Structura Tm 1
18
6. ASPECTE ALE INVESTIGAŢIEI ERGONOMICE EXPERIMENTALE OBIECTIVELE CAPITOLULUI: Însuşirea unor cunoştinţe în domeniul prelucrării şi interpretării datelor experimentale în ergonomie; Învăţarea modului de aplicare al metodei fotografierii timpului de muncă al executantului şi trasarea cronogramei profesionale; Însuşirea unei metode experimentale de determinare a consumului de energie umană; Cunoaşterea unor metode experimentale de determinare a oboselii umane; Asimilarea modului de investigare al unor elemente de microclimat industrial. 6.1. Elemente de studiul muncii. Cronograma profesională 6.1.1. Structura timpului de muncă al executantului Studiul timpului de muncă al executantului este prezentată în figura 6.1. Notaţiile folosite şi explicarea semnificaţiei acestora se prezintă în continuare: - T M - timpul de muncă al executantului este durata reglementată a zilei de muncă, de care dispune un executant (individual sau colectiv) pentru a-şi îndeplini sarcinile de muncă. - T P - timpul productiv este acela în cursul căruia executantul efectuează activităţile necesare pentru realizarea unei sarcini de muncă. 104
-
Upload
madalinabriscoiu -
Category
Documents
-
view
4 -
download
1
description
ERGO
Transcript of Structura Tm 1

6. ASPECTE ALE INVESTIGAŢIEI ERGONOMICE
EXPERIMENTALE
OBIECTIVELE CAPITOLULUI:
Însuşirea unor cunoştinţe în domeniul prelucrării şi interpretării datelor
experimentale în ergonomie;
Învăţarea modului de aplicare al metodei fotografierii timpului de muncă
al executantului şi trasarea cronogramei profesionale;
Însuşirea unei metode experimentale de determinare a consumului de
energie umană;
Cunoaşterea unor metode experimentale de determinare a oboselii
umane;
Asimilarea modului de investigare al unor elemente de microclimat
industrial.
6.1. Elemente de studiul muncii. Cronograma profesională
6.1.1. Structura timpului de muncă al executantului
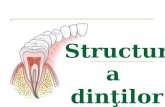
Studiul timpului de muncă al executantului este prezentată în figura 6.1. Notaţiile folosite şi explicarea semnificaţiei acestora se prezintă în continuare:- TM - timpul de muncă al executantului este durata reglementată a zilei de
muncă, de care dispune un executant (individual sau colectiv) pentru a-şi îndeplini sarcinile de muncă.
- TP - timpul productiv este acela în cursul căruia executantul efectuează activităţile necesare pentru realizarea unei sarcini de muncă.
- TN – timpul neproductiv este acela în cursul căruia au loc întreruperi în munca executantului – de orice natură – sau în care se efectuează acţiuni ce nu sunt necesare realizării sarcinii sale de muncă.
- Tpî – timpul de pregătire şi încheiere este timpul în cursul căruia executantul, înainte de începerea unei lucrări, creează la locul de muncă condiţiile necesare efectuării acesteia şi, după terminarea ei, aduce locul de muncă în starea iniţială.
- Top – timpul operativ este timpul în cursul căruia executantul efectuează sau supraveghează lucrările necesare pentru modificarea cantitativă şi calitativă a obiectului muncii, efectuând şi acţiuni ajutătoare pentru ca modificarea să poată avea loc. Timpul operativ se determină prin însumarea timpului de bază (tb) şi a timpului ajutător (ta), când aceştia se stabilesc separat.
- tb – timpul de bază este timpul în cursul căruia executantul efectuează sau supraveghează lucrările necesare pentru modificarea cantitativă şi calitativă
104

a obiectului muncii, respectiv a dimensiunilor, formei, compoziţiei, proprietăţilor stării lui sau a dispunerii în spaţiu a diferitelor părţi ale sale. În cazul operaţiei de transport, timpul de bază este cel alocat transportului efectiv al produselor. Caracteristica timpului de bază constă în repetarea lui la fiecare unitate de produs.
- ta – timpul ajutător este timpul în cursul căruia nu se produce nici o modificare cantitativă şi calitativă a obiectului muncii, însă executantul trebuie să efectueze mânuirile (mişcările) necesare sau să supravegheze utilajul pentru ca modificarea să poată avea loc.
- Tsl – timpul de servire a locului de muncă reprezintă timpul în cursul căruia executantul asigură, pe întreaga perioadă a schimbului de muncă, atât menţinerea în stare de funcţionare a utilajelor şi sculelor, cât şi organizarea, aprovizionarea, ordinea şi curăţenia locului de muncă, conform sarcinilor de muncă ce-i sunt atribuite. Caracterul utilajului de producţie, precum şi al mijloacelor tehnico-organizatorice existente la locul de muncă, determină conţinutul concret şi volumul lucrărilor din această categorie.
- tst – timpul de servire tehnică este timpul în cursul căruia executantul asigură, pe întreaga perioadă a schimbului de muncă, menţinerea în stare normală de funcţionare a utilajului şi sculelor.
- tso – timpul de servire organizatorică este timpul în cursul căruia executantul asigură, pe întreaga perioadă a schimbului de muncă, organizarea, aprovizionarea, îngrijirea locului de muncă, conform sarcinilor de muncă ce-i sunt stabilite.
- Tîr – timpul de întreruperi reglementate este timpul în cursul căruia procesul de muncă este întrerupt pentru odihnă şi necesităţi fiziologice ale executantului, sau pentru a avea loc întreruperile condiţionate de tehnologie şi de organizarea muncii.
- ton – timpul de odihnă şi necesităţi fiziologice este timpul din durata reglementată a zilei de lucru, în cursul căruia procesul de muncă este întrerupt în scopul menţinerii capacităţii de muncă şi satisfacerii necesităţilor fiziologice şi de igienă personală ale executantului.
- tto – timpul de întreruperi condiţionate de tehnologie şi de organizarea muncii este timpul de întrerupere a procesului de muncă, ce rezultă inevitabil din prescripţiile tehnice de folosire a utilajului, din tehnologie şi din activitatea executanţilor le locul de muncă respectiv.
- Tmn – timpul de muncă neproductiv este acela în cursul căruia executantul efectuează acţiuni care nu sunt utile desfăşurării normale a procesului de producţie.
- Tîn – timpul de întreruperi nereglementate este timpul în care procesul de muncă este întrerupt din cauze nereglementate, care pot fi dependente sau independente de executant.
- ti – timpul de întreruperi independente de executant provine din cauze organizatorice, tehnice sau naturale şi care nu depind de executant.
- td – timpul de întreruperi dependente de executant este timpul de întreruperi nereglementate în muncă, determinate de încălcarea disciplinei de lucru de către executant.
105

Fig. 6.1 Structura timpului de muncă al executantului
6.1.2. Metoda fotografierii timpului de muncă
Măsurarea şi evaluarea experimentală a timpului de muncă al executantului (a duratelor componentelor acestuia) constituie obiectul studiului muncii. Una din metodele frecvent folosite în cercetarea experimentală este cea a fotografierii.
Fotografierea utilizării timpului de muncă este o metodă de cercetare prin care se constată cum şi în ce măsură se foloseşte timpul de muncă de către muncitori, în cursul programului de lucru, în vederea descoperirii şi analizei cauzelor care determină o folosire neraţională şi a eliminării lor.
Utilizarea acestei metode în studiul muncii urmăreşte punerea în evidenţă a rezervelor de creştere a productivităţii muncii la următoarele categorii din timpul de muncă: Tpî, Tsl, ton, Tîr, Tîn.
Fotografierea poate fi individuală şi colectivă. În cazul în care studiul se efectuează chiar de executant, atunci metoda se numeşte autofotografiere.
106
TM timp de muncă
TM timp de muncă
tb timp de bazătb timp de bază
TN timp neproductiv
TN timp neproductiv
Tpî timp de pregătire-încheiere
Tpî timp de pregătire-încheiere
Top timp operativ
Top timp operativ
Tsl timp de servire a locului
de muncă
Tsl timp de servire a locului
de muncă
Tîr timp de întreruperi
reglementate
Tîr timp de întreruperi
reglementate
Tmn timp de muncă
neproductiv
Tmn timp de muncă
neproductiv
Tîn timp de întreruperi
nereglementate
Tîn timp de întreruperi
nereglementate
TP timp productivTP timp
productiv
ta timp ajutătorta timp ajutător
tst timp de servire tehnică
tst timp de servire tehnică
tso timp de servire organizatorică
tso timp de servire organizatorică
ton odihnă şi necesităţi fiziologice
ton odihnă şi necesităţi fiziologice
tto timp de întreruperi datorate tehnologiei şi
organizării
tto timp de întreruperi datorate tehnologiei şi
organizării
ti timp de întreruperi independente de executant
ti timp de întreruperi independente de executant
td timp de întreruperi dependente de executant
td timp de întreruperi dependente de executant

Practic măsurarea timpului de muncă se realizează, de regulă, cu ajutorul cronometrelor. Ele au o precizie mai mare decât ceasornicele obişnuite şi sunt mai uşor de manevrat. Cadranele mari ale cronometrelor pot fi divizate în sistem sexazecimal (baza 60) sau în sistem centezimal (baza 100). O rotire a acului indicator se efectuează într-un minut centezimal. Cadranul mic al cronometrelor înregistrează numărul de rotaţii efectuate de indicatorul central, fapt pentru care poartă denumirea de contor de rotaţii sau cadran totalizator.
În continuare ne propunem să prezentăm modul concret de lucru al metodei fotografierii, care va permite trasarea cronogramei profesionale.
Etapele procesului de investigare experimentală sunt:1. Completarea foii de observare, deci efectuarea măsurătorilor
în teren (utilizând metoda fotografierii individuale) şi apoi prelucrarea primară a acestora;
2. Întocmirea balanţei timpului de muncă;3. Trasarea cronogramei profesionale.
Fotografierea individuală a utilizării timpului de muncă are ca obiectiv observarea unui singur muncitor care serveşte unul sau mai multe utilaje. În ziua aleasă pentru studiu, observatorul se prezintă la locul de muncă cu 5-10 minute înainte de începerea programului, având pregătită foaia de observare şi cronometrul. Exemplul unei foi de observare este redat în tabelul 6.1. La locul de muncă ales pentru investigare se completează datele referitoare la: operatorul uman, organizarea şi modul de servire a locului de muncă şi observator. În urma măsurătorilor realizate, tot în foaia de observare sunt consemnate toate activităţile pe care executantul le desfăşoară în cursul zilei de muncă, precum şi duratele acestora în minute.
Prelucrarea primară a datelor constă în calculul duratelor fiecărei activităţi consemnate. Fiecare activitate este încadrată într-o anume categorie de timp din structura timpului de muncă (vezi fig. 6.1) şi va fi simbolizată corespunzător.
Ulterior, prelucrarea datelor conţinute în foaia de observare (tabelul 6.1) se realizează prin întocmirea balanţei timpului de muncă. Acesta este un tablou recapitulativ în care sunt evidenţiate toate categoriile de timp consumate într-o zi de muncă (tabelul 6.2).
107

Tabelul 6.1Exemplu de completare al unei foi de observare
Locul de muncă observat: atelier de prelucrări mecanice prin aşchiereSocietatea comercială: S.C. XYZ S.A
Observator: POPESCU V.Început observarea la ora: 6:30Terminat observarea la ora: 14:45Durata observării: 8h 15min= 495min.Data: 12.12.2003
FOAIA DE OBSERVARE NR. …..Date în legătură cu muncitorul:
Nume: POPPrenume: DUMITRUMarca: 3489Meseria (specializare, funcţie): FREZORCateg. de încadrare: a 3-a.Vârsta: 35 aniVechimea în muncă: 15 aniCalificativ profesional: foarte bine
Organizarea şi modul de servire a locului de muncă:Descrierea muncii depuse de executant: Muncitorul realizează operaţii de frezare a unor piese paralelipipedice – grad relativ redus de complexitate Scule: freze cilindrice şi cilindro-frontaleDispozitive: menghină, bride de prindereAlte caracteristici: -Maşina: FUS 25Caracteristici: n = 6500rot/min; P = 7,5kw
Nr. crt.
Denumirea activităţii Timp curent Durată SimbolOra Min.
1. Începutul observării 6 30 - -2. Verifică starea maşinii 6 35 5 Tpî
3. Aranjează materialele şi sculele 7 00 25 Tpî
4. Analizează sarcina de lucru 7 06 6 Tpî
5. Studiază desenul de execuţie al reperului
7 10 4 ta
6. Fixează piesa pe maşină 7 15 5 ta
7. Reglează parametrii regimului de aşchiere
7 18 3 ta
8. Frezare de degroşare 8 10 52 tb
9. Îndepărtează şpanul şi îl predă colectorului
8 16 6 tso
10. Frezare de degroşare 8 45 29 tb
11. Îndepărtează şpanul şi îl predă colectorului
8 50 5 tso
12. Schimbă scula 8 55 5 ta
13. Frezare de finisare 9 05 10 tb
14. Îndepărtează şpanul 9 08 3 tso
15. Completează lichidul de răcire-ungere
9 15 7 tst
16. Frezare de semifinisare 10 30 75 tb
17. Schimbă scula 10 35 5 ta
18. Frezare de finisare 10 45 10 tb
19. * Pauză de masă 11 00 15 -20. Frezare de finisare 12 15 75 tb
21. Îndepărtează şpanul şi îl predă colectorului
12 25 10 tso
22. Evacuează piesa finită 12 30 5 ta
23. Aşteaptă podul rulant pt. transportul piesei
12 34 4 ti
24. Predă piesa frezată şi primeşte alta 12 45 11 ta
108

25. Schimbă scula 12 50 5 ta
26. Fixează altă piesă pe maşină 12 54 4 ta
27. Frezează 13 10 16 tb
28. Schimbă scula 13 15 5 ta
29. Frezează 13 20 5 tb
30. Îndepărtează şpanul 13 25 5 tso
31. Frezează 14 20 55 tb
32. Evacuează şi predă piesa 14 30 10 ta
33. Strânge sculele 14 36 6 Tpî
34. Curăţă şpanul şi îl predă colectorului
14 40 4 tso
35. Şterge maşina şi pleacă 14 45 5 Tpî
TOTAL - - 480min -*) Pauza de masă nu se ia în considerare la calculul duratei totale a timpului de muncă (şi nici la cea a duratei observării)
Tabelul 6.2Balanţa timpului de muncă
Categoriile de timp Simbol
Durata consumului de timp [min]
Admis Înreg.+/-
(4) – (3)1 2 3 4 5
Timp de pregătire-încheiereTpî 14 51 +37
Timp operativ Timp de bază Timp ajutător
Toptb
ta
46040060
38532758
-75-73-2
Timp de servire a locului de muncă Timp de servire tehnică Timp de servire organizatorică
Tsltst
tso
472720
40733
-7-20+13
Timp de întreruperi reglementate Timp de odihnă şi necesităţi fiziologice Timp de întreruperi datorat tehnologiei şi organizării
Tîrton
tto
20200
15150
-5-50
Timp de întreruperi nereglementate Timp de întreruperi independent de executant Timp de întreruperi dependent de executant
Tînti
td
000
440
+4+40
Total timp de muncă (min) TM 541 480 -61
În primele 4 coloane ale tabelului 6.2 se înscriu consumurile de timp de muncă grupate cu ajutorul simbolurilor, pe categorii corespunzătoare structurii timpului de muncă. În coloana 3 se înscriu consumurile de timp admisibile, prevăzute a fi realizate pentru atingerea indicatorilor de productivitate a muncii. În coloana 4 se scriu valorile înregistrate prin cronometrare conform datelor prelucrate preliminar în tabelul 6.1. În coloana 5 se notează depăşirile valorilor admisibile, acestea putând fi pozitive sau negative.
109

Prelucrarea datelor din balanţa timpului de muncă permite calculul următorilor indicatori:a. Pdt – procentul de depăşire a duratei totale proiectate a timpului de muncă (%):
(6.1)
în care Dt este depăşirea duratei totale proiectate a timpului de muncă (min);Tto – durata totală a timpului de observare (min).b. Pw – procentul de creştere posibilă a productivităţii muncii, (%) ca urmare a folosirii mai bune a timpului de muncă:
(6.2)
Pentru exemplul practic considerat, valorile celor doi indicatori sunt:Pdt = 9,29 % Pw = 10,24 %
Calculul indicatorilor certifică existenţa posibilităţii de creştere a productivităţii munci cu 10,24%. Măsurile ce trebuie identificate, analizate şi implementate practic se pot sintetiza după trasarea cronogramei profesionale.
6.1.3. Trasarea cronogramei profesionale
Pentru determinarea consumului de energie umană pe ziua de lucru, sau pentru determinarea intensităţii expunerii profesionale la : zgomot, vibraţii, noxe etc. se utilizează detalierea timpului de muncă în cronograme profesionale.
Prin cronogramă profesională se înţelege consemnarea cronologică a operaţiilor tehnologice necesare pe care le realizează executantul, durata lor, precum şi repausul dintre aceste operaţii.
Întocmirea cronogramei profesionale presupune:- Cunoaşterea în detaliu a procesului tehnologic şi a condiţiilor de
mediu în care se desfăşoară activitatea studiată. Acestea vor permite definirea operaţiilor efectuate şi delimitarea pauzele tehnologice de cele fiziologice. Pentru o înregistrare rapidă şi corectă a datelor, operaţiile se pot defini şi nota cu anumite semne convenţionale;
- Înregistrarea primară a duratei operaţiilor tehnologice şi a repausului se face pe baza datelor structurate ca în fişa de observare (tabelul 6.1). Pentru sistematizarea datelor în vederea obţinerii cronogramei profesionale se alcătuieşte un tabel centralizator final, ca în exemplul dat în tabelul 6.3;
- Se totalizează duratele operaţiilor pentru fiecare categorie de timp, pe întreaga zi de muncă. Aceste rezultate se exprimă şi în procente din timpul total de observare. Pentru evidenţierea mai clară a rezultatelor şi interpretarea lor se realizează reprezentarea grafică a consumului de timp, pe categorii (fig. 6.2).
110

Tabelul 6.3Centralizarea consumului de timp
Ora Tpî ta tb tst tso Tn6.30-6.35 56.35-7.00 257.00-7.06 67.06-7.10 0 47.10-7.15 57.15-7.18 37.18-8.10 528.10-8.16 68.16-8.45 298.45-8.50 58.50-8.55 58.55-9.05 109.05-9.08 39.08-9.15 79.15-10.30 7510.30-10.35 510.35-10.45 1010.45-11.0011.00-12.15 7512.15-12.25 1012.25-12.30 512.30-12.34 412.34-12.45 1112.45-12.50 512.50-12.54 412.54-13.10 1613.10-13.15 513.15-13.20 513.20-13.25 513.25-14.20 5514.20-14.30 1014.30-14.36 614.36-14.40 414.40-14.45 5TOTAL 47 62 327 7 33 4
Fig. 6.2. Consumul de timp pe categorii, în total timp de muncă - exemplu
111

Pentru exemplul considerat se pot concluziona următoarele: creşterea de
productivitate a muncii este posibilă prin reducerea duratelor activităţilor de
pregătire-încheiere, a celor de servire tehnică şi organizatorică şi, nu în ultimul
rând prin eliminarea timpilor de muncă neproductivi.
Cronograma profesională este de mare utilitate practică în organizarea
ergonomică a muncii, cu ajutorul ei se pot determina:
- Intensitatea muncii într-o zi de lucru;
- Regimul de muncă (raportul dintre timpul efectiv de lucru şi pauză,
raportat la o oră) şi studiul acestuia;
- Expunerea profesională la pulberi, la noxe industriale, la zgomot şi
vibraţii;
- Structura şi organizarea timpului de odihnă şi necesităţi fireşti în
cadrul zilei de muncă.
Întrebări de verificare a cunoştinţelor:
1. Să se realizeze cronograma profesională pentru o zi de lucru a unui sudor.
Înregistrările primare din foaia de observare sunt:
1. Începutul observării 7:002. Îşi pune haine de lucru 7:043. Pregăteşte aparatul 7:104. Primeşte sarcina de muncă 7:155. Primeşte semifabricate 7:266. Examinează desenul de ansamblu
7:277. Sudează 9:448. Bea apă 9:459. Discută cu un coleg 9:4710. Sudează 10:0011. Pauza 11:00-11:20
12. Sudează 12:4413. Predă piesele finite 12:4514. Primeşte alt lot de piese 12:4715. Se duce la dulap după electrozi
12:5016. Sudează 14:3517. Strânge piesele şi le predă 14:4018. Strânge sculele şi predă schimbul
14:4519. Curăţă locul de muncă şi pleacă
15:20
2. Să se realizeze cronograma profesională pentru un operator uman frezor, ce
prelucrează dantura unor roţi dinţate la o maşină de frezat dantura lucrând cu
freza melc-modul (FD 250). Datele primare din foaia de observare sunt:
1. Începutul observării 7:002. Verifică starea maşinii 7:063. Primeşte sarcina de muncă 7:114. Primeşte semifabricatele 7:155. Montează semifabricatele pe
maşină 7:20
6. Montează freza melc 7:267. Completează lichidul de răcire
7:308. Reglează parametrii regimului de
lucru 7:459. Frezează dantura 9:34
112

10. Evacuează piesele prelucrate 9:4211. Montează alt set de semifabricate
9:4512. Frezează dantura 11:3513. Pauza 11:00 – 11:20 –în cursul
frezării14. Merge la bufet 11:20 – 11:30 – în
cursul frezării15. Evacuează roţile dinţate prelucrate
11:46
16. Montează alt set de semifabricate 11:49
17. Frezează dantura 13:2618 Evacuează roţile dinţate prelucrate 13:3118. Montează alte semifabricate 13:3419. Frezează 14:4520. Evacuează piesele şi le predă la
magazie 14:5321. Şterge maşina şi pleacă 15:20
3. Să se realizeze cronograma profesională în cazul unui strungar ce lucrează la
un SN400. Înregistrările primare din foaia de observare sunt:
1. Începutul observării 6:302. Verifică starea maşinii 6:343. Aranjează materialele şi sculele la
locul de muncă 6:444. Montează cuţitele şi burghiul la
strung 6:495. Alimentează cu semifabricat bară
6:516. Examinează desenul piesei 6:577. Strunjeşte 8:188. Curăţă şpanul 8:209. Strunjeşte 9:1210. Predă şpanul colectorului 9:1411. Strunjeşte 10:27 12. Alimentează cu semifabricat bară
10:30
13. Pauza 10:4514. Strunjeşte 12:2015. Ascute cuţitele şi schimbă burghiul
uzat 12:2316. Strunjeşte 13:3017. Alimentează cu semifabricat bară
13:3118. Completează lichidul de răcire-
ungere 13:3419. Strunjeşte 14:3020. Discută cu un coleg 14:3221. Strânge sculele şi semifabricatul
rămas 14:4022. Şterge maşina şi pleacă 14:45
4 Să se realizeze cronograma profesională pentru un presator ce
lucrează la o presă de tipă PE63:
1. Începutul observării 7:002. Verifică starea maşinii 7:053. Aranjează locul de muncă 7:094. Analizează sarcina de lucru 7:125. Aşteaptă reglorul care montează
ştanţa şi reglează maşina 7:306. Realizează piesa de probă 7:327. Lucrează la maşină 8:408. Aşteaptă podul rulant pentru
transportul pieselor 8:459. Primeşte un nou set de
semifabricate 8:5010.Pleacă la magazie după seu 8:5711.Lucrează la maşină 10:1012.Aşteaptă podul rulant pentru
transportul pieselor 10:1513.Primeşte un nou set de
semifabricate pentru deformare 10:20
14.Lucrează la maşină 10:5515.Discută cu un coleg 11:0016.Pauza 11:2017.Pleacă la bufet 11:2518.Lucrează la maşină 12:3019.Pleacă la magazie după seu 12:3720.Îşi schimbă mănuşile de protecţie
12:4021.Lucrează la maşină 13:2022.Aşteaptă podul rulant pentru
transportul pieselor 13:2523. Primeşte un nou set de
semifabricate 13:4024. Predă deşeul de la prelucrare 13:4525. Lucrează la maşină 14:4526. Strânge materialele 14:5527. Şterge maşina şi pleacă 15:20
113

6.2. Calculul consumului de energie umană. Metoda Douglas-Haldane
114