3.docx
38
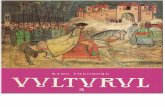
CAPITOLUL 2 DATE CONSTRUCTIVE FUNCȚIONALE PRIVIND PRODUSUL 2.1 Documentația tehnică de bază Din desenul de execuţie a piesei şi datele înscrise în indicator, se observă că piesa “ Tijă de manometru” este o piesă de rotaţie, se execută prin sudare sau î nbinare dintr-un semifabricat laminat din oţel OL 37.1. Piesa are o formă constructivă alcătuită dintr-o succesiune de cilindri. Este suficientă o singură proiecţie, reprezentată printr–o vedere principală pentru a înţelege forma şi dimensiunile acesteia. Forma constructivă – tehnologică este compusă din: - un cilindru cu diametrul Ø20 mm, pe o lungime de 60 mm; - un trunchi de con cu diametrele bazelor Ø8 şi Ø10, pe o lungime de 10 mm; - un cilindru cu diametrul Ø10, pe o lungime de 20 mm; - un filet M 12-15, pas normal, la ambele capete, cu degajare filet. Piesa se înscrie în clasa de execuţie mijlocie. În timpul prelucrării la astfel de piese trebuie îndeplinită condiţia de coaxialitate a suprafeţelor cilindrice. Fiind vorba de o piesă de rotaţie se foloseşte o singură suprafaţă de cotare, ceea ce simplifică executarea piesei. Baza de proiectare a unei unităţi de lucru o constituie piesa. Din desenul de execuţie rezultă că piesa din temă este executată din oţel OL37.1 , STAS 2300-75.
-
Upload
ady-maryan -
Category
Documents
-
view
226 -
download
8
Transcript of 3.docx
CAPITOLUL 2 DATE CONSTRUCTIVE FUNCIONALE PRIVIND PRODUSUL2.1 Documentaia tehnic de baz Din desenul de execuie a piesei i datele nscrise n indicator, se observ c piesa Tij de manometru este o pies de rotaie, se execut prin sudare sau nbinare dintr-un semifabricat laminat din oel OL 37.1. Piesa are o form constructiv alctuit dintr-o succesiune de cilindri. Este suficient o singur proiecie, reprezentat printro vedere principal pentru a nelege forma i dimensiunile acesteia. Forma constructiv tehnologic este compus din: un cilindru cu diametrul 20 mm, pe o lungime de 60 mm; un trunchi de con cu diametrele bazelor 8 i 10, pe o lungime de 10 mm; un cilindru cu diametrul 10, pe o lungime de 20 mm; un filet M 12-15, pas normal, la ambele capete, cu degajare filet.Piesa se nscrie n clasa de execuie mijlocie. n timpul prelucrrii la astfel de piese trebuie ndeplinit condiia de coaxialitate a suprafeelor cilindrice. Fiind vorba de o pies de rotaie se folosete o singur suprafa de cotare, ceea ce simplific executarea piesei. Baza de proiectare a unei uniti de lucru o constituie piesa. Din desenul de execuie rezult c piesa din tem este executat din oel OL37.1 , STAS 2300-75.
Figura 2.1
Materialul piesei Tij de manometru este OL 37.1, care este un oel de uz general destinat fabricrii pieselor supuse la eforturi moderate.Notarea mrcilor de oel de uz general se face prin simbolul OL (oel laminat) urmat de dou cifre care reprezint valoarea rezistenei minime de rupere la traciune exprimate n kgf/mm2. Oelul OL 37.1 este un oel de uz general cu rezistena minim la rupere la traciune de 360 N/mm2 (37,1 kgf/mm2), din clasa de calitate 2.2.2 Date privind semifabricatul Materialul din care este fabricata piesa este: OL 37.1 STAS 2300 75. O- otel;L- procesul de obtinere al semifabricatului-laminat;20 - continutul mediu de carbon
Tabelul 2.1 Produse laminate la cald din oeluri de constructie nealiateMarca de oelSR EN 10025 +A1: 1994
Marca STAS500/2-80
Compozitia chimica pe produs [%]
HB*Exemple de domenii de utilizare
C max.Mn max.Elemente de constructii metalice sudate sau imbinate prin alte procedee: ferme, poduri, rezervoare, stalpi, batiuri sudate,lanturi, plase sudate pentru beton armat, structuri portante de masini si utilaje.
S235 JR, FU
37.1
0,2-0,25
1,50
-
Unde : HB - duritate Brinell, reprezinta raportul dintre sarcina de ncercare aplicat F i aria urmei sferice, lasata de bila cu diametrul D, pe piesa de ncercat;Tabelul 2.2 Compoziie chimic a oelului laminat OL 37.1 Compoziie chimic OL 37.1
CSiMnPSCr NiMoV
0.2-0.80.060.06----
WNCuCoPbBNbAlAltele
---------
TiTa
--
Unde: -Cmax, concentraia de carbon maxim a oelului; -Mnmax, concentraia de mangan maxim a oelului; -Simax, concentraia de siliciu maxim a oelului; -Crmax, concentraia de crom maxim a oelului; -Nimax, concentraia de nichel maxim a oelului; -Pmax, concentraia de fosfor maxim a oelului; -Smax, concentraia de sulf maxim a oelului; -Almax, concentraia de aluminiu maxim a oelului; -Vmax, concentraia de vanadium maxim a oelului.
2.3 Caracteristicile fizico-mecanice ale materialului Tabelul 2.3 Caracteristicile mecanice Caracteristici mecanice i tehnologice
Marca oelulu Clasa de calitate Limita de curgere Rp0,2[N/mm2]Rezistena la traciune Rm[N/mm2]Alungirea la rupere A[%]Diametrul dornului la ndoirea la rece la 180
Rezistena KCUJ/cm2Energia de rupere
TemperaturaCRVJ
OL37.12240360-440251,5069 2027
Unde: - Rm, rezistena la rupere, reprezint raportul dintre sarcina maxim Fmax suportat de ctre epruvet si aria A0 a seciunii transversale iniiale a epruvetei ;
- Rp0.2, limita de curgere conventional sau tehnic, reprezint efortul unitar corespunztor seciunii iniiale a epruvetei, pentru care lungirea specific remanent plastic, atinge valoarea prescris de 0.2%, care se meioneaz ca indice al efortului unitar ; - A5 , lungirea specifica la rupere standardizat; - KCU 300/2, reziliena Charpy pe epruveta cu cresttura n U, reprezint raportul dintre lucrul mecanic L necesar ruperii dintr-o singur lovitur a unei epruvete crestate n U i aria A0 a seciunii transversale iniiale a epruvetei date n dreptul crestturii; - HB, duritate Brinell, reprezinta raportul dintre sarcina de incercare aplicata F si aria urmei sferice, lasata de bila cu diametrul D, pe piesa de incercat;
- KV, duritate Vickers, reprezinta raportul dintre sarcina de incercare aplicata F si aria suprafetei laterale a urmei produse, aceasta fiind o piramida dreapta cu baza patrata cu diagonala d si cu un unghi la varf de 136 ca si penetratorul.
2.4 Criterii de alegere a semifabricatului Semifabricatul este o bucat de material sau o pies brut care a suferit o serie de prelucrri mecanice sau tehnice, dar care necesit n continuare alte prelucrri pentru a deveni o pies finit. Piesa finit rezult n urma prelucrrii semifabricatului cu respectarea tuturor condiiilor impuse prin desenul de execuie (form, dimensiune, toleran, calitatea suprafeelor). Semifabricatul supus prelucrrii prin achiere are una sau mai multe dimensiuni mai mari dect al piesei finite. Surplusul de material care trebuie ndeprtat de pe suprafaa semifabricatului poart denumirea de adaos de prelucrare. Un semifabricat bun are ct mai multe suprafee identice cu ale piesei finite, iar adaosul de prelucrare este redus la minimum. Principalele tipuri de semifabricate folosite la prelucrarea prin achiere sunt: buci debitate din produse laminate (bare, profile, srme); piese brute obinute prin turnare; piese brute forjate liber; piese brute forjate n matri (matriate); produse trase la rece. Din semifabricatele enumerate, unele sunt caracterizate de o precizie ridicat, cum ar fi cele matriate, cele presate, din pulberi i cele turnate (n special cele turnate sub presiune). Alegerea unui anumit tip de semifabricat este legat de seria de fabricaie. Semifabricatele turnate sau matriate nu pot fi folosite dect atunci cnd numrul pieselor de acelai tip prelucrat este mare. n cazul piesei Tij de manometru unde avem o producie individual vom alege ca semifabricat bar laminat 8.
2.5 Condiii tehnice (form , dimensiuni, poziia reciproc a suprafeelor) Condiiile tehnice de form ,dimensiunile i poziia reciproc a suprafeelor (fig. 1.2) sunt prezentate n tabelul 2.4 .Nr.crt.Tip suprafaDimensiuni
ToleraneRugozitate,
Ra Clasa de precizie(ISO) Obs.
S1Cilindricexterioar
151,212
12,510,execuie mijlocie STAS 2300-75
S2 Cilindric interioar
151,210/ 8conform STAS6,312,execuie mijlocie STAS 2300-75
S3 Plan
350,524
6,310,execuie mijlocie STAS 2300-75
S4Plan 300,5 / conform STAS6,310,execuie mijlocie STAS 2300-75
S5Plan
150,5/ 61
1,68,execuie mijlocie STAS 2300-75
S6Conic 5x55conform STAS6,312,execuie mijlocie STAS 2300-75
S7Cilindric interioar
6024
6,310,execuie mijlocie STAS 2300-75
Alte condiii tehnice : -clasa mijlocie STAS 2300/75; -calit revenit HRC 5052; -se va debavura;
2.6 Calculul adaosului de prelucrare Adaosul de prelucrare este surplusul de material care trebuie ndeprtat de pe suprafaa semifabricatului. Mrimea adaosului de prelucrare prevzut pe suprafaa semifabricatului ce urmeaz a se prelucra prin achiere nu este ntmpltoare. Dac adaosul este prea mic se poate ntmpla ca neregulariti, oxizi i crustele dure existente pe suprafaa semifabricatului s nu se nlture scule achietoare. Dac dimpotriv, adaosul de prelucrare este prea mare atunci, consum n plus energie, material, timp i scule achietoare i scula va rezulta la un pre mai mare.Ca regul general, adaosul de prelucrare trebuie s aib valoarea determinat cu formula:=+S++n care:- nlimea neregularitilor suprafeei care se prelucreaz;
- grosimea stratului degradat; - valoarea abaterilor spaiale; - erorile de aezare.innd seama de faptul c o suprafa de obicei necesit mai multe operaii succesive de prelucrare, adaosurile de prelucrare pot fi: totale, reprezentnd stratul de material necesar pentru efectuarea tuturor operaiilor de prelucrare mecanic pe suprafaa semifabricatului pn la obinerea piesei finite. intermediare, reprezentnd stratul de material ce se ndeprteaz la o singur operaie.Dac o pies este realizat prin urmtoarele operaii: strunire de degroare, strunjire de finisare i rectificare, adaosul de prelucrare total va fi o sum a adaosurilor intermediare:=+++Dup modul de dispunere adaosurile de prelucrare pot fi:a) simetrice, fiind prevzute pe suprafeele exterioare de rotaie i sunt raportate la diametrul suprafeei:b) =unde: -diametrul semifabricatului; -diametrul piesei finite;c) asimetrice, fiind prevzute numai pe una din suprafee sau avnd valori diferite pe suprafee opuse.
Calculul adaosurilor de prelucrareAdaosul total (pe lungime):=, unde:- lungimea semifabricatului, = 64 mm- lungimea piesei finite, = 60 mm=64-60= 4 [mm]
Adaosurile de prelucrare (intermediare, simetrice) sunt:===1 [mm]===0.25 [mm]Adaosul total simetric===1 [mm]
unde: -diametrul semifabricatului; - diametrul piesei finite;
CAPITOLUL 3 pROIECTAREA STRUCTURII PRELIMINARE I DETALIATE A PROCESELOR TEHNOLOGICE
3.1 Noiuni generale Alegerea operaiilor de prelucrare s-a fcut innd cont de condiiile tehnice specificate n desenul de execuie al piesei i semifabricatul adoptat. S-a avut n vedere prelucrarea simultan a mai multor suprafee cu un grup de scule. Traseul tehnologic de prelucrare s-a mprit astfel nct s-a obinut timpi de prelucrare ct mai apropiai pentru fiecare post de lucru.S-a avut n vedere prelucrarea simultan a mai multor suprafee cu un grup de scule. Traseul tehnologic de prelucrare s-a mprit astfel nct s-a obinut timpi de prelucrare ct mai apropiai pentru fiecare post de lucru.Operaii de prelucrare: gurire 1530mm, 2 guri echidistante dispuse pe diametrul 120,5 mm , conform desenului; alezare cu cuitul 60 x 24 mm.
3.2 calculul adaosului de prelucrare
Adaosul de prelucrare este surplusul de material care trebuie ndeprtat de pe suprafaa semifabricatului. Mrimea adaosului de prelucrare prevzut pe suprafaa semifabricatului ce urmeaz a se prelucra prin achiere nu este ntmpltoare. Dac adaosul este prea mic se poate ntmpla ca neregulariti, oxizi i crustele dure existente pe suprafaa semifabricatului s nu se nlture scule achietoare. Dac dimpotriv, adaosul de prelucrare este prea mare atunci, consum n plus energie, material, timp i scule achietoare i scula va rezulta la un pre mai mare.Ca regul general, adaosul de prelucrare trebuie s aib valoarea determinat cu formula:=+S++n care:- nlimea neregularitilor suprafeei care se prelucreaz;
- grosimea stratului degradat; - valoarea abaterilor spaiale; - erorile de aezare. innd seama de faptul c o suprafa de obicei necesit mai multe operaii succesive de prelucrare, adaosurile de prelucrare pot fi: totale, reprezentnd stratul de material necesar pentru efectuarea tuturor operaiilor de prelucrare mecanic pe suprafaa semifabricatului pn la obinerea piesei finite. intermediare, reprezentnd stratul de material ce se ndeprteaz la o singur operaie.Dac o pies este realizat prin urmtoarele operaii: strunire de degroare, strunjire de finisare i rectificare, adaosul de prelucrare total va fi o sum a adaosurilor intermediare:=+++Dup modul de dispunere adaosurile de prelucrare pot fi:d) simetrice, fiind prevzute pe suprafeele exterioare de rotaie i sunt raportate la diametrul suprafeei:e) =unde: -diametrul semifabricatului; -diametrul piesei finite;f) asimetrice, fiind prevzute numai pe una din suprafee sau avnd valori diferite pe suprafee opuse.
Calculul adaosurilor de prelucrareAdaosul total (pe lungime):=, unde:- lungimea semifabricatului, = 64 mm- lungimea piesei finite, = 60 mm=64-60= 4 [mm]
Adaosurile de prelucrare (intermediare, simetrice) sunt:===1 [mm]===0.25 [mm]Adaosul total simetric===1 [mm]
unde: -diametrul semifabricatului; - diametrul piesei finite;
3.3 Tehnologicitatea construciei Procesul tehnologic este procesul care cuprinde totalitatea operaiilor succesive de prelucrare la care este supus materia prim pn la obinerea produsului finit. Operaia este acea parte a procesului tehnologic efectuat de un muncitor sau de o echip de muncitori la un loc de munc cu utilajele i uneltele necesare cu scopul modificrii proprietilor fizico chimice a formei i dimensiunilor, netezimii i aspectului suprafeelor semifabricatului supus prelucrrii.Operaia este compus din una sau mai multe faze. Faza este o parte a operaiei tehnologice care se realizeaz ntr-o aezare i poziia piesei de prelucrat cu aceleai unelte de lucru i acelai regim de achiere. Stratul de material care trebuie nlturat de pe suprafaa piesei corespunztoare unei faze poate fi ndeprtat n una sau mai multe treceri ale sculei.Trecerea este o parte a fazei care se repet de mai multe ori, pstreaz neschimbat scula i regimul de achiere.n timpul fazelor de lucru se execut mnuirea reprezentnd totalitatea micrilor efectuate de ctre muncitor n timpul lucrului. Procesul tehnologic depinde de tipul de producie sau de fabricaie, astfel nct n cazul unei producii de serie mare sau mas, se utilizeaz metodele cele mai productive prin utilizarea utilajelor cu caracter specializat sau automatizat i SDV urilor speciale. n cazul piesei Tij de manometru avem o producie de unicate sau individual i se utilizeaz maini unelte i SDV uri cu caracter universal.
3.4 Determinarea regimurilor de achiere optime , a forelor , momentelor i puteri de aschiere La determinarea regimului de achiere am luat in calcul faptul c prelucrarea are loc cu mai multe scule simultane, de aceea durabilitatea sculelor trebuie s fie aceeai. Iniial regimul de achiere se poate lua din normativele de regimuri de achiere n vigoare. Valorile recomandate pentru prelucrrile obinuite , micorate ci 10-30 % pot constitui regimuri de achiere la prelucrarea pe maini agregat.
a) Stabilirea sculei achietoare : Prelucrarea celor ase guri se face prin burghiere, folosind patru burghie elicoidale STAS 870-87 din oel rapid cu urmtoarele caracteristici:-diametrul burghiului ;
-unghiul de nclinare a canalului de evacuare a achiilor (unghiul de degajare) ;
-unghiul de atac principal ;
-unghiul de atac secundar (ti secundar)
-unghiul de aezare ;
Materialul din care este confecionat semifabricatul este OLC45 STAS 880-88; Dimensiunile gurii ce urmeaz a fi prelucrat 2024 mm; Fluidul de rcire ungere utilizat: emulsie 20%;
Durabilitatea economic sculei achietoare pentru burghiul elicoidal cu D= 17,4 mm se recomand: Tec=18 [min], conform tabelului 1.3 Tabel 3.1Diametrul burghiului, D, mmMaterialul burghiului
Oel rapidPlcue din carburi meralice
Materialul de prelucrat
Oel Font Metale i aliaje neferoase
511151620714-2018-221225-3023-40-77-8
b) Stabilirea adncimii de achiere
Adncimea de achiere o aleg n funcie de rezistena sculei cu dimensiunile cele mai mici, numrul de treceri i de rigiditatea sistemului tehnologic. Se recomand ca adaosul de prelucrare s se ia la o valoare maxim admis de rezistena sculei pentru a micora numrul de treceri.
[mm]
c) Stabilirea avansul de lucru
Se alege la valoare maxim admis n funcie de rigiditatea sistemului tehnologicPentru alegerea avansului trebuie respectate urmtoarele cundiii: Smin