37842176 Auxiliar M4 Sisteme Si Tehnologii de Fabric a Tie

of 116
-
Upload
madateiubeste -
Category
Documents
-
view
228 -
download
0
Transcript of 37842176 Auxiliar M4 Sisteme Si Tehnologii de Fabric a Tie
-
8/8/2019 37842176 Auxiliar M4 Sisteme Si Tehnologii de Fabric a Tie
1/116
MINISTERUL EDUCAIEI, CERCETRII I TINERETULUI
AUXILIAR CURRICULAR
Profilul: Tehnic Nivelul: 3 Modulul: Sisteme i tehnologii de fabricaie
2008
-
8/8/2019 37842176 Auxiliar M4 Sisteme Si Tehnologii de Fabric a Tie
2/116
AUTOR:SPIRIDON DANIELA
- profesor grd. I, Grup colar Industrial Electroputere, Craiova
CONSULTAN CNDIPT: ASISTEN TEHNIC:
ROU DORIN, EXPERT CNDIPT WYG INTERNATIONAL IVAN MYKYTYN, EXPERT
hese materials were developed as part of the project EuropeAid/Technical Assistance for Institution Building in the TVET Sector, Romania Europe Aid/122825/D/SER/RO
A project funded by the European Union
CNDIPT
Profilul: TEHNIC Nivelul 3 Modulul 4: Sisteme i tehnologii de fabricaie2
-
8/8/2019 37842176 Auxiliar M4 Sisteme Si Tehnologii de Fabric a Tie
3/116
CuprinsCuprins ............................................................................................................. Introducere ....................................................................................................... Competene ..................................................................................................... Informaii profesori............................................................................................ Fia rezumat .............
................................................................................
....... Fia de rezumat a activitii.................................................
............................. Cuvinte cheie.....................................
............................................................... Glosar de termeni............................................................................................. Informaii elevi.................................................................................................. Activiti de nvare.......................................................................................... Test de evaluare iniial.................................................................................... Fia de documentare 1.................................................................................... Fia retroproiector 1.................................................................................... Activitate de nvar
e 1................................................................................... Fia de documentare 2................................................................................... Fia retroproiector 2................................................................................... Activitate de nvare 2................................................................................... Fia dedocumentare 3................................................................................... Activitate de nvare 3................................................................................... Fia de documentare 4................................................................................... Activitate de nvare4................................................................................... Fia de documentare 5................................................................................... Activitate de nvare 5................................................................................... Fia de documentare 6...........
........................................................................ Activitate de nvare 6................................................................................... Fia de documentare 7................................................................................... Activitate de nvare 7................................................................................... Fia de documentare 8................................................................................... Activitate de nvare 8................................................................................... Fia de documentare 9................................................................................... Activitate de nvare 9................................................................................... Fia de documentare 10.................................................................................. Activitate de nvare 10................................................
.................................. Fia de documentare 11.................................................................................. Activitate de nvare 11...
...............................................................................Fia de documentare 12.................................................................................. Activitate de nvare 12.................................................................................. Fia de documentare 13.................................................................................. Activitate de nvare 13.................................................................................. Fia de documentare 14.................................................................................. Activitate de nvare 14..................................................................................Profilul: TEHNIC Nivelul 3 Modulul 4: Sisteme i tehnologii de fabricaie
Pag. 3 5 6 8 10 11 12 13 14 15 16 17 18 19 20 21 22 23 25 26 27 28 29 30 32 34 35 36 40 41 42 43 44 45 46 47 48 49 51 52 553
-
8/8/2019 37842176 Auxiliar M4 Sisteme Si Tehnologii de Fabric a Tie
4/116
-
8/8/2019 37842176 Auxiliar M4 Sisteme Si Tehnologii de Fabric a Tie
5/116
Fia de documentare 15.................................................................................. Activitate de nvare 15.................................................................................. Fia de documentare 16.................................................................................. Activitate de nvare 16.................................................................................. Fia de documentare 17.................................................................................. Activitate de nvare 17............................
...................................................... Fia de documentare 18.....
............................................................................. Activitate de nvare 18.................................................................................. Fia de documentare 19.................................................................................. Activitate de nvare 19.................................................................................. Fia de documentare 20.................................................................................. Activitate de nvare 20.................................................................................. Fia de documentare 21.................................................................................. Activitate de nvare 21.................................................................................. Fia dedocumentare 22.................................................................
................. Activitate de nvare 22.................................................................................. Fia de documentare 23....................
.............................................................. Activitate de nvare23.................................................................................. Fia de documentare 24.................................................................................. Activitate de nvare 24.................................................................................. Fia de documentare 25.................................................................................. Folie retroproiector 3.................................................................................. Activitate de nvare 25.................................................................................. Fia de documentare 26.................................................................................. Activitate de nvare26..............................................................................
.... Fia de documentare 27.......................................................
........................... Activitate de nvare 27.................................
................................................. Soluionarea activitilor .........
......................................................................... Bibliografie........................................................................................................
56 58 60 62 65 67 72 75 76 77 78 81 82 85 87 91 93 94 95 96 97 98 99 100 101 102104 105 111
Profilul: TEHNIC Nivelul 3 Modulul 4: Sisteme i tehnologii de fabricaie
4
-
8/8/2019 37842176 Auxiliar M4 Sisteme Si Tehnologii de Fabric a Tie
6/116
Introducere
Modulul Sisteme i tehnologii de fabricaie se studiaz pe parcursul claselor a XII-at direct i a XIII - a rut progresiv de calificare, n vederea asigurrii pregtirii ge n viitorul domeniu de activitate. Modulul Sisteme i tehnologii de fabricaie se ree n cadrul urmtoarelor calificri: Tehnician n instalaii electrice, Tehnician operatortehnic de calcul, Tehnician mecatronist, Tehnician de telecomunicaii, Tehnician p
roiectant CAD, Tehnician operator telematic, Tehnician n automatizri, Tehnician mecanic pentru ntreinere i reparaii, Tehnician prelucrri mecanice, Tehnician electronist, Tehnician electrotehnist, Tehnician electomecanic, Tehnician energetician, tehnician electrician electronist auto, Tehnician tansporturi, Tehnician metrolog,Tehnician operator roboi industriali, Tehnician audio-video, Tehnician aviaie, Tehnician instalaii de bord, Tehnician prelucrri la cald, Tehnician prelucrari pe maini cu comand numeric, Tehnician construcii naval. Modulul face parte din trunchiul comun al culturii de specialitate, aria curricular Tehnologii i are alocate 47 de ore, din care: Laborator tehnologic 31 de ore teorie 16 ore Informaiile din acest auxiliar curricular sunt destinate elevilor i cadrelor didactice din nvmntul preuniveitar tehnic, n scopul pregtirii profesionale a elevilor i dezvoltrii capacitilor cars le permit dobndirea unei calificri superioare, de nivel 3 i a integrrii pe piaa m
i. Auxiliarul didactic ofer doar cteva sugestii metodologice i are drept scop orientarea activitii profesorului i stimularea creativitii lui n proiectarea/ desfurareluarea activitii didactice. Prin coninutul auxiliarului se dorete sporirea interesului elevului pentru formarea abilitilor din domeniul tehnic prin implicarea lui interactiv n propria formare. Activitile propuse elevilor, exerciiile i rezolvrile loresc atingerea majoritii criteriilor de performan respectnd condiiile de aplicabilitacuprinse n Standardele de Pregtire Profesional. Auxiliarul curricular poate fi folositor n predarea modulului Sisteme i tehnologii de fabricaie, coninnd folii transpte, fie de documentare, fie de lucru pentru activiti practice, teste de evaluare. Sugestiile pentru activitile cu elevii sunt n concordan cu stilurile de nvare ale ac: vizual, auditiv i practic. Alegerea activitilor s-a fcut innd seama de nivelul denotine al elevilor, enunurile fiind formulate ntr-un limbaj adecvat i accesibil. Activitile propuse pot fi evaluate folosind diverse tehnici i instrumente de evaluare:
probe orale, scrise, practice, observarea activitii i comportamentului elevului consemnat n fie de evaluare, fie de feed-back i de progres a elevului. Rezultatele activitilor desfurate i ale evalurilor, colectate att de profesor ct i de elev, trebuiorganizate astfel nct informaiile s poat fi regsite cu uurin. Prezentul auxiliarc nu acoper toate cerinele cuprinse n Standardul de Pregtire Profesional pentru carea fost realizat. Prin urmare, el poate fi folosit n procesul instructiv i pentru evaluarea continu a elevilor. ns, pentru obinerea Certificatului de calificare, estenecesar validarea integral a competenelor din SPP, prin probe de evaluare conformecelor prevzute n standardele respective.Profilul: TEHNIC Nivelul 3 Modulul 4: Sisteme i tehnologii de fabricaie 5
-
8/8/2019 37842176 Auxiliar M4 Sisteme Si Tehnologii de Fabric a Tie
7/116
CompetenePrin parcurgerea modulului se urmrete dobndirea unor abiliti i deprinderi n alegerenaliza sistemelor de fabricaie, pe baza unor criterii de evaluare i analiz specificate, precum i de corelare a sistemelor de fabricaie cu alte aspecte ale planificriii controlului n industriile productoare. Modulul ofer elevilor posibilitatea de adaptare la cerinele pieii muncii i la dinamica evoluiei tehnologice de a-i forma competene de baz n legtur cu modul de utilizare a sistemelor flexibile de fabricaie n ind
iile productoare. Unitatea de competen relevant pentru modul este:
15. Sisteme i tehnologii de fabricaie - 15.1. Alege sistemul i tehnologia de fabricaie. - 15.2. Analizeaz sisteme i tehnologii de fabricaie. -
1 credit
15.3. Stabilete legtura ntre sistemele de fabricaie i aspectele planificrii i contrui.
Obiective
Prin activitile pe care le propunem, urmrim ca la sfritul activitilor de nvare ecapabili: O.1. S descrie mediul industrial; O.2. S explice modul de utilizare a sistemelor de fabricaie n industriile productoare; O.3. S evalueze sistemele i tehnologiile de fabricaie pe baza criteriilor economice, de calitate i de competitivitate; O.4. S identifice componentele sistemelor de fabricaie: concurena, sincronizareapartajarea resurselor; O.5. S identifice fenomenele ce au loc ntr-un proces de fabricaie; O.6. S aplice metodele de analiz a sistemelor de fabricaie O.7. S identificecriteriile de analiz a sistemelor de fabricaie; O.8. S justifice alegerea criteriilor de analiz a sistemelor de fabricaie; O.9. S identifice procesele sistemelor de fabricaie; O.10. S explice influena aspectelor planificrii i contolului asupra sistemelor de fabricaie;
Profilul: TEHNIC Nivelul 3 Modulul 4: Sisteme i tehnologii de fabricaie
6
-
8/8/2019 37842176 Auxiliar M4 Sisteme Si Tehnologii de Fabric a Tie
8/116
Pentru realizarea acestor obiective vom avea n vedere urmtoarele coninuturi: Mediulindustrial: tipuri de produse, moduri i tipuri de producie, tipuri de fabricaie. Metode de integrare sistemic a ntreprinderii: sisteme de fabricaie inteligente, sisteme de fabricaie holonice, sisteme de fabricaie bionice. Criterii de evaluare a utilizrii sistemelor de fabricaie: economic, de calitate, de competitivitate Componente ale sistemelor de fabricaie: concurena, sincronizarea, partajarea resurselor,interaciuni ntre componente. Fenomene stocastice ce au loc: defectarea i repararea
mainilor, variaia timpilor de prelucrare. Tehnici de simulare a funcionrii sistemelor flexibile de fabricaie Criterii de analiz a sistemelor de fabricaie: ergonomie, evaluarea riscului, rezultatul activitii, atribuiile locului de munc, tipuri de echipamente, tehnologii de fabricaie. Procese n sistemele de fabricaie: prelucrarea, controlul, stocarea, manipularea, transportul, comanda, conducerea. Aspecte ale planificrii i controlului: planificarea produciei, controlul calitii, sntatea i securmuncii, tehnologia informaiei n realizarea sistemelor de fabricaie.
Profilul: TEHNIC Nivelul 3 Modulul 4: Sisteme i tehnologii de fabricaie
7
-
8/8/2019 37842176 Auxiliar M4 Sisteme Si Tehnologii de Fabric a Tie
9/116
Informaii pentru profesoria. Relaia dintre competenele modulului, obiective i activitile de nvare Competeneve Activiti de nvare Testare iniialFD 1 FR 1 FD 2 FR 2 FD 3 FD 4 FD 5 FD 6 A1 A2
Temeo o o o o o o o o o o o o o Testare iniial Tipuri de produse; Moduri de producie Ti
puri de producie; Tipuri de fabricaie Conceptul de sistem integrat de producie (CIM) Structura sistemelor flexibile de fabricaie Caracteristicile sistemelor de fabricaie inteligente Tipuri de sisteme inteligente Sisteme de fabricaie holonice Sisteme de fabricaie bionice Criterii economice de evaluare a utilizrii sistemelor defabricaie Criterii cantitative de evaluare a utilizrii sistemelor de fabricaie Criterii de evaluare a utilizrii sistemelor de fabricaie sub aspect calitativ i competitiv Componente ale sistemelor de fabricaie: concurena, sincronizarea, partajarea resurselor, interaciuni ntre componente. Sisteme i metode de organizare a reparrii utilajelor Planificarea reparrii utilajelor Tehnici de modelare a sistemelor de fabricaie prin intermediul reelelor PETRI Ergonomie. Evaluarea riscului din prisma condiiilor de munc i de mediu. Rezultatele activitii Atribuiile locului de munc. Tipue echipamente. Simboluri utilizate pentru reprezentarea unui sistem automat de f
abricaie (SAF) Moduri de organizare a fluxurilor de prelucrare n SAF 8O.1.
A3 A4 A5 A6 A7 A8 A9 A 10 A 11 A 12 A 13
C.15.1.
O.2.
FD7 FD 8 FD 9 FD 10 FD 11
O.3.
FD 12 FD 13
o
O.4.
FD 14 FD15 FD16
A 14 A 15 A 16 A 17o o o o o
O.5.C.15.2.
O.6.
FD17
FD 18
A 18 A 19 A 20
O.7. O.8.
FD 19 FD 20 o o o o
C15.3.
-
8/8/2019 37842176 Auxiliar M4 Sisteme Si Tehnologii de Fabric a Tie
10/116
O.9.
FD 21
A 21
o
Profilul: TEHNIC Nivelul 3 Modulul 4: Sisteme i tehnologii de fabricaie
-
8/8/2019 37842176 Auxiliar M4 Sisteme Si Tehnologii de Fabric a Tie
11/116
FD 22 FD 23 FD 24 FD 25 FD 26 O.10. FD 27
A 22 A 23 A 24 A 25 A 26 A 27
o o o o o o o
Transferul n SAF Aspecte mecanice i constructive ale transferului n SAF Magazii de
stocare Funciile de control ale SAF Comanda SAF Conducerea SAF Planificarea productiei
b. Sugestii metodologice Procesul de nvare trebuie s aib un caracter activ i centrate elev. Acesta trebuie s cuprind activiti de prelucrare a materiei nvate, care treblegat de ceea ce elevul tie deja. Sarcinile trebuie s fie autentice, stabilite n context semnificativ i legate de viaa real. Ele nu trebuie s implice doar repetarea unor lucruri, deoarece acest lucru duce la nvarea de suprafa i nu la nvarea de prsorul are libertatea de a dezvolta anumite coninuturi i de a le ealona n timp. Rezultatele activitilor desfurate i ale evalurilor colectate att de ctre profesor ct lev, opiniile elevilor privind activitile desfurate, planurile de aciune, comentariiale profesorului privind atitudinea i rezultatele elevului trebuie strnse i organiz
ate ntr-un anumit loc, astfel nct informaiile s poat fi regsite cu uurin. Pentrui dezvoltarea la elevi a competenelor vizate de parcurgerea modulului, recomandm ca n procesul de nvarepredare s se utilizeze cu precdere metode bazate pe aciune, cfi: efectuarea unor lucrri de laborator, realizarea unor miniproiecte din domeniul calificrii Combinarea metodelor de mai sus cu metode explorative (observarea direct, observarea independent), metode expozitive (explicaia, descrierea, exemplificarea) poate conduce la dobndirea de ctre elevi a competenelor specifice calificrii.Elaborarea i prezentarea unor referate interdisciplinare a cror documentare se obine prin navigarea pe Internet, implicarea elevilor n diverse exerciii de documentare, sunt alte exemple de activiti de nvarepredare care pot fi utilizate.
Profilul: TEHNIC Nivelul 3 Modulul 4: Sisteme i tehnologii de fabricaie
9
-
8/8/2019 37842176 Auxiliar M4 Sisteme Si Tehnologii de Fabric a Tie
12/116
Fia de rezumatTitlul modulului: Sisteme i tehnologii de fabricaie Numele elevului: Data nceperii:Competena Activitatea de nvare O.1. 15.1. Alege sistemul i tehnologia de fabricaie..2. A1, A2, A3, A4 A5, A6, A7 A8, A9, A10 O.3. O.4. 15.2. Analizeaz sisteme i tehnologii de fabricaie. O.5. O.6. O.7. O.8. 15.3. Stabilete legtura ntre sistemele de fabe i aspectele planificrii i controlului. O.9. A21, A22, A23 A24, A25, A26 O.10. A27 A11, A12, A13 A14 A15, A16 A17 A18, A19, A20 Data finalizrii: Data ndeplinirii
(data la care obiectivele nvrii au fost ndeplinite)
Verificat(semntura profesorului)
Profilul: TEHNIC Nivelul 3 Modulul 4: Sisteme i tehnologii de fabricaie
10
-
8/8/2019 37842176 Auxiliar M4 Sisteme Si Tehnologii de Fabric a Tie
13/116
Fia de rezumat a activitiiCompetena Activitatea de nvare Obiectivele nvrii Realizat
Comentariile elevului
Comentariile profesorului
Comentariile elevuluiDe exemplu: ce le-a plcut referitor la subiectul activitii; ce anume din subiectulactivitii li s-a prut a constitui o provocare. ce mai trebuie s nvee referitor laectul activitii. ideile elevilor referitoare la felul n care ar trebui s-i urmreascectivul nvrii.
Comentariile profesoruluiDe exemplu: comentarii pozitive referitoare la ariile n care elevul a avut rezultate bune, a demonstrate entuziasm, s-a implicat total, a colaborat bine cu ceilali. ariile de nvare sau alte aspecte n care este necesar continuarea dezvoltrii.stabilit elevul i profesorul c ar trebui s fac elevul n continuare lund n consideradeile elevului despre cum le-ar plcea s-i urmeze obiectivele nvrii.
Profilul: TEHNIC Nivelul 3 Modulul 4: Sisteme i tehnologii de fabricaie
11
-
8/8/2019 37842176 Auxiliar M4 Sisteme Si Tehnologii de Fabric a Tie
14/116
Cuvinte cheie
Produse finite Materii prime Semifabricate Producie Fabricaie Sistem inteligent Sincronizare Flexibilitate Adaptabilitate Interaciune Productivitate Amplasare Partajare Transfer Stocare Manipulare Prelucrare Control Comand Planificare Optimizare
Profilul: TEHNIC Nivelul 3 Modulul 4: Sisteme i tehnologii de fabricaie
12
-
8/8/2019 37842176 Auxiliar M4 Sisteme Si Tehnologii de Fabric a Tie
15/116
Glosar de termeni TERMEN Producie flow shop Producie job shop Flexibilitatea sistemelor Integrare sistemic Holon Modelon Intreprindere fractal Fabricaie agil Metodologie top - down Fenomene stocastice Mentenan SEMNIFICAIE Toate produsele se deplaseaz intr-o singura direcie Produsele se pot deplasa n diferite direcii Exprim disponibilitatea unui sistem de a se modifica n vederea adaptrii la noile sarcini de producie. Interaciune dinamic ntre sistemul care se integreaz i sistemul care integreaz. Desemneaz ceva ce est
simultan i ntreg i parte Modelonul poate sta la baza relaiilor ntreg/parte, a operaior de autodecizie, poate asigura integrarea i armonia unitilor autonome. Descrie organisme i structuri din natur care ajung la forme complexe prin utilizarea unui numr mic de elemente care se autoimit. Reconfigurarea rapid a ntreprinderii, carspuns la schimbri brute i impredictibile n compoziia produciei cerute i la evoluia mediulla ntreg la componente Fenomene care se produc ntmpltor Ansamblul tuturor aciunilortehnice i organizatorice care se execut asupra instalaiilor i componentelor acestorapentru meninerea sau restabilirea capacitii de a-i ndeplini funcia pentru care au ft proiectate. Reducerea duratei de la comanda clientului pn la expedierea produsului, prin eliminarea pierderilor. Modul de dispunere a mainilor, utilajelor , echipamentelor nc din faza de proiectare a sistemului de fabricaie. Acestea sunt elemente care, prin tipizarea lor, confer flexibilitatea necesar n realizarea operaiilor d
e depozitare, transport i alimentare a posturilor de lucru, fcnd ca, din acest punct de vedere, diferitele piese s se comporte ca una singur. Band transportoare Magazie de stocare a pieselor
Lean manufacturing Concepie uzinal Paletele de piese
Conveior Buffer
IMPORTANT PENTRU ELEVI ! Dac o s ntlnii i ali termeni al cror sens nu l cunoataiet i informai-v consultnd dicionarul sau ntrebai-v profesorul. Ataai glosarula portofoliul vostru.
Profilul: TEHNIC Nivelul 3 Modulul 4: Sisteme i tehnologii de fabricaie
13
-
8/8/2019 37842176 Auxiliar M4 Sisteme Si Tehnologii de Fabric a Tie
16/116
Informaii pentru eleviElevii i vor dezvolta competenele individuale precizate n cadrul acestui modul prinrealizarea activitilor de nvare propuse. Activitile de nvare trebuie s le ofereazia de a se autoevalua, de a corecta, de a discuta cu colegii, de a primi reaciaprofesorului, precum i de a face alte verificri de conformitate cu realitatea. nvacentrat pe elev va oferi elevilor o mai mare autonomie i un control sporit cu privire la disciplinele de studiu, la metodele de nvare i la ritmul de studiu. Elevii vo
r avea un control sporit asupra nvrii prin asumarea responsabilitii cu privire la cece se nva, modul cum se nva i de ce, momentul cnd se nva. Elevii i vor asumaresponsabilitate n contextul nvrii, i vor aleage n mod activ scopurile pentru admirea propriei nvari. Elevii nu se mai pot baza pe faptul c profesorul le va spune ce,cum, unde i cnd s gndeasc. Ei sunt cei care trebuie s nceap s o fac. Rezultatelr desfurate i ale evalurilor colectate att de ctre profesor ct i de ctre elev, oplevilor privind activitile desfurate, planurile de aciune, comentarii ale profesorului privind atitudinea i rezultatele elevului trebuie strnse i organizate, astfel nct informaiile s poat fi regsite cu uurin. Pentru elevi, aceste tipuri de dovezi, altualte experiene pe care le pot avea, precum practica la locul de munc, pot fi colectate ntr-un portofoliu, constituind dovezi ale progresului i ale atingerii competenelor.
Profilul: TEHNIC Nivelul 3 Modulul 4: Sisteme i tehnologii de f
-
8/8/2019 37842176 Auxiliar M4 Sisteme Si Tehnologii de Fabric a Tie
17/116
Activiti de nvareActivitile din fiecare bloc al modulului sunt o evaluare diagnostic menit s evidenieze ceea ce elevii cunosc n legtur cu subiectul. Fiecare activitate va nceape pe o pagin nou pentru a facilita copierea. Fiecare activitate cuprinde un titlu care ofer urmtoarele informaii: Denumirea activitii; Denumirea modulului i orice alte referine
ministrative; Denumirea unitii de nvare; Timpul alocat efecturii activitii; Obiectctivitii exprimat ntr-un limbaj simplu; Spaiu pentru a scrie numele elevului; Spaiu pentru a scrie data.
Profilul: TEHNIC Nivelul 3 Modulul 4: Sisteme i tehnologii de fabricaie
15
-
8/8/2019 37842176 Auxiliar M4 Sisteme Si Tehnologii de Fabric a Tie
18/116
Unitatea de nvare: Mediul industrial Tema: Evaluare iniial Data: Durata activitii:in. Numele elevului:
Obiectiv: Prin aceast activitate dorim s vedem n ce msur cunotinele tale anterioarefi valorificate n cadrul urmtoarelor activiti. Subiectul I (30 puncte) ncercuii varnta corect de rspuns: 1. Fabricaia reprezint: a.) ansamblul aciunilor de evaluare a rezultatelor procesului de producie; b) o activitate de producie care transform mate
riile prime n produse finite de un nivel calitativ ct mai ridicat i cu costuri ct mai reduse. c) aciunea de declanare a activitii lucrtorilor din cadrul ntreprinderii.Procesele de baz au ca scop: a) transformarea diferitelor materii prime i materiale n produse finite; b) prestarea unor servicii care nu constituie activitatea principal a ntreprinderii; c) asigurarea condiiilor organizatorice i de deservire a procesului de producie; 3. Pot fi considerate iesiri n cadrul unui proces de productie : a) resursele umane ale ntreprinderii; b) produsele finite; c) resursele financiare. Subiectul II (30 puncte) Stabilii valoarea de adevr a urmtoarelor afirmaii,notnd A(adevrat) sau F(fals) n spaiile indicate :
1. Un atelier de productie este o subunitate componenta a unui loc de munc. 2. Prin amplasare n organizarea produciei - se nelege dispunerea n spaiu a
locurilor de munc Subiectul III (30 puncte) n coloana A sunt indicate componente ale procesului de producie, iar n coloana B caracteristici ale acestora. Realizai ocoresponden ntre cifrele din coloana A i literele din coloana B:A 1. Materiale auxiliare 2. Semifabricate 3. Produse finite B a. Totalitatea resurselor naturale sau artificiale; b. Rezult n urma desfurrii unui proces tehnologic corespund unor norme de calitate; c. Sunt resurse care intr n procesul de produciefr s se regseasc n produsul realizat; d. Produse cu un anumit grad de prelucrare carse obin ntr-o faz intermediar a unui proces tehnologic;
3. Volumul produciei este mic la producia de mas.
Toate subiectele sunt obligatorii. Se acord 10 puncte din oficiu.Profilul: TEHNIC Nivelul 3 Modulul 4: Sisteme i tehnologii de fabricaie 16
-
8/8/2019 37842176 Auxiliar M4 Sisteme Si Tehnologii de Fabric a Tie
19/116
FIA DE DOCUMENTARE 1 MEDIUL INDUSTRIALTipurideproduse
Definiie
Unprodusesteunansambluindustrialdestinatutilizrii.
El poate fi: Produs finit: ansamblu industrial pregtit pentru utilizare ce face parte din catalogul ntreprinderii Produs semifinit: ansamblu care intr n componena unui produs maicomplex, putnd fi comercializat i individual ca pies de schimb
Un produs industrial se poate realiza astfel: n variante: alegerea este obligatorie; cu opiuni: alegerea nu este obligatorie; ca accesoriu: opiune montat n afara uzinei.
OBSERVAIE
Pentru UTILIZATOR
Pentru INTREPRINDERE
Produsul reprezint mijlocul desatisfacere a unei necesiti
Produsul reprezint rezultatul unui
proces.
Profilul: TEHNIC Nivelul 3 Modulul 4: Sisteme i tehnologii de fabricaie
17
-
8/8/2019 37842176 Auxiliar M4 Sisteme Si Tehnologii de Fabric a Tie
20/116
Folie retroproiector 1
CLASIFICAREA PRODUSELOR-simple
ELEMENTARE
-puine componente
cuie
-complexitate mic
STANDARDDESTINAIE
-n puine variante i-produse variate
electrocasnice nclminteCOMPLEXE
-diverse moduri de obinere -numeroase variante, opiuni accesoriicomplexitate mare -fabricaie de unicat sau serie foarte mic -exist nomenclator
automobile
COMPLEXECU MAREVALOARE ADUGAT
imobile
ProdusetipV
-numr restrns de materii prime -gam mare de produse finite -corespund industriilortip proces -nu exist nomenclatoare -componente numeroase -gam mic de produse finite-corespund produselor asamblate n mod clasic -nomenclator important -componentecomune -numeroase produse finite asamblate -corespund produselor asamblate n modmodern nomenclator important -tip derivat al produselor T
MODULDEOBINERE
ProdusetipA
ProdusetipTProdusetipX
-se obine prin combinarea produselor A i V d l l 18
Profilul: TEHNIC Nivelul 3 Modulul 4: Sisteme i tehnologii de fabricaie
-
8/8/2019 37842176 Auxiliar M4 Sisteme Si Tehnologii de Fabric a Tie
21/116
Activitatea 1Unitatea de nvare: Mediul industrial Tema: Tipuri de produse Data: Durata activitii:15 min Numele elevului:
Obiectiv: Prin aceast activitate vei identifica caracteristicile diferitelor tipuri de produse. TEST DE AUTOEVALUARE Aplicaia 1 Completai schema de mai jos, astfelnct s definii noiunea de produs din punctul de vedere al utilizatorului, respectiv a
l ntreprinderii:
PentruUTILIZATOR
PentruNTREPRINDERE
Aplicaia 2 Urmrind clasificarea produselor dup modul de obinere, completai enunurilee mai jos: a) Produsele tip A au o gam ................ de produse finite. b) Pro
dusele tip ........ corespund produselor asamblate n mod clasic. c) Produsele tip.........se obin prin combinarea produselor A i V. Aplicaia2 Realizai o corespondenre cele trei coloane astfel nct s evideniai clasificarea produselor dup destinaie:A. COMPLEXE a. Complexitate mic; Variante n puine; b. Complexitate mare; Fabricaie deunicat sau serie foarte mic; c. Produse variate; Diverse moduri de obinere; Variante numeroase; Opiuni accesorii; d. Simple; Puine componente ; 1. automobile
B. ELEMENTARE
2. cuie
C. COMPLEXE CU MARE VALOARE ADUGAT
3. electrocasnice
D. STANDARD
4. imobile
Profilul: TEHNIC Nivelul 3 Modulul 4: Sisteme i tehnologii de fabricaie
19
-
8/8/2019 37842176 Auxiliar M4 Sisteme Si Tehnologii de Fabric a Tie
22/116
FIA DE DOCUMENTARE 2Moduri de producieModul de producie al unui produs se caracterizeaz, n principal prin combinaia dintrecantitatea de produse de fabricat lansat deodat i fluxul procesului de producie.Modurile de producie sunt: Producia continu flow-shop. o se mai numete i produciear. o posturile de lucru sunt dispuse n linie, ceea ce necesit o bun echilibrare, vitez regulat de transformare i transfer, sistem de aprovizionare eficient. o produse
le sufer o aceeai secven de operaie, avnd, eventual, timpi operativi diferii. o prol de transformare a materiei prime nu trebuie s se ntrerup ntre dou posturi de lucruconsecutive, adic fr stocri intermediare ntre posturi. o se impune o automatizare puternic i investiii considerabile. o se recurge la acest sistem atunci cnd volumul produciei este mare i exist o bun stabilitate a cererii. o Este specific industriei siderurgice, petrochimice. Producia discontinu job-shop o se mai numete i producie neliar sau discret. o posturile de lucru sunt n ordine variabil, n funcie de procesul teologic. o produsele se realizeaz n n ateliere formate din uniti de transformare distincte. o procesul de transformare a materiei prime poate fi ntrerupt pentru a permite reluarea produselor semifabricate. o este specific industriei mecanice.
Profilul: TEHNIC Nivelul 3 Modulul 4: Sisteme i tehnologii de fabricaie
20
-
8/8/2019 37842176 Auxiliar M4 Sisteme Si Tehnologii de Fabric a Tie
23/116
Folie retroproiector 2
Principalele caracteristici ale produciei de serieProducia de serie Caracteristici Produse realizate Rspuns la cererile pieii Previziuni Mijloace de producie Flux de producie Mna de lucru Calitatea produselor Costulproduciei multiplu, n numr mic la cerere pe termen scurt universale, mare flexitate discontinuu policalificat Bun i foarte bun important unice, n numr mare prin pr
ram de fabricaie pe termen lung i mediu specializate, mare productivitate continuupuin calificat suficient de bun acceptabil Serie mic i mijlocie Serie mare
ComparaientreceletreitipurideproducieCaracteristici Tipul de producie Producia de mas Producia de serie Nomenclatorul deproduse Volumul de producie din fiecare tip de produsFoartemare Relativmare scadepemsur cesetrecedela seriamarespre seriami
Gradul de specializare a locurior de muncSpecializate tehnologic Specializate(la seriamare)i universale(la seriamijlociee
Forma de deplasare a obiectelor munciiBucatcubucat Individual(la seriamare)ipe loturi(laseria mijlocieimic) I
Producia individual
Redus,uneorichiar unsingurfelde produs Relativmare cretepemsurce setrere
Profilul: TEHNIC Nivelul 3 Modulul 4: Sisteme i tehnologii de fabricaie
21
-
8/8/2019 37842176 Auxiliar M4 Sisteme Si Tehnologii de Fabric a Tie
24/116
Activitatea 2Unitatea de nvare: Mediul industrial Tema: Moduri de producie Data: Durata activitii20 min Numele elevului:
Obiectiv: Prin aceast activitate vei caracteriza modurile de producie. Aplicaia 1 Completai spaiile punctate cu expresiile corespunztoare: a) Modul de producie al unuiprodus se caracterizeaz prin combinaia dintre ...................................
...................... i ........................................................
............. . b) Producia continu se caracterizeaz prin dispunerea posturilor delucru n..................................... . c) Producia discontinu se caracterizeaz prin dispunerea posturilor de lucru n ordine............................ . Aplicaia 2 Realizai o coresponden prin sgei ntre modurile de producie (continu i dicaracteristicile acestora:Sistem de aprovizionare eficient Produsele se realizeaz n ateliere formate din uniti de transformare distincte. Volum mare de producie
Podusele au aceeai secven de operaie
Producia continu
Procesul de transformare a materiei prime poate fi ntrerupt
Producia discontinu
Procesul de producie se desfoar fr stocri intermediare ntre posturi
Activitatea 3 Indicai modurile de producie caracteristice fiecrui mediu industrialredat n imaginile urmtoare:
........................................ Profilul: TEHNIC Nivelul 3 Modulul 4: Sisteme i tehnologii de fabricaie
...............................
...........................
22
-
8/8/2019 37842176 Auxiliar M4 Sisteme Si Tehnologii de Fabric a Tie
25/116
FIA DE DOCUMENTARE 3Prin tip de producie se nelege o stare organizatoric i funcional a ntreprinderii,inat de: nomenclatura produselor fabricate; volomul produciei executate pe fiecarepoziie din nomenclatur; gradul de specializare a ntreprinderii, seciilor i locurilde munc; modul de deplasare a diferitelor materii prime, materiale, semifabricate de la un loc de munc la altul. n funcie de aceti factori se disting: Producia unitar (individual) Producia de serie. n funcie de mrimea lotului: Producie de serie m
ucie de serie mijlocie Producie de serie mare Producia de mas Tipul de producie des Se caracterizeaz prin urmtoarele: fabricarea unei nomenclaturi reduse de produsn mod nentrerupt i n cantiti mari sau foarte mari; specializare nalt att la niverilor de munc, ct i la nivelul ntreprinderii; deplasarea produselor de la un loc demunc la altul se face bucat cu bucat, n mod continuu cu ajutorul unor mijloace de transport specifice, cu deplasare continu de felul benzilor rulante, conveiere sauplanuri nclinate; din punct de vedere organizatoric, locurile de munc i fora de muncce le utilizeaz au un grad nalt de specializare fiind amplasate n succesiunea operaiilor tehnologice sub forma liniilor de producie n flux; creeaz condiii foarte bune pentru folosirea pe scar larg a proceselor de producie automatizate, cu efecte deosebite n creterea eficienei economice a ntreprinderii.
Tipuri de producie
Tipul de producie de serie Se caracterizeaz prin urmtoarele: fabricarea unei nomenclaturi relativ larg de produse, n mod periodic i n loturi de fabricaie de mrime maremica sau mijlocie; gradul de specializare al ntreprinderii sau locurilor de munc este mai redus dect la tipul de serie mare, fiind mai ridicat sau mai sczut n funciede mrimea seriilor de fabricaie;
Profilul: TEHNIC Nivelul 3 Modulul 4: Sisteme i tehnologii de fabricaie
23
-
8/8/2019 37842176 Auxiliar M4 Sisteme Si Tehnologii de Fabric a Tie
26/116
deplasarea produselor de la un loc de munc la altul se face cu mijloace de transport cu deplasare discontinu (pentru seriile mici de fabricaie) -crucioare, electrocare, etc. sau cu mijloace cu deplasare continu, pentru seriile mari de fabricaie;
locurile de munca sunt amplasate dup diferite criterii n funcie de mrimea seriilor de fabricaie. Astfel, pentru serii mari de fabricate locurile de munc sunt amplasate dup criteriul liniilor tehnologice, iar pentru seriile mici de fabricaie dup criteriul grupelor omogene de maini.
Tipuldeproducieunitar(individual) Se caracterizeaz prin urmtoarele: fabricarealaturi foarte largi de produse, n cantiti reduse, uneori chiar unicate; repetarea fabricrii unor produse are loc la intervale de timp nedeterminate, uneori fabricare acestora putnd s nu se mai repete niciodat; utilajele din dotare au un caracter universal, iar personalul care le utilizeaz o calificare nalt; deplasarea produselorntre locurile de munc se face bucat cu bucat sau n loturi mici de fabricaie, cu ajurul unor mijloace de transport cu deplasare discontinu; amplasarea locurilor de m
unc n seciile de producie se face conform principiului grupelor omogene de maini. Practica arat c n cadrul ntreprinderilor de producie industrial nu exist un tip sau alde producie n formele prezentate, ci n cele mai multe cazuri pot s coexiste elementecomune din cele trei tipuri de producie Teoretic, tipul de producie se poate determina calculnd coeficientul tipului de
producie (K), dup urmtoarea relaie:unde : Ri = ritmul productiei pentru un produs de tip i;
K
Ri ti
ti = timpul necesar pentru fabricarea unei uniti din produsul i; ncadrarea ntr-un anumit tip de producie, n funcie de mrimea acestui coeficient se face astel: - pentruproducia de mas: K=1 - pentru producia de serie mare: 1
-
8/8/2019 37842176 Auxiliar M4 Sisteme Si Tehnologii de Fabric a Tie
27/116
Activitatea 3Unitatea de nvare: Mediul industrial Tema: Tipuri de producie Data: Durata activitii20 min Numele elevului:
Obiectiv: Prin aceast activitate vei diferenia tipurile de producie.
FI DE LUCRU
Aplicaia 1 Completai schema de mai jos astfel nct s evideniai principalele tipuri doducie:
Aplicaia 2 Selectai urmtoarele caracteristici dup apartenena lor la tipul de producimarcnd un x n dreptul tipului de producie corespunztor: Tipul de producie Produciaoducia de Producia de mas serie individual Caracteristici Nomenclator foarte mare deproduse Volum de producie foarte mare Forma de deplasarea a obiectelor muncii seface pe loturi Locuri de munc specializate tehnologic Forma de deplasarea a obiectelor muncii se face bucat cu bucat Aplicaia 3 Grupai dup cele dou categorii ale pruciei de serie, caracteristicile enumerate mai jos, notnd cifrele corespunztoare n spaiile indicate: Caracteristici : 1. flux de producie continuu; 2. calitatea produselor- bun i foarte bun; 3. mijloace de producie universale, de mare flexibilitate;
4. mna de lucru policalificat; 5. costul produciei acceptabil; 6. produse unice, numr mare; 7. previziuni pe termen scurt;Profilul: TEHNIC Nivelul 3 Modulul 4: Sisteme i tehnologii de fabricaie Producia deserie mic i mijlocie: ........................
Producia de serie mare: .......................
25
-
8/8/2019 37842176 Auxiliar M4 Sisteme Si Tehnologii de Fabric a Tie
28/116
FIA DE DOCUMENTARE 4Tipuri de fabricaie Tipul de fabricaie poate defini relaiile ntreprindere-client. Sedisting trei tipuri de fabricaii:
Fabricaia la comand: - nceperea fabricaiei unui anumit produs are loc n urmaunei comenzi ferme din partea unui client.
Caracteristici:o o o o
privete produsele costisitoare, speciale sau prototipurile. produsul nu este disponibil n momentul comenzii i necesit un timp de realizare. preul nu este fixat, negociindu-se la efectuarea comenzii. Ex: imobile, construcii navale, etc.
Fabricaia pentru stocare: - specific ntreprinderilor care estimeaz cprodusele realizate vor fi vndute ntr-o perioad viitoare, dinainte planificat.
Caracteristici:o o o o o privete produse puin costisitoare sau de uz general, fabricate n cantitat
e mare. produsul este disponibil imediat vnzrii. Preul este fixat n catalog. produciaeste de cele mai multe ori de mas. Ex: electrocasnice, aparate audio-video, etc.
Fabricaia mixt: specific ntreprinderilor care doresc s-i mbunteascperformanele fa de clieni.
Caracteristici:o o deriv din fabricaia la comand, scopul urmrit fiind acela de reducere a termenelor de realizare. produsele sunt concepute astfel nct personalizarea acestora s fie realizat n momentul comenzii, prin asamblarea unor subansamble modulare fabricate anterior, conform fabricaiei pentru stocare. Ex. utilaje de grdinrit, de agrement, etc.
o
Profilul: TEHNIC Nivelul 3 Modulul 4: Sisteme i tehnologii de fabricaie
26
-
8/8/2019 37842176 Auxiliar M4 Sisteme Si Tehnologii de Fabric a Tie
29/116
Activitatea 4Unitatea de nvare: Mediul industrial Tema: Tipuri de fabricaie Data: Durata activiti20 min. Numele elevului:
Obiectiv: Prin aceast activitate vei identifica caracteristicile specifice diverselor tipuri de fabricaie.
TEST DE AUTOEVALUAREAplicaia 1 Completai schema de mai jos astfel nct s evideniai principalele tipuri dbricaie:
Aplicaia 2 Selectai urmtoarele caracteristici dup apartenena lor la tipul de fabrica, marcnd un x n dreptul tipului de fabricaie corespunztor: Fabricaia Fabricaia Fabria Tipul de fabricaie la pentru mixt comand stocare Caracteristici Produse ieftine,fabricate n cantitate mare Preul este fixat n catalog Preul nu este fixat, negociindu-se la efectuarea comenzii Personalizarea produselor se face n momentul comenziiProdusul este disponibil imediat vnzrii Producia este de cele mai multe ori de masUrmrete reducerea termenelor de realizare Aplicaia 3 Indicai tipurile de fabricaie caracteristice fiecrui mediu industrial redat n imaginile urmtoare:
............................................
..................................
Profilul: TEHNIC Nivelul 3 Modulul 4: Sisteme i tehnologii de fabricaie
27
-
8/8/2019 37842176 Auxiliar M4 Sisteme Si Tehnologii de Fabric a Tie
30/116
FIA DE DOCUMENTARE 5 METODE DE INTEGRARE SISTEMIC A NTREPRINDERIIComparaie ntre sistemul tradiional de producie i sistemul integrat de producieSistemul tradiionaldeproducie Pe parcursul creaiei unui produs, ntreprindec un demers liniar, unde urmeaz s intervin n mod succesiv un numr marefinesccaietuldesarcinial produsului; ingineruldeconcepie:creazo soluietehtsoluia tehnic; designerul:ajusteazformele pieselornmodestetic; inginerntele produsului; ingineruldemetode:alege procedeeledeobinerea pieselor;
alizeazprodusul; echipadencercri:acceptsau respingeprodusul; agentuldechipadementenan: urmreteprodusulpeparcursul funcionriisale; Sistemul inteTE
CAD
CAMBAZE DE DATE
FLUXDEINFORMAII
CAP
CAS
CAQ
CADComputerAidedDesign Utilizarea calculatorului pentru proiectarea integral area direct a programelor de conducere necesare sistemului defabricaie. CAMCing Utilizarea calculatorului ca echipament de conducereadiverselormainiiutilanning Utilizarea calculatorului pentru rezolvarea aspectrloreconomicealeproducieerAidedQuality Utilizarea calculatorului n controlul calitativ interfazicifinaASComputerAidedService Utilizarea calculatorului pentru crearea unor facilitinsistemde fabricaie, prin funcii specifice: autotest, autodiagnoz, alocare duncie de tip cutie neagr(memorarea comenziloriadefecteloraprutencronolog
SIMPLIFICARE
EVOLUIE CTIGDETIMP Profilul: TEHNIC Nivelul 3 Modulul 4: Sisteme i tehnologii de fe
28
-
8/8/2019 37842176 Auxiliar M4 Sisteme Si Tehnologii de Fabric a Tie
31/116
Activitatea 5Unitatea de nvare: Metode de integrare sistemic a ntreprinderii Tema: Conceptul de sistem Data: integrat de producie (CIM) Durata activitii: 20 min. Numele elevului:
Obiectiv: Prin aceast activitate vei identifica aspectele integrrii sistemice n diverse faze ale produciei.
FI DE AUTOEVALUAREAplicaia 1 Completai schema de mai jos astfel nct s evideniai aspectele conceptului:
Aplicaia 2 Selectai urmtoarele componente ale conceptului CIM , marcnd un x n dreptuldefiniiei corespunztoare: Componente ale conceptului CIM CAD CAM CAP CAS CAQ DefiniieUtilizarea calculatorului pentru rezolvarea aspectrlor economice ale produciei. Utilizarea calculatorului pentru crearea unor faciliti speciale de depanare ntr-un sistem de fabricaie Utilizarea calculatorului pentru proiectarea integral a produselor i obinerea direct a programelor de conducere necesare sistemului de fabricaie. Utilizarea calculatorului n controlul calitativ interfazic i final al fiecrui produs
Utilizarea calculatorului ca echipament de conducere a diverselor maini i utilaje.
Aplicaia 3 Precizai cel puin trei avantaje ale utilizrii unui sistem integrat de producie fa de sistemul tradiional de producie:
Profilul: TEHNIC Nivelul 3 Modulul 4: Sisteme i tehnologii de fabricaie
29
-
8/8/2019 37842176 Auxiliar M4 Sisteme Si Tehnologii de Fabric a Tie
32/116
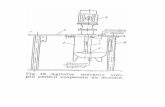
FIA DE DOCUMENTARE 6Structura sistemelor flexibile de fabricaie
Schemablocgeneralaunuisistemflexibildefabricaie(SFF)
1. FMC Flexible Manufacturing Cell: asigur procesarea material Cuprinde urmtoareledispozitive: maini unelte: MU CNC(Computer Numerical Control) roboi industriali; ispozitive automate de transfer(transport); dispozitive de nmagazinare(magazii tampon buffere); dispozitive de alimentare cu semifabicate i componente; dispozitive interfazice de testare i control automat; Computer Integrated Manufacturing: asigur procesarea informaional prin integrarea tuturor sistemelor de conducere, automate programabile, calculatoare de proces i calculatoare personale ntr-o structur ierarhizat, destinat optimizrii funciei productive. 2. CIM Profilul: TEHNIC Nivelul 3 Modulul 4: Sisteme i tehnologii de fabricaie 30
-
8/8/2019 37842176 Auxiliar M4 Sisteme Si Tehnologii de Fabric a Tie
33/116
Sistemul flexibil de fabricaie ( SFF ) este un complex integrat, comandat prin calculator, de maini unelte cu comand automat, instalaii automate de manipulare a sculelor i pieselor, echipament automatizat de msurare i testare care n condiii de intervenie minimal manual i timpi redui de reglare, pot prelucra orice produs aparinnd unnumite familii specifice de produse n limitele unei capaciti i a unui program (algoritm) de fabricaie prestabilite.CELULA FLEXIBIL DE FABRICAIE ( CFF ), alctuit din: - una sau mai multe MU CNC ; - o
magazie de piese multipalete; - unul sau mai muli roboi (pentru operaii de tip paletizare/depaletizare) ; - o magazie de scule; - un schimbtor de scule; - un calculator supervizor;
La nivel micro, elementul constitutiv fundamental al unui sistem flexibil de fabricaie este :
ncrcare/descrcare
transfer,
Una sau mai multe celule flexibile de fabricaie sunt integrate structural ntr-un n
ivel ierarhic superior, numit atelier flexibil de fabricaie(AFF).Din punctul de vedere al procesrii materiale un sistem flexibil de fabricaie esteo nlnuire logic a mai multor ateliere flexibile de fabricaie, fiecare dintre acesteafiind constituit din una sau mai multe celule flexibile de fabricaie.
Profilul: TEHNIC Nivelul 3 Modulul 4: Sisteme i tehnologii de fabricaie
31
-
8/8/2019 37842176 Auxiliar M4 Sisteme Si Tehnologii de Fabric a Tie
34/116
Activitatea 6Unitatea de nvare: Metode de integrare sistemic a ntreprinderii Tema: Structura sistemelor Data: flexibile de fabicaie (SFF) Durata activitii: 10 min. Numele elevului:
Obiectiv: Prin aceast activitate vei identifica elemente componente ale unui sistem flexibil de fabricaie
LECIE VIZITn cadrul orelor de laborator tehnologic vei efectua o vizit la o ntreprindere, n cadrul creia au loc procese automate de producie.
Scopul vizitei: Identificarea elementelor componente ale sistemului flexibil de fabricaie; Gradulde specializare a echipamentelor de producie; Ordinea desfurrii operaiilor de fabricaie; Conducerea sistemului flexibil de fabricaie prin integrarea tuturor sistemelor de conducere, automate programabile, calculatoare de proces, calculatoare personale pentru realizarea funciei productive a sistemului.
Aplicaia 1 Pe baza informaiilor/imaginilor achiziionate pe parcursul activitii, n ca
s abordai realizai o prezentare (Power Point sau un eseu) cu tema - Flexibilitateasistemelor de fabricaie conceptul de flexibilitate a sistemelor de fabricaie dinprisma elementele flexibil de fabricaie, rolul lor i categoriile de operaii diferenelor fa de sistemele tradiionale de producie. Evideniai componente ale sistemului reazate de acestea.
Profilul: TEHNIC Nivelul 3 Modulul 4: Sisteme i tehnologii de fabricaie
32
-
8/8/2019 37842176 Auxiliar M4 Sisteme Si Tehnologii de Fabric a Tie
35/116
Aplicaia 2 Identificai n figurile de mai jos dispozitivele indicate prin sgei procesare asigur. 1 3 2
i precizai ce tip de
4 5 6
7
Reperul 1 2 3 4 5 6 7
Denumirea
Tipul de procesare
Profilul: TEHNIC Nivelul 3 Modulul 4: Sisteme i tehnologii de fabricaie
33
-
8/8/2019 37842176 Auxiliar M4 Sisteme Si Tehnologii de Fabric a Tie
36/116
FIA DE DOCUMENTARE 7Sisteme inteligente de fabricaie (IMS)IMS corespund unui program care a fost pus n aplicare n anul 1995, include 21 de tri i peste 350 participani, avnd 6 centre regionale: S.U.A., Canada, Austria, Japonia, Uniunea European i Elveia. Scopul programului: cercetarea sistemului industrialal anilor viitori,
ntrirea vitalitii industriei i rezolvarea problemelor cu care aceasta se confrunt: gbalizarea pieelor i aplicarea noilor tehnologii de producie.
Temele programului sunt axate pe:Sisteme de fabricaie pentru viitor: fabricaia agil, intreprinderea fractal, fabricaiabionic Sisteme inteligente pentru comunicare Ciclul de via total Protecia mediuluiprin consum minim de energie i materiale al produsului Reciclarea i reutilizarea Procese de producie ce reduc impactul asupra mediului nconjurtor: sisteme cu emisiireduse, sisteme cu reziduri reduse, procese cu ciclu de via prestabilit. Inovare tehnologic n procesul de producie: schimbare rapid a produsului fabricat, rspuns flexibil la modificarea condiiilor de Metode de producie lucru. mbuntirea flexibilitiiomiei modulelor de fabricaie ce compun sistemul de producie mbuntire interaciunii d
e diversele componente i funcii ale produciei Schimbarea structurilor verticale i ierarhice ctre o structur hetrarhic Instrumente de Metode i mijloace pentru re-engineeng strategie/planificare /proiectare Instrumente de modelare pentru analiza i dezvoltarea strategiilor de producie Probleme Promovarea i dezvoltarea de proiecte pentru mbuntirea umane/organizare/ imaginii activitii de producie i a pregtirii proe. sociale Fabrici autonome mobile ntreprinderi extinse/ virtuale Cea mai mare form de producie care poate fi condus. mbuntirea comunicaiilor i a bazelor de dateice, care trebuie s ajung la perfeciune.
Profilul: TEHNIC Nivelul 3 Modulul 4: Sisteme i tehnologii de fabricaie
34
-
8/8/2019 37842176 Auxiliar M4 Sisteme Si Tehnologii de Fabric a Tie
37/116
Activitatea 7Unitatea de nvare: Metode de integrare sistemic a ntreprinderii o Tema: Sisteme de fabricaie inteligente Data: Durata activitii: 15 min. Obiectiv: Prin aceast activitatevei identifica caracteristicile sistemelor inteligente de fabricaie Numele elevului:
FI DE LUCRU
Aplicaie Stabilii cror teme principale ale programului IMS sunt specifice caracterizrile de mai jos. Completai aceste teme n spaiul indicat prin sgeat:
Promovarea i dezvoltarea de proiecte pentru mbuntirea imaginii activitii de producpregtirii profesionale. Fabrici autonome mobile .
Sisteme de fabricaie pentru viitor: fabricaia agil, intreprinderea fractal, fabricaiabionic. Sisteme inteligente pentru comunicare. Protecia mediului prin consum mini
m de energie i materiale. Reciclarea i reutilizarea.
Cea mai mare form de producie care poate fi condus. mbuntirea comunicaiilor i a be date tehnologice, care trebuie s ajung la perfeciune.
Procese de producie ce reduc impactul asupra mediului nconjurtor: sisteme cu emisiireduse, sisteme cu reziduri reduse, procese cu ciclu de via prestabilit. Inovaretehnologic n procesul de producie: schimbare rapid a produsului fabricat, rspuns flexibil la modificarea condiiilor de lucru. mbuntirea flexibilitii i autonomiei module fabricaie ce compun sistemul de producie.
Profilul: TEHNIC Nivelul 3 Modulul 4: Sisteme i tehnologii de fabricaie
35
-
8/8/2019 37842176 Auxiliar M4 Sisteme Si Tehnologii de Fabric a Tie
38/116
FIA DE DOCUMENTARE 8Au aprut ca aplicaii practice ale inteligenei artificiale i reprezint cele mai evoluate aplicaii ale informaticii ntr-un domeniu de activitate.
Sistemele inteligente
Principalele avantaje ale utilizrii sistemelor inteligente n aceste condiii sunt ur
mtoarele: ajutorul oferit echipei manageriale n luarea i justificarea unor decizii; experiena structurat i reprezentat pe care o conin aceste produse n baze de cunoepozitarea i accesul imediat la cunoaterea acumulat; disponibilitatea acestor sisteme de a rezolva orice problem n oricare moment; nsoirea unor experi umani sau chiarocuirea acestora; costuri mai mici pentru agenii economici etc.
SISTEMELE NEURONALE ARTIFICIALE reeaua neuronal este o main proiectat pentru a modefelul n care creierul rezolv o anumit problem sau execut o funcie cu un anumit scopReeaua este de obicei implementat folosindu-se componente electronice sau simulat printr-un program. SISTEMELE INTELIGENTE BAZATE PE ALGORITMI GENETICI Mecanismulspecific acestor sisteme este inspirat din funcionare sistemelor biologice, n sensul c ncurajeaz soluiile candidat capabile s rezolve o problem i penalizeaz soluii
es. n felul acesta se obin, dup mai multe generaii, soluii foarte bune pentru probleme de optimizare complexe, cu un mare numr de parametri. Un asemenea ciclu se repet pn cnd este identificat cea mai bun soluie la problema n cauz. Ideea de baz aitm genetic const n a ncepe cu o populaie de soluii, fiecare mai performant dect prentele. Domenii de aplicare: problemele de optimizare referitoare la selectrea personalului i selectrea portofoliilor. Fazele ciclului prin care opereaz un asemenea algoritm sunt: creearea unei populaii de membri (soluii candidat la rezolvrea unei probleme) ; selecia membrilor care s-au adaptat cel mai bine necesitilor problemei de soluionat; reproducerea (se folosesc operatorii genetici de ncruciare i mutaie,pentru a obine noi membri); evaluarea gradului n care noii membri corespund mai bine soluionrii problemei ;abandonarea populaiei vechi prin nlocuirea ei cu populaia nou din noua generaie;Profilul: TEHNIC Nivelul 3 Modulul 4: Sisteme i tehnologii de fabricaie
n categoria sistemelor inteligente sunt incluse:
36
-
8/8/2019 37842176 Auxiliar M4 Sisteme Si Tehnologii de Fabric a Tie
39/116
Fazelecicluluialgoritmilorgenetici SISTEMELE FUZZY Logica fuzzy (din engl.: logica vag) a fost definit n 1965 de ctre prof. Lotfi Zadeh, de la Universitatea Berkeley. Spre deosebire de logica clasic,care lucreaz cu dou valori numerice exacte (0 pentru fals i 1 pentru adevrat), logica fuzzy folosete o plaj continu de valori logice cuprinse n intervalul 0-1, unde 0 indic falsitatea complet, iar 1 indic adevrul complet. Astfel, dac n logica clasic uiect poate aparine (1) sau nu (0) unei mulimi date, n logica fuzzy putem defini gra
dul de apartenen al obiectului la mulime i care poate lua valori ntre 0 i 1. Logicazzy ofer instrumentele necesare pentru reprezentarea n sistemele inteligente a unor concepte imprecise cum sunt mare/mic, scump/ieftin, frig/cald/fierbinte , aproapearte, rapid/lent, concepte numite variabile lingvistice sau variabile fuzzy. Pentrureprezentarea acestora se folosesc seturile fuzzy, care capteaz din punct de vedere cantitativ interpretarea calitativ a termenilor. Sistemele inteligente bazatepe logica fuzzy dispun de o flexibilitate deosebit i s-au dovedit performante ntr-o varietate de aplicaii de control industrial i de recunoatere a structurilor, ncepndcu scrisul de mn i terminnd cu evaluarea creditelor.
Domenii de aplicare:
Exist numeroase produse industriale de larg consum, inclusiv mainile de spalat automate, cuptoarele cu microunde sau aparatele de fotografiat, care utilizeaz logica fuzzy n mecanismele lor de control.
Profilul: TEHNIC Nivelul 3 Modulul 4: Sisteme i tehnologii de fabricaie
37
-
8/8/2019 37842176 Auxiliar M4 Sisteme Si Tehnologii de Fabric a Tie
40/116
Exemplu : n teoria conventional a seturilor, pentru o aplicaie de
marketing se pot clasifica preurile unor produse particulare (pantofi, de pild) n dou seturi distincte, foarte bine demarcate, ieftine i scumpe, aa cum se arat n figuraurmtoare :
Logica fuzzy permite o reprezentare mult mai realist a fenomenelor, n sensul c vizu
alizeaz clar declinul gradual al triei setului "ieftine" i respectiv cretarea triei setului "scumpe", pe masura evoluiei preurilor la pantofi.
n diagrama de mai sus, valorile variabilei PREURI, (10-200) sunt reprezentate pe axa orizontal. Valorile membrilor fuzzy, de pe axa vertical, reprezint grade ale unui pre particular fixate pe scara 0,0 - 1,0. Aceast diagrama se citete astfel: Cnd preul unei perechi de pantofi este de 10 uniti monetare, atunci valoarea n setul fuzzy"ieftine" este de 1,0 - iar valoarea n setul fuzzy "scumpe" este de 0,0. Invers,cnd preul este de 200 uniti monetare, atunci setul fuzzy "scumpe" are valoarea maxim 1,0, iar setul fuzzy "ieftine" are valoarea 0,0. n mod uzual, aceste forme i limite de scar ale diagramei fuzzy, pentru un domeniu aplicativ particular, se stabilesc de ctre un expert. Dup ce s-au definit funciile membrilor seturilor fuzzy, oric
e nou membru se va ncadra n una dintre valorile fuzzy aflate ntre cele dou limite prestabilite.
Profilul: TEHNIC Nivelul 3 Modulul 4: Sisteme i tehnologii de fabricaie
38
-
8/8/2019 37842176 Auxiliar M4 Sisteme Si Tehnologii de Fabric a Tie
41/116
pantofilor cu preul de 35 uniti monetare le corespund valorile: 0,8 n setul "ieftine" i valoarea 0,2 n setul "scumpe". In permanenta are loc o conversie a datelor, intre membrii seturilor fuzzy, care poarta numele de fuzificate. In sistemele expert, regulile de inferen fuzzy specific relaiile dintre variabilele fuzzy i vor fi elaborate de ctre experti. De exemplu, regula R1: IF preurile sunt mari , AND producia
este mica,
De exemplu:
THEN activitatea la burs este slab..
SISTEMELE EXPERT Sistemele expert sunt programe concepute pentru a raiona n scopulrezolvrii problemelor pentru care n mod obinuit se cere o expertiz uman considerabilPremiza principal n construcia unui sistem expert este aceea c un expert i construisoluia la o problem din piese elementare de cunoatere pe care le selecteaz i le aplic ntr-o anumit secven. Pentru a furniza o soluie coerent la o problem dat, cunoains ntrun anumit domeniu trebuie aadar formalizat, apoi reprezentat corespunztor i
al manipulat n conformitate cu o anumit metod de rezolvare de probleme. Se pune astfel n eviden diviziunea dintre seciunea care pstreaz reprezentarea cunoaterii asupraeniului - baza de cunotine - i diviziunea responsabil a organiza procese inferenialecare s implice aceste cunotine sistemul de control. Acestea sunt, istoric, cele doumodule principale ale unui sistem expert.
Arhitectura de baz a unui sistem expert Baza de cunotine este format dintr-o coleci(baz) de fapte mpreun cu o colecie (baz) de reguli; Sistemul de control codific unu mai multe strategii de rezolvare a problemelor. Aceast component mai este numit imotor de inferene. Sinteza argumentelor n favoarea introducerii sistemelor expert nntreprindere: Gestiunea unui volum ridicat de cunotine i informaii; Exploatarea corect a competenelor din interiorul ntreprinderii; nlocuirea crilor i a materialelor dentare; Atingerea unui nivel de securitate n administrarea i conservarea patrimonu
lui; Obinerea de avantaje economice directe sau indirecte;
Activitatea 8Unitatea de nvare: Metode de integrare sistemic a ntreprinderiiProfilul: TEHNIC Nivelul 3 Modulul 4: Sisteme i tehnologii de fabricaie 39
-
8/8/2019 37842176 Auxiliar M4 Sisteme Si Tehnologii de Fabric a Tie
42/116
Tema: Sisteme de fabricaie inteligente
Data: Durata activitii: 30 min.
Numele elevului:
Obiectiv: Prin aceast activitate vei caracteriza tipurile de sisteme inteligente
de fabricaie
FI DE EVALUAREAplicaia 1 (4 puncte) Realizai corespondena dintre cifrele din coloana A i litereledin coloana B, n spaiul indicat prin sgeat.A 1. sisteme fuzzy B a. Mecanismul specific acestor sisteme este inspirat din funcionare sistemelor biologice, n sensul c ncurajeaz soluiile candidat capabile s ree o problem i penalizeaz soluiile fr succes. b. Ofer instrumentele necesare pentruezentarea n sistemele inteligente a unor concepte imprecise cum sunt, concepte numite variabile lingvistice. c. Integreaz ntreaga gam de activiti privind fabricaia,cluznd acceptarea comenzilor, proiectarea, producia i activitile de marketing. d. Sisteme concepute pentru a raiona n scopul rezolvrii problemelor pentru care n mod obinu
it se cere o expertiz uman considerabil. e. Un sistem proiectat pentru a modela felul n care creierul rezolv o anumit problem sau execut o funcie cu un anumit scop.
2. sisteme neuronale artificiale 3. sistemele inteligente bazate pe algoritmi genetici 4. sisteme expert
Aplicaia 2 (4 puncte) Ordonai logic fazele ciclului prin care opereaz algoritmii genetici:
evaluarea gradului n care noii membri corespund mai bine soluionrii problemei ;abandonarea populaiei vechi prin nlocuirea ei cu populaia nou din noua generaie; creearunei populaii de membri (soluii candidat la rezolvrea unei probleme) ; selecia memilor care s-au adaptat cel mai bine necesitilor problemei de soluionat reproducerea
(se folosesc operatorii genetici de ncruciare i mutaie, pentru a obine noi membri);
Aplicaia 3 (1 punct) Completai spaiile libere cu informaiile care lipsesc: Baza de ....................................... a unui sistem expert este format dintr-o colecie (baz) defapte mpreun cu o colecie (baz) de reguli; Sistemul de control al unui sistem expert.................................. una sau mai multe strategii de rezolvare a problemelor.
Timp de lucru: 30 minute. Toate subiectele sunt obligatorii. Se acord 1 punct dinoficiu.
FIA DE DOCUMENTARE 9Sisteme de fabricaie holonice (HMS)Profilul: TEHNIC Nivelul 3 Modulul 4: Sisteme i tehnologii de fabricaie 40
-
8/8/2019 37842176 Auxiliar M4 Sisteme Si Tehnologii de Fabric a Tie
43/116
n esen, un mod de organizare bazat pe integrarea oamenilor, utilajelor tehnologice ia calculatoarelor n uniti autonome i cooperante n scopul creterii flexibilitii, agurabilitii i robusteii sistemului la perturbaii i la variaii interne i externe. Tl de holon, o combinaie a dou cuvinte greceti : holos (ntreg) i sufixul on (particutitate). Holonul apare astfel ca o form intermediar, caracterizat prin stabilitateproprie (faeta de ntreg ) i, n acelai timp, prin tendina de combinare ( atributularte). Celor dou faete le corespund atributele de autonomie i respectiv cooperare. A
utonomia: capacitatea unei entiti de a crea i controla execuia planurilor/strategiilor proprii. Cooperarea: un proces n care un set de entiti dezvolt planuri mutuale acceptabile i le execut.
Sistemul de fabricaie holonic (Holonic Manufacturing System HMS ) este,
Reinei!
Un holon este o noiune ce desemneaz ceva ce este simultan un ntreg i o parte. Fiecare sistem poate fi considerat un holon, de la particulele subatomice la universulca ntreg. Deoarece fiecare holon este incorporat n ntregi mai mari, el este influenat i la rndu-i influeneaz aceste pri mai mari. Informaia circul bidirecioal nt
mai mici i cele mai mari (aici mici i mari se refer la adncimea organizrii i nu lamensiunea sistemului). Cnd aceast bidirecionalitate a fluxului informaiei i nelegerolului sunt compromise, sistemul ncepe s colapseze ; ntregii nu-i mai recunosc dependena lor n ceea ce privete prile subsidiare i prile nu mai recunosc autoritatea deizare a ntregilor.
ndeprteaz toate moleculele, atomii vor exista n continuare, dar dac se ndeprteaz tii din acea molecul, aceasta nceteaz s existe. Holarhia se caracterizeaz prin : tendina de cretere: posibilitatea i regulile de interaciune conduc la formarea automat de
sisteme i la atragerea altor holoni; caracterul dinamic i existena temporar organismele vii (biologice i, mai ales, cele sociale ) i pot schimba structura i sunt disecabile. Ele sunt caracterizate printr-o schimbare permanent, iar legturile dintre holoni pot reprezenta mesaje de comunicare, negocieri sau chiar agresiuni. n cazul ncare echilibrul dinamic dintre autonomia i tendinele de integrare ale holonilor este perturbat, holonul poate prsi holarhia, sau aceasta se autoreorganizeaz; apartenena multipl un holon poate face parte din mai multe holarhii cu condiia s respecteregulile fiecreia.
Ierarhia holonilor este denumit holarhie Exemplu : Un atom este ierarhic mai josca nivel de organizare dect o molecul, dac se
HMS este o holarhie care integreaz ntreaga gam de activiti privind fabricaia, incluzacceptarea comenzilor, proiectarea, producia i activitile de marketing, n scopul de arealiza o ntreprindere de fabricaie agil.
Activitatea 9Unitatea de nvare: Metode de integrare sistemic a ntreprinderiiProfilul: TEHNIC Nivelul 3 Modulul 4: Sisteme i tehnologii de fabricaie 41
-
8/8/2019 37842176 Auxiliar M4 Sisteme Si Tehnologii de Fabric a Tie
44/116
o
Tema: Sisteme de fabricaie holonice
Data: Durata activitii: 20 min.
Numele elevului:
Obiectiv: Prin aceast activitate vei caracteriza sistemele de fabricaie holonice
FI DE LUCRUAplicaia 1
Caracterizai sistemul de fabricaie holonic dup: Scop
Mod de organizare
........................................................... ....................
....................................... ........................................
................... ...........................................................
........................................................... ....................
....................................... ........................................
................... ...........................................................
Aplicaia 2 Definii noiunile de autonomie respectiv cooperare atribuite holonului: Autonomia: ................................................................................................................................................................. ................................................................................................................................................................. Cooperarea: ......................................................................................................................................
................................. ..............................................
................................................................................
............................. Aplicaia 3 Dup exemplul: Un atom este ierarhic mai josca nivel de organizare dect o molecul,
ierarhie holonic pentru urmtoarele sisteme: Literele i cuvintele; Oamenii i rile
dac se ndeprteaz toate moleculele, atomii vor exista n continuare dar dac se ndepratomii din acea molecul, aceasta nceteaz s existe. , stabilii o
FIA DE DOCUMENTARE 10
Sisteme de fabricaie bionice (BMS)Profilul: TEHNIC Nivelul 3 Modulul 4: Sisteme i tehnologii de fabricaie 42
-
8/8/2019 37842176 Auxiliar M4 Sisteme Si Tehnologii de Fabric a Tie
45/116
transpun trsturile viului, stabilind conceptele eseniale i metodologia realizrii acestui tip de sistem.
Sistemele de fabricaie bionice (Bionic Manufacturing System BMS )
Similitudini ntre sistemele biologice i sistemele de fabricaieSistemele biologice Organite Celule Organe Mediu chimic Flux chimic Enzime Siste
me de fabricaie bionice Echipamente Celule de fabricaie flexibile Ateliere Mediu de informaii i materiale Flux de informaii i materiale Coordonatori
Unitile de producie din atelier, respectiv celulele de fabricaie flexibile, sunt susinute funcional de echipamentele care le compun. Fluxurile de materiale i informaiisunt cele care asigur integrarea unitilor n structur, iar unitile de coordonare, plicare i control au rolul de a asigura integrarea funcional a unitilor autonome. Ca iistemele biologice, unitile din sistemul de fabricaie bionic sunt ordonate ierarhic. Metodologia top down este utilizat n procesul de stabilire a activitilor specificefiecrui nivel i fiecrei uniti n parte. Pe baza similitudinii dintre lumea viului itemele de fabricaie s-a propus termenul de modelon, ca element primar care st la baza sistemelor de fabricaie bionice. Modelonul, prin gradul su de generalitate, po
ate sta la baza relaiilor ntreg/parte, a operaiilor de autodecizie, poate asigura integrarea i armonia unitilor autonome.
Activitatea 10Unitatea de nvare: Metode de integrare sistemic a ntreprinderii o Tema: Sisteme de fabricaie bionice Data: Durata activitii: 20 minProfilul: TEHNIC Nivelul 3 Modulul 4: Sisteme i tehnologii de fabricaie
Numele elevului:
43
-
8/8/2019 37842176 Auxiliar M4 Sisteme Si Tehnologii de Fabric a Tie
46/116
Obiectiv: Prin aceast activitate vei caracteriza sistemele de fabricaie bionice Aplicaia 1
Completai cuvintele lips din enunul urmtor : de fabricaie bionice
Sistemele
transpun trsturile .............., stabilind ................... eseniale i ..................... realizrii acestui tip de sistem.
Aplicaia 2 Asociai cifrele din prima coloan cu literele din cea de-a doua coloan astfel nct s evideniai similitudinile dintre sistemele biologice i sistemele de fabricaSistemele biologice Sisteme de fabricaie bionice 1. Celule 2. Enzime 3. Flux chimic 4. Mediu chimic 5. Organite 6. Organe Aplicaia 3 Completnd aritmogriful vei descoperi pe verticala A B cuvntul cheie al temei. A 1 2 3 4 5 6 B 1. 2. 3. 4. 5. 6.Bionic Manufacturing Sistem (abr); Referitor la ordonarea sistemelor de fabricaie bionice; Corespund enzimelor din sistemele biologice; Element primar care st labaza sistemelor de fabricaie bionice; Corespund echipamemtelor din sistemele defabricaie bionice; Corespund celulelor de fabricaie flexibile din sistemele de fab
ricaie bionice. a. Ateliere b. Celule de fabricaie flexibile c. Coordonatori d. Echipamente e. Flux de informaii i materiale f. Mediu de informaii i materiale
FIA DE DOCUMENTARE 11 CRITERII DE EVALUARE A UTILIZRII SISTEMELOR DE FABRICAIECriteriul economic de evaluare a utilizrii sistemelor de fabricaieProfilul: TEHNIC Nivelul 3 Modulul 4: Sisteme i tehnologii de fabricaie 44
-
8/8/2019 37842176 Auxiliar M4 Sisteme Si Tehnologii de Fabric a Tie
47/116
Profitul net generat de investiie ntr-un sistem de fabricaie trebuie s asigure amortizarea acestuia ntr-o perioaad dat, numit timp de amortizare Principalele efecte economice ale integrrii roboilor n sistemele de fabricaie se pot meniona: Flexibilitatmaxim; Creterea productivitii locale i globale; mbuntirea considerabil a conitii produciei; Calitatea superioar a produselor; Reducerea rebuturilor; Economifondul de salarii; Efecte sociale majore prin rezolvarea problemelor n locurilede munc cu grad mare de nocivitate; Disponibilizarea forei de munc pentru activiti
eponderent intelectuale sau cel puin calificate;
Metoda perioadei de amortizare a investiiei
Efectele economice ale integrrii roboilor n sistemele de fabricaie
Breviar de calcul
Simbol
Definiie
ObservaiiVenitul net anual adus de investiie
Vn
Diferena dintre veniturile realizate prin vnzarea produselor finite i cheltuielileefectuate cu sistemul de fabricaie pentru obinerea acestora
Vn < 0 sistemul de fabricaie este un consumator de bani; Vn < 0 sistemul de fabricaie nu permite recuperarea investiiei iniiale; Vn > 0 sistemul de fabricaie amortizeaz investiia; Ci Costul iniial al investiiei
Timpul de amortizare a investiiei Timpul de amortizare a cheltuielilor pentru achiziionarea unui robot
Ta Ta
Ta
Ci Vn
Ta
Ccr Es Cex k Es Cu
Ccr costcelulrobotizat Es economiilasalarii Cex cheltuielideexploatarecomparaiecuceaaunuioperatoruman Cu costulutilajelordeservitederobot
Activitatea 11Unitatea de nvare: Criterii de evaluare a utilizrii sistemelor de fabricaie Tema: Criteriul economic de evaluare a utilizrii sistemelor de fabricaie Data: Durata activitii: 30 min Numele elevului:
Profilul: TEHNIC Nivelul 3 Modulul 4: Sisteme i tehnologii de fabricaie
45
-
8/8/2019 37842176 Auxiliar M4 Sisteme Si Tehnologii de Fabric a Tie
48/116
Obiectiv: Prin aceast activitate vei nelege importana criteriului economic n evaluarea sistemelor de fabricaie
REZOLVARE DE PROBLEMEAplicaia 1O main - unealt cost 85.000 euro i poate realiza anual produse n valoare de 55.000 eo, cu cheltuieli de 30.000 euro. Se dorete evaluarea oportunitii investiiei ntr-o ast
fel de main, prevzut a fi meninut n exploatare timp de 7 ani.
Aplicaia 2
S se estimeze timpul de amortizare al investiiei ntr-o celul robotizat, att n cazulivitii organizat ntr-un schimb ct i n dou schimburi, pentru urmtoarele date: Ccreuro, Es = 11.000 euro (specific industriei de automobile), Cex = 2.000 euro (activitate ntr-un schimb), sau Cex = 3.000 euro (activitate n dou schimburi), Cu = 30.000 euro, k = +20% (robotul efectueaz mai repede operaia dect un operator uman) ,k = -20% (robotul efectueaz mai ncet operaia dect un operator uman).
FIA DE DOCUMENTARE 12
Criteriul cantitativ de evaluare a utilizrii sistemelor de fabricaieProfilul: TEHNIC Nivelul 3 Modulul 4: Sisteme i tehnologii de fabricaie
46
-
8/8/2019 37842176 Auxiliar M4 Sisteme Si Tehnologii de Fabric a Tie
49/116
Parametriidebazcarepermitanalizacantitativicalitativasistemelordefabricabricaie Realizarea unui produs presupune o succesiune de prelucrri(activiti productive) ntre care sunt inserate operaii auxiliare(activiti neproductive), cum ar fi: transportul interfazic, alimentarea posturilor manuale i a staiilor automate cu componente, controlul calitativ, reglaje, schimbarea sculelor uzate. Rata de producieCaracterizeaz cadena sistemului de fabricaie i se exprim n numr de produse/unitateimp Capacitatea de producie Reprezint capabilitatea sa maxim pentru satisfacerea n c
ondiii optime a unei comenzi.
Breviar de calculDurata timpului de fabricaie
Simbol Tf
Definiie
Observaiistaie automat sau un post manual de procesare; Tno durata timpului neoperativ pentru aceeai staie, main sau post manual ; Nsp numrul staiilor de procesare, automate
manuale, ce trebuie parcurse de semifabricatul de baz pentru obinerea produsuluifinit; Q mrimea lotului de fabricaie (numrul de piese/seria de fabricaie); Tsu timl de setup, necesar pornirii i verificrii staiilor automate, reglajelor, verificriisau nlocuirii sculelor uzate; q rata rebuturilor; (1-q) rata produciei de bun calitate Tp - intervalul de timp ce revine prelucrrii unei piese din lot ntr-o staie deprocesare. Nsf numrul sistemelor de fabricaie identice ce funcioneaz n paralel; Rp a de producie a fiecrui sistem de fabricaie; O numrul orelor de funcionare dintrunhimb; Ss numrul de schimburi dintr-o sptmn; Cs comanda sptmnal
T f N sp Tsu Q To Tno T0 durata timpului operativ pentru o
Rata de producie
Rp
Caracterizeaz cadena sistemului de fabricaie i se exprim n numr de produse/unitateimp
Rp
1 Tsu T 0 Q 1 q
1 Tp
1 Tf Tp Q N spCapacitatea de producie [nr. de prod./spt.]
Cp
C P N sf R p O S s Necesarul de resurse ce trebuie alocate:
N sf O S s
Cs Nsp Rp
Pentru realizarea mai multor tipuri de produse:
N sf O S s
-
8/8/2019 37842176 Auxiliar M4 Sisteme Si Tehnologii de Fabric a Tie
50/116
Cs Nsp Rp
Profilul: TEHNIC Nivelul 3 Modulul 4: Sisteme i tehnologii de fabricaie
47
-
8/8/2019 37842176 Auxiliar M4 Sisteme Si Tehnologii de Fabric a Tie
51/116
Activitatea 12Unitatea de nvare: Criterii de evaluare a utilizrii sistemelor de fabricaie Tema: Criteriul cantitativ de evaluare a utilizrii sistemelor de fabricaie Data: Durata activitii: 30 min. Numele elevului:
Obiectiv: Prin aceast activitate vei nelege importana criteriului cantitativ n evaluarea sistemelor de fabricaie
Aplicaia 1 Se consider un lot de 50 de piese ce necesit pentru realizare operaii succesive realizate pe 8 maini-unelte automate (staii). Timpul mediu de pregtire al ntregului sistem de fabricaie este de 3 ore, iar timpul mediu de operare/staie este de 0,1 ore. Timpul mediu neoperativ datorat transportului, ntrzierilor, inspeciiloreste de 7 ore. Se cere: 1. Determinarea duratei timpului de fabricaie al lotului,dac se consider o zi de munc cu durata medie de 7 ore. 2. Intervalul de timp Tp cerevine prelucrrii unei piese din lot ntr-o staie de procesare. 3. Rata produciei sistemului de fabricaie
REZOLVARE DE PROBLEME
Aplicaia 2 Trei produse sunt realizate n acelai sistem de fabricaie, ce lucreaz 10 sc
himburi/sptmn, cu timpul mediu de funcionare pe schimb de 6,5 ore. Se cere dimensionarea global, n sensul stabilirii numrului sistemelor de fabricaie ce trebuie alocate(sau achiziionate) pentru satisfacerea comenzilor, dac se cunoate cererea de produse.
Aplicaia 3 Se consider un sistem de fabricaie ce conine 6 linii automate identice pentru prelucrri mecanice. Aceasta opereaz n paralel 10 schimburi/sptmn, cu timpul mede funcionare/schimb 6,4 ore. Rata de producie este Rp = 17 produse/or. Se cere estimarea capacitii de producie a sistemului de fabricaie.
Profilul: TEHNIC Nivelul 3 Modulul 4: Sisteme i tehnologii de fabricaie
48
-
8/8/2019 37842176 Auxiliar M4 Sisteme Si Tehnologii de Fabric a Tie
52/116
FIA DE DOCUMENTARE 13Metode pentru reducerea costurilor de producieLEAN MANUFACTURING (metode pentru reducerea costurilor) este n prezent cea mai important metod de management pentru companiile de producie. LEAN MANUFACTURING nseamncelule sau linii de asamblare flexibile, munc mai complexa, muncitori nalt calificai, produse bine fcute, o varietate mult mai mare de pri interschimbabile, calitateexcelent, costuri reduse prin mbuntirea procesului de producie, competitivitate pe p
Indicatorii LEAN n mediul de producie exist patru elemente cheie: productivitatea,calitatea, sigurana i costurile. Indicatorii tipici pentru producia LEAN se raporteaz la aceste patru elemente i constau n determinarea timpului de la primirea pn la expedierea comenzii, rotaia stocurilor, durata obinerii primului produs de un anumitfel, procentul de livrri la timp, eficiena global a echipamentului (OEE) Productivitatea Productivitatea total reprezint raportul dintre cantitatea de produse(ieiri)realizat de un sistem pe parcursul unei perioade de timp i cantitatea de resurse(intrri) utilizate n aceeai perioad de timp. Productivitatea parial reprezint raportre ieiri i intrari specifice pentru factori separai. Productivitatea muncii : totalieiri/ore- om utilizate ; Productivitatea materialelor utilizate : total ieiri/materiale consumate ; Productivitatea capitalului : total ieiri/cost de capital ; Productivitatea energetic : total ieiri/consum de energie ; Diferena dintre producti
vitate, eficien i eficacitate Productivitatea : relaia ieiri intrari ; Eficiena :bine sunt utilizate intrrile ; Eficacitatea : ct de bune sunt rezultatele. Calitatea Performana n producie este determinat ntr-un numr mare de cazuri de maini/echipte sau de intervenia uman. Performana real a sistemului de fabricaie poate fi determinat prin mai multe metode, dar un mod sigur i corect de estimare l reprezint eficacitatea general a echipamentului (OEE Overall Equipment Efectiveness) Pentru calculul OEE se ine seama de: Disponibilitate - ct la sut din eficacitatea general a echipamentului reprezint disponibilitatea. Disponibilitatea se diminueaz din cauza timpului n care echipamentul nu a funcionat dei putea fi disponibil.
Disponibilitatea
timpul.de.operare 100 timpul.de.incarcare
Profilul: TEHNIC Nivelul 3 Modulul 4: Sisteme i tehnologii de fabricaie
49
-
8/8/2019 37842176 Auxiliar M4 Sisteme Si Tehnologii de Fabric a Tie
53/116
Eficiena procesului sau performana - ct la sut din eficacitatea general reprezint efiena procesului. Analizeaz cauzele posibile pentru care echipamentul funcioneaz darnu realizeaz o producie suficient.
timpul.de.ciclu.teoretic Eficienta timp.de.operare
produs
100
Procentul de produse bune sau calitatea - ct la sut din eficacitatea general reprezint produse bune.
Pr ocentul.de. produse.bune
numarul.de. produse numarul.de.rebuturi 100 numarul.de. produse
OEE Performana real a echipamentului sau randamentul sintetic pentru un timp de lucru de 8 ore este:
Unde:
B disponibilitate ; A
D B C D A A B C C D eficienta ; calitatea . B C
Profilul: TEHNIC Nivelul 3 Modulul 4: Sisteme i tehnologii de fabricaie
50
-
8/8/2019 37842176 Auxiliar M4 Sisteme Si Tehnologii de Fabric a Tie
54/116
Activitatea 13Unitatea de nvare: Criterii de evaluare a utilizrii sistemelor de fabricaie Tema: Criterii de evaluare a utilizrii sistemelor de fabricaie sub aspect calitativ i competitiv Data: Durata activitii: . Numele elevului:
Obiectiv: Prin aceast activitate vei nelege importana evalurii sistemelor de fabricasub aspect calitativ i competitiv
STUDIU DE CAZS se analizeze randamentul global al sistemului de fabricaie care funcioneaz dup urmrii indicatori: A timpul de ncarcare(timpul de lucru zilnic): 60 minx8 ore =480 min. B timpul programat de oprire zilnic: 20 min. C timpul de ncrcare zilnic : A-B=- timpul pierdut pentru opriri : 60 min. E timpul de operare zilnic : C-D= G producia zilnic: 400 piese. H coeficientul de produse bune: 98% I timpul de ciclu teoretic: 0,5 min/pies J timpul de ciclu real: 0,8 min/pies
Se vor calcula:F timpul real de fabricaie: J x G= T- disponibilitatea sistemului:
E100
C
M coeficientul de vitez:
I 100 J F 100 E
N Coeficientul net de operare:
L Eficiena procesului: M N 100 OEE randamentul global al instalaiei este: T 0
Profilul: TEHNIC Nivelul 3 Modulul 4: Sisteme i tehnologii de fabricaie
51
-
8/8/2019 37842176 Auxiliar M4 Sisteme Si Tehnologii de Fabric a Tie
55/116
FIA DE DOCUMENTARE 14 COMPONENTE ALE SISTEMELOR DE FABRICAIEConcurena, sincronizarea, partajarea resurselor, interaciuni ntre componenten cadrul ntreprinderilor, organizarea productiei n flux reprezint forma superioar deorganizare a produciei. Condiia care trebuie ndeplinit pentru aplicarea acestei forme de organizare a procesului de producie, const n permanentizarea executrii unei operaii sau grup de operaii, pe anumite locuri de munca ale fluxului tehnologic. Acest fapt implic realizarea unei ncrcri complete a locurilor de munca.
a) Divizarea procesului tehnologic n operaii egale sau multiple din punct de vedere al timpului necesar pentru prelucrarea unui produs, stabilirea unei succesiuniraionale a acestora i apoi agregarea acestora pentru obinerea de operaii cu duratemultiple fa de operaiile simple; b) Repartizarea acestor operaii pe anumite locuri de munc specializate; c) Amplasarea locurilor de munc n ordinea impusa de succesiunea tehnologic a operaiilor, sub forma unor linii tehnologice n flux; d) Trecerea produselor de la un loc de munc la altul n cadrul liniei se face dup cum urmeaz: _ pentru liniile n flux caracterizate prin sincronizarea executrii operaiilor, produseletrec de la un loc de munca la altul n mod continuu, avnd la baza un ritm reglementat de lucru; _ pentru liniile n flux nesincronizate, trecerea produselor se face nmod discontinuu, executarea produselor avnd la baza un ritm liber de lucru. e) P
rocesul de producie se desfasoara n mod concomitent pe toate locurile de munca aleliniei n flux; pentru liniile n flux sincronizate lansarea produselor n fabricaie,trecerea lor pe alte locuri de munc, precum i iesirea produselor de pe linie are loc la intervale egale cu mrimea tactului de producie T (tactul de producie fiind intervalul de timp la care ies de pe linia n flux dou produse finite). f) Deplasareaproduselor de la un loc de munc la altul se face cu ajutorul unor mijloace de transport adecvate; pentru liniile n flux sincronizate mijloacele de transport au deplasare continu i functioneaz automat sau mecanizat; din aceasta categorie fac parte benzi rulante sau conveiere, a caror vitez de deplasare este strict corelat cutactul de funcionare al liniei de producie n flux. g) Executarea unui anumit produssau a unei grupe de produse asemntoare din punct de vedere constructiv, al gabaritelor sau al procesului tehnologic.
Trsturi de baz:
Profilul: TEHNIC Nivelul 3 Modulul 4: Sisteme i tehnologii de fabricaie
52
-
8/8/2019 37842176 Auxiliar M4 Sisteme Si Tehnologii de Fabric a Tie
56/116
Liniile de productie n flux continuu reprezinta forma superioara de organizare aproductiei n flux. n cadrul lor, produsele trec de la un loc de munca la altul n mod continuu pe baza unui tact de productie bine determinat. Acest lucru este posibil datorita faptului ca duratele operatiilor sunt egale sau multiple cu marimeatactului de productie, fiind posibila realizarea sincronizarii executarii operatiilor. Sincronizarea executarii operatiilor presupune acel mod de lucru al uneilinii de productie n flux n care produsele trec de la o operatie la alta