.
Scăderea capacităţii de reţinere a apei este drastică în intervalul 40…50°C, după
care diminuarea este mai lentă, însă gradul de diminuare este în funcţie de
temperatură.
Pierderile de suc. Pierderile de suc, respectiv bulion de carne, la aplicarea
unui tratament termic, sunt influenţate de următorii factori : felul cărnii, pH-ul cărnii,
capacitatea de reţinere a apei, structura ,,închisă’’ sau ,,deschisă’’ a cărnii, tipul detratament termic aplicat, prezenţa sau absenţa membranelor.
30

5/13/2018 Proiect Balosu Florentiu Marian - slidepdf.com
http://slidepdf.com/reader/full/proiect-balosu-florentiu-marian 31/77
La prăjire, coacere, frigere, pierderile de anumiţi nutrienţi sunt mai reduse
decât la fierberea directă a cărnii, în schimb sunt mai mari cele de grăsime în
bulionul ce se formează.
Modificările senzoriale
Aceste modificări se referă la culoare, aromă, textură.
Culoare. Carnea şi produsele din carne care nu au fost sărate în prezenţă de
azotaţi/azotiţi vor căpăta o culoare brună-cenuşie, atât la suprafaţă, cât şi în
profunzime, la pasteurizare, blansare, fierbere, sterilizare, datorită transformării
pigmenţilor din stare redusă sau oxigenată în pigmenţi în stare oxidată. Chiar dacă
globina se denaturează complet la 80…85°C, culoarea cărnii începe să se modifice începând de la 40°C.
La carnea supusă coacerii, prăjirii, frigerii, culoarea la suprafaţă este brună-
roşcată, datorită, în principal, reacţiilor Maillard.
La produsele din carne sărate în prezenţă de azotiţi sau azotaţi , culoarea
produselor pasteurizate, blansate, fierte, sterilizate se datorează pigmenţilor de
sărare (nitrozomioglobina şi nitrozohemoglobina) care sunt transformaţi înhemocromogeni nitrici prin denaturarea părţii proteice a pigmenţilor respectivi. Dacă
sunt prezenţi reducători (de exemplu acid ascorbic) şi metmioglobină eventual
formată în carne înainte de sărare se poate transforma în hemocromogen cu globină
denaturată.
Aroma (gust şi miros). Cărnurile tratate termic posedă o aromă deosebită,
deoarece la tratament termic din diferiţi precursori de aromă solubili şi insolubili în
apă se formează substanţe specifice de aromă, volatile şi nevolatile.
Tratamentul termic intensifică aroma cărnii ca rezultat al acţiunii directe a
căldurii asupra proteinelor şi asupra componentelor azotate solubile în apă, al
reacţiilor de termodegradare oxidativă a grăsimilor proprii cărnii, ca rezultat al
reacţiilor de îmbrumare Maillard, al reacţiilor de piroliză a zaharurilor şi aminoacizilor,
al reacţiilor de degradare termică a ribonucleotidelor.
Textura cărnii. Textura cărnii, caracterizată prin frăgezime, suculenţă, estefoarte mult modificată prin aplicarea unui tratament termic ca o consecinţă a:
31
5/13/2018 Proiect Balosu Florentiu Marian - slidepdf.com
http://slidepdf.com/reader/full/proiect-balosu-florentiu-marian 32/77
-deshidratării mai mult sau mai puţin avansate. Deshidratarea conduce la
creşterea rezistenţei la masticaţie a cărnii, deci influenţează negativ frăgezimea prin
pierderea suculenţei ;
-expulzării de grăsime din celulele grase şi dispersia acesteia în masa cărniiconduce la îmbunătăţirea frăgezimii şi suculenţei ;
-hidrolizei colagenului care conduce la îmbunătăţirea frăgezimii şi suculenţei ;
-denaturării şi coagulării proteinelor, în special a celor structurale, care
conduc la înrăutăţirea frăgezimii şi suculenţei.
În general, textura cărnii tratate termic se îmbunătăţeşte la temperaturi
superioare celei de 80°C, deci o dată cu solubilizarea unei cantităţi mai mari de
colagen şi o dată cu dispersarea grăsimii în carne. Cu cât în carnea tratată termic se
reţine o cantitate mai mare de apă, cu atât produsul este mai suculent, mai fraged.
Modificarea valorii nutritive
Tratamentele termice conduc la o micşorare a valorii nutritive a cărnii în
ansamblul său, valoarea biologică a proteinelor scăzând cu 5-7%, iar digestibilitatea
acestora cu 4-6%. Contribuţia cea mai mare la scăderea valorii nutritive în cazul
cărnii tratate termic în prezenţa apei o au pierderile de substanţă uscată în sucul
eliberat iar în cazul cărnii tratată termic uscat, pierderile de valoare nutritivă se
datorează distrugerii unor vitamine, diferitelor reacţii în care sunt implicate proteinele
şi lipidele. Având în vedere consecinţele tratamentului termic clasic asupra cărnii şi
produselor din carne, tehnologiile moderne folosesc metode care reduc la minim
pierderile de valoare nutritivă.
32
5/13/2018 Proiect Balosu Florentiu Marian - slidepdf.com
http://slidepdf.com/reader/full/proiect-balosu-florentiu-marian 33/77
2.7. DEFECTELE PRODUSULUI FINIT
Defectele produselor proiectate pot fi:
-defecte de natură fizică şi chimică, care afectează proprietăţilesenzoriale ale poduselor care rămân încă comestibile;
-defecte de natură microbiologică, care afectează proprietăţile
senzoriale ale produselor şi/sau inocuitatea lor.
Cauzele care duc la apariţia defectelor mai sus menţinate sunt următoarele:
materii prime, materii auxiliare şi materiale necorespunzătoare;
depozitarea necorespunzătoare a materiilor prime, auxiliare şi a
materialelor;
proces tehnologic necorespunzător;
microorganisme care nu produc alterări, care produc alterări sau care
sunt patogene (ultimile afetând şi inocuitatea produselor).
Defecte de natură fizică
a. Fărâmiţarea la tăiere
Cauzele acestui defect sunt:
-produsul a fost pasteurizat în exces;
-la fabricare nu s-au folosit muşchii corespunzători;
-produsul nu a fost suficient de bine presat;
-nu au fost eliminate pungile de aer;
b . Pungi de gelatină în interiorul produsului
Cauzele care produc acest defect sunt următoarele:
33

5/13/2018 Proiect Balosu Florentiu Marian - slidepdf.com
http://slidepdf.com/reader/full/proiect-balosu-florentiu-marian 34/77
-utilizare de carne cu conţinut prea mare de colagen şi mai puţină proteină de
tip miozinic care se extrage la μ>0,3; raport mare grăsime/colagen. Proteina de tip
colagen trebuie să reprezinte mai puţin de 33% din total, de preferat sub 25%.
-suprapasteurizare.Produsele pasteurizate un timp mai îndelungat saupasteurizate la o temperatură mai ridicată a apei care conduce la separarea grăsimii
şi apei, produsul căpătând şi aspect mai uscat şi gust fad.
Defecte de natură chimică
a . Grăsimi râncede în podus
Cauzele apariţiei aestui defect sunt următoarele:
-utilizarea de grăsimi cu început de râncezire; Defectul poate fi evitat prin
utilizarea materiilor prime de primă prospeţime.
-păstrarea îndelungată şi improprie a produselor finite. Defectul poate fi evitat
prin păstrarea produselor finite în depozite condiţionate, cu excluderea luminii
naturale.
b . Pete de culoare verzuie în interiorul produsului
Cauzele apariţiei defectului sunt:
-folosirea de azotiţi în exces;
-distribuţia neuniformă a azotiţilor;
-durata de maturare mică;
-temperatură de maturare prea mare.
Pentru evitarea defectului este necesară o bună distribuţie a ingredientelor de
sărare, prelungirea duratei de sărare, o temperatură de maturare de 4…6˚ C şi
folosirea unor agenţi de accelerare a sărării cum ar fi ascorbatul sau eriscorbatul de
sodiu.
c . Culoare cenuşie pe secţiune
Defectul este cauzat de:
34
5/13/2018 Proiect Balosu Florentiu Marian - slidepdf.com
http://slidepdf.com/reader/full/proiect-balosu-florentiu-marian 35/77
-expunerea produselor tăiate în vitrinele de desfacere dn comerţ, în care caz,
în prezenţa luminii şi aerului, nitrozohemocromii se transformă în metpigmenţi;
-un exces de azotit rezidual din produsul finit care acţionează oxidativ asupa
pigmenţilor de culoare roşie pe care îi transformă în pigmenţi de culoare cenuşie.
În vitrinele de desfacere, se expun numai cantităţi reduse de produse tăiate.
La vânzarea acestora se înlătură porţiune oxidată printr-o simplă feliere.
d . Gust leşietic sau de săpun
Cauzele care produc acest defect sunt:
-folosirea unei slănini prea moi, cu un conţinut de acizi graşi liberi ridicat(slănină care nu a fost refrigerată imediat după recoltare şi care a suferit o lipoliză
parţială);
-utilizarea unei cantităţi mai mari de 0,5% polifosfaţi;
-utilizarea de NaCl impurificată cu săruri de Mg şi Ca.
Defectul apare la preparatele din carne, datorită formării unor săpunuri între
acizii graşi liberi din grăsime şi metalele alcaline sau alcalino-pământoase din apa
tehnologică folosită sau din sare.
e . Pete negre-cenuşii în secţiunea prdusului
Defectul este cauzat de acidul ascorbic utilizat în amestecul de sărare folosit
la fabricarea compoziţiei care se depozitează în recipiente metalice.
Petele negre, bine conturate pe secţiunea podusului sunt reprezentate de
ascorbatul de fier ce se formează.
Defectul nu apare la depozitarea semifabricatelor în recipiente de aluminiu,
inox sau plastic. Defectul este diminuat în prezenţa polifosfaţilor.
f . Grăsime galbenă şi spoturi de culoare galbenă
Grăsimea galbenă apare la şunci şi bacon datorită adaosului prea mare de
azotit şi menţinerii pentru o perioadă îndelungată în frigorifer. Spoturile de culoaregalbenă în grăsime, imediat sub şorici, sunt cauzate de transformarea colagenului în
35
5/13/2018 Proiect Balosu Florentiu Marian - slidepdf.com
http://slidepdf.com/reader/full/proiect-balosu-florentiu-marian 36/77
gelatină, la interferenţa şoric/grăsime, gelatina care reacţionează cu azotitul şi
formează spoturile de culoare galbenă sau gri-galben.
Formarea gelatinei din colagenul pielii este favorizată de operaţia de opărire a
porcinelor.
g . Spoturi de culoare roşie în slănină
Defectul apare la şunci şi bacon, datorită difuziei sângelui din carne în
slănină, unde se formează nitrozohemoglobină cu azotitul.
Defectul este frecvent în cazul porcinelor care au fost transportate
necorespunzător sau care au fost conduse la sacrificare prin lovire.
h . Culoare neuniformă după pasteurizare
Defectul este cauzat de:
-folosirea unei doze prea mari sau prea mici de azotiţi; la doze prea mari de
azotiţi, aceştia acţionează ca oxidanţi, deci modifică culoarea; la doze prea mici nu
se formează cantităţi suficiente de NO care participă la formarea nitrozopigmenţilor.
-folosirea unei sări impurificată cu cloruă de magneziu. Prezenţa CaCl2 în
sare împiedică o sărare uniformă.
-folosirea unui amestec de sărare cu granulaţia prea mare. Granulaţia prea
mare a amestecului de sărare încetineşte procesul de sărare.
-nerespectarea duratei şi temperaturii de maturare. Maturarea insuficientă ca
durată şi la temperatură prea mare nu conduce la formarea completă a pigmenţilor
de sărare.
-folosirea unei paste nedezaerate; prezenţa aerului în produs conduce la
oxidarea reală a nitrozopigmenţilor de sărare şi deci formarea de metpigmenţi.
-utilizarea cărnurilor DFD. În cărnurile DFD care au pH > 6,5, degradarea
azotiţilor este nesatisfăcătoare, deci nu se formează o cantitate satisfăcătoare de
NO.
36

5/13/2018 Proiect Balosu Florentiu Marian - slidepdf.com
http://slidepdf.com/reader/full/proiect-balosu-florentiu-marian 37/77
-utilizarea la sărare a cărnii în bucăţi mari şi folosirea în acest caz a sărării de
scurtă durată. Carnea PSE are o culoare pală deşi se sărează satisfăcător în
prezenţa amestecului de sărare rapid.
-folosirea de carne PSE;
-tratament termic insuficient. Tratamentul termic insuficient (temperatura
centrului termic < 70˚ C) nu conduce la stabilizarea nitrozopigmenţilor prin
transformarea lor în nitrozo-hemocromogeni prin denaturarea părţii proteice a
mioglobinei şi respectiv hemoglobinei reziduale.
Defecte de natură microbiologică
a. Înverzirea superficială a produselor
Prezenţa bacteriilor lactice, relativ rezistente la NaCl şi capabile să se
dezvolte la temperaturi de refrigerare:
-igienă necorespunzătoare a depozitelor de produse finite;
-refrigerare necorespunzătoare a produsului finit.
Înverzirea la suprafaţă evoluează rapid la temperaturi de depozitare mai mari
(mai ales vara). Defectul apare sub forma unui inel la exteriorul produsului cu
grosimea de 2-4 mm, în orice punct din produsul secţionat. Germenii fiind viabili, la
secţionarea produsului, aceştia se diseminează pe suprafaţa secţionată pe care o
înverzesc după circa 10-12 ore.
b . Înverzirea sub formă de zonă verde în centrul produselor cu diametrul
mare
Cauza este prezenţa bacteriilor lactice care au rezistat tratamentului termic.
-materie primă puternic contaminată; este necesară verificarea sub raport
microbiologic a materiilor prime şi auxiliare.
-compoziţie păstrată prea mult timp înainte de tratamentul termic; nu trebuie
să existe întreruperi în fluxul tehnologic.
37
5/13/2018 Proiect Balosu Florentiu Marian - slidepdf.com
http://slidepdf.com/reader/full/proiect-balosu-florentiu-marian 38/77
-tratament termic nesatisfăcător; tratamentul termic trebuie făcut la 69,5˚ C şi
chiar 71˚ C în centrul termic al produsului.
c . Înverzirea sub formă de inel în interiorul produsului
Defectul este cauzat de:
-gradul mare de infectare a materiilor prime şi auxiliare;
-menţinerea producţiei neterminate la temperaturi optime de dezvoltare a
lactobacililor (staţionări în producţia neterminată).
d . Mâzgă la suprafaţa produselor
Defectul este cauzat de dezvoltarea bacteriilor lactice, a micrococilor şi
drojdiilor la suprafaţa produsului fiind favorizat de:
-condensarea umidităţii la suprafaţa produselor;
-păstrarea un timp prea îndelungat a produselor în depozite frigorifice.
Este necesar ca depozitarea producţiei finale să se facă în spaţii răcite.
e . Mucegăirea produsului finit
Defectul este cauzat de dezvoltarea mucegaiurilor, favorizate de: suprafaţa
produsului prea umedă datorită mediului de păstrare sau datorită ,,transpiraţiei”
produsului finit.
Mucegaiurile au nevoie de aer pentru dezvoltare. Dacă mucegaiurile nu au
lezat integritatea membranei şi nu au pătruns în conţinut, acestea se înlătură rin
periere, iar dacă mucegaiul nu este umed, se spală batoanele cu saramură 20-25%şi cu acid acetic 3%.
La analizarea defectelor care pot apărea la fabricarea specialităţilor din carne
trebuie să se analizeze cu toată răspunderea cauzele care determină defectele şi
prin întocmirea unui plan riguros HACCP să se ia măsuri necesare evitării acestor
defecte pentru ca produsele finite să se încadreze în standardele de calitate în
vigoare.
38

5/13/2018 Proiect Balosu Florentiu Marian - slidepdf.com
http://slidepdf.com/reader/full/proiect-balosu-florentiu-marian 39/77
Producătorul de preparate din carne trebuie să înţeleagă că numai produsele
de calitate superioară sub raportul inocuităţii , calităţii senzoriale şi nutritive şi formei
de prezentare sunt rapid vandabile în cadrul unei economii de piaţă.
Cap.3. BILANŢURI DE MATERIALE
Bilanţul de materiale reprezintă principiul de conservare a materiei. Prin
întocmirea unui bilanţ de materiale se determină: consumul de materii prime,
semifabricate sau cantitatea de produs finit rezultat ; consumurile specifice,
randamente şi se obţin date importante necesare dimensionării utilajelor.
Bilanţul de materiale poate fi :
-general (total), când se aplică întregului proces sau unei operaţii şi se referă
la toate materialele care intervin;
-parţial. Acesta se scrie pentru un anumit component conţinut în materialele
care intervin în procesul tehnologic.
Pentru realizarea bilanţului parţial de materiale avem nevoie de date
referitoare la compoziţia chimică a materialelor care intră în procesul de fabricaţie,
de pierderile care au loc în urma operaţiilor la care sunt supuse materiile prime şi
semifabricatele.
3.1.1.BILANŢ PARŢIAL DE MATERIALE PENTRU PRODUSUL PIEPT FIERT
AFUMAT
Se stabileşte consumul specific pe baza bilanţului parţial de materiale cu
ajutorul pierderilor care sunt stabilite de schema de fabricaţie. Pentru a fabrica
pieptul de porc fiert si afumat se foloseşte piept de porc cu următoarele caracteristici:
conţinut apă 55%; conţinut proteină 14%; conţinut grăsime 30%; conţinut săruri
minerale 1%.
39

5/13/2018 Proiect Balosu Florentiu Marian - slidepdf.com
http://slidepdf.com/reader/full/proiect-balosu-florentiu-marian 40/77
Tabelul 1. Bilanţul parţial de materiale pentru piept fiert-afumat.
Adaosuri(kg)
Materiaprimă
Carne
Apă(%)
Proteine
(%)
Lipide
(%)Săruri
minerale(%)
Pierderi(%)
Operatiitehnologice 100 55 14 30 1,00
Tranşare 99 54,45 13,86 29,7
0,99 1
+108 apă+2 s.m.
Injectare 108,78
62,33 13,83 29,64 2,98 0,2
Malaxare 108,67
62,27 13,81 29,61 2,92 0,1
Fasonare 106,5 61,02 13,53 29,02 2,92 2
Zvântare 104,37 58,92 13,52 29,01 2,92 2Afumare 101,24 55,81
13,51 29,00 2,92 3
Pasteurizare 92,13 46,7 13,51 29,00 2,92 9
Răcire 91,21 46,23 13,37 28,71 2,89 1
Depozitare 89,39
44,42 13,37 28,71 2,89 2
Apă % = 44,42 *100/89,39 ; Proteine % = 13,37 * 100 / 89,39 ; S.M. % = 2,89 * 100 / 89,39
Apă % = 49,69 % Proteine % = 14,95 % S.M. % = 3,23%
40

5/13/2018 Proiect Balosu Florentiu Marian - slidepdf.com
http://slidepdf.com/reader/full/proiect-balosu-florentiu-marian 41/77
STAS pentru Piept fiert afumat :
• Apă.......................................................................................................................max.
50% ;
• Proteine..................................................................................................................min.7
% ;
• Sare........................................................................................................................max.
3% ;
3.2.BILANŢ TOTAL DE MATERIALE PENTRU PIEPT FIERT AFUMAT
Produs finit 2000 kg Piept fiert afumat
1.
M1 = 2000kg + 2/100 * M1 => M1 =2040,82kg2.
M2= 2040,82 kg + 1/100 * M2 => M2 = 2061,43 kg
3.
M3= 2061,43kg + 9/100 * M3 => M3 = 2265,31 kg
4.
Depozitare
produs finit
M1
M0=2000
kg
P=2%
R ăcire
M2
M1=2040,82
kg
P=1%
Pasteurizare
M2= 2061,43
kg
P=9 %
41
M3
5/13/2018 Proiect Balosu Florentiu Marian - slidepdf.com
http://slidepdf.com/reader/full/proiect-balosu-florentiu-marian 42/77
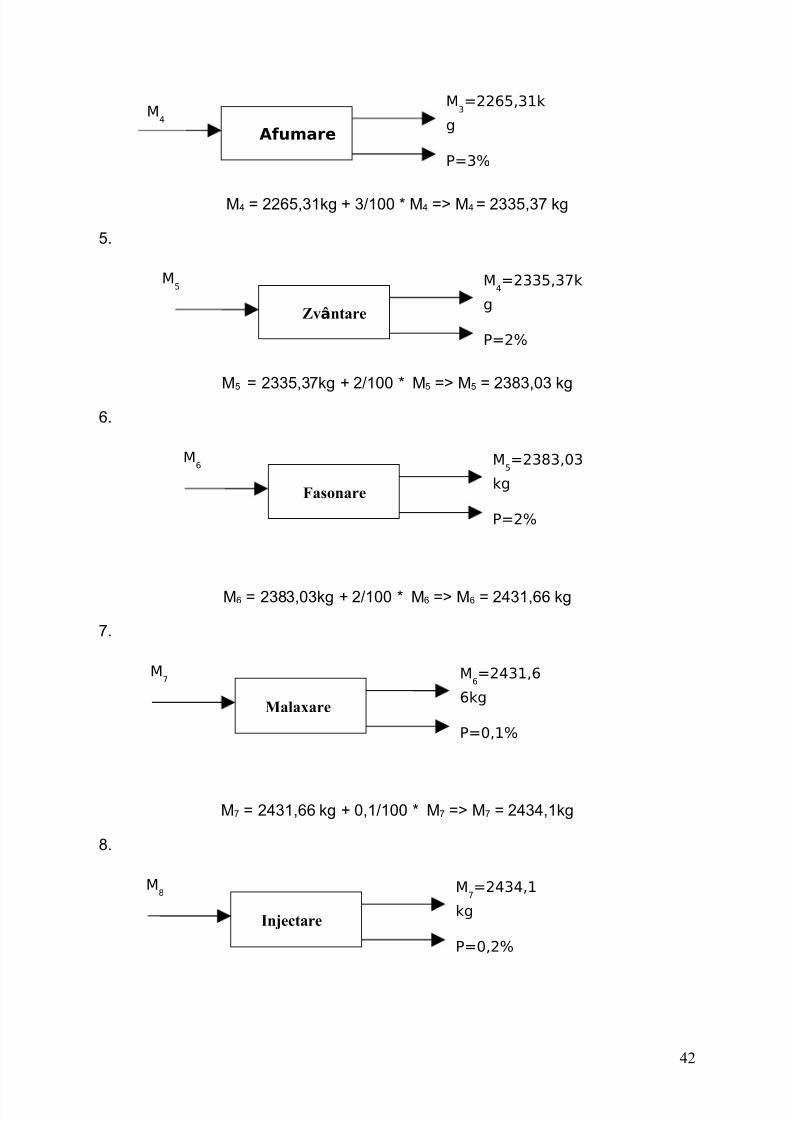
M4 = 2265,31kg + 3/100 * M4 => M4 = 2335,37 kg
5.
M5 = 2335,37kg + 2/100 * M5 => M5 = 2383,03 kg6.
M6 = 2383,03kg + 2/100 * M6 => M6 = 2431,66 kg
7.
M7 = 2431,66 kg + 0,1/100 * M7 => M7 = 2434,1kg
8.
Afumare
M3=2265,31k
g
P=3%
M4
Zvântare
P=2%
M4=2335,37k
g
M5
Fasonare
P=2%
M5=2383,03
kg
M6
Malaxare
P=0,1%
M6=2431,6
6kg
M7
Injectare
P=0,2%
M7=2434,1
kg
M8
42
5/13/2018 Proiect Balosu Florentiu Marian - slidepdf.com
http://slidepdf.com/reader/full/proiect-balosu-florentiu-marian 43/77
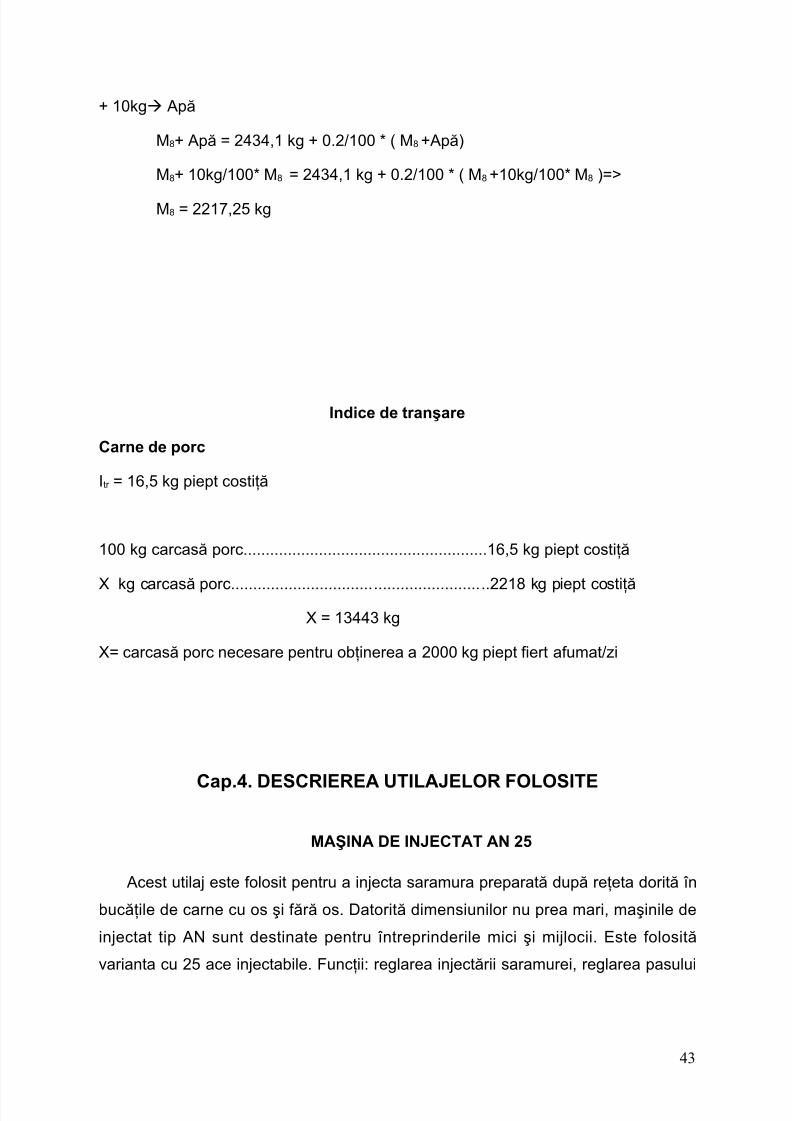
+ 10kg Apă
M8+ Apă = 2434,1 kg + 0.2/100 * ( M8 +Apă)
M8+ 10kg/100* M8 = 2434,1 kg + 0.2/100 * ( M8 +10kg/100* M8 )=>
M8 = 2217,25 kg
Indice de tranşare
Carne de porc
Itr = 16,5 kg piept costiţă
100 kg carcasă porc.......................................................16,5 kg piept costiţă
X kg carcasă porc..........................................................2218 kg piept costiţăX = 13443 kg
X= carcasă porc necesare pentru obţinerea a 2000 kg piept fiert afumat/zi
Cap.4. DESCRIEREA UTILAJELOR FOLOSITE
MAŞINA DE INJECTAT AN 25
Acest utilaj este folosit pentru a injecta saramura preparată după reţeta dorită în
bucăţile de carne cu os şi fără os. Datorită dimensiunilor nu prea mari, maşinile de
injectat tip AN sunt destinate pentru întreprinderile mici şi mijlocii. Este folosită
varianta cu 25 ace injectabile. Funcţii: reglarea injectării saramurei, reglarea pasului
43

5/13/2018 Proiect Balosu Florentiu Marian - slidepdf.com
http://slidepdf.com/reader/full/proiect-balosu-florentiu-marian 44/77
conveierului,supapa saramurei, priză suplimentară (legătură rapidă) care permite
conectarea a 3 ace pentru lucrul în mod manual.
Construcţia
Maşina de injectat este un utilaj separat dotat cu un cadru (ramă) vertical prevăzut
cu ace, cu un conveier (bandă transportoare) şi cu un rezervor pentru saramură.
Tabelul 3. Date Tehnice ale maşinii de injectat
AN 25
Numărul de ace injectabile [buc] 25
Numărul de ace în lăcaş [buc] 1
Productivitate [kg / oră] 1500
Numărul de salturi [salt/min] 60/36
Lăţimea conveierului [mm] 290
Avansul benzii transportoare [mm] 0-90 (reglaj fin)
Înălţimea maximăde ridicare a acelor [mm]
220
Presiunea saramurei [bari] 1-6 (reglaj fin)
Dimensiuni (lung x lăţ x înălţ) [mm] 1150 x 470 x 1700
Numărul pompelor de vid [buc] 1Puterea [kW] 3,0
Capacitatea rezervorului pompei [l] 100
TUMBLERUL MK 2000
44

5/13/2018 Proiect Balosu Florentiu Marian - slidepdf.com
http://slidepdf.com/reader/full/proiect-balosu-florentiu-marian 45/77
Modelele MK se caracterizează prin gama largă de lăţimi ale cuvei şi prin
productivitatea ridicată, găsindu-şi cu perfecţiune întrebuinţarea în unităţile medii şi
mari de procesare a cărnii.
Funcţii şi avantaje
- comandă cu microprocesor cu memorie de 50 de programe (nu include variantastandard);
- reglaj constant (pentru varianta standard) sau reglaj fin al rotaţiilor (varianta cumicroprocesor);
-transmisie electrică;
-descărcare gravitaţională;
-usurinţa exploatării;
-construcţie simplă şi solidă.
Tabelul 4. Date tehnice Modelele MK2000
2000
Capacitatea cuvei [l] 2000Greutatea încărcăturii [kg] 1400
Puterea de transmisie atumblerului [kW] 14
Puterea pompei de golire [kW] 0,75
Dimensiuni exterioare [mm]145028002200
Viteza de rotaţie a cuvei [r/min] 5,5
Masa [kg] 1300
Viteza de rotaţie a cuvei (nuinclude varianta standard) [r/min] 1,5 - 9
Puterea sistemului de răcire kW 2,2
CAMERA DE AFUMARE
45
5/13/2018 Proiect Balosu Florentiu Marian - slidepdf.com
http://slidepdf.com/reader/full/proiect-balosu-florentiu-marian 46/77
Camerele de afumare sunt instalatii destinate productiei industriale a produselor
din carne si a altor produse alimentare prelucrate termic. Permit înrosirea, uscarea,
afumarea si fierberea automata într-un singur ciclu de productie, fara necesitatea
unei alte manipulari .Constructia camerelor de afumare este solutionata modular. Prin crearea modulelor,
este posibila crearea unei instalatii cu capacitate variabila pentru produsul fabricat în
functie de necesitatile utilizatorului.
Echiparea de baza a camerelor de afumare:
• sistem de comanda cu microprocesor
• masurarea psicrometrica a umiditatii
• sistem de încalzire cu limitele de temperatura 0 - 100°C
• sistem de curatare
• sistem de umidificare
• sistem de circulatie
• sistem de aductiune a fumului
• sistem de aductiune a aerului proaspat
• sistem de ventilatie• generator de fum
Sistemul de comanda cu microprocesor comanda procesul tehnologic de
prelucrare termica a produsului conform unui program selectat anterior. Comanda
generatorul de fum, sistemul de curatare din camera si functionarea
ventilatoarelor. Urmareste si regleaza umiditatea si temperatura din camera,
temperatura din miezul produsului si temperatura din generatorul de fum. Display-ul
afiseaza temperatura din camera, miezul produsului, umiditatea din camera, timpul
actual, numarul programului si numarul pasului. Afisarea valorilor programate si a
celor reale nu este limitata de display, este posibila prin intermediul calculatorului,
imprimantei si al înregistratorului. Arhivarea este, de asemenea, posibila. Sistemul
de comanda cu microprocesor permite memorarea a 99 programe, fiecare program
continând 20 de pasi. Programele întrerupte datorita caderii alimentarii cu energie
electrica continua din acelasi loc dupa reluarea alimentarii.
46
5/13/2018 Proiect Balosu Florentiu Marian - slidepdf.com
http://slidepdf.com/reader/full/proiect-balosu-florentiu-marian 47/77
Masurarea psicrometrica a umiditatii. Umiditatea din camerele de afumare se
determina din valorile temperaturii masurate cu termometru uscat si din temperatura
masurata cu termometru umed prin intermediul sistemului de comanda cu
microprocesor.
Sistemele optionale de încalzire a camerelor de afumare:
• sistem de încalzire electric
• sistem de încalzire cu abur
• sistem de încalzire cu gaze
Sistemul de curatare este comandat de sistemul de comanda cu microprocesor sipermite curatarea spatiului interior a camerei de afumare.
Sistemul de umidificare este comandat de sistemul de comanda cu microprocesor în
functie de valoarea masurata a umiditatii în camera de afumare. Prin umidificarea cu
apa, se poate obtine umiditatea maxima de pâna la 92%. La acest sistem, apa este
pulverizata cu diuzele din interiorul camerei de afumare în asa fel, încât sa atinga
suprafetele de încalzire. Concomitent, în cazul încalzirii conectate, se obtine
transformarea aproape perfecta a apei în abur.Sistemul de circulatie asigura, prin intermediul ventilatoarelor de circulatie, circulatia
uniforma a aerului, a amestecului de aer cu fum sau a aburilor în camera de
afumare, asigurând, în acest fel, dispunerea uniforma a caldurii în tot spatiul. Parte
componenta a sistemului de circulatie este sistemul de aductiune a fumului, sistemul
de aductiune a aerului proaspat, precum si sistemul de aerisire. Sistemul de
aductiune a fumului se compune din tubulatura de legatura de la generatorul de fum
la camera de afumare si clapeta de închidere. Sistemul de aductiune a aerului
proaspat contine clapeta de aductiune a aerului proaspat. Sistemul de aerisire se
compune din clapeta de închidere, ventilatorul de aspirare si cosul de fum.
Generatorul de fum este parte inseparabila a camerelor de afumare. Sunt la
dispozitie doua tipuri de generatoare de fum în functie de cantitatea de fum
necesara.
Anexele optionale ale camerelor de afumare:
47

5/13/2018 Proiect Balosu Florentiu Marian - slidepdf.com
http://slidepdf.com/reader/full/proiect-balosu-florentiu-marian 48/77
• racire pentru posibilitatea de afumare cu fum rece
• dus
• catalizator
•
carucioare pentru afumatoare• bare de afumatoare
Varianta constructiva optionala a camerelor de afumare:
Varianta standard permite alinierea carucioarelor pentru afumatoare unul dupa altul,
de-a lungul camerei de afumare.
Varianta optionala a deschiderii usii în camerele de afumare.
48

5/13/2018 Proiect Balosu Florentiu Marian - slidepdf.com
http://slidepdf.com/reader/full/proiect-balosu-florentiu-marian 49/77
Cap.5. CALCULUL DE DIMENSIONARE
1.Dimensionarea depozitului de carcase
Cantitatea de carcasă depozitată pentru o zi G=13443 kg.
Depozitarea se face pentru 3 zile
G=13443×3=40239 kg carcasă
Încărcarea specifică pentru semicarcase porc=180 kg/m²
St=40329 kg :180 kg/m²
Suprafaţa totală ocupată de carne: St=161,3 m².
Suprafaţa reală de depozitare:
49

5/13/2018 Proiect Balosu Florentiu Marian - slidepdf.com
http://slidepdf.com/reader/full/proiect-balosu-florentiu-marian 50/77
Sr =β×St ; β=coeficient de utilizare a spaţiului
Sr =1,2×161,3; Sr =193,58 m²
Suprafaţa construită: Sc
=18×13m²2.Dimensionarea sălii de tranşare
Gc=13443 kg
Norma de producţie=640 kg/om/8h;
Necesar muncitori: 13443:640=19,5~20 oameni;
Suprafaţa mesei de lucru: S1=10×1,2=12 m²;
Necesar cărucioare: 13443:250=53,77~54 cărucioare;
Suprafaţa ocupată de cărucior: L×l=0,786×0,678=0,53 m²;
Suprafaţa ocupată de toate cărucioarele: S2=0,53×54=28,6 m²;
Suprafaţa necesară pentru linia aeriană: S3=12×1=12 m²;
Suprafaţa totală este:
St=S1+S2+S3=12+28,6+12=52,6m²;
Sr =1,6×18,95=52,6m²;
Sc=9×8 m².
3.Dimensionarea sălii de fabricaţie
Sunt necesari 6 oameni;
Suprafaţa mesei: S1=6×1,2=7,2m2;
Maşina de injectat are dimensiunile:
L×l×h=1,150×0,470×1,700
Suprafaţa ocupată de maşina de injectat: S2=1,150×0,470=0,54 m2;
St=S1+S2 =7,2+0,54 =7,74 ;
50
5/13/2018 Proiect Balosu Florentiu Marian - slidepdf.com
http://slidepdf.com/reader/full/proiect-balosu-florentiu-marian 51/77
Sr =7,74+spaţiu de circulaţie ;
Sc=9×8 m2.
4. Dimensionarea sălii de masare malaxareTumblerul are dimensiunile:
L×l×h=2,434×1,990×1,700
Suprafaţa ocupată de tumbler: S1=2,434×1,990=4,84 m2;
Sr =4,84 +spaţiu de circulaţie ;
Sc=5×4 m2
.
5. Dimensionarea sălii de tratament termic
Celula de fierbere afumare CFA are dimensiunile:
L×l×h=2,320×1,470×2,360
Suprafaţa ocupată : S1=2,320×1,470=3,41 m2.
Se folosesc două celule de fierbere şi afumare:
S1=S2=3,41 m2 ;
St=S1+S2=3,41+3,41=6,82 m2 ;
Sr =6,82m2 +spaţiu de circulaţie
Sc=4×4 m2.
6.Dimensionarea depozitului de produs finit
Încărcarea specifică piept fiert afumat =200 kg/ramă
S1=2000 ׃ 200=10 rame
Suprafaţa ocupată de ramă: L×l=1,4×0,9=1,26 m²;
10×1,26=12,6 m²;
Dimensionarea se face pentru 3 zile;
51

5/13/2018 Proiect Balosu Florentiu Marian - slidepdf.com
http://slidepdf.com/reader/full/proiect-balosu-florentiu-marian 52/77
St=12,6×3=37,8 m²;
Sr =37,8+spaţiu de circulaţie ;
Sc
=12×4 m
2
.
Cap.6. IMPLEMENTAREA PLANULUI HACCP LA
FABRICAREA PIEPTULUI FIERT AFUMAT
În perioada pe care o parcurgem, consumatorii devin din ce în ce mai
conştienţi de aspectele igienice ale vieţii şi alimentaţiei lor şi de aceea a devenit
absolut obligatoriu ca toţi producătorii de alimente să respecte atât exigenţele
tehnologice, cât şi pe cele de ordin igienico-sanitar.
Sistemele moderne de asigurare şi conducere a calităţii care fac obiectul
standardelor din seria ISO 9000, realizarea calităţii totale în industria alimentară sunt
obiective care nu se pot atinge fără a fi rezolvată mai întâi problema producţiei
igienice. În ţările cu o industrie şi o economie dezvoltată (ţările din Uniunea
Europeană, Statele Unite, Canada) încă din perioada anilor ’80 s-a preconizat
introducerea sistemelor bazate pe evaluarea şi prevenirea riscurilor asociate
producţiei de alimente, de tipul HACCP.
52

5/13/2018 Proiect Balosu Florentiu Marian - slidepdf.com
http://slidepdf.com/reader/full/proiect-balosu-florentiu-marian 53/77
HACCP este un acronim care provine de la expresia din limba engleză
,,Hazard Analysis Critical Control Points”, care este o metodă sistematică de
identificare, evaluare şi control a riscurilor associate produselor alimentare.
Multe cazuri de îmbolnăviri alimentare se datorează consumului de preparatedin carne, cauza fiind microorganismele prezente în flora intestinală a animalelor
sănătoase sau a celor bolnave, dar care nu au fost detectate la inspecţiile veterinare
de rutină. Aceste microorganisme, prezente iniţial în număr redus, se pot înmulţi
atunci când produsul este incorect prelucrat, transportat, depozitat sau preparat.
Prevenirea îmbolnăvirilor de origine alimentară depinde, deci, de măsurile de control
aplicate de-a lungul întregului circuit al produsului respective, de la animalul viu şi
până la consumul produsului finit.
Utilizarea unor practici bune de lucru (GMP), cuplată cu efectuarea unor
analize de laborator ale produsului finit, nu dă întotdeauna rezultatele dorite.
Problema siguranţei pentru consum a produselor finite poate fi rezolvată complet
doar prin aplicarea sistemului HACCP, care permite identificarea şi menţinerea sub
control a riscurilor identificate.
Este universal acceptat astăzi faptul că metoda HACCP este deosebit deimportantă pentru industria cărnii. Răspândirea acestei metode va spori încrederea
consumatorilor în produsele de carne şi va reduce barierele în comerţul internaţional.
Industria cărnii şi a preparatelor din carne poate obţine mai multe beneficii
prin aplicarea metodei HACCP, principalul fiind acela că această metodă reprezintă
instrumental de management cel mai eficient, chiar din punct de vedere al costurilor,
pentru producerea unor alimente cât mai sigure pentru consum cu tehnologia
existentă.
Planul HACCP nu se elaborează pentru a înlocui norme şi directive curente
sau programe existente în întreprindere. El trebuie să se concentreze pe prevenirea
riscurilor pentru protejarea sănătăţii publice, să minimalizeze aceste riscuri sau, dacă
este posibil, să le elimine.
O mare problemă ce poate să apară în industria cărnii este atunci când
întreprinderea încearcă să includă toate procedurile standard de lucru într-un planHACCP.
53

5/13/2018 Proiect Balosu Florentiu Marian - slidepdf.com
http://slidepdf.com/reader/full/proiect-balosu-florentiu-marian 54/77
O a doua problemă majoră apare atunci când clienţii solicită ca toate cerinţele
lor să fie incluse în planul HACCP ai furnizorului.
În întreprinderile din Uniunea Europeană şi în alte ţări există două programe
esenţiale aplicate la fabricarea produselor din carne: codurile de bune practici delucru (GMP) Şi programele de igienizare. Ambele programe fac parte efectivă din
orice plan HACCP, fără a-l substitui însă.
Selectarea echipei HACCP
Faza iniţială în elaborarea şi aplicarea unui plan HACCP pentru orice unitate
o constituie alcătuirea unei echipe multidisciplinare. Din echipă fac parte specialişti
în producţie, refrigerare, asigurarea calităţii, microbiologie, management. Dupăselectarea echipei, membri ei trebuie instruiţi în legătură cu riscurile microbiologice,
chimice, fizice care trebuie monitorizate şi controlate.
Descrierea produsului
Se stabileşte exact produsul, reţeta de fabricaţie, caracteristicile, forma de
livrare şi care sunt abuzurile posibile în timpul distribuţiei şi consumului.
Identificarea utilizării intenţionate
Se identifică segmentele de populaţie mai expuse la risc ce vor consuma
produsul respsctiv:bătrâni, copii, imunodepresivi etc.
Construirea şi verificarea diagramei de flux
Diagrama de flux trebuie să furnizeze o descriere completă a tuturor etapelor
pornind de la materia primă şi până la produsul finit. Echipa va trebui să inspecteze
operaţiile la faţa locului, verificând dacă diagrama este corectă şi exactă.
Identificarea riscurilor
Factorii ce trebuiesc luaţi în considerare la analiza riscurilor sunt:
-proprietăţile intrinseci ale produsului în timpul fabricaţiei şi după fabricaţie;
54
5/13/2018 Proiect Balosu Florentiu Marian - slidepdf.com
http://slidepdf.com/reader/full/proiect-balosu-florentiu-marian 55/77
-procesele tehnologice;
-conţinutul microbian în timpul şi după fabricare;
-proiectarea şi amplasarea utilajelor;-procedee de ambalare;
-tehnici de curăţenie şi dezinfecţie;
-sănătatea, igiena şi instruirea lucrătorilor;
-livrarea şi păstrarea produsului;
-modul de preparare şi consum;
-practicile consumatorilor.
Pentru analiza riscurilor la preparatele din carne sunt foarte utile informaţiile
cu privire la produsele returnate, precum şi analiza datelor epidemiologice.
Riscuri fizice. Principalele riscuri fizice sunt reprezentate de: sticlă, metal,
oase, lemn, plastic, cauciuc, pietricele, alice, ace de seringă şi alte corpuri străine,
care pot dăuna consumatorilor. Aceste riscuri pot fi cel mai bine prevenite prin
selectarea furnizorilor pe baza existenţei unor programe HACCP eficiente, prin
verificarea materiilor prime recepţionate şi prin controlarea condiţiilor de fabricaţie.
Prevenirea contaminării cu sticlă începe prin utilizarea exclusivă a geamurilor
şi a corpurilor de iluminat protejate în secţiile de fabricaţie.
Fragmentele de os reprezintă o preocupare permanentă la produsele din
carne. Pentru anumite produse, prezenţa lor poate fi minimizată, dar nu prevenită (laprodusele tocate grosier). Un program de control eficient trebuie să includă
urmărirea tendinţei de apariţie a defectelor de această natură şi răspunderea
lucrătorilor pentru creşterea procentului de defecte.
Recent a fost aprobată utilizarea unei instalaţii care detectează particulele
străine ce au dimensiuni minime de 0,8mm şi cu ajutorul căreia pot fi testate
produsele suspectate de riscuri fizice. Se consideră că particulele cu dimensiuni sub
0,8mm nu prezintă pericol pentru sănătatea consumatorilor.
55

5/13/2018 Proiect Balosu Florentiu Marian - slidepdf.com
http://slidepdf.com/reader/full/proiect-balosu-florentiu-marian 56/77
Riscuri chimice. Un risc chimic posibil este excesul de azotit de sodium, care
provine din utilizarea necorespunzătoare a amestecurilor de sărare. Acest risc a fost
recunoscut cu decenii în urmă de către USDA, care a stabilit necesitatea controlului
pentru minimizarea lui. Alte riscuri posibile sunt reziduurile de pesticide, antibiotice,medicamente cu sulf, agenţi de spălare şi dezinfectare, lubrifianţi.
Amestecarea cărnii de la diferite specii de animale poate constitui un risc.
Unul din motive este acela că un număr redus de consumatori sunt alergici la carnea
provenită de la anumite specii de animale. De asemenea, un produs din carne de
vită în care a fost introdusă în mod nepermis carne de porc riscă să nu fi fost tratat
corespunzător pentru distrugerea unor paraziţi. De aceea, trebuie folosite procedee
eficiente de prevenire a erorilor în reţetele şi tehnologiile de fabricaţie sau acontaminării cu carne rămasă în instalaţie la trecerea de la fabricaţia unui produs la
altul.
Riscuri biologice. Clasificarea riscurilor biologice s-a făcut în funcţie de
severitate. Această clasificare stă la baza stabilirii planurilor de eşantionare, a căror
severitate creşte în funcţie de severitatea riscurilor identificate.
Pentru produsele din carne există următoarele categorii de risc:
a. Bacterii patogene î n formă vegetativă , care pot fi prezente în materii prime
şi ingrediente şi care sunt distruse în timpul fabricaţiei. Deoarece bacteriile patogene
nesporulate nu supravieţuiesc procesului tehnologic, nu este necesară testarea
materiilor prime şi a ingredientelor sub acest aspect.
b. Bacterii sporulate care pot supravieţui proceselor tehnologice ce nu prevăd o
etapă de sterilizare. Refrigerarea sub 10˚C previne dezvoltarea acestor bacterii.
Întotdeauna se va porni de la presupunerea că produsul conţine bacterii patogene,
indifferent cât de mică ar fi probabilitatea existenţei lor şi, deci, refrigerarea este
esenţială pentru siguranţa produselor nesterilizate;
c. Bacterii patogene care pot recontamina produsele după fabricare, înainte de
consum. Aceste bacterii vor fi controlate prin proiectarea igienică a întreprinderii
pentru minimizarea riscului de contaminare încrucişată de la materiile prime la
produsele prelucrate, prin aplicarea unui program eficient de igienizare sau prin
56
5/13/2018 Proiect Balosu Florentiu Marian - slidepdf.com
http://slidepdf.com/reader/full/proiect-balosu-florentiu-marian 57/77
pregătirea şi informarea corespunzătoare a personalului implicat în manipularea,
depozitarea şi distribuirea produsului.
Determinarea punctelor critice de control şi a limitelor critice
Recepţia şi pregătirea materiilor prime.
Alcătuirea compoziţiei (CCP2)
Din categoria operaţiilor pregătitoare fac parte: dezosarea, cântărirea,
prepararea amestecurilor de sărare etc. Riscurile de preocupare majoră în cursul
acestor operaţii sunt de natură fizică şi chimică.
Riscurile chimice potenţiale sunt adăugarea de azotit de sodiu în exces(atunci când acest lucru nu este prevăzut în reţetă).
Riscurile fizice care pot apare sunt fragmente de oase, metal, sticlă şi alte
materiale străine. Aceste riscuri fizice sunt cel mai bine controlate prin procurarea
ingredientelor de la furnizori care au implementat un sistem HACCP eficient şi prin
monitorizarea ingredientelor recepţionate. Gradul de monitorizare trebuie să reflecte
tipul de risc, nivelul riscului pentru fiecare ingredient şi încrederea în eficienţa
sistemului HCCP al furnizorilor.
Procedeele industriale de recepţie şi depozitare a cărnii proaspete nu trebuie
să permită scăparea de sub control a riscurilor biologice. În plus, procedeele
obişnuite folosite la decongelarea cărnii nu ridică nivelul riscurilor biologice până la o
valoare inacceptabilă. Greşelile efectuate în timpul păstrării şi decongelării cărnii
crude vor avea o influenţă mai mare asupra calităţii tehnologice şi eventual asupra
alterării decât asupra inocuităţii.
Alte ingrediente folosite la fabricarea preparatelor din carne constituie rar o
sursă de riscuri biologice pentru produsele fabricate. Excepţie fac condimentele care
se adaugă după tratamentul termic şi pot fi o sursă de contaminare. Acest risc poate
fi controlat prin aplicarea unor tratamente (iradiere) condimentelor.
Curăţenia instalaţiilor şi a mediului ambiant în care se păstrează carnea crudă
şi se pregăteşte compoziţia este importantă, dar nu reprezintă un pericol real pentru
57

5/13/2018 Proiect Balosu Florentiu Marian - slidepdf.com
http://slidepdf.com/reader/full/proiect-balosu-florentiu-marian 58/77
siguranţa produselor, dacă programele de curăţenie sunt elaborate serios şi aplicate
corespunzător.
Tratamentul termic (CCP1)
Metoda de tratament termic utilizată influenţează viteza de pătrundere a
căldurii şi omogenitatea încălzirii. Procesul de tratare termică trebuie controlat pentru
a se atinge două obiective:
1.Prevenirea multiplicării excesive a microorganismelor î n timpul încălzirii,
înaintea atingerii temperaturii letale. Bacteriile patogene se pot multiplica în timpul
încălzirii foarte lente în domeniul de temperatură cuprins între 10˚C şi 52˚C. Teoretic,
aceasta poate duce la producerea şi la acumularea de toxină termostabilă. Când seatinge temperatura letală, celulele vegetative sunt distruse. Riscul apariţiei şi
acumulării toxinelor este foarte redus, dar trebuie luat în considerare. O altă
problemă o reprezintă deshidratarea în timpul fazei iniţiale a încălzirii, în special la
suprafaţa produselor care nu sunt acoperite etanş. Reducerea activităţii apei la
suprafaţa produsului poate creşte rezistenţa la încălzire şi favoriza supravieţuirea
bacteriilor patogene.
2.Realizarea temperaturii interne minime în întregul produs, ceea ce necesită
menţinerea produsului la o temperatură internă minimă un anumit timp. Aceasta este
cea mai simplă cale de a realiza siguranţa microbiologică a produselor.
Întrucât produsele gata de consum prezintă risc major de prezenţă a
enterobacteriilor patogene, la stabilirea regimului de tratament termic se vor lua în
consideraţie datele despre Salmonella şi Listeria monocytogenes.
Răcirea (CCP2)
Răcirea se impune ca o continuare a procesului de tratare termică. Pe de altă
parte, răcirea este foarte importantă pentru a ţine sub control germinarea sporilor
care au supravieţuit tratamentului termic şi multiplicarea microorganismelor. Este
foarte importantă viteza răcirii de la 52˚C până la20˚C. Sub 20˚C, bacteriile patogene
sporulate mezofile care ar putea fi prezente în produsele din carne se multiplică
încet, iar sub 10˚C multiplicarea încetează.
58
5/13/2018 Proiect Balosu Florentiu Marian - slidepdf.com
http://slidepdf.com/reader/full/proiect-balosu-florentiu-marian 59/77
În cursul operaţiei de răcire şi, eventual, în timpul porţionării şi ambalării,
produsul este expus unei potenţiale contaminări. O problemă generală este
condensarea, care poate fi o sursă de contaminare microbiană a produselor care se
răcesc.Contaminarea de la apa de răcire reprezintă o problemă pentru calitatea, dar
nu pentru siguranţa de consum a produselor care se vând în stare refrigerată sau
congelată, întrucât microorganismele de contaminare nu se pot dezvolta.
Ambalarea (CCP2)
Produsele din carne sunt introduse în navete sau cutii pentru depozitarea
ulterioară şi pentru livrare. Riscul contaminării cu microorganisme patogene estecontrolabil prin aplicarea unor programe de igienizare a mediului de producţie şi prin
educarea lucrătorilor. Codificarea şi etichetarea corespunzătoare a acestor produse
este un punct de control, deoarece este esenţială atât pentru monitorizare, cât şi
pentru verificarea returnărilor de produse.
Depozitarea şi livrarea (CCP2)
Produsele gata de consum, fiind perisabile, vor fi depozitate şi livrate lamaximum 5˚C. Modificările microbiologice care apar în aceste produse în timpul
depozitării şi livrării sunt influenţate de mai mulţi factori: ingrediente, încălzirea,
răcirea, compoziţia produsului, ambalare, contaminare după tratament termic.
Riscurile biologice sunt determinate de efectele combinate ale acestor factori şi de
condiţiile de depozitare şi livrare.
Monitorizarea
Monitorizarea trebuie să se bazeze pe măsurători rapide, pentru a putea
corecta în timpul util erorile intervenite, fără a compromite siguranţa în consum a
produselor finite. Metodele de monitorizare folosite sunt:
-Observare vizuală;
-Măsurarea temperaturii;
-Măsurarea duratei;
59

5/13/2018 Proiect Balosu Florentiu Marian - slidepdf.com
http://slidepdf.com/reader/full/proiect-balosu-florentiu-marian 60/77
-Măsurarea pH-ului;
-Măsurarea umidităţii.
Ideală ar fi monitorizarea continuă, corelată cu corectarea automată acondiţiilor de fabricare. Dacă nu este posibilă o monitorizare continuă, frecvenţa
monitorizării trebuie determinată pe baze statistice.
Eficienţa sistemului HACCP depinde de precizia instrumentelor şi de
instruirea lucrătorilor implicaţi în monitorizare. Aceştia trebuie:
-să înţeleagă scopul fiecărei etape în cadrul procesului;
-să înţeleagă importanţa monitorizării acestei etape;
-să-şi cunoască responsabilitatea în ceea ce priveşte controlul unei anumite
etape;
-să realizeze faptul că siguranţa în consum a produselor depinde de
activitatea lor.
Activitatea lucrătorilor implicaţi în monitorizare este verificată de personalul
care face evaluarea funcţionării sistemului HACCP.
Acţiuni corective
Utilizarea HACCP la fabricarea preparatelor din carne nu garantează faptul că
nu vor apare riscuri, ci că ele sunt controlabile şi vor fi mai puţine.
Atunci când apar deviaţii în punctele critice de control sunt necesare o serie
de măsuri corrective. Toate deviaţiile de la limitele critice trebuie înregistrate.
Înregistrările trebuie să dea informaţii cu privire la ce s-a întâmplat şi de ce, acţiunile
întreprinse pentru prevenirea apariţiei lor în viitor, ce s-a dispus în legătură cu
produsul şi cine a fost implicat în recondiţionarea produsului scăpat de sub control.
Păstrarea înregistrărilor
Tipul şi numărul înregistrărilor trebuie să reflecte severitatea riscului,
metodele folosite pentru controlarea riscurilor şi metodele de înregistrare a
măsurătorilor. O etapă din process cu risc şi frecvenţă scăzute şi cu posibilităţi de
60
5/13/2018 Proiect Balosu Florentiu Marian - slidepdf.com
http://slidepdf.com/reader/full/proiect-balosu-florentiu-marian 61/77
control cunoscute de mult timp şi care şi-au dovedit eficacitatea nu necesită
înregistrări foarte numeroase. Un proces care conţine risc cu severitate şi frecvenţă
ridicate şi cu posibilităţi mai reduse de control necesită o documentaţie serioasă.
Scopul păstrării înregistrărilor este de a furniza informaţii ce vor fi folositepentru a verifica dacă procesul a fost sub control sau nu. Înregistrările trebuie
păstrate până la expirarea termenului de valabilitate a produsului.
Verificarea
O formă obişnuită şi simplă de verificare, dar foarte utilă, este verificarea
metodelor de monitorizare de către persoanele neimplicate în această operaţie,
pentru a avea siguranţa corectitudinii monitorizării şi a ţinerii sub control aprocesului.
Se verifică înregistrările deviaţiilor şi ale tendinţelor de ieşire de sub control.
Se verifică dacă limitele critice sunt corespunzătoare şi dacă planul HACCP
funcţionează.
Cap.7. MĂSURI DE IGIENIZARE ÎN UNITATE
Consideraţii generale
Calitatea produselor şi tendinţa mereu crescândă pentru îmbunătăţirea
calităţii se realizează, în fabricile de preparate din carne, şi printr-o activitate
permanentă pentru menţinerea unui nivel de igienă generală ridicat, care se poateasigura numai printr-o activitate susţinută şi controlată de menţinere a curăţeniei în
timpul lucrului, controlul personalului şi măsuri de spălare şi dezinfecţie după
program.
Operaţiile de igienizare urmăresc întreţinerea în condiţii sanitare
corespunzătoare a tuturor spaţiilor de producţie, de depozitare, a instalaţiilor şi
utilajelor şi a anexelor din incinta unităţii.
61
5/13/2018 Proiect Balosu Florentiu Marian - slidepdf.com
http://slidepdf.com/reader/full/proiect-balosu-florentiu-marian 62/77
Condiţiile necesare întreţinerii nivelului ridicat de igienă generală se asigură
începând de la faza de proiectare şi construire a întreprinderii prin:
-alegerea unui amplasament corespunzător;
-întocmirea corectă a planului general;
-proiectarea şi realizarea unei construcţii cu vestiare filtru, instalaţii de apă cu
circuite separate de apă rece şi apă caldă, instalaţii de canalizare, ventilaţii şi
condiţionări, depozite răcite şi finisaje adecvate;
-prevederea şi dotarea cu utilaje confecţionate în majoritate din materiale
rezistente la coroziuni, iar părţile care ajung în contact cu carnea realizate din oţel
inoxidabil, montate la distanţe regulamentare faţă de pereţi, stâlpi şi alte utilaje
învecinate;
-dotarea cu instalaţii pentru pregătirea soluţiilor detergente şi dezinfectante
precum şi cu utilaje pentru curăţire şi dezinfecţie;
Igienizarea cuprinde procesul de curăţire şi dezinfecţie (sanitarizare) a
zonelor de prelucrare a cărnii. Scopul igienizării este de a îndepărta resturile, de a
reduce populaţia bacteriană şi de a distruge microorganismele generatoare de
afecţiuni.
Igienizarea este o componentă importantă şi permanentă a activităţii de
producţie, ea neluând practice sfârşit niciodată într-o întreprindere de procesare a
cărnii.
7.1. ETAPELE IGIENIZĂRII
Etapele igienizării sunt: curăţarea şi dezinfecţia, fiecare din ele având scopuri
şi necesităţi de realizare diferite.
Etapa de curăţare constă în următoarele:
-pregătirea zonei pentru curăţare. Se dezasamblează părţile lucrative ale
echipamentului tehnologic şi se plasează piesele componente pe o masă sau rastel.
Se acoperă instalaţia electrică cu o folie de material plastic;
62
5/13/2018 Proiect Balosu Florentiu Marian - slidepdf.com
http://slidepdf.com/reader/full/proiect-balosu-florentiu-marian 63/77
-curăţarea fizică. Se colectează resturile de carne şi grăsimi de pe
echipamente şi pardoseli şi se depozitează într-un recipient;
-prespălarea. Se spală suprafeţele murdare ale utilajelor, pereţilor şi în final
pardoseala, cu apă la 50…55˚C. Prespălarea se începe de la partea superioară aechipamentelor de procesare sau a pereţilor, cu evacuarea reziduurilor în jos, spre
pardoseală. În timpul prespălării se va evita umectarea motoarelor electrice, a
contactelor şi cablurilor electrice. Prespălarea nu trebuie realizată cu apă fierbinte
deoarece aceasta ar coagula proteinele pe ehipamentele de procesare şi nici cu apă
rece, deoarece în acest caz nu se vor îndepărta grăsimile;
-curăţarea chimică (spălarea chimică). Este operaţia de îndepărtare a
murdăriei cu ajutorul unor substanţe chimice aflate în soluţie, operaţia fiind favorizată
de executarea concomitentă a unor operaţii fizice. Soluţia de curăţare trebuie să aibă
temperatura de 50…55˚C şi poate fi aplicată la suprafaţa de curăţare prin intermediul
măturilor şi teului, în cazul pardoselilor, sau cu ajutorul aparatelor de stopire sub
presiune care lucrează în sistem individual sau centralizat. Substanţa de curăţare se
poate aplica şi sub formă de spumă sau gel. Durata de acţiune a substanţei de
curăţare pe suprafaţa respectivă trebuie să fie de aproximativ 5-20 minute.
-clătirea. Clătirea se face cu apă la 50…55˚C prin stropirea suprafeţei
curăţate în prealabil chimic, clătirea trebuind să fie executată până la îndepărtarea
totală a substanţei de curăţare, componentă a soluţiei chimice folosită, respectiv 20-
25 minute.
-controlul curăţării. Acest control se face prin inspecţia vizuală a tuturor
suprafeţelor şi retuşarea manuală acolo unde este necesar;
Dezinfecţia sau curăţarea ,,bacteriologică” se realizează prin aplicarea unui
dezinfectant pe toate suprafeţele, în prealabil curăţite chimic şi clătite, în vederea
distrugerii bacteriilor. Înainte de începerea lucrului, a doua zi, se execută o spălare
intensă cu apă caldă (50…55˚C) şi apă rece pentru îndepărtarea dezinfectantului.
7.2. AGENŢI DE CURĂŢIRE
63
5/13/2018 Proiect Balosu Florentiu Marian - slidepdf.com
http://slidepdf.com/reader/full/proiect-balosu-florentiu-marian 64/77
La curăţirea chimică a murdăriei trebuie să avem în vedere ca soluţia de
curăţire să realizeze:
•umectarea depozitului de murdărie în vederea reducerii forţelor de atracţie
dintre depozit şi suprafaţa de curăţit;
•dispersia depozitului de murdărie în soluţia de curăţire;
•peptizarea substanţelor proteice şi trecerea lor sub formă coloidală;
•dizolvarea substanţelor solubile;
•menţinerea în suspensie a particulelor nesolubilizate;
•saponificarea grăsimii.
Depozitele de murdărie, de pe echipamente, pereţi, pardoseli din industria
cărnii, sunt formate din proteine şi grăsimi în care se pot găsi microorganisme, iar
factorii care influenţează curăţirea chimică se referă la: factori care determină gradul
de acţiune al soluţiei de spălare aleasă, factori dependenţi de natura impurităţilor şi
factori care caracterizează suprafaţa upusă curăţării.
În prima categorie de factori se au în vedere: concentraţia substanţei de
curăţire în soluţie, temperatura soluţiei, duritatea apei în care s-a solubilizat
substanţa de curăţire, intensitatea acţiunii mecanice în timpul aplicării soluţiei de
curăţire, gradul de impurificare al soluţiei de curăţire în timpul folosirii ei.
În cea de-a doua categorie de factori se au în vedere: natura depozitului de
murdărie, starea depozitului de murdărie, mărimea depozitului de murdărie.
În cea de-a treia categorie de factori se au în vedere: felul suprafeţei (desticlă, oţel inox, plastic, aluminiu), starea suprafeţei (suprafaţă netedă sau rugoasă).
Agenţii de curăţire, în mod ideal, trebuie să îndeplinească umătoarele condiţii:
-să aibă o capacitate de umectare mare;
-să fie solubili în apă, iar după clătirea suprafeţelor curăţite, să nu rămână urme de
substanţă de curăţire;
64

5/13/2018 Proiect Balosu Florentiu Marian - slidepdf.com
http://slidepdf.com/reader/full/proiect-balosu-florentiu-marian 65/77
-să fie capabile să emulsioneze şi să degreseze impurităţile în particule din ce în ce
mai fine, să menţină particulele în suspensie şi să nu permită depunerea lor;
-să aibă toxicitate cât mai redusă şi să fie aprobate de organele sanitare;
-să aibă efecte reduse (sau să fie fără efect) asupra instalaţiei şi utilajului supuse
operaţiei de curăţire chimică;
-să fie cât mai indoor;
-să fie ieftin;
-să fie manipulat uşor;
-să poată fi regenerat;
-să prezinte capacitate de solubilizare şi de complexare a sărurilor de Ca 2+ şi Mg2+
din apa folosită şi din impurităţi;
-să nu fie sensibilă la variaţiile de duritate ale apei folosite;
-să aibă capacitate de dizolvare a sărurilor organice şi să le mărească solubilitatea
în apă;
-să nu formeze depuneri pe suprafeţele care au fost tratate cu soluţia chimică de
curăţire;
-să nu aibă capacitate de spumare prea mare;
-să aibă şi capacitate antiseptică;
-să poată fi degradat pe cale biologică.
Agenţii de curăţire pot fi bazici şi acizi. Aceşti agenţi intră în constituţia
reţelelor care mai pot conţine şi substanţe neutre.
Substanţe bazice de curăţire
Sunt cele mai utilizate şi au proprietatea de a peptoniza substanţele proteice
şi de a saponifica grăsimile şi uleiurile. Cele mai importante substanţe bazice folosite
la curăţire sunt:
65

5/13/2018 Proiect Balosu Florentiu Marian - slidepdf.com
http://slidepdf.com/reader/full/proiect-balosu-florentiu-marian 66/77
-soda caustică, are capacitatea de a îndepărta crustele, de a dizolva
depozitele proteice şi de a saponifica grăsimile şi uleiurile. Are efect germicid şi se
aplică odată cu creşterea temperaturii soluţiei. Are acţiune corozivă asupra
suprafeţelor metalice şi asupra betoanelor. Se utilizează soluţii de concentraţie 1%.-carbonatul de sodiu este mai ieftin dar acţiunea sa detergentă este mai
redusă decât a NaOH. Are capacitate de saponificare şi peptizare, dar capacitatea
de ,,umectare “ şi de dispersare a murdăriei este mai redusă. Este mai puţin
corozivă şi exercită un efect antimicrobian. Se utilizează soluţii cu concentraţii de 5-
6%.
-fosfaţii acţionează atât ca substanţe puternic alcaline dar şi ca sechestranţi.
Au capacitate de umectare şi de suspendare a murdăriei în soluţie. Sunt puternic
peptonizante, saponificante şi emulsionante. Se utilizează în soluţie 0,5% la
temperatura de 50˚C.
-silicaţii alcalini sunt caracterizaţi printr-o putere de penetrare mare a
murdăriei şi de menţinere a murdăriei în suspensie. Nu sunt substanţe corozive, din
contră, silicaţii inhibă acţiunea alcaliilor faţă de anumite metale. Se utilizează în
soluţie 0,1%.
Substanţe acide de curăţire
Sunt mai puţin utilizate decât cele bazice. Sunt foarte eficiente în
îndepărtarea depozitelor minerale şi proteice de pe echipamente. Temperatura şi
duritatea apei folosite influenţează acţiunea acestor substanţe.
Principalele substanţe acide de curăţire sunt:
-acid azotic se utilizează în soluţie 0,5% pentru spălarea conductelor de inox
în circuit închis, la temperatura de 60-70˚C. Este foarte eficace în îndepărtarea
depozitelor minerale şi proteice. Are acţiune corozivă asupra multor metale.
-acidul fosforic are o bună capacitate de îndepărtare a depozitelor minerale şi
proteice, nefiind coroziv pentru oţel inox, cauciuc. Poate fi folosit în amestec cu o
substanţă tensioactivă sau cu acidul azotic, în care caz amestecul are şi acţiune
bacteriostatică.
66
5/13/2018 Proiect Balosu Florentiu Marian - slidepdf.com
http://slidepdf.com/reader/full/proiect-balosu-florentiu-marian 67/77
Se mai pot folosi ca substanţe acide de curăţire acidul sulfuric şi hipocloritul
de sodiu, acesta din urmă fiind şi un bun dezinfectant.În condiţii alcaline, capacitatea
de oxidare a hipocloritului este utilă pentru solubilizarea filmelor proteice. Poate însă
provoca coroziunea suprafeţelor metalice.Substanţe de curăţire complexe (substanţe etergente). Aceste substanţe
aparţin urmăoarelor categorii: agenţi anionici, agenţi cationici, agenţi neionici şi
agenţi amfolitici. Substanţele de curăţire complexe sunt în general necorozive, având
(unele din ele) şi acţiune dezinfectantă. Au o capacitate de ,,umectare” foarte bună şi
se pot folosi în amestec cu substanţe alcaline.
7.3. SUBSTANŢE PENTRU DEZINFECŢIE
După ce a fost îndepărtată murdăria, pe suprafeţele curăţate a fi aplicat un
dezinfectant pentru distrugerea microorganismelor.
Substanţele dezinfectante trebuie să îndeplinească următoarele condiţii:
-să nu fie toxice pentru om la dozele care se utilizează;
-să nu imprime gust şi miros produsele alimentare;
-să nu fie periculoase de manipulate;
-să nu aibă acţiune corozivă;
-să fie solubile în apă;
-să aibă efect antimicrobian indiferent de duritatea apei în care se solubilizează;
-să aibă o bună capacitate de pătrundere;
-să aibă efect bactericid cât mai mare;
-să fie cât mai ieftine.
Principalele substanţe dezinfectante sunt:
Compuşii clorului sunt cei mai des utilizaţi şi cei mai ieftini dintre dezinfectanţi.Acţionează rapid şi nu lasă reziduuri. Sunt mai puţin eficienţi în mediu basic şi sunt
67
5/13/2018 Proiect Balosu Florentiu Marian - slidepdf.com
http://slidepdf.com/reader/full/proiect-balosu-florentiu-marian 68/77
rapid inactivaţi în prezenţa materiilor organice (în caz de curăţire chimică
necorespunzătoare). Aceşti compuşi sunt corozivi pentru metale şi pot irita pielea.
Compuşii cu clor mai importanţi sunt: clorul lichid, hipocloritul de sodiu,
fosfatul de sodium clorinat, dioxidul de clor, clorura de var, cloraminele.
Compuşi care eliberează oxigenul. Din această categorie fac parte:
-acidul peracetic este insolubil în apă şi complet biodegradabil. Este coroziv,
cu miros irritant, nu formează spumă. În soluţie nu este foarte stabil, reacţionând cu
materiile organice. Atacă materialele de cauciuc. Are efect antibacterian şi antiviral.
-peroxidul de hidrogen are acţiune bactericidă şi fungicidă. Acţionează lent,
fiind deci necesară o durată de contact mare cu suprafaţa ce se dezinfectează.
Substanţe dezinfectante neoxidante. În această categorie intră compuşii
cuaternari de amoniu şi biguanidinele. Aceste substanţe nu sunt corozive, dar pun
probleme de decolorare.
Compuşii cu iod (iodoforii) acţionează rapid dar sunt mai scumpi decât
compuşii clorului. Compuşii cu iod au un spectru larg de acţiune antimicrobiană, dar
sunt mai puţin eficace faţă de spori. Au acţiune iritantă asupra pielii, mucoaselor şi
colorează suprafeţele plastice cu care vin în contact. Un compus utilizat este
polivinilpirolidona complexată cu iod şi cu alţi agenţi tensioactivi în care caz se
diminuiază şi acţiunile negative ale iodoforului respective. Se utilizează prin
pulverizare.
Pentru dezinfecţie se poate utilize şi apa fierbinte (77…83˚C), mai ales pentru
dezinfecţia ustensilelor, a tăvilor de aluminiu şi inox, pieselor componente ale
utilajelor care vin în contact cu carnea.
7.4. REGULI DE IGIENIZARE PENTRU PERSONALUL OPERATIV
Activităţile desfăşurate de angajaţii unităţii sunt foarte importante pentru
controlul dezvoltării bacteriilor. Angajaţii trebuie să respecte următoarele cerinţe
generale:să păstreze zonele de prelucrare a cărnii şi de manipulare foarte curate, săspele şi să dezinfecteze frecvent ustensilele în timpul lucrului (angajaţii nu trebuie să
68
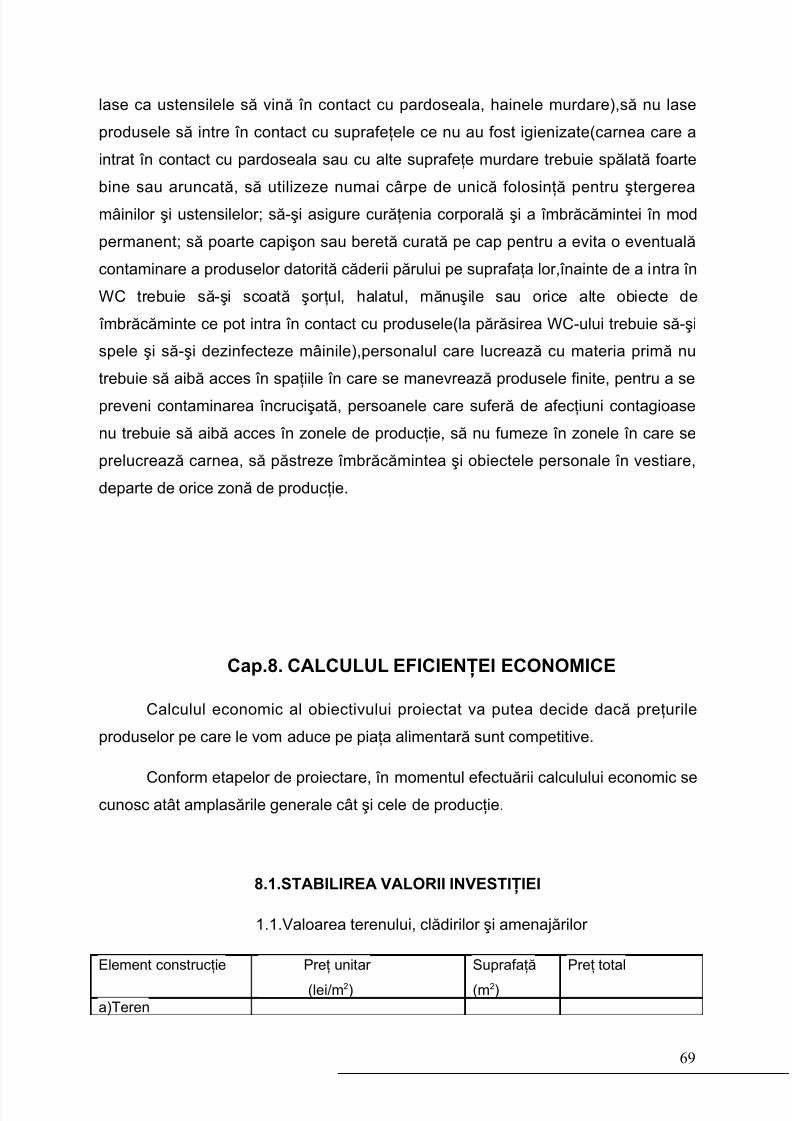
5/13/2018 Proiect Balosu Florentiu Marian - slidepdf.com
http://slidepdf.com/reader/full/proiect-balosu-florentiu-marian 69/77
lase ca ustensilele să vină în contact cu pardoseala, hainele murdare),să nu lase
produsele să intre în contact cu suprafeţele ce nu au fost igienizate(carnea care a
intrat în contact cu pardoseala sau cu alte suprafeţe murdare trebuie spălată foarte
bine sau aruncată, să utilizeze numai cârpe de unică folosinţă pentru ştergereamâinilor şi ustensilelor; să-şi asigure curăţenia corporală şi a îmbrăcămintei în mod
permanent; să poarte capişon sau beretă curată pe cap pentru a evita o eventuală
contaminare a produselor datorită căderii părului pe suprafaţa lor,înainte de a intra în
WC trebuie să-şi scoată şorţul, halatul, mănuşile sau orice alte obiecte de
îmbrăcăminte ce pot intra în contact cu produsele(la părăsirea WC-ului trebuie să-şi
spele şi să-şi dezinfecteze mâinile),personalul care lucrează cu materia primă nu
trebuie să aibă acces în spaţiile în care se manevrează produsele finite, pentru a se
preveni contaminarea încrucişată, persoanele care suferă de afecţiuni contagioase
nu trebuie să aibă acces în zonele de producţie, să nu fumeze în zonele în care se
prelucrează carnea, să păstreze îmbrăcămintea şi obiectele personale în vestiare,
departe de orice zonă de producţie.
Cap.8. CALCULUL EFICIENŢEI ECONOMICE
Calculul economic al obiectivului proiectat va putea decide dacă preţurile
produselor pe care le vom aduce pe piaţa alimentară sunt competitive.
Conform etapelor de proiectare, în momentul efectuării calculului economic secunosc atât amplasările generale cât şi cele de producţie.
8.1.STABILIREA VALORII INVESTIŢIEI
1.1.Valoarea terenului, clădirilor şi amenajărilor
Element construcţie Preţ unitar
(lei/m2)
Suprafaţă
(m2)
Preţ total
a)Teren
69

5/13/2018 Proiect Balosu Florentiu Marian - slidepdf.com
http://slidepdf.com/reader/full/proiect-balosu-florentiu-marian 70/77
a.1.Construcţie industrială
a.2.Spaţii acces, circulaţie,
zonă verde
Preţ total teren
900
826
45360
41630,4
86990,4b)Clădiri
b.1.Clădire industrială
Preţ total clădiri
900 765000
765000c)Amenajări
c.1.Zone de circulaţie
c.2.Spaţii verzi
Preţ total amenajări
158
668
33575
14195
47770Valoare totală 899760,4
1.2.Valoarea utilajelor supuse montării
Nr.crt. Denumire utilaj Valoare
unitară(lei/buc)
Necesar
(buc)
Valoare totală
(lei)1. Maşină de injectat 16500 1 165002. Tumbler-malaxor 29049 1 290493. Maşină de spălat lăzi 10500 1 105004. Instalaţie de climatizare 12710 1 127105. Instalaţie frigorifică 5700 5700
6. Celula de firbere-afumare CFA 61045 2 122090
Valoare totală utilaje 196549Cheltuieli transport (3,5% din valoarea utilajelor) 6879,2Cheltuieli montaj (10% din valoarea utilajelor) 19654,9
Valoare totală cap.1.2. 223085,1
1.3.Valoarea utilajelor nesupuse montării
Nr.crt. Denumire utilaj Valoare unitară
(lei/buc)
Necesar
(buc)
Valoare totală
(lei)
70
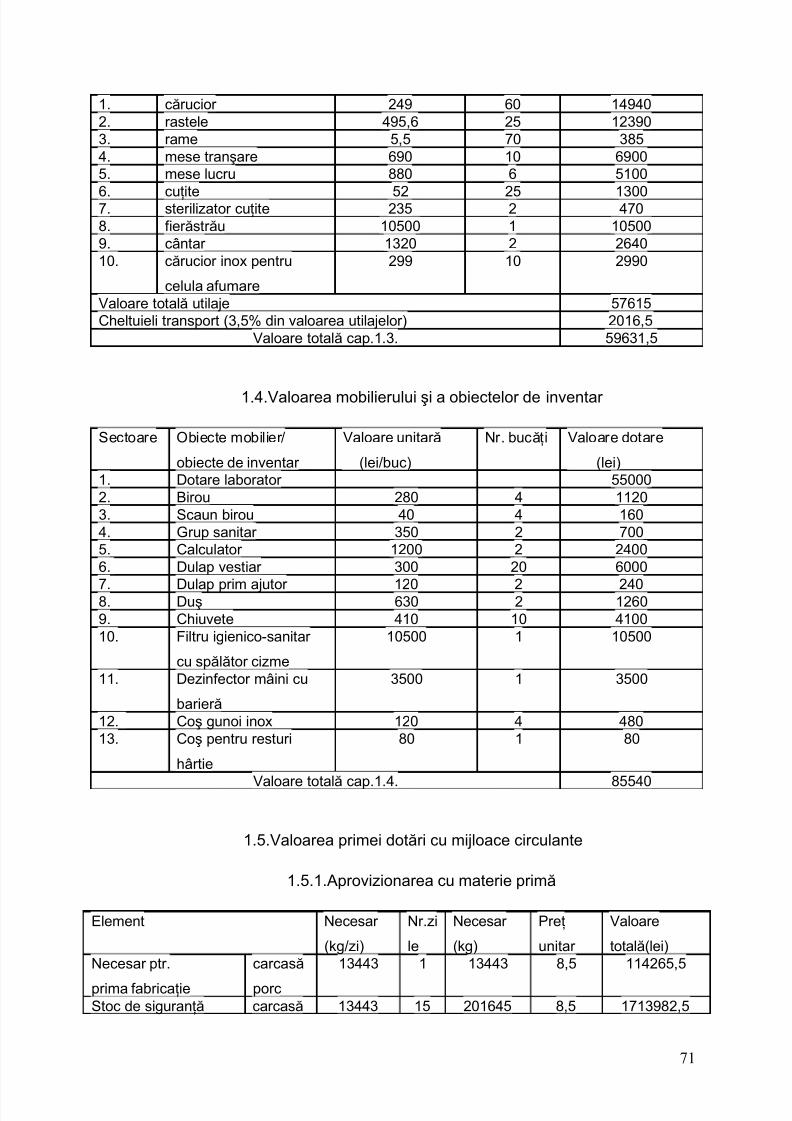
5/13/2018 Proiect Balosu Florentiu Marian - slidepdf.com
http://slidepdf.com/reader/full/proiect-balosu-florentiu-marian 71/77
1. cărucior 249 60 149402. rastele 495,6 25 123903. rame 5,5 70 3854. mese tranşare 690 10 69005. mese lucru 880 6 5100
6. cuţite 52 25 13007. sterilizator cuţite 235 2 4708. fierăstrău 10500 1 105009. cântar 1320 2 264010. cărucior inox pentru
celula afumare
299 10 2990
Valoare totală utilaje 57615Cheltuieli transport (3,5% din valoarea utilajelor) 2016,5
Valoare totală cap.1.3. 59631,5
1.4.Valoarea mobilierului şi a obiectelor de inventar
Sectoare Obiecte mobilier/
obiecte de inventar
Valoare unitară
(lei/buc)
Nr. bucăţi Valoare dotare
(lei)1. Dotare laborator 550002. Birou 280 4 11203. Scaun birou 40 4 1604. Grup sanitar 350 2 7005. Calculator 1200 2 24006. Dulap vestiar 300 20 6000
7. Dulap prim ajutor 120 2 2408. Duş 630 2 12609. Chiuvete 410 10 410010. Filtru igienico-sanitar
cu spălător cizme
10500 1 10500
11. Dezinfector mâini cu
barieră
3500 1 3500
12. Coş gunoi inox 120 4 48013. Coş pentru resturi
hârtie
80 1 80
Valoare totală cap.1.4. 85540
1.5.Valoarea primei dotări cu mijloace circulante
1.5.1.Aprovizionarea cu materie primă
Element Necesar
(kg/zi)
Nr.zi
le
Necesar
(kg)
Preţ
unitar
Valoare
totală(lei)Necesar ptr.
prima fabricaţie
carcasă
porc
13443 1 13443 8,5 114265,5
Stoc de siguranţă carcasă 13443 15 201645 8,5 1713982,5
71
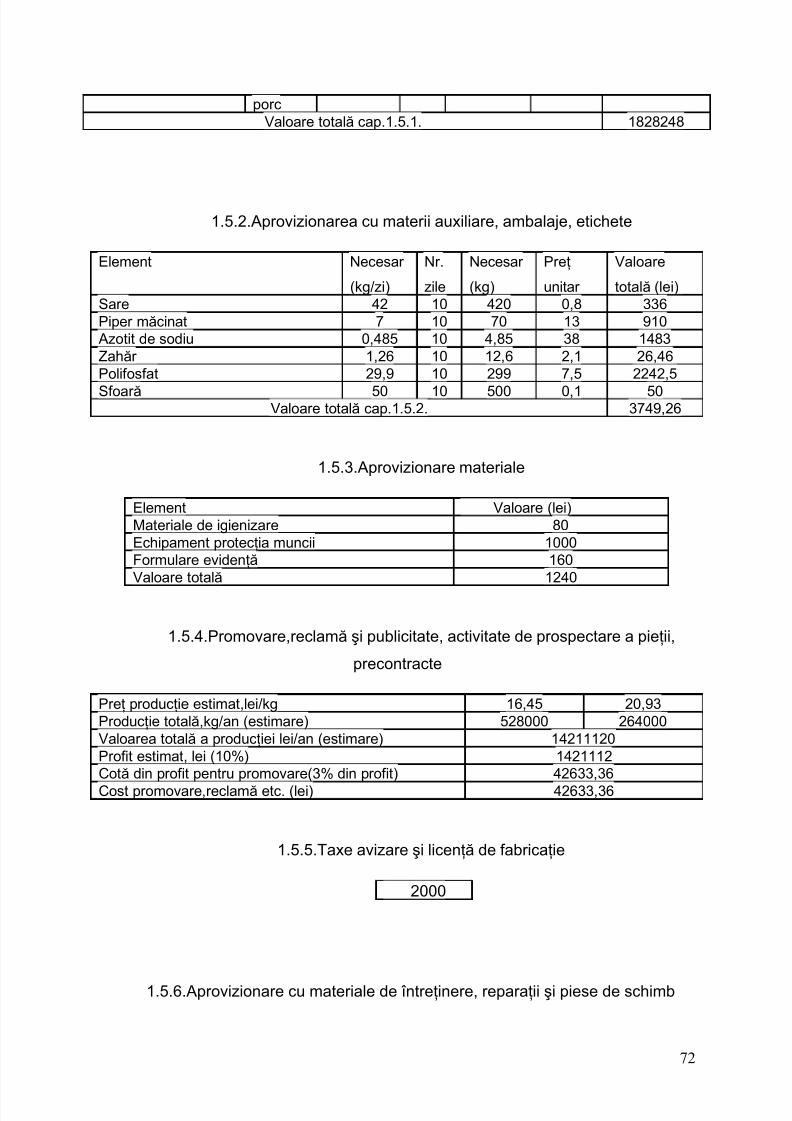
5/13/2018 Proiect Balosu Florentiu Marian - slidepdf.com
http://slidepdf.com/reader/full/proiect-balosu-florentiu-marian 72/77
porcValoare totală cap.1.5.1. 1828248
1.5.2.Aprovizionarea cu materii auxiliare, ambalaje, etichete
Element Necesar
(kg/zi)
Nr.
zile
Necesar
(kg)
Preţ
unitar
Valoare
totală (lei)Sare 42 10 420 0,8 336Piper măcinat 7 10 70 13 910Azotit de sodiu 0,485 10 4,85 38 1483Zahăr 1,26 10 12,6 2,1 26,46Polifosfat 29,9 10 299 7,5 2242,5
Sfoară 50 10 500 0,1 50Valoare totală cap.1.5.2. 3749,26
1.5.3.Aprovizionare materiale
Element Valoare (lei)Materiale de igienizare 80Echipament protecţia muncii 1000Formulare evidenţă 160Valoare totală 1240
1.5.4.Promovare,reclamă şi publicitate, activitate de prospectare a pieţii,
precontracte
Preţ producţie estimat,lei/kg 16,45 20,93Producţie totală,kg/an (estimare) 528000 264000Valoarea totală a producţiei lei/an (estimare) 14211120Profit estimat, lei (10%) 1421112Cotă din profit pentru promovare(3% din profit) 42633,36Cost promovare,reclamă etc. (lei) 42633,36
1.5.5.Taxe avizare şi licenţă de fabricaţie
2000
1.5.6.Aprovizionare cu materiale de întreţinere, reparaţii şi piese de schimb
72
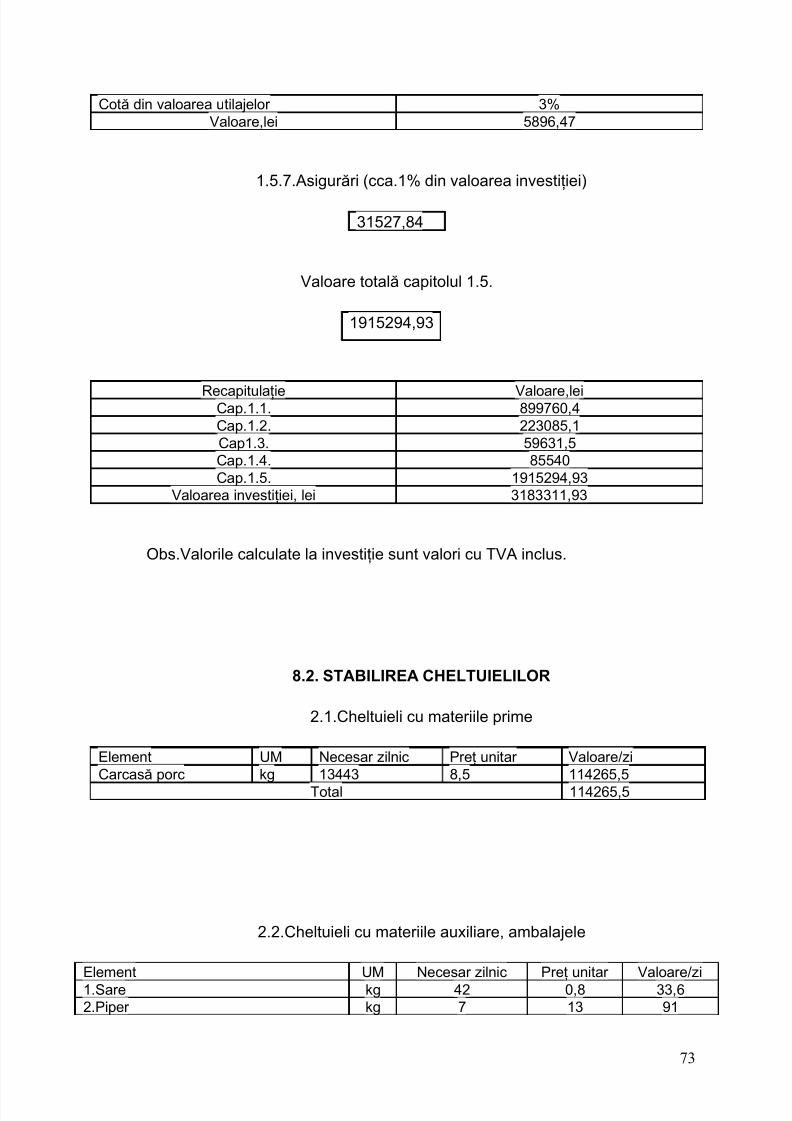
5/13/2018 Proiect Balosu Florentiu Marian - slidepdf.com
http://slidepdf.com/reader/full/proiect-balosu-florentiu-marian 73/77
Cotă din valoarea utilajelor 3%Valoare,lei 5896,47
1.5.7.Asigurări (cca.1% din valoarea investiţiei)
31527,84
Valoare totală capitolul 1.5.
1915294,93
Recapitulaţie Valoare,leiCap.1.1. 899760,4Cap.1.2. 223085,1Cap1.3. 59631,5Cap.1.4. 85540Cap.1.5. 1915294,93
Valoarea investiţiei, lei 3183311,93
Obs.Valorile calculate la investiţie sunt valori cu TVA inclus.
8.2. STABILIREA CHELTUIELILOR
2.1.Cheltuieli cu materiile prime
Element UM Necesar zilnic Preţ unitar Valoare/zi
Carcasă porc kg 13443 8,5 114265,5Total 114265,5
2.2.Cheltuieli cu materiile auxiliare, ambalajele
Element UM Necesar zilnic Preţ unitar Valoare/zi1.Sare kg 42 0,8 33,62.Piper kg 7 13 91
73
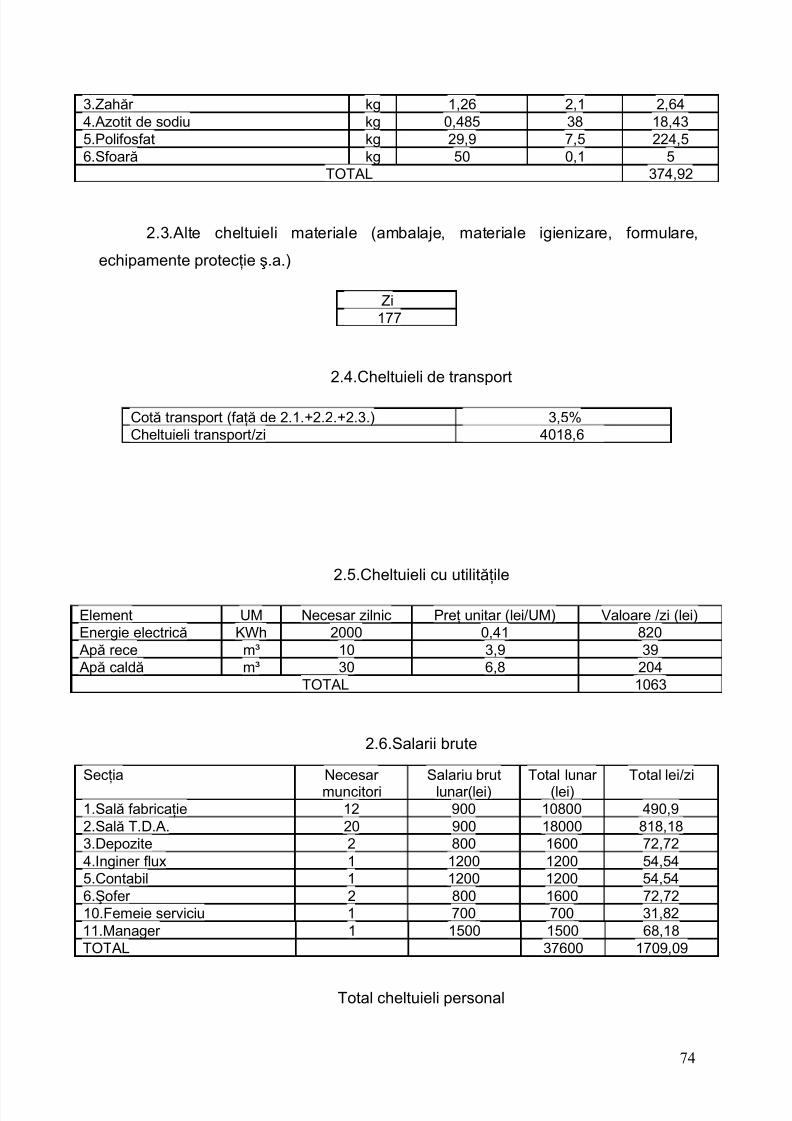
5/13/2018 Proiect Balosu Florentiu Marian - slidepdf.com
http://slidepdf.com/reader/full/proiect-balosu-florentiu-marian 74/77
3.Zahăr kg 1,26 2,1 2,644.Azotit de sodiu kg 0,485 38 18,435.Polifosfat kg 29,9 7,5 224,56.Sfoară kg 50 0,1 5
TOTAL 374,92
2.3.Alte cheltuieli materiale (ambalaje, materiale igienizare, formulare,
echipamente protecţie ş.a.)
Zi177
2.4.Cheltuieli de transport
Cotă transport (faţă de 2.1.+2.2.+2.3.) 3,5%Cheltuieli transport/zi 4018,6
2.5.Cheltuieli cu utilităţile
Element UM Necesar zilnic Preţ unitar (lei/UM) Valoare /zi (lei)Energie electrică KWh 2000 0,41 820Apă rece m³ 10 3,9 39Apă caldă m³ 30 6,8 204
TOTAL 1063
2.6.Salarii brute
Secţia Necesar muncitori Salariu brutlunar(lei) Total lunar (lei) Total lei/zi1.Sală fabricaţie 12 900 10800 490,92.Sală T.D.A. 20 900 18000 818,183.Depozite 2 800 1600 72,724.Inginer flux 1 1200 1200 54,545.Contabil 1 1200 1200 54,546.Şofer 2 800 1600 72,7210.Femeie serviciu 1 700 700 31,8211.Manager 1 1500 1500 68,18TOTAL 37600 1709,09
Total cheltuieli personal
74
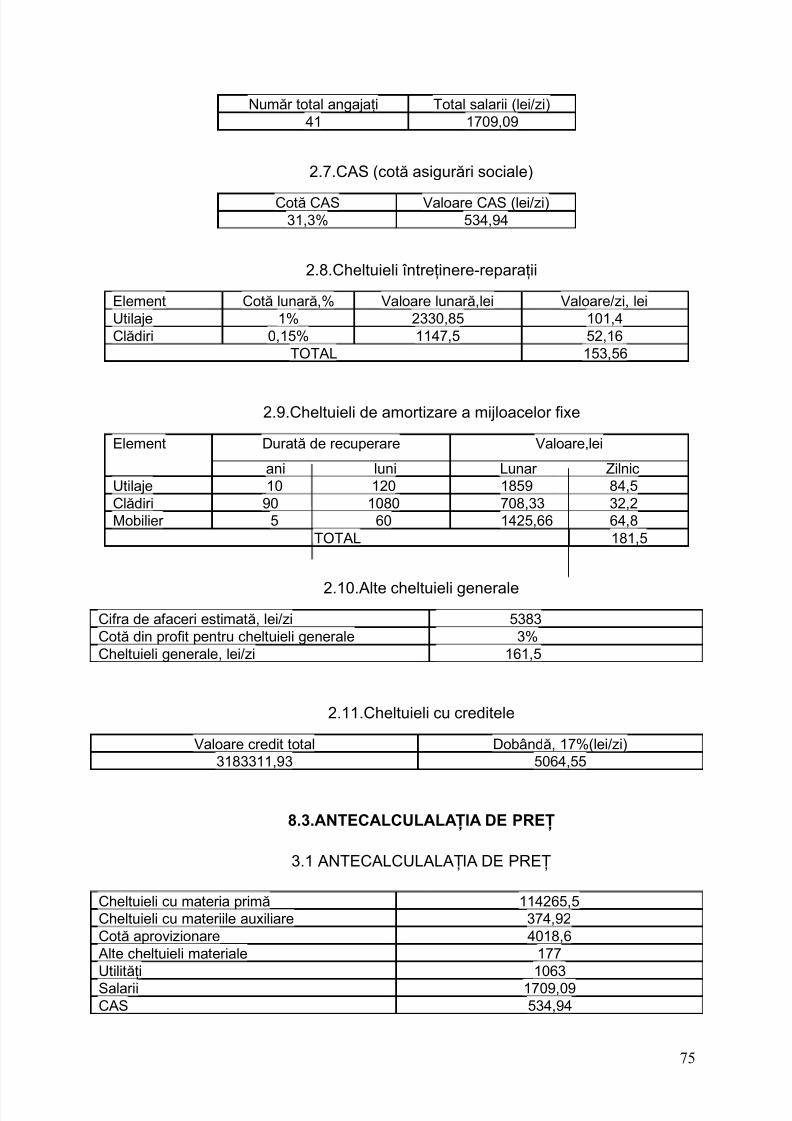
5/13/2018 Proiect Balosu Florentiu Marian - slidepdf.com
http://slidepdf.com/reader/full/proiect-balosu-florentiu-marian 75/77
Număr total angajaţi Total salarii (lei/zi)41 1709,09
2.7.CAS (cotă asigurări sociale)
Cotă CAS Valoare CAS (lei/zi)31,3% 534,94
2.8.Cheltuieli întreţinere-reparaţii
Element Cotă lunară,% Valoare lunară,lei Valoare/zi, leiUtilaje 1% 2330,85 101,4Clădiri 0,15% 1147,5 52,16
TOTAL 153,56
2.9.Cheltuieli de amortizare a mijloacelor fixe
Element Durată de recuperare
ani luni
Valoare,lei
Lunar ZilnicUtilaje 10 120 1859 84,5Clădiri 90 1080 708,33 32,2Mobilier 5 60 1425,66 64,8
TOTAL 181,5
2.10.Alte cheltuieli generaleCifra de afaceri estimată, lei/zi 5383Cotă din profit pentru cheltuieli generale 3%Cheltuieli generale, lei/zi 161,5
2.11.Cheltuieli cu creditele
Valoare credit total Dobândă, 17%(lei/zi)3183311,93 5064,55
8.3.ANTECALCULALAŢIA DE PREŢ
3.1 ANTECALCULALAŢIA DE PREŢ
Cheltuieli cu materia primă 114265,5Cheltuieli cu materiile auxiliare 374,92Cotă aprovizionare 4018,6Alte cheltuieli materiale 177
Utilităţi 1063Salarii 1709,09CAS 534,94
75
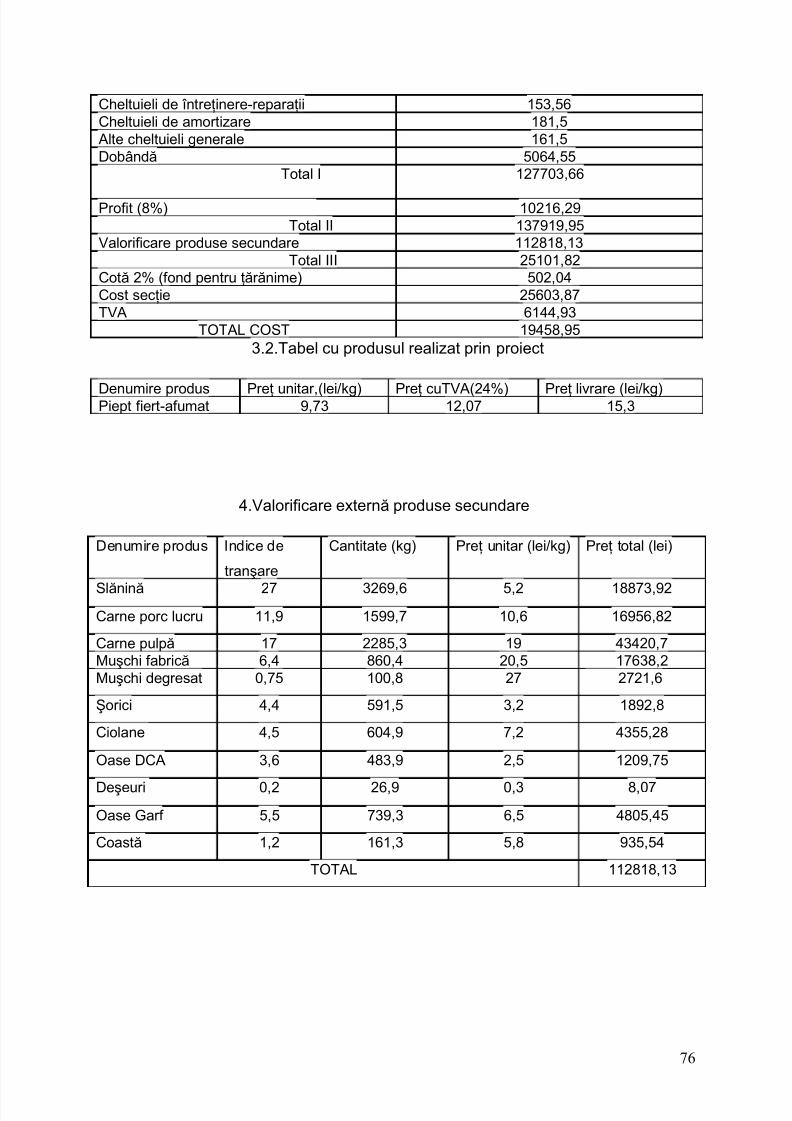
5/13/2018 Proiect Balosu Florentiu Marian - slidepdf.com
http://slidepdf.com/reader/full/proiect-balosu-florentiu-marian 76/77
Cheltuieli de întreţinere-reparaţii 153,56Cheltuieli de amortizare 181,5Alte cheltuieli generale 161,5Dobândă 5064,55
Total I 127703,66
Profit (8%) 10216,29Total II 137919,95
Valorificare produse secundare 112818,13Total III 25101,82
Cotă 2% (fond pentru ţărănime) 502,04Cost secţie 25603,87TVA 6144,93
TOTAL COST 19458,953.2.Tabel cu produsul realizat prin proiect
Denumire produs Preţ unitar,(lei/kg) Preţ cuTVA(24%) Preţ livrare (lei/kg)Piept fiert-afumat 9,73 12,07 15,3
4.Valorificare externă produse secundare
Denumire produs Indice de
tranşare
Cantitate (kg) Preţ unitar (lei/kg) Preţ total (lei)
Slănină 27 3269,6 5,2 18873,92Carne porc lucru 11,9 1599,7 10,6 16956,82
Carne pulpă 17 2285,3 19 43420,7Muşchi fabrică 6,4 860,4 20,5 17638,2Muşchi degresat 0,75 100,8 27 2721,6
Şorici 4,4 591,5 3,2 1892,8
Ciolane 4,5 604,9 7,2 4355,28
Oase DCA 3,6 483,9 2,5 1209,75
Deşeuri 0,2 26,9 0,3 8,07
Oase Garf 5,5 739,3 6,5 4805,45
Coastă 1,2 161,3 5,8 935,54
TOTAL 112818,13
76

5/13/2018 Proiect Balosu Florentiu Marian - slidepdf.com
http://slidepdf.com/reader/full/proiect-balosu-florentiu-marian 77/77
Cap.10. BIBLIOGRAFIE
1. BANU, C., – Procesarea industrială a cărnii , Editura Tehnică, Bucureşti,
1999;
2. BANU, C., – Tehnologia cărnii şi subproduselor , Editura Tehnică, Bucureşti,
2000;
3. BANU, C., – Îndrumător în tehnologia produselor din carne, Ed. Tehnică,
Bucureşti, 1985;
4. OŢEL, I., – Tehnologia produselor din carne, Editura Tehnică, Bucureşti,
1979;
5. PAVLOV, C. – Procese şi aparate în ingineria chimică, Ed. Tehnică,Bucureşti, 1981;
6. RĂŞENESCU C., – Operaţii şi utilaje în industria alimentară, vol. II, Editura
Tehnică, Bucureşti, 1982;
7. SÂRBULESCU, V., ROŞU, A., – Tehnologia şi valorificarea produselor
alimentare, Editura Didactică şi Pedagogică, Bucureşti, 2001.
.
77