Partea a I Curs Compozite 0-100

of 83
-
Upload
casey-cole -
Category
Documents
-
view
81 -
download
7
description
Curs materiale compozite. Ranforsarea cu fibre. MATERIALE PENTRU RANFORT. Fibre de sticlă. Structura
Transcript of Partea a I Curs Compozite 0-100
CUPRINS1.IntroducerePartea I
2.MATERIALE COMPOZITE RANFORSATE CU FIBRE2.1. Definiii, generaliti i forme de prezentare112.2. Sinergia fibre-matrice122.3. Matrici132.4. Alegerea ranfortului152.5. Structur152.6. Proprietile caracteristice162.7. Ranforsarea cu fibre continui182.7.1. Legea amestecurilor182.7.2. Influena lungimii ranfortului222.7.3. Influena orientrii fibrelor.242.7.4. Ranforsarea cu fibre scurte i whiskers252.8. Tehnici de pregtire a preformelor de ranforsare.262.8.1. Aranjamentul liniar262.8.2. Aranjamentul de suprafa272.8.3. Aranjamentul multidirecional282.9. Tehnici de infiltrare a ranfortului..302.9.1. Pultruziunea312.9.2. Reomulajul322.9.3. Forjarea lichid352.10.Degradarea materialelor compozite373.MATERIALE PENTRU RANFORT3.1. Fibre de sticl403.1.1. Caracteristici generale413.1.2. Fabricarea fibrelor de sticl413.1.3. Proprietile fibrelor de sticl433.1.4. Utilizarea fibrelor de sticl453.1.5. Fibre de silice i cuar.463.2. Fibre de carbon463.2.1. Caracteristici generale463.2.2. Fabricarea fibrelor de carbon473.2.3. Structura fibrelor de carbon513.2.4. Proprietile mecanice, chimice i termice.553.2.5. Msurarea proprietilor563.2.6. Utilizarea fbrelor de carbon ...583.2.7. Compozite carbon-carbon593.3. Fibre de bor i carbur de siliciu613.3.1. Prezentare i fabricaie613.3.2. Proprieti mecanice643.3.3. Utilizarea fibrelor de bor i carbur de siliciu663.4. Fibre de aramid cu nalte performane mecanice.673.4.1. Prezentare i fabricaie673.4.2. Proprietile fibrelor de aramid683.4.3. Utilizarea fibrelor aramidice713.5. Fibre sintetice cu nalte performane termice.723.5.1. Prezentare i fabricaie723.5.2. Fibre poliamide-imide i poliamide aromatice723.5.3. Fibre fenolice753.5.4. Fibre PBI763.6. Fibre metalice. 773.6.1. Prezentare i proprieti773.6.2. Fabricarea fibrelor metalice...783.6.3. Utilizarea fibrelor metalice793.7. Ultimele cercetri...80EVALUAREA TEHNICILOR DE MBUNTIRE A LEGTURILOR DINTRE MATRICE I RANFORT
4.1. Subiecte controversate asupra umectrii824.1.1. Unghiul de umectare (de contact)824.1.2. Condiii necesare pentru umectarea metalelor.844.1.3. Noile observaii-filmul precursor854.1.4. Condensarea dup dizolvri pariale ale solidului nlichid874.1.5. Depunerea preferenial a vaporilor pe suprafee solidevecine bi metalice874.1.6. Concluzii asupra existenei filmului precursor i rolul
lui n mecanismul de umectare894.2. Tehnici de mbuntire a legturilor din interfa904.2.1. Consideraii generale904.2.2. Utilizarea acoperirilor924.2.3. Adiia elementelor de aliere la metalul topit934.2.4. Stabilitatea interfeei944.2.5. Controlul reaciilor din interfa.............96Partea a II-aCOMPOZITE DURE SINTERIZATE DIN CARBURI METALICE5.1. Prezentarea general a compozitelor dure sinterizate1005.2. Materii prime i tehnologii pentru producereacarburilor metalice1015.2.1. Wolfram-Carbur de wolfram1035.2.2. Titan-Carbur de titan1055.2.3. Tantal, niobiu. Carbur de tantal-niobiu105 5.3. Formarea la rece a pieselor..1065.3.1. Preformarea, presarea n matri1065.4. Sintetizarea..1095.4.1. Mecanismul sinterizrii1095.4.2. Parametrii tehnologici1095.4.3. Tipuri de sinterizare1105.4.4. Probleme deosebite ale sinterizrii1115.5. Prelucrarea pieselor din aliaje dure...1115.5.1. Prelucrarea cu scule din materiale abrazive1115.5.2. Prelucrarea prin eroziune a aliajelor dure..1155.6. Produse din aliaje dure sinterizate.1195.6.1. Aliaje dure sinterizate utilizate pentru achierea metalelor1195.6.2. Aliaje dure sinterizate din carburi metalicerezistente la uzur1245.6.3.Consideraii asupra acoperirii CVDa plcuelor achietoare129
COMPOZITE CERAMICE
6.1. Prezentare, generaliti1316.2. Compozite ceramice tehnice1316.3. Factori ce influeneaz sudura grunilor1336.4. Domenii de utilizare a compozitelor ceramice1346.5. Tehnologii de formare a produselor ceramice1356.6. Proprietile mecanice i fizice ale compozitelor ceramice144COMPOZITE CU MATRICE ORGANICA7.1. Prezentare i generaliti......1487.2. Calitile i avantajele materialelor plastice..1487.3. Inconvenientele maselor plastice1497.4. Natura polimerilor1507.5. Structura polimerilor.1517.5.1. Polimeri liniari1517.5.2. Polimeri ramificai i tridimensionali1527.5.3. Polimeri cristalini1547.6. Aditivii polimerilor...1557.6.1. Plastifiani i stabilizani1567.6.2. Aditivi diferii1587.7. Proprietile matricilor plastice.1597.7.1. Consideraii generale1597.7.2. Proprieti mecanice instantanee1607.7.3. Rezistena la oc i comportamentul maselor plastice la oc. .1647.7.4. Proprietile i comportamentul pe termen lung1697.7.5. Oboseala i comportamentul maselor plastice la oboseal..1717.8.Tehnologii de prelucrare a compozitelor cu matrice organic... .1727.8.1. Matriarea compozitelor cu matrice termoplstic.1727.8.2. Matriarea compozitelor cu matrice termorigid179Compozite din polimeri celulari1831.Introduceren diferite epoci ale sec.XX, dezvoltarea important a tehnicii a schimbat radical modul de via al omului, dar la scar istoric civilizaiile rmn caracterizate de evoluia materialelor: epoca pietrei, bronzului, fierului, aluminiului, maselor plastice (n zilele noastre) i putem spune c sec. XXI va fi al materialelor compozite.Aceste materiale se definesc ca un ansamblu de cel puin dou corpuri nemiscibile, cu structur diferit, a cror caliti individuale se combin i se completeaz pentru a da un material eterogen cu performane globale ameliorate.Ele sunt larg rspndite n natur. Practic toate vegetalele sunt materiale compozite. Fibrele aliniate de ranfort, ce suport o mare parte din eforturi, sunt legate ntre ele de esuturi ce contribuie la distribuia eforturilor i la protejarea fibrelor de aciunea nociv a mediului exterior.Materialele compozite realizate tehnologic rspund suficient de bine compromisului performan/pre.n tabelul 1.1. unde se prezint cteva exemple de materiale compozite i domeniile lor de aplicaii, se pot remarca urmtoarele aspecte:- pentru betonul armat: * soliditatea oelului; * coeziunea cimentului; * preul sczut al pietriului;- pentru spuma de plastic acoperit cu aluminiu: *lejeritate, rezisten la mbtrnire i aspectul frumos alaluminiului; * greutatea sczut din cauza aerului coninut n spum; * preul sczut al materialelor plastice;
- pentru materialele plastice armate: * performanele remarcabile ale fibrelor; * prelucrabilitatea i coeziunea rinilor de sintez.Alegerea materialelor tradiionale pentru utilizri n cadrul tehnologiilor de precizie este puternic constrns de performanele proprii ale materialelor i de procedeele de prelucrare. Acestea necesit fie o etap intermediar de semifabricat (table, profile, plci,...), fie o configurare efectuat adesea la temperaturi ridicate (turnare). Tensiunile introduse limiteaz puternic cmpul posibilitilor "dimensiuni/complexitate geometric" astfel nct unele tehnologii devin prohibitive.
O alt restricie impus de materialele tradiionale este de ordin economic decis de raportul pre/performan. Lucrul la temperaturi nalte, rezistena chimic adecvat, greutatea specific redus, implic utilizarea de materiale "nobile" (ceramice, oeluri refractare, oeluri inoxidabile,...) eventual asociate sau aliate, pentru aplicaii ce vor fi ntotdeauna limitate de eforturile economice.n aceast idee, materialele compozite "asociaz" n aceeai mas materiale diferite din punct de vedere chimic ce prezint o serie de performane fie din punct de vedere al uurinei prelucrrii fie al rezistenei mecanice, fizice ori chimice.Ranfortul fibros se poate introduce i amesteca n matrici metalice, ceramice, plastice sau invers un ranfort fibros se poate impregna cu un liant susceptibil a se solidifica dup configurarea pieselor.Piesele din materiale compozite pot prezenta local diverse ngrori, coloraturi sau rugoziti variabile. Proiectarea geometriei pieselor este adesea rezultatul experienei proprii fiecrui atelier ori birou de proiectare. Metodele de dimensionare mult mai elaborate au la baz utilizarea calculatorului cu urmtoarele precizri:- definirea geometriei apropiate este axat pe: cutarea unei grosimiconstante, orientarea ranfortului n sensul presupus al eforturilor principale,identificarea zonelor cu contracie puternic, particularitile geometrice;- alegerea gradului de ranfort i mpachetare (mrime i orientare),necesare determinrii caracteristicilor mecanice;
- utilizarea metodelor de calcul evoluate de tipul elementului finit.Asocierea dintre o matrice i elementul ranforsant nu poate fintmpltoare. Ea depinde de:- compatibilitatea chimic a materialelor n contact ce influeneaztransmiterea eforturilor prin interfa;- tehnologia de obinere ce se alege n funcie de geometria piesei imrimea produciei;- rezistena mecanic;
- costul fabricaiei, al componenilor de baz, al transformrilor ieventual al finisrilor.Tabelul 1.1. - Exemple generale de materiale compoziteExemple de materialecompoziteExemple deconstitueniExemple deaplicaii
1.- cu matricemetalicFibre de bor, matricede aluminiu;Fibre de carbon,matrice de aluminiu,magneziu, etc...Aerobalistic
2.- cu matrice mineralBetonBeton armatCompozit carbon/carbonCompozitceramic/ceramicCiment, pietri, nisipOel, betonFibre de carbon,matrice de carbonFibre ceramice,matrice ceramicConstruciiAerobalistic,biomedicalPiese termo-
mecanice
3.- cu matrice organicHrtie i cartonPanouri cu particulePanouri cu fibreCompozite pentrulagreFolii ondulateMateriale neesuteCompozite de etaneitateStratificate, plasticeranforsate,compozite de mare difuzie inaltperformanSandwichFibre celulozice,riniRumegu, riniFibre de lemn, riniTeflon, carbon,sulfura de molibdenesturi, rini supleFibre de sintez, latexArmturi textile,elastomeriAzbest, fibre de sticl,celuloz, carbon,aramid... rininveli: metale,stratificate,...Miez: spume,structuri fagure,...Ambalaje,imprimateIzolaii fonice itermiceConstruciiPiese mecanicecu alunecareConstrucii,agrement, etc.Lucrri publice,AcopeririEtanri,automobile,transport,electronica,mecanica,sport.Transporturi,construcii.
n fig.1.1. este rezumat att compoziia ct i natura constituenilor necesari obinerii unui material compozit. MATRICE/LIANT ELEMENT RANFORSATOrganic: Fenolic celuloz Poliester sticl E, S, R, C, D Epoxid fibre carbon/grafit Poliimid aramid PSP borMineral: CarbonMetalic: AluminiuCOMPOZITADAOSURI/ADITIVI*Cret*Silice, Caolin*Oxid de titan*Sticl*Fibre scurte*Pudre metalice*Cuar * Mic
*Catalizatori*Acceleratori*Ignifugani*Anti U-V*Fongicide*Ageni pentru dezbatereFig.1.1. - Structura general a unui material compozit.Se definesc astfel clasele materialelor compozite fie n funcie de natura componenilor (metal, carbon, sticla, plastic, ceramica,...), fie n funcie de performanele adesea raportate la densitate (de larg rspndire sau de nalte performane).Fig.1.2. reprezint structura particular a unui material compozit de nalt performan de tipul carbon/carbon.Avantajele acestei noi clase de materiale sunt multiple i se pot rezuma dup cum urmeaz:- posibiliti neateptate de-a adapta materialele dup funciile pieselor; - optimizri posibile ale greutii, eforturilor, soluiilor tehnologice ce au la baz: * alegerea materialelor i a componenilor si;
* configuraia geometric; * noile procedee de transformare.
- obinerea de performane noi: * greutate redus fr intervenii asupra proprietilor; * rezistene mecanice specifice (traciune, oboseal,...); * rezistena chimic i rezistena electric adaptabile cerinelor;
- scderea costurilor produciei pe volumul unitar: * costuri directe (de fabricare, consumuri energetice,...); * costuri indirecte (legate de durata de viat);
- adaptri posibile ntre alegerea materialului, mrimea produciei iprocedeul de fabricare.
Fig. 1.2. - Structura particular a unui compozit de nalt performan carbon/carbon (bare de carbon texturat orientate tridimensional i impregnate cu carbon).Cele prezentate mai sus, stau la baza naterii unui concept nou de "materiale adaptabile" ce rspund corespunztor cmpului de eforturi impuse, independente sau combinate. Cu structura lor complex (matrice uoar i ductil ranforsat cu fibre fragile ce au caracteristici foarte ridicate), duc la performane ridicate cu deschideri numeroase n discipline foarte diverse.
AplicaiiAplicaiile comerciale i industriale ale compozitelor cu ranfort fibros sunt numeroase i variate. Lista urmtoare prezint cteva exemple:* Mecanica generalangrenaje, brae de roboi, tuburi, butelii de gaz sub presiune, tuburi de foraj sub presiune;* Transport maritimbrci, ambarcaiuni de salvare, motoare de debarcare;* Transport feroviarlocomotive, vagoane, ui, scaune, panouri inferioare;* Transport rutierpiese de caroserie, caroserii complete, roi, arbori de transmisie, resorturi de suspensie, console, cabine, scaune;* Transport aerianplanoare i avioane de turism, borduri de atac, aripi, pale de elicopter, arbori de transmisie, plane, scaune;* Transport spaialcorpuri de propulsare, rezervoare, tubulaturi, corpuri de intrare n atmosfer;* Construcii civilepiscine, panouri de faad, profile, ui, corpuri sanitare, mobilier;* Electricitatesupori de circuite imprimate, izolatori n construciile electrice de putere, elici eoliene;* Sportrachete de tenis, undie de pescuit, schiuri, prjini pentru srit, cadre de biciclete, piese pentru golf, cti de protecie.2. MATERIALE COMPOZITERANFORSATE CU FIBRE2.1. Definiii, generaliti i forme de prezentareIn general, prin termenul de "material compozit" se nelege un material rezultat prin combinarea fizic a mai multor materiale diferite. Aceast combinaie confer compozitului nu numai cele mai bune proprieti ale constituenilor ci i noi caliti sinergetice. Numeroase materiale din mediul nconjurtor sunt considerate materiale compozite, de ex. betonul armat, lemnul stratificat, etc.Evoluia tehnologiilor moderne din ultimii 30 de ani, a dus la dezvoltarea unei clase de materiale compozite cu proprieti fizice i mecanice remarcabile. Este vorba despre compozitele cu ranfort fibros, rezultate din repartiia de fibre de nalt rezisten i rigiditate, ntr-o matrice constituit dintr-o substan cu proprieti mecanice inferioare (de obicei aliaje neferoase sau polimeri). Matricea are rolul de-a conserva dispunerea spaial a fibrelor i de-a le transmite solicitrile la care este supus piesa. Fibrele utilizate la ora actual sunt n principal din: sticl, alumin, carbur de siliciu, aramid, carbon sau bor. Se obin astfel materiale dup "cerere", cu o bun rigiditate, soliditate, densitate mic sau chiar cu o excelent rezisten la temperatur.
Compozitele cu ranfort fibros se impun din ce n ce mai mult n numeroase sectoare (aeronautic, automobile, sport), unde progresul tehnologic necesit combinarea proprietilor pe care nu le posed individual nici un material omogen clasic.Se poate crede c utilizarea materialelor compozite este un exerciiu complicat inutil, deoarece numeroase elemente din tabelul periodic formeaz compui cu legturi interatomice puternice i stabile. De exemplu, aluminiul, siliciul, carbonul i oxigenul dau natere la compui de tipul: oxid de aluminiu, carbur de siliciu, bioxid de siliciu care sunt totodat duri, rigizi i rezisteni la cldur. Mai mult, au densitate sczut i se gsesc din abunden.Inconvenientul principal al acestor materiale este faptul c utilizate n bloc ele sunt casante. O mic fisur sau un defect de structur intern poate antrena o rupere catastrofic. Materialul atinge rareori rezistena teoretic maxim, calculat prin intermediul forelor de legtur interatomice. Soluia acestei probleme este fabricarea materialului sub form de fibre foarte fine.
n cazul sticlei de exemplu, un geam se poate sparge uor, dar nu acelai lucru se ntmpl cu fibrele foarte fine, care au o rezisten la traciune mai mare de 3GPa. Pentru comparaie, amintim c rezistena unui oel de construcie este de 0,5GPa. Aceast remarcabil cretere a rezistentei provine din faptul c probabilitatea ruperii prin propagarea defectelor crete odat cu mrimea piesei.Chiar i civa polimeri organici i amelioreaz proprietile sub form de fibre. Prelucrarea lor fr precauii suplimentare, conduce la o configurat ie spaial cu lanuri moleculare lungi, orientate aleatoriu i implicit performane mecanice mediocre. Din contr, dac aceste lanuri sunt orientate dup direcia solicitrii, atunci polimerii devin foarte rigizi i rezisteni. Tragerea polimerilor sub form de fibre, permite orientarea moleculelor adesea dup axul fibrei. Acest procedeu este utilizat pentru polimerii cu molecule rigide (aramid) ori flexibile (polietilen), ce dau fibre cu rezisten mecanic foarte nalt.
Dei, rezistena mecanic i rigiditatea compozitelor cu ranfort fibros sunt generate de fibre, totui, matricea i are rolul su considerabil asupra proprietilor de transport de cldur i curent electric, precum i asupra prelurii i transferului de efort spre fibre. Mai mult chiar, rezistena mecanic a compozitelor depinde de efectul sinergetic dintre ranfort i fibre.2.2. Sinergia fibre-matricen cazul unui fascicol de fibre izolate, supus la traciune, este suficient ca o fibr s se rup i tot fascicolul i pierde utilitatea mecanic; un efort suplimentar se repartizeaz atunci pe fibrele intacte i favorizeaz ruperea lor.Dac, fibra este prins ntr-o matrice, ruperea ei nu suprim funcia sa
mecanic. Matricile fiind n general ductile, prin deformarea plastic ori elastic, acompaniaz forele de forfecare ce restabilesc nivelul eforturilor n fragmentele de fibre sparte. Graie acestui transfer de fore, fibrele rupte contribuie nc la ranforsarea matricei.naintea detalierii celorlalte probleme legate de materialele utilizate la elaborarea compozitelor cu matrice metalic, este necesar abordarea problemelor legate de interfaa matrice/fibr de ranfort, care condiioneaz proprietile mecanice finale ale compozitelor. In concluzie, transmiterea i repartiia ncrcrii aplicate pe materialele compozite, de la matrice spre elementele de ranforsare se realizeaz prin legturile existente ntre acestea. Dac aceste legturi nu sunt bune, atunci matricea va fi aceea care va prelua sarcina, ceea ce nseamn c rolul elementelor de ranforsare este nul.Este dificil de dat o definiie exact i complet a rolului i naturii interfeei, am putea spune mai simplu c este o regiune cu compoziie chimic variabil, care constituie legtura dintre matrice i elementele de ranforsare i care asigur transferul ncrcrii ntre ultimele dou. Acest transfer va trebui asigurat pentru toate tipurile de solicitri i s fie stabil n acelai timp. Se observ astfel c interfaa poate s fie abordat din punct de vedere mecanic i din punct de vedere fizico-chimic.Numeroi autori au examinat aspectele mecanice ale transferului solicitrii prin interfa, presupunnd legturile fibr/matrice perfecte. Astfel este posibil s determinm teoretic proprietile mecanice finale ale compozitelor n funcie de tipurile de ncrcri aplicate i n funcie de modurile de transfer a solicitrilor prin interfa i pentru toate tipurile de elemente de ranforsare. Dac aspectele mecanice par a fi rezolvate, n schimb aspectele fizico-mecanice ale interfeei pun serioase probleme.nainte de-a detalia diferitele tipuri de interfee existente, voi aminti principalii parametri necesari pentru obinerea unei interfee ideale:- umectarea dintre matrice i elementele de ranforsare trebuie s fieperfect.Aceasta face s intervin natura termodinamic a diferitelor elemente i n special a energiilor de suprafa.- trebuie s existe fore de legtur suficient de mari pentrutransmiterea eforturilor din matrice n elementele de ranforsare;- aceste legturi trebuie s rmn stabile n timp i mai ales n toatgama de temperatur de utilizare a compozitului;
- zonele din interfa n care au loc reacii chimice trebuie s fie subirii nu trebuie s afecteze elementele de ranforsare;- coeficienii de dilatare termic ai matricei i ai elementelor deranforsare trebuie s fie de valori apropiate pentru a limita efectul contracieiinterne asupra legturii matrice/element de ranforsare mai ales n aplicaiile latemperaturi nalte.2.3. MatriciProprietile unui compozit sunt funcie de compoziia matricei i ranfortului, de structura ranfortului i de procedeul de fabricare.Matricea poate avea compoziie polimeric, metalic ori ceramic.Alegerea ei, este dictat n general de nivelul temperaturilor la care va fi supuspiesa n exploatare.Dac temperaturile de lucru nu depesc 300C, se adopt o matrice polimeric. Primul compozit de acest tip a fost numit "fiberglas" i eraconstituit din fibre scurte de sticl introduse ntr-o matrice de poliester. Acest compozit este foarte utilizat n construcia vapoarelor i a caroseriilor de autoturisme.Pentru aeronautic, compozitele asociaz fibre foarte rigide i rezistente (aramid, grafit, bor), cu matrice polimerice mult mai rezistente la cldur dect un poliester (epoxi, polimid).Matricile polimerice se grupeaz n dou clase distincte: - termodurificabile; - termoplastice.ntr-un polimer termodurificabil, cldura are rolul de-a creea legturi chimice ntre lanurile moleculare. Rezult astfel o reea molecular tridimensional rigid care se degradeaz foarte greu.Compozitele de nalt performan au totdeauna matrice termodurificabil de tip epoxidic. Astzi exist numeroi polimeri termoplastici, ce ofer o excelent rezisten la cldur. De exemplu, polieter-etercetona (PEEK) nu se topete pn la 300C i are avantajul suplimentar de-a fi rezistent la oc mai mult dect celelalte rini termodurificabile. Tehnica de fabricare a compozitelor cu matrice termodurificabil este n general simpl i foarte avantajoas din punct de vedere economic.Pentru structurile supuse la temperaturi susceptibile de-a topi ori degrada matricea polimeric, se utilizeaz matricile metalice ori ceramice. O matrice metalic (aluminiu, magneziu, titan) prezint o mai mare rigiditate dect un polimer i ductilitatea sa confer compozitului o mai mare rezisten la oc. Dezavantajele sunt date de-o densitate crescut i de importante dificulti de fabricare. Matricile ceramice (sticla de borosilicat, carbura de siliciu, oxid de aluminiu) sunt utilizate pn la temperaturi cuprinse ntre 1000 i 2000C.Este important de-a insista asupra diferenei fundamentale dintre o matrice ceramic i o matrice polimeric ori metalic. In cazul compozitelor cu matrice metalic ori polimeric, ranfortul fibros este n principal responsabil de rezistena la rupere a materialului iar matricea ductil l face mai puin fragil. Din contr, o matrice ceramic este ea nsi rigid i rezistent. Punctul ei slab este fragilitatea ridicat. Rolul fibrelor ntr-un compozit cu matrice ceramic este de-a crete ductilitatea ceramicii prin devierea ori ntrzierea creterii micro-fisurilor n matrice.Semnalm n sfrit compozitele carbon-carbon, utilizate n aplicaii la temperaturi foarte nalte. Aceste compozite conserv o mare parte din rezistena lor la rupere pn la 2500C. Matricea este din carbon amorf i este ranforsat cu fibre de grafit semicristalin. Aceste compozite sunt aplicate la construcia motoarelor spaiale cu rentoarcere n atmosfer.2.4. Alegerea ranfortuluiDac alegerea matricei este n mare parte ghidat de temperatura de lucru, atunci alegerea fibrei de ranfort se face dup alte considerente. De exemplu, fibrele de sticl sunt mult mai rezistente la rupere dect fibrele de grafit, dar ele sunt mai puin rigide. Compozitele cu fibre de sticl sunt convenabile numai n aplicaiile unde criteriul rigiditii este decisiv. Ele sunt mai ieftine i sunt foarte utilizate n sectoare mai puin exigente (aplicaii sportive).Fibrele de grafit nu ofer cea mai bun rezisten la oc. In cazul acesta, se recomand fibrele de aramid (kevlar), care sunt mai tenace i mai puin rigide. Fibrele de bor sunt i mai rigide dect cele de grafit, fiind n acela i timp mai dense i mai scumpe.Fibrele de ranfort trebuie s suporte fr a se degrada toate etapele de fabricaie a compozitului. Ranfortul din kevlar se va carboniza la introducerea n matricea metalic lichid, n timp ce fibrele de grafit se oxideaz ntr-o matrice metalic ori ceramic dac nu se iau precauii suplimentare. Suprafaa fibrelor este de asemeni degradat n urma reaciilor chimice cu matricea. n matricile polimerice i metalice, sinergia proprietilor decurge din legtura adecvat dintre ranfort i matrice.Matricea n stare lichid trebuie s aib capacitatea de-a umecta fibrele pentru a asigura o bun aderen. Fibrele de oxid de aluminiu i de carbur de siliciu sunt uor de umectat de ctre matricile metalice lichide. Dac ele nu sunt uor umectate atunci trebuiesc acoperite n prealabil cu un agent cuplant, care pentru a uura contactul reacioneaz cu fibrele i matricea.2.5. StructuraProprietile unui compozit depind nu numai de compoziia matricei i a fibrelor, ci n mare msur depind de geometria ranfortului. n unele compozite, fibrele sunt dispuse de-o manier aleatorie cnd intereseaz nu numai concentraia ci i dimensiunile precise i orientarea lor. Exemplul cel mai des ntlnit este compozitul din rini termoplastice ranforsate cu fibre scurte de sticl.Cele mai multe compozite sunt ranforsate cu fibre lungi, reunite sub forma unor fascicule (meches).Deoarece, fora este transmis de la matrice la fibre, este preferabil de-a avea o suprafa de contact fibre/matrice suficient de mare n raport cu seciunea dreapt pe fibre. n general, raportul lungime/diametru ideal de fibr este de ordinul 100, valoarea precis depinznd de rezistena fibrelor, compoziia matricei i natura legturii ranfort/matrice.Compozitele de nalt performan sunt n general constituite din straturi mici, ranforsate cu fibre continue de orientare unidirecional. Un strat unidirecional are un comportament fizic anizotrop; se observ o puternic dependen ntre comportamentul stratului i direcia solicitrii.De exemplu, rezistena i rigiditatea unui strat unidirecional sunt mult mai ridicate n direcia fibrelor dect n direcie perpendicular pe ele. Stratificarea straturilor se asigur prin procedeele de fabricaie.Sub aciunea unor eforturi extreme, compozitele stratificate se degradeaz prin delaminare. Acest defect a condus n ultimul timp la dezvoltarea ranforturilor multidirecionale sub forma de esturi, tricoturi, etc.Alegerea structurii ranfortului rspunde unor considerente de pre, rezisten i rigiditate pentru direcii prefereniale. O simpl estur de ranfort, de exemplu, ranforseaz compozitul n direcia urzelii i a btturii. esturile mult mai complexe ranforseaz compozitul n mai multe direcii, dar sunt mai scumpe. Un ranfort tricotat confer compozitului o bun rezisten la impact, n detrimentul rigiditii. Rezistena la impact este i mai ridicat n compozitele cu ranfort tridimensional de tipul carbon-carbon.Inginerii pot proiecta materiale compozite suficient de rigide i rezistente pentru a rspunde solicitrilor precise, asigurnd numrul de straturi, natura lor (matrice i ranfort), grosimea lor, secvena de mpachetare i orientare a fibrelor proprii fiecrui strat.2.6. Proprietile caracteristiceCompozitele cu ranfort fibros reunesc proprieti de rezisten i rigiditate specifice superioare celor ale metalelor tradiionale. Rezistena (rigiditatea) specific este definit prin raportul rezisten(rigiditate)/greutate specific. Excelentele proprieti specifice ale compozitelor, le recomand pentru aplicaiile din aeronautic.Este deja cunoscut caracterul anizotrop al compozitelor. Diverse proprieti, ca rezistena la impact, dilatarea liniar, rigiditatea i rezistena la compresiune i traciune depind foarte mult de direcia msurrii. Anizotropia face dificil proiectarea pieselor din materiale compozite, dar ofer o mare flexibilitate n configurarea pieselor cu dilatri termice aproape nule.Tabelul 2.1.- Avantajele i inconvenientele compozitelor.AvantajeRestricii de utilizare
* Densitate mic* Sensibile la umiditate
* Rezistenta specific i modul ridicat* Slaba rezistent la impact i forfecare
* Rezistenta la oboseal i la propagarea fisurii* Temperatura de utilizare limitat
* Bun capacitate de amortizare* Sensibilitate la mbtrnire
* Rezisten la coroziune* Neuniformitatea proprietilor
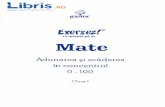
Tabelul 2.2. - Modulul de elasticitate al principalelor materiale de ranfort.FibreDensitate kg/m3Modul elasticitate MPaRezistena traciune MPa
Poliamide1 1706 3001300
Poliester14008 000550
Nomex1 20018 000-
Sisal145045 000850
Aramida (K29)145060 0002 000
Sticla E2 56075 0002 000
Sticla R2 50085 0003 000
Carbon BM1700180.0001 800
Aramida (K49)1450140.0003 000
Azbest2 200180.0002 000
Carbon HR1 850220.0003 000
Oel7 800210.000500 -2.000
Wolfram19800350.0002 500
Carbon HM1 900400.0002 200
Bor2 500450.0003 500
SiC3 200450.0002 000
Carbon THM1 950650.0002 000
Proprietile mecanice ale unui compozit cu matrice metalic (CMM) depind de numeroi parametri: volumul de ranfort, natura i geometriaranfortului, natura matricei, natura interfeei fibr/matrice, existena defectelor (porozitate, contacte ntre fibre, degradarea fibrelor etc.).
2.7. Ranforsarea cu fibre continuiDac un compozit ranforsat cu fibre continui este supus unor fore paralele fibrelor, atunci proprietile compozitelor sunt determinate de caracteristicile fibrelor. Din contr, dac fora aplicat este perpendicular pe direcia fibrelor, atunci proprietile compozitelor sunt determinate esenial de proprietile matricei i ale interfeei.2.7.1. Legea amestecurilor
O lege simpl numita "legea amestecurilor" (ROM: Rule Of Mixture), permite evaluarea forei la rupere i modulul n funcie de fracia volumic de fibre i de proprietile constituenilor.Dac fora aplicat este paralel fibrelor, se poate demonstra c modulul EL i rezistena longitudinal o^ ale unui compozit sunt de forma:EL = Em(l-Vf) + EfVf (1)(cRL = (m*(1-Vf) +(fR Vf (2)unde: Vf - este fracia volumica a fibrelor; Em, Ef - sunt respectiv modulul matricei i al fibrelor;
(fR - rezistena la rupere a fibrelor; (m* - rezistena la curgere a matricei pentru o alungire egal cu alungirea la rupere a compozitului.Ecuaia (2) nu este valabil dect pentru o fracie volumic Vf superioar unei fracii volumice minime Vmin.n cazul unde Vf < Vmin, fibrele nu sunt n cantitate suficient pentru a produce o ranforsare eficace, iar rezistena la rupere (cRL a compozitului este dat de:
(cRL = (mR(1-Vf) (3)
unde: (mR - rezistenta la rupere a matricei.
Vmin - este dat de ecuaia:
Vmin=((mR-(m)/( (fR+(mR-(m*) (4)
Aa cum se observ din fig. 2.1., ranforsarea nu devine eficace dect pentru un volum de fibre superior unui volum critic Vcrit dat n relaia 5:
Vcrit=((mR-(m*)/( (fR-(m*) (5)Adugarea unei cantiti de fibre inferioar volumului critic de fibre diminueaz rezistenta matricei.Fig. 2.1. - Variaia rezistenei la rupere a unui compozit (cR, n funcie de volumul de fibre Vf, calculat conform legii amestecurilor.
Dac fora aplicat este perpendicular fibrelor, modulul transversal ET este dat de:1/ET=Vf/Ef+(l-Vf)/E m (6)Rezistena transversal este partea slab a compozitelor, ea fiind determinat de rezistena matricei ori a interfeei fibr/matrice.Relaiilor de mai sus li sau adus diverse corecturi pentru a ine cont de distribuia fibrelor, slaba aliniere ori de concentrarea tensiunilor n jurul fibrelor.Halpin i Tsai propun utilizarea expresiei urmtoare pentru a calcula modulul M (M - modulul de forfecare al lui Young):M/Mm = (1+((Vf)/(1-(Vf) (7)
unde: (- factor empiric ce variaz ntre 0 i .Cnd (, tinde la 0, se regsete cazul tensiunilor paralele fibrelor: M = MfVf+MmVmi cnd ( tinde la , tensiunile sunt perpendiculare fibrelor: l/M = V f/Mm + Vm/MmAceste ecuaii dau rezultate suficient de precise pentru fracii volumice de fibre mici (V f < 0,4) i pot fi utilizate pentru determinarea modulelor compozitelor cu fibre discontinui.Marea parte a lucrrilor consacrate compozitelor cu fibre continui au fost realizate n anii '70. Ele aveau ca obiect, ranforsarea cu fibre de bor, carbon ori fibre de Borsic. Dup civa ani a crescut interesul pentru ranforsrile cu fibre de SiC i Al2O3 i o imagine sintetic a modulului E i a rezistenei la rupere (c este prezentat n fig. 2.2.
Fig. 2.2. - Modulul E i
rezistena la rupere ac pentru
diferite compozite cu fibre
continui.Aceast figur arat c rezistena i modulul evolueaz conform legii amestecurilor. Valorile calculate pentru module corespund suficient de bine valorilor experimentale n timp ce corespondena este mai puin bun pentru valorile rezistenei i mai ales ia volume mari de ranfort; valorile msurate sunt totdeauna inferioare celor prevzute teoretic.Aceast diferen este datorat defectelor de fabricaie: degradarea fibrelor (ruperea sub efectul presiunii aplicate n timpul infiltrrii sau reaciilor cu metalul lichid) i prezena porozitii reziduale n dreptul contactului ntre fibre.Contactele ntre fibre sunt nedorite deoarece nu permit transferul tensiunii de la matrice la fibr i pentru c uureaz iniierea i propagarea fisurilor n lungul interfeelor.S. Towata i al. au artat c fabricarea compozitelor hibride ranforsate cu fibre continui i particule sau whiskers permite reducerea numrului de contacte ntre fibre i creterea proprietilor mecanice ale produsului final.
Fig. 2.3. - Valorile rezistenei la rupere acR n funcie de temperatur pentru un compozit Si/C. Se constat o cdere a proprietilor deasupra temperaturii de 500C datorat degradrii fibrelor.
Fig. 2.3. - Variaia rezistenei la rupere ocR pentru diferite compozite cu fibre continui n funcie de temperatur.n paralel, se observ la 500C o cretere a ductilitii compozitelor cu matrice metalic (CMM), apariia delaminrii ntre fibre i matrice i o extracie important de fibre. Modul de rupere al unui CMM se schimb la temperaturi ridicate. n locul unei ruperi caracterizat de-o suprafa de rupere plan i fr extracii se observ o rupere etapizat cu extracii importante de fibre. Aceasta ce datoreaz adeziunii reduse ntre fibre i matrice la 500C, ceea ce limiteaz transferul de tensiune prin interfa. Fibrele rupte alunec n matrice fr a o ranforsa suficient.La temperatura ambiant, din contr, fibrele chiar rupte continu a suporta tensiunile aplicate pn la ruperea total, a CMM. Aceast rupere intervine cnd un numr suficient de fibre se rup n acelai plan.2.7.2. Influena lungimii ranfortului
Fora aplicat compozitului este transmis ranfortului prin intermediul matricei. Presupunem o fibr scurt solicitat uniaxial, inclus ntr-o matrice metalic (fig. 2.4.a) i mai mult, interfaa este perfect i coeficienii Poisson ai fibrei i matricei sunt identici. Fig. 2.4. - a. Deformaia sub traciune a unei matrici metalice n jurul unei fibre ceramice.
b. Variaia efortului la traciune f indus n fibr i a tensiunii tangeniale (m existent n matrice la nivelul interfeei fibr/matrice.n acest caz, matricea i fibrele sufer deformaii axiale diferite, din cauza modulelor lor diferite. Tensiunile sunt minime la mijlocul fibrei i maxime la extremiti. Fig. 2.4.b arat dispunerea tensiunilor induse n fibre i matrice n vecintatea interfeei. Cnd fora aplicat crete, tensiunile de forfecare n interfa cresc pn la apariia curgerii plastice a matricei. Din acest moment, tensiunile a din fibre nu mai cresc; ele au atins deja un maxim afM dat de ecuaia de echilibru:
(8)unde: - tensiunea de curgere n forfecare a matricei; d - diametrul fibrei; l - lungimea fibrei.Aceasta permite exprimarea tensiunii de traciune din fibre:
(9)Se constat c tensiunile maxime la care fibrele pot fi supuse este funcie de rezistena la curgere a matricei i de factorul de forma l/d al fibrei. Pentru ca tensiunea introdus n fibr s poat egala tensiunea de rupere
a fibrei , trebuie ca factorul de form (l/d) s fie superior unei valori critice (l/d)cdatderel.l0:
(10)Deoarece diametrul fibrei este fix, rmne posibil intervenia asupra lungimii fibrei, care trebuie s fie mai mare dect lungimea critic (lc):
(11)n cazul unde l > lc, rezistena la rupere longitudinal a unui compozit devine conform legii amestecurilor:
(12)Dac din contra, 1 < lc ruperea compozitului se produce prin rupereamatricei i extracia fibrelor. In acest caz, tensiunea la rupere a compozitului este dat de:
(13)unde: - rezistena la rupere a matricei.Dac raportul l/lc este ridicat, caracterul discontinuu al ranfortului nu afecteaz prea mult proprietile mecanice ale compozitului. Pentru un raport
l/lc = 10, rezistena la rupere a unui compozit cu fibre scurte aliniate atinge 95% din rezistenta compozitului ranforsat cu fibre lungi.2.7.3. Influena orientrii fibrei
Pentru a ine cont de distribuia neaxial a fibrelor s-a convenit s se introduc un factor suplimentar ce exprim reducerea eficacitii fibrelor: n acest caz ec.12 devine:
(14)unde: C - factor empiric ce ine cont de orientarea fibrelor.Pentru un stratificat subire (adic pentru o distribuie aleatorie plan a fibrelor), C 3/8, n timp ce pentru o distribuie aleatorie n trei dimensiuni, C 1/5.Modulul poate fi calculat la fel, plecnd de la expresia Halpin -Tsai (ec.7), cnd se alege pentru parametrul o valoare ce ine cont de dimensiunea finit a ranfortului. Se folosesc rel:
(15)
(16)
unde: = [] i =2l/d.Pentru un compozit ranforsat cu fibre orientate aleatoriu, modulul mediu este dat de :
= 3EL/8 + 5ET/8 (17)Ranforsarea cu particule este intermediar ntre ranforsarea produs de fibre i ranforsarea produs de fazele dispersoide (din aliajele ODS). Dac particulele au dimensiuni suficiente, ele pot suporta un transfer de tensiuni ca n cazul ranforsrii cu fibre. Dac dimensiunile sunt mici (d < l), ranforsarea se datoreaz blocrii dislocaiilor. In general, tensiunile aplicate sunt preluate n acelai timp de matrice i de particule.Se poate estima c modulul unui compozit cu matrice metalic (CMM) ranforsat cu particule se determin cu aceeai lege a amestecurilor:Ec = EmVm + EpVp sau 1/Ec = Vm/Em + Vp/EpValorile msurate variaz adesea dup o lege cuprins, ntre aceste dou extreme.2.7.4. Ranforsarea cu fibre scurte i whiskers
Ranforturile discontinui se mpart n dou categorii, n funcie de ranforsarea pe care o produc. In condiia de-a avea o lungime suficient, fibrele scurte i whiskers preiau fora aplicat n aceeai manier ca fibrele lungi. Particulele produc o ranforsare intermediar ntre ranforsarea produs de fibrele lungi i ranforsarea prin dispersie clasic n aliajele metalice.n CMM ranforsate cu fibre scurte i whiskers, ranfortul preia fora aplicat, iar matrice servete numai pentru a lega fibrele i a transmite fora acestora.Proprietile mecanice ale unui compozit cu matrice metalic (CMM) ranforsat cu fibre scurte i whiskers pot fi calculate pe baza aceleeai legi a amestecurilor folosit pentru fibrele lungi, cu condiia de-a ine cont de lungimea lor finit i distribuia lor aleatorie.2.8. Tehnici de pregtire a preformelor de ranforsare
Fibrele constituie o fracie volumic cuprins adesea ntre 30 - 70% din materialul compozit (raportul dintre volumul fibrelor i volumul total al compozitului).Se disting dou mari categorii: - fibre de nalt performan: acestea sunt fibre de sticl, de carbon,de bor sau de aramid. Exist de asemeni, cteva fibre sintetice cu excelenteproprieti termice ce fac obiectul unor cercetri recente. - fibre cu utilizri particulare: sunt fibre utilizate iniial ca ranfortmecanic (naintea dezvoltrii fibrelor de nalt performan) pentru aplicaiispeciale: de exemplu pentru acoperiri termice, izolatori electrici, elementedecorative, etc. Pot fi de origine natural (lemn, bumbac, hrtie etc), sintetic(poliamid, poliester etc) ori metalic.Formele de prezentare comercial sunt foarte variate. In afara fibrelor de lungimi diferite mai exist: - ansambluri liniare (fire, fibre); - ansambluri de suprafa (esturi simple, forme neesute); - ansambluri multidirecionale (esturi complexe, forme tricotate).Exist deasemeni, fibre particulare scurte sub forma de wiskers, care sunt cristale perfecte orientate liniar cu proprieti mecanice excepionale, aproape de caracteristicile teoretice date de legtura dintre atomi. Utilizarea lor este nc limitat din cauza dificultilor de fabricaie.2.8.1. Aranjamentul liniar
n general, firele utilizate (mai ales cele de nalt performan) au un diametru de civa microni i n consecin sunt reunite n fibre ori grupri de fibre (meches) de diferite forme: - fir de baz: un ansamblu de filamente elementare;
- fir simplu: ansamblu de fire de baz unitare continui ori discontinui,meninute mpreun prin torsiune. Se disting dou tipuri de torsiuni dupsens, reprezentate i simbolizate cu literele S i Z (fig. 2.5.).
Fig. 2.5. - Torsiune Z i S - fir retorsionat: ansamblu de fire simple retorsionate mpreun; - fir cablat: ansamblu de fire retorsionate, eventual cu un fir simplu,retorsionate odat sau de mai multe ori mpreun;Exist de asemeni fire tiate la diferite lungimi (3 - 50mm n general), care nu trebuie confundate cu fibrele scurte sau cu cele sub form de wiskers.Ansamblul liniar continuu este caracterizat de masa liniar, care conform normelor ISO se msoar n "tex" ceea ce nseamn masa n grame a 1000 m de fir (sau decitex ca submultiplu). Rezistena mecanic a firului este definit de tenacitatea sa i reprezint valoarea de rupere la traciune, exprimat n Newton (N).2.8.2. Aranjamentul de suprafa
Diferitele aranjamente liniare, prezentate anterior, pot servi la realizarea urmtoarelor aranjamente de suprafa multidirecionale: Folii neesuteSuprafee de filamente, de fibre discontinui, ori fire de baz, tiate ori continui, prezentate sub forma unei bande nfurate. Se disting: - Folii din fire tiate ori fire continui, dispuse fr nici o orientarepreferenial i meninute mpreun printr-un liant ce poate fi solubil sau nun matricile suport. Liantul insolubil este util n cazul matricilor fluide ce potdezorganiza dispunerea fibrelor n timpul infiltrrii. - Folii din suprafee mici i compacte alctuite din fibre discontinui orifire legate ntre ele. Acest tip de folie se utilizeaz pentru acoperiri. - Folii modificate, constituite din fire de baz legate ntre ele prinintermediul unui suport. Sunt aranjamente deformabile, ieftine, mai puinperformante dect cele esute ce nu permit obinerea unui grad de ranfortridicat.esturi
Un ansamblu de fire stratificate compus dintr-o serie de fibre cu rol de urzeal i o alt serie cu rol de bttur conform schemei din fig.2.6.
Se disting astfel mai multe tipuri de esturi: - estura tip pnz sau taffetas: urzeala i bttura se intersecteazalternativ; este aranjamentul cel mai simplu care d o estur foarte plat, stabil dar puin deformabil. Aceast estur prezint proprieti sensibil egale n cele dou direcii ale fibrelor. - estura tip satin: firul de bttur nu intersecteaz toate firele deurzeal. Exist mai multe tipuri de esturi satin, definite fiecare dintre ele deun numr. De exemplu, pentru satin 8, firul de bttur nu intersecteaz dectunul din 8 fire de urzeal. estura astfel fabricat este foarte deformabil;punctele de intersectare fiind mai puin numeroase, estura prezint odegradare redus a firelor i proprieti ridicate la traciune i ncovoiere. - estura tip serge: este o estur (vezi fig. 2.7.) convenabil deoareceprezint n acelai timp suplee i densitate;
- estura cu modul de elasticitate nalt: dou suprafee de fire suntsuprapuse, fr a se intersecta i lipite ntre ele prin intermediul unei esturi.Aceasta din urm se opune forfecrii fibrelor i d esturii performaneridicate dar la un pre mai ridicat. - estura unidirecional: firele paralele sunt meninute ntre ele prinintermediul unor fire fine ce nu modific performanele esturii. Acest tip deestur posed performane mecanice foarte bune dar numai ntr-o singurdirecie.
Fig. 2.6. - Aspectul unei esturi
Fig. 2.7. - Diferite tipuri de esturi. (Doc. Vetrotex)
2.8.3. Aranjamente multidirecionale
Tresa
Este o estur cilindric cu intersectri regulate ale firelor, ce prezint particularitatea de-a fi deformabil pe diametru. Firele se intersecteaz n elice, iar diametrul tresei este dependent de pasul elicei i unghiul dintre fire (fig. 2.8.).
Fig. 2.8. - Forme diferite pentru aceeai tres.Se pot deci realiza, cu aceeai tres, o pies de revoluie foarte rezistent avnd un diametru variabil n lungul axei. Diametrele cele mai utilizate sunt cuprinse ntre 20 i l00.Alte tipuri de esturiUtilizarea larg a materialelor compozite cu ranfort esut antreneaz o dezvoltare a tehnicii de esut i apariia de esturi speciale: esturi cu urzeal i bttura la 45, esturi n form conic, ogival sau semisferic.Exist deasemeni esturi muli direcionale n care firele sunt esute dup mai multe direcii. Aceasta permite obinerea unei esturi foarte dense i groase, deci mai puin supl. In funcie de numrul direciilor de esere se disting esturi 3D,4D,... (fig. 2.9.)
Fig. 2.9. - estura 3D2.8.4. Particule (whiskers)
Particulele whiskers sunt fibre scurte cu structur de cristal perfect, ce au caracteristicile mecanice apropiate de caracteristicile teoretice date de legturile dintre atomi. Structura lor nu conine dislocaii, goluri sau alte imperfeciuni ce pot diminua performanele obinuite. De exemplu, rezistena la traciune a unei fibre clasice de carbon este de aproximativ 3000 MPa n timp ce pentru un whiskers de carbon ajunge la 20000 MPa cu o alungire de 3-4% fa de 1% pentru fibre.n acelai timp, fabricarea lor este foarte dificil i scump totodat, deoarece cristalele solide cresc pe direcii prefereniale ntr-un mediu lichid ori gazos. Particulele whiskers se prezint sub forma de fire lungi de 1 - 30 mm i diametre de 1 - 50 m. Complexitatea diferitelor procedee d| fabricaie actuale reduc sfera aplicaiilor cu whiskers, dar proprietile lor mecanice extrem de interesante sunt suportul unui viitor favorabil.2.9. Tehnici de infiltrare a ranfortului
2.9.1. Pultruziunea
Procedeul de pultruziune are ca obiect fabricarea proflelor compozite, rectilinii ori curbe cu seciune constant. Profilele pot fi nalt ranforsate n direcia principal unde caracteristicile mecanice, sub rezerva unei coerene puternice a componenilor, sunt net superioare matricei metalice masive.
Denumirea procedeului este o forma restrns a termenilor anglo-saxoni Pull (tragere) i extruziune.Avantajele i limitele de utilizare ale acestui procedeu sunt rezumate n urmtoarele dou tabele.
Fig. 2.10. - Schematizarea procedeului de pultruziune.Tabelul 2.3. - Particularitile procedeului de pultruziune.* Forma pieselor fabricate* Dimensiuni* Aspect* Grad de ranforsare* Cadena fabricaiei* Mna de lucru* Investiii* Produse utilizate- Profile- Lungimi: nelimitateSeciuni: max. 150 x 150mmLimi: 1m pentru profilele generalplate, dar sunt posibile i valorisuperioare.- Toate feele lise, fr finisriulterioare.- De la 30 la 80%- n funcie de dimensiuni: de la 0,3la 3m/min.- Fr calificare superioar.- Importante la nivelul camerei deinfiltrare i a dispozitivelor detragere.- Ranfortul sub toate formele,matricea n funcie de caracteristiciledorite.
Tabelul 2.4.. - Avantajele i restriciile utilizrii procedeului de pultruziune.AvantajeRestricii de utilizare
* Producie continu.* Lungimea pieselor nelimitat.* Profile cu seciune complex.* Posibile ajustri alecaracteristicilor mecanice n funciede necesiti.* Grad de ranforsare variabil.* Posibile adaptri pentru fabricareaprofilelor cu seciune variabil.- Investiii adesea importante- Seciunea profilelor este limitat dedimensiunile filierelor.- Ranfortul i matricea adaptateprocedeului.- Fabricaie relativ lent.- Costuri suficient de ridicate.- Seciunea constant.
Descriere general a unei linii de producie
Elementul principal este filiera, unde are loc conformarea i adesea fixarea matricei pe ranfort. In afara acesteia, instalaia mai cuprinde: - un divizor, pe ct posibil compact, ca suport al bobinelor cu fibrele deranfort; - un ansamblu de impregnare prin imersiune sau injectare subpresiune n capul filierei, urmat eventual de un dispozitiv de preconfigurare aprofilului;
- un grup de tragere cu galei sau enile sau cu o geometrie maicomplex pentru profilele complicate, capabil de-a exercita fore de mai multe t/mm2 i a crui vitez poate fi reglabil de la civa cm la civa m/min; - un dispozitiv de tiere comandat de avansul profilului.Materialul constitutiv al filierelor este adesea un oel aliat, pe baz de crom. Alegerea lui este n funcie de modul de nclzire a matricei. Dimensiunile filierelor pot depi Im n cazul seciunilor general plane.nclzirea matricelor poate fi realizat prin conducie, plecnd de la suprafaa extern, ori prin disipri dielectrice (micro-unde) la interiorul compozitului. De fapt, soluia optim pare a fi realizarea unei combinaii ntre aceste doua procedee.Viteza de producie este relativ limitat, n cel mai bun caz atinge l0m/min.Proprietile profilelor obinute sunt n funcie de tipul ranfortului i matricea asociat.Aceast tehnic, puin cunoscut, a fost dezvoltat pe maini orizontale i verticale, aplicabil rinilor termoplaste i termodure i materialelor metalice neferoase. Ea este probabil insuficient dezvoltat, dar rmne susceptibil unor noi dezvoltri n direcia: - nclzirii mixte ntre conducie i disiprile dielectrice; - introducerii de metode multiple de ranforsare (bobinare intersectatcu unghiuri variabile pentru fabricarea tuburilor sub presiune); - extinderii dimensiunilor laterale ale filierelor (limi > l,5m); - asocierii elementelor de ranforsare n funcie de tipul solicitrilorlocale ale profilului (sticl, carbon, poliamide aromatice, dup caz); - adaptrii procedeului la fabricarea profilelor curbe ori cu seciunievolutive.2.9.2.Reomulajul
Elaborarea materialelor compozite prin reomulaj este o cale direct fa de metodele uzuale (metalurgia pulberilor i infiltrare). ncorporarea elementelor de ranforsare n aliajul n ntregime lichid prezint dificulti. Problema principal const n faptul c aditivii nu sunt umectai de aliajul topit, iar introducerea i retenia lor n lichid este adesea dificil sau imposibil. Reomulajul const n supunerea aliajului parial solidificat unei agitri intense, ceea ce permite introducerea elementului de ranforsare.Dispozitivul numit girocouleur, este folosit la elaborarea materialelor semi-solide, ranforsate sau nu. Pn n prezent, s-au realizat dou tipuri de dispozitive pentru injectarea mecanic a aliajelor (girocouleur): - girocouleur continuu - care permite elaborarea de geluri semisolide nmod continuu i care produce de asemenea cantiti relativ importante de gel.La acest dispozitiv se pot adapta diferite sisteme de punere n form. In acelaitimp, reglarea temperaturii i fluxului de materiale este foarte precis i se potrealiza amestecuri semisolide care prezint o fracie volumic de faz solidconstant. Acest ultim punct devine primordial pentru studiul din punct devedere fundamental al proprietilor reologice a amestecurilor semisolide. - girocouleur ui monoarj - aliajul n curs de solidifica re este injectatmecanic ntr-un creuzet plasat ntr-un cuptor electric sau nclzit prininducie. Reglarea precis i uoar a temperaturii permite cunoatereaparametrilor de elaborare, ceea ce le recomand pentru studiul proprietilorreologice ale gelurilor semisolide. Totui sunt limitate din punct de vedere alcapacitii.Se constat c cele dou tipuri de dispozitive ii gsesc aplicaie n funcie de studiul avut n vedere. Astfel, dac dorim s studiem n detaliu proprietile reologice ale gelurilor (vscozitate, mrimea particulelor, viteza de forfecare, etc.) este necesar un girocouleur monoarj. Iar dac dorim s studiem diferitele posibiliti de punere n form a gelurilor, girocouleurul continuu prezint avantajul de a putea furniza o cantitate important de material.Girocouleurul este alctuit dintr-un creuzet din oel inoxidabil cu un diametru interior de 150mm i o nlime de 295mm (pentru o capacitate de aprox. 51), n care baza este demontabil. Att pereii ct i fundul creuzetului sunt acoperii cu un strat de alumin, n scopul limitrii corodrilor de ctre Al lichid.nclzirea este asigurat prin rezistene electrice blindate, repartizate n 3 zone (dou l nlimea creuzetului i una la baza sa) i care sunt reglate separat cu ajutorul a 3 dispozitive de reglare PID care alimenteaz 3 blocuri de tiristori (220V). Puterea disponibil este de 15 kw. Aceast soluie permite meninerea destul de precis a temperaturii aliajului, diferena de temperatur dintre partea superioar i baz creuzetului nu depete 2C.Alternativ cu rezistenele de nclzire, este dispus un circuit de rcire, scindat n 5 zone, ce permite scderea temperaturii cu o viteza maxim de 10 C/min i care utilizeaz aerul ambiant ca fluid de rcire. Ansamblul este izolat printr-un strat de fibre de alumin, susinut de o incint tubular.
Fig. 2.11. - Schema girocouleurului semi-continuu.Agitatorul din figura de mai sus este din grafit cu o seciune ptrat i marginile sale ating uor marginile creuzetului. Agitatorul este ghidat n micarea sa de o cutie cu rulmeni solidar cu capacul. Antrenarea se face cu un motor de curent continuu, cu puterea de 0,75 kw, prin intermediul unei curele plate care poate servi i ca limitator al cuplului. Viteza de rotaie poate varia continuu de la cteva rotaii pn la 1000 rot/min. Cuptorul de turnare, de mrime variabil, este fixat sub baza creuzetului i este echipat cu un sistem de rcire (cu ap) n scopul creterii vitezei de solidifica re a aliajului turnat. Ansamblul este etan, ceea ce permite turnarea sub presiune (max. 5 bari).Reglarea girocouleurului - nc de la primele turnri se poate aprecia comportamentul diferitelor elemente ale dispozitivului. Problemele de turnare ale aliajelor n stare semi-solid apar n special la baza creuzetului i n sistemul de curgere. De fapt, o nclzire insuficient la nivelul orificiului de turnare va determina formarea unui dop solid pe care numai o supranclzire a aliajului l poate elimina.Orificiul de turnare este obstrucionat n timpul injectrii printr-un dop conic, solidar cu fundul cuptorului de turnare. Cricul de deplasare al fundului cuptorului realizeaz deschiderea creuzetului iar suprapresiunea de argon aplicat n creuzet permite curgerea aliajului semisolid.Avantajele metodei: - datorit vscozitii mai ridicate a amestecului semisolid n raport cualiajul lichid, particulele sau fibrele introduse se repartizeaz uniform nmatrice iar fenomenele de flotaie, decantare i aglomerare sunt diminuate,ncercri efectuate n laborator asupra aliajelor Al-Si hipereutectice au artatc adiia de particule sau fibre de carbon este imposibil cnd aliajul esteinjectat n stare lichid, procentul de ranfort reinut n aliaj fiind foarte sczutsau nul. Dimpotriv, n cazul injectrii n stare semisolid, cvasitotalitatearanfortului adiionat este pstrat n baie; - este posibil renclzirea rapid a compozitelor la o temperatursuperioar temperaturii lichidus a aliajului fr ca s apar rejeciaparticulelor, renclzire realizat n scopul facilitrii anumitor operaii depunere n form; - este posibil ncorporarea practic a tuturor tipurilor de fibre iparticule, metalice sau nemetalice, ce reacioneaz sau nu cu lichidul i ntr-ogam de mrime foarte variat, n funcie de proprietile necesare, densitatealor putnd fi diferit de cea a lichidului;
- compozitele astfel realizate prezint aceleai avantaje ca i celeobinute prin metodele clasice.2.9.3. Forjarea lichid
La curgerea gravitaional sau sub presiune realizat cu un girocouleur, aliajele semisolide permit o fracie volumic de ranfort de max. 50% i nu se pot obine lingouri fr poroziti. Din acest motiv, forjarea lichid pare a fi procedeul adecvat obinerii compozitelor de aluminiu ranforsate cu fibre de carbon.Fora maxim ce o poate dezvolta maina este de l00kN, ceea ce ne-a condus la limitarea diametrului util al utilajului la 70mm n scopul realizrii solidificrii complete a aliajului sub o presiune de aproximativ 20 MPa. Diametrul de 70mm pare minim pentru obinerea de epruvete necesare ncercrilor mecanice. S-au propus dou tipuri de pistoane, unul cu fundul plat i un altul prevzut cu un plonjor n scopul imprimrii unei micri n amestecul semisolid odat cu punerea sa sub presiune. Pentru elaborarea compozitelor ranforsate cu fibre unidirecionale se poate folosi un dispozitiv de forjare lichid prevzut cu un piston plat. Fibrele sunt plasate fie direct n forma de turnare pentru a permite obinerea de lingouri din care se vor detaa eantioanele pentru traciune, fie ntr-o pies intermediar pentru obinerea eantioanelor pentru compresiune. Ansamblul este nclzit la 500C apoi aliajul lichid , adus la temperatura dorit, este turnat peste fibre. In continuare pistonul se coboar pentru a permite infiltrarea reelei de fibre de ctre acest aliaj. Solidificarea are loc sub o presiune de 20MPa.
Fig. 2.12. - Schema procedeului de forjare lichid.Dispozitivul este prevzut cu un sistem de nclzire ce permite prenclzirea cuptorului precum i un sistem de rcire n vederea asigurrii solidificrii rapide a aliajului.Toate piesele ce ajung n contact cu metalul lichid sunt acoperite cu un film de grafit, n scopul diminurii frecrilor dintre piese i pentru limitarea coroziunii. Operaia de turnare-forjare se poate realiza fie direct dup elaborarea materialului, fie prin utilizarea de arje prealabil solidificate apoi parial sau total retopite.Avantajele acestei tehnici sunt: - un ctig de energie, o solidificare rapid i o uzur mai redus autilajului; - o umplere mai bun a formei de turnare datorit curgerii laminare aaliajelor; - o diminuare a porozitilor;
- realizarea de piese ranforsate printr-o singur operaie.2.10. Degradarea materialelor compozite
Rezistena la deformare plastic este caracterizat de limita de elasticitate ae. Prezena ranfortului crete sensibil limita elastic a matricei, fapt ce se datoreaz mai multor efecte : - transferul de for ctre ranfort, ceea ce diminueaz niveluleforturilor n matrice; - o densitate de dislocaie mult mai ridicat n matrice; - o mrime de grunte foarte sczut din matrice, din cauza blocajuluirecristalizrii i a creterii grunilor pe faza de ranfort; - un grad iniial de ecruisare foarte ridicat;n cazul unui fascicol de fibre izolate, supus la traciune, este suficient ca o fibr s se rup i tot fascicolul i pierde utilitatea mecanic; un efort suplimentar se repartizeaz atunci pe fibrele intacte i favorizeaz ruperea lor.Dac, fibra este prins intr-o matrice, ruperea ei nu suprim funcia sa mecanic. Matricile fiind n general ductile, prin deformarea plastic ori elastic, acompaniaz forele de forfecare ce restabilesc nivelul eforturilor n fragmentele de fibre sparte. Graie acestui transfer de fore, fibrele rupte contribuie nc la ranforsarea matricei.Ruperea unei piese rezult ca o succesiune de dou fenomene: - degradarea, care const n formarea de defecte(caviti, microfisuri)n interiorul sau la suprafaa piesei; - fisurarea, care const n propagarea unuia din aceste defecte de-alungul ntregii piese.Aceste dou fenomene guverneaz ductilitatea materialului, sau altfel deformarea plastic maxim pe care o poate suferi fr a se rupe. Pentru din industria aeronautic care sunt supuse la inspecii regulate cu i metode de control nedestructiv, rezistena la fisurare determin dimensiunea maxim admisibil a defectelor detectate. Este vorba n principal de punctul slab al acestor materiale i deci de principalul obstacol n lrgirea aplicaiilor.Din acest punct de vedere, compozitele cu matrice metalic prezint ameliorri ale proprietilor foarte spectaculoase. Temperaturile de utilizare ale materialelor compozite se situeaz adesea deasupra valorii 0.4Tf pentru matrice i dedesubtul acestei valori pentru ranfort. Atta timp ct nici o decoeziune nu intervine la interfee, deformaia va rmne elastic n ranfort i va fi vsco-plastic n matrici. Ca i pentru plasticitate exist mai multe fenomene care concur la creterea rezistentei la fluaj a matricei: transferul de efort, diminuarea densitii de dislocaii, micorarea mrimii grutelui din matrice.Aa cum arat fig. 2.13., ntr-un material ductil coninnd particule de faz secundar fragile, eforturile ridicate din regiunea capului fisurii, provoac deschiderea cavitilor prin ruperea acestor particule ori prin decoeziuni interfaciale. Fisura se propag prin smulgerea matricei dintre cavitile astfel formate. De aici deducem c tenacitatea va fi cu att mai slab, cu ct particulele fazei ranfort vor fi mai numeroase, mai fragile i mai puin aderente la matrice.Dup cum este prezentat n fig. 2.14, o fisur se poate propaga n matrice i prin nconjurarea fibrelor. Acestea creeaz "puni" ce tind s nchid fisura prin reducerea factorului de intensitate al eforturilor critice din capul fisurii. Acest fenomen poate antrena o cretere sensibil a tenacitii, dac fibrele au o tenacitate suficient. Trebuie de asemeni, ca adeziunea interfacial s fie suficient de slab pentru a se produce o decoeziune la interfaa fibr\matrice, aa nct deformarea fibrelor s se repartizeze pe o distan suficient de mare de o parte i de alta a fisurii.
Cercetrile recente au demonstrat c proprietile compozitelor cu matrice metalic sunt net superioare matricei neranforsate din punct de vedere al rezistenei mecanice (limita elastic), al rigiditii (modul), rezistenei la oboseal i la fluaj. Punctul slab al acestor compozite rmne valoarea relativ mediocr a ductilitii.Fig. 2.13. Propagarea unei fisuri printr-o matrice ranforsat cu particule fragile.
Fig. 2.14. - Propagarea unei fisuri printr-o matrice ranforsat cu fibre lungialiniate
3. MATERIALE PENTRU RANFORT
3.1. FIBRE DE STICLA 3.1.1. Caracteristici generale
Expresia - performane mecanice specifice - definete performanele mecanice raportate la densitatea materialului.Sticla masiv este foarte fragil din cauza marii sensibiliti la microfisuri care se deschid i se propag sub aciunea unui efort de traciune. Din contra, sub forma de fibre, microfisurile sunt mai puin numeroase i sticla posed caracteristici performante. Fibrele de sticl sunt fabricate dintr-un amestec pe baz de silice care este topit i apoi trecut prin filiere. Modificnd compoziia acestui amestec, se pot obine diferite tipuri de sticle.Principalele varieti utilizate sunt: - sticla E, este tipul cel mai utilizat, aprox. 90% din totalul fibrelor desticl textile; - sticla R ori S, este sticla pentru fibre cu nalte performane mecanice;
- sticla D, este sticla pentru nalte proprieti dielectrice;
- sticla C, este sticla rezistent la acizi;Silicea i cuarul, sunt pentru fibre cu nalte proprieti termomecanice.
Fibrele textile de sticl, tip E, sunt ieftine din cauza produselor ce intr n compoziia lor (silice, caolin, var etc), ce se gsesc din abunden i datorit procedeelor de fabricaie relativ simple.
Ele posed un excelent raport performane mecanice/pre, motiv pentru care sunt cele mai utilizate ca ranfort n actualele materiale compozite. Principalele proprieti ale fibrelor de sticl sunt rezumate n tabelul 3.1.3.1.2. Fabricarea fibrelor de sticl
Fibrele de sticl sunt fabricate prin tragere la mare vitez (60m/s) din sticla topit la 1300C.Compoziia amestecului iniial cuprinde, pentru toate tipurile de sticl, urmtoarele: - un vitrifiant, materialul de baz este silicea (SiO2); - un fondant, care scade temperatura de elaborare a sticlei. Se distingdou grupe de fondani, fondani pentru fabricarea la temperatur joas, oxidde sodiu (Na2O), oxid de potasiu (K2O), sau fluor (F) (sub forma de compui solizi de fluor) i fondani pentru fabricarea la temperaturi nalte, oxid de calciu (CaO) ori oxid de magneziu (MgO).- un stabilizant care contribuie la mbuntirea performanelor. De exemplu, alumina (A12O3) crete caracteristicile mecanice, oxidul de bor (B2O3) crete proprietile dielectrice.Tabelul 3.1. - Proprietile fibrelor de sticl.AvantajeLimite de utilizare
* Raport performane mecanice/prefoarte interesante;* Disponibile sub toate formele (fibre,esturi, aranjamente stratificate etc);* Posibiliti bune de aderent cu toaterinile;* Rezistene interesante latemperaturi ridicate (la 350C, conservaprox. 50% din caracteristicile mecanice);* Dilataie termic slab;* Conductivitate termic relativ slab;* Bune proprieti dielectrice;* Bun rezisten la umiditate icoroziune.* Performane mecanicespecifice medii(comparativ cu alefibrelor de carbon).ET = 55000 la 85000 MPaT = 2500 la 4400 MPad = 2,2 la 2,5
Proporia acestora poate fi modificat n amestecul iniial, iar pentru sticlele curente notate cu E, C, R, S ori D compoziiile chimice sunt indicate n tabelul 3.2. Fabricarea fibrelor din diferite compoziii alese se face prin tragerea amestecului topit printr-o filier din aliaje de platin.Tabelul 3.2. - Compoziia diferitelor tipuri de sticle.Constitueni
(n % de greutate)Sticla polivalentaSticla antiacidaSticla cu nalt
rezisten mecanicSticla dielectrica
TIPETIPCTIPRTIPSTIPD
Silice SiO253-5460-656062-6573-74
Alumina A12O314-15,52-62520-25 3.500 MPa*Rigiditate foarte mare: ET > 400.000 MPa*Fibrele de carbur de siliciu i bor-carbur de siliciu au un foarte bun comportament termic.*Fibra de bor (B) are o foarte buncompatibilitate cu rinile epoxidice.*O bun rezisten la oboseal i lambtrnire.*Preul fibrei foarte ridicat.*Supleea redus a fibrelor duce
la o manevrabilitate cu precauii,
ceea ce crete preul pieselorfabricate.*Densitate suficient de mare(comparativ cu a altor fibre): 2,6 < d < 3,5.
Fabricarea acestor fibre se face prin depunerea chimic n faz de vapori pe un fir suport nclzit la nalt temperatur prin efect Joule-Lentz. Firul este antrenat cu o vitez oarecare (n funcie de natura firului i viteza depunerii produsului) de-a lungul mai multor camere de depunere. nclzirea uniform a firului, etaneitatea camerei de depunere, slabul randament al reaciilor chimice de depunere i evacuarea produselor de reacie ridic complexitatea acestui procedeu de fabricaie.* Fibrele de borReacia chimic de depunere este urmtoarea:2 BC13 + 3 H2 => 2 B + 6 HCFrecvent, ca fibre suport se utilizeaz firul de wolfram de un diametru de 12 m nclzit la o temperatur cuprins ntre 1.100 i 1.300C. Intr-o
prim faz, firul trece printr-o camer de sticl cu atmosfer reductoare (hidrogen) unde firul este curit, apoi n camerele urmtoare de reacie unde n funcie de grosimea de intrare a firului se pot obine diametre de: 100, 140 ori 200 m. Etaneitatea camerelor la intrare i ieire este asigurat cu mercur prin care se asigura i contactul electric. Gazele de reacie BC1 i H2 circul n contracurent cu firul la o viteza suficient de mare pentru a antrena i gazul clorhidric format n timpul depunerii. Prin aceast metod, diametrele fibrelor cresc cu 2 la 3 m pe secund.Ultimele cercetri, n scopul creterii vitezei de depunere, au utilizat ca fir suport, firul de silice ori de carbon. Viteza de trecere a crescut cu 30 la 50 %, dar firele sunt mai puin rezistente din punct de vedere mecanic. In acelai timp, densitatea este mai sczut (2,3 n loc de 2,6), dar o mai bun perfecionare a produciei poate mbunti performanele.* Fibrele de carbur de siliciu
Reacia chimic de depunere este urmtoarea:CH3 SiCl3>m SiC + 3 HC1Condiiile de fabricarea sunt analoge cu a fibrelor de bor, depunerea rezult din descompunerea la 1200C a metiltriclorsilanului n prezena hidrogenului. Diametrul fibrelor crete cu aprox. 5 ori mai repede dect al fibrelor de bor. Ameliorarea vitezei de reacie a fcut scopul cercetrilor recente, care au abordat nclzirea suplimentar a camerelor de reacie i creterea numrului lor nseriate. Mai mult, ultimele cercetri au ca scop obinerea depunerilor direct pe produs pentru a evita utilizarea firului suport.* Fibre de bor acoperite cu carbur de bor (B + B4C)
Firul suport este n acest caz un fir de bor nclzit la 1.200C n condiii identice cazurilor precedente. Reacia de depunere este urmtoarea:4 BC13 + CH4 + 4H2 - B4C + 12HC1Schema principiului de fabricaie este prezentat n fig. 3.17.
Fig. 3.17. - Principiul de fabricaie a unei fibre B + B4C.
* Fibre de bor acoperite cu carbur de siliciuAceste fibre sunt comercializate de un singur fabricant (Composite Technology Inc.) i sunt cunoscute sub numele de Borsic. Este vorba de o fibr de bor cu firul suport din wolfram peste care se depune un strat de carbur de siliciu conform tehnicilor i reaciilor prezentate anterior.3.3.2. Proprieti mecanice
Toate aceste fibre au caracteristici mecanice excelente, dar n acelai timp modul de elaborare este foarte important i studii de laborator au artat c o temperatur prea ridicat ori prea sczut a firului suport diminueaz considerabil rezistena mecanic a fibrelor; fig. 3.18. arat dispersia valorilor rezistentei la rupere msurate pe mai multe eantioane.Aceste dispersii se datoreaz modului de elaborare i a fenomenelor urmtoare: - borul are tendina de a difuza n wolfram i formeaz boruri WB,WB4, W2B5, ntr-o cantitate mai mare sau mai mic ce fragilizeaz fibra; - stratul de carbur de bor, foarte omogen, diminueaz defectele desuprafa ale borului; - pentru fibra de SiC, neuniformitatea de temperatur poate creea defecte mai mult sau mai puin numeroase, care la rndul lor influeneaz cristalizarea carburii de siliciu pe firul suport n timpul elaborrii.
Chiar dac densitatea acestor fibre este destul de ridicat (2,6 pentru fibrele de B i B + B4C i 3,4 pentru fibrele SiC), performanele mecanice specifice ale acestor fibre sunt foarte interesante, de exemplu rezistena la compresiune a fibrelor B + B4C este superioar rezistenei fibrelor de carbon. Fibrele de SiC, inferioare celorlalte fibre din punct de vedere al caracteristicilor mecanice, sunt interesante datorit rezistenei lor la temperaturi nalte.Fig. 3.20. arat influena temperaturii asupra rezistenei la traciune a acestor fibre, unde se constat c la 1.200C fibrele de SiC pstreaz nc 70% din rezistenta lor iniial.Pe de alt parte, ncercrile efectuate la temperatura ambiant pe fibre tratate la temperatur nalt arat foarte buna rezisten termic a carburii de siliciu ct i a fibrelor B + SiC (Fig. 3.21.).Trebuie menionat deasemeni, comportamentul foarte bun al acestor fibre la oboseal ca i la mbtrnire.Trebuie menionat deasemeni, comportamentul foarte bun al acestor fibre la oboseal ca i la mbtrnire.3.3.3. Utilizarea fibrelor de bor i carbur de siliciu.
Astzi, fibrele de SiC i B + SiC au o utilizare restrns deoarece au aplicabilitate numai cu matrici metalice, fiind cunoscut faptul c matricile organice nu suport temperaturile la care aceste fibre sunt interesante. Excepie fac rinile epoxidice care asociate acestor fibre sunt utilizate datorit adeziunii lor foarte bune. Forma comercial a fibrelor este de (ruban) sau de plci. Rubanul este constituit din fire juxtapuse, echidistante i impregnate cu rin. ncercrile de ncovoiere au artat c numrul optim de fire juxtapuse este de 28 (sau un multiplu). Fig. 3.22. arat cazul unui ruban impregnat cu rin epoxidic cu un grad masic de rin de 32%. Aceste forme de ruban sunt utilizate pentru a realiza piese prin nrulare filamentar.Manipularea acestor fibre este delicat din cauza diametrului mare i a fragilitii ce nu permit raze de curbur prea mari. S-a constatat c este preferabil s nu se depeasc o raza minim de 5 mm pentru fibra B, de 7 mm pentru fibrele de B + B4C i B + SiC i de 10 mm pentru fibrele SiC.n sfrit, preul lor foarte ridicat limiteaz utilizarea lor numai la elemente particulare ale pieselor sofisticate, unde ele se asociaz judicios cu alte fibre, ceea ce poate scdea preul pieselor de realizat.
3.4. FIBRE DE ARAMID CU NALTE PERFORMANE MECANICE3.4.1. Prezentare i fabricaie
Fibrele de aramid cu nalte performane mecanice sunt n general cunoscute sub numele comercial de Kevlar. Principalul productor i furnizor al acestor fibre este Dupont de Nemours (USA), dar cu timpul au aprut deja i alii: Enka Glanzstof (Germania), AKZO (Olanda) care cu fibrele Arenka de calitate apropiat ncep deja s ctige interes. Primele fibre aramidice cu nalte performane mecanice au fost comercializate ncepnd cu anul 1972 dectre firma Dupont de Nemours. Aceste fibre sunt poliamide aromatice (oripoliaramide) a cror structur este compus dintr-un miez benzenic nconjurat de grupele CO i HN. Fabricarea fibrelor aramide se face prin sintez la joas temperatur (-10), urmat de tragere i filare. O tragere urmat de un tratament termic permite o cretere a modului de elasticitate de aa manier c se disting dou tipuri: - fibre Kevlar 29 cu ET = 70.000 MPa (sau Arenka D 900); - fibre Kevlar 49 cu ET = 130.000 MPa (sau Arenka D 930).Celelalte caracteristici sunt sensibil identice pentru ambele tipuri defibre, n special densitatea redus (1,45) i rezistena nalt la rupere printraciune (2.700 la 3.500 MPa).Fibrele aramidice sunt caracterizate de-o foarte mare rezisten larupere n traciune specific; cea mai ridicat dintre toate fibrele. Mai mult, preul lor este relativ interesant pentru c se situeaz ntre 6 la 10 ori din cel alfibrelor de sticl tip E la mas egal i 0,2 la 0,3 din cel al fibrelor de carbon HT. Utilizarea lor este ntr-un fel limitat din cauza slabei rezistente lacompresiune datorat slabei aderene cu rinile. Trebuie precizat de asemeni,c prelucrarea materialelor avnd la baz fibre de aramid este foarte dificil.Principalele proprieti sunt rezumate n tabelul 3.7
Fibrele de aramid sunt compuse din poliamid aromatic a crorstructur este de tipul politereftalat de para-fenilen diamin. Din cauzadescoperirii lor recente i a existenei unui unic furnizor n cantiti importante, detaliile procedeului de fabricaie nu au fost nc divulgate. Inacelai timp, se tie c produsele de baz avnd un punct de fuziune extrem deridicat, sinteza fibrelor se face prin tratament chimic n mediu solvant la rece;tratamentul pentru parafenilen diamin cu o clorur de tereftalil nhexametilfosforamid i metilpirolidon la o temperatur de -10C este urmtorul: - fibra este obinut prin filare, urmat de un tratament termic i o tragere mecanic ce permite ameliorarea proprietilor mecanice i n specialcreterea modulului de elasticitate. Un apret de suprafa este aplicat n ultima faz pentru a servi ca liant ntre filamentele elementare.3.4.2. Proprietile fibrelor de aramid* Proprieti mecanice i termice
Caracteristica principal ce justific utilizarea fibrelor aramidice de nalte performane este comportamentul specific n traciune, ce plaseaz aceste fibre naintea tuturor.t = 2.700 la 3.500 MPa pentru d = 1,45n funcie de tipul fibrei, modulul de elasticitate este de 70.000 MPa (alungirea la rupere = 4%) sau 130.000 MPa (alungirea la rupere = 4%).Tabelul 3.7. - Proprietile fibrelor aramidice.Caracteristici avantajeRestricii de utilizare
*Rezistena specific la rupere printraciune este excelent: = 3.100MPa - d = 1,45;*Densitate slab;* Dilatare termic nul ori negativ (n sensul longitudinal);*Excelent absorbie a vibraiilor;
*Foarte ban rezisten la oc i la oboseal;*Bun rezisten chimic (cu excepia acizilor i bazelor puternice).
*Foarte slab rezisten la compresiune;*Absorbie de umiditate destul deimportant (4%), ceea ce diminueazcaracteristicile materialului compoziti necesit o uscare nainteaimpregnrii;*Slab aderen cu rinile de imprimare;*Sensibilitate la razele ultraviolete;*Prelucrabilitate delicat a materialelor ranforsate;*Nu se topete dar se descompunela 400C.
Fibrele aramidice au relativ o bun rezisten la temperatur, aa cum arat fig. 3.23.La 300C, fibra pstreaz nc 50% din rezistena sa la traciune i 85% din modulul su de elasticitate. Deasupra temperaturii de 400C ncepe degradarea lor, ce continu pn la 480C cnd se descompun.Pe de alt parte, fibrele expuse 100 ore la 180C conserv n cursul ncercrii de traciune la temperatura ambiant 90% din rezistena lor iniial.Coeficientul de dilatare termic este negativ n sens longitudinal i variaz de la la temperatura ambiant pn la la 250C. n sens perpendicular, el este de .Fibrele de aramid sunt izolatoare termice i electrice: 5.1015 ohm.cm.
Fig. 3.23. - Rezistena la temperaturn aer a fibrelor aramidice
(dup "Handbook of fillers and
reinforcements for plastics" de Kalz
i Milewski - pag. 516 i 517).Marele inconvenient al acestor fibre este absorbia important de umiditate, aa cum arat fig. 3.24.
Fig. 3.24. - Absorbia de umiditateIa 20C (dup Dupont de Nemours).Adsorbia de umiditate nu degradeaz proprietile intrinseci ale fibrelor, cci fixarea moleculelor de ap se face la suprafaa lor, dar aceasta explic n parte, slaba aderen a fibrelor aramidice cu rinile. De aici, se impune uscarea fibrelor naintea impregnrii, pentru ameliorarea performanelor materialelor compozite. Studiile care se desfoar, abordeaz obinerea unui apret pentru reducerea adsorbiei de umiditate i implicit a creterii performanelor mecanice (forfecarea interlaminar i rezistenta la compresiune).Pe de alt parte, fibrele aramidice sunt sensibile la raze U.V. Aceasta se sesizeaz pe fibrele Kevlar neimpregnate, care trec de la culoarea lor natural galben clar, la o culoare nchis ocru galben, dup expunerea la lumin natural timp de cteva zile. Dup grosimea fibrelor sau a esturilor, pierderea performanelor poate fi mai mult sau mai puin important. Ea este de 50% pentru o estur de 0,11 mm cu fire de 420 dtex, expus 5 sptmni la lumina solar. In cazul fibrelor impregnate, pierderea este mai puin important; diminuarea performanelor nu afecteaz dect un strat foarte fin ce protejeaz de razele U.V. straturile urmtoare din grosimea materialului.n ciuda naturii lor organice, aceste fibre au un bun comportament chimic, deoarece nu sunt atacate dect de acizi puternici i concentrai i ntr-o msur mai mic de ctre baze. De exemplu, ele pierd 60% din caracteristicile lor mecanice dup 1.000 ore ntr-o soluie de acid sulfuric la 70% sau 24 ore ntr-o soluie de acid azotic la 70%. Din contr, solveni ca acetona sau tricloretilena nu au practic nici un efect asupra fibrelor aramidice.Fibrele aramidice confer materialelor compozite pe care le ranforseaz o bun rezisten la oc i la oboseal precum i bune proprieti de amortizare a vibraiilor.3.4.3. Utilizarea fibrelor aramidice
Fibrele aramidice au o calitate esenial: rezistena specific la rupere n traciune. Utilizate pentru fabricarea pieselor supuse la traciune, ele pot aduce un ctig de mas foarte important. Una din primele lor utilizri practice a fost ca ranfort n elementele instalaiilor pneumatice, sub forma de esturi n locul oelului.Preul lor este relativ ridicat, adic de 2 la 3 ori preul fibrelor de sticl la mas egal.Inconvenientul lor principal este slaba rezisten n compresiune i ncovoiere, dar utilizarea lor se generalizeaz pentru materialele din care se fabric capaciti Ia nalt presiune (propulsoare, butelii de gaz) sau tuburi supuse la presiuni interne.Pentru eliminarea acestui dezavantaj, fibrele de aramid se asociaz cu alte fibre (carbon ori sticl) n esturi mixte (compozite hibride). Fibrele Kevlar (singurele fibre aramidice produse n cantitate important) sunt disponibile sub toate formele comerciale: stratificate, esturi diverse, pamblici, rubane impregnate sau nu.Ele sunt utilizate pentru ranforsarea rinilor termodurificabile (epoxid, vinilester, poliester, fenolice), ele sunt foarte solide i pot fi prelucrate fr precauii suplimentare (cu excepia uscrii fibrelor naintea impregnrii).Probleme particulare se pun la prelucrarea fibrelor: tierea fibrelor uscate i prelucrarea pieselor. Acestea se datoreaz faptului c fibrele "fug" din faa sculei i problema grea este cea a meninerii i rigidizrii lor: - tierea fibrelor uscate este uurat prin utilizarea cuitelor cu lamefin dantelate; - prelucrarea este foarte delicat. Utilizarea sculelor convenionalecreeaz smulgeri n zona prelucrat i pentru eliminarea lor, se folosesc sculespeciale cu dou sensuri de tiere pentru blocarea fibrelor. Rezultatele suntnet ameliorate prin utilizarea tehnicilor de prelucrare cu laser ori jet de ap lanalt presiune.
Tierea dificil a fibrelor, care reprezint un inconvenient al prelucrrii, recomand utilizarea acestor fibre pentru elemente de protecie (blindaje, veste antiglont (cu kevlar 29) unde greutatea lor redus le recomand pentru nlocuirea oelurilor.3.5. FIBRE SINTETICE CU NALTE PERFORMANE TERMICE
3.5.1. Prezentare i fabricaie
Acestea sunt fibre care i conserv proprietile eseniale la temperaturi la care celelalte le-au pierdut. Ele au o structur poliaromatic sau aromatic heterociclic ce impune utilizarea reactivilor puternici necesari dizolvrii polimerilor supui filrii. Proprietile lor mecanice sunt relativ medii, comparate cu a celorlalte fibre prezentate anterior.3.5.2.Fibre poliamide-imide i poliamide-aromatice
Sunt dou tipuri de fibre cu structuri diferite dar cu proprieti mecanice foarte apropiate: primul numit Kermel, cu structur poliamid-imid realizat de firma Rhone Poulenc, iar cellalt numit Nomex este o poliamid aromatic (ori aramidic) analog kevlarului, produs de Dupont de Nemours. Densitatea lor este de 1,35, iar rezistena lor la rupere n traciune este de 470MPa. Din contra, modulul lor de elasticitate este diferit: 7.000MPa pentru Kermel (alungire la rupere:20%) i 16.000 MPa pentru Nomex (alungir la rupere: aprox.30%). Adsorbia de umiditate este relativ important, 4% n condiiile normale de temperatur i presiune.Dei au structuri chimice diferite, rezistena lor chimic este aproape identic cu excepia ctorva acizi i baze puternice. O soluie de acid clorhidric de 35% la temperatura ambiant, timp de 100 ore, provoac o diminuare a rezistenei de aprox. 60%. Acelai lucru se ntmpl i cu o soluie de amoniac de 30% .
Tabelul 8. - Proprietile fibrelor poliamide-imide i poliamide - aromaticeFIBREAVANTAJERESTRICII DE UTILIZARE
Poliamida i poliamid aromatic- bun rezisten la foc i la cldur;- performane mecanice suficient de bune;- bun rezisten chimic cu excepia acizilor i bazelor puternice.- sensibilitate la U.V.;- alungire la rupere important.
Fenolice- foarte bun rezisten la foc i la cldur;
- densitate redus (1,29).- Adsorbie de ap important (60%);
- alungire la rupere important;- performane mecanice slabe.
Polibenzimidazol- neinflamabile (ILO=40%);
- termostabile;- 80% din rezistena mecanic dup 1 or la 400C.- absorbie de ap 15%;- alungire la rupere important;- performane mecanice medii la temperatura ambiant.
Aceste fibre sunt considerate ca fiind ignifuge, cu un indice ILO (norma NFG 07 128) de aprox. 30 la 32% (aceasta corespunde unui coninut minim n oxigen ce permite ntreinerea combustiei. n plus, ele nu se topesc dar se carbonizeaz la 400C (Kermal) sau 370C (Nomex). Fibra Kermel pstreaz nc 60% din rezistena la rupere n traciune dup 500 ore la 250C; n aceste condiii, fibra Nomex conserv 80% din rezisten.Din cauza sensibilitii lor la razele ultraviolete, ele pot pierde pn la 60% din rezistena mecanic dup o expunere de 70 la 80 ore la razele solare.Fiindu-le cunoscute proprietile, este interesant utilizarea lor pentru ranforsarea rinilor termostabile (poliimide, fenolice) cu aplicaii termice; rezervoare de benzin, izolatoare la nalt temperatur (hrtie de Nomex).3.5.3. Fibre fenolice
Sunt fibrele firmei American Kynol Incorporated cunoscute sub numele Kynol. Structura lor este compus din grupe fenolice legate transversal cu uniti metilice. Coninutul su ridicat n carbon imprim caliti termice interesante.
Fig. 3.29. Structura fibrei
Kinol
O particularitate a fibrei Kynol, consecin a structurii sale, este influena diametrului fibrei asupra propietilor mecanice. Aa cum rezult din tabelul , alungirea la rupere este de 15% pentru un diametru de fibr de 17 la 25 i de 39% pentru un diametru de 10.Rezistena la rupere n traciune este aproape constant (=200MPa), dar poate fi crescut prin reorientarea moleculelor n timpul filrii.Tabelul 3.9. - Influena diametrului asupra caracteristicilor fibrelor fenohce.Diametru(mm)Alungirea larupere (%)Modulul (MPa)
10-11396.300
11-15355.960
15-16305.630
16-17255.400
17-25155.000
Fibra Kynol este ignifug, indicele limit de oxigen (ILO) este de 36% NFG 07 128) i are o foarte bun rezisten ia cldur. Fibra nu se topete, dar ncepe s se carbonizeze sub aciunea unei flcri. Dup 1.500 ore la 150C, rezistena n traciune scade la 65%, modulul la 26% i alungirea se reduce puternic pn la 2%. Stabilitatea termic poate fi crescut printr-un tratament n acetilen.Fibra Kynol nu se degradeaz dect n prezena acizilor oxidani i a bazelor puternice i n plus, rezist bine la lumin i la abraziune.Se gsete comercial sub form de stratificate neesute, fibre tiate sau hrtie i este destinat ranforsrii materialelor compozite pentru izolri termice, tubulatur ori bucle termice din industria aerospaial.3.5.4. Fibre PBI
Aceast fibr este un polibenzimidazol fabricat de American Celanese. Utilizarea lor a fost mult timp limitat la produse strategice americane (mbrcminte, uniforme, etc), dar se pare c, American Celanese vrea s-i dezvolte producia de fibre i pentru ranforsarea materialelor compozite.Proprietile mecanice sunt urmtoarele: - densitatea - 1,43; - rezistena la rupere n traciune - 500MPa; - modulul de elasticitate - l l.000MPa.
Dup o expunere n aer la 400C timp de 60 min. aceste proprieti se diminueaz cu 20%. Sunt fibre ignifuge i au indicele limit de oxigen (ILO) de 40%. Ca i celelalte fibre termostabile, ele nu se topesc dar se carbonizeaz. Din acest motiv, s-au fcut ncercri pentru a fi utilizate ca fibre precursoare la fabricarea fibrelor de carbon. Ele degaj puin gaz pn la 400C, n general gaze carbonice i ap, apoi de la 550C degaj dioxid de azotLa temperatur ambiant, n atmosfer cu umiditate 65%, fibrele absorb ap ntr-un procent de 15% din masa lor.Au o bun rezisten la abraziune i la reactivi chimici, dar sunt sensibile la U.V.3.6. FIBRE METALICE
3.6.1. Prezentare i proprieti
Fibrele metalice se pot obine prin procedeele urmtoare: - mecanice - laminare;
- filare dintr-un metal lichid; - solidificarea unui jet lichid la ieirea din cuptor. - electrochimice - depuneri electrochimice pe suport metalic.Proprietile fibrelor obinute sunt apropiate de cele ale metalului masiv sau aliajului din care provin.Dou inconveniente majore limiteaz extinderea lor:
- densitatea foarte mare, comparativ cu a celorlalte fibre; - preul poate fi de 5 ori mai ridicat dect al fibrelor de sticl pentrufibrele din oel carbon i de 50 ori pentru fibrele din oel inoxidabil.Sunt destinate ranforsrii compozitelor cu matrice metalic solicitate termic. Exist deasemeni i aplicaii unde din fibre de oel, cupru ori aluminiu asociate cu rini, se fabric aparatur chimic ori utilaje ce implic un transfer de cldur.Tabelul 3.10. - Caracteristicile fibrelor metalice.Caracteristici avantajeRestricii de utilizare
* Excelent conductibilitate termici electric;* Bune proprietitermomecanice;* Controlul geometrieifibrelor.* Densitate ridicat;* Relaiapre/densitate/performanemecanice este puininteresant, comparativ cu a fibrelororganice.
n fibrele metalice se regsesc proprietile metalelor mai mult sau mai puin modificate prin procedeele de fabricare. Tabelul 3.11. prezint modificrile introduse de principalele tehnici de fabricare.Pe de alt parte, geometria fibrelor poate fi cauza degradrii proprietilor mecanice. De exemplu, prezena incluziunilor ntr-o fibr de oel are o influen considerabil cu ct diametrul fibrei este mai mic.3.6.2. Fabricarea fibrelor metalice
* Procedee mecanice
- prin tragere: fibrele sunt produse prin tragerea din bare metalice la diametre din ce n ce mai mici. Este un procedeu scump ce permite obinerea de fibre cu diametre ntre 75 i 100 m, funcie de material. - prin decuparea de foi subiri n prealabil laminate. Acest procedeu se poate aplica la obinerea fibrelor din aluminiu, cupru sau oel, cu seciunea rectangular minim de 12 m, grosimea minim a foii de 25 la 50 m n sensul decuprii.* Procedee termice
Fibrele se obin din metalul lichid dup mai multe variante: - Un jet de metal lichid se solidific la ieirea dintr-un cuptor prinintermediul unui orificiu de diametru dorit. Dificultatea procedeului const nrcirea metalului nainte ca jetul s se destabilizeze; aceasta depinde detensiunea superficial i de consideraiile aerodinamice i vibratorii ale jetului.Este posibil astfel, definirea vitezei jetului, fluidul de rcire i orificiul deieire n funcie de metalul ales. Prin acest procedeu se pot obine fibre cudiametrul minim de 25m. - Un jet de metal lichid se solidific la contactul cu o suprafa solid nmicare. Metalul lichid este pus ntr-un creuzet i se rcete prin contactul cuun disc rotitor ce antreneaz filamentul continuu cu un diametru minim deaprox. 25m.* Alte procedee
Exist mai multe procedee a cror principiu este de-a forma fibre mai mult prin depunere de material dect prin reducere de dimensiuni. Fibrele astfel obinute au proprieti mecanice superioare celor obinute prin procedeele termice.Printre aceste procedee figureaz cele ce permit obinerea de whiskers, procedeele de cristalizare unidirecionale sau cele de fabricare a fibrelor de bor descrise anterior.3.6.3. Utilizarea fibrelor metalice
Fibrele
![Accidente Decedati 7UDXPDWL]D L - politia.md · 2 0 2 2 1 1 0 100 -50 Drum alunecos (rugozitate scăzută) 1 0 2 2 0 7 100 0 250 Drum deteriorat 1 0 1 100 0 100 Folosirea incorectă](https://static.fdocumente.com/doc/165x107/5e1924de2fdbe154263e5501/accidente-decedati-7udxpdwld-l-2-0-2-2-1-1-0-100-50-drum-alunecos-rugozitate.jpg)