Curs IIc 2014-2015 (2)
21
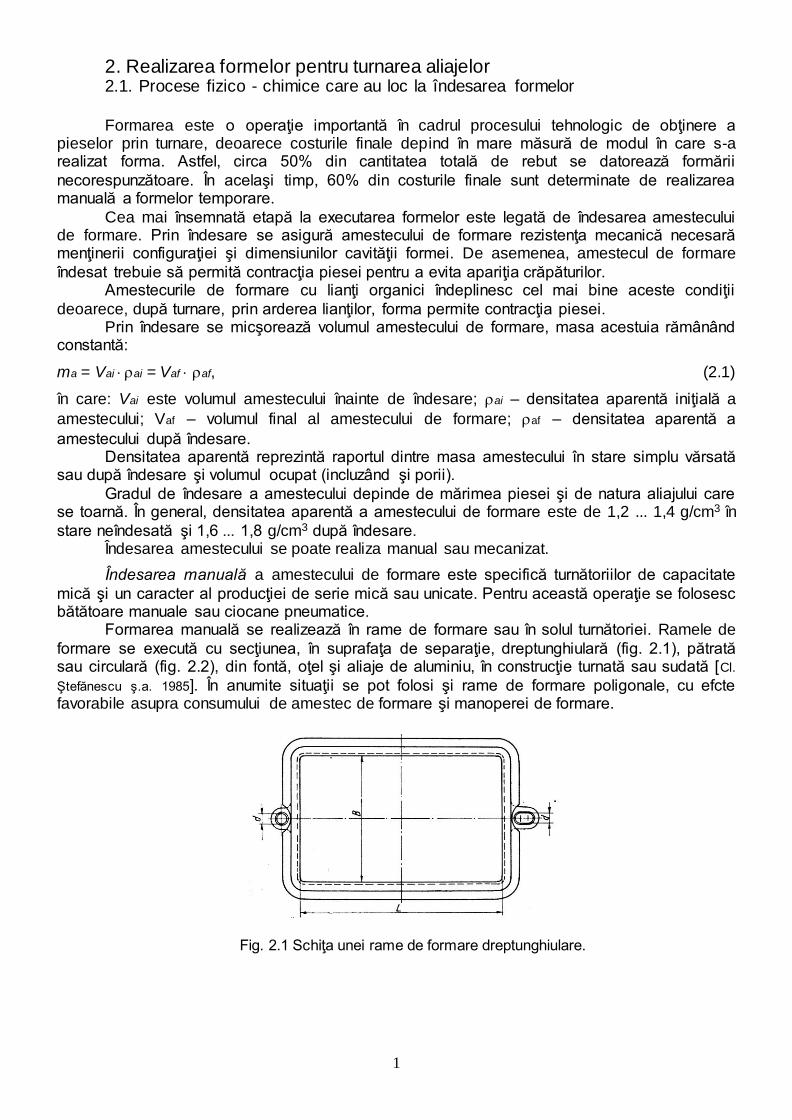
1 2. Realizarea formelor pentru turnarea aliajelor 2.1. Procese fizico - chimice care au loc la îndesarea formelor Formarea este o operaţie importantă în cadrul procesului tehnologic de obţinere a pieselor prin turnare, deoarece costurile finale dep ind în mare măsură de modul în care s-a realizat forma. Astfel, circa 50% din cantitatea totală de rebut se datorează formării necorespunzătoare. În acelaşi timp, 60% din costurile finale sunt determinate de realizarea manuală a formelor temporare. Cea mai însemnată etapă la executarea formelor este legată de îndesarea amestecului de formare. Prin îndesare se asigură amestecului de formare rezistenţa mecanică necesară menţinerii configuraţiei şi dimensiunilor cavităţii formei. De asemenea, amestecul de formare îndesat trebuie să permită contracţia piesei pentru a evita apariţia crăpăturilor. Amestecurile de formare cu lianţi organici îndeplinesc cel mai bine aceste condiţii deoarece, după turnare, prin arderea lianţilor, forma permite contracţia piesei. Prin îndesare se micşorează volumul amestecului de formare, masa acestuia rămânând constantă: ma = Vai ai = Vaf af, (2.1) în care: Vai este volumul amestecului înainte de îndesare; ai – densitatea aparentă iniţială a amestecului; Vaf – volumul final al amestecului de formare; af – densitatea aparentă a amestecului după îndesare. Densitatea aparentă reprezintă raportul dintre masa amestecului în stare simplu vărsată sau după îndesare şi volumul ocupat (incluzând şi porii). Gradul de îndesare a amestecului depinde de mărimea piesei şi de natura aliajului care se toarnă. În general, densitatea aparentă a amestecului de formare este de 1,2 ... 1,4 g/cm 3 în stare neîndesată şi 1,6 ... 1,8 g/cm 3 după îndesare. Îndesarea amestecului se poate realiza manual sau mecanizat. Îndesarea manuală a amestecului de formare este specifică turnătoriilor de capacitate mică şi un caracter al producţiei de serie mică sau unicate. Pentru această operaţie se folosesc bătătoare manuale sau ciocane pneumatice. Formarea manuală se realizează în rame de formare sau în solul turnătoriei. Ramele de formare se execută cu secţiunea, în suprafaţa de separaţie, dreptunghiulară (fig. 2.1), pătrată sau circulară (fig. 2.2), din fontă, oţel şi aliaje de aluminiu, în construcţie turnată sau sudată [ Cl. Ştefănescu ş.a. 1985]. În anumite situaţii se pot folosi şi rame de formare poligonale, cu efcte favorabile asupra consumului de amestec de formare şi manoperei de formare. Fig. 2.1 Schiţa unei rame de formare dreptunghiulare.
-
Upload
mihai-nedea -
Category
Documents
-
view
236 -
download
1
description
Curs IIc 2014-2015 (2) Elaborarea Formlelor de turnare
Transcript of Curs IIc 2014-2015 (2)
1
2. Realizarea formelor pentru turnarea aliajelor 2.1. Procese fizico - chimice care au loc la îndesarea formelor
Formarea este o operaţie importantă în cadrul procesului tehnologic de obţinere a pieselor prin turnare, deoarece costurile finale depind în mare măsură de modul în care s-a realizat forma. Astfel, circa 50% din cantitatea totală de rebut se datorează formării
necorespunzătoare. În acelaşi timp, 60% din costurile finale sunt determinate de realizarea manuală a formelor temporare.
Cea mai însemnată etapă la executarea formelor este legată de îndesarea amestecului de formare. Prin îndesare se asigură amestecului de formare rezistenţa mecanică necesară menţinerii configuraţiei şi dimensiunilor cavităţii formei. De asemenea, amestecul de formare
îndesat trebuie să permită contracţia piesei pentru a evita apariţia crăpăturilor. Amestecurile de formare cu lianţi organici îndeplinesc cel mai bine aceste condiţii
deoarece, după turnare, prin arderea lianţilor, forma permite contracţia piesei. Prin îndesare se micşorează volumul amestecului de formare, masa acestuia rămânând constantă:
ma = Vai ai = Vaf af, (2.1)
în care: Vai este volumul amestecului înainte de îndesare; ai – densitatea aparentă iniţială a
amestecului; Vaf – volumul final al amestecului de formare; af – densitatea aparentă a
amestecului după îndesare. Densitatea aparentă reprezintă raportul dintre masa amestecului în stare simplu vărsată
sau după îndesare şi volumul ocupat (incluzând şi porii).
Gradul de îndesare a amestecului depinde de mărimea piesei şi de natura aliajului care se toarnă. În general, densitatea aparentă a amestecului de formare este de 1,2 ... 1,4 g/cm3 în
stare neîndesată şi 1,6 ... 1,8 g/cm3 după îndesare. Îndesarea amestecului se poate realiza manual sau mecanizat.
Îndesarea manuală a amestecului de formare este specifică turnătoriilor de capacitate
mică şi un caracter al producţiei de serie mică sau unicate. Pentru această operaţie se folosesc bătătoare manuale sau ciocane pneumatice. Formarea manuală se realizează în rame de formare sau în solul turnătoriei. Ramele de
formare se execută cu secţiunea, în suprafaţa de separaţie, dreptunghiulară (fig. 2.1), pătrată sau circulară (fig. 2.2), din fontă, oţel şi aliaje de aluminiu, în construcţie turnată sau sudată [Cl.
Ştefănescu ş.a. 1985]. În anumite situaţii se pot folosi şi rame de formare poligonale, cu efcte favorabile asupra consumului de amestec de formare şi manoperei de formare.
Fig. 2.1 Schiţa unei rame de formare dreptunghiulare.
2
Fig. 2.2. Schiţa unei rame de formare cu secţiunea circulară.
Manevrarea ramelor se face manual (≈ 70 kg) sau mecanic (macara, pod rulant ş.a.). Pentru asamblarea ramelor de formare se folosesc bucşe de centrare în care se introduc
tije din oţel. Indiferent de metoda adoptată, obţinerea unui grad de îndesare uniform este o cerinţă
esenţială. Pentru o grosime mare a stratului îndesat, gradul de îndesare este neuniform pe înălţime. Gradul de îndesare este cu atât mai ridicat cu cât stratul de amestec se află la o
distanţă mai mare faţă de suprafaţa superioară a formei (o parte din energia de îndesare este preluată de straturile inferioare deja îndesate). Atunci când stratul este subţire se obţine un grad
de îndesare relativ uniform. În practică, se recomanda ca îndesarea manuală să se facă în straturi succesive de câte
120 mm înălţime.
Datorită factorului uman, gradul de îndesare variază de la o persoană la alta sau chiar la acelaşi muncitor în funcţie de starea de oboseală.
Pentru o mai bună consolidare a amestecului de formare ramele mari se construiesc cu nervuri, care se toarnă o dată cu rama. Pentru obţinerea unui grad de îndesare cât mai uniform pe înălţimea ramei se
recomandă mecanizarea procedeului de îndesare. În funcţie de complexitatea pieselor care se toarnă, formarea manuală cu model, în rame
de formare, se poate clasifica în: - formarea pieselor fără miez, cu modele care nu necesită suprafaţă de separaţie, în două rame;
- formarea cu model cu suprafaţă de separaţie în două rame; - formarea în trei sau mai multe rame de formare;
- utilizarea formelor false (cu miezuri pastilă, cu miez oscilant, în rame de formare demontabile).
Îndesarea mecanizată se poate realiza prin presare, scuturare, vibrare, suflare,
împuşcare. În funcţie de modul în care acţionează forţele exterioare asupra amestecului, metodele de îndesare se pot clasifica în:
- procedee la care forţele exterioare se aplică direct asupra amestecului de formare din ramă (presare, scuturare, vibrare);
- procedee la care forţele exterioare lucrează indirect prin energia cinetică imprimată
unor cantităţi mici de amestec (aruncare, suflare, împuşcare). Deoarece fiecare metoda prezintă avantaje dar şi o serie de inconveniente se
recomandă asocierea acestora. Astfel, în practică întâlnim: - îndesarea prin scuturare şi presare; - îndesarea prin vibrare şi presare;
- îndesarea prin suflare sau împuşcare şi presare;
a. Îndesarea prin presare are loc sub acţiunea forţelor exterioare aplicate uniform şi
unidirecţional pe una din suprafeţele formei.
3
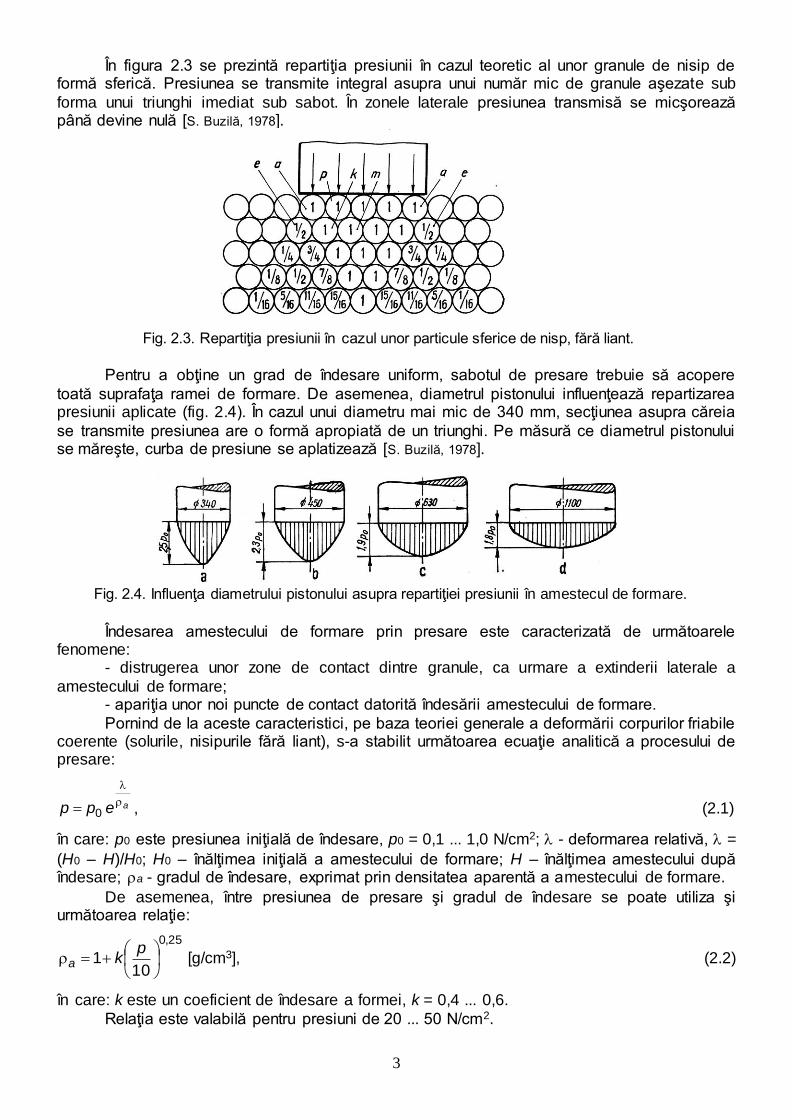
În figura 2.3 se prezintă repartiţia presiunii în cazul teoretic al unor granule de nisip de formă sferică. Presiunea se transmite integral asupra unui număr mic de granule aşezate sub
forma unui triunghi imediat sub sabot. În zonele laterale presiunea transmisă se micşorează până devine nulă [S. Buzilă, 1978].
Fig. 2.3. Repartiţia presiunii în cazul unor particule sferice de nisp, fără liant.
Pentru a obţine un grad de îndesare uniform, sabotul de presare trebuie să acopere
toată suprafaţa ramei de formare. De asemenea, diametrul pistonului influenţează repartizarea presiunii aplicate (fig. 2.4). În cazul unui diametru mai mic de 340 mm, secţiunea asupra căreia
se transmite presiunea are o formă apropiată de un triunghi. Pe măsură ce diametrul pistonului se măreşte, curba de presiune se aplatizează [S. Buzilă, 1978].
Fig. 2.4. Influenţa diametrului pistonului asupra repartiţiei presiunii în amestecul de formare.
Îndesarea amestecului de formare prin presare este caracterizată de următoarele fenomene: - distrugerea unor zone de contact dintre granule, ca urmare a extinderii laterale a
amestecului de formare; - apariţia unor noi puncte de contact datorită îndesării amestecului de formare.
Pornind de la aceste caracteristici, pe baza teoriei generale a deformării corpurilor friabile coerente (solurile, nisipurile fără liant), s-a stabilit următoarea ecuaţie analitică a procesului de presare:
aepp
0 , (2.1)
în care: p0 este presiunea iniţială de îndesare, p0 = 0,1 ... 1,0 N/cm2; - deformarea relativă, =
(H0 – H)/H0; H0 – înălţimea iniţială a amestecului de formare; H – înălţimea amestecului după îndesare; a - gradul de îndesare, exprimat prin densitatea aparentă a amestecului de formare.
De asemenea, între presiunea de presare şi gradul de îndesare se poate utiliza şi următoarea relaţie:
25,0
101
pka [g/cm3], (2.2)
în care: k este un coeficient de îndesare a formei, k = 0,4 ... 0,6.
Relaţia este valabilă pentru presiuni de 20 ... 50 N/cm2.
4
Variaţia coeficientului de îndesare k cu înălţimea H a ramei de formare se poate determina utilizând expresia:
kH0,19 = 0,92. (2.3)
Prin presare, forţa rezultantă trebuie să învingă:
- forţa de adeziune dintre particulele de nisip, ca urmare a prezenţei peliculelor de liant; - forţa de frecare dintre granulele de nisip; - forţa de frecare de la limita de separaţie dintre particule şi pereţii ramei de formare;
- forţa de frecare dintre amestec şi model. Îndesare prin presare poate fi analizată fie pe baza teoriei deformării corpului elastic
vâscos sau ca un proces de curgere a amestecului de formare. Îndesarea prin presare ca proces de deformare a unui corp elastic vâscos presupune desfăşurarea următoarelor etape:
- deformarea elastică reversibilă a amestecului la începutul procesului, prin alunecarea şi întinderea peliculelor de liant;
- deformarea remanentă nereversibilă a amestecului, cu modificarea volumului, prin deplasarea particulelor de nisip şi umplerea canalelor capilare în momentul în care tensiunile depăşesc rezistenţa la rupere a peliculelor de liant.
Ultima etapă are loc cu viteze mici deoarece neregularitatea structurală a amestecului determină o repartiţie neuniformă a forţelor. În aceste condiţii, în diferite zone ale formei,
etapele procesului se desfăşoară decalat [S. Buzilă, 1978]. În a doua variantă, amestecul care se se deplasează din spaţiul de deasupra modelului
spre pereţii formei este îndesat în momentul în care se atinge starea de echilibru limită (în
amestec apare un număr mare de plane de alunecare). Dintre factorii care influenţează gradul de îndesare se pot aminti:
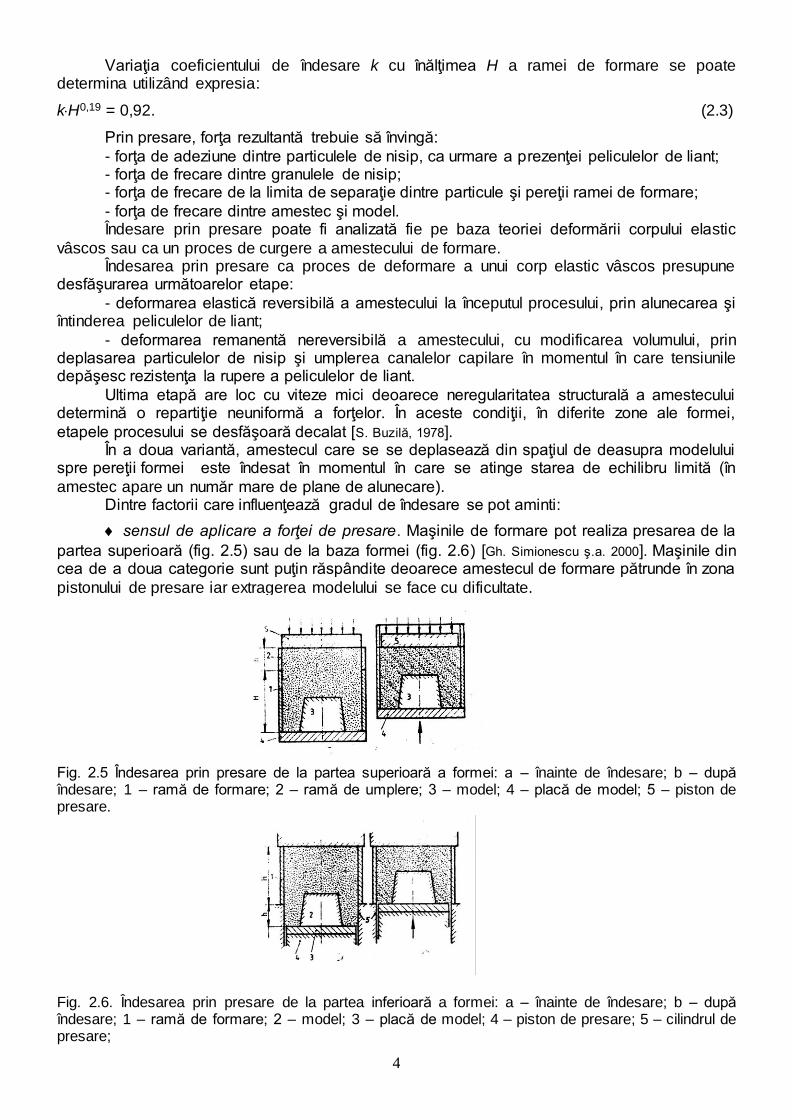
sensul de aplicare a forţei de presare. Maşinile de formare pot realiza presarea de la
partea superioară (fig. 2.5) sau de la baza formei (fig. 2.6) [Gh. Simionescu ş.a. 2000]. Maşinile din cea de a doua categorie sunt puţin răspândite deoarece amestecul de formare pătrunde în zona
pistonului de presare iar extragerea modelului se face cu dificultate.
Fig. 2.5 Îndesarea prin presare de la partea superioară a formei: a – înainte de îndesare; b – după îndesare; 1 – ramă de formare; 2 – ramă de umplere; 3 – model; 4 – placă de model; 5 – piston de presare.
Fig. 2.6. Îndesarea prin presare de la partea inferioară a formei: a – înainte de îndesare; b – după îndesare; 1 – ramă de formare; 2 – model; 3 – placă de model; 4 – piston de presare; 5 – cilindrul de presare;
5
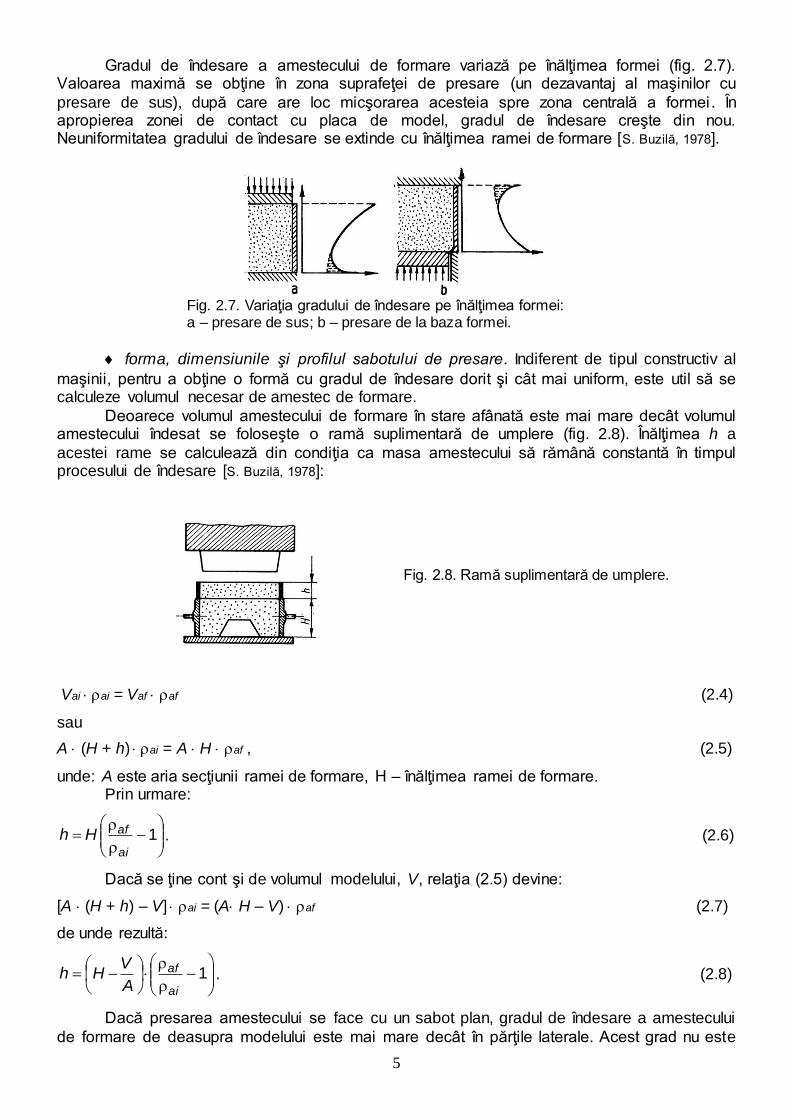
Gradul de îndesare a amestecului de formare variază pe înălţimea formei (fig. 2.7). Valoarea maximă se obţine în zona suprafeţei de presare (un dezavantaj al maşinilor cu
presare de sus), după care are loc micşorarea acesteia spre zona centrală a formei . În apropierea zonei de contact cu placa de model, gradul de îndesare creşte din nou. Neuniformitatea gradului de îndesare se extinde cu înălţimea ramei de formare [S. Buzilă, 1978].
Fig. 2.7. Variaţia gradului de îndesare pe înălţimea formei: a – presare de sus; b – presare de la baza formei.
forma, dimensiunile şi profilul sabotului de presare. Indiferent de tipul constructiv al
maşinii, pentru a obţine o formă cu gradul de îndesare dorit şi cât mai uniform, este util să se calculeze volumul necesar de amestec de formare.
Deoarece volumul amestecului de formare în stare afânată este mai mare decât volumul amestecului îndesat se foloseşte o ramă suplimentară de umplere (fig. 2.8). Înălţimea h a
acestei rame se calculează din condiţia ca masa amestecului să rămână constantă în timpul procesului de îndesare [S. Buzilă, 1978]:
Fig. 2.8. Ramă suplimentară de umplere.
Vai ai = Vaf af (2.4)
sau
A (H + h) ai = A H af , (2.5)
unde: A este aria secţiunii ramei de formare, H – înălţimea ramei de formare. Prin urmare:
1
ai
afHh . (2.6)
Dacă se ţine cont şi de volumul modelului, V, relaţia (2.5) devine:
[A (H + h) – V] ai = (A H – V) af (2.7)
de unde rezultă:
1
ai
af
A
VHh . (2.8)
Dacă presarea amestecului se face cu un sabot plan, gradul de îndesare a amestecului
de formare de deasupra modelului este mai mare decât în părţile laterale. Acest grad nu este
6
proporţional cu înălţimea modelului, deoarece în timpul presării are loc o deplasare a amestecului de formare din straturile îndesate mai tare către cele îndesate mai slab.
Pentru a se obţine un grad de îndesare cât mai uniform se recomandă folosirea unui sabot profilat sau îndepărtarea amestecului de formare din zona de deasupra modelului (fig. 2.9).
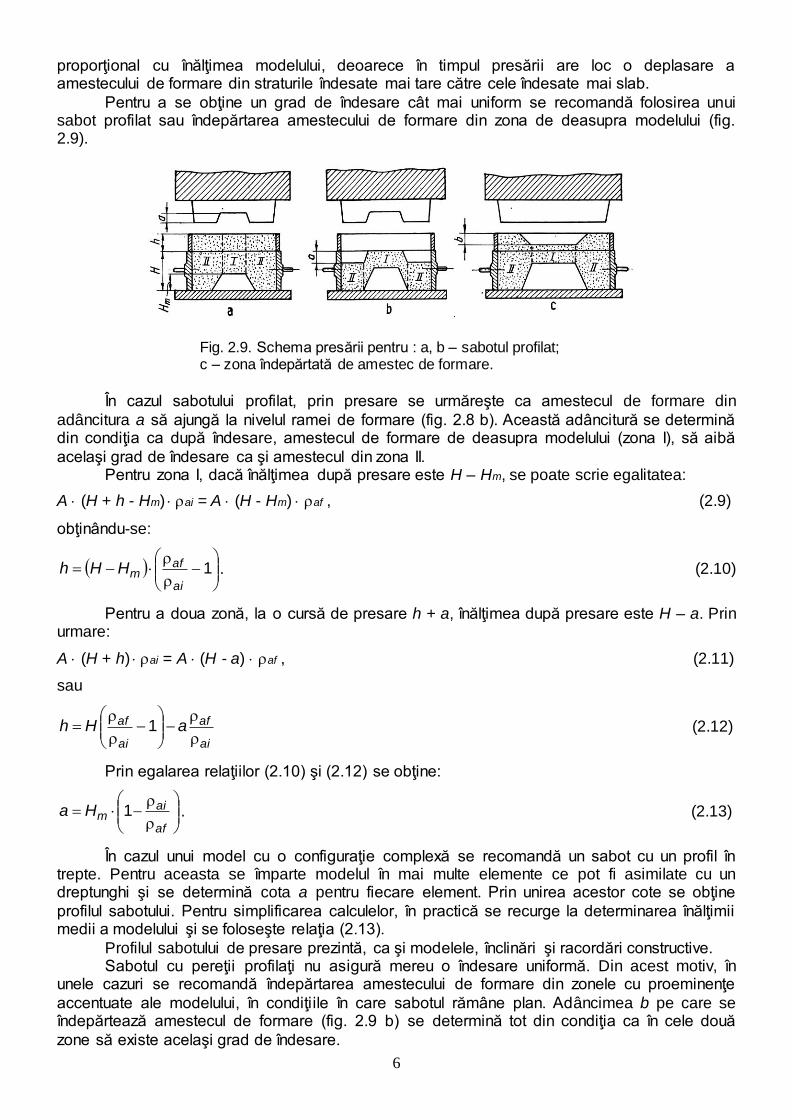
Fig. 2.9. Schema presării pentru : a, b – sabotul profilat; c – zona îndepărtată de amestec de formare.
În cazul sabotului profilat, prin presare se urmăreşte ca amestecul de formare din
adâncitura a să ajungă la nivelul ramei de formare (fig. 2.8 b). Această adâncitură se determină din condiţia ca după îndesare, amestecul de formare de deasupra modelului (zona I), să aibă
acelaşi grad de îndesare ca şi amestecul din zona II. Pentru zona I, dacă înălţimea după presare este H – Hm, se poate scrie egalitatea:
A (H + h - Hm) ai = A (H - Hm) af , (2.9)
obţinându-se:
1
ai
afmHHh . (2.10)
Pentru a doua zonă, la o cursă de presare h + a, înălţimea după presare este H – a. Prin urmare:
A (H + h) ai = A (H - a) af , (2.11)
sau
ai
af
ai
af aHh
1 (2.12)
Prin egalarea relaţiilor (2.10) şi (2.12) se obţine:
af
aimHa 1 . (2.13)
În cazul unui model cu o configuraţie complexă se recomandă un sabot cu un profil în trepte. Pentru aceasta se împarte modelul în mai multe elemente ce pot fi asimilate cu un dreptunghi şi se determină cota a pentru fiecare element. Prin unirea acestor cote se obţine
profilul sabotului. Pentru simplificarea calculelor, în practică se recurge la determinarea înălţimii medii a modelului şi se foloseşte relaţia (2.13).
Profilul sabotului de presare prezintă, ca şi modelele, înclinări şi racordări constructive. Sabotul cu pereţii profilaţi nu asigură mereu o îndesare uniformă. Din acest motiv, în unele cazuri se recomandă îndepărtarea amestecului de formare din zonele cu proeminenţe
accentuate ale modelului, în condiţiile în care sabotul rămâne plan. Adâncimea b pe care se îndepărtează amestecul de formare (fig. 2.9 b) se determină tot din condiţia ca în cele două
zone să existe acelaşi grad de îndesare.
7
Pentru prima zonă se poate scrie egalitatea:
A (H + h - b - Hm) ai = A (H - Hm) af , (2.14)
de unde se obţine:
1
ai
afmHHbh . (2.15)
Pentru cea de a doua zona rezultă:
A (H + h) ai = A H af , (2.16)
sau
1
ai
afHh . (2.17)
Înlocuind înălţimea ramei suplimentare, h, în relaţia (2.15) se determină adâncimea b pe care se îndepărtează amestecul de formare:
1
ai
afmHb . (2.18)
Pentru uniformizarea gradului de presare se recomandă:
- îndesarea prin folosirea pistonului divizat (fig. 2.10) [S. Buzilă, 1978]. Pistonul divizat asigură o presiune constantă pe suprafaţa formei urmărind în acelaşi timp mai bine profilul
modelului.
Fig. 2.10. Schema îndesării cu piston divizat.
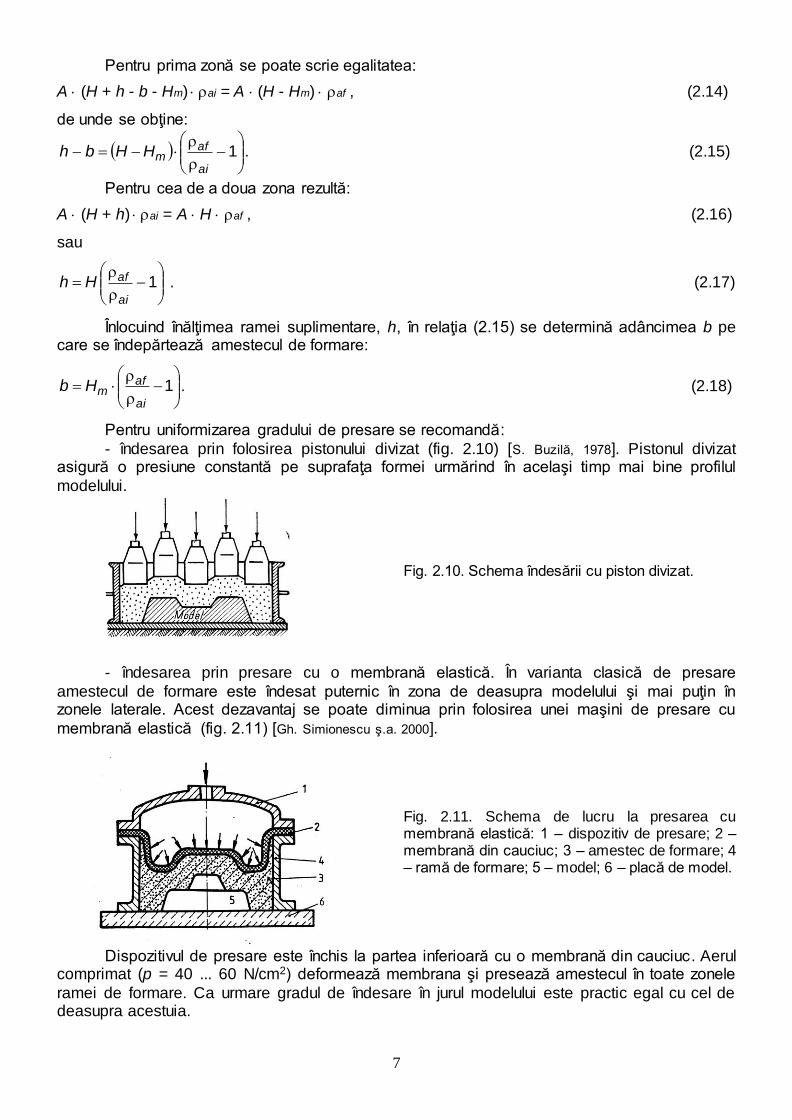
- îndesarea prin presare cu o membrană elastică. În varianta clasică de presare
amestecul de formare este îndesat puternic în zona de deasupra modelului şi mai puţin în zonele laterale. Acest dezavantaj se poate diminua prin folosirea unei maşini de presare cu
membrană elastică (fig. 2.11) [Gh. Simionescu ş.a. 2000].
Fig. 2.11. Schema de lucru la presarea cu membrană elastică: 1 – dispozitiv de presare; 2 – membrană din cauciuc; 3 – amestec de formare; 4 – ramă de formare; 5 – model; 6 – placă de model.
Dispozitivul de presare este închis la partea inferioară cu o membrană din cauciuc. Aerul comprimat (p = 40 ... 60 N/cm2) deformează membrana şi presează amestecul în toate zonele
ramei de formare. Ca urmare gradul de îndesare în jurul modelului este practic egal cu cel de deasupra acestuia.
8
Prin deformare suprafaţa membranei este cu cel puţin 40% mai mare decât suprafaţa liberă a ramei de formare. De asemenea, forţa totală de îndesare este mult mai mare
comparativ cu varianta clasică de îndesare cu sabot. În acest caz, forţa de presare care se transmite asupra amestecului de formare este dată de relaţia:
F = 1,4Ap, (2.19)
unde: A este lumina ramei de formare; p – presiunea de insuflare.
Pentru o ramă de formare cu dimensiunile de 300 x 450 mm, la o presiune de lucru de 56 N/cm2, F = 105 840 N.
Durabilitatea unei membrane elastice este de 10000 ... 60000 utilizări. Maşinile de presare din această categorie pot fi utilizate şi în cazul unui amestec de
formare pe bază de silicat de sodiu întărit cu CO2. În această variantă se foloseşte o membrană
suplimentară, perforată, în contact cu amestecul de formare. După îndesare se insuflă dioxidul de carbon în spaţiul dintre cele două membrane.
mărimea presiunii de presare. În funcţie de valoarea presiunii de presare, îndesarea se
poate realiza la:
- presiune mică (p < 40 N/cm2); - presiune medie (40 < p < 80 N/cm2); - presiune mare (80 < p < 500 N/cm2);
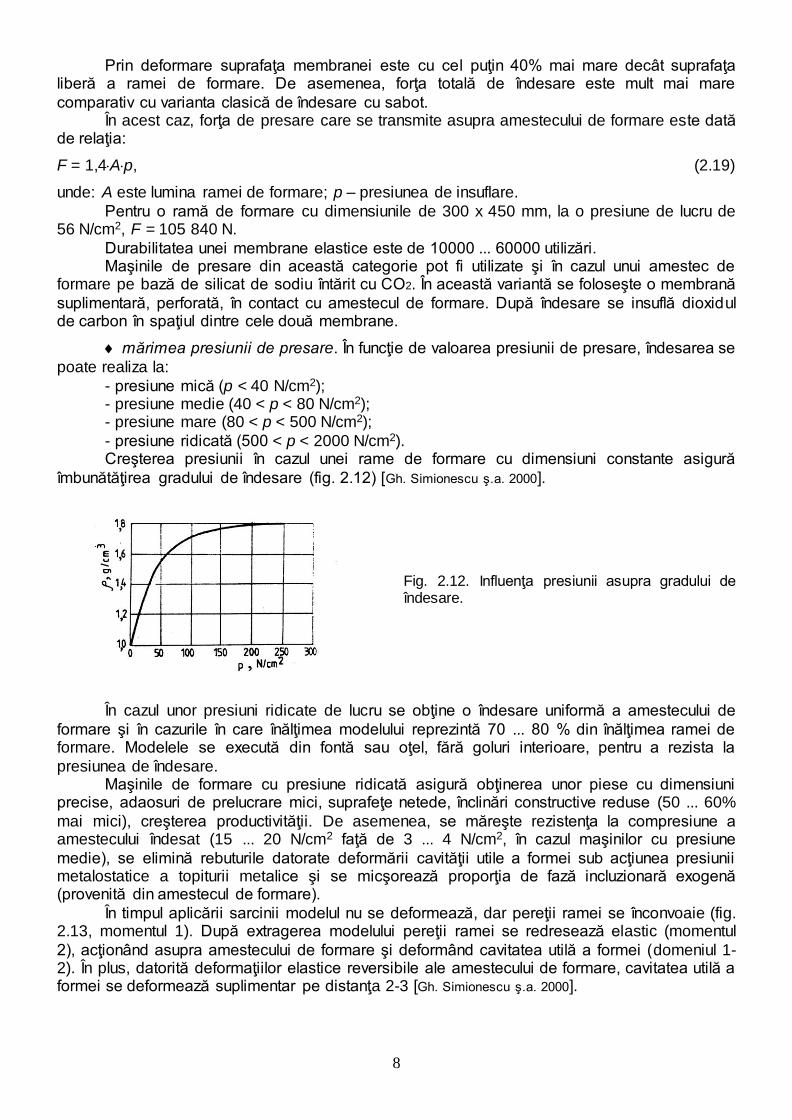
- presiune ridicată (500 < p < 2000 N/cm2). Creşterea presiunii în cazul unei rame de formare cu dimensiuni constante asigură
îmbunătăţirea gradului de îndesare (fig. 2.12) [Gh. Simionescu ş.a. 2000].
Fig. 2.12. Influenţa presiunii asupra gradului de îndesare.
În cazul unor presiuni ridicate de lucru se obţine o îndesare uniformă a amestecului de
formare şi în cazurile în care înălţimea modelului reprezintă 70 ... 80 % din înălţimea ramei de formare. Modelele se execută din fontă sau oţel, fără goluri interioare, pentru a rezista la
presiunea de îndesare. Maşinile de formare cu presiune ridicată asigură obţinerea unor piese cu dimensiuni precise, adaosuri de prelucrare mici, suprafeţe netede, înclinări constructive reduse (50 ... 60%
mai mici), creşterea productivităţii. De asemenea, se măreşte rezistenţa la compresiune a amestecului îndesat (15 ... 20 N/cm2 faţă de 3 ... 4 N/cm2, în cazul maşinilor cu presiune
medie), se elimină rebuturile datorate deformării cavităţii utile a formei sub acţiunea presiunii metalostatice a topiturii metalice şi se micşorează proporţia de fază incluzionară exogenă (provenită din amestecul de formare).
În timpul aplicării sarcinii modelul nu se deformează, dar pereţii ramei se înconvoaie (fig. 2.13, momentul 1). După extragerea modelului pereţii ramei se redresează elastic (momentul
2), acţionând asupra amestecului de formare şi deformând cavitatea utilă a formei (domeniul 1-2). În plus, datorită deformaţiilor elastice reversibile ale amestecului de formare, cavitatea utilă a formei se deformează suplimentar pe distanţa 2-3 [Gh. Simionescu ş.a. 2000].
9
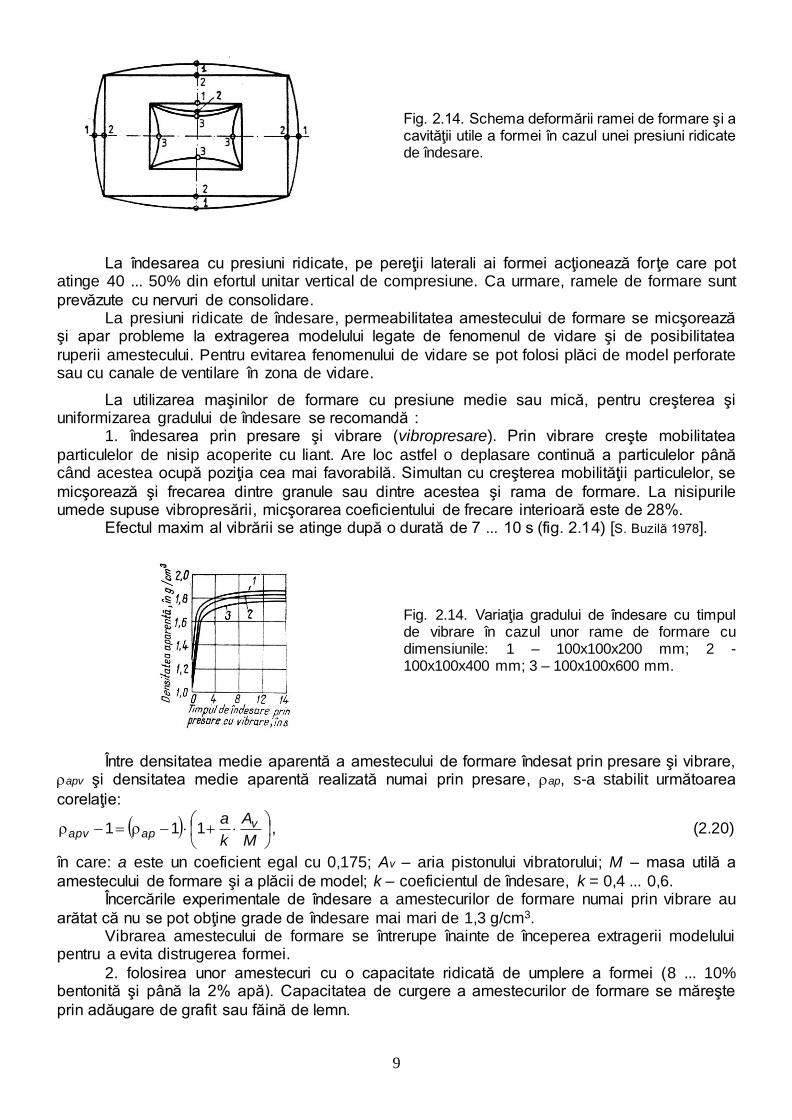
Fig. 2.14. Schema deformării ramei de formare şi a cavităţii utile a formei în cazul unei presiuni ridicate de îndesare.
La îndesarea cu presiuni ridicate, pe pereţii laterali ai formei acţionează forţe care pot atinge 40 ... 50% din efortul unitar vertical de compresiune. Ca urmare, ramele de formare sunt
prevăzute cu nervuri de consolidare. La presiuni ridicate de îndesare, permeabilitatea amestecului de formare se micşorează
şi apar probleme la extragerea modelului legate de fenomenul de vidare şi de posibilitatea
ruperii amestecului. Pentru evitarea fenomenului de vidare se pot folosi plăci de model perforate sau cu canale de ventilare în zona de vidare.
La utilizarea maşinilor de formare cu presiune medie sau mică, pentru creşterea şi uniformizarea gradului de îndesare se recomandă : 1. îndesarea prin presare şi vibrare (vibropresare). Prin vibrare creşte mobilitatea
particulelor de nisip acoperite cu liant. Are loc astfel o deplasare continuă a particulelor până când acestea ocupă poziţia cea mai favorabilă. Simultan cu creşterea mobilităţii particulelor, se
micşorează şi frecarea dintre granule sau dintre acestea şi rama de formare. La nisipurile umede supuse vibropresării, micşorarea coeficientului de frecare interioară este de 28%. Efectul maxim al vibrării se atinge după o durată de 7 ... 10 s (fig. 2.14) [S. Buzilă 1978].
Fig. 2.14. Variaţia gradului de îndesare cu timpul de vibrare în cazul unor rame de formare cu dimensiunile: 1 – 100x100x200 mm; 2 - 100x100x400 mm; 3 – 100x100x600 mm.
Între densitatea medie aparentă a amestecului de formare îndesat prin presare şi vibrare, apv şi densitatea medie aparentă realizată numai prin presare, ap, s-a stabilit următoarea
corelaţie:
M
A
k
a vapapv 111 , (2.20)
în care: a este un coeficient egal cu 0,175; Av – aria pistonului vibratorului; M – masa utilă a
amestecului de formare şi a plăcii de model; k – coeficientul de îndesare, k = 0,4 ... 0,6. Încercările experimentale de îndesare a amestecurilor de formare numai prin vibrare au
arătat că nu se pot obţine grade de îndesare mai mari de 1,3 g/cm3. Vibrarea amestecului de formare se întrerupe înainte de începerea extragerii modelului pentru a evita distrugerea formei.
2. folosirea unor amestecuri cu o capacitate ridicată de umplere a formei (8 ... 10% bentonită şi până la 2% apă). Capacitatea de curgere a amestecurilor de formare se măreşte
prin adăugare de grafit sau făină de lemn.
10
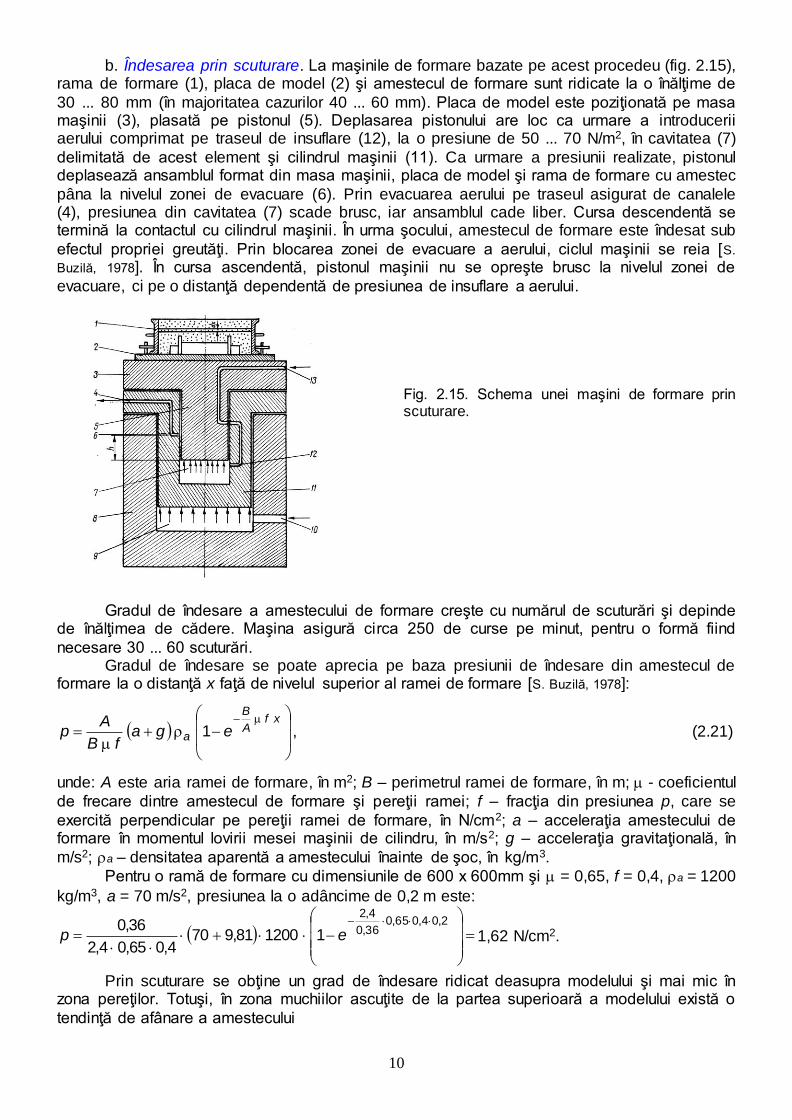
b. Îndesarea prin scuturare. La maşinile de formare bazate pe acest procedeu (fig. 2.15), rama de formare (1), placa de model (2) şi amestecul de formare sunt ridicate la o înălţime de
30 ... 80 mm (în majoritatea cazurilor 40 ... 60 mm). Placa de model este poziţionată pe masa maşinii (3), plasată pe pistonul (5). Deplasarea pistonului are loc ca urmare a introducerii aerului comprimat pe traseul de insuflare (12), la o presiune de 50 ... 70 N/m2, în cavitatea (7)
delimitată de acest element şi cilindrul maşinii (11). Ca urmare a presiunii realizate, pistonul deplasează ansamblul format din masa maşinii, placa de model şi rama de formare cu amestec
pâna la nivelul zonei de evacuare (6). Prin evacuarea aerului pe traseul asigurat de canalele (4), presiunea din cavitatea (7) scade brusc, iar ansamblul cade liber. Cursa descendentă se termină la contactul cu cilindrul maşinii. În urma şocului, amestecul de formare este îndesat sub
efectul propriei greutăţi. Prin blocarea zonei de evacuare a aerului, ciclul maşinii se reia [S.
Buzilă, 1978]. În cursa ascendentă, pistonul maşinii nu se opreşte brusc la nivelul zonei de
evacuare, ci pe o distanţă dependentă de presiunea de insuflare a aerului.
Fig. 2.15. Schema unei maşini de formare prin scuturare.
Gradul de îndesare a amestecului de formare creşte cu numărul de scuturări şi depinde de înălţimea de cădere. Maşina asigură circa 250 de curse pe minut, pentru o formă fiind
necesare 30 ... 60 scuturări. Gradul de îndesare se poate aprecia pe baza presiunii de îndesare din amestecul de formare la o distanţă x faţă de nivelul superior al ramei de formare [S. Buzilă, 1978]:
xfA
B
a egafB
Ap 1 , (2.21)
unde: A este aria ramei de formare, în m2; B – perimetrul ramei de formare, în m; - coeficientul
de frecare dintre amestecul de formare şi pereţii ramei; f – fracţia din presiunea p, care se
exercită perpendicular pe pereţii ramei de formare, în N/cm2; a – acceleraţia amestecului de formare în momentul lovirii mesei maşinii de cilindru, în m/s2; g – acceleraţia gravitaţională, în
m/s2; a – densitatea aparentă a amestecului înainte de şoc, în kg/m3.
Pentru o ramă de formare cu dimensiunile de 600 x 600mm şi = 0,65, f = 0,4, a = 1200
kg/m3, a = 70 m/s2, presiunea la o adâncime de 0,2 m este:
2,04,065,0
36,0
4,2
1120081,9704,065,04,2
36,0ep 1,62 N/cm2.
Prin scuturare se obţine un grad de îndesare ridicat deasupra modelului şi mai mic în zona pereţilor. Totuşi, în zona muchiilor ascuţite de la partea superioară a modelului există o
tendinţă de afânare a amestecului
11
Caracteristic pentru maşinile de format prin scuturare este faptul că amestecul de formare prezintă un grad redus de îndesare la partea superioară a semiformei şi neuniform (mai
mare lângă pereţii ramei faţă de zona de deasupra modelului, iar pe înălţimea formei se micşorează de la bază spre suprafaţa superioară) [S. Buzilă 1978].
Pentru diminuarea acestui inconvenient se recomandă:
- completarea îndesării prin scuturare cu o îndesare manuală (se recomandă utilizarea bătătorului pneumatic pentru formele mari).După îndesare surplusul de amestec de formare se
îndepărtează prin răzuire. - asocierea îndesării prin scuturare, la final, cu o îndesare prin presare. În acest scop, maşina de format este prevăzută cu un sabot.
În principiu, îndesarea prin scuturare implică succesiunea următoarelor operaţii: - poziţionarea ramei de formare peste placa de model. Plăcile de model se proiectează
în aşa fel încât prin asamblarea celor două semiforme să se obţină o formă corectă din punct de vedere tehnologic. De obicei, canalul de alimentare este amplasat în semiforma inferioară, iar celelalte elemente ale reţelei de turnare, maselotele şi canalele de aerisire sunt poziţionate în
semiforma superioară. Rama de formare se fixează pe două tije de centrare pentru a preveni deplasarea în plan orizontal;
- umplerea ramei de formare cu amestec (manual sau mecanizat); - începerea operaţiei de scuturare. În cazul unui formări mecanizate în totalitate, procesul de scuturare începe din momentul introducerii amestecului;
- finalizarea etapei de scuturare cu o îndesare suplimentară, prin intermediul unui sabot de presare. După presare suprafaţa superioară a semiformei devine plană; - vibrarea semiformei pentru desprinderea modelului de amestecul de formare;
- extragerea modelului din semiformă, concomitent cu ridicarea semiformei de pe placa model.
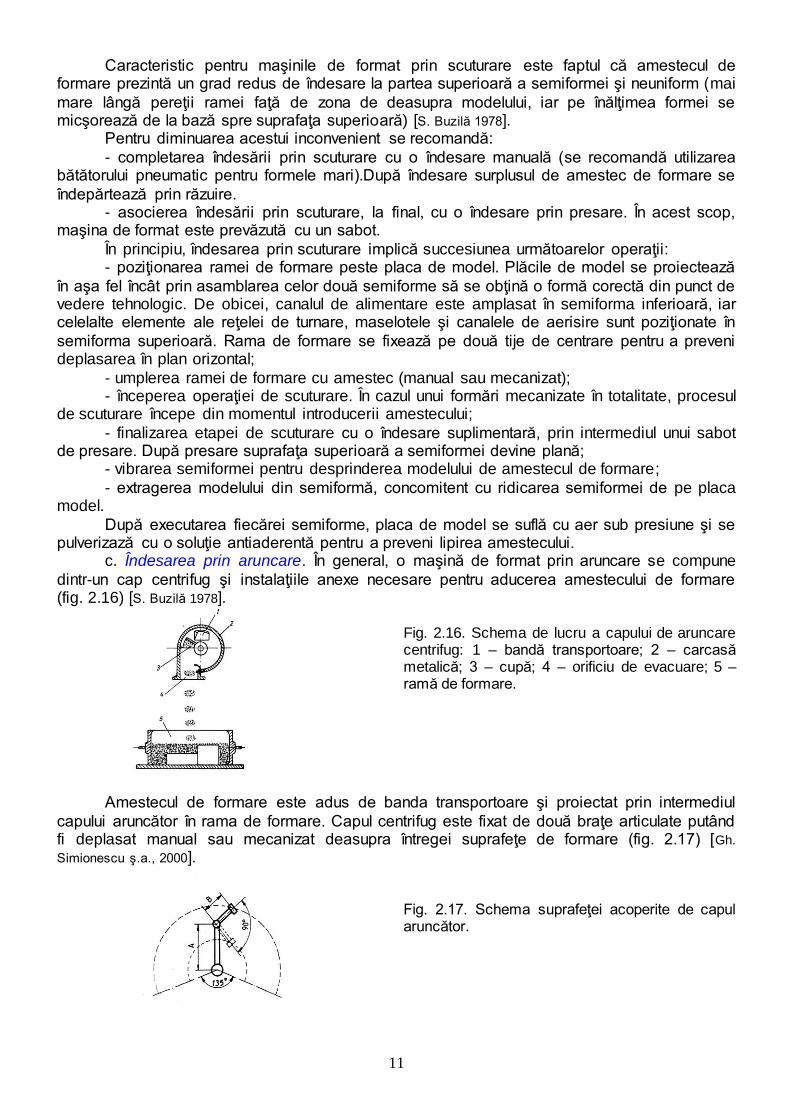
După executarea fiecărei semiforme, placa de model se suflă cu aer sub presiune şi se pulverizază cu o soluţie antiaderentă pentru a preveni lipirea amestecului. c. Îndesarea prin aruncare. În general, o maşină de format prin aruncare se compune
dintr-un cap centrifug şi instalaţiile anexe necesare pentru aducerea amestecului de formare (fig. 2.16) [S. Buzilă 1978].
Fig. 2.16. Schema de lucru a capului de aruncare centrifug: 1 – bandă transportoare; 2 – carcasă metalică; 3 – cupă; 4 – orificiu de evacuare; 5 – ramă de formare.
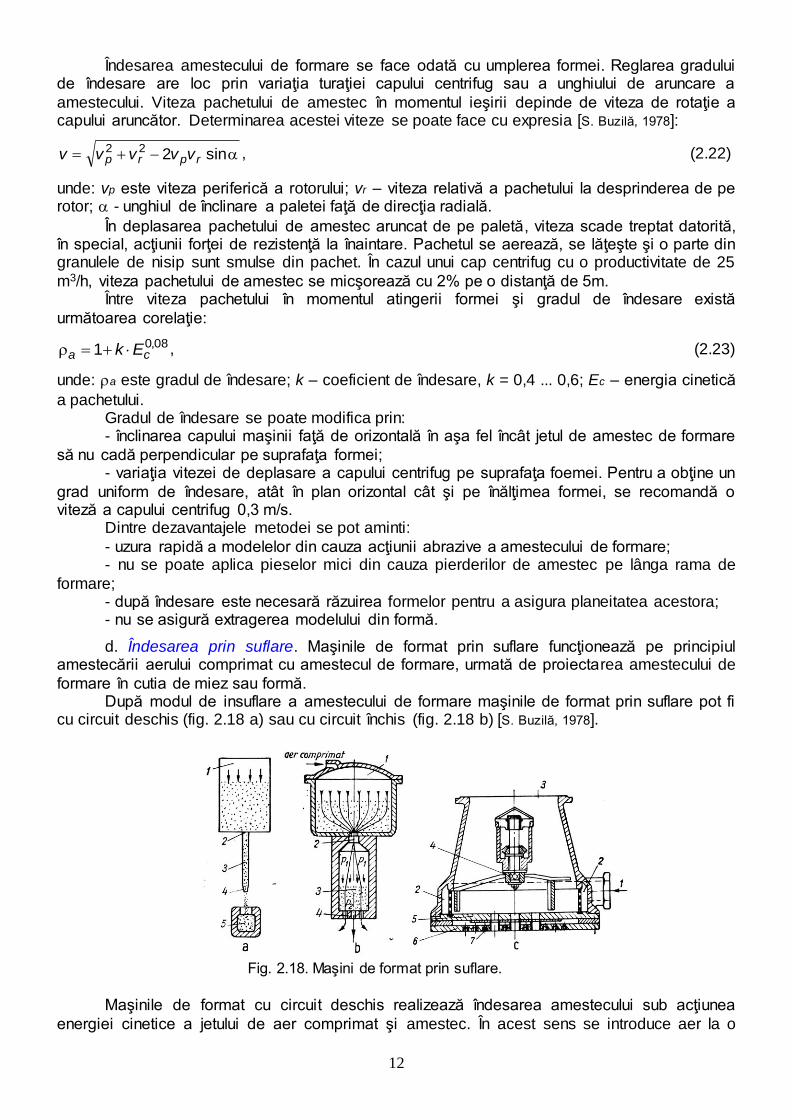
Amestecul de formare este adus de banda transportoare şi proiectat prin intermediul
capului aruncător în rama de formare. Capul centrifug este fixat de două braţe articulate putând fi deplasat manual sau mecanizat deasupra întregei suprafeţe de formare (fig. 2.17) [Gh.
Simionescu ş.a., 2000].
Fig. 2.17. Schema suprafeţei acoperite de capul aruncător.
12
Îndesarea amestecului de formare se face odată cu umplerea formei. Reglarea gradului de îndesare are loc prin variaţia turaţiei capului centrifug sau a unghiului de aruncare a
amestecului. Viteza pachetului de amestec în momentul ieşirii depinde de viteza de rotaţie a capului aruncător. Determinarea acestei viteze se poate face cu expresia [S. Buzilă, 1978]:
sin222rprp vvvvv , (2.22)
unde: vp este viteza periferică a rotorului; vr – viteza relativă a pachetului la desprinderea de pe rotor; - unghiul de înclinare a paletei faţă de direcţia radială.
În deplasarea pachetului de amestec aruncat de pe paletă, viteza scade treptat datorită, în special, acţiunii forţei de rezistenţă la înaintare. Pachetul se aerează, se lăţeşte şi o parte din granulele de nisip sunt smulse din pachet. În cazul unui cap centrifug cu o productivitate de 25
m3/h, viteza pachetului de amestec se micşorează cu 2% pe o distanţă de 5m. Între viteza pachetului în momentul atingerii formei şi gradul de îndesare există
următoarea corelaţie:
08,01 ca Ek , (2.23)
unde: a este gradul de îndesare; k – coeficient de îndesare, k = 0,4 ... 0,6; Ec – energia cinetică
a pachetului. Gradul de îndesare se poate modifica prin: - înclinarea capului maşinii faţă de orizontală în aşa fel încât jetul de amestec de formare
să nu cadă perpendicular pe suprafaţa formei; - variaţia vitezei de deplasare a capului centrifug pe suprafaţa foemei. Pentru a obţine un
grad uniform de îndesare, atât în plan orizontal cât şi pe înălţimea formei, se recomandă o viteză a capului centrifug 0,3 m/s. Dintre dezavantajele metodei se pot aminti:
- uzura rapidă a modelelor din cauza acţiunii abrazive a amestecului de formare; - nu se poate aplica pieselor mici din cauza pierderilor de amestec pe lânga rama de
formare; - după îndesare este necesară răzuirea formelor pentru a asigura planeitatea acestora; - nu se asigură extragerea modelului din formă.
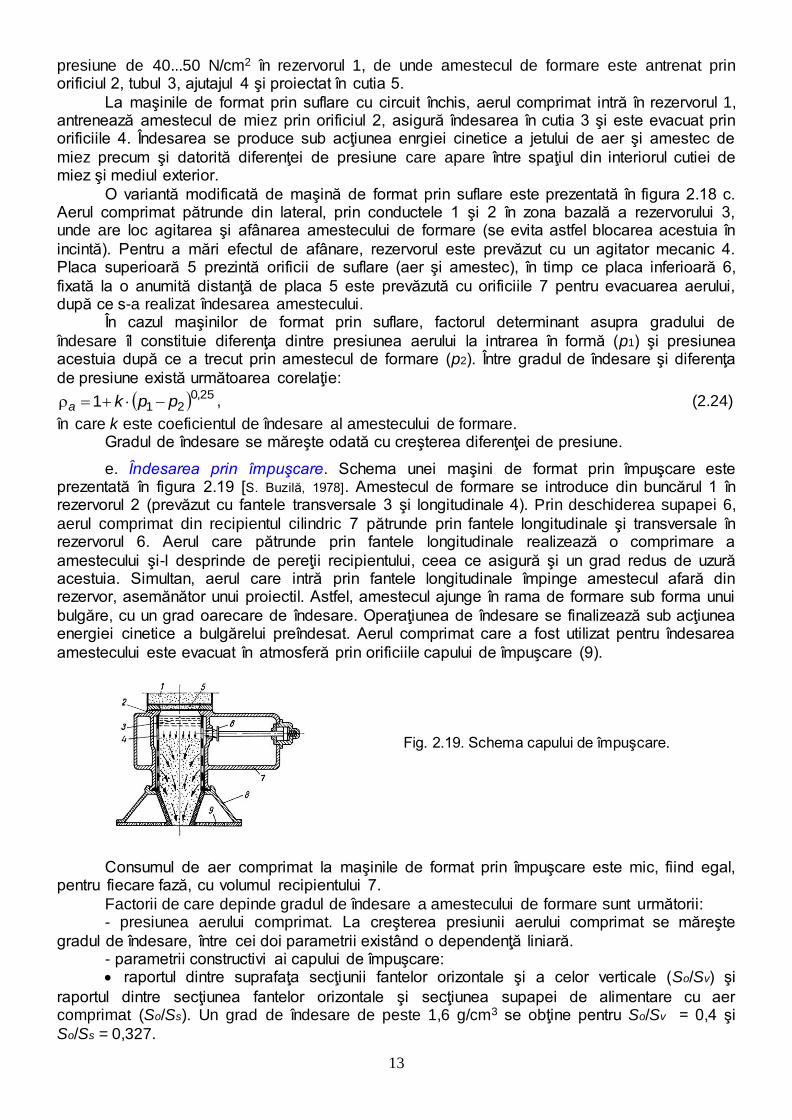
d. Îndesarea prin suflare. Maşinile de format prin suflare funcţionează pe principiul amestecării aerului comprimat cu amestecul de formare, urmată de proiectarea amestecului de
formare în cutia de miez sau formă. După modul de insuflare a amestecului de formare maşinile de format prin suflare pot fi cu circuit deschis (fig. 2.18 a) sau cu circuit închis (fig. 2.18 b) [S. Buzilă, 1978].
Fig. 2.18. Maşini de format prin suflare.
Maşinile de format cu circuit deschis realizează îndesarea amestecului sub acţiunea
energiei cinetice a jetului de aer comprimat şi amestec. În acest sens se introduce aer la o
13
presiune de 40...50 N/cm2 în rezervorul 1, de unde amestecul de formare este antrenat prin orificiul 2, tubul 3, ajutajul 4 şi proiectat în cutia 5.
La maşinile de format prin suflare cu circuit închis, aerul comprimat intră în rezervorul 1, antrenează amestecul de miez prin orificiul 2, asigură îndesarea în cutia 3 şi este evacuat prin orificiile 4. Îndesarea se produce sub acţiunea enrgiei cinetice a jetului de aer şi amestec de
miez precum şi datorită diferenţei de presiune care apare între spaţiul din interiorul cutiei de miez şi mediul exterior.
O variantă modificată de maşină de format prin suflare este prezentată în figura 2.18 c. Aerul comprimat pătrunde din lateral, prin conductele 1 şi 2 în zona bazală a rezervorului 3, unde are loc agitarea şi afânarea amestecului de formare (se evita astfel blocarea acestuia în
incintă). Pentru a mări efectul de afânare, rezervorul este prevăzut cu un agitator mecanic 4. Placa superioară 5 prezintă orificii de suflare (aer şi amestec), în timp ce placa inferioară 6,
fixată la o anumită distanţă de placa 5 este prevăzută cu orificiile 7 pentru evacuarea aerului, după ce s-a realizat îndesarea amestecului. În cazul maşinilor de format prin suflare, factorul determinant asupra gradului de
îndesare îl constituie diferenţa dintre presiunea aerului la intrarea în formă (p1) şi presiunea acestuia după ce a trecut prin amestecul de formare (p2). Între gradul de îndesare şi diferenţa
de presiune există următoarea corelaţie:
25,0211 ppka , (2.24)
în care k este coeficientul de îndesare al amestecului de formare. Gradul de îndesare se măreşte odată cu creşterea diferenţei de presiune.
e. Îndesarea prin împuşcare. Schema unei maşini de format prin împuşcare este prezentată în figura 2.19 [S. Buzilă, 1978]. Amestecul de formare se introduce din buncărul 1 în rezervorul 2 (prevăzut cu fantele transversale 3 şi longitudinale 4). Prin deschiderea supapei 6,
aerul comprimat din recipientul cilindric 7 pătrunde prin fantele longitudinale şi transversale în rezervorul 6. Aerul care pătrunde prin fantele longitudinale realizează o comprimare a
amestecului şi-l desprinde de pereţii recipientului, ceea ce asigură şi un grad redus de uzură acestuia. Simultan, aerul care intră prin fantele longitudinale împinge amestecul afară din rezervor, asemănător unui proiectil. Astfel, amestecul ajunge în rama de formare sub forma unui
bulgăre, cu un grad oarecare de îndesare. Operaţiunea de îndesare se finalizează sub acţiunea energiei cinetice a bulgărelui preîndesat. Aerul comprimat care a fost utilizat pentru îndesarea
amestecului este evacuat în atmosferă prin orificiile capului de împuşcare (9).
Fig. 2.19. Schema capului de împuşcare.
Consumul de aer comprimat la maşinile de format prin împuşcare este mic, fiind egal, pentru fiecare fază, cu volumul recipientului 7.
Factorii de care depinde gradul de îndesare a amestecului de formare sunt următorii: - presiunea aerului comprimat. La creşterea presiunii aerului comprimat se măreşte
gradul de îndesare, între cei doi parametrii existând o dependenţă liniară. - parametrii constructivi ai capului de împuşcare: raportul dintre suprafaţa secţiunii fantelor orizontale şi a celor verticale (So/Sv) şi
raportul dintre secţiunea fantelor orizontale şi secţiunea supapei de alimentare cu aer comprimat (So/Ss). Un grad de îndesare de peste 1,6 g/cm3 se obţine pentru So/Sv = 0,4 şi
So/Ss = 0,327.
14
raportul dintre diametrul echivalent al supapei şi diametrul recipientului cilindric (ds/D).
Gradul de îndesare creşte cu raportul ds/D, atinge un maxim după care se micşorează (un
diamtru al supapei foarte mare goleşte cu rapiditate recipientul). raportul dintre diametrul orificiului de împuşcare şi diametrul recipientului cilindric
(doî/D). Gradul de îndesare se măreşte cu rapiditate până la doî/D = 0,2, după care devine aproximativ constant (creştere lentă).
raportul dintre suprafaţa de ventilaţie şi suprafaţa de insuflare (Svent/Si). Gradul de
îndesare creşte rapid cu raportul dintre cele două suprafeţe, valorile maxime obţinându-se
pentru un diametru al orificiului de împuşcare de 50 mm. raportul dintre volumul recipientului de aer şi volumul cilindrului de împuşcare. Gradul
de îndesare creşte cu diametrul cilindrului pentru o valoare constantă a raportului dintre cei doi parametri.
2.2. Procese fizico - chimice care au loc la uscarea formelor şi miezurilor
Turnarea în forme temporare crude (neuscate) este justificată pentru unele tipuri de
piese deoarece [Gh. Simionescu ş.a. 2000]: - se măreşte productivitatea ca urmare a scurtării ciclului de fabricaţie;
- se elimină cheltuielile legate de transportul formelor la şi de la uscător; - spaţiul de lucru poate fi folosit eficient (lipsesc zonele ocupate de cuptoarele de uscare);
- se micşorează numărul de rame de formare necesar procesului de producţie; Uscarea se recomandă în cazul pieselor cu pereţi groşi, deoarece la contactul aliajului
lichid cu pereţii formei crude se degajă o cantitate mare de vapori (pot pătrunde în aliajul lichid). La piesele cu pereţi subţiri riscul este minim deoarece aliajul se solidifică imediat după turnare.
Prin uscare se realizează:
- o creştere a rezistenţei mecanice a formelor şi a miezurilor (de până la zece ori faţă de rezistenţele în stare crudă);
- o creştere a permeabilităţii formei, ca urmare a eliminării apei din amestecul de formare, simultan cu o reducere substanţială a sursei de gaze. Pe de altă parte, uscarea formelor şi miezurilor prezintă şi anumite inconveniente:
- lungirea timpului de fabricaţie a pieselor ca urmare a prezenţei unei faze suplimentare de lucru;
- majorarea costurilor de producţie datorită consumului suplimentar de combustibil pentru uscare; - necesitatea unor investiţii suplimentare pentru cuptoarele de uscat.
Toate fenomenele care se petrec la uscare au loc la suprafaţa granulelor de nisip. Ca urmare a faptului că amestecul de formare este poros, suprafaţa de contact dintre acesta şi
agentul de uscare (gaz sau aer cald) este foarte mare, cu efect favorabil asupra vitezei de evaporare. La uscarea amestecurilor de formare are loc îndepărtarea apei legate prin adsorbţie,
osmotic şi mecanic. În calculele curente aerul umed se poate asimila cu un gaz ideal (se pot aplica legile
gazelor perfecte). Prin uscare, evaporarea apei produce o depresiune care favorizează pătrunderea aerului în pori.
Indiferent de sursa de căldură folosită pentru uscare (combustibil sau curent electric), agentul de uscare conţine o anumită cantitate de apă. Prin urmare, cele mai importante
caracteristici ale aerului sau gazului de uscare sunt presiunea, temperatura şi concentraţia vaporilor. Cel mai folosit agent de uscare este asigurat de gazele calde obţinute prin arderea
combustibililor gazoşi, lichizi şi rar, solizi.
15
În cazul arderii gazului metan, dacă se ţine seama de excesul de 20% aer necesar pentru desfăşurarea procesului, gazele rezultate conţin 9,5% CO2, 19% H2O şi 17,5 % N2.
Presiunea parţială a vaporilor de apă proveniţi prin arderea CH4 este de 1,9 N/cm2 [S.
Buzilă, 1978]. Prin evaporarea apei din forme, presiunea parţială a vaporilor de apă din gaze creşte. Dacă pe traseul gazelor spre coşul de evacuare al cuptorului temperatura scade sub
100C, poate avea loc condensarea vaporilor şi umezirea excesivă a formelor din zonele reci
provocând surparea lor.
Ciclul de uscare a formelor cuprinde trei etape: - încălzire lentă până la temperatura de regim, cu menţinerea vaporilor de apă în gazele
calde. O încălzire rapidă duce la evaporarea apei numai din straturile de la suprafaţa formei, cu efecte negative ulterior asupra transferului de căldură spre zonele centrale. - uscarea propriu-zisă, când se lucrează cu o cantitate mare de gaze;
- răcirea formelor până la temperatura de 50 ... 60C, când pot fi scoase din cuptor şi
manipulate pentru operaţiile ulterioare.
2.3. Procese fizico - chimice la suprafaţa de contact aliaj – formă
Regiunea de contact aliaj – formă este alcătuită din două zone: - zona de contact a formei;
- zona de contact a piesei turnate.
Zona de contact a formei reprezintă regiunea care participă direct la procesul de acumulare a căldurii şi de transfer de masă între faza lichidă şi formă. Acest domeniu cuprinde
două straturi: - stratul I, care conţine compuşi chimici topiţi (oxizi, sulfuri, nitruri, hidruri);
- stratul II, care constă din produse de transformare polimorfă (distrugere termică, disociere, fisuri, procese de şamotizare şi mullitizare a particulelor care compun forma). Raportul dintre adâncimile celor două straturi este determinat de compoziţia chimică şi de
temperatură şi este cuprins între 1:3 ... 1:5.
Zona de contact a piesei include un strat de aliaj, a cărui structură se formează sub
influenţa directă (termică, mecanică şi chimică) a formei de turnare. Particularităţile acestei zone constau în:
- suprafaţă mare de contact cu forma (faza lichidă urmăreşte microrelieful peretelui
format din material granular); - stratul solidificat se formează la viteze foarte mari de răcire (50...10 000C/s);
- procesul de cristalizare are loc exogen, sub influenţa particulelor din pereţii formei. Prin urmare, stratul de aliaj este format din cristale fine.
- alierea materialului metalic turnat cu elemente care pot difuza din vopseaua aplicată pe suprafaţa formei.
La contactul aliajului turnat cu forma apar procese de natură mecanică, termică, chimică
şi aliere superficială.
Procese mecanice. Pătrunderea mecanică a aliajului lichid între granulele de nisip, de
rază r, se realizează atunci când presiunea metalostatică:
rp
cos2 lg (2.24)
depăşeşte o valoare critică. Valoarea presiunii capilare diferă în funcţie de gradul de îndesare a
amestecului de formare, granulaţia nisipului, tensiunea superficială a aliajului lichid. Sub acţiunea presiunii metalostatice se distruge stratul superficial al formei, se
deformează pereţii acesteia şi pot să apară aderenţe mecanice.
Apariţia aderenţelor mecanice este determinată de pătrunderea aliajului lichid în canalele capilare ale formei, fără apariţia unor produşi de reacţie.
16
Procese termice. Procesele termice care au loc în pereţii formei de turnare sunt
caracterizate de următorii parametri:
- durata contactului direct dintre aliajul lichid şi forma de turnare; - viteza de încălzire a amestecului, dependentă de proprietăţile termice şi fizice ale
materialelor constituente; - dimensiunile zonei de contact pentru care temperatura depăşeşte 450C (peste
această valoare au loc transformările componentelor amestecului de formare); Sub acţiunea căldurii componentele amestecului de formare se comportă diferit (unele suferă dilatări iar altele se contractă).
În cazul amestecurilor din sistemul nisip – argilă (amestec clasic de formare) principalii constituenţi sunt:
- granulele de cuarţ (SiO2); - argila refractară cu un conţinut ridicat de caolinit (Al2O32SiO22H2O);
- oxizii liberi de tipul SiO2, Al2O3, 3Al2O32SiO2 (mullit), Al2O3SiO2 (silimanit), din
amestecul recirculat.
La încălzire cuarţul suferă următoarele transformări alotropice:
575C 870C 1470
SiO2 SiO2 tridimit cristobalit
dilatare 2,4% Caolinitul pierde la 100...120C apa higroscopică, reacţie cu efect endoterm, iar la
450...600C pierde apa de constituţie, cu formarea metacaolinitului (Al2O32SiO2):
Al2O32SiO22H2O Al2O32SiO2 + 2H2O.
Reacţia se încheie la temperaturi de circa 900C.
Prin încălzire la temperaturi de 900...1250C, metacaolinitul formează mullit (la
temperaturi mai scăzute) sau silimanit şi silice amorfă (pentru valorile superioare ale intervalului
de temperatură):
Al2O32SiO2 1/3 (3Al2O32SiO2) + 4/3 SiO2;
Al2O32SiO2 3Al2O32SiO2 + SiO2.
Mullitul se descompune prin încălzire în silimanit şi alumină:
1/3 (3Al2O32SiO2) 2/3 (Al2O32SiO2) + 1/3 Al2O3.
Silimanitul poate suferi următoarele transformări:
Al2O32SiO2 1/3 (3Al2O32SiO2) + 1/3 SiO2;
Al2O32SiO2 1/3 (Al2O32SiO2) + 1/3 Al2O3.
Alumina liberă poate intra în următoarele reacţii: Al2O3 + 2/3 SiO2 1/3 (3Al2O32SiO2);
Al2O3 + SiO2 Al2O3SiO2;
2/3 Al2O3 + 1/3 (Al2O32SiO2) 1/3 (3Al2O32SiO2).
Procesul de transformare a caolinitului în metacaolinit şi apoi a acestuia în silimanit poartă numele de şamotizare şi se produce cu modificarea densităţii materialului de formare .
Astfel, la încălzire argila se contractă. Având în vedere că nisipul cuarţos este majoritar, la încălzire forma se va dilata (mai mult
la suprafaţa de contact cu aliajul lichid şi mai puţin în straturile îndepărtate de interfaţă). Dilatarea maximă a formei se constată la temperatura de transformare SiO2 SiO2.
La temperaturi mai ridicate, dilatarea se micşorează datorită contracţiei argilei şi a deformării plastice a amestecului de formare.
17
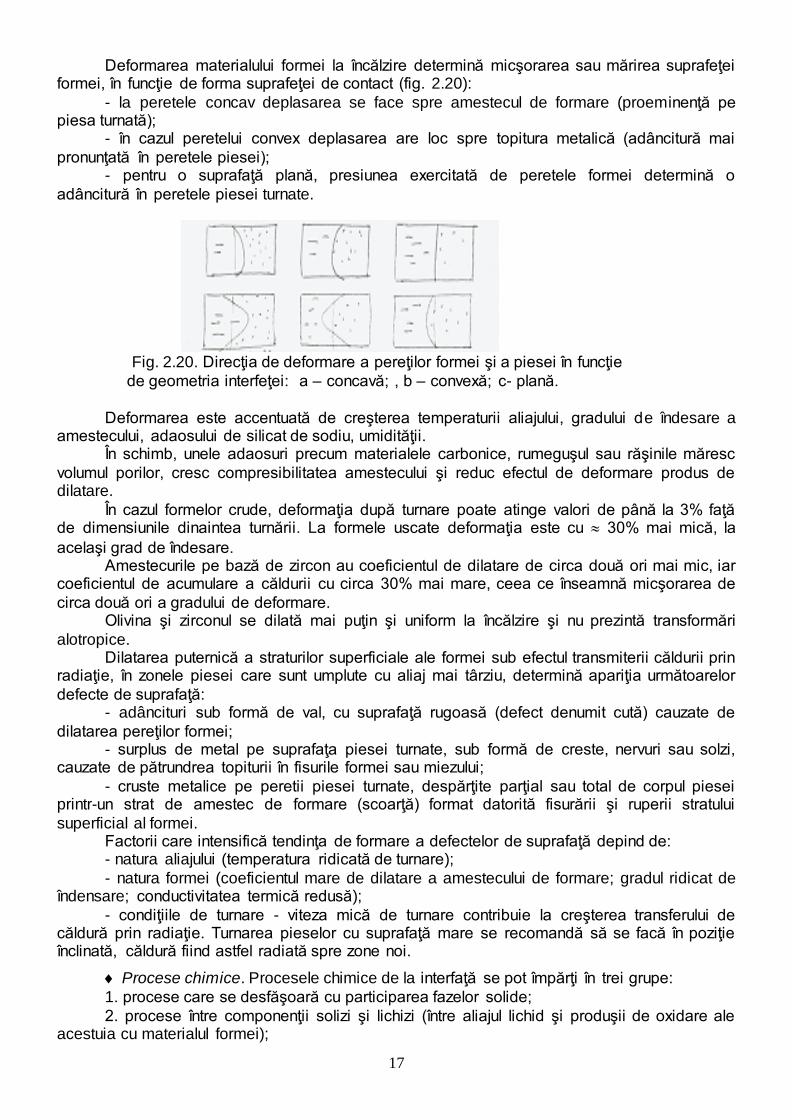
Deformarea materialului formei la încălzire determină micşorarea sau mărirea suprafeţei formei, în funcţie de forma suprafeţei de contact (fig. 2.20):
- la peretele concav deplasarea se face spre amestecul de formare (proeminenţă pe piesa turnată); - în cazul peretelui convex deplasarea are loc spre topitura metalică (adâncitură mai
pronunţată în peretele piesei); - pentru o suprafaţă plană, presiunea exercitată de peretele formei determină o
adâncitură în peretele piesei turnate.
Fig. 2.20. Direcţia de deformare a pereţilor formei şi a piesei în funcţie
de geometria interfeţei: a – concavă; , b – convexă; c- plană.
Deformarea este accentuată de creşterea temperaturii aliajului, gradului de îndesare a amestecului, adaosului de silicat de sodiu, umidităţii. În schimb, unele adaosuri precum materialele carbonice, rumeguşul sau răşinile măresc
volumul porilor, cresc compresibilitatea amestecului şi reduc efectul de deformare produs de dilatare.
În cazul formelor crude, deformaţia după turnare poate atinge valori de până la 3% faţă de dimensiunile dinaintea turnării. La formele uscate deformaţia este cu 30% mai mică, la
acelaşi grad de îndesare. Amestecurile pe bază de zircon au coeficientul de dilatare de circa două ori mai mic, iar coeficientul de acumulare a căldurii cu circa 30% mai mare, ceea ce înseamnă micşorarea de
circa două ori a gradului de deformare. Olivina şi zirconul se dilată mai puţin şi uniform la încălzire şi nu prezintă transformări
alotropice. Dilatarea puternică a straturilor superficiale ale formei sub efectul transmiterii căldurii prin radiaţie, în zonele piesei care sunt umplute cu aliaj mai târziu, determină apariţia următoarelor
defecte de suprafaţă: - adâncituri sub formă de val, cu suprafaţă rugoasă (defect denumit cută) cauzate de
dilatarea pereţilor formei; - surplus de metal pe suprafaţa piesei turnate, sub formă de creste, nervuri sau solzi, cauzate de pătrundrea topiturii în fisurile formei sau miezului;
- cruste metalice pe peretii piesei turnate, despărţite parţial sau total de corpul piesei printr-un strat de amestec de formare (scoarţă) format datorită fisurării şi ruperii stratului
superficial al formei. Factorii care intensifică tendinţa de formare a defectelor de suprafaţă depind de: - natura aliajului (temperatura ridicată de turnare);
- natura formei (coeficientul mare de dilatare a amestecului de formare; gradul ridicat de îndensare; conductivitatea termică redusă);
- condiţiile de turnare - viteza mică de turnare contribuie la creşterea transferului de căldură prin radiaţie. Turnarea pieselor cu suprafaţă mare se recomandă să se facă în poziţie înclinată, căldură fiind astfel radiată spre zone noi.
Procese chimice. Procesele chimice de la interfaţă se pot împărţi în trei grupe:
1. procese care se desfăşoară cu participarea fazelor solide;
2. procese între componenţii solizi şi lichizi (între aliajul lichid şi produşii de oxidare ale acestuia cu materialul formei);
18
3. procese care au loc cu participarea fazelor gazoase. Procesele din prima grupă sunt frânate de difuzia lentă în stare solidă.
La rândul lor, procesele din a doua grupă sunt limitate de timpul relativ scurt în care aliajul se menţine în stare lichidă. Oxizii cu temperatura scăzută de topire (Feo sau FeO – MnO), care se află în stare
lichidă, reacţionează cu materialul de formare. Apar astfel compuşi de tipul 2FeOSiO2,
FeOSiO2, MnOSiO2 sau silicaţi complecşi (aderenţe chimice).
O pondere importantă o au reacţiile din cea de-a treia grupă:
Oxidarea carbonului din amestecul de formare.
Carbonul se poate găsi în forma de turnare în stare liberă (amorf, coloidal, grafit, cocs, funingine etc.) şi în stare legată (în constituţia unor lianţi organici precum uleiul de in, dextrină,
bachelită ş.a.). În cavitatea formei există întotdeauna O2, CO2, H2. Între aceste gaze şi carbonul din
amestecul de formare pot avea loc următoarele reacţii: C + O2 CO2;
2 C + O2 2 CO;
C + CO2 2 CO;
C + H2O CO + H2;
C + 2 H2O CO2 + 2 H2.
Carburarea suprafeţei piesei turnate
Adaosurile de carbon (organice) din amestecul de formare determină, prin ardere, formarea CO care preîntâmpină procesul de oxidare a aliajului. Apare însă posibilitatea reacţiei dintre CO şi aliaj, cu formarea de carburi, adică apariţia unui proces de carburare. De exemplu:
3 Fe + C Fe3C (reacţie endotermă);
3 Fe + 2CO Fe3C + CO2.
Carbonul dizolvat în aliajele feroase, în stare liberă sau legat, va reacţiona cu FeO din baia metalică:
[Fe3C] + [FeO] 4 [Fe] + CO;
[C] + [FeO] [Fe] + CO.
Carburarea este cu atât mai intensă cu cât conţinutul de CO din cavitatea formei este mai mare.
Pentru a evita carburarea superficială a oţelurilor cu un conţinut scăzut de carbon, nu se introduc adaosuri carbonice în amestecul de formare.
Carburarea este intensificată de creşterea temperaturii deoarece se măreşte cantitatea de CO. De asemenea, procesul de carburare este favorizat de mărirea duratei de solidificare
(creşterea grosimii pereţilor pieselor turnate). Protecţia formelor împotriva aderenţelor. Din analiza mecanismului de formare a
aderenţelor, pentru prevenirea lor se pot lua următoarele măsuri: - folosirea materialelor refractare speciale pentru formare (şamota, cromitul, magnezita,
cromomagnezita, zirconul s.a.) - prevenirea formării oxizilor bazici în aliajul lichid prin adăugare de materiale reducătoare în amestecul de formare (cărbune, smoală, păcură);
- împiedicarea pătrunderii aliajului lichid în porii formei prin folosirea unor nisipuri cu granulaţie fină sau prin creşterea gradului de îndesare;
- folosirea unor materiale de protecţie a suporafeţei formei care se adaugă ca pudre (praf de grafit, ciment Portland, talc) sau vopsele refractare. Grosimea stratului de vopsea este de cel puţin 1mm, iar în cazul pieselor cu pereţi groşi ajunge la 1,5 mm. Cîteva tipuri de vopsele
refractare folosite în turnătorii sunt prezentate în tabelul 2.1.
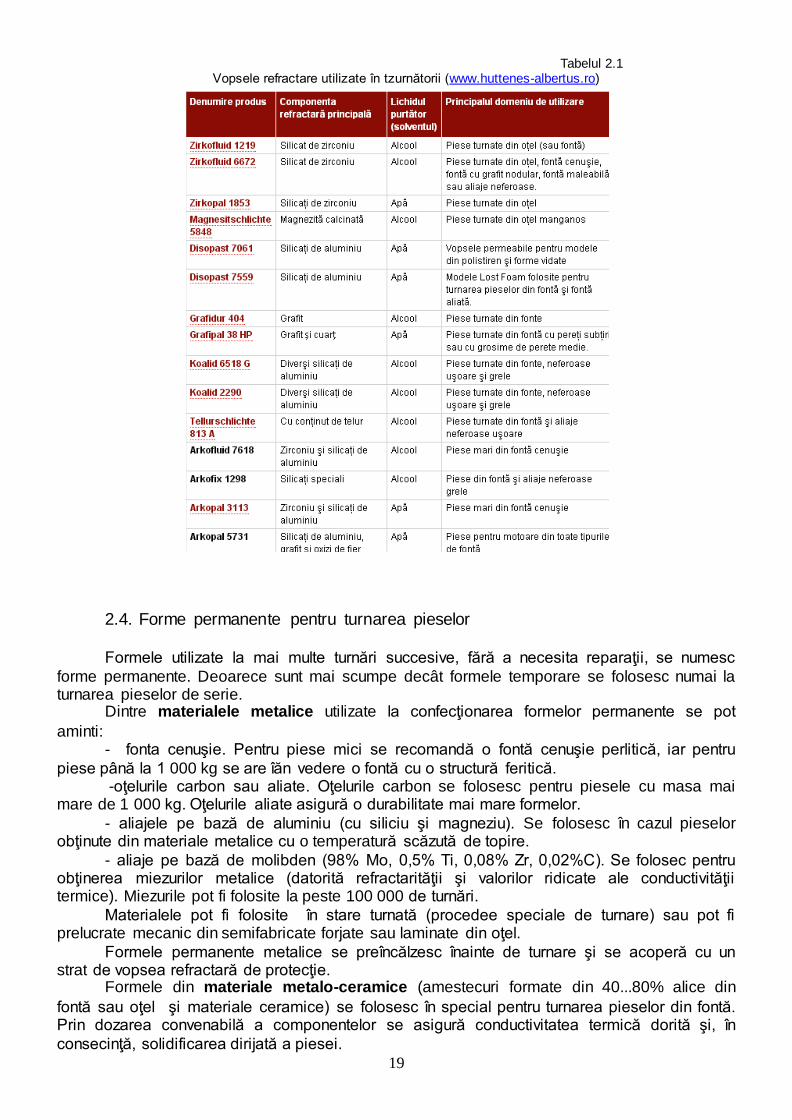
19
Tabelul 2.1 Vopsele refractare utilizate în tzurnătorii (www.huttenes-albertus.ro)
2.4. Forme permanente pentru turnarea pieselor
Formele utilizate la mai multe turnări succesive, fără a necesita reparaţii, se numesc
forme permanente. Deoarece sunt mai scumpe decât formele temporare se folosesc numai la turnarea pieselor de serie.
Dintre materialele metalice utilizate la confecţionarea formelor permanente se pot
aminti: - fonta cenuşie. Pentru piese mici se recomandă o fontă cenuşie perlitică, iar pentru
piese până la 1 000 kg se are îăn vedere o fontă cu o structură feritică. -oţelurile carbon sau aliate. Oţelurile carbon se folosesc pentru piesele cu masa mai
mare de 1 000 kg. Oţelurile aliate asigură o durabilitate mai mare formelor.
- aliajele pe bază de aluminiu (cu siliciu şi magneziu). Se folosesc în cazul pieselor obţinute din materiale metalice cu o temperatură scăzută de topire.
- aliaje pe bază de molibden (98% Mo, 0,5% Ti, 0,08% Zr, 0,02%C). Se folosec pentru obţinerea miezurilor metalice (datorită refractarităţii şi valorilor ridicate ale conductivităţii termice). Miezurile pot fi folosite la peste 100 000 de turnări.
Materialele pot fi folosite în stare turnată (procedee speciale de turnare) sau pot fi prelucrate mecanic din semifabricate forjate sau laminate din oţel.
Formele permanente metalice se preîncălzesc înainte de turnare şi se acoperă cu un strat de vopsea refractară de protecţie.
Formele din materiale metalo-ceramice (amestecuri formate din 40...80% alice din
fontă sau oţel şi materiale ceramice) se folosesc în special pentru turnarea pieselor din fontă. Prin dozarea convenabilă a componentelor se asigură conductivitatea termică dorită şi, în
consecinţă, solidificarea dirijată a piesei.
20
Grafitul se foloseşte la obţinerea formelor utilizate la turnarea pieselor din aliaje greu
fuzibile (pe bază de titan, zirconiu ş.a)
2.5. Executarea formelor coajă
La formele temporare, stratul de umplere are mereu o grosime mai mare faţă de
amestecul de model. Plecând de la această situaţie s-au dezvoltat o serie de procedee la care amestecul de umplere lipseşte complet. Formele obţinute astfel se numesc forme coajă.
Dintre avantajele economice pe care le prezintă acest tip de forme se pot aminti:
- reducerea semnificativă a consumului de materiale de formare (nisip, liant, amestec de formare recirculat etc);
- reducerea gabaritului şi a capacităţii utilajelor de preparare şi transport; - reducerea manoperei la dezbatere; - creşterea preciziei dimensionale;
- micşorarea suprafeţei depozitelor de materiale. O caracteristică importantă a acestor forme constă în rezistenţa mecanică foarte ridicată
a formei în momentul turnării, În funcţie de liantul folosit formele coajă se pot clasifica în:
forme cu liant termoreactiv (răşini fenol - formaldehidice, furanice,
ureoformaldehidice). Cel mai folosit liant este novolacul, alături de hexametilen tetramină (urotropina) ca întăritor. Consumul de liant şi calitatea suprafeţelor formei depind în mare
măsură de componenta levigabilă a nisipului , de mărimea particulelor şi de calitatea suprafeţei lor. Se recomandă o componentă levigabilă mai mică de 0,1% şi o granulaţie sub 0,1 mm
pentru piesele mici şi sub 0,2 mm pentru piesele mari. În afara componentelor de bază, se mai adaugă:
- oxid de fier (< 1,5%) pentru mărirea conductivităţii termice a formei şi prevenirea
fisurării ei la contactul cu aliajul lichid; - bioxid de mangan (< 0,75%) pentru micşorarea rugozităţii suprafeţei piesei turnate;
- 4% oxid bentonită activată (83% bentonită, 17% silicat de sodiu) pentru a preveni fisurarea formelor; - 2...4% făină de lemn, cu granulaţia sub 0,1 mm, pentru elasticitatea formei;
- carbonat de calciu (< 20%); - praf de cărbune (< 2%);
- stearat de calciu şi stearat de zinc pentru a evita aderarea formei la placa de model. Formele coajă cu liant termoreactiv se execută mecanizat, cu plăci de model metalice. În principiu, procesul tehnologic de obţinere a formelor coajă, ca şi a miezurilor coajă,
implică următoarele etape: - peliculizarea nisipului;
- introducrerea nisipului peliculizat în cutia de miez preîncălzită la 250...300C;
- menţinerea pe placa model caldă sau cutia de miez (până la un minut) pentru topirea şi
polimerizarea liantului; - extragerea formelor şi a miezurilor de pe placa model, respectiv din cutia de miez; - încălzirea miezurilor într-un cuptor separat pentru terminarea polimerizării liantului
(dacă este cazul); - asamblarea şi consolidarea formelor în vederea turnării.
Precizia dimensională a pieselor turnate depinde în mare măsură de tipul utilajului folosit. Formele coajă executate la maşinile cu cădere liberă asigură cea mai mică precizie dimensională (amestecul de formare este afânat iar forma are rezistenţă mică).
Pentru rezolvarea acestor probleme se recomandă: - folosirea maşinilor cu rezervor basculant (umplut în proporţie de 25% şi basculat cu
rapiditate); - folosirea maşinilor prin împuşcare
21
forme cu liant organic natural (ulei de in). Formele coajă se confecţionează la maşini
cu îndesare prin suflare. După îndesare, placa de model împreună cu forma coajă in stare
crudă se desprind de placa model şi se introduc în uscător. Datorită unor probleme specifice legate de durata procesului de fabricaţie, numrul mare
de plăci de uscare, problemele de mediu care apar la uscare, procedeul are aplicabilitate limitată.
forme cu lianţi anorganici naturali (argilă, bentonită). Formele se realizează prin
suflare, etapă urmată de o îndesare suplimentară prin presare. Formele obţinute prin acest procedeu au rezistenţă mecanică mare iar etapa de uscare
nu este obligatorie.
forme cu silicat de sodiu ca liant şi întăriere cu CO2; Metoda nu necesită modele şi
plăci de modele metalice deoarece reacţia de întărire se realizează la temperatura ambiantă.
De asemenea, formele coajă se pot clasifica în:
- forme cu suprafaţă de separaţie. La aceste forme apar bavuri şi defecte cauzate de deplasarea formelor în planul de separaţie. - forme fără suprafaţă de separaţie (forme cu modele uşor fuzibile sau gazeificabile).
Aceste forme asigură obţinerea de piese cu precizie dimensională ridicată. La turnarea pieselor se consumă un model pentru fiecare piesă. Modelele se pot amplasa în ciorchine cu scopul de-
a mări volumul de aliaj lichid care se toarnă într-o formă.