Defecte de TT-libre
9
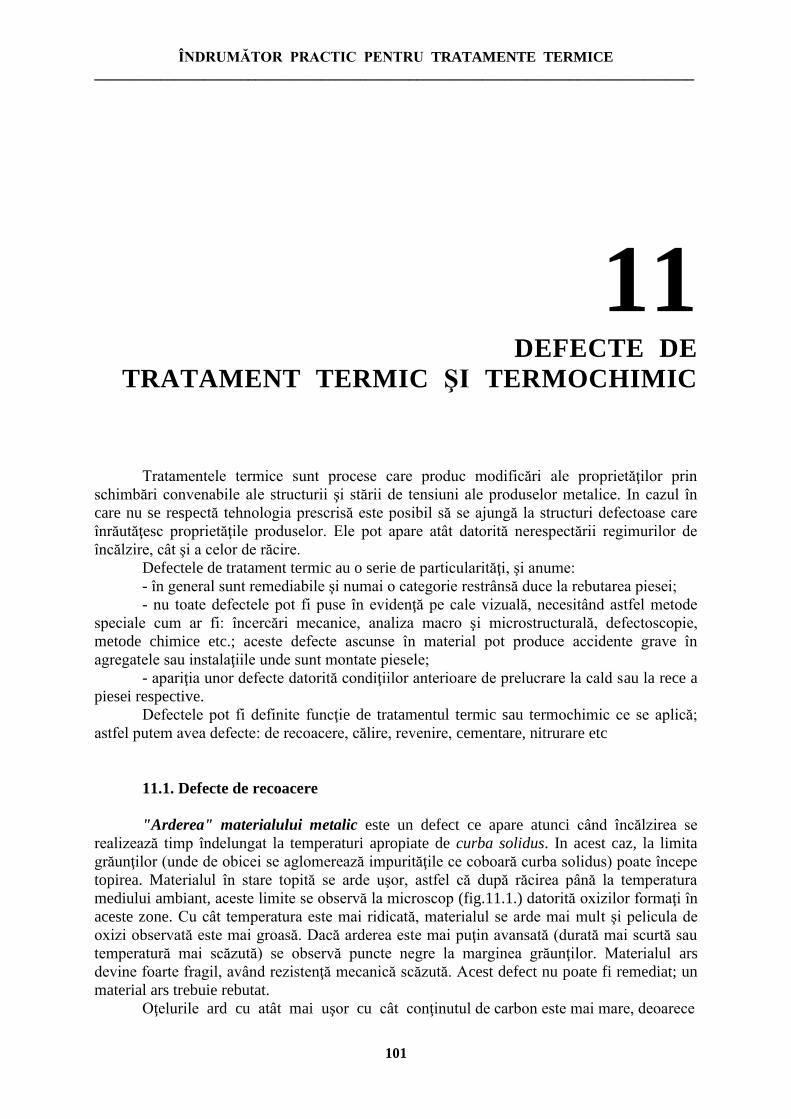
ÎNDRUMĂTOR PRACTIC PENTRU TRATAMENTE TERMICE __________________________________________________________________________________ 101 11 DEFECTE DE TRATAMENT TERMIC ŞI TERMOCHIMIC Tratamentele termice sunt procese care produc modificări ale proprietăţilor prin schimbări convenabile ale structurii şi stării de tensiuni ale produselor metalice. In cazul în care nu se respectă tehnologia prescrisă este posibil să se ajungă la structuri defectoase care înrăutăţesc proprietăţile produselor. Ele pot apare atât datorită nerespectării regimurilor de încălzire, cât şi a celor de răcire. Defectele de tratament termic au o serie de particularităţi, şi anume: - în general sunt remediabile şi numai o categorie restrânsă duce la rebutarea piesei; - nu toate defectele pot fi puse în evidenţă pe cale vizuală, necesitând astfel metode speciale cum ar fi: încercări mecanice, analiza macro şi microstructurală, defectoscopie, metode chimice etc.; aceste defecte ascunse în material pot produce accidente grave în agregatele sau instalaţiile unde sunt montate piesele; - apariţia unor defecte datorită condiţiilor anterioare de prelucrare la cald s au la rece a piesei respective. Defectele pot fi definite funcţie de tratamentul termic sau termochimic ce se aplică; astfel putem avea defecte: de recoacere, călire, revenire, cementare, nitrurare etc 11.1. Defecte de recoacere "Arderea" materialului metalic este un defect ce apare atunci când încălzirea se realizează timp îndelungat la temperaturi apropiate de curba solidus. In acest caz, la limita grăunţilor (unde de obicei se aglomerează impurităţile ce coboară curba solidus) poate începe topirea. Materialul în stare topită se arde uşor, astfel că după răcirea până la temperatura mediului ambiant, aceste limite se observă la microscop (fig.11.1.) datorită oxizilor formaţi în aceste zone. Cu cât temperatura este mai ridicată, materialul se arde mai mult şi pelicula de oxizi observată este mai groasă. Dacă arderea este mai puţin avansată (durată mai scurtă sau temperatură mai scăzută) se observă puncte negre la marginea grăunţilor. Materialul ars devine foarte fragil, având rezistenţă mecanică scăzută. Acest defect nu poate fi remediat; un material ars trebuie rebutat. Oţelurile ard cu atât mai uşor cu cât conţinutul de carbon este mai mare, deoarece
-
Upload
mogos-paul -
Category
Documents
-
view
259 -
download
2
description
defecte tt
Transcript of Defecte de TT-libre
ÎNDRUM TORăăPRACTICăăPENTRUăăTRATAMENTE TERMICE __________________________________________________________________________________
101
11
DEFECTE DE TRATAMENT TERMIC ŞIă TERMOCHIMIC
Tratamentele termice sunt procese care produc modificări ale proprietăţilor prin schimbări convenabile ale structurii şi stării de tensiuni ale produselor metalice. In cazul în care nu se respectă tehnologia prescrisă este posibil să se ajungă la structuri defectoase care înrăutăţesc proprietăţile produselor. Ele pot apare atât datorită nerespectării regimurilor de încălzire, cât şi a celor de răcire.
Defectele de tratament termic au o serie de particularităţi, şi anume: - în general sunt remediabile şi numai o categorie restrânsă duce la rebutarea piesei; - nu toate defectele pot fi puse în evidenţă pe cale vizuală, necesitând astfel metode
speciale cum ar fi: încercări mecanice, analiza macro şi microstructurală, defectoscopie, metode chimice etc.; aceste defecte ascunse în material pot produce accidente grave în agregatele sau instalaţiile unde sunt montate piesele;
- apariţia unor defecte datorită condiţiilor anterioare de prelucrare la cald sau la rece a piesei respective.
Defectele pot fi definite funcţie de tratamentul termic sau termochimic ce se aplică; astfel putem avea defecte: de recoacere, călire, revenire, cementare, nitrurare etc
11.1. Defecte de recoacere
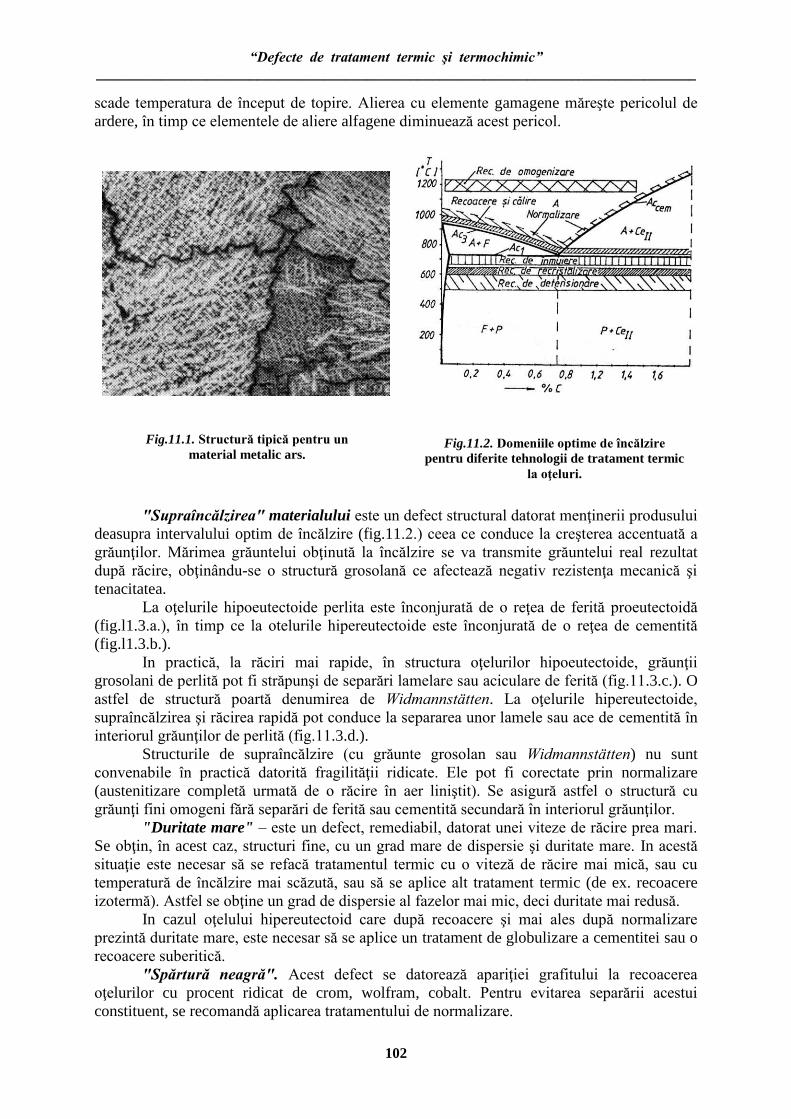
"Arderea" materialului metalic este un defect ce apare atunci când încălzirea se realizează timp îndelungat la temperaturi apropiate de curba solidus. In acest caz, la limita grăunţilor (unde de obicei se aglomerează impurităţile ce coboară curba solidus) poate începe topirea. Materialul în stare topită se arde uşor, astfel că după răcirea până la temperatura mediului ambiant, aceste limite se observă la microscop (fig.11.1.) datorită oxizilor formaţi în aceste zone. Cu cât temperatura este mai ridicată, materialul se arde mai mult şi pelicula de oxizi observată este mai groasă. Dacă arderea este mai puţin avansată (durată mai scurtă sau temperatură mai scăzută) se observă puncte negre la marginea grăunţilor. Materialul ars devine foarte fragil, având rezistenţă mecanică scăzută. Acest defect nu poate fi remediat; un material ars trebuie rebutat.
Oţelurile ard cu atât mai uşor cu cât conţinutul de carbon este mai mare, deoarece
“Defecte de tratament termic şi termochimic” __________________________________________________________________________________
102
scade temperatura de început de topire. Alierea cu elemente gamagene măreşte pericolul de ardere, în timp ce elementele de aliere alfagene diminuează acest pericol.
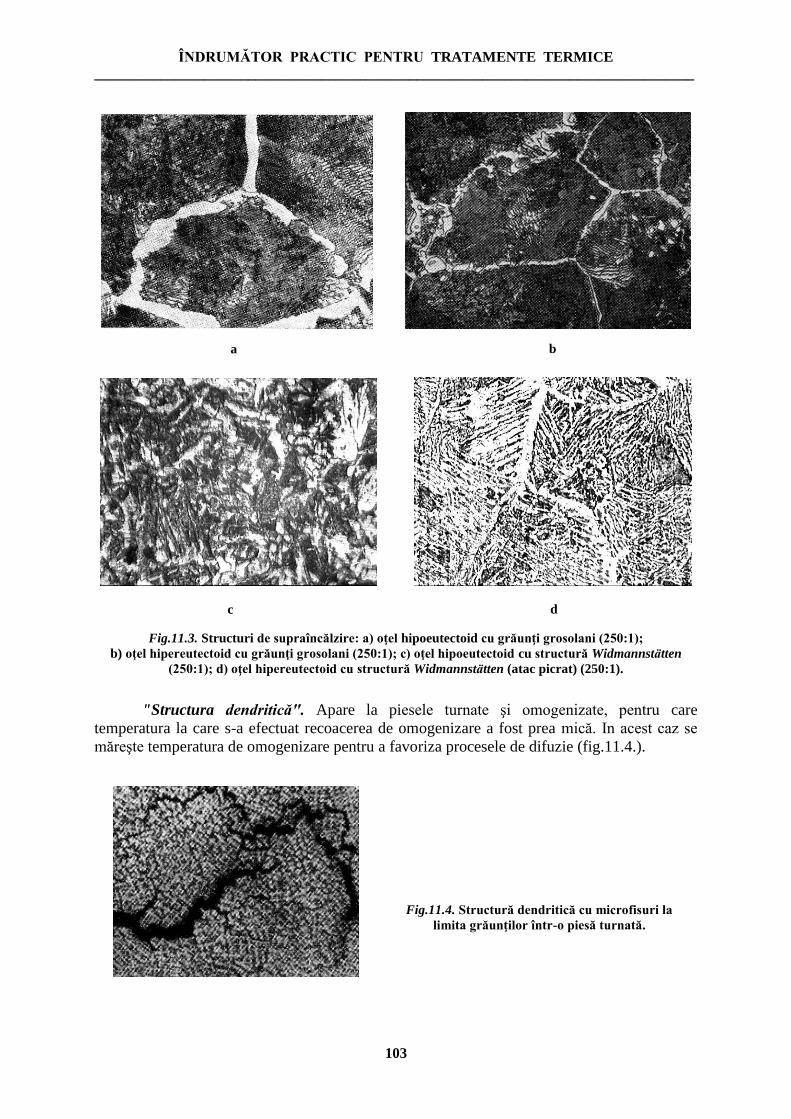
"Supraîncălzirea" materialului este un defect structural datorat menţinerii produsului
deasupra intervalului optim de încălzire (fig.11.2.) ceea ce conduce la creşterea accentuată a grăunţilor. Mărimea grăuntelui obţinută la încălzire se va transmite grăuntelui real rezultat după răcire, obţinându-se o structură grosolană ce afectează negativ rezistenţa mecanică şi tenacitatea.
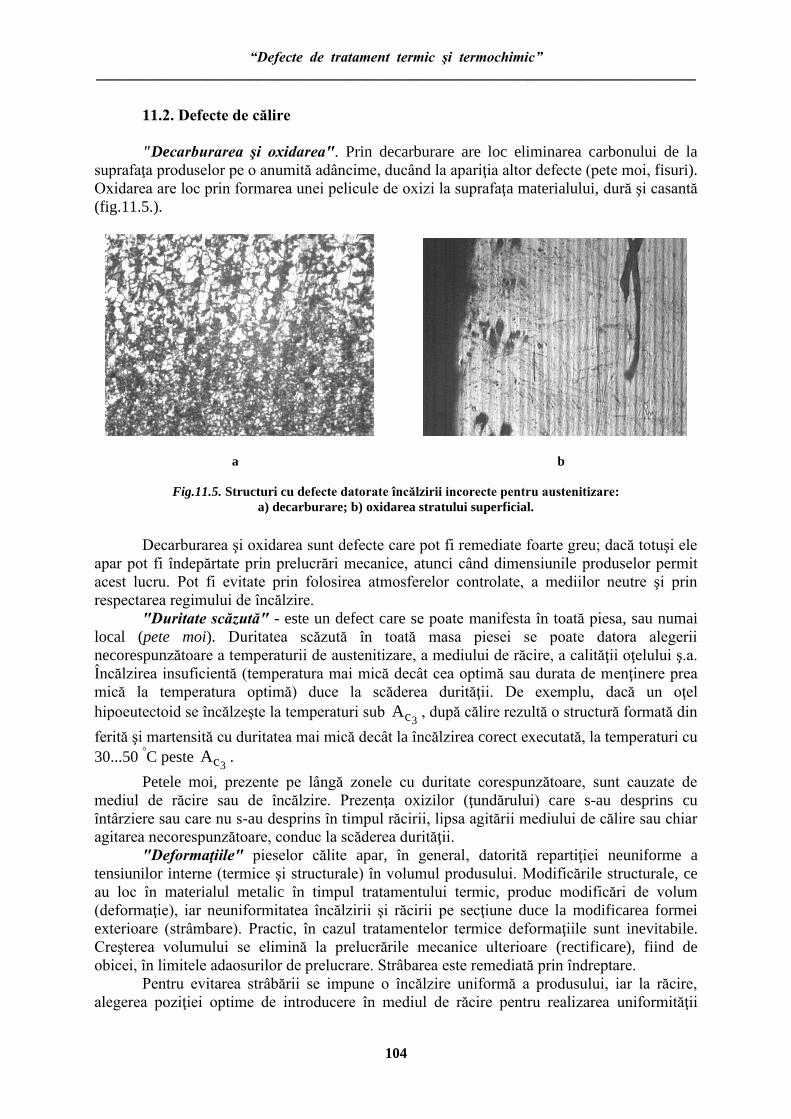
La oţelurile hipoeutectoide perlita este înconjurată de o reţea de ferită proeutectoidă (fig.l1.3.a.), în timp ce la otelurile hipereutectoide este înconjurată de o reţea de cementită (fig.l1.3.b.).
In practică, la răciri mai rapide, în structura oţelurilor hipoeutectoide, grăunţii grosolani de perlită pot fi străpunşi de separări lamelare sau aciculare de ferită (fig.11.3.c.). O astfel de structură poartă denumirea de Widmannstätten. La oţelurile hipereutectoide, supraîncălzirea şi răcirea rapidă pot conduce la separarea unor lamele sau ace de cementită în interiorul grăunţilor de perlită (fig.11.3.d.).
Structurile de supraîncălzire (cu grăunte grosolan sau Widmannstätten) nu sunt convenabile în practică datorită fragilităţii ridicate. Ele pot fi corectate prin normalizare (austenitizare completă urmată de o răcire în aer liniştit). Se asigură astfel o structură cu grăunţi fini omogeni fără separări de ferită sau cementită secundară în interiorul grăunţilor.
"Duritate mare" – este un defect, remediabil, datorat unei viteze de răcire prea mari. Se obţin, în acest caz, structuri fine, cu un grad mare de dispersie şi duritate mare. In acestă situaţie este necesar să se refacă tratamentul termic cu o viteză de răcire mai mică, sau cu temperatură de încălzire mai scăzută, sau să se aplice alt tratament termic (de ex. recoacere izotermă). Astfel se obţine un grad de dispersie al fazelor mai mic, deci duritate mai redusă.
In cazul oţelului hipereutectoid care după recoacere şi mai ales după normalizare prezintă duritate mare, este necesar să se aplice un tratament de globulizare a cementitei sau o recoacere suberitică.
"Spărtură neagră". Acest defect se datorează apariţiei grafitului la recoacerea oţelurilor cu procent ridicat de crom, wolfram, cobalt. Pentru evitarea separării acestui constituent, se recomandă aplicarea tratamentului de normalizare.
Fig.11.1. Structur ătipic ăpentruăun material metalic ars.
Fig.11.2. Domeniileăoptimeădeăînc lzire pentru diferite tehnologii de tratament termic
laăoţeluri.
ÎNDRUM TORăăPRACTICăăPENTRUăăTRATAMENTE TERMICE __________________________________________________________________________________
103
Fig.11.3. Structuri deăsupraînc lzire:ăa)ăoţelăhipoeutectoid cuăgr unţiăgrosolaniă(250:1); b) oţelăhipereutectoidăcuăgr unţiăgrosolaniă(250:1);ăc)ăoţelăhipoeutectoid cu structur ăWidmannstätten
(250:1);ăd)ăoţelăhipereutectoidăcuăstructur ăWidmannstätten (atac picrat) (250:1).
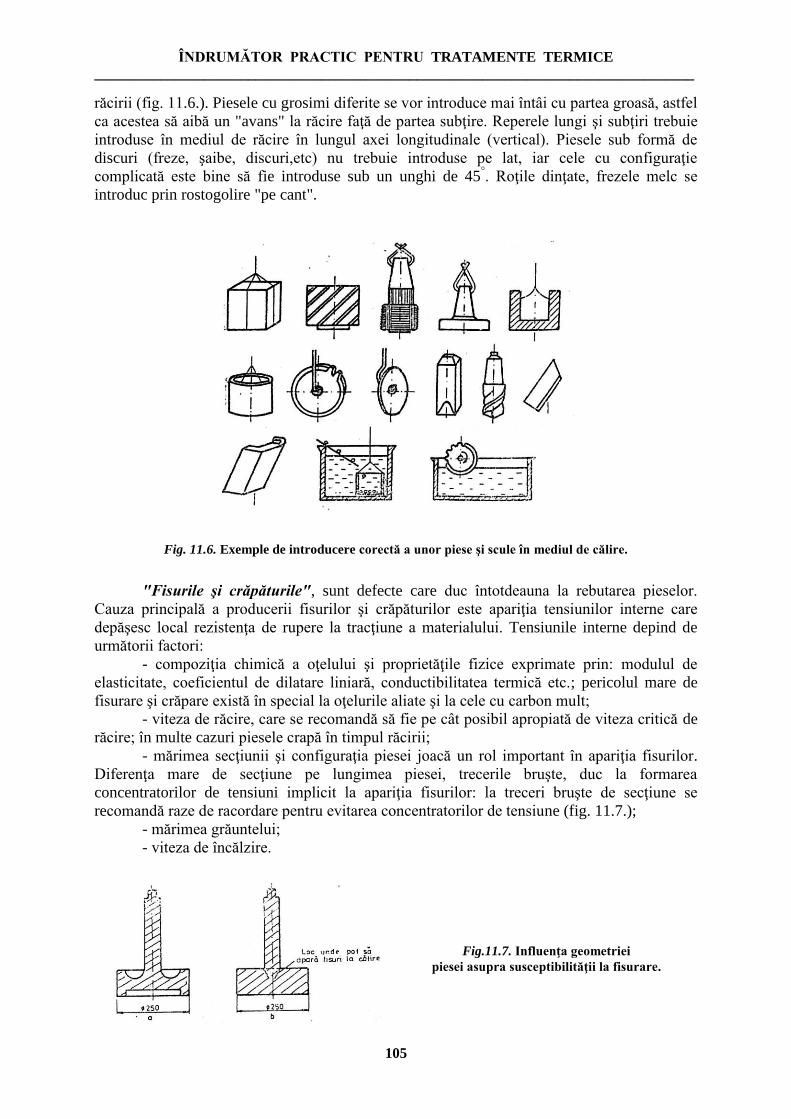
"Structura dendritică". Apare la piesele turnate şi omogenizate, pentru care
temperatura la care s-a efectuat recoacerea de omogenizare a fost prea mică. In acest caz se măreşte temperatura de omogenizare pentru a favoriza procesele de difuzie (fig.11.4.).
Fig.11.4. Structur dendritic ăcuămicrofisuriălaălimitaăgr unţilorăîntr-oăpies ăturnat .
a b
c d
“Defecte de tratament termic şi termochimic” __________________________________________________________________________________
104
11.2.ăDefecteădeăc lire
"Decarburarea şi oxidarea". Prin decarburare are loc eliminarea carbonului de la suprafaţa produselor pe o anumită adâncime, ducând la apariţia altor defecte (pete moi, fisuri). Oxidarea are loc prin formarea unei pelicule de oxizi la suprafaţa materialului, dură şi casantă (fig.11.5.).
Fig.11.5. Structuri cu defecteădatorateăînc lziriiăincorecteăpentruăaustenitizare:
a) decarburare; b) oxidarea stratului superficial.
Decarburarea şi oxidarea sunt defecte care pot fi remediate foarte greu; dacă totuşi ele
apar pot fi îndepărtate prin prelucrări mecanice, atunci când dimensiunile produselor permit acest lucru. Pot fi evitate prin folosirea atmosferelor controlate, a mediilor neutre şi prin respectarea regimului de încălzire.
"Duritate scăzută" - este un defect care se poate manifesta în toată piesa, sau numai local (pete moi). Duritatea scăzută în toată masa piesei se poate datora alegerii necorespunzătoare a temperaturii de austenitizare, a mediului de răcire, a calităţii oţelului ş.a. Încălzirea insuficientă (temperatura mai mică decât cea optimă sau durata de menţinere prea mică la temperatura optimă) duce la scăderea durităţii. De exemplu, dacă un oţel hipoeutectoid se încălzeşte la temperaturi sub
3cA , după călire rezultă o structură formată din ferită şi martensită cu duritatea mai mică decât la încălzirea corect executată, la temperaturi cu 30...50 °C peste
3cA .
Petele moi, prezente pe lângă zonele cu duritate corespunzătoare, sunt cauzate de mediul de răcire sau de încălzire. Prezenţa oxizilor (ţundărului) care s-au desprins cu întârziere sau care nu s-au desprins în timpul răcirii, lipsa agitării mediului de călire sau chiar agitarea necorespunzătoare, conduc la scăderea durităţii.
"Deformaţiile" pieselor călite apar, în general, datorită repartiţiei neuniforme a tensiunilor interne (termice şi structurale) în volumul produsului. Modificările structurale, ce au loc în materialul metalic în timpul tratamentului termic, produc modificări de volum (deformaţie), iar neuniformitatea încălzirii şi răcirii pe secţiune duce la modificarea formei exterioare (strâmbare). Practic, în cazul tratamentelor termice deformaţiile sunt inevitabile. Creşterea volumului se elimină la prelucrările mecanice ulterioare (rectificare), fiind de obicei, în limitele adaosurilor de prelucrare. Strâbarea este remediată prin îndreptare.
Pentru evitarea strâbării se impune o încălzire uniformă a produsului, iar la răcire, alegerea poziţiei optime de introducere în mediul de răcire pentru realizarea uniformităţii
a b
ÎNDRUM TORăăPRACTICăăPENTRUăăTRATAMENTE TERMICE __________________________________________________________________________________
105
răcirii (fig. 11.6.). Piesele cu grosimi diferite se vor introduce mai întâi cu partea groasă, astfel ca acestea să aibă un "avans" la răcire faţă de partea subţire. Reperele lungi şi subţiri trebuie introduse în mediul de răcire în lungul axei longitudinale (vertical). Piesele sub formă de discuri (freze, şaibe, discuri,etc) nu trebuie introduse pe lat, iar cele cu configuraţie complicată este bine să fie introduse sub un unghi de 45°. Roţile dinţate, frezele melc se introduc prin rostogolire "pe cant".
Fig. 11.6. Exemple de introducere corect ăaăunorăpieseăşiăsculeăînămediulădeăc lire.
"Fisurile şi crăpăturile", sunt defecte care duc întotdeauna la rebutarea pieselor. Cauza principală a producerii fisurilor şi crăpăturilor este apariţia tensiunilor interne care depăşesc local rezistenţa de rupere la tracţiune a materialului. Tensiunile interne depind de următorii factori:
- compoziţia chimică a oţelului şi proprietăţile fizice exprimate prin: modulul de elasticitate, coeficientul de dilatare liniară, conductibilitatea termică etc.; pericolul mare de fisurare şi crăpare există în special la oţelurile aliate şi la cele cu carbon mult;
- viteza de răcire, care se recomandă să fie pe cât posibil apropiată de viteza critică de răcire; în multe cazuri piesele crapă în timpul răcirii;
- mărimea secţiunii şi configuraţia piesei joacă un rol important în apariţia fisurilor. Diferenţa mare de secţiune pe lungimea piesei, trecerile bruşte, duc la formarea concentratorilor de tensiuni implicit la apariţia fisurilor: la treceri bruşte de secţiune se recomandă raze de racordare pentru evitarea concentratorilor de tensiune (fig. 11.7.);
- mărimea grăuntelui; - viteza de încălzire.
Fig.11.7. Influenţaăgeometriei pieseiăasupraăsusceptibilit ţiiălaăfisurare.
“Defecte de tratament termic şi termochimic” __________________________________________________________________________________
106
Fisurile pot fi împărţite în următoarele tipuri: - longitudinale, ce pornesc de la suprafaţă şi se continuă de-a lungul piesei; apar în
special după călirea completă; - sub formă de arc, ce încep din straturile centrale ale piesei; sunt frecvente după
călirea incompletă a oţelurilor carbon şi pot fi întâlnite şi după călirea prin inducţie; - fine superficiale, ce apar pe o adâncime de 0,01...1,50 mm sub forma unei reţele de
păianjen; se întâlnesc frecvent după operaţia de rectificare a pieselor călite sau carburate şi călite;
- de exfoliere, ce apar în apropierea suprafeţei şi se datorează neomogenităţii structurii martensitice.
Mai pot fi menţionate şi microfisurile, ce nu pot fi puse în evidenţă prin mijloace obişnuite de control şi care apar în urma călirii la temperaturi înalte.
11.3. Defecte de revenire
- "Duritate scăzută" defect cauzat de efectuarea revenirii la o temperatura mai ridicată decît cea prescrisă;
- "Duritate ridicată" - apare în cazul revenirii la temperaturi prea joase; - "Fragilitatea de revenire", se manifestă prin valori scăzute ale rezilienţei; acest
defect apare de obicei la temperaturi cuprinse între 450...600 °C, interval în care viteza de răcire trebuie să fie mare pentru înlăturarea acesteia.
11.4. Defecte de carburare "Repartiţia necorespunzătoarea a carbonului în strat"- este un defect care se
manifestă printr-o scădere bruscă a conţinutului de carbon de la stratul carburat la miez, lucru care conduce adesea la exfolierea stratului cementat, urmare a distribuţiei nefavorabile a tensiunilor remanente rezultate în urma călirii. Cauza defectului rezidă într-o difuzie slabă a carbonului, în condiţiile carburării la temperaturi prea joase; de asemenea, încălzirea prea rapidă poate conduce la situaţii asemănătoare.
Defectul poate fi corectat printr-o recoacere de difuzie, cu luarea unor măsuri adecvate de prevenire a decarburării superficiale.
"Structură grosolană". Datorită temperaturilor înalte şi a duratelor mari de cementare (îndeosebi în mediu solid), frecvent, atât în stratul cât şi în miezul pieselor carburate, are loc o intensificare a fenomenului de coalescenţă, fapt ce conduce la creşterea granulaţiei, însoţită de diminuarea rezistenţei la rupere şi a tenacităţii. Defectul este mai frecvent la oţelurile nealiate şi, în general, la cele cu granulaţie ereditară grosolană. Poate fi prevenit prin utilizarea oţelurilor cu granulaţie ereditară fină şi prin alegerea unor procedee de carburare (în gaze) cu regimuri termice adecvate.
Granuaţia grosolană poate fi corectată printr-un tratament de normalizare înainte de călire sau prin aplicarea unei căliri duble.
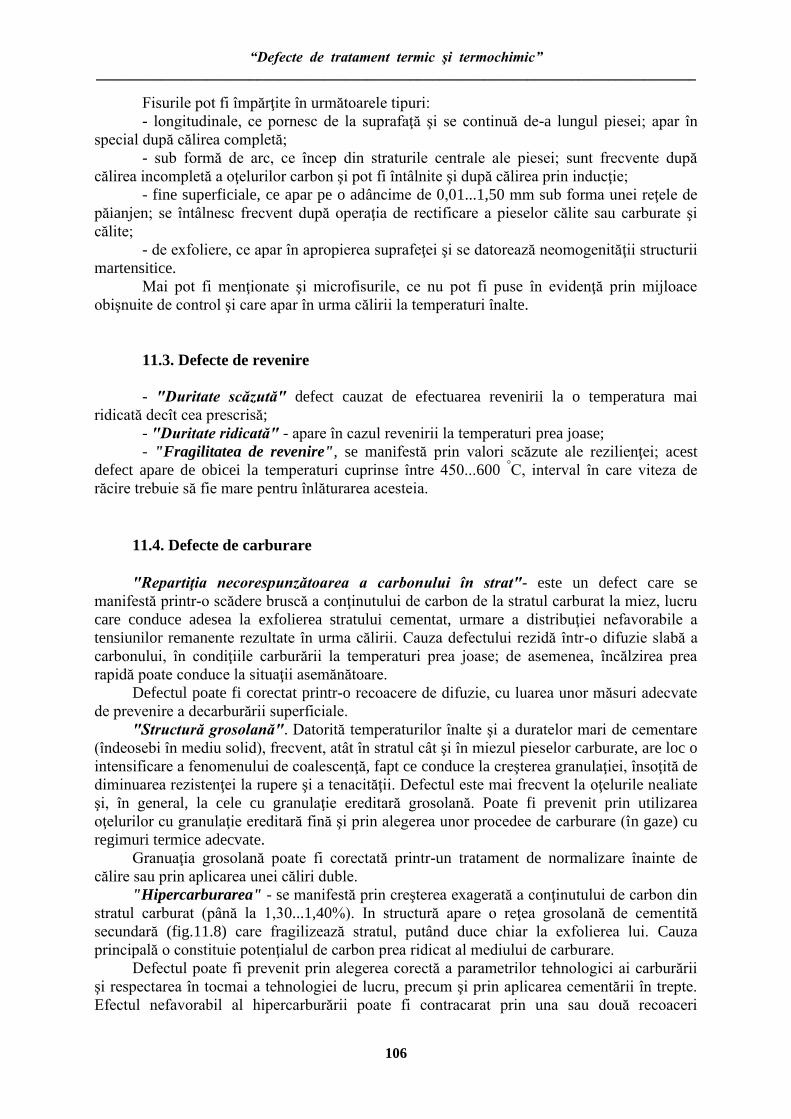
"Hipercarburarea" - se manifestă prin creşterea exagerată a conţinutului de carbon din stratul carburat (până la 1,30...1,40%). In structură apare o reţea grosolană de cementită secundară (fig.11.8) care fragilizează stratul, putând duce chiar la exfolierea lui. Cauza principală o constituie potenţialul de carbon prea ridicat al mediului de carburare.
Defectul poate fi prevenit prin alegerea corectă a parametrilor tehnologici ai carburării şi respectarea în tocmai a tehnologiei de lucru, precum şi prin aplicarea cementării în trepte. Efectul nefavorabil al hipercarburării poate fi contracarat prin una sau două recoaceri
ÎNDRUM TORăăPRACTICăăPENTRUăăTRATAMENTE TERMICE __________________________________________________________________________________
107
subcritice, care asigură globulizarea atât a cementitei secundare, cât şi a celei perlitice, după care se aplică o călire de strat şi o revenire joasă.
"Structură anormală". Se caracterizează prin aglomerarea cementitei (mai evidentă în zona hipereutectoidă a stratului carburat) şi încadrarea acesteia de către ferita structural liberă, tot sub formă de reţea. Apariţia acestei structuri este determinată de repartiţia neuniformă a carbonului în austenită, micşorarea conţinutului acestuia în vecinătatea porţiunilor cu aglomerări de cementită. O asemenea structură conduce frecvent la apariţia petelor moi după călire în zonele cu ferită, ceea ce afectează nefavorabil comportarea piesei. Defectul este mai frecvent la carburarea în mediu solid a oţelurilor ce conţin crom şi mangan, elemente care, în condiţiile difuziei oxigenului spre interior, intră în reacţie cu acesta, conducând la "oxidarea internă" a lor. In acest mod se uşurează difuzia carbonului spre porţiuni în care separarea cementitei s-a produs deja.
La carburarea în mediu gazos, oxigenul din atmosfera de lucru intră în reacţie cu hidrogenul rezultat prin disocierea hidrocarburilor şi, ca atare, nu difuzează în stratul superficial al piesei.
Pentru a preveni apariţia petelor moi după călire, trebuie să se adopte temperaturi de austenitizare mai ridicate şi durate de menţinere mai mari pentru a asigura dizolvarea cementitei într-un grad mai înalt, precum şi omogenizarea austenitei.
"Duritate insuficientă". Defectul apare, de regulă, când, în urma călirii, nu se asigură gradul de suprasaturare în carbon a martensitei. Acest lucru se poate datora unui conţinut insuficient de carbon în stratul cementat, ca rezultat al unei carburări insuficiente sau al decarburării suprafeţei în ultima etapă a cementării ori în timpul austenitizării pentru călire.
Duritatea necorespunzătoare mai apare şi atunci când călirea este efectuată greşit (austenitizare la temperaturi prea joase, menţinere insuficientă sau răcire prea lentă). Defectul poate fi corectat prin refacerea călirii în condiţii corecte, atunci când duritatea insuficientă îşi are cauza în modul de efectuare a călirii.
"Pete sau zone moi". Atât la carburarea în mediu solid cât şi la cea în mediu gazos, pot apare zone sau pete moi. In primul caz, acest defect se produce datorită aşezării necorespunzătoare a pieselor în cutia de cementare, când pe suprafeţele pieselor aşezate prea aproape nu se realizează gradul de carburare normal. La cementarea in mediu gazos poate apare în condiţiile unui grad de disociere prea mare a hidrocarburilor utilizate pentru carburare, caz în care se depune negru de fum pe suprafaţa pieselor, împiedicând adsorbţia carbonului. Zonele slab carburate sau necarburate nu se durifică după călire. Acest defect poate fi prevenit prin respectarea întocmai a tehnologiei de carburare.
"Deformarea pieselor carburate". Se manifestă prin variaţia dimensiunilor cauzată de transformările structurale survenite în timpul călirii, precum şi prin deformarea propriu-zisă (strâmbarea), care este urmare a distribuţiei neuniforme a tensiunilor interne (termice şi structurale) în piesa tratată.
Fig.11.8. Microstructur ătipic ădeăsupracarburare.
“Defecte de tratament termic şi termochimic” __________________________________________________________________________________
108
Asupra variaţiilor dimensiunilor se poate influenţa prea puţin, ele depinzând, în principal, de raportul în care se află grosimea stratului carburat faţă de grosimea piesei. în timp ce asupra deformaţiilor propriu-zise datorate tensiunilor termice se poate influenţa, uneori decisiv, prin adoptarea unor tehnologii adecvate de carburare-călire. Contează în multe cazuri (mai ales la piese zvelte, L/D mare) modul în care sunt aşezate piesele în fazele de încălzire-menţinere şi răcire, alegerea ciclogramei de tratament termic şi, îndeosebi, modul în care se realizează călirea.
11.5. Defecte de nitrurare
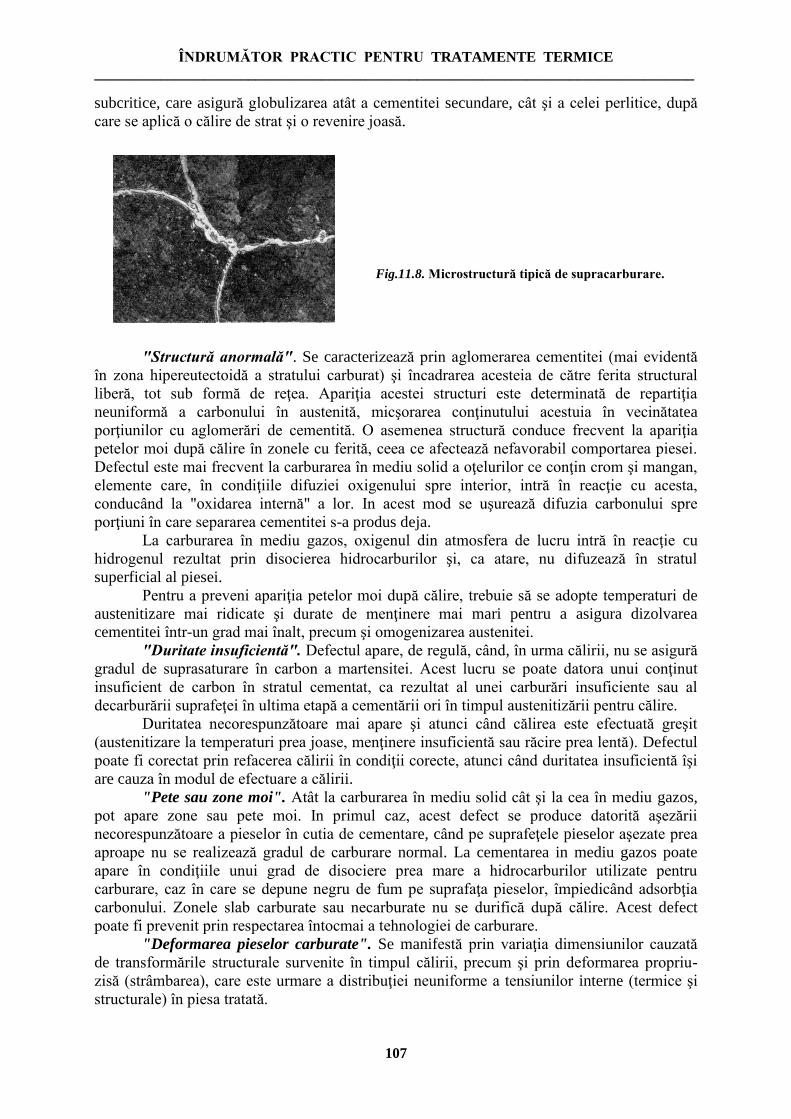
"Straturi nitrurate cu durităţi sau grosimi insuficiente" (fig.11.9.a.). Cauzele durităţii insuficiente pot fi mai multe, printre care: utilizarea unor oţeluri necorespunzătoare sub raportul compoziţiei chimice sau a microstructurii, curăţirea necorespunzătoare a suprafeţei, parametrii tehnologici neadecvaţi (temperatură prea înaltă sau prea joasă), debit de amoniac insuficient, circulaţia gazului şi temperatura neuniformă în retortă.
In privinţa grosimii insuficiente, la cauzele enumerate se mai adaugă şi o eventuală durată prea redusă de menţinere.
"Strat alb mai gros decât cel admis" (fig.11.9.b.). Defectul este caracteristic nitrurării prea joase sau când se lucrează cu grade de disociere prea reduse (sub 15%), precum şi atunci când se introduce prea repede (temperaturi prea mari, peste 480 °C) amoniacul nedisociat pentru răcire, în locul amoniacului disociat.
Fig.11.9. Defecte de nitrurare: a) grosimeăinsuficient ădeăstrat;ăb) strat alb de grosime mare.
"Fisurarea suprafeţei nitrurate". Apariţia fisurilor în stratul nitrurat poate fi generată
de o formă complexă a pieselor tratate (variaţii mari de secţiune, colţuri şi margini ascuţite etc), de existenţa unui strat alb prea gros, precum şi de efectuarea necorespunzătoare a tratamentelor termice anterioare nitrurării.
"Schimbarea culorii pieselor nitrurate". Acest defect este determinat de efectuarea incorectă a unor operaţii de pregătire a suprafeţelor ce urmează a fi nitrurate, respectiv:
a b
ÎNDRUM TORăăPRACTICăăPENTRUăăTRATAMENTE TERMICE __________________________________________________________________________________
109
decapare, spălare, fosfatare. De asemenea, defectul poate fi cauzat de pătrunderea uleiului în retortă (favorizat de piese cu găuri adânci insuficient curăţate), de pierderea de presiune prin neetanşeităţi, de pătrunderea vaporilor de apă în retortă sau chiar de introducerea prea devreme a aerului pentru spălarea retortei (la temperaturi prea înalte, peste 180 °C).
"Deformaţii în limite prea mari". Nerespectarea tehnologiei de tratament preliminar, aşezarea necorespunzătoare, protecţie neuniformă, formă constructivă neadecvată nitrurării, temperatura de nitrurare prea înaltă, strat nitrurat prea gros, toate acestea conduc la apariţia deformaţiilor excesive.
* * *
In cadrul lucrării vor fi identificate principalele defecte pe piese existente în laboratorul de "Tratamente termice". Fiecare student va primi un set de probe pentru analiză. Rezultatele analizei vor fi trecute într-un referat care trebuie să cuprindă:
- schiţele pieselor analizate; - caracterizarea materialelor din care sunt confecţionate reperele respective;
- tehnologiile de tratamente termice aplicate; - fotografia şi caracterizarea defectelor; - cauzele care au generat defectele; - metodele de remediere (dacă ele există); - concluzii.