3.docx
35
CAPITOLUL 2 Date constructiv funcționale privind produsul 2.1 Documentația tehnică de bază Din desenul de execuţie a piesei şi datele înscrise în indicator, se observă că piesa “ Tijă de manometru” este o piesă de rotaţie, se execută prin sudare sau î nbinare dintr-un semifabricat laminat din oţel OL 37.1. Piesa are o formă constructivă alcătuită dintr-o succesiune de cilindri. Este suficientă o singură proiecţie, reprezentată printr–o vedere principală pentru a înţelege forma şi dimensiunile acesteia. Forma constructivă – tehnologică este compusă din: - un cilindru cu diametrul Ø20 mm, pe o lungime de 60 mm; - un trunchi de con cu diametrele bazelor Ø8 şi Ø10, pe o lungime de 10 mm; - un cilindru cu diametrul Ø10, pe o lungime de 20 mm; - un filet M 12-15, pas normal, la ambele capete, cu degajare filet. Piesa se înscrie în clasa de execuţie mijlocie. În timpul prelucrării la astfel de piese trebuie îndeplinită condiţia de coaxialitate a suprafeţelor cilindrice. Fiind vorba de o piesă de rotaţie se foloseşte o singură suprafaţă de cotare, ceea ce simplifică executarea piesei. Baza de proiectare a unei unităţi de lucru o constituie piesa. Din desenul de execuţie rezultă că piesa din temă este executată din oţel OL37.1 , STAS 2300-75.
-
Upload
ady-maryan -
Category
Documents
-
view
217 -
download
3
Transcript of 3.docx

CAPITOLUL 2
Date constructiv funcționale privind produsul
2.1 Documentația tehnică de bază
Din desenul de execuţie a piesei şi datele înscrise în indicator, se observă că piesa “ Tijă de manometru” este o piesă de rotaţie, se execută prin sudare sau înbinare dintr-un semifabricat laminat din oţel OL 37.1. Piesa are o formă constructivă alcătuită dintr-o succesiune de cilindri. Este suficientă o singură proiecţie, reprezentată printr–o vedere principală pentru a înţelege forma şi dimensiunile acesteia.
Forma constructivă – tehnologică este compusă din:- un cilindru cu diametrul Ø20 mm, pe o lungime de 60 mm;- un trunchi de con cu diametrele bazelor Ø8 şi Ø10, pe o lungime de 10 mm;- un cilindru cu diametrul Ø10, pe o lungime de 20 mm;- un filet M 12-15, pas normal, la ambele capete, cu degajare filet.Piesa se înscrie în clasa de execuţie mijlocie. În timpul prelucrării la astfel de piese trebuie îndeplinită condiţia de coaxialitate a suprafeţelor cilindrice.
Fiind vorba de o piesă de rotaţie se foloseşte o singură suprafaţă de cotare, ceea ce simplifică executarea piesei.
Baza de proiectare a unei unități de lucru o constituie piesa. Din desenul de execuţie rezultă că piesa din temă este executată din oţel OL37.1 , STAS 2300-75.
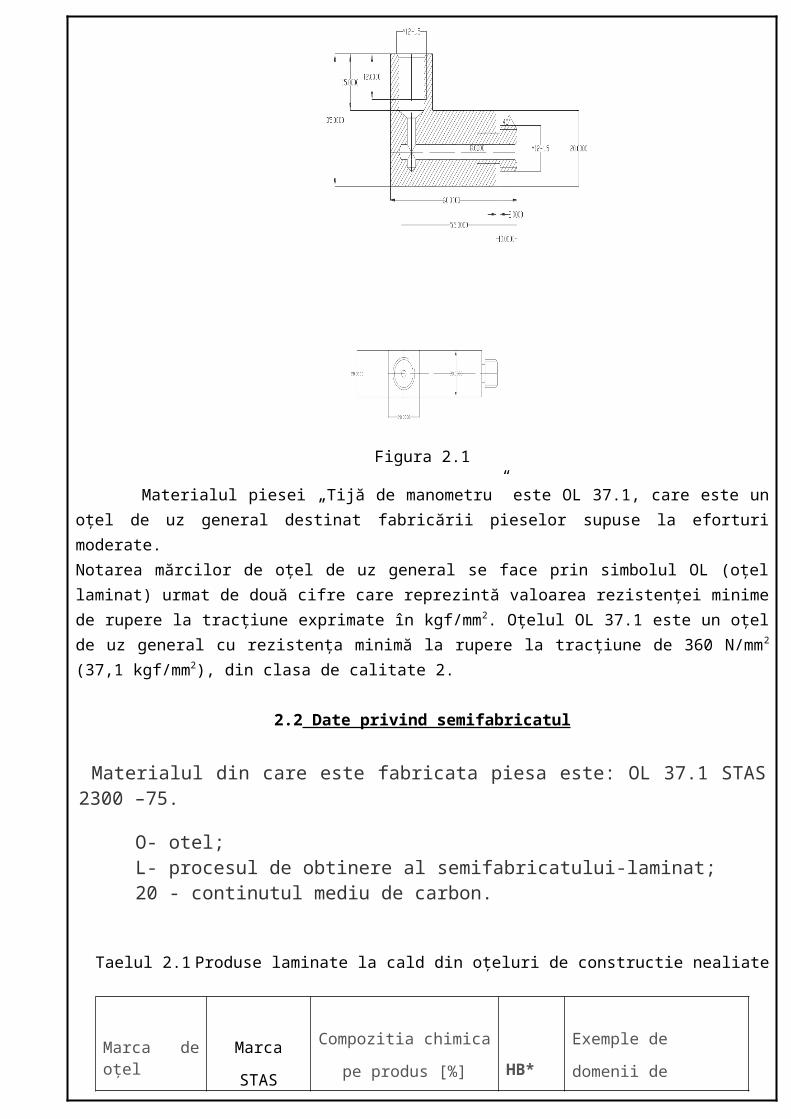
Figura 2.1
Materialul piesei „Tijă de manometru” este OL 37.1, care este un oţel de uz general destinat fabricării pieselor supuse la eforturi moderate.Notarea mărcilor de oţel de uz general se face prin simbolul OL (oţel laminat) urmat de două cifre care reprezintă valoarea rezistenţei minime de rupere la tracţiune exprimate în kgf/mm2. Oţelul OL 37.1 este un oţel de uz general cu rezistenţa minimă la rupere la tracţiune de 360 N/mm2 (37,1 kgf/mm2), din clasa de calitate 2.
2.2 Date privind semifabricatul
Materialul din care este fabricata piesa este: OL 37.1 STAS 2300 –75.
O- otel;L- procesul de obtinere al semifabricatului-laminat;20 - continutul mediu de carbon.
Taelul 2.1 Produse laminate la cald din oțeluri de constructie nealiate
Marca de oțel
SR EN 10025 +A1: 1994
Marca STAS
500/2-80
Compozitia chimica pe
produs [%]
HB*
Exemple de domenii de
utilizare
C max. Mn max.Elemente de constructii
metalice sudate sau
imbinate prin alte
procedee: ferme, poduri,
rezervoare, stalpi, batiuri
sudate,lanturi, plase
sudate pentru beton armat,
structuri portante de
masini si utilaje.
S235 JR, FU 37.1 0,2-0,25 1,50 -
Unde : HB - duritate Brinell, reprezinta raportul dintre sarcina de încercare aplicată F și aria urmei sferice, lasata de bila cu diametrul D, pe piesa de încercat;
Tabelul 2.2 Compoziție chimică a oțelului laminat OL 37.1
Compoziție chimică OL 37.1
C Si Mn P S Cr Ni Mo V
0.2 - 0.8 0.06 0.06 - - - -
W N Cu Co Pb B Nb Al Altele
- - - - - - - - -
Ti Ta
- -

Unde:
-Cmax, concentrația de carbon maximă a oțelului; -Mnmax, concentrația de mangan maximă a oțelului; -Simax, concentrația de siliciu maximă a oțelului; -Crmax, concentrația de crom maximă a oțelului; -Nimax, concentrația de nichel maximă a oțelului; -Pmax, concentrația de fosfor maximă a oțelului; -Smax, concentrația de sulf maximă a oțelului; -Almax, concentrația de aluminiu maximă a oțelului; -Vmax, concentrația de vanadium maximă a oțelului.
2.3 Caracteristicile fizico-mecanice ale materialului
Tabelul 2.3 Caracteristicile mecanice
Caracteristici mecanice și tehnologice
Marca
oţelulu
Clasa
de
calitate
Limita de curgere Rp0,2
[N/mm2]
Rezistenţa la tracţiune Rm
[N/mm2]
Alungirea la rupere
A[%]
Diametrul
dornului la
îndoirea la
rece la 180°
Rezistenţa KCUJ/cm2
Energia de rupere
Temperatura°C
RVJ
OL37.1 2 240 360-440 25 1,50 69 20 27
Unde: - Rm, rezistența la rupere, reprezintă raportul dintre sarcina maximă Fmax suportată de către epruvetă si aria A0 a secțiunii transversale inițiale a epruvetei ; - Rp0.2, limita de curgere conventională sau tehnică, reprezintă efortul unitar corespunzător
secțiunii inițiale a epruvetei, pentru care lungirea specifică remanentă plasticăε p , atinge valoarea prescrisă de 0.2%, care se meționează ca indice al efortului unitar ; - A5 , lungirea specifica la rupere standardizată; - KCU 300/2, reziliența Charpy pe epruveta cu crestătura în U, reprezintă raportul dintre lucrul mecanic L necesar ruperii dintr-o singură lovitură a unei epruvete crestate în U și aria A0 a secțiunii transversale inițiale a epruvetei date în dreptul crestăturii; - HB, duritate Brinell, reprezinta raportul dintre sarcina de incercare aplicata F si aria urmei sferice, lasata de bila cu diametrul D, pe piesa de incercat; - KV, duritate Vickers, reprezinta raportul dintre sarcina de incercare aplicata F si aria suprafetei laterale a urmei produse, aceasta fiind o piramida dreapta cu baza patrata cu diagonala d si cu un unghi la
varf de 1360
ca si penetratorul;

2.4 Criterii de alegere a semifabricatului
Semifabricatul este o bucată de material sau o piesă brută care a suferit o serie de prelucrări mecanice sau tehnice, dar care necesită în continuare alte prelucrări pentru a deveni o piesă finită. Piesa finită rezultă în urma prelucrării semifabricatului cu respectarea tuturor condiţiilor impuse prin desenul de execuţie (formă, dimensiune, toleranţă, calitatea suprafeţelor). Semifabricatul supus prelucrării prin aşchiere are una sau mai multe dimensiuni mai mari decât al piesei finite.
Surplusul de material care trebuie îndepărtat de pe suprafaţa semifabricatului poartă denumirea de adaos de prelucrare. Un semifabricat bun are cât mai multe suprafeţe identice cu ale piesei finite, iar adaosul de prelucrare este redus la minimum. Principalele tipuri de semifabricate folosite la prelucrarea prin aşchiere sunt:
- bucăţi debitate din produse laminate (bare, profile, sârme);- piese brute obţinute prin turnare;- piese brute forjate liber;- piese brute forjate în matriţă (matriţate);- produse trase la rece.
Din semifabricatele enumerate, unele sunt caracterizate de o precizie ridicată, cum ar fi cele matriţate, cele presate, din pulberi şi cele turnate (în special cele turnate sub presiune).
Alegerea unui anumit tip de semifabricat este legată de seria de fabricaţie. Semifabricatele turnate sau matriţate nu pot fi folosite decât atunci când numărul pieselor de acelaşi tip prelucrat este mare.
În cazul piesei „Tijă de manometru ” unde avem o producţie individuală vom alege ca semifabricat bară
laminată Ø8.
2.5 Condiţii tehnice (formă , dimensiuni, poziţia reciprocă a suprafeţelor)

Condiţiile tehnice de formă ,dimensiunile şi poziţia reciprocă a suprafeţelor (fig. 1.2) sunt prezentate în tabelul 2.4
Alte condiții tehnice : -clasa mijlocie STAS 2300/75;
-calit revenit HRC 50…52;
-se va debavura;
CAPITOLUL 3 PROIECTAREA STRUCTURII PRELIMINARE ȘI DETALIATE A PROCESELOR
Nr.crt.
Tip suprafaţă
Dimensiuni Toleranţe Rugozitate,
Ra [ μm ]Clasa de precizie(ISO)
Obs.
S1 Cilindricăexterioară Ø15±1,2×120
+0,1 12,510,execuţie mijlocie STAS 2300-75
S2 Cilindrică interioară Ø15±1,2×10/ Ø80
+0,5conformSTAS 6,3
12,execuţie mijlocie STAS 2300-75
S3 PlanăØ 35±0,5×240
+0,1 6,310,execuţie mijlocie STAS 2300-75
S4Plană
Ø 30±0,5 / ØconformSTAS 6,3
10,execuţie mijlocie STAS 2300-75
S5Plană
Ø 15±0,5/ Ø610+0,5 1,6
8,execuţie mijlocie STAS 2300-75
S6Conică
5x55conformSTAS
6,3 12,execuţie mijlocie STAS 2300-75
S7Cilindrică interioară
Ø600+0,5
×240+0,1 6,3
10,execuţie mijlocie STAS 2300-75

TEHNOLOGICE
3.1 Noțiuni generale
Alegerea operaţiilor de prelucrare s-a făcut ţinând cont de condiţiile tehnice specificate în desenul de execuţie al piesei şi semifabricatul adoptat. S-a avut în vedere prelucrarea simultană a mai multor suprafeţe cu un grup de scule. Traseul tehnologic de prelucrare s-a împărţit astfel încât s-a obţinut timpi de prelucrare cât mai apropiaţi pentru fiecare post de lucru.
S-a avut în vedere prelucrarea simultană a mai multor suprafeţe cu un grup de scule. Traseul tehnologic de prelucrare s-a împărţit astfel încât s-a obţinut timpi de prelucrare cât mai apropiaţi pentru fiecare post de lucru.
Operaţii de prelucrare:- găurire Ø 15×30mm, 2 găuri echidistante dispuse pe diametrul Ø12±0,5 mm ,
conform desenului;
- alezare cu cuţitul Ø60(¿ 0+0,5 ) x 24 mm.
3.2 CALCULUL ADAOSULUI DE PRELUCRARE
Adaosul de prelucrare este surplusul de material care trebuie îndepărtat de pe suprafaţa semifabricatului.
Mărimea adaosului de prelucrare prevăzut pe suprafaţa semifabricatului ce urmează a se prelucra prin aşchiere nu este întâmplătoare. Dacă adaosul este prea mic se poate întâmpla ca neregularităţi, oxizi şi crustele dure existente pe suprafaţa semifabricatului să nu se înlăture scule aşchietoare. Dacă dimpotrivă, adaosul de prelucrare este prea mare atunci, consumă în plus energie, material, timp şi scule aşchietoare şi scula va rezulta la un preţ mai mare.
Ca regulă generală, adaosul de prelucrare trebuie să aibă valoarea determinată cu formula:
Amin=R z+S+ρ+εîn care:
R z- înălţimea neregularităţilor suprafeţei care se prelucrează;S - grosimea stratului degradat; ρ - valoarea abaterilor spaţiale; ε - erorile de aşezare.
Ţinând seama de faptul că o suprafaţă de obicei necesită mai multe operaţii succesive de prelucrare, adaosurile de prelucrare pot fi:- totale, reprezentând stratul de material necesar pentru efectuarea tuturor operaţiilor de prelucrare mecanică pe suprafaţa semifabricatului până la obţinerea piesei finite.- intermediare, reprezentând stratul de material ce se îndepărtează la o singură operaţie.Dacă o piesă este realizată prin următoarele operaţii: strunire de degroşare, strunjire de finisare şi rectificare, adaosul de prelucrare total va fi o sumă a adaosurilor intermediare:
At=A strunj.degrosare+A strunj. finisare
+Arect .degrosare+Arect .finisare
După modul de dispunere adaosurile de prelucrare pot fi:a) simetrice, fiind prevăzute pe suprafeţele exterioare de rotaţie şi sunt raportate la diametrul suprafeţei:b)
Ats=dsf−d pf
2unde:
d sf -diametrul semifabricatului;d pf -diametrul piesei finite;
c) asimetrice, fiind prevăzute numai pe una din suprafeţe sau având valori diferite pe suprafeţe opuse.
Calculul adaosurilor de prelucrareAdaosul total (pe lungime):

At=Lsf −Lpf , unde:Lsf - lungimea semifabricatului, Lsf = 64 mmLpf - lungimea piesei finite, Lpf= 60 mm
At=64-60= 4 [mm]
Adaosurile de prelucrare (intermediare, simetrice) sunt:
A s 1=d1−d2
2=
10−82
=1 [mm]
A s 2=d1−d3
2=
10−9.52
=0.25 [mm]
Adaosul total simetric
Ats=dsf−d pf
2=
10−82
=1 [mm]
unde: d sf -diametrul semifabricatului;d pf - diametrul piesei finite;
3.3 Tehnologicitatea construcției
Procesul tehnologic este procesul care cuprinde totalitatea operaţiilor succesive de prelucrare la care este supusă materia primă până la obţinerea produsului finit. Operaţia este acea parte a procesului tehnologic efectuată de un muncitor sau de o echipă de muncitori la un loc de muncă cu utilajele şi uneltele necesare cu scopul modificării proprietăţilor fizico – chimice a formei şi dimensiunilor, netezimii şi aspectului suprafeţelor semifabricatului supus prelucrării.Operaţia este compusă din una sau mai multe faze. Faza este o parte a operaţiei tehnologice care se realizează într-o aşezare şi poziţia piesei de prelucrat cu aceleaşi unelte de lucru şi acelaşi regim de aşchiere. Stratul de material care trebuie înlăturat de pe suprafaţa piesei corespunzătoare unei faze poate fi îndepărtat în una sau mai multe treceri ale sculei.
Trecerea este o parte a fazei care se repetă de mai multe ori, păstrează neschimbată scula şi regimul de aşchiere.În timpul fazelor de lucru se execută mânuirea reprezentând totalitatea mişcărilor efectuate de către muncitor în timpul lucrului. Procesul tehnologic depinde de tipul de producţie sau de fabricaţie, astfel încât în cazul unei producţii de serie mare sau masă, se utilizează metodele cele mai productive prin utilizarea utilajelor cu caracter specializat sau automatizat şi SDV – urilor speciale.
În cazul piesei „Tijă de manometru” avem o producţie de unicate sau individuală şi se utilizează maşini – unelte şi SDV – uri cu caracter universal.
3.4 Determinarea regimurilor de aşchiere optime , a forţelor , momentelor şi puteri de aschiere

La determinarea regimului de aşchiere am luat in calcul faptul că prelucrarea are loc cu mai multe
scule simultane, de aceea durabilitatea sculelor trebuie să fie aceeaşi. Iniţial regimul de aşchiere se poate lua din normativele de regimuri de aşchiere în vigoare. Valorile recomandate pentru prelucrările obişnuite , micşorate ci 10-30 % pot constitui regimuri de aşchiere la prelucrarea pe maşini agregat.
a) Stabilirea sculei aşchietoare : Prelucrarea celor şase găuri se face prin burghiere, folosind patru burghie elicoidale STAS 870-87
din oţel rapid cu următoarele caracteristici:
-diametrul burghiului ;
-unghiul de înclinare a canalului de evacuare a aşchiilor (unghiul de degajare) ω≡γ=150;
-unghiul de atac principal 2 χr=1200;
-unghiul de atac secundar (tăiş secundar) 2 χr' =900 ;
-unghiul de aşezare α=120;
Materialul din care este confecţionat semifabricatul este OLC45 – STAS 880-88; Dimensiunile găurii ce urmează a fi prelucrată Ø20×24 mm; Fluidul de răcire ungere utilizat: emulsie 20%;
Durabilitatea economică sculei aşchietoare pentru burghiul elicoidal cu D= 17,4 mm se recomandă: Tec=18 [min], conform tabelului 1.3
Tabel 3.1
Diametrul burghiului, D,
mm
Materialul burghiuluiOţel rapid Plăcuţe din carburi meralice
Materialul de prelucratOţel Fontă Metale şi aliaje neferoase
511…1516…20
714-2018-22
1225-3023-40
-7
7-8
b) Stabilirea adâncimii de aşchiere
Adâncimea de aşchiere o aleg în funcţie de rezistenţa sculei cu dimensiunile cele mai mici, numărul de treceri şi de rigiditatea sistemului tehnologic.
Se recomandă ca adaosul de prelucrare să se ia la o valoare maximă admisă de rezistenţa sculei pentru a micşora numărul de treceri.
t= D
2[mm ]
t=18
2=9
[mm]
c) Stabilirea avansul de lucru
Se alege la valoare maximă admisă în funcţie de rigiditatea sistemului tehnologicPentru alegerea avansului trebuie respectate următoarele cundiţii: Smin<(Stmin… Stmax)<Sf <Smax
Pentru găurirea simultană cu un număr relativ mic de burghie (6), pentru piese rigide cu adîncimi de găurire normale şi cu maximum clasa a V-a de precizie se alege grupa II-a de avansuri, tabelul 15.20 (baze de date)
mmD 18

Tabelul 3.2
Grupa de avans Durabilitatea[HB]
Diametrul de prelucrare [mm]
Avansul, s [mm/rot]
II 207 18 0,32
d) Stabilirea vitezei de aşchiere, v[m/min] Viteza de aşchiere aleasă din normative se corectează cu o serie de coeficienţi care ţine seama de materialul de prelucrat, materialul sculei, avansul, adncimea de aşchiere, etc. v= va x k1 x k2 x … x kn
în care: v- viteza de aşchiere corectă, va- viteza indicată în tabel, k1,k2,…kn- coeficienţi de corecţie.
Valorile recomandate pentru viteza de prelucrare a oţelului şi coeficienţii de corecţie sunt date în tabelul 15.25(baze de date)
Tabelul 3.3Avansul, s [mm/rot]
Diametrul de prelucrare [mm]
Viteza de aşchiere [m/min]
0,32 18 18
Pentru, materialul de prelucrat OLC 45, avansul s= 0,32 [mm/rot], diametrul de prelucrat Dp= 18 [mm], se alege din tabelul 15.25 pag 542 [1], viteza de aşchiere va=18 [m/min].
Pentru, materialul de prelucrat OLC 45, calitatea oţelului, duritatea marerialului HB= 207, materialul tăişului: Rp3 rezultă coeficientul k1 de corecţie a vitezei de aşchiere la găurire, adâncire şi teşire în funcţie de adâncimea de prelucrare a oţelului din tabelul 1.6 ; k1=1;
Tabelul 3.4Scula Raportul între lungimea de prelucrare şi diametru
Coeficientul k1
Burghiu 1
Pentru, materialul de prelucrat OLC 45, calitatea oţelului, duritatea marerialului HB= 207, materialul tăişului: Rp3 rezultă coeficientul k2 de corecţie a vitezei de aşchiere la găurire, adâncire şi teşire în funcţie de adâncimea de prelucrare a oţelului din tabelul 1.7 ; K2=1,3;
Tabelul 3.5Scula Oţel carbon de calitate cu max. 0,25-0,40%C
Coeficientul k1
Burghiu 1,3
Viteză de aşchiere corectată:V= 18·1·1,3=23,4 [m/min]
În continuare se calculează turaţia sculei ns [rot/min] cu relaţia :
n=1000⋅v
π⋅D [rot/min]

în care: v- viteza de aşchiere în [m/min]; D- diametrul sculei în [mm];
n=1000⋅23 .4
3 ,14⋅18=414
[rot/min]
Pentru alegerea turaţiei arborelui principal trebuie respectate următoarele condiţii:
nmin<nvmin< nvmax< nmax
Conform tabel C.F.G. 2(capitolul 6) , se alege turaţia nSC =370[rot/min] ; n min= 180 [rot/min] ; nmax= 710 [rot/min] ; Deci inegalitatea de mai sus se verifică .
e) Forţa principală de aşchiere Fz [N]. Se calculează cu relaţia :
F=CF⋅DS
X F⋅SY F ¿k F
în care:CF,XF,YF- coeficienţi şi exponenţi în fucţie de materialul de prelucrat;KF- coeficient global de corecţie a forţei;D- diametrul sculei;s- avansul.
Valorile coeficientului CF şi exponentelor XF,YF, sunt date în tabelul 3.6
F=63·181,07·0,320,72·1=611,2 [daN] Tabelul 3.6
Oţel de prelucrat HB XF YF CF XM YM CM
OLC 45 207 1,07 0,72 63 1,71 0,84 6,7
f) Momentul de aşchiere, Mai [daN]:
M ai=CM⋅DS
X M⋅SY M ¿ kM ;
în care:CM,XM,YM- coeficienţi şi exponenţi în fucţie de materialul de prelucrat;KM- coeficient global de corecţie a forţei;D- diametrul sculei;s- avansul.
Valorile coeficientului CM şi exponentelor XM,YM, sunt date în tabelul 3.7
Tabelul 3.7Oţel de prelucrat HB XF YF CF XM YM CM
OLC 45 207 1,07 0,72 63 1,71 0,84 6,7
Mai=6,7·181,71·0,320,84·0,1=36 [daN]
g) Puterea de aşchiere :
Pa=M ai⋅ns
95492 [kw] ;

unde :Mai = momentul de aschiere [daNm] ;nS = turatia sculei [rot/min] ;
Pa=36⋅41495492
=0 ,15 [kw]
3.8 Stabilirea succesiuni operaţiilor de prelucrare
Alegerea operaţiilor de prelucrare s-a făcut ţinând cont de condiţiile tehnice specificate în desenul de execuţie al piesei şi semifabricatul adoptat. S-a avut în vedere prelucrarea simultană a mai multor suprafeţe cu un grup de scule. Traseul tehnologic de prelucrare s-a împărţit astfel încât s-a obţinut timpi de prelucrare cât mai apropiaţi pentru fiecare post de lucru.
S-a avut în vedere prelucrarea simultană a mai multor suprafeţe cu un grup de scule. Traseul tehnologic de prelucrare s-a împărţit astfel încât s-a obţinut timpi de prelucrare cât mai apropiaţi pentru fiecare post de lucru.
Operaţii de prelucrare:- găurire Ø 12×15mm, 2 găuri echidistante dispuse pe diametrul Ø12±0,5 mm ,
conform desenului;
- alezare cu cuţitul Ø8(¿ 0+0,5 ) x 55 mm;
Principalele elemente ale regimului de aşchiere sunt: adâncimea de aşchiere, avansul, viteza de aşchiere.
1. Adâncimea de aşchiere se notează cu litera „t” şi reprezintă grosimea stratului de material din adaosul de prelucrare care se îndepărtează de pe suprafaţa semifabricatului la trecerea sculei aşchietoare. Se măsoară în mm.
2. Avansul „s” reprezintă mărimea deplasării pe care o execută scula (în cazul strungului) în scopul îndepărtării unui nou strat de pe suprafaţa piesei. Se măsoară în mm/rot. Avansul se alege cât mai mare pentru o productivitate mare de aşchiere (degroşare) şi cât mai mic pentru obţinerea unei calităţi bune a suprafeţei prelucrate (finisare).
3. Viteza de aşchiere „v” este viteza relativă a tăişului sculei faţă de piesă în timpul executării
mişcării principale de aşchiere. Se măsoară în m/min (v=π Dn
1000 , unde: D este diametrul piesei şi n turaţia acesteia). Când se recomandă o anumită viteză de aşchiere trebuie reglată maşina – unealtă se determină
turaţia n (n=1000 v
πD ).Din şirul de valori al turaţiilor maşinii se alege valoarea imediat inferioară a mărimii calculate. Cu
această valoare se va calcula o valoare reală a vitezei: vreal=
π⋅D⋅nreal
1000a) Regimul de aşchiere
3.8 Avansurile la strunjirea de degroşare longitudinale
Diametrul în mm
La adâncimile de tăiere în mm2 3 4 5 6 7 8
Avansurile în mm/rotPână la 30… 0.4-0.6 0.4-0.7 - - - - -
30-40 0.4-0.75 0.4-0.8 0.4-0.8 0.4-0.8 - - -41-60 0.5-0.80 0.5-1.0 0.5-1.4 0.5-1.3 - - -61-80 0.5-0.90 0.5-1.2 0.6-1.5 0.6-1.6 0.6-1.6 - -81-100 0.5-1.0 0.5-1.3 0.7-1.7 0.8-1.8 0.8-1.8 1.0-1.9 1.0-2.1101-150 0.5-1.10 0.5-1.4 0.8-2.0 0.9-2.4 1.0-2.6 1.0-2.7 1.0-2.8151-200 0.5-1.20 0.5-1.5 0.8-2.0 0.9-2.4 1.0-3.0 1.0-3.1 1.0-3.2

Peste 200… 05.1.20 0.5-1.5 0.8-2.0 0.9-2.5 1.0-3.0 1.0-3.2 1.0-3.3
VITEZE DE AŞCHIERE LA STRUNJIRE, ÎN MM/MIN
TABELUL 3.9
Materialul de prelucrat
Materialul cuţituluiOţel de scule Oţel rapid PlăcuţăDegras Finiş Degras Finiş Degras Finiş
Oţel σ n =40kgf/mm2 16 24 26 40 130 180
Oţel σ n =40kgf/mm2 10 15 17 25 90 120
Oţel de scule - - 10 15 30 45Fontă 12 18 20 30 75 110Cupru 30 45 50 75 250 350Aluminiu 100 150 200 300 1000 1500
Debitare la 64 mm
n=1000× 203.14 ×10
=636 rot./min Adopt n= 600 rot./min
V real=3.14 ×10 ×600
1000=18 m/min.
Strunjire cilindrică exterioară Ø8×10 mm
n=1000 ×203.14 ×9.5
=670 rot./min Adopt n= 600 rot./min
V real=3.14 ×9.5 × 600
1000=18 m/min.
Strunjire conică la Ø12-Ø115 pe L=15 mm
n=1000 ×203.14 ×9.5
=671 rot./min. Adopt n=600 rot./min.
V real=3.14 ×9.5 × 600
1000=18 m/min.
Strunjire cilindrică exterioară Ø8×2mm
n=1000× 203.14 ×8
=796 rot./min. Adopt n=800 rot./min
V real=3.14 ×8 × 800
1000=20 m/min.
Strunjire degajare filet M12-15
n=1000× 203.14 ×8
=796 rot./min. Adopt n=800 rot./min
V real=3.14 ×8 × 800
1000=20 m/min.
Strunjire sferică la Ø12×35mm
n=1000× 203.14 ×10
=636rot./min. Adopt n=600 rot./min.
V real=3.14 ×10 ×600
1000=18 m/min.

Teşire 1.5×45˚
n=1000 ×203.14 ×9.5
=671 rot./min. Adopt n=600 rot./min.
V rea l=3.14 ×9.5 × 600
1000=18 m/min.
Filetare M12-15
n=1000× 203.14 ×8
=796 rot./min. Adopt n=800 rot./min.
V real=3.14 ×8 × 600
1000=20 m/min.
3.7 Normarea tehnică
3.7.1 Generalități
Se poate determina ca normă de timp Nt sau normă de producţie Np.
Norma de timp Nt reprezintă timpul necesar pentru execuţia unei lucrări sa operaţii de unul sau mai muţi muncitori în anumite condiţii tehnice şi organizatorice. Se exprimă în unităţi de timp (sec, min, ore). Norma de timp este formată din timpi productivi şi timpi neproductivi. Pentru calcul se poate folosi relaţia:
N t=T pi
N+T op+T¿+Td
- Tpi (timpul de pregătire – încheiere) este timpul de cunoaştere a lucrării, pentru obţinerea, montarea şi reglarea sculelor, montarea dispozitivelor, reglarea maşinii – unelte (la început) iar la sfârşit pentru scoaterea sculelor şi dispozitivelor, predarea produselor, a resturilor de materiale şi semifabricate.
- Top – timpul operativ respectiv timpul efectiv consumat pentru prelucrarea materialului.Este alcătuit din timpul de bază Tb şi timpul ajutător:
t op=t b+t a;
t b =L
s× n×i;
unde:L=L+L1+L2
- Timpul de bază tb este tipul consumat pentru prelucrarea materialului, acesta schimbându-şi forma, dimensiunile, compoziţia, proprietăţile.
- Timpul ajutător t a;se consumă pentru acţiunile ajutătoare efectuării lucrului în timpul de bază, schimbarea turaţiilor, înapoierea săniilor şi meselor în poziţia iniţială, prinderea şi desprinderea pieselor, schimbarea poziţiei suportului portscule, etc.
- Td – timpul de deservire – a locului de muncă este consumat de muncitori pe întreaga durată a schimbului de lucru.Ea are două componente: timpul de deservire tehnică t dt şi timpul de deservire organizatorică t do: T d=t dt+t do
t dt– timpul pentru menţinerea în stare de funcţionare a utilajelor, sculelor şi dispozitivelor (ungerea maşinilor – unelte), ascuţirea sculelor, controlul utilajelor.t do– este timpul folosit pentru organizarea lucrului, aprovizionarea cu scule, materiale, semifabricate, curăţenia la locul de muncă.t on– timpul de odihnă şi necesităţi fiziologice.t ¿ – timpul de întreruperi condiţionate de tehnologie.

3.6.2 Calculul timpului operativ
Calculul timpului la debitare
t op=t b+t a=0.31 min
t a =0.26 min
t b =L
s× n×i=
10+2+20.4 ×600
×1=0.05 min
L=l1+l2+l
l1 =2 mm – lungimea de apropiere a sculei;
l2 =2 mm – lungimea de ieşire din aşchiere;
l =10 mm – lungimea suprafeţei de prelucrat;
t a 1 =0.06 min timpul ajutător pentru manevrarea strungului;
t a 2 =0.09 min timpul ajutator legat de fază;
t a 3 =0.11 timpul ajutator pentru măsurarea cu şubleru;
o Calculul timpului operativ pentru Ø15×12 mm
t op=t b+t a=0.38 min
t a =0.33 min
t b =L
s× n×i=
10+2+20.4 ×600
×1=0.05 min
L=l1+l2+l
l1 =2 mm
l2 =2 mm
l =10 mm
t a 1 =0.10
t a 2 =0.12
t a 3 =0.11
o Strunjire conică la Ø12-Ø15 pe L=15 mm
t op=t b+t a=0.44
t a =0.32
t b =L
s× n×i=
27+2+20.4 ×600
×1=0.12 min
l1 =2 mm
l2 =2 mm
l =27 mm
t a 1 =0.11 min
t a 2 =0.10 min
t a 3 =0.11 min

o Strunjire cilindrică exterioară Ø8×2mm
t op=t b+t a=0.33
t a =0.3
t b =L
s× n×i=
7+2+20.4 × 800
×1=0.03 min
l1 =2 mm
l2 =2 mm
l =7 mm
t a 1 =0.09 min
t a 2 =0.10 min
t a 3 =0.11 min
o Strunjire degajare filet M12-15
t op=t b+t a=0.31 min
t a =0.28 min
t b =L
s× n×i=
5+2+20.4 × 800
×1=0.03 min
l1 =2 mm
l2 =2 mm
l =5 mm
t a 1 =0.08 min
t a 2 =0.09 min
t a 3 =0.11 timpul
o Strunjire sferică la Ø8×2mm
t op=t b+t a=0.24
t a =0.22 min
t b =L
s× n×i=
2+2+20.4 ×600
×1=0.02 min
l1 =2 mm
l2 =2 mm
l =2 mm
t a 1 =0.07 min
t a 2 =0.04 min
t a 3 =0.11 min
o Teşire 1×45˚
t op=t b+t a=0.26 min
t a =0.24 min
t b =L
s× n×i=
1.5+2+20.4 ×600
×1=0.02 min

l1 =2 mm
l2 =2 mm;
l =1.5 mm
t a 1 =0.07 min
t a 2 =0.06 min
t a 3 =0.11 min
o Filetare filet M12-15
t op=t b+t a=0.24 min
t a =0.21 min
t b =L
s× n×i=
5+2+20.4 × 800
×1=0.03 min
l1 =2 mm
l2 =2 mm
l =5 mm
t a 1 =0.06 min
t a 2 =0.04 min
t a 3 =0.11 min
Striat încrucişat Ø12×35 mm
t op=t b+t a=0.65 min
t a =0.41 min
t b =L
s× n×i=
53+2+20.4 × 800
×1=0.24 min
l1 =2 mm
l2 =2 mm
l =5 mm
t a 1 =0.16 min
t a 2 =0.14 min
t a 3 =0.11 min
o Retezat la 60 mm
t op=t b+t a=0.32 min
t a =0.26 min
t b =L
s× n×i=
10+2+20.4 ×600
×1=0.06 min
l1 =2 mm
l2 =2 mm
l =10 mm
t a 1 =0.10 min t a 2 =0.05 min

t a 3 =0.11 timpul
3.8 Calcule tehnico-economice
4 Calculul tehnico-economic
În lipsa unor principii de alegere a succesiunii operaţiilor, numărul variantelor tehnologice care se pot întocmi pentru prelucrarea prin aşchiere a unei piese este dat în relaţia:V = N ! , unde: V – numărul variantelor de proces tehnologic N – numărul operaţiilor necesare prelucrării unei piese.
Necesitatea alegerii variantei optime din punct de vedere tehnico – economic se impune pentru rezolvarea următoarelor etape ale proiectării tehnologice: - alegerea semifabricatului; - alegerea variantei procesului tehnologic de prelucrare mecanică; - alegerea echipamentului tehnologic; - precizarea mijloacelor de transport uzinal; - organizarea procesului de producţie în spaţiu şi timp.
Dintre variantele de proces tehnologic care se pot întocmi pentru prelucrarea unei piese trebuie să se aleagă aceea care să asigure realizarea corectă a piesei, în condiţiile tehnice impuse de documentaţie, la preţul de cost cel mai mic, cu un volum de timp cât mai redus.
Alegerea celei mai avantajoase variante tehnologice din punct de vedere tehnico – economic se face în baza unor indici tehnico – economici. Se compară valorile acestor indici pentru variantele luate în analiza cu valori ale acelorasi indici cunoscuţi din activitatea de producţie a unor întreprinderi cu tehnologie avansată.
Printre cei mai importanţi indici tehnico – economici se prezintă următorii: - coeficientul timpului de bază; - coeficientul de continuitate în funcţionare M. U.; - coeficientul de utilizare a materialului; - norma de timp pentru intreg procesul tehnologic; - preţul de cost al unei piese.
Dacă se iau în discuţie două variante tehnologice pentru care s-au făcut investiţii diferite, obţinându-se cost minim al produsului, pentru investiţii se va calcula termenul de recuperare al investiţiilor, cu relaţia:
T r=I 2−I 1
C1−C2
≤T rm , în care:
I1 si I2 – investiţiile la variantele 1 si 2C1 si C2 – costurile variantelor 1 si 2Trm – termenul de recuperare normat al investiţiei suplimentare.
Investiţiile la varianta 2 asigură un cost al produsului mai mic. Dacă termenul de recuperare normat este cel puţin egal cu termenul de recuperare, se alege varianta 2 de proces tehnologic, care asigură un cost minim al produsului, deşi se fac investiţii mai mari.
1. Coeficientul timpului de bază
Cb=tb
T u , în care:

tb – timpul de bază [min]Tu – timpul unitar [min]Tu = tb + ta + tdt + tdo + ton [min]debitare: Cbd = 0,427frezarea suprafeţelor frontale: Cbff = 0,575centruire: Cbc = 0,545strunjire: Cbs = 0,202frezare canal pană: Cbfc = 0,369frezare caneluri: Cbcan = 0,146rectificare degroşare: Cbrd = 0,481rectificare finisare: Cbrf = 0,2906
2. Coeficientul de continuitate în funcţionare M. U.
Cc=tb
T ef , în care:tb – timpul de bază [min]Tef – timpul efectiv [min]debitare: Ccd = 0,452frezarea suprafeţelor frontale: Ccff = 0,642centruire: Ccc = 0,746strunjire: Ccs = 0,2105frezare canal pană: Ccfc = 0,478frezare caneluri: Cccan = 0,151rectificare degroşare: Ccrd = 0,575rectificare finisare: Ccrf = 0,328
3. Coeficientul de utilizare a materialului:
Cm= gG , în care:
g – greutatea piesei finite, [kg] g = 0,899 kgG – greutatea semifabricatului, [kg] G = 1,3 kg
4. Norma de timp pentru întregul proces tehnologic:Ttot = Σ NT = 58,24 [min]
5. Preţul de cost al materialului încorporat în piesăM = m∙G – m1∙k∙(G – g) [lei], în care:m – costul unui kg de materialm1 – costul unui kg de deşeuG – greutatea semifabricatuluig – greutatea piesei finitek – coeficient de utilizare a deşeurilor.M = 19,7∙1,373 – 0,87∙0,85∙(1,373 – 0,899)=26,70 lei
Cost piesa finita : C p=Cmat+Cman+Cr+Cau+Cas
C p=26 ,7+160+170+40+10 ,8+8,2=415 ,7 lei

CAPITOLUL 4
ANALIZA ECONOMICĂ
DAD-1 Financiar, are drept scop evaluarea echilibrului dintre resursele financiare şi utilizările tehnice la nivelul întregii firme.
Se au în vedere atât resurse interne, cât şi resurse externe, precum şi totalitatea utilizării acestora în ciclul de schimb.
Pentru a realiza atât o analiză statică cât şi dinamică, calculam atât indicatorii pe perioada de baza, adică pe 2004 notaţi cu indicii 0 cât şi pentru 2005 notaţi cu indicii 1, respectiv 2006 notaţi cu indicii 2.
Pentru realizarea analizei economico-financiare se vor folosi criteriile DAD1 care sunt următoarele:
4.1 Ponderea capitalului împrumutat în cifra de afaceri:
C . Î .C . A . 0
=10594034621635
=0 ,23K = 2
C . Î .C . A . 1
=8580683661192
=0 ,23K = 2
C . Î .C . A . 2
=9536144850555
=0 ,20K = 2
Raportul măsoară ponderea în cifra de afaceri a tuturor datoriilor firmei, adică cât din cifra de afaceri anuală ar fi destinată acoperirii datoriilor dacă acestea ar trebui plătite “ pe loc ”.
Criteriul este considerat de importanţă medie şi i se poate atribui coeficientul de importanţă K = 2.
4.2 Evoluţia fondului de rulment net global :
EFRN 0=
FRNGCA 0
=14800144621635
=0 ,32K = 5
EFRN 1=FRNG
CA 1
=7538843661192
=0 ,21 K = 5
EFRN 2=FRNG
CA 2
=30124934850555
=0 ,62 K = 5

Raportul măsoară câte zile din cifra de afaceri sunt acoperite de fondul de rulment net global. Mărimea în sine nu spune nimic, daca nu ii este evaluat trendul. O creştere continuă este de dorit. Sursele sunt evidente din chiar modul de calcul.
Criteriul este de maximă importanţă şi i se poate atribui coeficientul de importanţă K = 5.
4.3 Rentabilitatea activităţii :
RA0=
Capacitateadeautofinanţare
C . A . 0=228492
4621635=0 ,05
K = 2
RA1=
Capacitateade autofinanţare
C . A . 1=118159
3661192=0 ,03
K = 2
RA2=
Capacitateadeautofinanţare
C . A . 2=282681
4850555=0 , 06
K = 2
Raportul măsoară capacitatea firmei de a-şi crea resurse proprii pentru finanşare din activitatea financiară şi comercială.
Capacitatea de autofinanţare exprimă o potenţialitate, o garanţie de viitor, poate fi o sursă de mărire şi dezvoltare a patrimoniului.
Criteriul este de importanţă medie şi i se poate atribui coeficientul de importanţă K = 2.
4.4 Rentabilitatea financiară:
RF0=PB
TVI . 0
=2057144632298
=0 ,044K = 5
RF1=PBTVI 1
=610653723576
=0 ,016K = 5
RF2=PBTVI 2
=2645704906279
=0 ,054K = 5
Raportul măsoară excedentul (sau deficitul) de resurse financiare creat de funcţionarea firmei, indiferent cine sunt beneficiarii lui: aducătorii de capital, firma însăşi, salariaţii sau statul. Dă starea de sănătate globală a afacerii, fără a lua în calcul amploarea capitalului antrenat.
Criteriul este de importanţă maximă si i se atribuie coeficientul de importanţă K = 5.
4.5 Productivitatea capitalului investit
PCI0=C . A .
Activeimobilizatenete
=46216351268080
=3 ,64K = 1
PCI1=C . A .
Active imobilizatenete
=36611921218076
=3 , 01 K = 1
PCI 2=C . A .
Activeimobilizatenete
=48505552796225
=1 ,43 K = 1
Raportul măsoară capacitatea imobilitărilor de a crea produse şi servicii vandabile. El evidenţiază capacitatea folosirii capitalului investit în imobilizări şi estimează atractivitatea afacerii pentru un investitor (real sau potenţial).
Criteriul primeşte coeficientul de importanţă K =1.

1. Evoluţia îndatoririi nete:
N0=TDITSVRTS 0
=1715379692068
=2 ,48K=5
N1=TDITSVRTS 1
=925102621002
=1 , 49K=5
N2=TDITSVRTS 1
=3114596884693
=3 ,52K=5
Raportul măsoară echilibrul dintre exigibilitate şi lichiditate la nivelul tuturor capitalurilor financiare şi tehnice. El dă informaţii despre capacitatea de plată pe termen scurt şi despre riscul falimentului. De asemenea, indică dacă interprinderea poate efectiv să-şi utilizeze amortizarea fără a apela la credite.
Criteriul este de importanţă maximă, coficientul de importanţă este K=5.
4.6 Remunerarea factorulului uman:
RFM0=TCSC . A . 0
=2447304621635
=0 ,053K=2
RFM1=TCSC . A . 1
=2128873661192
=0 ,058K=2
RFM 2=TCS
C . A . 0
=2076084850555
=0 ,043K=2
Experienţa analizelor diagnostic şi a analizelor financiare de gestiune ne îndreptăţeşte să afirmăm că trendul ratei este extrem de semnificativ pentru o predicşie pe termen scurt.
Criteriul este de importanţă medie şi prin urmare K = 2.
1.Rata autonomiei financiare
RAF0=Capitaluri proprii
Capitalur 1proprii+Totalcreditebancare
=55200100000
=0 ,55K = 2
RAF1=Capitaluriproprii
Capitalur1proprii+Totalcreditebancare
=55200529257
=0 ,10K = 2
RAF 2=Capitaluri proprii
Capitalur 1proprii+Totalcreditebancare
=55200953614
=0 ,058 K= 2
Raportul măsoară independenţa (sau dependenţa) firmei faţă de bănci.
Criteriul este de importanţă medie, astfel coeficientul de importanţă este K = 2.
2. Lichiditatea patrimonială:
LP0=
ACNOC 0
=6920681633491
=0 ,42 K = 1
LP1=
ACNOC 1
=621002858068
=0 ,72 K = 1

LP2=
ACNOC 2
=8846933051560
=0 ,29 K = 1
Lichiditatea patrimonială măsoară gradul de acoperire a datoriilor pe termen scurt cu active având lichiditate mare.
Criteriul este de importanţă marginală şi are valoarea K = 1.
4.7 Viteza de rotaţie a stocurilor de produse şi de facturi neîncasate:
VRSP0=SPF
C . A . 0
∗360=10594034621635
=0 , 23K = 1
VRSP1=SPF
C . A .1
∗360=10586923661192
=0 ,29K = 1
VRSP2=SPFC . A .2
∗360=27019584850555
=0 ,56K = 1
VRSF0=SFN
C . A . 0
∗360=6045344621635
=0 ,13K = 1
VRSF1=SFNC . A . 1
∗360=5209743661192
=0 ,14K = 1
VRSF 2=SFN
C . A . 2
∗360=3600574850555
=0 ,07K = 1
Rata evidentiază în câte zile poate fi recuperată contravaloarea produselor finite pentru reluarea ciclului de schimb. Trendul vorbeşte şi despre realismul politicii de marketing, despre corelarea acesteia cu programarea producţiei.
Criteriul este de importanţă marginală în evaluarea financiară, coeficientul de importanţă este K = 1.
Tabelul 4.1
Nr. crt.
K 2004 2005 2006Note(N)
1Ponderea capitalului împrumutat în C.A.
2 0,23 0,23 0,20 4
2Evoluţia fondului de rulment net global
5 0,32 0,21 0,62 3
3 Rentabilitatea activităţii 2 0,05 0,03 0,06 2
4 Rentabilitatea financiară 5 0,044 0,016 0,054 2

5 Productivitatea capitalului investit 1 3,64 3,01 1,43 2
6 Evoluţia îndatoririi nete 5 2,48 1,49 3,52 1
7 Remunerarea factorului uman 2 0,053 0,058 0,043 2
8 Rata autonomiei financiare 2 0,55 0,10 0,058 3
9 Lichiditatea patrimonială 1 0,42 0,72 0,29 2
10Viteza de rotaţie a stocurilor de produse şi de facturi neîncasate
10,23 0,29 0,56
30,13 0,14 0,07
CAPITOLUL 5
ANALIZA TEHNICĂ ŞI TEHNOLOGICĂ
Ţinta acestei direcţii de analiză constă în evaluarea potenţialului tehnic de concepţie al intreprinderii, atât sub aspectul nivelului la care se află în prezent, cât şi al capacităţii de a face faţă cerinţelor de schimbare în viitor.
5.1 Cercetarea şi proiectarea orientată asupra înnoirii ofertei de produse şi servicii
Obiectul analizei acestui criteriu îl constituie evaluarea posibilităţilor pe care le are firma de a-şi adapta (completa, moderniza, înnoi) oferta de produse şi servicii în raport cu cerinţele pieţei.
Coeficientul de importanţă acordat criteriului este K = 2.
Calificativul obţinut este 2, deoarece indicele cheltuieli C-D/CA între 0,20...0,50 %, capacitaţile de C-D disponibile sunt sub nivelul cerinţelor, oferind unele perspective de redresare.
5.2). Întreţinerea echipamentului. Consumul de energie.
Obiectul analizei îl constituie eficienţa activităţii compartimentului mecano-energetic, sub aspectele:
asigurării bunei funcţionări a echipamentelor din dotare; ţinerii sub control a consumurilor de energie.Coeficientul de importanţă acordat criteriului este K = 2.
Calificativul obţinut este 3, deoarece există un sistem de întreţinere preventivă, funcţionând fără neajunsuri majore, dar cu durate relativ lungi de indisponibilitate a echipamentelor. Nivelul general al calităţii lucrărilor de întreţinere este satisfăcător. Frecvenţa întreruperilor accidentale este redusă. Există reglementări organizatorice şi măsuri tehnice privind reducerea consumurilor de energie.
5.3. Sistemul logistic.

Sistemele logistice care fac obiectul analizei la acest criteriu reprezintă un ansamblu de funcţiuni şi de resurse umane şi materiale, a căror sarcină constă în efectuarea tuturor operaţiilor de transport, manipulare şi depozitare etc. Coeficientul de importanţă acordat criteriului este K = 1.
Calificativul obţinut este 3, deoarece transporturile interne sunt aproape integral mecanizate pe trasee marcate, paletizarea şi containeizarea între 30 şi 60 %, depozitări în magazii ordonate cu deservire manuală.
N DAD3=∑
1
nj
Ki∗Ni
∑1
nj
Ki
=2∗2+2∗3+1∗35
=135
=2 ,600
5. 4 ANALIZA DEZVOLTĂRII ORGANIZAŢIONALE A FIRMEI
PREZENTAREA ORGANIGRAMEI UNITĂŢII
DIRECTORGENERAL
DIRECTORVÂNZĂRI
DIRECTOR ECONOMIC
DIRECTORTEHNIC
AGENT DE VÂNZĂRI VÂNZĂTORI CONTABILTEHNICIENI
SERVICE
DIRECTORGENERAL
DIRECTORVÂNZĂRI
DIRECTOR ECONOMIC
DIRECTORTEHNIC
AGENT DE VÂNZĂRI VÂNZĂTORI CONTABILTEHNICIENI
SERVICE
PREZENTAREA PRINCIPALELOR RELAŢII ŞI FLUXURI DE INFORMAŢII/DATE DINTRE DEPARTAMENTELE, COMPARTIMENTELE ŞI SERVICIILE DIN UNITATE ÎN FUNCŢIE DE ORGANIGRAMA PREZENTATĂ
Compartimentulcontabil
Compartimentultehnic
Compartimentul comercial
Nr. crt.
CRITERIU KNote(N)
1Cercetarea şi proiectarea orientată asupra înnoirii ofertei de produse şi servicii
2 2
2Întreţinerea echipamentului. Consumul de energie
2 3
3 Sistemul logistic 1 3

Conform diagramei compartimentul financiar contabil are o pondere deosebită deoarece majoritatea documentelor întocmite în celelalte compartimente tranzitează sau au ca destinaţie compartimentul financiar-contabil, de asemenea multe documente întocmite în acest compartiment au ca destinatar unul dintre celelalte compartimente.
Compartimentul financiar-contabil realizează următoarele activităţii:
Organizează si conduce contabilitatea prin asigurarea unei evidenţe stricte a patrimoniului, a tuturor mijloacelor şi fondurilor fixe şi circulante, celorlalte valori materiale si bănesti, clienţilor, furnizorilor, decontărilor şi creditelor bancare, investiţiilor şi celorlalte elemente patrimoniale precum şi a rezultatelor economico-financiare, în strânsă corelare cu prevederile din buget;
Efectuează periodic inventarierea patrimoniului, cu regularizarea diferenţelor si evidenţierea acestora în contabilitate;
Angajează cheltuieli şi efectuează plăţi în limita bugetului aprobat; Facturează şi încasează livrările de produse si prestările de servicii, calculează TVA; Calculează şi plăteşte drepturile de personal; Urmăreşte realizarea profitului economic şi a rentabilităţii prevăzute în program; Întocmeşte lucrări de sinteză (bilanţ si anexa la bilanţ, contul de profit si pierdere,
raportul de gestiune); Efectuează înregistrarea patrimoniului în sistemul contabil; Înregistrează toate documentele contabile.