Exemplu proiect PPS2

of 62
-
Upload
andrei-trocaru -
Category
Documents
-
view
262 -
download
0
Transcript of Exemplu proiect PPS2
-
8/10/2019 Exemplu proiect PPS2
1/62
Universitatea POLITEHNICA din Bucureti
Facultatea I M S T
Specializarea I E I
PROIECT DE
PRODUSE, PROCESE I SISTEME (2)
Student,
Oana MUAT
G 642 AC
-
8/10/2019 Exemplu proiect PPS2
2/62
Studiul tehnico-economic privind
proiectarea procesului de producie i
a unui echipament tehnologic pentru
produsul PLAC DE BAZ
-
8/10/2019 Exemplu proiect PPS2
3/62
-
8/10/2019 Exemplu proiect PPS2
4/62
1. Proiectare proces i sistem de producie
1.1. Date iniiale generaleProdusul prezentat este Placa de baz125x200x40 cu coloanele dispuse pe diagonal.
Programa deproducie: 1000 buc/an. Unitatea de producie:SC ELECTROMAGNETICA SA Obiectiv principal: introducerea unei noi tehnologii. Fond real de timp: 25518 = 2040 ore/an;
Cerina economic: cost minim de producie
1.2. Date constructive funcional-tehnologice
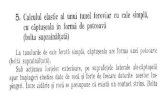
1.2.1. Schie constructive
O schi a produsului Matri se prezint n fig. 1.2.1, n care reperulconsiderat Plac de baz are poziia 1.
-
8/10/2019 Exemplu proiect PPS2
5/62
10. Plac de presiune; 11. Poanson; 12. Plac port-poanson; 13. urub pachet superior; 14. Nitrigle 1; 15. Rigl poriune mic; 16. mpingtor; 17. Arc; 18. Nit rigle 2; 19. Cep; 20. tift
pachet inferior; 21. tift pachet exterior; 22. Pies; 23. Buc de ghidare; 24. Buc de ghidare24.
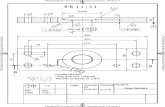
O schi a reperului considerat, Plac de baz, se prezint n fig. 1.2.2.
-
8/10/2019 Exemplu proiect PPS2
6/62
-
8/10/2019 Exemplu proiect PPS2
7/62
Tabelul 1.2.1
Sk Forma
nominal
Dimensiuni
[mm]
Rugozitate,
Ra
[m]
Tolerana(-e)de form
[mm]
Alte condiii(duritate,
acoperiri de
protecie etc.)
S1 Plan 125 x 200 1,6Baza de
referin A
Tolerane generaleISO 2768 fH
S2 Cilindric 28725 021,0
0 xH
1,6
S3 Complex 20 x 1012,5 -
S4 Plan 22 x 412,5 -
S5 Plan 7 x 1112,5 -
S6Complex 4013x
12,5 -
S7 Cilindric 28724 021,0
0 xH
1,6
S8Cilindric 404x 1,6 -
12,5
-
8/10/2019 Exemplu proiect PPS2
8/62
b. Caracter istici de mater ial
Materialulprescris este GE50 SR EN 10293:2005 sau OT 50 STAS 600-74 caresemnific esteoel turnatcu coninut de Carbon 0,50%.
Compoziia chimiceste prezentatn tabelul 1.2.3
Tabelul 1.2.3
Proprietile fizico mecaniceprincipale sunt prezentate n tabelul 1.2.4 [STAS500/2-80].
Tabelul 1.2.4
Material
Compoziia chimic[%]
C Mn Si
P S Cr Ni Ti Cu
Max
GE50 0.25-0.4 0.40-0.90 0.2-0.4 0.05-0.09
0.05-0.07
- - - -
-
8/10/2019 Exemplu proiect PPS2
9/62
-
8/10/2019 Exemplu proiect PPS2
10/62
Tabelul 1.2.5.
Sk Funcia(-ile)
S1 Suprafa funcional activ de susinere i reazem (intr n contact cuplaca activ numrul 2)
S2, S7 Suprafa funcional activ de asamblare cu coloanele numrul 7
S3, S4, S5, S6, S9, S10 De evacuare a deeurilor
S8 Suprafa funcional activ de asamblare tifturi numrul 20
S11 Suprafa de fixare (asamblare uruburi numrul 5)
S12, S13 De asamblare a inelului numrul 8
S14 Suprafa funcional activ, de contact cu masa presei
Solicitrile principale asupra reperului sau asupra suprafeelor sunt cele mecanice, mai
exact cele de traciune-compresiune. Placa de bazse verificla ncovoiere considernd cantreaga foreste preluatde aceasta. De asemenea, solicitrile la care mai este supus reperulsunt unele dinamice, cum ar fi vibraiile, ocul, uzur, i apar datorit micrii i, implicit,datorit frecrii cu celelalte componente ale ansamblului. Alte solicitri sunt cele chimice(coroziune etc.).
1.2.4. Tehnologicitate
)
-
8/10/2019 Exemplu proiect PPS2
11/62
e=
ei=
(0,71 +0,25+ 1+0,25+0,6)=0,56 (relaia 1.2)
b. Concordana dintre caracteristicile constructive prescrise i cele impuse de rolulfuncional/ tehnologic
Gradul de concordan dintre caracteristicile constructive (CC) prescrise i cele impusede rolul funcional / tehnologic, c, este
c=
, c[0;1] (relaia 1.3)
unde: cceste numrul CC prescrise care sunt n concordan cu cele impuse de cerinelefuncional-tehnologice, iar ct- numrul total al CC prescrise.
Analiza caracteristicilor prescrise produsului i reperului considerat prin proiectuliniial, n raport cu unele cerine funcionaletehnologice (v. 1.3), a reliefat c 0 caracteristici
prescrise reperului nu sunt n concordan cu cele impuse de cerinele funcional-tehnologice.
Astfel, iniial, ci, esteci=( ct- 0) / ct
Dup operarea modificrilor propuse (v. 1.2): c= 1.
c. Condiii de tehnologicitate impuse de unificarea constructiv
-
8/10/2019 Exemplu proiect PPS2
12/62
acces uor al sculelor n zona de lucru6 Suprafeele frontale ale gurilor s fie plane i perpendiculare pe axele
gurilor
Da
7 Forma i poziia suprafeelor s fie astfel nct s permit prinderi simplei sigure n cadrul operaiilor
Da
Se constat c exist o concordan ntre caracteristicile constructive prescrise reperuluii cele impuse de rolul funcional/tehnologic. Se poate concluziona c reperul studiat estetehnologic i se poate realiza economic.
1.3. Semifabricare i prelucrri
1.3.1. Semifabricare
Se cunosc: materialul prescris, GE50, forma i dimensiunile prescrise (v. desen reper), programa de
producie dat, 1000 buc/an; caracteristicile semifabricatelor, metodelor i procedeelor de semifabricare
Avnd n vedere considerentele de mai sus, se adopt douvariante tehnic-acceptabilede semifabricare, care se prezint n tabelul 1.3.1.
Tabelul 1.3.1
-
8/10/2019 Exemplu proiect PPS2
13/62
Astfel, se adopt clasa a II-a de precizie.
Caracteristicile specifice turnrii[STAS 1592/2-74] i caracteristicile prescrisesemifabricatului sunt prezentate n tabelul 1.3.2 , fig. 1.3.1 i, respectiv, desenulsemifabricatului. [N1]
Tabelul 1.3.2
Clasa de precizie Adaos total de prelucrare [mm] Abateri limit prescrise [mm]
II
STAS 1592/2-74
Sus 2,5
0,5
Jos, lateral 2
Unghiul de nclinare este de 3
Razele necotate sunt de 1 mm
-
8/10/2019 Exemplu proiect PPS2
14/62
Varianta II
n acest caz, n legtur cu prescrierea clasei de precizie la turnare [STAS 1592-74], seadopt clasa a IV-a de precizien cazulpieselor de serie, mici i mijlocii, obinute prinformare mecanic pe maini de formare, i piese turnate.
Caracteristicile specifice turnrii [STAS 1592/2-74] i caracteristicile prescrisesemifabricatului sunt prezentate n tabelul 1.3.3, fig. 1.3.2 i,respectiv, desenulsemifabricatului. [N1]
Tabelul 1.3.3
Clasa de precizie Adaos total de prelucrare [mm] Abateri limit prescrise [mm]
IV
STAS 1592/2-74
Sus 5 -
Jos, lateral 4
Unghiul de nclinare este de 3
Razele necotate sunt de 1 mm
-
8/10/2019 Exemplu proiect PPS2
15/62
1.3.2. Prelucrri
Pentru fiecare suprafaSkse stabileste succesiunea procedeelor de prelucrarenecesare-n diferite variante- n tabelul 2., avnd n vedere metoda alegerii din tabele.
Tabelul 1.2.7Sk Variante Prelucrri necesare
S1 ,S14(Ra 3,2)
I Frezare degroare Frezare finisare RectificareII Rabotare degroare Rabotare finisare Rectificare
III Frezare degroare Frezaresemifinisare
Frezare finisare
S2, S7 ,(Ra 1,6)
I Alezare degrosareAlezare
semifinisareAlezare finisare
II LrgireAlezare
semifinisareAlezare finisare
S3, S4, S5, S6,S9, S10(Ra 12,5) I Frezare
S8(Ra 1,6)
I Gurire Alezare
S11(Ra 3,2)
I Gurire Adncire Filetare
S12, S13 I Alezare invers
-
8/10/2019 Exemplu proiect PPS2
16/62
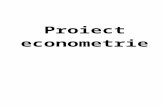
Tabelul 1.4.1.
Nr. de ordine
i denumireaoperaiei
Schia simplificat a operaiei Utilaj iSDV-uri
(tip)
00.Turnare
Razele necotate sunt de 1 mm
U:Instalaie
de turnare
D-S: Form
metalic
V:ubler
-
8/10/2019 Exemplu proiect PPS2
17/62
20.Prelucra-
re complex
U:Centru
verticalCNCD:SpecialS:Frez,Burghiu,Alezor,
Bar dealezat,TarodV:ubler,Calibrufiletat,Etalon derugozitate
30.Rectifica-
reU:Mainde rectificat
-
8/10/2019 Exemplu proiect PPS2
18/62
Tabelul 1.4.2.
Nr. de
ordine idenumirea
operaiei
Schia simplificat a operaiei Utilaj iSDV-uri
(tip)
00.Turnare U:Main
de turnat
D-S:Formmetalic
V:ubler
-
8/10/2019 Exemplu proiect PPS2
19/62
20.Frezare II U:Main
de frezatD:MenghinS:Frezfrontal
V:ubler,
Etalon de
rugozitate
30.Rectifica-
re
U:Mainde rectificatD:Mas
-
8/10/2019 Exemplu proiect PPS2
20/62
40.Gurire-
alezare i
filetare
U:Mainde gurit,
alezat ifiletat CNCD:SpecialS:Burghiu,Alezor,Bar dealezat,TarodV:Calibru,CalibrufiletatEtalon derugozitate
50.Frezare
III
U:Mainde frezatCNC
-
8/10/2019 Exemplu proiect PPS2
21/62
1.5. Structura detaliat a proceselor i sistemelor de producie
1.5.1. Nomenclatorul, fazele i schemele de orientare-fixare asociate
operaiilor
a. Nomenclatorul operaiilor
La fiecare variant de proces tehnologic, PT1, PT2, s-au stabilit operaiile complementarei, corespunztor, nomenclatorul operaiilor [I1], care se prezint n tabelul 1.5.1.
Tabelul 1.5.1
PT1 PT2
00. Turnare 00. Turnare
10. Frezare 10. Frezare
15. Inspecie intermediar 15. Inspecie intermediar20. Prelucrare complex 20. Frezare25. Inspecie intermediar 25. Inspecie intermediar30. Rectificare 30. Rectificare
35. Inspecie intermediar 35. Inspecie intermediar38. Splare 40. Gurire-alezare i filetare
-
8/10/2019 Exemplu proiect PPS2
22/62
Tabelul 1.5.2
Nr. de
ordine idenumirea
operaiei
Fazele operaiei Schia operaiei (SOF) Utilaj iSDV-uri
00. Turnare -10. Frezare 10.1Prindere
semifabricat10.2Frezare de
degroare la 10.3Frezare definisare la 10.4Desprindere idepunere piesa
U:Mainde frezat
D:MenghinS:FrezfrontalV:ubler,Etalon derugozitate
15.Inspecie intermediar20.
Prelucrare
complex
20.1Prinderesemifabricat20.2Frezare de
U:Centruvertical
-
8/10/2019 Exemplu proiect PPS2
23/62
20.13Adncire 4g
20.14Filetare 4gM6 x 20.15Alezareinversla x1220.16Alezareinversla x1220.17Frezare la 2gx 20.18Frezare lax 20.19Frezare la 2locauri 20x10x 20.20Frezare la 2locauri 22x4x 20.21Frezare la11x7x 20.22Desprindere idepunere piesa
25.Inspecie intermediar30. 30.1Prindere
-
8/10/2019 Exemplu proiect PPS2
24/62
Tabelul 1.5.3
Nr. de
ordine idenumirea
operaiei
Fazele operaiei Schia operaiei (SOF) Utilaj iSDV-uri
00. Turnare -10. Frezare 10.1Prindere
semifabricat10.2Frezare de
degroare la 10.3Frezare definisare la 10.4Desprinderei depunere piesa
U:Mainde frezat
D:MenghinS:FrezfrontalV:ubler,Etalon derugozitate
15.Inspecie intermediar20. Frezare 20.1Prindere
semifabricat20.2Frezare dedegroare la
U:Mainde frezat
-
8/10/2019 Exemplu proiect PPS2
25/62
35.Inspecie intermediar40. Gurire-
alezare ifiletare
40.1
Prinderesemifabricat40.2Lrgire la x4040.3Alezaresemifinisare la x4040.4Alezarefinisare
x
4040.5Lrgire la 40.6Alezare
semifinisare la x4040.7Alezarefinisare
x
4040.8Alezare la
U:Mainde gurit,
alezat i
filetat CNC
D:Special
S:Burghiu,Alezor,
Bar de
alezat,
Tarod
V:Calibru,Calibrufiletat,Etalon derugozitate
-
8/10/2019 Exemplu proiect PPS2
26/62
50. Frezare 50.1Prinderesemifabricat
50.2Frezare la 2gx 50.3Frezare lax 50.4Frezare la 2locauri20x10x 50.5Frezare la 2
locauri 22x4x 50.6Frezare la11x7x 50.7Desprinderei depunere
U:Main
de frezatD:MenghinS:Frezcilindro-frontalV:Calibru,
Etalon derugozitate
55.Inspecie intermediar58. Splare60. Inspecie final70. Conservare-depozitare
c. Determinarea SOF-O pentru operaia 50 Frezare III-PT2
-
8/10/2019 Exemplu proiect PPS2
27/62
E1. Identificarea CTO i calculul (wj)
CTO:
A2A3
A2A3
DiA1
Rezult: wj: ; 81, 63BC: A1, Axa A2
(wj)
Se adopt(wj)=1/2T(wj) , ,unde toleranele se iau pentru cote generale n clasa deprecizie K conform ISO 2768-2.
Dar T(wj)=0,02 mm.
Astfel (wj): 0,01 mm.
E2. EGT si E/M-O/F/R/A
EGT se stabilesc astfel nct BTBC,BTbaze tehnologice; BCbaze de cotare; EFelemente de fixareEGT : A1, A2,A3E/M-O: corespund simbolurilor (1); (4); (5); (6); (7); (8); (9)
-
8/10/2019 Exemplu proiect PPS2
28/62
1.5.2. Utilajele i SDV-urile, metodele i procedeele de reglare la dimensiune
a.Utilajele (U)
Avnd n vedere tipurile de utilaje adoptate, coninutul operaiilor,precum idimensiunile de gabarit ale semifabricarului/piesei, pentru fiecare operaie sau grup de operaiise stabilesc utilajele, U, ntr-o variant, dup cum se prezint n tabelul 1.5.5.
Tabelul 1.5.5
PT Operaia(ile) UTip Marca Turaii(n,...), avansuri(s,...)/viteze de
avans(w,...), putere(N), curse etc.PT1 10.Frezare Main
de frezatFU11250x325
n[rot/min]:30;37,5;47,5;60;75;95;118;150;190;235;300;375; 475;600;750;950;1180;1500vsl[mm/min]:19;23,5;30;28;37,5;60;75;95;118;150;235;300;375;475;600;750;950vst : ca avans longitudinalvsv : 0,6 din avansul longitudinal
NME=7,5 kw20.Prelucrarecomplex
Centrude
prelucra-re CNCvertical
CP 500CNC
Cursa (mm) pe axele X,Y,Z: 3000/1700/1000 Alezajul arborelui principal: ISO 40 Gama de rotaii [rot/min]: 1000-18000 Gama de avansuri [mm/min]: 10-10000 Puterea motorului electric [kw]: 7,5
-
8/10/2019 Exemplu proiect PPS2
29/62
375;475;600;750;950vst : ca avans longitudinal
vsv : 0,6 din avansul longitudinalNME=7,5 kw30.Rectifica-re
Masinaderectificat
PBP-400,PROMACEHIA
Dimensiunea mesei: 305x1020 mmCurs longitudinal mas: 1130 mmCurs transversal mas: 238 mmDistana maxim ntre axul arborelui i suprafaamesei: 540 mmDimensiunea mesei magnetice: 300x1000 mm
Vitez avans longitudinal:7-23 mm/minAvans transversal : -de lucru : 0,1 - 8 mm- rapid : 990 mm/min- manual: 0,02 mm/gradaieAvans vertical-de lucru :0,005/0,01/0,02/0,03/0,04/0,05 mm- rapid: 460 mm/min-
manual: 0,005 mm/gradaie
Turatiile discului abraziv: 1450min-1Dimensiunile discului abraziv: 350x40x127mmPutere util motor : 5,5 kWPutere util avans vertical : 0,5 kWPutere util avans transversal : 0,04 kW
40.Gurire alezare i
Mainde gurit,
CP 500CNC
Cursa (mm) pe axele X,Y,Z: 3000/1700/1000 Alezajul arborelui principal: ISO 40
-
8/10/2019 Exemplu proiect PPS2
30/62
utilajelor de prelucrare / dispozitivelor port-scule, pentru fiecare faz sau grup de faze deprelucrare, se stabilesc sculele, S, i, corespunztor, dispozitivele port-scule, DPSc, ntr-o
variant, dup cum se prezint n tabelele 1.5.7 si 1.5.8PT1 Tabelul 1.5.7Operaia Faza(ele)de
prelucrare
S DPSc
Fig. Simbol Tip Notare Alte
caracte-
ristici
10.Frezare 10.2Frezarede degroare
la
1.5.2 S1 Frezfronta-
l
STAS9211/2-88
B125x90oSPAN1203/P20
nmax=4000 Dornport-frez
DPF.01.00
10.3Frezarede finisarela
S1` STAS9211/2-88B125x90oSPAN
1203/P1020.Pre-lucrare
complex
20.2Frezarede degroarela
1.5.3 S1 Frezfronta-l
STAS9211/2-88B125x90oSPAN1203/P20
nmax=4000 Dornport-frezDPF.02.00
20.3Frezarede finisare
S1` STAS9211/2-88
-
8/10/2019 Exemplu proiect PPS2
31/62
20.9Alezare
finisare
x
S7 24 STAS1265-80/Rp5
20.10Gurire 2g
S8 Burghiu
N3,6 STAS12201-83/Rp5
20.11Alezare 2gM8 x
S9 Alezor 23,6 STAS1265-80/Rp5
20.12Gurire 4g
S10 Burghiu ntrepte
N5,6 STAS12201-83/Rp5
20.13Adncire 4g
S11 Adncitor
STAS 6411-77/Rp5
20.14Filetare 4gM6 x
S12 Tarod M6 STAS1112/7-75/Rp3
Dorn port-tarodDPT.03.00
20.15Alezareinvers lax12
S13 Bardealezat
B6 STAS12323/2-85
Dorn port-barDPB.04.00
-
8/10/2019 Exemplu proiect PPS2
32/62
30.4Rectificare
la 40
S1` 55x18x12STAS 601/1-
84/En
Liant C
PT2 Tabelul 1.5.8
Operaia Faza(ele)deprelucrare
S DPScFig. Simbol Tip Notare Alte
caracterist
ici
10.FrezareI
10.2Frezarede degroarela
1.5.5 S1 Frezfronta-l
STAS9211/2-88B125x90oSPAN1203/P20
nmax=4000 Dornport-frezDPF.01.00
10.3Frezarede finisare
la
S1` STAS9211/2-88
B125x90oSPAN1203/P10
20.FrezareII
20.2Frezarede degroarela
1.5.6 S1 Frezfronta-l
STAS9211/2-88B125x90oSPAN1203/P20
nmax=4000 Dornport-frezDPF.02.00
-
8/10/2019 Exemplu proiect PPS2
33/62
40.5Lrgirela
S4 Lrgi-tor
24 L STAS12784-
89/P2040.6Alezaresemifinisarela x40
S5 Alezor 24,6 STAS1265-80/Rp5
40.7Alezarefinisare
x40
S6 25 STAS1265-80/Rp5
40.8Alezare lax12
S7 Bardealezat
B6 STAS12323/2-85
Dornport-barDPB.03.00
40.9Alezare
lax12
S8
40.10Gurire 2g
S9 Burghiu
N3,6 STAS12201-83/Rp5
Tipbuc
40.11Alezare 2gM8 x40
S10 Alezor 23,6 STAS1265-80/Rp5
-
8/10/2019 Exemplu proiect PPS2
34/62
Figura 1.5.2
-
8/10/2019 Exemplu proiect PPS2
35/62
Figura 1.5.4
-
8/10/2019 Exemplu proiect PPS2
36/62
Figura 1.5.7
-
8/10/2019 Exemplu proiect PPS2
37/62
Figura 1.5.9
d. Verificatoarele (V)Avnd n vedere tipurile de verificatoare adoptate, coninutul operaiilor / fazelor,
caracteristicile specifice ale semifabricatului / piesei, precum i caracteristicile specifice ale
-
8/10/2019 Exemplu proiect PPS2
38/62
-adncimi
40. Gurire-
Alezare ifiletare
ubler digital
SYLVAC
-exterioare
-interioare-adncimi
0,001 0150
Calibru ptdimensiuni si
suprafeeinterioare T-NT
- - -
50. Frezare/PT2 ubler digitalSYLVAC
-exterioare-interioare
-adncimi
0,001 0150
e. Metodele i procedeele de reglare la dimensiune
Avnd n vedere programa de producie, coninutul operaiilor / fazelor icaracteristicile specifice ale utilajelor, se stabilesc metodele i, respectiv, procedeele de reglare
la dimensiune, ntr-o variant, dup cum se prezint n tabelul 1.5.10.
Tabelul 1.5.10
PT Operaia(ile)Metoda de reglare
la dimensiuneProcedeul(ele) de reglare la dimensiune
10.FrezareReglare cu: elemente de orientare de tip plac;opritor mecano-electric
-
8/10/2019 Exemplu proiect PPS2
39/62
PT1 Tabelul 1.5.11
Sk Dimensiunea prescris,Lm, mm
Adaosul total,A0, mm
Faza de prelucrareNr. de ordine i
denumirepreliminar
Ak,mm
Lk, mm Nr. de ordine idenumire final
S1
125 x 200x42,5
2 10.2 Frezare dedegroare la
1,83
42,67 10.2 Frezare dedegroare la 42,67
10.3Frezare definisare la
0,17
42,5 10.3Frezare definisare la 42,5
S2
28725 021,00
xH
4 20.7 Lrgire la
3,5 H12 20.7 Lrgire la
20.8 Alezaresemifinisare la
0,3 H9 20.8 Alezaresemifinisare la
20.9 Alezare
finisare
x4
0
0,2
20.9 Alezare
finisare
x4
0S3 20 x 10 x 40
10 20.19 Frezare la20x10x40
10 20x10 20.19 Frezare la20x10x40
S4 22 x 4 x 404 20.20 Frezare la
22x4x404 22x4 20.20 Frezare la
22x4x40
-
8/10/2019 Exemplu proiect PPS2
40/62
20.13 Adncire 4gx40
0,2 20.13 Adncire 4gx40
20.14 Filetare 4gM6x40
0,2 M6 20.14 Filetare 4gM6x40
S12 1227x 7 20.15 Alezare lax12
7 20.15 Alezare lax12
S13 1228x 7 20.16 Alezarelax12
7 20.16 Alezarelax12
S14
200 x 270 x
40
2,5 20.2 Frezare dedegroare la 40,42
2,08
40,42 20.2 Frezare dedegroare la 40,42
20.3Frezare definisare la 40
0,42
40 20.3Frezare definisare la 40
1.5.4. Regimurile de prelucrare
Se cunosc:
caracteristicile geometrice i de material prescrise produsului, programa de producie, 2280buc/an; caracteristici ale semifabricatelor, caracteristici ale operaiilor tehnologice - numr deordine, denumiri, schie, faze -, caracteristici ale utilajelor, dispozitivelor port-pies isculelor de prelucrare, precum i adaosurile de prelucrare i dimensiunile intermediare.Procedura de stabilire a regimurilor de prelucrare se prezintn tabelul 1.5.12:
-
8/10/2019 Exemplu proiect PPS2
41/62
a.Fazele de tip frezare
Tabelul 1.5.13
PT Faza T,mint,mm
s,mm / rot
Viteza de achiere
calculat/ aleas,v0 , m/min
Turaia piesei ,n, rot/min
Viteza de
achiere real,v, m/min
calculat real
PT1
10.2. Frezare dedegroare la 42,67 15 1.2 0.2 162.5 821.45 821.45 162.5
10.3. Frezare de finisare la42,5 15 1.2 0.2 162.5 1293,78 1293,78 162.5
20.1. Frezare dedegroare la 40,42 15 1.2 0.2 162.5 821.45 821.45 162.520.2. Frezare definisare la 40,2 15 1.2 0.2 162.5 1293,78 1293,78 162.520.17. Frezare2 guri 6 x40 60 1.8 0.2 115 381.50 381.50 115
20.18. Frezare 2 guri13 x40 60 0.6 0.08 152.5 505.90 505.90 152.5
20.19. Frezare 2 locauri20x10x40 60 1.8 0.2 115 381.50 475 143.18
20.20. Frezare 2 locauri22x10x40 60 0.6 0.08 152.5 505.90 600 180.86
20.21. Frezare 2 locauri11x7x40 60 2 0.2 82 7500 7500 82
-
8/10/2019 Exemplu proiect PPS2
42/62
b. Fazele de tip gurireTabelul 1.5.14
PT Faza de prelucrare D, mm T, min s , mm /rot
Viteza de achierecalculat /aleas,
v0 , m/min
Turaia,n,rot/min
Viteza deachiere real,v , m/mincalculat real
PT1
20.10. Gurire 2 guri3,9x40
3,9 35 0.05 27.4 1817.9 1800 27.1
20.12.Gurire 2 guri5,6x40 5,6 35 0.05 27.4 1817.9 1817.9 27.4
PT2
40.10. Gurire 2 guri3,9x40
3,9 35 0.05 27.4 1817.9 1800 27.1
40.12.Gurire 2 guri5,6x40 5,6 35 0.05 27.4 1817.9 1817.9 27.4
c.Fazele de tip adnci reTabelul 1.5.15
PT Faza de prelucrareT,min
Ak ,mm I
t, mms
Viteza de achierecalculat/ aleas,
v0 , m/min
Turaiapiesei ,n, rot/min
Viteza deachiere real,
v, m/mincalculat realPT1 20.13.Adncire
5,8x4060 0.5 1 0.5 0.5 42,3 1683.91 1800 45.21
PT2 40.13.Adncire5,8x40
60 0.5 1 0.5 0.5 42,3 1683.91 1800 45.21
d. Fazele de tip alezareTabelul 1.5.16
PT Faza D, T, s, Viteza de Turaia sculei, Viteza de
-
8/10/2019 Exemplu proiect PPS2
43/62
24,8x4040.7. Alezare definisare la
28725 021,00 xH 25 0,09 10 227,48 300 13
40.11.Alezare 2guri 4M8x40 4 0,09 10 227,48 227 10
40.8.Alezareinvers la 27x12 27 0,05 46 1627,74 1627 46
40.9.Alezareinvers la 27x12 28 0,05 46 1627,74 1700 48
e.Fazele de tip f i letareTabelul 1.5.17
PT Faza de prelucrareT, min Ak ,mm I
t, mms
Viteza de achierecalculat/ aleas,
v0 , m/min
Turaiapiesei ,n, rot/min
Viteza deachiere real,
v, m/mincalculat realPT1 20.14. Filetare 4 guriM6x40 60 0,4 1 0,5 0,75 5,5 350,3 350,3 5,5
PT2 40.14. Filetare 4 guriM6x40 60 0,4 1 0,5 0,75 5,5 350,3 375 5,88
f . Fazele de tip rectif icareTabelul 1.5.18
PT Faza de prelucrare
T, min Ak ,mm I
t, mms
Viteza de achierecalculat/ aleas,
v0 , m/min
Turaiapiesei ,
n, rot/min
Viteza deachiere rea
l,
v, m/mincalculat real
PT1
30.2. Rectificarefrontalla 41
10 0.03 1 0.03 0.03 25 144.75 180 31.08
30.4. Rectificare la 4020 0.03 1 0.03 0.03 25 144.75 180 31.08
PT2
30.2. Rectificarefrontalla 41
10 0.03 1 0.03 0.03 25 144.75 180 31.08
-
8/10/2019 Exemplu proiect PPS2
44/62
Tu este timpul unitar; Tp timpul de pregtire-ncheiere a locului de munc;
Nnumrul de piese din lot ,egal cu 1000 buci (cap 2)
Tb timpul de baz; Ta timpul auxiliar; k - nr. ordine faz deprelucrare; Ta1 timpul de prindere i desprindere; Ta2, Ta3, Ta4 timpii auxiliari de comand, reglare, control; Toptimpul operativ; Td timpul de deservire a locului de munc;
Tdt timpul de deservire tehnic;
Tdo timpul de deservire organizatoric; T
on
timpul de odihn
i necesit
i fiziologice;
lmax lungimea maxim asuprafeei de prelucrat; l1, l2 curse de siguranla intrare i, respectiv, la ieire;
inumrul de treceri; unghiul de atac principal al sculei;
tadncimea principalde achiere; nturaia; savansul; wviteza de avans.
Componentele normelor de timp se determin, dupcaz, prin calcul sau prin alegere dinnormative, dupcum urmeaz.
Tabelul 1.5.19
PT1 Operaia 10. Frezare Tpi = 60
Nr. Fazei
Scula de
prelucrare tsau
t1l1 lmax l2 i n s w Tb k Ta1 Ta2 k Ta3 k Ta4 k
Simbolsau
-
8/10/2019 Exemplu proiect PPS2
45/62
Tabelul 1.5.20
PT1 Operaia 20. Prelucrare complex Tpi = 90
Nr. FazeiScula deprelucrare t
sau
t1l1 lmax l2 i n s w Tb k Ta1 Ta2 k Ta3 k Ta4 k
Simbolsau2
20.1+20.22 - - - - - - - - - - - 1,34 - - -
20.2 S1 90o 1,8 0.5 32 0 1 475 0,2 95 0,34 - 0,1 0,05 0,05
20.3 S1` 90o 0,6 0.5 32 0 1 600 0,08 48 0,67 - 0,1 0,05 0,1
20.4 S2 120o 0,3 2 23,5 0,5 1 212 0,1 - 0,76 - 0,18 0,08 -
20.5 S3 120o 0,2 2 23,8 0,5 1 300 0,09 - 0,61 - 0,18 0,08 -
20.6 S4 120o 0,2 2 24 0,5 1 300 0,09 - 0,61 - 0,18 0,08 0,33
20.7 S5 120o 0,3 2 24,5 0,5 1 212 0,1 - 0,76 - 0,18 0,08 -
20.8 S6 120o 0,2 2 24,8 0,5 1 300 0,09 - 0,61 - 0,18 0,08 -
20.9 S7120
o 0,2 2 25 0,5 1 300 0,09 - 0,61 - 0,18 0,08 0,33
20.10 S8 120o 6,5 2 3,9 0,55 1 1224,89 0,08 - 0,1581 - 0,18 0,08 -
20.11 S9 120o 0,2 2 4 0,5 1 300 0,09 - 0,61 - 0,18 0,08 0,33
20.12 S10 120o 6,5 2 5,6 0,55 1 1224,89 0,08 - 0,1581 - 0,18 0,08 -
20.13 S11 90o 0,5 1 5,8 0 1 1683.9 0,5 841,95 0,3 - 0,2 0,08 0,05
20.14 S12 45o 0,1 2,5 6 1 1 350,3 0,1 35,03 1,2 - 0,2 0,08 0,1
-
8/10/2019 Exemplu proiect PPS2
46/62
Tabelul 1.5.21
PT1 Operaia 30. Rectificare Tpi = 50
Nr. FazeiScula deprelucrare t sau
t1 l1 lmax l2 i n s w Tb k Ta1 Ta2 k Ta3 k Ta4 kSimbol
sau2
30.1 +30.3+30.5
-- - - - - - - - - - 1,10 - - -
30.2 S1 90o 0,03 1.5 300 0 1 180 0,03 5,4 0,12 0,15 0,15 0,3
30.4 S1` 90o
0,03 1.5 300 0 1 180 0,03 5,4 0,1 0,15 0,15 0,3Tb Tbk 1,7Ta Tak 2,3Top Tb + Ta 4Td k1% Tb + k2% Top, k1 = 2, k2 = 1 0,072Ton k3%Top, k3 = 3 0,13Tu (Top + Td + Ton ) rotunj. 4,2Tn Tu + Tpi /N 4.5
Tabelul 1.5.22
PT2 Operaia 10. Frezare I Tpi = 60
Nr. Fazei
Scula de
prelucrare tsau
t1l1 lmax l2 i n s w Tb k Ta1 Ta2 k Ta3 k Ta4 k
Simbolsau2
-
8/10/2019 Exemplu proiect PPS2
47/62
Tabelul 1.5.23
PT2 Operaia 20. Frezare II Tpi = 60
Nr. FazeiScula deprelucrare t
sau
t1l1 lmax l2 i n s w Tb k Ta1 Ta2 k Ta3 k Ta4 k
Simbolsau2
20.1 + 20.4 - - - - - - - - - - - 0,53 - - -
20.2S1 90o
1,8 0,5 32 0 1 475 0,2 95 0,34 - 0,1 0,05 0,05
20.3 S1` 90o 0,6 0,5 32 0 1 600 0,08 48 0,67 - 0,1 0,05 0,1
Tb Tbk 1.01Ta Tak 0.98Top Tb + Ta 1.99Td k1% Tb + k2% Top, k1 = 2, k2 = 1 0.04Ton k3%Top, k3 = 3 0.05Tu (Top + Td + Ton ) rotunj. 2.1
Tn Tu + Tpi /N 2.2
Tabelul 1.5.24
PT3 Operaia 30. Rectificare Tpi = 50
Nr. Fazei
Scula de
prelucrare t saut1 l1 lmax l2 i n s w Tb k Ta1 Ta2 k Ta3 k Ta4 k
Simbol
sau
-
8/10/2019 Exemplu proiect PPS2
48/62
Tabelul 1.5.25
PT2 Operaia 40. Gurire-alezare-filetare Tpi = 40
Nr. FazeiScula deprelucrare t
sau
t1l1 lmax l2 i n s w Tb k Ta1 Ta2 k Ta3 k Ta4 k
Simbolsau2
40.1+40.15 - - - - - - - - - - - 1,10 - - -
40.2 S1 120o 0,3 2 23,5 0,5 1 212 0,1 - 0,76 - 0,18 0,08 -
40.3 S2 120o 0,2 2 23,8 0,5 1 300 0,09 - 0,61 - 0,18 0,08 -
40.4 S3 120o 0,2 2 24 0,5 1 300 0,09 - 0,61 - 0,18 0,08 0,33
40.5 S4 120o 0,3 2 24,5 0,5 1 212 0,1 - 0,76 - 0,18 0,08 -
40.6 S5 120o 0,2 2 24,8 0,5 1 300 0,09 - 0,61 - 0,18 0,08 -
40.7 S6 120o 0,2 2 25 0,5 1 300 0,09 - 0,61 - 0,18 0,08 0,33
40.8 S7 120o 0,3 2 24,5 0,5 1 212 0,1 - 0,76 - 0,18 0,08 -
40.9 S8 120o 0,3 2 24,5 0,5 1 212 0,1 - 0,76 - 0,18 0,08 -
40.10 S9 120o 6,5 2 3,9 0,55 1 1224,89 0,08 - 0,1581 - 0,18 0,08 -
40.11 S10 120o 0,2 2 4 0,5 1 300 0,09 - 0,61 - 0,18 0,08 0,33
40.12 S11 120o 6,5 2 5,6 0,55 1 1224,89 0,08 - 0,1581 - 0,18 0,08 -
40.13 S12 90o 0,5 1 5,8 0 1 1683.9 0,5 841,95 0,3 - 0,2 0,08 0,05
40.14 S13 45o 0,1 2,5 6 1 1 350,3 0,1 35,03 1,2 - 0,2 0,08 0,1
-
8/10/2019 Exemplu proiect PPS2
49/62
Tabelul 1.5.26
PT2 Operaia 50. Frezare III Tpi = 60
Nr. FazeiScula deprelucrare t
sau
t1l1 lmax l2 i n s w Tb k Ta1 Ta2 k Ta3 k Ta4 k
Simbolsau2
50.1 + 50.7 - - - - - - - - - - - 0,53 - - -
50.2S1
90o 0,94 2 6 0,5 1 1900 0,5 - 0,02 - 0,18 0,08 0,33
50.3 S2 90o 0,94 2 6 0,5 1 1900 0,5 - 0,02 - 0,18 0,08 0,33
50.4 S3 90o 1,4 2 13 0,5 1 95 0,5 - 7 - 0,18 0,08 -
50.5 S4 90o 1,4 2 13 0,5 1 95 0,5 - 7 - 0,18 0,08 -
50.6 S5 90o 1,4 2 13 0,5 1 95 0,5 - 7 - 0,18 0,08 -
Tb Tbk 21,04Ta Tak 2,49Top Tb + Ta 23,53Td k1% Tb + k2% Top, k1 = 2, k2 = 1 0,65Ton k3%Top, k3 = 3 0,70Tu (Top + Td + Ton ) rotunj. 24,9Tn Tu + Tpi /N 24,96
-
8/10/2019 Exemplu proiect PPS2
50/62
Tabelul 1.5.27
PT Faza Durabi-litateasculeiT[min]
Adnci-mea deachieret[mm]
Avans pedinte Sd[mm/rot]
Viteza deachierecalculat/aleas, v0,m/min
Turaia sculei, n,rot/min
Viteza deachierereal, v,m/min
calculat real
PT1 10 2 Frezare 90 1 4 0 5 100 90 73 95 118
-
8/10/2019 Exemplu proiect PPS2
51/62
N07 G01 X0 Y223 Z40 F35,5 S118
N08 X300
N09 Y90N10 X0 M05 M09
N11 G32 XYZ M02
S5000T01/80//15
T02/100//30
!
1.6. Analiza economic a unor variante tehnologice
Se cunosc:
caracteristicile prescrise produsului, programa de producie, 2280 buc/an;
caracteristici ale semifabricatelor, opera
iilor tehnologice, utilajelor, dispozitivelor port-pies
,
sculelor de prelucrare, verificatoarelor, precum i normele de timp.
Se analizeaz economic variantele de proces tehnologic n vederea determinrii costuluide fabricare i, respectiv, a variantei optime.
a. Relaii generale privind determinarea costul ui de fabr icare
Costul de fabricare este
-
8/10/2019 Exemplu proiect PPS2
52/62
unde: mr este masa reperului < kg/buc >; md este masa deeurilor < kg/buc >; cr - costul unitar al materialuluireperului < lei/kg >; cd - costul unitar al materialului deeurilor < lei/kg >. Se recomand: cd = 0,5 cr .
Costul manoperei, C , n condiiile n care toate activitile dinoperaie se efectueazde acelai operator, este
C =Tui Si / 60
unde: Tu este norma de timp < min/buc >; S - salariul operatorului < lei/or>; i - nr. de ordine al operaieii = 1,2, ...Se recomand: Si = 4-8 lei/or.
Costul asigur
rilor sociale, C , este
C =K C / 100
unde Keste o cotprocentual< % >. Se recomand: K= 25 - 45 .
Costul ajutorului de omaj, C , esteC =K C / 100
unde Keste o cotprocentual< % >. Se recomand: K= 5 - 10 .
Costul regiei, C < lei/buc >, este
C= K(C +C + C ) / 100
unde Keste o cotprocentual< % >. Se recomand: K= 35 - 85 .
Costul amortizrii ireparaiilor capitale ale utilajelor, C , este:
-
8/10/2019 Exemplu proiect PPS2
53/62
b. Costul de fabr icare asociat unor variante tehnologice
Pentru varianta tehnologic v, v = 1 sau2 de proces tehnologic, expresia costului de fabricare este
Cv = Av X + Bv .
Dou variante tehnologice 1 i 2realizeaz acelaicost de fabricare, C1 = C2 ,pentru un volum de producie Xcr, ,
Xcr = (B2B1)/(A1A2).
Pentru programa de producie dat,P, costulde fabricareeste
C = A P + B .
Dintre variantele tehnologice v = 1 iv = 2, este optim,o, variantcare realizeazun cost de fabricare mai mic pentru volumul de producie P , respectiv,min(C1, C2) min(A1 P + B1, A2 P + B2) varianta optim o, unde o este 1 sau 2.
Pentru varianta tehnologic optim, o , costul de fabricare asociat volumului deproducie P este Co,
-
8/10/2019 Exemplu proiect PPS2
54/62
Proces tehnol ogic PT1
Costul materialului consumat
mr=15,15 kg; cr= 3 RON/kg; md=0,8 kg; cd=15RON/kg.
Astfel, C=57,45 RON/buc
Costul manoperei
Operaia i 00.Turnare 10.Frezare 20.Prelucrare complex 30.Rectificare
Tni 2 2,2 40,49 4,5
Si 4 4
Astfel, C= 3,27 RON /buc
Costul amortizrii i reparaiilor capitale ale utilajelor
Operaia i 00.Turnare 10.Frezare 20.Prelucrare complex 30.Rectificare
-
8/10/2019 Exemplu proiect PPS2
55/62
Astfel, K= 1,75
Costul de fabricare direct
Costul de fabricare direct, A, , A= C+KC+ C, este
A=66,75 RON/ buc
Costul amortizrii i ntreinerii echipamentelor speciale
Operaia i 00.Turnare 10.Frezare 20.Prelucrare complex 30.Rectificare
Dispozitive
Vdi 950 1745 290
Zdi 2 2 2
Kdi 20 20 25
Astfel, B= 2437,75 RON
n concluzie, costul de fabricare asociat volumului de producie X i procesului
-
8/10/2019 Exemplu proiect PPS2
56/62
Operaia i 00.Turnare10.Frezare
I
20.Frezare
II30.Rectificare
40.Gurire-
alezare-filetare
50.Frezare
III
Tni
2 2,2 2,2 4,5
14,34 24,96
Si
4 8
Astfel, C= 6,5 RON /buc
Costul amortizrii i reparaiilor capitale ale utilajelor
Operaia i 00.Turnare 10.Frezare I 20.Frezare II 30.Rectificare 40.Gurire-alezare-
filetare
50.Frezare
III
Vui 7500 10200 45900 37600
Zui 5 7
-
8/10/2019 Exemplu proiect PPS2
57/62
Costul de fabricare direct
Costul de fabricare direct, A, , A= C+KC+ C, este
A=100,32 RON/ buc
Costul amortizrii i ntreinerii echipamentelor speciale
Operaia i 00.Turnare 10.Frezare I 20.Frezare II 30.Rectificare40.Gurire-
alezare-filetare
50.Frezare
III
Dispozitive
Vdi 950 290 1745 1375
Zdi 2
Kdi 20 25 20
Astfel, B= 4578 RON
n concluzie, costul de fabricare asociat volumului de producie X i procesului
tehnologic PT2 este
-
8/10/2019 Exemplu proiect PPS2
58/62
Costurile de fabricare pentru programa de producie dat. Varianta optim de
proces tehnologic
Pentru programa de producie dat, P=1000 buc/an, costurile de fabricare asociate
i t l d t h l i PT1 PT2 t
-
8/10/2019 Exemplu proiect PPS2
59/62
E= |(A1-A2)P+(B1-B2)| , este
E= 35710,25 RON
Economia e, asociat unui reper, realizat prin aplicarea procesului tehnologic optim,
PT1, e= |(A1-A2)P+(B1-B2)|/P , este
e= 35,71 RON/buc
2. Proiectare echipament tehnologic
2.1. Date iniiale generale
Echipamentul tehnologic proiectat este utilizat n cadrul procesului tehnologic PT2 la
operaia 50.Frezare III. Schema de orientare i fixare optima fost determinate la capitolul 1.5.1
c) i este prezentatn schia operaiei de mai jos, pentru operaia 50 Frezare III.
-
8/10/2019 Exemplu proiect PPS2
60/62
2.2. Evidenierea unor caracteristici constructiv-funcionale
Principalele funcii pe care le va mplini echipamentul sunt:
-orientarea i fixarea PSF-ghidarea sculei achietoare (la operaia 50. Frezare III)
Calculul for tei de strangere (S)
Componenta principal (axial) a forei de achiere Pz=22daN poate deforma PSF. Se
pune condiia S*a>Pz*b S=k*Pz*b/a, k>1 (se consider k=3). a=33 mm, b=10 mm
S= 3*22*10/33=20daN
Deascrierea unui ciclu complet de funcionare
Dispozitivul proiectat este instalat pe masa m.n. fiind fixat cu 2 uruburi M24 pentru
canalele T. Pentru prelucrarea PSF (prin frezare) se parcurg urmtoarele etape:
1.Se prinde PSF n dispozitiv astfel:
-orientarea PSF se face cu: bolul cilindric poz 3 i bolul frezat poz 4
-strngerea PSF se face cu ajutorul bridelor poz 5
-
8/10/2019 Exemplu proiect PPS2
61/62
-
8/10/2019 Exemplu proiect PPS2
62/62