C4-CPpMA-2014
11
UPB-IMST Controlul Produselor prin M ăsurare Asistată – notiţe de curs 2014 1 2. CONTROLUL PRODUSELOR UTILIZÂND TEHNOLOGIA DE MĂSURARE ÎN COORDONATE (cont.) 2.4. Structura procesului proiectării tehnologiei de control pe MMC Procesul de măsurare a preciziei de prelucrare a unei piese pe MMC prezintă un număr de paşi standard, care sunt repetaţi pentru controlul tuturor condiţiilor de precizie geometrică şi dimensională prescrise. Procesul începe cu fixarea piesei pe masa maşinii sau într -un dispozitiv de orientare şi fixare. Apoi, sistemul de palpare este calificat/calibrat şi est e determinat sistemul de coordonate al piesei. În pasul următor sunt determinate suprafeţele accesibile palpatorului. Este aleasă o suprafaţă pentru măsurare şi după palparea acesteia este determinat elementul geometric asociat . După aceasta se realizează analiza abaterilor dimensionale şi geometrice în raport cu toleranţele prescrise. Când palpatorul este schimbat sau este schimbată orientarea acestuia, va fi realizată o calificare a lui utilizându -se un obiect calibrat, fixat în volumul de lucru al echipamentului de măsurare. Crearea unui tehnologii de control utilizând MMC implică, pe lângă cunoştinţe referitoare la utilizarea maşinii de măsurat în coordonate, şi informaţii referitoare la geometria piesei, la toleranţele prescrise şi la bazele de referinţă, ceea ce presupune o înţelegere a specificaţiilor prescrise în conformitate cu stand ardele în vigoare (STAS 7384-85, ISO 1101, ANSI Y14.5M). Etapele parcurse de expertul uman atunci când controlează precizia de prelucrare pe MMC constau în: citirea de senului de execuţie, interpretarea condiţiilor prescrise şi determinarea procedurilor necesare realizării măsurării (fig. 2.21). Această succesiune este similară realizării proceselor tehnologice de prelucrare, dacă ţinem seama că maşinile de măsurat în coordonate sunt foarte asemănătoare maşinilor unelte cu comandă numerică, problemele legate de generarea programelor de comandă numerică fiind similare cu cele necesare generării traseului de palpare (măsurare). În practica actuală, cauz ele care conduc la un control ineficient pe maşinile de măsurare în coordonate se pot fi clasifica astfel: Alegere incorectă a elementelor ge ometrice; Alegere incorectă a secv enţei de măsurare; Alegere incorectă a palpatorulu i; Proiectare detaliată a procesului Modelul CAD Proiectare schemă orientare Proiectare opera ie măsurare Selectarea echipamentului de m ăsurare Determinarea orientării piesei Selectarea dispozitivelor de orientare / fixare Proiectare schemă măsurare Proiectare traiectorie palpator Proiectare secvenţă măsurare Determinarea configuraţiei sistemului de palpare Determinarea orientării palpatoarelor Determinarea numărului şi distribuţiei punctelor de măsurare pentru fiecare tip de element geometric Determinarea secvenţei optime de măsurare Generarea traseelor de palpare Plan de control pe MMC Fig. 2.21 Etapele proiectării tehnologiei de control pe MMC Extragerea informaţiei geometrice Extragerea condiţiilor de precizie prescrise Program comandă MMC Proiectare generală a procesului
-
Upload
bogdan-chis -
Category
Documents
-
view
213 -
download
0
Transcript of C4-CPpMA-2014
-
UPB-IMST Controlul Produselor prin Msurare Asistat notie de curs 2014
1
2. CONTROLUL PRODUSELOR UTILIZND TEHNOLOGIA DE MSURARE N COORDONATE (cont.)
2.4. Structura procesului proiectrii tehnologiei de control pe MMC
Procesul de msurare a preciziei de prelucrare a unei piese pe MMC prezint un numr de pai standard, care sunt repetai pentru controlul tuturor condiiilor de precizie geometric i dimensional prescrise. Procesul ncepe cu fixarea piesei pe masa mainii sau ntr-un dispozitiv de orientare i fixare. Apoi, sistemul de palpare este calificat/calibrat i este determinat sistemul de coordonate al piesei. n pasul urmtor sunt determinate suprafeele accesibile palpatorului. Este aleas o suprafa pentru msurare i dup palparea acesteia este determinat elementul geometric asociat. Dup aceasta se realizeaz analiza abaterilor dimensionale i geometrice n raport cu toleranele prescrise. Cnd palpatorul este schimbat sau este schimbat orientarea acestuia, va fi realizat o calificare a lui utilizndu-se un obiect calibrat, fixat n volumul de lucru al echipamentului de msurare.
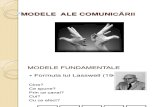
Crearea unui tehnologii de control utiliznd MMC implic, pe lng cunotine referitoare la utilizarea mainii de msurat n coordonate, i informaii referitoare la geometria piesei, la toleranele prescrise i la bazele de referin, ceea ce presupune o nelegere a specificaiilor prescrise n conformitate cu standardele n vigoare (STAS 7384-85, ISO 1101, ANSI Y14.5M). Etapele parcurse de expertul uman atunci cnd controleaz precizia de prelucrare pe MMC constau n: citirea desenului de execuie, interpretarea condiiilor prescrise i determinarea procedurilor necesare realizrii msurrii (fig. 2.21). Aceast succesiune este similar realizrii proceselor tehnologice de prelucrare, dac inem seama c mainile de msurat n coordonate sunt foarte asemntoare mainilor unelte cu comand numeric, problemele legate de generarea programelor de comand numeric fiind similare cu cele
necesare generrii traseului de palpare (msurare).
n practica actual, cauzele care conduc la un control ineficient pe mainile de msurare n coordonate se pot fi clasifica astfel:
Alegere incorect a elementelor geometrice; Alegere incorect a secvenei de msurare; Alegere incorect a palpatorului;
Proiectare detaliat a procesului
Modelul CAD
Proiectare schem orientare
Proiectare operaie msurare
Selectarea echipamentului de msurare Determinarea orientrii piesei Selectarea dispozitivelor de orientare / fixare
Proiectare schem msurare
Proiectare traiectorie palpator
Proiectare secven msurare
Determinarea configuraiei sistemului de palpare
Determinarea orientrii palpatoarelor
Determinarea numrului i distribuiei punctelor de msurare pentru fiecare tip de element geometric
Determinarea secvenei optime de msurare
Generarea traseelor de palpare
Plan de control pe MMC
Fig. 2.21 Etapele proiectrii tehnologiei de control pe MMC
Extragerea informaiei geometrice Extragerea condiiilor de precizie prescrise
Program comand MMC
Proiectare general a procesului
-
UPB-IMST Controlul Produselor prin Msurare Asistat notie de curs 2014
2
Schimbare frecvent a palpatorului i / sau a orientrii acestuia; Schimbare frecvent a orientrii piesei; Msurare individual a unor elemente geometrice fr o grupare optim a acestora.
2.4.1 Alegerea entitilor geometrice msurabile
n general, cerinele asociate funcionalitii produsului - impuse prin desenul de execuie,
i cele asociate tehnologiei de fabricare determin care entiti geometrice necesit a fi inspectate (controlate).
n unele cazuri ns, o pies poate avea o serie de entiti geometrice care: a. Nu pot fi inspectate pe CMM datorit problemelor de accesibilitate a entitii; b. Nu este practic a fi inspectate datorit caracteristicilor entitii de exemplu arce de
cerc de lungime mic; c. Este mai economic a fi inspectate cu ajutorul altor metode / echipamente. n final, analiza trebuie fcut pe un numr minim de suprafee ale piesei, suprafee cere
necesit inspecia pe CMM astfel nct s fie stabilit precizia piesei. 2.4.2 Determinarea orientrii piesei i a palpatorului
O schem de orientare-fixare este caracterizat de poziia i orientarea dat piesei n raport cu sistemul de coordonate a MMC, prin cele 6 grade de libertate - 3 de translaie i 3 de rotaie, i de dispozitivele asociate acestei scheme. Optimul ctre care se tinde const din determinarea acelei orientri a piesei n care controlul preciziei de prelucrare se poate realiza fr schimbarea poziiei piesei i cu utilizarea unui singur palpator. n practic, datorit complexitii piesei, poziia i orientarea acesteia trebuie s se modifice, combinat cu schimbarea palpatorul utilizat i/sau a configuraiei acestuia. Schimbrile frecvente ale orientrii piesei i/sau ale palpatorului conduc la:
scderea preciziei asociate procesului de msurare datorit faptului c schimbarea orientrii piesei va cere definirea unui alt sistem de coordonate al piesei n raport cu cel al mainii;
creterea timpului de msurare prin timpi auxiliari suplimentari datorai procesului de desprindere-prindere al piesei i/sau recalibrrii palpatorului. De asemenea, reorientarea palpatorului implic ridicarea acestuia din zona de lucru i readucerea acestuia dup schimbarea orientrii. Creterea timpului de msurare poate conduce la o productivitate sczut i nu ar putea justifica costurile ridicate asociate echipamentului.
n determinarea unei scheme de orientare i fixare pentru msurarea pe MMC trebuie s se in seama de urmtoarele elemente:
fora de msurare necesar declanrii traductorului de contract din sistemul de palpare al MMC este foarte mic, ntre 0,05N i 0,2N, ceea ce poate conduce n unele cazuri la lipsa unei dispozitiv de orientare i fixare, n accepiunea clasic, n cazul n care piesa msurat are o configuraie geometric care permite o bazare corespunztoare pe masa mainii i o greutate care s previn deplasarea acesteia n timpul msurrii. n general, aceast situaie poate apare n cazul msurrii pieselor de form prismatic;
dispozitivul de orientare i fixare trebuie s fac posibil accesul la un numr maxim de elemente geometrice, lund n considerare i faptul c definirea sistemului de coordonate al piesei n raport cu cel al mainii se realizeaz tot prin msurarea suprafeelor. De asemenea, elementele de fixare trebuie s nu introduc erori de msurare suplimentare prin deformaii ale piesei;
utilizarea dispozitivelor de orientare poate conduce la economii de timp, n special n cazul aezrii i msurrii simultane a mai multor piese, cnd o pies deja msurat poate fi nlocuit n timpul msurrii celorlalte. n acest caz, localizarea piesei n spaiul de lucru al mainii se realizeaz prin utilizarea elementelor geometrice ale dispozitivului.
-
UPB-IMST Controlul Produselor prin Msurare Asistat notie de curs 2014
3
Stabilirea unui metode de rezolvare a problemei, utiliznd una din cele dou abordri, pornete de la analiza procesului de msurare n coordonate. n momentul msurrii, contactul dintre sfera de palpare i suprafa trebuie s se realizeze dup o direcie normal la suprafa n punctul de msurare pentru ca erorile de msurare s fie minime, erori datorate compensrii razei sferei palpatorului utilizat la msurare. Aceast condiie nu limiteaz orientarea palpatorului n raport cu direcia de msurare (Fig. 2.22). Deplasarea palpatorului trebuie s se realizeze fr a exista o coliziune cu alte elemente ale sistemului tehnologic, deci palpatorul trebuie s aib acces la punctele de msurare.
Fig. 2.22 Elemente privind orientarea relativ pies-palpator
Astfel, analiza tuturor orientrilor posibile caut s determine direciile n raport cu care o scul, n cazul msurrii pe MMC palpatorul, poate msura, deci avea acces, la o arie dat din suprafaa modelului solid al piesei. Datorit faptului c o pies poate fi orientat i fixat n raport cu sistemul de coordonate al mainii ntr-un numr mare de posibiliti, trebuie folosite anumite criterii pentru a reduce acest numr de variante tehnic posibile.
Principalele criterii care reduc numrul de posibiliti n generarea schemelor de orientare i fixare sunt:
stabilitatea piesei,
accesibilitatea elementelor geometrice,
msurarea condiiilor precise folosind un numr minim de axe n deplasare. Desigur, analiza accesibilitii elementelor geometrice nu conduce n mod necesar la o
schem de orientare-fixare care s ndeplineasc criteriul de stabilitate n lipsa unui dispozitiv de orientare-fixare complex.
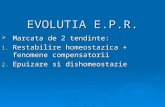
Accesibilitatea unui element geometric poate fi afectat de o serie de factori: parametrii dimensionali ai elementelor geometrice combinai cu dispunerea acestora n cadrul piesei (fig. 2.23.a), configuraia sistemului de palpare - lungimea palpatorului, a elementelor de extensie i a diametrului sferei de palpare (n ceea ce privete alegerea razei de palpare, aceasta mai poate depinde i de forma micro i macro-geometric a suprafeei de msurat, sfera de palpare acionnd ca un filtru) (fig. 2.23.b), orientarea elementelor geometrice n raport cu palpatorul (fig. 2.23.c) sau datorit aezrii piesei n raport cu palpatorul (fig. 2.23.d).
a b c d
Fig. 2.23 Factori care afecteaz accesibilitatea unui element geometric
Puncte de msurare
Palpator
-
UPB-IMST Controlul Produselor prin Msurare Asistat notie de curs 2014
4
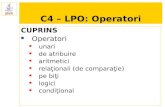
Figura 2.24 prezint geometric mulimea soluiilor posibile referitoare la accesibilitatea sculei (palpatorului) dac acesta este calculat pentru ntregul element geometric sau dac este determinat pentru un punct msurat pe acelai element geometric.
Exemple de dispozitive de orientare fixare a pieselor pentru msurare pe CMM sunt prezentate n imaginile urmtoare:
Fig. 2.24 Forma diferit a conului de accesibilitate asociat ntregului element geometric sau unui punct de msurat
Element
geometric msurat
Punct msurat
Con accesibilitate asociat unui punct
Con accesibilitate asociat elementului geometric
-
UPB-IMST Controlul Produselor prin Msurare Asistat notie de curs 2014
5
2.4.3 Elemente privind alegerea elementelor sistemului de palpare
Structura standard a unui sistem de palpare este alctuit din patru elemente (fig. 2.25): capul de msurare, traductorul de msurare, extensii (de traductor, de palpator) i palpatoare.
Fig. 2.25 Structura sistemului de palpare
Capetele de msurare se pot clasifica n:
Articulate
Ne-articulate
Manuale
Motorizate
La alegerea unui cap de msurare trebuie luai n considerare urmtorii factori:
Viteza de rspuns n raport cu controlerul mainii;
Posibilitatea de a folosii acelai traductor pentru ntreaga aplicaie de msurare;
Traductorul de msurare s poat accepta toat gama de palpatoare necesar aplicaiei de msurare.
Palpatorul este componenta sistemului de msurare care vine n contact cu suprafaa piesei. n general, acesta este alctuit dintr-un element (sferic sau cilindric) format din rubin industrial mono-cristalin (Al2O3) montat pe un ax. Rubinul este un material ceramic dur care
-
UPB-IMST Controlul Produselor prin Msurare Asistat notie de curs 2014
6
asigur o uzur minim a elementului de palpare. Exist numeroase tipuri i dimensiuni disponibile (fig. 2.26) funcie de aplicaia pentru care este utilizat. Arborele pe care este montat poate fi din oel inoxidabil, fibr de carbon, carbur sau ceramic.
Pentru a mri precizia de msurare, la alegerea configuraiei palpatorului trebuie respectate o serie de reguli:
Utilizeaz palpatorul cel mai potrivit aplicaiei;
Utilizeaz un palpator ct mai scurt posibil;
Utilizeaz cel mai mare element de palpare (diametru sfer sau cilindru);
Menine o configuraie ct mai simpl;
Verific c palpatorul este bine fixat;
Menine palpatorul n bune condiii (curat).
Palpator configuraie stea Palpator tip disc
Palpator tip cilindric
(palpare pe filet)
Palpator tip cilindric (palpare pe table subiri)
Palpator ceramic
semisferic Palpator
punctiform Mod realizare
configuraie stea Extensii i accesorii pentru
palpator
Fig. 2.26 Tipuri de palpatoare
Alegerea caracteristicilor palpatorului lungime i diametru, trebuie realizat lund n considerare lungimea efectiv de lucru a palpatorului, aceasta fiind influenat de diametrul sferei de palpare i configuraia geometric a arborelui pe care este montat sfera de palpare (fig. 2.27).
EWL Effective Working Length
Fig. 2.27 Caracteristici palpator
-
UPB-IMST Controlul Produselor prin Msurare Asistat notie de curs 2014
7
Pentru a micora timpii auxiliari asociai unei operaii de inspecie pe CMM atunci cnd msurarea necesit un numr mai mare de palpatoare i/sau traductoare, se recomand ca pe maina de msurat n coordonate s fie montat / setat una sau mai multe magazii de scule. Acest accesoriu va permite un management optim a sculelor de palpare pe CMM (fig. 2.28).
Fig. 2.28 Magazie de scule
2.4.4 Elemente privind proiectarea de detaliu a procesului de inspecie pe MMC
Urmtoarea etap n proiectarea tehnologiei de control pe MMC const n stabilirea unei strategii de msurare care s caracterizeze n detaliu deplasarea palpatorului. Sunt determinai parametrii procesului de msurare i optimizarea acestora funcie de tipul suprafeei, complexitatea piesei i a configuraiei sistemului de msurare. Obiectivul acestei strategii const n:
Stabilirea numrului i a distribuiei punctelor de msurare pe suprafaa elementelor geometrice msurate;
Stabilirea secvenei de parcurgere a punctelor de msurare i stabilirea traiectoriei palpatorului.
Pornind de la caracterul discret al msurrii n coordonate i datorit faptului c nu pot fi msurate o infinitate de puncte pe suprafaa unei piesei, numrul i distribuia punctelor de msurare capt un rol important n economia msurrii. Alegerea numrului i poziiei punctelor de msurare trebuie s se fac funcie de tipul suprafeei, precizia, dimensiunile i importana funcional a acesteia.
Stabilirea numrului i a distribuiei punctelor de msurare influeneaz att asupra preciziei msurrii ct i timpul necesar msurrii. Numrul de puncte poate fi determinat funcie de numrul minim de puncte necesare definirii matematice a elementului geometric, de tipul condiiei de precizie prescris sau pe baza statisticii matematice. Tabelul 2.4 prezint numrul minim de puncte necesare definirii matematice a elementului geometric i cel recomandat n cadrul proiectrii unei secvene de msurare. n fig. 2.29 este prezentat, pentru elementele geometrice de baz, numrul minim de puncte necesare definirii matematice a elementului geoemtric respectiv.
n general numrul de puncte de msurare necesare va crete cu ct capabilitatea procedeului de prelucrare utilizat se apropie de tolerana prescris (fig. 2.30), adic capabilitatea procesului scade.
Majoritatea sistemelor de proiectare automat a controlului pe MMC utilizeaz algoritmi de palpare standard, algoritmi care includ distribuii uniforme ale punctelor de msurare, distribuii aleatoare sau stratificate pentru principalele tipuri de suprafee. n cazul msurrii suprafeelor complexe, nedefinite analitic, sunt propuse metode de dispunere a punctelor care depind de curbura suprafeei sau funcie de nivelul de variaie a unghiului dintre direciile normalelor n puncte succesive de msurare ale profilului, metode care conduc la distribuii
-
UPB-IMST Controlul Produselor prin Msurare Asistat notie de curs 2014
8
variabile ale punctelor. n acest caz, exist probabilitatea ca punctele s se concentreze doar n zone restrnse ale suprafeei msurate.
Tabelul 2.4 Numrul de puncte de palpare asociat elementelor geometrice
Tip element
geometric
Numrul de puncte de palpare Observaii
matematic recomandat
Dreapt 2 5 Strategia de distribuie a punctelor: 1. echidistant; 2. Aleator de-a
lungul unei reele uniforme
Plan 3 9
Strategiile de distribuie a punctelor:
1. de-a lungul a trei linii uniform distribuite;
2. aleator n interiorul unui caroiaj care mparte uniform suprafaa plan, n cazul unui numr ridicat de puncte
3. aleator n interiorul doar a unor elemente din cadrul caroiajului, n cazul unui numr mai redus de puncte
4.strategie recomandat pentru cazul n care se evalueaz i abaterea de la planitate
Cerc 3 7
Punctele de palpare se pot distribui uniform iar n cazul unui profil lobat se recomand un numr prim de puncte superior numrului de lobi.
Sfer 4 9
1. n cazul unei suprafee semisferice punctele se distribuie n 2 seciuni;
2. distribuite n trei seciuni pentru o suprafa sferic complet;
Cilindru 5 12 sau 15
Se recomand 12 puncte n cazul evalurii abaterii de la rectilinitate a axei utiliznd o strategie cu 4 seciuni radiale iar 15 pentru evaluarea abaterii de la cilindricitate utiliznd o strategie cu 3 seciuni radiale, punctele putnd fi distribuite astfel:
1. se mpart punctele de palpare similar unei strategii pentru plan;
2. se mpart punctele de palpare similar unei strategii pentru sfer;
Se recomand s se alterneze pe fiecare profil circular ntre un numr par i unul impar de puncte de palpare pentru a se putea pune n eviden prezena unei abateri de form de tip lobat.
Con 6 12 sau 15
Se recomand 12 puncte n cazul evalurii abaterii de la rectilinitate a axei utiliznd o strategie cu 4 seciuni radiale iar 15 pentru evaluarea abaterii de la forma data a suprafetei utiliznd o strategie cu 3 seciuni radiale, punctele putnd fi distribuite astfel:
1. se mpart punctele de palpare similar unei strategii pentru plan;
2. se mpart punctele de palpare similar unei strategii pentru sfer;
-
UPB-IMST Controlul Produselor prin Msurare Asistat notie de curs 2014
9
Fig. 2.29 Numrul minim de puncte asociat fiecrui element geometric
Fig. 2.30 Variaia numrului de puncte de palpare funcie de capabilitatea procesului
de fabricare
Dispunerea punctelor de msurare n cazul unui element geometric de tip profil circular se recomand a fi fcut echidistant. Totui n cazul n care procesul de prelucrare utilizat la obinerea suprafeei respective poate genera o abatere de form de tip lobat atunci dispunerea punctelor trebuie fcut neechidistant. Numrul de puncte trebuie ales funcie de numrul de lobi. Astfel, dac se cunoate faptul c profilul circular are q lobi, numrul de puncte N trebuie ales astfel nct N i q s nu aib acelai numitor comun (din punct de vedere matematic). De asemenea N trebuie ales ntotdeauna mai mare ca valoarea lui q. Dac N este divizibil cu q atunci evaluarea abaterii de form va fi limitat. astfel nct s fie posibil detectarea formelor lobate. Figura urmtoare prezint o simulare pentru un profil circular cu 3 lobi palpat cu 6 puncte sau 7 puncte.
Utilizarea a 6 puncte de palpare echidistante nu va detecta abaterea de form (tip 3 lobi)
Utilizarea a 7 puncte de palpare conduce la determinarea a 79% din abaterea de form (tip 3 lobi)
Pentru determinarea dispunerii numrului de puncte de msurare pentru elementele geometrice de tip sfer, cilindru sau con, se poate aplica urmtoarea procedur:
1. Se calculeaz nc, valoarea intreag cea mai apropiat obinut cu relaia nc = int (sqrt(N*h / 2**r))
2. Se calculeaz np, valoarea intreag cea mai apropiat obinut cu relaia np = N / nc. unde h este distana dintre seciunile de msurare, nc este numrul de seciuni de msurare, np este numrul de puncte pe fiecare seciune.
capabilitatea procesului (Cpk)
nr.
de p
uncte
(n)
-
UPB-IMST Controlul Produselor prin Msurare Asistat notie de curs 2014
10
De exemplu, pentru o sfer cu r = 100 mm, h = 150 mm i N = 30 rezult: nc = 2.67, se alege 3 np = 10, se alege 10
Deci cele 30 puncte de palpare sunt distribuite pe 3 seciuni, avnd 150 mm ntre ele, pe fiecare seciune avnd 10 puncte de palparea.
De exemplu, pentru un cilindru cu r = 10 mm, h = 30 mm i N = 30 rezult: nc = 3.78, se alege 4 np = 7.5, se poate alege 7 sau 8. Se recomand utilizarea alternativ pe
fiecare seciune. Deci cele 30 puncte de palpare sunt distribuite pe 4 seciuni, avnd 30 mm
ntre ele, pe fiecare seciune avnd 7, 8, 7, 8, deci n total 30 puncte de palpare.
Timpul total necesar msurrii unei piese este direct proporional cu numrul de puncte palpate deoarece palpatorul trebuie s parcurg toate punctele care definesc traiectoria de deplasare.
Problema stabilirii traiectoriei optime a palpatorului presupune determinarea unui traseu minim care s uneasc punctele de msurare i determinarea acestei traiectorii, fr ca sistemul de palpare s intre n coliziune cu piesa sau celelalte elemente ale sistemului tehnologic. Se observ c sunt dou probleme ce trebuie rezolvate:
1. Traiectoria minim care s uneasc punctele de msurare; 2. Eliminarea eventualelor coliziuni dintre sistemul de palpare i celelalte elemente ale
sistemului tehnologic pe traiectoria aleas de deplasare. Structura traiectoriei palpatorului ntre dou puncte de msurare este alctuit din
urmtoarele elemente (fig. 2.30): Traseu de msurare (apropiere) - unete punctul de nceput al traiectoriei - punctul de
apropiere, cu punctul msurat. Viteza de deplasare pe aceast traiectorie este redus. Direcia de deplasare este identic cu direcia normalei la suprafa n punctul respectiv i sensul ctre suprafa;
Traseu de retragere - este identic cu traseul de apropiere dar de sens opus. Se execut cu o vitez de deplasare mrit;
Traseu de deplasare - unete punctele de nceput a dou trasee de msurare succesive printr-o deplasare rapid din partea palpatorului. Traiectoria este de regul rectilinie dar pot fi utilizate i alte tipuri de interpolri dac configuraia sistemului de comand al mainii permite acest lucru. Utilizarea traiectoriei rectilinii permite o analiz rapid a posibilelor coliziuni dintre palpator si piesa.
Palpator
Puncte msurate Traiectorie repoziionare
Traiectorie apropiere
Puncte apropiere / retragere
Traiectorie retragere
Fig. 2.30 Elementele traiectoriei ntre dou puncte de msurare