
PROIECT TM
27
5/17/2018 PROIECTTM-slidepdf.com http://slidepdf.com/reader/full/proiect-tm 1/27 Cap.I Determinarea rolului funcţional folosind analiza morfofuncţională a suprafeţelor Determinarea rolului funcţional se face pornind de la analiza fiecărei suprafeţe a piesei finite. - se analizează piesa (desenul de execuţie al acesteia); - se descompune piesa în suprafeţe simple (plane , cilindrice , conice , evolventice , elicoidale etc.), deoarece rolul funcţional al piesei este dat de rolul funcţional al fiecărei suprafeţe ce delimitează piesa în spaţiu. Există patru tipuri de suprafeţe: Suprafeţe de asamblare : precizie de formă, de poziţie , rugozitate mică şi eventuale prescripţii referitoare la duritatea suprafeţei; Suprafeţe funcţionale (pentru care piesa a fost construită): precizie de formă , de poziţie , precizie dimensională , rugozitate si eventual prescripţii la natura materialului şi modul de realizare;
-
Upload
elena-elle -
Category
Documents
-
view
500 -
download
2
Transcript of PROIECT TM
5/17/2018 PROIECT TM - slidepdf.com
http://slidepdf.com/reader/full/proiect-tm 1/27
Cap.I
Determinarea rolului funcţional folosind analizamorfofuncţională a suprafeţelor
Determinarea rolului funcţional se face pornind de la analiza fiecărei
suprafeţe a piesei finite.- se analizează piesa (desenul de execuţie al acesteia);
- se descompune piesa în suprafeţe simple (plane , cilindrice ,conice , evolventice , elicoidale etc.), deoarece rolul funcţional alpiesei este dat de rolul funcţional al fiecărei suprafeţe cedelimitează piesa în spaţiu. Există patru tipuri de suprafeţe:
Suprafeţe de asamblare : precizie de formă, de poziţie , rugozitatemică şi eventuale prescripţii referitoare la duritatea suprafeţei;
Suprafeţe funcţionale (pentru care piesa a fost construită): preciziede formă , de poziţie , precizie dimensională , rugozitate si eventualprescripţii la natura materialului şi modul de realizare;
5/17/2018 PROIECT TM - slidepdf.com
http://slidepdf.com/reader/full/proiect-tm 2/27
S f ţ t h l i j tă l bţi f ţ l f ţi l
Cap.ll
Alegerea materialului optim folosind metoda valorilor optime După stabilirea rolului funcţional se alege materialul optim ce va fifolosit la obţinerea piesei. Rolul funcţional ne arată şi proprietăţile pe caretrebuie să le îndeplinească piesa . O alegere optimă a unui material pentruo anumită destinaţie , este o problemă foarte complexă ce trebuie
rezolvată de proiectant.Concluzia este că dacă se doresc anumite proprietăţi se face o
proiectare a materialului cu o astfel de structură care să implice cerinţelecerute de rolul funcţional . Adică se alege acel material care să
îndeplinească cerinţele minime de rezistenţă şi durabilitate ale piesei încondiţiile unui preţ de cost minim şi al unei fiabilităţi sporite.
Proprietăţile unui material trebuie considerate ca o sumă de relaţii între material şi mediul înconjurător în care va lucra.
Prezentăm o clasificare a proprietăţilor din punct de vedere alalegerii materialului optim şi a caracteristicilor acestuia :
Fi i G t t ifi ă t t d t i diţii
5/17/2018 PROIECT TM - slidepdf.com
http://slidepdf.com/reader/full/proiect-tm 3/27
Fi i G t t ifi ă t t d t i diţii
Economice
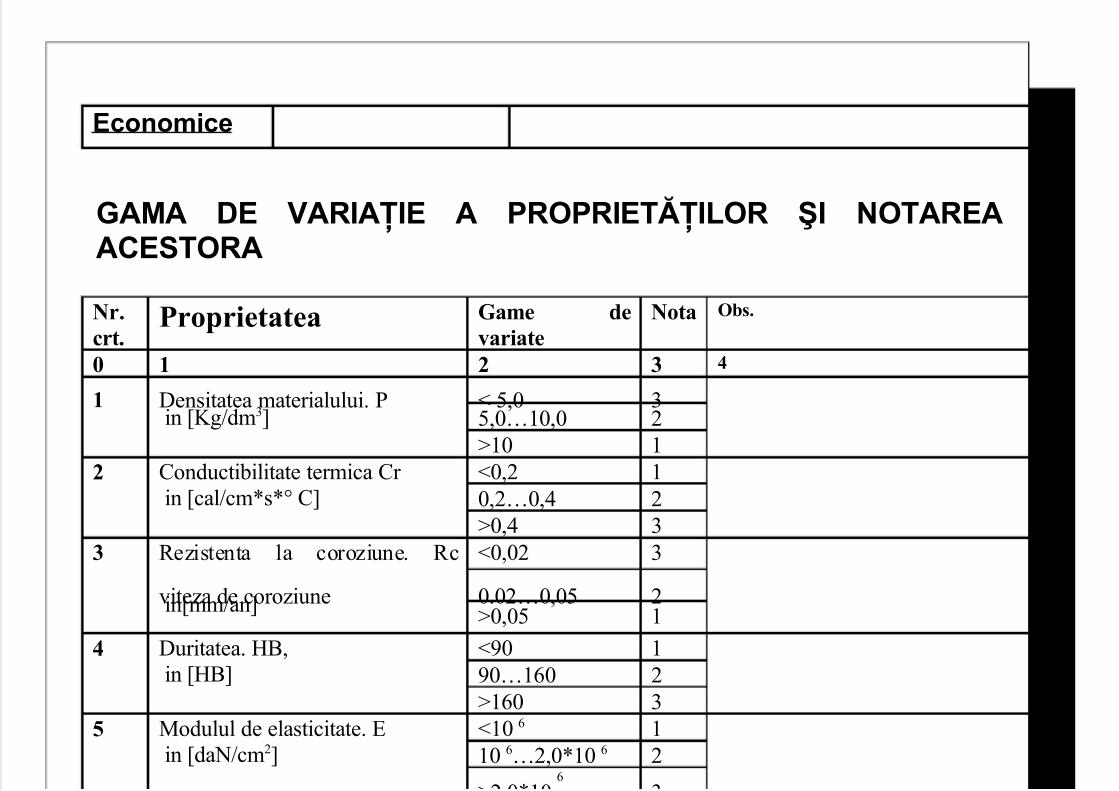
GAMA DE VARIAŢIE A PROPRIETĂŢILOR ŞI NOTAREAACESTORA
Nr.
crt.Proprietatea Game de
variate
Nota Obs.
0 1 2 3 4
1 Densitatea materialului. Ρin [Kg/dm3]
< 5,0 35,0…10,0 2
>10 1
2 Conductibilitate termica Cr
in [cal/cm*s*° C]
<0,2 1
0,2…0,4 2
>0,4 3
3 Rezistenta la coroziune. Rc
viteza de coroziunein[mm/an]
<0,02 3
0.02…0,05 2>0,05 1
4 Duritatea. HB,
in [HB]
<90 1
90…160 2
>160 3
5 Modulul de elasticitate. E
in [daN/cm2]
<10 6 1
10 6…2,0*10 6 2
>2 0*106
3
5/17/2018 PROIECT TM - slidepdf.com
http://slidepdf.com/reader/full/proiect-tm 4/27
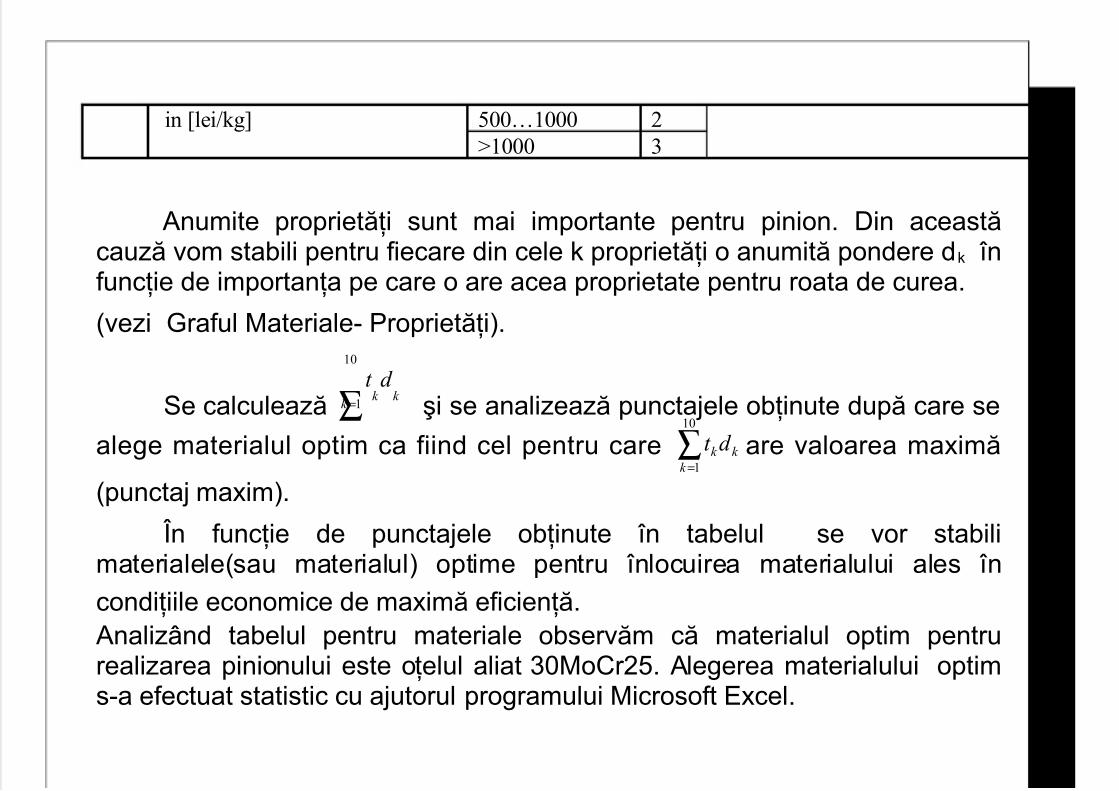
in [lei/kg] 500…1000 2
>1000 3
Anumite proprietăţi sunt mai importante pentru pinion. Din aceastăcauză vom stabili pentru fiecare din cele k proprietăţi o anumită pondere dk înfuncţie de importanţa pe care o are acea proprietate pentru roata de curea.
(vezi Graful Materiale- Proprietăţi).
Se calculează ∑=
10
1k k k
d t
şi se analizează punctajele obţinute după care se
alege materialul optim ca fiind cel pentru care ∑=
10
1k
k k d t are valoarea maximă
(punctaj maxim).
În funcţie de punctajele obţinute în tabelul se vor stabilimaterialele(sau materialul) optime pentru înlocuirea materialului ales încondiţiile economice de maximă eficienţă.
Analizând tabelul pentru materiale observăm că materialul optim pentrurealizarea pinionului este oţelul aliat 30MoCr25. Alegerea materialului optims-a efectuat statistic cu ajutorul programului Microsoft Excel.
5/17/2018 PROIECT TM - slidepdf.com
http://slidepdf.com/reader/full/proiect-tm 5/27
Procedee tehnologice de obţinere a pieseisemifabricat
Noţiuni generale despre obţinerea pieselor turnate
Topirea şi turnarea metalului constituie un proces tehnologic destinatobţinerii pieselor turnate cu forme, dimensiuni şi utilizări diferite.
Piesele turnate prezintă următoarele avantaje faţă de piesele forjatesau matriţate:- posibilitatea unei prelucrări mecanice simple şi economice prin
faptul că piesa turnată în comparaţie cu cea forjată au dimensiuni şi formemai apropiate de piesa finită;
- posibilitatea unei producţii mari printr-o mecanizare dezvoltată şimenţinere uniformităţii dimensiunilor şi proprietăţilor;
i j di i ă l l i î dif i ă i l i i f l
5/17/2018 PROIECT TM - slidepdf.com
http://slidepdf.com/reader/full/proiect-tm 6/27
Forma de turnare poate fi alcătuită din un sau mai multe părţi în funcţie detipul formei:
- Forma deschisă este alcătuită din cavitatea formei umplută cumetal.- Forma închisă reprezintă modalitatea uzuală de turnare şi
presupune existenţa unei suprafeţe de separaţie care împarte forma,respectiv piesa în mai multe părţi:
- cavitatea formei umplută cu metal lichid;- cele două semiforme;
- pâlnie de turnare;- răsuflători.Piesa semifabricat obţinută prin turnare va avea adaosuri de material
clasificate astfel:- Ap: adaosuri de prelucrare-pe toate suprafeţele ale căror precizie
dimensională şi rugozitate nu pot reieşi din turnare;
- At: adaosuri tehnologice-pe toate suprafeţele a căror configuraţie nuiese din turnare, în vederea simplificării formei tehnologice a piesei;- A î : adaosuri de înclinare-facilitează scoaterea modelului din formă;
- Rc: adaosuri sub forma razelor de racordare constructive-evitădefectele şi crăpăturile.
În funcţie de numărul de turnări ce se pot efectua în aceeaşi formă,procedeele de turnare pot fi:
Î f f

5/17/2018 PROIECT TM - slidepdf.com
http://slidepdf.com/reader/full/proiect-tm 7/27
Analiza tehnico-economică pentru determinareaprocedeului optim de tunare
Pentru a putea determina procedeul optim de turnare trebuie săfacem în calcul care trebuie să ţină cont de numărul de piese ce trebuiefabricate pe an în cazul considerat de noi acest număr fiind de 3000000 debucăţi pe an.1) Turnarea în forme temporareTimpul disponibil este de 4080 ore.Timpul necesar executării unei piese este de 50 de minute.Timpul necesar 2500000 de ore.Numărul de muncitori necesari este de 613.Cheltuielile salariale pentru procesul de producţie sunt de 919500000 lei.Nisip 1000000 lei.Miezuri 20000000 lei.
Scule auxiliare 15000000 lei.Cheltuieli cu energia electrică 10000000 lei.Cuptor pentru topirea metalului 20000000 lei.Cheltuieli fixe 55000000.Rezultă un cost de 3138,33 lei/piesă, la care se adaugă 17359,28 leicheltuieli materiale.
Turnarea în forme permanente
5/17/2018 PROIECT TM - slidepdf.com
http://slidepdf.com/reader/full/proiect-tm 8/27
Cheltuielile pentru realizarea unei piese sunt de 1098 lei, deci procedeuloptim pentru realizarea pinionului este turnarea în forme permanente.
Pentru a afla tipul de producţie optim facem raportuln=(4080*60)/7=34971,4 piese.Folosim formula n=Td/Tu, unde:-Td este timpul disponibil;-Tu este timpul util;-n este numărul de piese obţinut.
Dacă programa de fabricaţie nf <n, atunci producţia are caracter de
serie, fiind necesară introducerea loturilor sau seriilor de piese; dacă însănf ≥ n, atunci producţia are caracter de masă, tot timpul disponibil fiindconsumat cu realizarea aceluiaşi produs.
Programa de fabricaţie fiind mai mare decât numărul de pieseobţinut în timpul total disponibil înseamnă că vom alege producţie demasă, tip de producţie ce asigură o productivitate deosebit de ridicată, un
cost scăzut al pieselor, o fabricare neîntreruptă şi mai ales care permiteautomatizarea sau robotizarea producţiei. Datorită faptului că programa defabricaţie este mai mare decât numărul de piese obţinut în timpul totaldisponibil varianta optimă de turnare este turnarea în forme permanente.
Formele permanente sunt confecţionate din materiale durabile, carepermit utilizarea lor la mai multe turnări consecutive, fără a fi necesarărecondiţionarea acestora după fiecare turnare.

5/17/2018 PROIECT TM - slidepdf.com
http://slidepdf.com/reader/full/proiect-tm 9/27
Cap. IIIObţinerea piesei semifabricat printr-un procedeu optimde turnare
5/17/2018 PROIECT TM - slidepdf.com
http://slidepdf.com/reader/full/proiect-tm 10/27
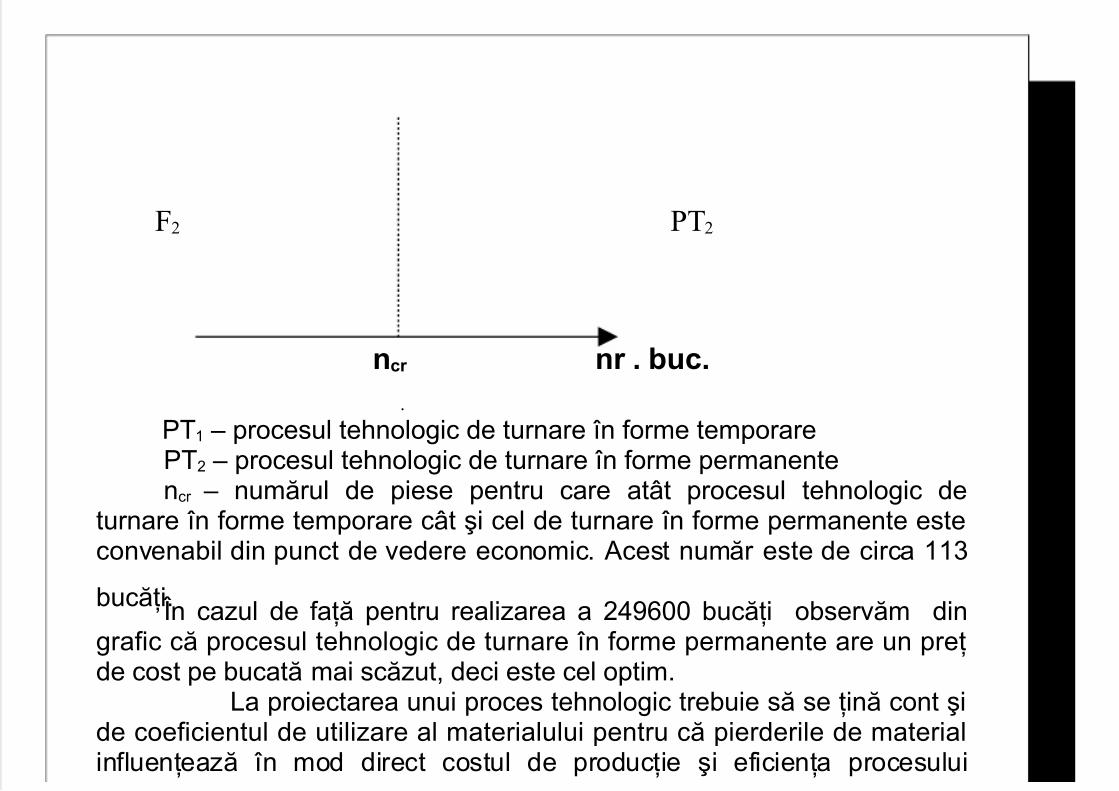
F2 PT2
ncr nr . buc..
PT1 – procesul tehnologic de turnare în forme temporarePT2 – procesul tehnologic de turnare în forme permanentencr – numărul de piese pentru care atât procesul tehnologic de
turnare în forme temporare cât şi cel de turnare în forme permanente esteconvenabil din punct de vedere economic. Acest număr este de circa 113
bucăţi. În cazul de faţă pentru realizarea a 249600 bucăţi observăm dingrafic că procesul tehnologic de turnare în forme permanente are un preţde cost pe bucată mai scăzut, deci este cel optim.
La proiectarea unui proces tehnologic trebuie să se ţină cont şide coeficientul de utilizare al materialului pentru că pierderile de materialinfluenţează în mod direct costul de producţie şi eficienţa procesului
5/17/2018 PROIECT TM - slidepdf.com
http://slidepdf.com/reader/full/proiect-tm 11/27
- micşorarea adaosurilor de prelucrare .
2. Indicatorii consumului de metalPrincipalii indicatori în consumul de metale sunt următorii :
- norma de consum ;- consumul specific ;- coeficientul de utilizare al metalului ;- procentul deşeurilor de metale ;
Prin normă de consum se înţelege cantitatea de materie primă ,material sau energie prevăzută a se consuma pentru executarea uneiunităţi de produs finit sau a unei cantităţi de prestaţie, în condiţii tehnico-organizatorice normale de producţie. Este folosită la întocmirea planului deaprovizionare şi a preţului de cost.
Consumul specific reprezintă cantitatea de materie primă, material
sau energie care a fost consumată la executarea unei unităţi de produsfinit sau a unei unităţi de prestaţie în condiţiile tehnico-organizatorice aleprocesului de producţie al intreprinderii în perioada de plan realizată.
Coeficientul de utilizare al metalului este un indice care arată gradulde înglobare a unui material în procesul finit. Valoarea acestui indicator rezultă din relaţia:
K=Cu/Nc,Î
5/17/2018 PROIECT TM - slidepdf.com
http://slidepdf.com/reader/full/proiect-tm 12/27
semifabricatului obţinut prin tunare este 0,13425dm3 masa semifabricatuluieste 0,822 kg la turnarea în forme temporare. Coeficientul de utilizare amaterialului este de 73%.
5/17/2018 PROIECT TM - slidepdf.com
http://slidepdf.com/reader/full/proiect-tm 13/27
S. Niculescu, L. Butnaru Manual de informatică;V. Toma, R. Şaban ş.a. Studiul metalelor;
A. Marin V. Adîr ş.a. Desen tehnic industrial;
5/17/2018 PROIECT TM - slidepdf.com
http://slidepdf.com/reader/full/proiect-tm 14/27
-obţinerea unor proprietăţi mecanice mai bune, datorită uneistructuri mai omogene şi mai bune;
-consum minim de material;-asigură o productivitate foarte ridicată;
-conduce la obţinerea unei game foarte variată de piese, cuconfiguraţii simple până la cele mai complexe cu greutăţi variind de lacâteva grame până la câteva sute de tone din metale şi aliaje feroase sauneferoase şi cu un număr mic de operaţii;
-asigură obţinerea unei precizii ridicate (mai ales la prelucrarea la
rece) cu o manoperă redusă etc.tot prin acest procedeu se obţin majoritatea semifabricatelor necesare unor procedee inferioare de prelucrare:
-tablele;-benzile;-barele;
-profilele de diferite forme şi dimensiuni;-sârmele etc.;Datorită avantajelor sale, prelucrarea prin deformare plastică deţine
ponderea cea mai mare în industria constructoare de maşini (peste 60%din piesele componente ale maşinilor, instalaţiilor şi utilajelor).
Procedeul prezintă însă şi o serie de dezavantaje legate deinvestiţiile mari determinate de necesitatea unor forţe mari de

5/17/2018 PROIECT TM - slidepdf.com
http://slidepdf.com/reader/full/proiect-tm 15/27
- de degroşare;- de prefinisare;- de finisare etc.
d) după complexitatea procedeelor întrebuinţate:e) după calitatea suprafeţei realizate:
- de eboşare;- de finiţie etc.
Materiale prelucrabile prin deformare plastică
Deşi numărul metalelor şi aliajelor ce pot fi prelucrate prin deformareplastică este foarte mare, totuşi, ca materie primă folosită în secţiile deprelucrare prin deformare, oţelurile carbon şi aliate ocupă peste 80%, iar restul îl ocupă metalele şi aliajele neferoase. În funcţie de destinaţia şidimensiunile pieselor ce se deformează, oţelurile folosite se prezintă fie
sub formă de lingouri, fie sub formă de laminate sau semifabricate. Dintreneferoase cele mai des întâlnite în secţiile de deformare sunt:- alamele, care se deformează atât la cald cât şi la rece;- bronzurile, utilizate mai ales pentru execuţia diferitelor bucşe delagăre,
arcuri şi piese diverse supuse coroziunii, precum şi pentru executareaunor piese de uz casnic;

5/17/2018 PROIECT TM - slidepdf.com
http://slidepdf.com/reader/full/proiect-tm 16/27
încălzire. Încălzirea materialelor în vederea prelucrării prin deformareplastică are o mare importanţă, deoarece calitatea produselor obţinutedepinde foarte mult de alegerea corectă a regimului de încălzire. Încălzireaare drept scop reducerea forţelor de deformare prin mărirea plasticităţii şiscăderea rezistenţei la curgere, reducerea duratei de deformare,reducerea gabaritului şi greutăţii utilajului folosit, obţinerea unei structuricare să asigure o deformare uşoară etc.
O încălzire uniformă a semifabricatului şi alegerea temperaturiioptime de deformare asigură pierderi minime prin oxidare, ardere şidecarburare, evită apariţia tensiunilor interne şi a fisurilor.Principalii parametrii ai regimului de încălzire sunt:
- intervalul de temperatură la care se poate face deformarea;
- viteza de încălzire;
- durata de încălzire;
Din punct de vedere al rezistenţei la deformare Rd tendinţa ar fi catemperatura să fie cât mai ridicată, iar din punct de vedere aldeformabilităţii această limită se fixează la acea temperatură la caredeformabilitatea începe să scadă. Scăderea deformabilităţii la temperaturimari este dată de începutul creşterii excesive a grăunţilor şi a începeriiprocesului de topire la limitele intercristaline. Temperatura la care aceste
5/17/2018 PROIECT TM - slidepdf.com
http://slidepdf.com/reader/full/proiect-tm 17/27
Cuptoarele cu ardere se împart, în funcţie de modul de distribuire atemperaturilor în spaţiul de lucru în :
- cuptoare cu cameră, în care temperatura este constantă în totspaţiul de lucru:
- cuptoare cu propulsie, în care temperatura creşte începând de lalocul de încărcare până la locul de descărcare. Cuptoarele cu cameră potfi cu vatră fixă sau mobilă, temperatura putându-se varia în limite strânseprin modificarea cantităţii de combustibil ars în focar.
În cazul unei producţii de serie mare sau de masă se folosesccuptoarele cu propulsie, deoarece asigură o productivitate ridicată.
Cuptoarele cu rezistenţă electrice pot fi prevăzute cu o rezistenţămetalică în formă de spirală, înfăşurată în jurul camerei cuptorului, sau curezistenţe ceramice(bare de silită) amplasate în partea de sus sau pe pereţii laterali ai
camerei. Cele cu bare de silită realizează temperaturi mai ridicate,putându-se folosi şi pentru încălzirea semifabricatelor din oţel.
PROCEDEE DE OBŢINERE A PIESELOR ŞI
Ă
5/17/2018 PROIECT TM - slidepdf.com
http://slidepdf.com/reader/full/proiect-tm 18/27
mecanice ridicate. Datorită proprietăţilor bune pe care imprimă materialuluişi datorită preţului de cost
scăzut, laminarea prezintă o deosebită importanţă pentru economie (peste75 % din cantitatea de oţel se prelucrează prin laminare, precum şi o partedin materialele neferoase, se prelucrează prin laminare). Semifabricatelecare se laminează sunt lingourile de diferite forme şi mărimi sau alteproduse, obţinute fie prin forjare, fie printr-o laminare anterioară (blume,ţagle, platine etc.). Operaţiile ce alcătuiesc fluxul tehnologic de lminaresunt : alegerea şi pregătirea semifabricatului
curăţirea de retasuri, debitarea la dimensiunile necesare, încălzirea latemperatura de deformare, laminarea propriu-zisă, tăiera la dimensiunileprescrise, lucrările de completare(curăţire, sortare etc.), tratamentul termicde recoacere sau revenire şi controlul tehnic de calitate.
Extrudarea este procedeul de prelucrare prin deformare plastică ce
constă în trecerea forţată a materialului, datorită împingerii, prin orificiulunei scule cu dimensiunile secţiunii transversale mai mici decât cele alesemifabricatului iniţial.
Caracteristica acestui procedeu este faptul că deformarea materialului nuse produce în tot volumul său ci pe măsura intrării în zona de deformare.
Acest procedeu are o largă aplicabilitate în obţinerea de profile complexesau piese finite care nu pot fi realizate economic prin alte procedee de
5/17/2018 PROIECT TM - slidepdf.com
http://slidepdf.com/reader/full/proiect-tm 19/27
combinarea unor operaţii simple, numite şi operaţii de bază. Acestea sunt:refularea, întinderea, găurirea, îndoirea, răsucirea, crestarea, debitarea şisudarea.
Matriţarea reprezintă un procedeu de deformare plastică în cadrulcăruia operaţia de deformare se execută în spaţiu îngrădit la o singurăapăsare. Spre deosebire de forjarea liberă, matriţarea este un procedeumult mai economic şi cu productivitate ridicată. Matriţarea prezintăurmătoarele avantaje: calitatea suprafeţei foarte bună, preciziedimensională ridicată, permite obţinerea unor piese de complexitate mare,consum redus de material, productivitate ridicată etc. Dezavantajele suntlegate în special de costul ridicat al matriţelor, greutatea limitată a pieselor care se pot obţine (0,01-100 daN), necesitatea unor utilaje specializateetc. Alegerea modului de obţinere a unei piese, prin forjare liberă sau prinmatriţare este condiţionată în primul rând de numărul de piese, un rolhotărâtor avându-l gabaritul şi configuraţia piesei. Piesele de dimensiuni
mari se pot obţine numai prin forjare liberă, cele de dimensiuni medii şimici prin ambele procedee (depinde de numărul de bucăţi), iar cele dedimensiuni mici şi în producţie de serie sau masă numai prin matriţare. Laproducţia de serie mică şi unicate este eficientă doar forjarea liberă.
Clasificarea matriţării se face după mai multe criterii:
- după temperatura de execuţie: la cald sau la rece;
5/17/2018 PROIECT TM - slidepdf.com
http://slidepdf.com/reader/full/proiect-tm 20/27
piesei finite, surplusul de material fiind împins în canalul de bavură. Rolulbavurii fiind acela de a forţa metalul să umple cavităţile matriţei, de acolecta surplusul de metal care curge şi de a atenua şocul lovituriisemimatriţei superioare asupra celei inferioare.
De modul cum este conceput canalul de bavură depinde nu numaiumplerea corectă a cavităţilor matriţei ci şi consumul de metal, precum şimodul de debavurare. Volumul canalului de bavură se determină curelaţia:
Vcb = P[h1b1+(h2+h1/2)b2] [mm3],
în care: P este perimetrul canalului de bavură ce trece prin centrul degreutate. Pentru a se evita spargerea matriţei trebuie ca surplusul dematerial să nu depăşească 0,6-0,8 din volumul canalului de bavură.
Piesele simple se pot matriţa direct din materialul iniţial (oţel pătrat,rotund etc.). Pentru piesele de formă complexă se execută mai întâi un
semifabricat cu configuraţia apropiată de cea a formei finite,prin operaţiipregătitoare (forjare liberă pentru producţia de serie mică şi calibrarepentru producţia de serie mare)în cazul producţiei de serie mică şi mijlocietoate cavităţile necesare pentru modificarea succesivă a formeisemifabricatului, denumite calibre, se pot execta într-o singură matriţă,formând o matriţă cu calibre multiple. În acest caz matriţarea se realizează
5/17/2018 PROIECT TM - slidepdf.com
http://slidepdf.com/reader/full/proiect-tm 21/27
A – aria puntiţei bavurii în mm2;
An – aria semifabricatului în proiecţie orizontală în mm2;
d – diametrul semifabricatului în mm;σr –rezistenţa la rupere la temperatura de lucru în daN/m2;
a – latura pătratului în mm;
Matriţarea se execută de obicei pe ciocane (prin lovire) sau peprese(prin presare) aceste procedee nu diferă esenţial, apar însă
particularităţi legate de modul de funcţionare al utilajelor folosite. Astfel, lamatriţare pe prese se pot executa unele operaţii ce nu pot fi executate lamatriţarea pe ciocane (extrudarea, perforare, operaţii combinate).Matriţarea pe prese prezintă o serie de avantaje faţă de matriţare peciocane cum ar fi:
– precizie mai mare datorită cursei rigide a berbecului;
– înclinaţii mai mici ale pereţilor cavităţii datorită prezenţeiextractoarelor;
– permite automatizarea în întregime a procesului;
– consum mai mic de energie;
– productivitate ridicată;
5/17/2018 PROIECT TM - slidepdf.com
http://slidepdf.com/reader/full/proiect-tm 22/27
adaosurile tehnologice, înclinările necesare pentru scoaterea uşoară apiesei din cavitatea matriţei.
Stabilirea adaosurilor de prelucrare se face ţinând cont de calitateasuprafeţelor, valorile lor fiind stabilite în funcţie de dimensiunile principaleH şi L sau D, precum şi de clasa de precizie (STAS 7670– 66).
La stabilirea înclinărilor de matriţare trebuie să se aibă în vedere că,cu cât unghiurile de înclinare sunt mai mari, cu atât mai uşor se potextrage piesele din cavitatea matriţei. Pe de altă parte însă cu cât
unghiurile sunt mai mari materialul urcă mai greu în cavităţile adânci, iar consumul de material creşte. De obicei este valabilă regula că înclinărileinterioare (3–100) sunt mai mari decât cele exterioare (1–70) pentru amicşora nesiguranţa privind lipirea piesei pe dorn din cauza contracţiei larăcire.
Razele de racordare se execută cu două scopuri: să se elimine
muchiile ascuţite şi să ajute la curgerea materialului în cavităţile matriţelor.2) Alegerea planului de separaţie se face ţinând cont de următoareleprincipii de bază:
– pe cât posibil, planul de separaţie este bine să împartă piesa înpărţi simetrice şi egale;
– din punct de vedere al construcţiei sculelor este mai avantajos ca
5/17/2018 PROIECT TM - slidepdf.com
http://slidepdf.com/reader/full/proiect-tm 23/27
– îndreptarea , în timpul procesului de matriţare, a debavurării sau atratamentului termic piesele pot suferi deformări nedorite (îndoiri, turtirilocale, răsuciri etc.) , de aceea se supun operaţiei de îndreptare.
Îndreptarea se poate face la cald sau la rece (de regulă după tratamentultermic şi curăţire). Operaţia se poate efectua în locaşul de finisare alaeleiaşi matriţe, la presele de debavurare, în matriţe de îndreptat laciocane etc.
– calibrarea este operaţia finală de deformare a piesei matriţate,având ca scop obţinerea unor dimensiuni mai exacte şi a unor suprafeţemai netede. Operaţia se execută în matriţe speciale de calibrare. Dupămodul de curgere a metalului, calibrarea poate fi plană sau în volum.Calibrarea plană acţionează numai asupra anumitor dimensiuni sausuprafeţe ale piesei matriţate, în timp ce calibrarea în volum (mai puţinprecisă) acţionează asupra întregii piese.
– Curăţirea, în urma procesului de matriţare-debavurare, dar mai
ales în timpul încălzirii, piesele matriţate rămân la suprafaţă cu arsuri şialte defecte superficiale, de aceea ele se supun curăţirii. În acest scop sefolosesc următoarele procedee de curăţire:
a) curăţirea în tobe rotitoare pentru piese mici şimijlocii(greutatea până la 6daN);
b) curăţirea cu jet de alice, la piese mici şi mijlocii (greutatea
5/17/2018 PROIECT TM - slidepdf.com
http://slidepdf.com/reader/full/proiect-tm 24/27
Energie electrică 250000000 lei.Cheltuieli fixe 55000000.Rezultă un cost de 5835 lei/piesă, la care se adaugă 28946 lei cheltuielimateriale, deci un cost total de 34311 lei/piesă.
Matriţarea
Timpul disponibil este de 4080 ore.
Timpul necesar executării unei piese este de 4 de minute.Timpul necesar de 200000 ore.Numărul de muncitori necesari este de 100.Cheltuielile salariale pentru procesul de producţie sunt de 150000000lei.Matriţe 150000000lei.Scule auxiliare 10000000 lei.Cheltuieli cu energia electrică 15000000 lei.Cuptor preîncălzire forme 15000000Cheltuieli substanţe pentru degresarea şi curăţirea matriţelor 15000000lei.Cheltuieli fixe 55000000.Rezultă un cost de 407 lei/piesă, la care se adaugă 17359,28 lei cheltuielimateriale, deci un cost total de 17800 lei/piesă.
Comparând cheltuielile pentru obţinerea piesei prin cele două procedee am
5/17/2018 PROIECT TM - slidepdf.com
http://slidepdf.com/reader/full/proiect-tm 25/27
PT1 – procesul tehnologic de aşchiere din bară laminată.PT2 – procesul tehnologic de matriţare.ncr – numărul de piese pentru care atât procesul tehnologic de
aşchiere din bară laminată, cât şi cel de matriţare sunt convenabile dinpunct de vedere economic. Acest număr este de circa 387 bucăţi.
În cazul de faţă pentru realizarea a 3000000 bucăţi observăm dingrafic că procesul tehnologic de matriţare are un preţ de cost pe bucatămai scăzut, deci este cel optim.
Studiind şi rezultatele din prima parte a temei de casă a rezultat
ca procedeu optim de obţinere a piesei procesul tehnologic dematriţare.
5/17/2018 PROIECT TM - slidepdf.com
http://slidepdf.com/reader/full/proiect-tm 26/27
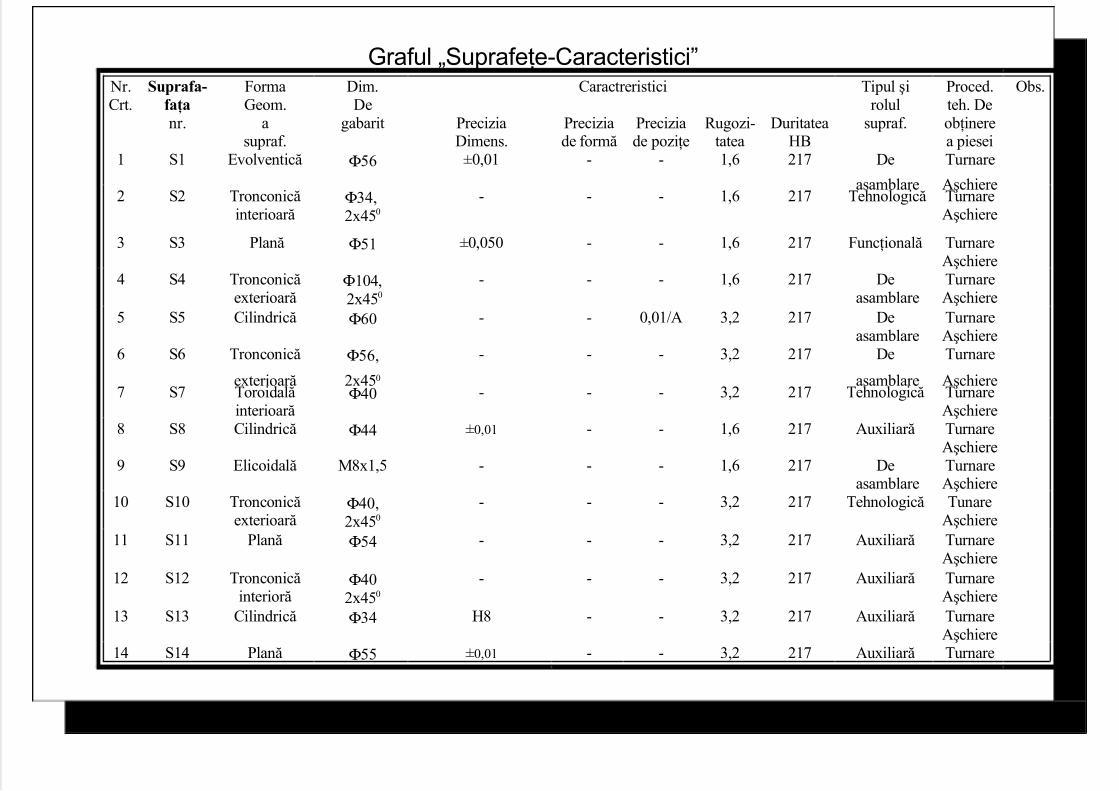
Graful „Suprafeţe-Caracteristici” Nr.Crt.
Suprafa-faţanr.
FormaGeom.
asupraf.
Dim.De
gabarit
Caractreristici Tipul şirolul
supraf.
Proced.teh. Deobţinerea piesei
Obs.
PreciziaDimens.
Preciziade formă
Preciziade poziţe
Rugozi-tatea
DuritateaHB
1 S1 Evolventică Φ56 ±0,01 - - 1,6 217 De
asamblare
Turnare
Aşchiere2 S2 Tronconică
interioarăΦ34,2x450
- - - 1,6 217 Tehnologică TurnareAşchiere
3 S3 Plană Φ51 ±0,050 - - 1,6 217 Funcţională TurnareAşchiere
4 S4 Tronconicăexterioară
Φ104,2x450
- - - 1,6 217 Deasamblare
TurnareAşchiere
5 S5 Cilindrică Φ60 - - 0,01/A 3,2 217 Deasamblare
TurnareAşchiere
6 S6 Tronconică
exterioară
Φ56,
2x450
- - - 3,2 217 De
asamblare
Turnare
Aşchiere7 S7 Toroidală
interioarăΦ40 - - - 3,2 217 Tehnologică Turnare
Aşchiere8 S8 Cilindrică Φ44 ±0,01 - - 1,6 217 Auxiliară Turnare
Aşchiere9 S9 Elicoidală M8x1,5 - - - 1,6 217 De
asamblareTurnareAşchiere
10 S10 Tronconicăexterioară
Φ40,2x450
- - - 3,2 217 Tehnologică TunareAşchiere
11 S11 Plană Φ54 - - - 3,2 217 Auxiliară TurnareAşchiere
12 S12 Tronconicăinterioră
Φ402x450
- - - 3,2 217 Auxiliară TurnareAşchiere
13 S13 Cilindrică Φ34 H8 - - 3,2 217 Auxiliară TurnareAşchiere
14 S14 Plană Φ55 ±0,01 - - 3,2 217 Auxiliară Turnare
5/17/2018 PROIECT TM - slidepdf.com
http://slidepdf.com/reader/full/proiect-tm 27/27
aşchiere


















