Moldova Agroindbank - cea mai responsabilă bancă fa ă de ...
Upload
george-boraruCategory
view
5download
1description
Universitatea Politehnica din Bucuresti Facultatea Ingineria si Managementul Sistemelor Tehnologice Specializarea TCM
Universitatea Politehnica din Bucuresti Facultatea Ingineria si Managementul Sistemelor Tehnologice Specializarea TCMFABRICARE ASISTATA
Cadru didactic: Conf.univ.dr.ing. Ion IONStudent: George BORSARUGrupa: 642 AA
Tema lucrariiIMPLEMENTAREA ROBOTULUI INDUSTRIAL INTR-UN SISTEM FLEXIBIL DE FABRICATIE ASISTATA CAM/CIM PENTRU REALIZAREA REPERULUI SCUT TRACTIUNE INTR-UN PROCES TEHNOLOGIC ROBOTIZAT DISPOZITIVUL DE APUCARE SI FIXARE (DAF)
Scopul lucrariiPentru a putea realiza ntreaga gam de aplicaii de manipulare, un robot trebuie s fie capabil s ating orice punct din spaiul su de lucru cu o orientare arbitrar a end-effector-ului (DAF) pentru a putea manipula piesa n conformitate cu secvenele procesului tehnologic.
Robotul, este MUNCITORUL din oel cu CREIER ELECTRONIC care rezolv cu succes toate problemele legate de munc.
Calitile robotului sunt: For fizic inepuizabil; Este disciplinat i contiincios; Dexteritate ridicat i rapiditate la cerere; Extrem de flexibil.
ALEGEREA ROBOTULUI CAPABIL SA DESERVEASCA CELULA SAU SISTEMUL FLEXIBIL IN CADRUL PROCESULUI TEHNOLOGICAnaliznd caracteristicile piesei, innd cont de masa acesteia, de preul robotului i de ali factori, analiznd ofertele existente pe pia am ales robotul LR Mate 2000 iC de la FANUC.
Masa reperului este de: 2.2 kgDup alegerea robotului acesta este introdus n celula flexibil.
Analiza reperului Scut tractiuneCaracteristici:Materialul prescris este FONTA CENUSIE FC 250 STAS 10083-2Masa prescris a piesei este de 2.2 Kg
Pentru piesa-reper SCUT TRACTIUNE se va descrie procesul tehnologic robotizat n concordan cu fia tehnologic.Prezentarea pe scurt a procesului tehnologic
Caracteristicile utilajelor tehnologice MUCN utilizate in procesul tehnologic robotizat
Caracteristici principale:NEXUS 4000Dim. max. material l/i: 200 / 120 mmDim. min. material l/i : 18 / 8 mmNr. axe de lucru: 5 bucTuratii de lucru: 6000 rot/minDiam. ax: 40 mmDiam. max scula prelucrare: 145 (ax1), 180 (axe 2, 3, 4, 5) mmViteza avans: 6 - 24 m/minPutere motor: 2*4 kW + 3*5,5 kWPutere motor avans: 3 kWPutere instalata: 28,6 kWLungime masa incarcare: 2100 mmDim. de gabarit L/l/i: 3850 / 1635 / 1730 mmGreutate: 3500 kg
Caracteristicile utilajelor tehnologice MUCN utilizate in procesul tehnologic robotizat
Caracteristici principale Masina de strunjit CNC T-6SMY : curse X, Y, Z: 1700[mm] x 1200[mm] x 750[mm] dimensiuni masa: 1600[mm] x1050[mm] turatie standard ax principal: 4000 [rpm] putere ax principal: 15[Kw] viteza de avans in gol X, Y / Z: 12[m/min], 12[m/min] / 10[m/min] greutate: 19000Kg
Componenta celulei flexibile de fabricaieCaracteristicile principale ale celulei flexibile de fabricatieciclul de prelucrare al unei piese 6minproductivitatea 3000 buc/annr schimburi: un schimb
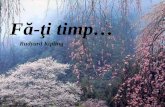
Prezentarea robotului industrial FANUC LR200iC
Capacitate Un spaiu de lucru mare, 717 mm proiecie i 7 kg sarcin mpreun cu o gam larg de soluii oferit de o nalt productivitate, cu aplicaii de manipulare i de asamblareCompactDatorit economie de spaiu, designul compact al bazei mainii i cerinele de spaiu modeste reprezinta o soluie ideal pentru un robot compact, linii de producie i utilaje / echipamente de maini.RapidServomotoarele de nalt performan permit o accelerare mare i timpii de ciclu scurt permit cresterea productivitatii
Categorie uoarDe numai 25 kg masa, este plasat ntr-o alternativ simpl i flexibil i low-cost de automatizare fixCaracteristicile robotului industrial FANUC LR200iC
Spaiul de lucru al robotului
Amplasarea robotului industrial ntr-o celul de fabricaie
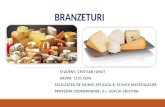
NEXUS II-4000MUCN1MUCN2CNC T-6SMY Depozit intermediar P3Depozit de alimentare P1Depozit de alimentare P2FANUC LR200iCAmplasarea elementelor n celula flexibil
P1P2P3P4P5CiclogramaDADIDEABCDEFD.A. (Dispozitiv de alimentare; postul de incarcare a pieselor din magazie)D.I. (Dispozitiv intermediar)D.E. (Dispozitiv de evacuare; postul de descarcare a pieselor complet prelucrate)Sector de lucru
1 Sectorul de lucru
2 Manipulator
3 Calea de oprire 4 Zona de siguranStabilirea pozitiilor celor 5 puncte caracteristice (Xi,Yi,Zi) corespunzatoare punctelor tinta ce trebuie atinse de robot n timpul procesului tehnologic
Pentru determinarea poziiei noului sistem de coordonate se va rezolva urmtorul sistem:
Zmed
Valorile punctelor Xo, Yo, Zo se vor determina cu ajutorul sistemului de ecuatii de mai sus:
astfel, Xo = - 52Yo = -221Zmed =400
Valorile noului sistem de coordonate se determin cu relaiile:
xi*=xi-x0yi*=yi-y0zi*=zi-zmedXi1* = -700+52=-648 Xi2* = -750+52=-698 Xi3* = 0+52=52Xi4* =680+52=732 Xi*5=500+52=552 Yi1* = -350+221=129Yi2* = 340+221=561Yi3* =900+221=1121Yi4* =370+221=591Yi5* =-600+221=379Zi1* = 300-400=-100Zi2* = 400-400=0Zi3* = 500-400=100Zi4* = 400-400=0Zi5* = 300-400=-100Ghidarea punctului caracteristic Pi(TCP)
EXPRESIILE LEGII DE MISCARE ALE PUNCTULUI P PENTRU PORTIUNEA DE ACCELERARE CU VITEZA CONSTANTA PTR PORTIUNEA DE INTARZIERE DE LA SFARSITUL INTERVALULUI
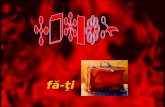
Dispozitiv de apucare i fixare modelul 3D
4
Va multumesc !