C1-CPpMA-2014

of 8
-
Upload
bogdan-chis -
Category
Documents
-
view
3 -
download
0
Transcript of C1-CPpMA-2014
-
UPB-IMST Controlul Produselor prin Msurare Asistat notie de curs 2014
1
1. Tehnologia controlului de calitate al produselor 1.1 Scopul controlului
n concepia modern, controlul de calitate al produselor are rolul de a aciona i interveni operativ pentru ca produsul final s corespund condiiilor cerute i s ndeplineasc calitatea de conformitate, adic toate caracteristicile produsului s corespund cu cele nscrise pe desenele de ansamblu sau execuie. Astfel, calitatea unui produs este definit de totalitatea nsuirilor i caracteristicilor produsului considerat care confer acestuia calitatea de a satisface nevoi exprimate i implicite. Aceast definiie are un caracter mult mai cuprinztor fa de nelesul anterior de aptitudine de utilizare sau conforman fa de anumii parametri.
Aciunea de control a calitii are n vedere toate etapele de realizare a unui produs, n fiecare dintre etape utilizndu-se metode specifice.
Forma unui produs, suprafeele care-l delimiteaz, sunt determinate de scopul funcional al acestuia n ansamblul mecanic din care face parte.
Generarea suprafeelor produsului este fcut cu respectarea condiiilor de form, dimensionale, de rugozitate i de poziie relativ, toate acestea impuse de rolul funcional pe care produsul l are n cadrul subansamblului su. Condiiile tehnice impuse suprafeelor reale ale pieselor sunt determinate prin abaterile admisibile pe care dimensiunile, forma, calitatea i poziia reciproc a suprafeelor le au fa de caracterisiticile suprafeelor ideale.
Verificarea ndeplinirii condiiilor ce se impun acestor suprafee se face prin operaia de control tehnic. Prin urmare, n general controlul tehnic al unui produs oarecare are ca scop verificarea abaterilor de form, dimensionale, rugozitate i poziie relativ ale suprafeelor, stabilite n limite determinate de rolul funcional al acestuia.
Operaia de control tehnic se efectueaz cu respectarea condiiilor tehnico-economico-sociale n condiii de productivitate maxim, pre de cost minim i protecie corespunztoare a operatorului i a echipamentului. 1.2 Noiuni generale n legtur cu tehnica msurrii
1.2.1 Noiunea de msurare, control
Controlul tehnic al calitii poate implica la nivel general: msurarea, controlul / inspecia sau certificarea.
Msurarea este operaia metrologic prin care, cu ajutorul unui mijloc de msurare i n anumite condiii, se determin valoarea unei mrimi date, n raport cu o unitate de msur dat sau n raport cu o mrime luat ca unitate de msur.
Deci, procesul de msurare este un proces experimental de comparaie a unei mrimi x cu o alt mrime Um de aceeai natur cu ea, considerat unitate de msur:
x = Xm * Um (1.1) unde Xm este valoarea numeric a mrimii de msurat, care arat numrul de uniti de msur Um cuprinse n mrimea de msurat. Relaia (1.1) reprezint ecuaia fundamental a msurrii.
Purttorul mrimii de msurat este obiectul de msurat, sau msurandul, n timp ce unitatea de msur cu care se compar este ncorporat n mijlocul de msurare prin intermediul unei scale.. Msurarea propriu-zis are caracter cantitativ i se ncheie cu aflarea dimensiunii urmrite.
-
UPB-IMST Controlul Produselor prin Msurare Asistat notie de curs 2014
2
Spre deosebire de noiunea de msurare, cea de control sau inspecie este mai
larg, n sensul c valoarea gsit se compar cu valorile limit admisibile. Astfel, noiunea de control sau inspecie include i ideea de calitate prin faptul c are drept scop s stabileasc dac valoarea determinat corespunde valorii sau valorilor impuse.
n practica industrial se mai utilizeaz utilizarea termenului de verificare n locul termenului de inspecie. Astfel, n practica industrial noiunile de msurare, control/inspecie nu sunt bine delimitate, ele folosindu-se aproximativ n mod egal.
Calibrarea este un ansamblu de operaii care stabilete, n condiii specifice, relaia dintre valorile indicate de ctre un aparat, un sistem de msur sau valorile rezultate printr-o msurare material i valorile cunoscute corespunztoare unui standard (etalon) de referin. Procesul de calibrare este efectuat, n general, numai la produse de genul mijloacelor de msurare i este specific laboratoarelor de metrologie.
Calificarea este o operaie prin care se demonstreaz c un echipament funcioneaz corect i conduce n mod real la rezultatele ateptate.
Controlul tehnic competent, efectuat cu precizie i productivitate, constituie atributul esenial al unei producii moderne, constituind factorul preponderent n conducerea proceselor de fabricaie, asigurnd meninerea i alinierea dinamic la nivelul impus de cerinele de calitate.
Aprecierea calitii unui oricrui produs modern este legat direct de precizia, rigurozitatea i fiabilitatea controlului tehnic de calitate. Coordonarea corect a proceselor de fabricaie presupune obinerea informaiilor despre starea sistemului, obinute i transmise la momentul i viteza corespunztoare gradului de precizie necesar. 1.2.2 Metode de msurare
Metodele de msurare reprezint modurile de aplicare a principiului de msurare, determinat de un fenomen fizic, utiliznd procedee raionale de execuie a operaiilor de msurare. Cu alte cuvinte, metoda de msurare reprezint totalitatea operaiilor executate pentru msurarea valorilor unei anumite mrimi cu ajutorul unui mijloc de msurare, n anumite condiii exterioare, n anumite condiii specifice (poziia piesei, numrul i poziia punctelor sau a seciunilor n care se efectueaz msurarea) i cu anumite condiii de prelucrare i interpretare a rezultatelor. Alegerea metodei de msurare depinde de mai muli factori:
forma i greutatea piesei; tipul caracteristicii de precizie;
precizia prescris; productivitatea metodei de msurare; preul de cost al metodei de msurare.
Metodele de msurare se clasific dup mai multe criterii, principalele fiind prezentate n tab. 1.1.
-
UPB-IMST Controlul Produselor prin Msurare Asistat notie de curs 2014
3
Tab. 1.1 Clasificarea metodelor de msurare
Criteriu Metoda Definire Exemple
Precizia
De laborator Se ine cont de erorile de msurare
Msurarea repetat a unei dimensiuni, valoarea efectiv fiind media aritmetic a valorilor individuale.
Tehnice
Nu se ine cont de eroarea de msurare deoarece mijloacele de msur au erori limit cunoscute, corespunztoare claselor de precizie
Rezultatul unei singure msurri
Poziia mijlocului de msurare fa de msurand
Cu contact Suprafaa msurandului vine n contact cu suprafaa de msurare a instrumentului
Msurarea cu instrumente cu palpator
Fr contact Se face fr atingerea mecanic a msurandului
Msurri pe cale optic, pneumatic, inductiv, laser
Complexitatea msurrii
Complex
Se determin forma efectiv a suprafeelor complexe sau suma erorilor elementelor caracteristice
Controlul danturii roilor dinate
Diferenial (pe elemente)
Se determin valoarea absolut sau abaterea fiecrei mrimi caracteristice a unei suprafee
Msurarea diametrului mediu, a unghiului de profil i a pasului la filete
Modul de obinere a
valorii msurate
Direct
Se determin prin citirea direct a valorii absolute sau a abaterii, fr calcule suplimentare
Msurarea cu ajutorul ublerelor, micrometrelor, comparatoarelor
Indirect
Se msoar alte mrimi, legate printr-o relaie matematic de mrimea care se msoar, valoarea obinndu-se prin calcul
Determinarea unghiului de conicitate cu rigla sinus; determinarea diametrului mediu la filete prin metoda celor 3 srme
Originea sistemului de coordonate
Absolut Se determin valoarea mrimii msurate n raport cu originea, cu cota zero.
Msurarea cu ajutorul ublerelor, micrometrelor, microscopul de atelier
Relativ Se determin abaterea efectiv a mrimii date fa de valoarea nominal
Msurarea cu aparate comparatoare
Modul de indicaie a
mrimii msurate
Analog
n domeniul de msurare, fiecrei valori a mrimii de msurat i este subordonat n mod continuu o valoare a mrimii de ieire
Msurarea dimensiunii cu ajutorul unui traductor electric analog
Digital
Unui domeniu de valori ale mrimii de msurat ca ntreg i corespunde o valoare de msurat redat sub forma unor impulsuri sau codificat cifric
ublere, micrometre cu citire digital
Se pot concluziona urmtoarele aspecte: metodele relative sunt mai productive dect cele absolute;
-
UPB-IMST Controlul Produselor prin Msurare Asistat notie de curs 2014
4
metodele directe sunt mai precise, n general, dect cele indirecte ntruct rezultatele nu sunt afectate de o serie de erori (erorile de msurare i erorile de calcul);
metodele fr contact nu sunt afectate de erorile de msurare datorate forelor de msur;
metoda complex se utilizeaz, n general, la recepia pieselor, n timp ce metoda diferenial se utilizeaz, n general, la recepia sculelor.
1.2.3 Mijloace de msurare
Mijloacele de msurare i control pot fi definite ca acele mijloace cu ajutorul crora se determin cantitativ o anumit mrime fizic sau parametrii preciziei de prelucrare. Clasificarea mijloacelor de msurare se poate face dup mai multe criterii conform tab. 1.2.
Tab. 1.2 Clasificarea metodelor de msurare
Criteriu Mijlocul de msurare Definire
Complexitate
Msuri Materializeaz unitatea de msur. Se deosebesc: msuri cu valoare constant i msuri cu valoare variabil.
Instrumente de msurare Cel mai simplu mijloc de msurare care permite compararea direct a mrimii de msurat cu o msur
Aparate de msurare Constituit din asocierea unuia sau mai multor subansambluri traductoare, aunui ansamblu intermediar i a unuia de prezentare a rezultatelor
Instalaii de msurare Ansamblu de aparate, msuri i dispozitive auxiliare reunite printr-o schem comun i care servesc pentru msurarea uneia sau mai multor mrimi.
Sisteme de msurare Ansamblu complex de instalaii i aparate reunite fie prin natura obiectului fie prin modalitatea de prelucrare centralizat a rezultatelor.
Destinaia metrologic
De etalonare Servesc la definirea, conservarea sau transferul unitii de msur
De laborator Precizia lor se determin de calculul incertitudinii de msurare
Tehnice La utilizare se admite precizia nscris pe ele
Natura semnalului
Mrimi geometrice Servesc la msurarea lungimilor, verificarea abaterilor de form macro i micro-geometric, abaterilor de poziie i orientare
Mrimi mecanice Servesc la msurarea forelor, duritii, acceleraiei, vibraiilor
Mrimi termotehnice Servesc la msurarea presiunilor, temperaturii, debitului
Mrimi electrice
Natura fizic a semnalelor de msurare prelucrate
Mecanice
Pneumatice
Electrice i electronice Optice
Combinate
Modul de utilizare
Manuale Operatorul uman execut toate fazele legate de msurare
Mecanizate O parte din fazele legate de msurare se realizeaz mecanizat
Automatizate Msurarea se realizeaz fr intervenia operatorului
Active Rezultatele msurrii influeneaz prin intermediul mijlocului de msurare asupra desfurrii procesului
-
UPB-IMST Controlul Produselor prin Msurare Asistat notie de curs 2014
5
Pentru alegerea mijloacelor electrice de msurare n vederea efecturii unor msurri, este necesar cunoaterea caracteristicilor metrologice ale acestora.
Caracteristicile metrologice caracterizeaz comportamentul mijloacului de msurare n raport cu mrimea supus msurrii i cu modul de obinere a rezultatului msurrii.
Acestea se exprim prin parametrii funcionali privind mrimile de intrare, de ieire i de influen, fr s implice structura intern a mijloacului de msurare.
Intervalul de msurare este intervalul de valori ale mrimii de msurat pe ntinderea cruia un mijloc de msurare poate furniza informaii de msurare, cu incertitudini de msurare prestabilite.
Intervalul de msurare este cuprins ntre o limit inferioar i una superioar. Aparatele analogice au o scar gradat, definit ca un ansamblu de repere i cifre care permite determinarea valorii mrimii msurate. n general, intervalul de msurare corespunde ntregii scri gradate.
Rezoluia (prag de sensibilitate) este cea mai mic valoare a mrimii de intrare care determin o variaie distinct sesizabil a mrimii de ieire. Pragul de sensibilitate este utilizat pentru mijloacele de msurare la care mrimea de ieire prezint o variaie continu, de exemplu, la aparatele analogice.
Sensibilitatea este raportul dintre variaia mrimii de ieire i variaia corespunztoare a mrimii de intrare. Constanta aparatului este inversul sensibilitii.
De exemplu, un termometru electric care msoar temperaturi ntre -40C i +120C i are o scar gradat cu 80 diviziuni prezint o sensibilitate de 0,5 diviziuni / C i o constant de 2C / diviziune.
Incertitudinea de msurare este domeniul de valori n care se pot situa erorile de msurare, cu o anumit probabilitate. Incertitudinea de msurare estimeaz limitele erorilor de msurare.
Exactitatea este caracteristica metrologic a unei msurri i reprezint calitatea acesteia n ceea ce privete gradul de afectare a rezultatelor msurrii cu incertitudinea de msurare.
Exactitatea i incertitudinea de msurare se afl ntr-o legtur strns. Exactitate ridicat corespunde unei incertitudini de msurare mici, respectiv exactitate sczut unei incertitudini de msurare mari.
Eroare limit de msurare reprezint valoarea maxim posibil pentru eroarea aparatului, care garanteaz c erorile de msurare cu care se obin valorile msurate sunt mai mici sau egale cu eroarea limit de msurare, pentru ntregul interval de msurare.
1.3 Elemente referitoare la proiectarea tehnologiei de control
Procesul proiectrii tehnologiei de control este o etap component a procesului de proiectare a tehnologiei de fabricaie i presupune stabilirea caracteristicilor ce trebuie controlate, metoda de control care se va utiliza, precum i instrumentele, aparatele i dispozitivele necesare controlului.
Tehnologia de control face parte integrant din documentaia de execuie i are drept scop:
conducerea i atestarea calitii materialelor i componentelor aprovizionate; conducerea i atestarea reuitei operaiilor de fabricare; confirmarea calitii procesului de fabricaie i a produsului.
Nerealizarea controlului la nivelul oricreia din etapele procesului tehnologic conduce
la:
pierderea controlului asupra strii de capabilitate a procesului (reglaj i precizie);
-
UPB-IMST Controlul Produselor prin Msurare Asistat notie de curs 2014
6
introducerea n fluxul tehnologic de repere necorespunztoare din punct de vedere calitativ.
De regul, orice operaie de control comport un dublu rol: De selectare (triere), prin care se elimin din procesul tehnologic reperele
neconforme din punct de vedere a preciziei dimensionale i geometrice; De reglare (preventiv), prin care se stabilesc aciuni de conducere a procesului
tehnologic. Conceptual, ambele tipuri de control sunt asemntoare cu diferena c n cazul
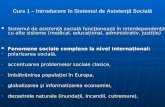
controlului preventiv, controlul produsului are loc n timpul procesului de prelucrare i nu dup acesta i apare o bucl de reglare (feed-back) necesar reaciei de reglare a procesului (fig. 1.1).
Schema logic a elaborrii tehnologiei de control dimensional i geometric care creeaz condiii optime pentru obinerea unor produse finite de calitate poate fi prezentat sintetic sub forma din fig. 1.2. Fiecare etap rspunde la urmtoarele probleme: ce trebuie controlat, cum trebuie efectuat controlul, ct trebuie controlat, cnd i unde trebuie realizat controlul, cine efectueaz controlul, cu ce mijloace se efectueaz controlul.
Proiectarea unei tehnologii de control const n prima etap n identificarea succesiunii operaiilor necesare controlului indicatorilor de calitate prescrii. Funcie de rolul piesei sau al ansamblului, inginerul tehnolog decide dac controlul preciziei de prelucrare se efectueaz astfel:
operaie de control distinct, ntre dou operaii de prelucrare, att pentru sistemele automatizate de fabricaie ct i pentru sistemele clasice de fabricaie;
controlul ca o faz a unei operaii de prelucrare posibil cnd operaia se execut cu participarea direct a muncitorului.
Dup natura desfurrii i organizrii activitilor de control tehnic de calitate se pot
distinge:
Controlul manual presupune intervenia direct i total a operatorului uman; Controlul mecanizat nltur parial intervenia operatorului uman; Controlul automat exclude intervenia operatorului uman, cu excepia momentului de
remediere a defeciunii constatate; Controlul pasiv permite constatarea calitii produsului controlat; Controlul activ permite constatarea calitii produsului controlat i meninerea calitii
n limitele impuse prin utilizarea de instalaii complexe prezente pe mainile-unelte.
Procesul de
proiectare
conceptual
Procesul de
prelucrare Inspecie
Produs respins
REBUT
recuperabil
nerecuperabil
Reacie de reglare a procesului de
prelucrare
Produs admis
PIES BUN
Fig. 1.1. Conceptul controlului preventiv
-
UPB-IMST Controlul Produselor prin Msurare Asistat notie de curs 2014
7
Procedeele de control activ, n timpul procesului de fabricaie (adic on-line), nu sunt ntotdeauna posibil de aplicat sau presupun utilizarea unor mijloace prea costisitoare n raport cu rezultatele obinute. Pornindu-se de la aceast constrngere economic i de la ideea c cel mai sigur control este cel integral, decizia de alegere a metodei de control cea mai potrivit, pasiv sau activ, se face, de regul, prin rspunsul afirmativ la criteriile de compatibilitate ale metodei de control adoptat (tab. 1.3).
Tab. 1.3 Criterii de compatibilitate ale metodei de control adoptat
Control post-operaional
(pasiv)
Control operaional
(activ)
Cri
teri
i d
e
ad
ap
tab
ilit
ate
Acces facil la pies n timpul prelucrrii * Forma suprafeei prelucrate este relativ simpl * Parametrii necesari controlului procesului pot fi evaluai n timpul prelucrrii
*
Precizia msurrii n timpul prelucrrii este corespunztoare * Controlul nu micoreaz productivitatea normal a prelucrrii i nici nu induce perturbaii ale fluxului de fabricaie
*
Cri
teri
i d
e
efi
cie
n
Piesa este important n ansamblu sau necesit siguran maxim n funcionare
*
Procedeul de prelucrare este nu este stabil *
Costul piesei nu este ridicat n raport cu costul controlului *
Lotul de piese este prea mic pentru prelevarea de mostre *
Asamblarea selectiv este procedeul cel mai economic * Timpul necesar pentru controlul piesei este mai mic dect timpul de prelucrare
*
Alegerea metodelor i a mijloacelor de msurare corespunztoare constituie o
problem de optimizare tehnico-economic. De aici rezult urmtoarele:
Identificarea condiiilor tehnice de controlat
Stabilirea metodelor, bazelor i a condiiilor controlului
Stabilirea succesiunii operaiilor de control
Alegerea variantei optime a tehnologiei de control
Calculul normei tehnice de control
Stabilirea mijloacelor de control
Elaborarea documentaiei tehnologice de control
Fig. 1.2. Schema logic a procesului de proiectare a tehnologiei de control
-
UPB-IMST Controlul Produselor prin Msurare Asistat notie de curs 2014
8
controlul tehnic trebuie fcut cu o productivitate cel puin egal cu cea a prelucrrii, ceea ce presupune, pentru mijloacele folosite, ndeplinirea unor caracteristici specifice funcie de tipul procesului tehnologic de prelucrare i control;
precizia de msurare a mijlocului de msurare, ct i a sistemului n ansamblu, trebuie s corespund obiectiv procesului de prelucrare i destinaiei pieselor prelucrate. Trebuie precizat c tolerana garantat, cuprins n standarde, include att erorile de execuie (tolerana de fabricaie), ct i erorile de msurare. Astfel, pentru o toleran fixat, orice mrire a erorii de msurare creeaz necesitatea de a micora n mod corespunztor toleranele de fabricaie referitoare la erorile de execuie.
pentru asigurarea economicitii fabricaiei, procesele tehnologice trebuie s asigure o calitate corespunztoare pieselor prelucrate, pe care controlul, prin msurare, nu numai c o determin ci i o garanteaz.
Un alt element important const n stabilirea tipului i a momentului n care trebuie
efectuat controlul. Astfel, este obligatoriu de corelat importana caracteristicii prelucrate cu complexitatea operaiei de prelucrare. O asemenea corelarea poate fi sintetizat n diagrama urmtoare (fig. 1.3):
Fig. 1.3. Stabilirea tipului i a momentului n care se efectueaz controlul de calitate
redus mediu nalt
red
us
med
iu
na
lt
redus
Necesitatea controlului:
Complexitatea operaiei
procesului de fabricaie
Imp
ort
ana
dim
ensi
unii
medie
nalt
Control
produs
Control
produs
Control
proces
Fig. 1.4. Factori de selecie a mijlocului de prelucrare i msurare funcie de tipologia pieselor i a produciei