Otgon S Diploma Gata
114
Cuprins Introducere 1.Compartimentul tehnologic pag. 1.1. Analiza desenelor de execuţie şi a cerinţelor tehnice……………………6 1.1.1. Analiza cerinţelor tehnice referitorr la precizia. dimensională, precizia formei, precizia poziţiei reciproce, rugozitate……………………………………………………………..…6 1.1.2. Analiza materialului piesei, prescripţiilor tehnice ………………7 1.2. Analiza sarcinii de producţie…………………………………………….8 1.3 Analiza tehnologică construcţiei piesei…………………………………9 1.3.1. Analiza calitativă……………………………………………….10 1.3.2. Analiza cantitativă……………………………………………..10 1.4. Alegerea metodei de fabricare a semifabricatului………………….....12 1.4.1. Metodele posibile de fabricare a semifabricatului………………12 1.4.2. Metoda economic acceptabilă………………………………………12 1.5. Succesiunea fazelor tehnologice de prelucrare a suprafeţelor elementare………………………………………………………………………15 1.5.1. Succesiunea de faze tehnologice posibile……………………….…15 UTM 521. 1017 ME № Document Data Semna t Coal a Mod Lite ra Coala Coli Memoriu explicativ Elabo rat Verif icat Contr. t. N. contr. Aproba t Otgon S. Scaticai lov S
-
Upload
roman-lungu -
Category
Documents
-
view
28 -
download
2
description
ds
Transcript of Otgon S Diploma Gata
Cuprins
Introducere
1.Compartimentul tehnologicpag.
1.1. Analiza desenelor de execuţie şi a cerinţelor tehnice……………………61.1.1. Analiza cerinţelor tehnice referitorr la precizia. dimensională, precizia formei, precizia poziţiei reciproce, rugozitate……………………………………………………………..…61.1.2. Analiza materialului piesei, prescripţiilor tehnice ………………7
1.2. Analiza sarcinii de producţie…………………………………………….8
1.3 Analiza tehnologică construcţiei piesei…………………………………91.3.1. Analiza calitativă……………………………………………….101.3.2. Analiza cantitativă……………………………………………..10
1.4. Alegerea metodei de fabricare a semifabricatului………………….....121.4.1. Metodele posibile de fabricare a semifabricatului………………121.4.2. Metoda economic acceptabilă………………………………………12
1.5. Succesiunea fazelor tehnologice de prelucrare a suprafeţelor elementare………………………………………………………………………15
1.5.1. Succesiunea de faze tehnologice posibile……………………….…151.5.2. Succesiunea de faze tehnologice adoptate…………………………16
1.6. Elaborarea planului de operaţii şi a schemelor de instalare……………16
1.7. Adaosuri de prelucrare minime…………………………………………17
1.8. Analiza dimensională a operaţiilor procesului tehnologic………………25
1.9. Evaluarea construcţiei semifabricatului…………………………….……..35
1.10. Structura procesului tehnologic…………………………………………..36
UTM 521. 1017 ME
№ Document DataSemnatCoalaMod
Litera CoalaColi
Memoriu explicativ
Elaborat
Verificat
Contr. t.
N. contr.Aprobat
Otgon S.
Scaticailov S
UTM FIMCMgr. TCM 091
Coala № document.
Coala
SemnatUTM 521. 1017 ME
DataMod
1.11. Proiectarea operaţiilor…………………………………………………411.11.1. Alegerea maşinilor unelte…………………………………….411.11.2. Alegerea sculelor aşchietoare……………………………..……431.11.3. Proiectarea regimurilor de aşchiere…………………………..…451.11.4. Normarea tehnică………………………………………………61
1.12. Elaborarea reglărilor tehnologice………………………………………681.12.1. Metode de reglare………………………………………………681.12.2. Dimensiuni de reglare……………………………………………69
1.13. Elaborarea fişei de calcule tehnologice……………………………………
1.14. Programarea maşinii unelte………………………………………………74
1.15. Automatizarea funcţiilor sistemului tehnologic…………………………75
2. Compartimentul constructiv
2.1. Proiectarea dispozitivului de strîngere.......................................................80
2.2. Proiectarea dispozitivului de control…………………………………….89
3.Compartimentul organizatorico-economic
3.1. Subcompartimentul organizatoric...........................................................903.1.1. Argumentarea programei de producere........................................903.1.2. Determinarea numarului locurilor de munca si numarul de muncitori……………………………………………………923.1.3. Determinarea numărului necesar de muncitori de bază……………………………………………………………………941.4. Calculul stocurilor…………………………………………………953.1.4. Numărul de piese in lot şi construirea diagramei de lansare a pieselor în producţie………………………………………963.1.5. Organizarea gospodăriei de scule…………………………….…973.1.6. Organizarea locului de muncă…………………………………..98
3.2. Subcompartimentul economic...............................................................993.2.1. Calculul preţului de cost a producţiei…………………………993.2.2. Salariul direct pe produs…………………………………………1013.2.3. Calculul investiţiilor capitale……………………………………1033.2.4.Calculul efectului economic………………………………………104
Coala № document.
Coala
SemnatUTM 521. 1017 ME
DataMod
3.2.5. Calculul indicilor tehnico-economici…………………………..105
4.Securitatea muncii
Introducere……………………………………………………………1074.1. Analiza condiţiilor de muncă……………………………………1074.2.Elaborarea măsurilor privind sanitaria de producţie…………1084.3.Măsurile antiincendiare………………………………………….1124.4.Protecţia mediului ambiant……………..………………………114
Bibliografie
Anexă
Coala № document.
Coala
SemnatUTM 521. 1017 ME
DataMod
INTRODUCERE
Progresul tehnico-ştinţific în construcţia de maşini în mare măsură determină dezvoltarea şi modernizarea întregii ramuri în toată lumea.
Calitatea aparatelor, maşinilor, siguranţa, durata lungă de funcţionare şi economicitatea în exploatare a acestora depind nu numai de construcţia lor, dar şi de tehnologia de fabricare. Utilizarea metodelor de prelucrare progresivă de înaltă productivitate, ce asigură o precizie şi calitate a suprafeţelor pieselor înaltă; metodelor de durificare a suprafeţelor de lucru care măresc resursele de funcţionare ale pieselor şi maşinii întregi; utilizarea efectivă a MUCN în special a centrelor de prelucrare; utilizarea calculatoarelor electronice, formelor progresive de organizare economică a produselor de producţie - toate acestea sunt îndreptate spre rezolvarea principalelor probleme: ridicarea eficacităţii proceselor de producere şi a calităţii produselor.
La rezolvarea acestor probleme se utilizează în mod activ lucrătorii ingineri şi conducătorii de producere, pregătirea cărora are loc în instituţiile superioare de învăţământ pentru diferite specialităţi, precum şi pentru specialitatea „Tehnologia Fabricării Automatizate".
Tema proiectului de an vizează elaborarea unei tehnologii de prelucrare a unei piese concrete, care de mulţi ani este dată în exploatare de uzina producătoare. Deci, o parte din sarcina studentului constă în perfectarea şi modernizarea tehnologiei de obţinere a piesei. La elaborarea acestui PT trebuie de rezolvat problemele practice ale uzinei în aşa fel, ca rezultatele lucrărilor totale sau măcar parţiale să fie cu putinţă de a le utiliza în producere.
Obiectul de bază al proiectului de an - piesa de executat este destul de complexă, astfel că în procesul de lucru să fie prezente probleme complexe cu diferite soluţii.
Ca date iniţiale pentru proiectul de an servesc: desenul de execuţie al piesei care conţine toată informaţia despre piesa finită; procesul tehnologic de prelucrare mecanică a piesei elaborat de uzina producătoare (traseul tehnologic de prelucrare, desenul s/f, utilajul, echipamentele tehnologice, etc) pentru ca în final să comparăm procesul tehnologic proiectat cu cel de bază; programa anuală de fabricare a piesei.
În cazul dat avem o piesă „Podvod" de tip corp. Programa anuală este de 2000 bucăţi.
Ţinând cont de caracterul specialităţii, de la început stabilim că procesul tehnologic va fi elaborat în baza fabricării flexibile semiautomatizate. Sunt folosite MUCN ca utilaj de bază la care prelucrarea poate fi realizată după program numeric. Aici se daugă caracterul universal al metodei de schimb a semifabricatului (manual), control, transportare, depozitare.
Acest sistem flexibil semiautomatizat dar care uşor poate deveni automatizat va cuprinde posibilităţi de prelucrare a pieselor de tip corp de revoluţie care mai conţin şi alte tipuri de suprafeţe (canale, găuri cu axe paralele şi perpendiculare
Coala № document.
Coala
SemnatUTM 521. 1017 ME
DataMod
pe axa de rotaţie a piesei, suprafeţe plane paralele sau perpendiculare axei cantrale de rotaţie a piesei, etc).
Sistemele flexibile aşa cum sunt ele cunoscute se elaborează cel mai reuşit pe baza unui centru de prelucrare care dintr-o instalare a semifabricatului prelucrează tot ce este posibil de pe acesta. Restul revine altor instalări tot pe acest centru sau pe alte maşini unelte. PT este elaborat după principiul: depozit - maşină unealtă disponibilă – depozit.
Utilizarea acestui tip de producţie (fabricarea flexibilă automatizată), fără îndoială, va contribui la mărirea productivităţii şi scăderea preţului de cost al produsului, în aşa fel ca să ofere posibilităţi de a prelucra un număr mai mare de piese (pe lângă cele 2000), piese care de altfel au un cost de producere mai scăzut. Toate acestea, în final, nu vor duce decât la un singur lucru profituri suplimentare pentru întreprindere.
Coala № document.
Coala
SemnatUTM 521. 1017 ME
DataMod
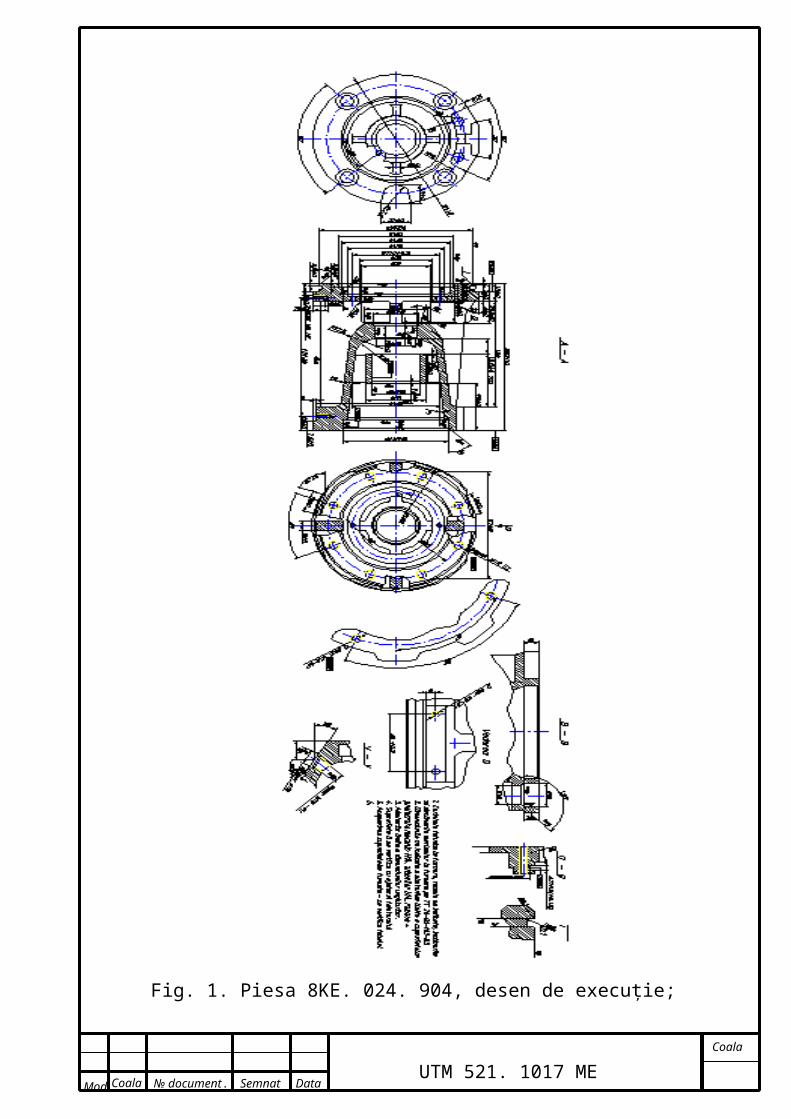
1. Analiza desenelor de execuţie şi cerinţelor tehniceCerinţe tehnice referitor la precziia dimensională, precizia formei, precizia
poziţiei reciproce, rugozitate, vezi fig. 1.Pe desenul de execuţie avem următoarele notaţii referitor la preciza dimensională, rugozitate, precizia formei:
Alezaje:-Ø152-Ra 6.3;-Ø130-Ra 6.3;-Ø92-Ra 1.6;-Ø83-Ra 1.6;-Ø60-H9 3,2;-Ø53-Ra 1.6;-Ø65H8-Ra 3.2,bătaia radială 0.1;-Ø140-H9- Ra 1.6;Cotele Ø140 şi Ø65 se vor obţine la treapta de precizie H9, respectiv H8 conform cerinţelor, prelucrîndu-le automat se asigură rugozitatea Ra 1.6,deci există o coordonare între cerinţe. Altă situaţie avem la cotele Ø152, -Ø130 si Ø92 p/u care vom avea nevoie de o trecere suplimentară.
Arbori:-Ø203f9- Ra 1.6, toleranţa la bătaia radială 0.12;-Ø220-Ra 12.5;Şi aici observăm o coordonare a treptei de precizie dimensionale cu rugozitatea,prelucrînd suprafaţa la treapta de precizie necesară, obţinem automat rugozitatea;
Găuri:-Ø14H12-Ra 1.6;-4 găuri Ø18/Ø29*18 toleranţa la cilindricitate 0.3 mm;-2 găuri Ø6-Ra 6.3;-8 găuri M12-7H-toleranţa la cilindricitate 0.3 mm;-2 găuri M6 -7H;-2 găuri M6 -7H*12-16/1*45o;
La burghiere,filetare putem asigura treapta de precizie şi rogozitatea necesară;
În cazul suprafeţelor frontale numărul fazelor tehnologice se va determina faţă de cernţele p/u rugozitate.
Pentru suprafaţa 11 avem toleranţa la bătaia frontală 0.1 mm faţă de suprafaţa de bază. Pentru suprafaţa cu Ø203f9-toleranţa la bătaia radială 0.12 mm faţă de suprafaţa de bază. Pentru suprafaţa cu Ø65H8-toleranţa la bătaia radială 0.1 faţă de suprafaţa de bază. Însă aceste cerinţe nu sînt destul de dure pentru a determina ordinea de intalare a piesei în mandrină. Succesiunea instalaţiilor o va determina necesitatea asigurării cotelor, care sînt date de la o suprafaţă care nu se prelucrează.
Coala № document.
Coala
SemnatUTM 521. 1017 ME
DataMod
Fig. 1. Piesa 8KE. 024. 904, desen de execuţie;
Coala № document.
Coala
SemnatUTM 521. 1017 ME
DataMod
Cerinţe tehnice:1. Cerintele tehnice la turnare, razele ne indicate, inclinarile si declinarile marimelor la turnare pe TY 26-06-163-83.2. Dimensiunile ne indicate a abaterilor limita a suprafetelor prelucrate mecanic: suprafetelor- H14, arborilor h14, ramase ±IT14/23. Abaterile limita a dimensiunilor unghiurilor±.4. Suprafata D se verifica cu ajutorul sculei.5. Acoperirea suprafetelor turnate cu vopsea dupa tabel.
Prescripţii tehnice referitor la calitatea stratulu superior care ar implica necesitatea folosirii tratamentului chimic sau a altor tratamente, sau a unor metode specfice de prelucrare, nu avem.
Materalul piesei –FC 15 GOST 1412-85, material ce se caracterizează printr-o prelucrabilitate scăzută în comparaţie cu alte materiale, dar se supune bine turnării ceea ne permite de a obţine uşor cofiguraţia semifabricatului.
Coala № document.
Coala
SemnatUTM 521. 1017 ME
DataMod
1.1. Materialul piesei
Piesa este confecţionată din materialul FC15 GOST 1412-85.Proprietăţile fizico mecanice nu sunt foarte ridicate deoarece acest material
este destinat mai mult pentru piese cu răspundere limitata în funcţionarea ansamblului (pompei). Materialul este destinat mai mult pentru a avea proprietăţi bune de aşchiere.
Unele proprietăţi fizico mecanice sunt: - limita de rezistenţă 314 Mpa; - rezistenţa la întindere 147 Mpa; - duritatea 1599-2246 Mpa, 163-299 HB.
Conţinutul de substanţe : carbon 3,5-3,7% ; siliciu 2,0-2,4%; mangan 0,5-0,8%; fosfor < 0,2%; sulf < 0,5%; Cr <0,15%; Ni <0,5%.
Cerinţele tehnice referitor necesităţii aplicării unor tratamente termice pe unele suprafeţe nu sunt prezente, însă piesa după turnare se va supune tratamentului termic de relaxare în scopul eliminării tensiunilor interioare, care îşi au provenienţa de la faza de răcire şi solidificare a metalului în forme.
Temperatura de turnare a metalului lichid 1553-1600 K, iar temperatura de scoatere a semifabricatului solidificat din cochilii 873-1273 K (metoda de turnare se va determina mai tîrziu).
Coala № document.
Coala
SemnatUTM 521. 1017 ME
DataMod
2.Analiza sarcinii de producţieAvem de fabricat 2000 piese.
O importanţă hotărâtoare asupra elaborării procesului tehnologic revine cunoaşterii caracterului producţiei şi mărimea lotului. Volumul de producţie determină caracterul de fabricare, adică: serie, masă sau unicat. În acelaşi timp şi dimensiunile, şi masa piesei de fabricat influenţează tipul de producere, în raport cu caracterul producţiei vom indica pe parcursul memoriului explicativ alegerea unor metode de prelucrare mai productive, funcţie de evaluare a costului de producţie.
Alegerea metodei de prelucrare se face ţinând cont de următorii factori: productivitatea maşinilor-unelte; condiţiile tehnice impuse piesei; mărimea coeficientului de precizie total; numărul operaţiilor ce trebuiesc realizate şi indicii tehnico-economici ce pot caracteriza fiecare mod de prelucrare.
Pentru piesa dată, cu gabaritele sale şi forma suprafeţelor va fi raţional de inclus efectuarea operaţiilor de prelucrare pe maşini-unelte cu comanda numerică. La proiectarea procesului tehnologic e necesar de studiat posibilitatea efectuării a unui volum maxim de prelucrare a piesei date, adică: strunjirea, burghierea dintr-o singură operaţie, la o singură instalare, însa trebuie de luat în seama şi rentabilitatea preţului de cost a utilajului.
Toate aceste unităţi tehnologice, maşini-unelte sau centru de prelucrare, trebuie să corespundă unui înalt grad de flexibilitate şi universalitate, în raport cu tipul de piese prelucrate, capacitatea de generare a suprafeţelor. Totodată numărul unităţilor de producţie trebuie să fie mic prin posibilitatea de concentrare a fazelor şi operaţiilor într-un număr mai mic de operaţii realizate la un număr mai mic de locuri de muncă.
În ceea ce priveşte atribuirea caracterului de producţie individuală, de serie, sau de masă, o anumită clasificare se poate face pe baza greutăţii şi a numărului de piese prelucrate într-un an.
Nu numai caracterul producţiei exercită însă influenţă asupra elaborării şi desfăşurării procesului tehnologic, ci şi mărimea lotului de piese. Aici considerăm că piesa are greutate medie iar programa de piese ce trebuie de prelucrat într-un an este de 2000 piese. Deci, tipul de producţie din acest punct de vedere este serie mijlocie.
În cazul producţiei de serie mijlocie se evidenţiază următoarele caracteristici:prelucrările se fac pe loturi de piese de acelaşi fel;
- există o nomenclatură medie de piese;- există perspectiva repetării periodice a fabricării aceloraşi piese;- se utilzează maşini unelte şi SDV-uri universale şi specializate;- coeficient de încărcare a maşinii mediu;- documentaţia tehncă estte mai amănunţită, la nivelul planului de operaţii;- regimurile de aşchiere se aleg din normative sau le calculează calculatorul, utilizînd programe adecvate;
Coala № document.
Coala
SemnatUTM 521. 1017 ME
DataMod
- normarea tehnică a timpilor de prelucrare se face mai exact după normative;- trasarea se elimnă aproape complet;- reglarea sculelor la cotă se face prin diferite metode;- calificarea muncitorilor este medie.
Mai detaliat asupra sarcinii de producţie ne vom opri la compartimentul economic.
Coala № document.
Coala
SemnatUTM 521. 1017 ME
DataMod
1.3. Analiza tehnologicităţii construcţiei piesei
1.3. 1. Analiza calitativă
Prin tehnologicitatea construcţiei unei piese se apreciază măsura în care piesa este realizată în aşa fel, încît pe de o parte să satisfacă în totalitate cerinţele de natură tehnico-funcţională şi socială, iar pe de o alta parte, să necesite cheltuieli minime de muncă vie şi materializată. Se poate observa faptul ca tehnologicitatea ca noţiune se refera la doua aspecte:
l. Tehnologicitatea de exploatare care priveşte latura utilizării piesei sau produsului respectiv;
2. Tehnologicitatea de fabricaţie, legata de măsura în care produsul poate fi obţinut cu un cost minim al execuţiei, cu un volum redus de muncă, cu un consum redus de materiale etc.
Forma constructivă şi dimensiunile piesei asigură o rigiditate înaltă ceea ce nu va implica folosirea unor dispozitive speciale la prelucrarea mecancă.
Majortatea suprafeţelor care se prelucrează reprezintă suprafeţe simple, ceea ce permite o prelucrare mai rapidă a lor, cu un număr minim de scule, cu cheltuieli mici. Suprafeţele sînt uşor accesibile ceea ce nu va implica proiectarea unor scule speciale, dar vom folosi scule standardizate.
În calitate de baze de orientare se pot folosi suprafeţele frontale ale piesei.Alegerea bazelor de orientare nu va implimenta careva dificultaţi deoarec
bazele constructive vor coincide cu cele tehnologice. La toate dimensiunile liniare cotele constructive vor coincide cu cele tehnologice şi precizia dimensională va putea fi asigurată uşor.
Găurile Ø18 şi Ø29 sînt amplasate uniform pe uprafaţa frontală.Găurile sînt situate pe suprafeţe plane, pe care burghiul nu alunecă,spre
deosebire de suprafeţele cilindrice. Nu va fi nevoie de un dipozitv special.Găurile M12-7H sînt străpunse.În calitate de baze de fixare vom putea folosi suprafeţele cilindrice Ø217.De asemenea în calitate de baze de orientare şi fixare vor putea fi folosite
alezajele Ø152 şi Ø140. Numărul de instalări este minim- nu va influienţa considerabil timpul şi
precizia de prelucrare.Nu este tehnologică prezenţa canalelor pe suprafaţa cilindrică Ø220, deoarece
în timpul prelucrării apar sarcini de şoc ceea ce duce deteriorarea rapidă a sculei şi majorarea timpului de prelucrare în urma micşorării regimului de aşchiere.
Găurile M6-7H,2 găuri M6-7H*12-16/1*45oşi 2 găuri Ø6 sînt înfundate ceea ce nu este prea bine.
Se acordă o atenţie deosebită materialului piesei. Piesa se execută din FC 15. Se ţine cont de prelucrabilitatea materialului, costul şi gradul de dificitate. Se studiază posibilitatea folosirii altor materiale mai rezistente sau cu proprietăţi

Coala № document.
Coala
SemnatUTM 521. 1017 ME
DataMod
fizico-mecanice mai ridicate. Materialul a fost ales să satisfacă cît mai bine cerinţele enunţate mai sus în special costul scăzut şi prelucrabilitatea ridicată, precum şi nedificitatea materialului. Se acordă atenţie formei şi poziţiei reciproce a suprafeţelor. Pe piesa dată sunt prezente suprafeţe cilindrice exterioare de diametre diferite mărginite de suprafeţe frontale. Acestea nu prezintă careva complicaţii la obţinerea semifabricatului şi la prelucrarea prin aşchiere. Suprafeţele interioare sunt cilindrice, iar cea conică ca şi cea conică exterioară (excepţie teşiturile) sunt suprafeţe ce nu se prelucrează mecanic, deci, nu prezintă probleme de calitate în urma aşchierii. Suprafaţă netehnologică este găura cu Ø14. Aceasta este netehnologice deoarece axa ei este sub unghiul de 50° faţă de axa principala a piesei. Iar pentru executarea acestor tip de găuri avem nevoie de un dispozitiv special.
Analizând dimensiunile dintre suprafeţe, în special cele liniare dintre suprafeţele frontale de care în mare măsură depinde structura procesului tehnologic putem spune că acestea nu prezintă unele complicaţii în a le realiza cu excepţia cîtorva dintre ele care în PT vor necesita unele eforturi suplimentare spre a le realiza. Dar, parametrul de calitate şi din acest punct de vedere este acceptabil.
Vorbind despre semifabricat trebuie de menţionat că acesta trebuie în primul rînd să aibă dimensiunile şi forma cît mai apropiată de cea a piesei. Anume de aceste şi alte particularităţi se va ţine cont la alegerea metodei de obţinere a semifabricatului. În concluzie putem menţiona că toţi parametrii de calitate a piesei sunt acceptabili (GOST 14204-73).
Coala № document.
Coala
SemnatUTM 521. 1017 ME
DataMod
1.3. 2. Analiza cantitativă
Analiza cantitativă se poate de efectuat ştiind parametrii de bază ai tehnologicităţii piesei. Această analiză constă în stabilirea unor parametri cantitativi de tehnologicitate. Aceşti parametri trebuie să se afle în intervalul 0 < K < l (GOST 14.202-73). Analiza cantitativă se efectuiază pentru următorii parametri:- nivelul de tehnologicitate al construcţiilor după precizia de prelucrare;- nivelul de tehnologicitate al construcţiilor după rugozitate;- nivelul de tehnologicitate al construcţiilor după productivitate;- nivelul de tehnologicitate al construcţiilor după sinecostul de producere.
Determinam coeficientul de precizie: Precizia medie de prelucrare se determină după următoarea formulă:
;
unde: Ti - treapta de precizie a suprafeţei date;ni - numărul de suprafeţe date.
Determinăm coeficientul preciziei de prelucrare:
;
Determinăm coeficientul de rugozitate:
;
unde: Ra – rugozitatea suprafeţei date.Determinăm coeficientul de utilizare a materialului: Trebuie de menţionat că coeficientul se calculă după determinarea metodei de
obţinere a semifabricatului.
;
unde: q – masa piesei;Q – masa semifabricatului.
Nivelul de tehnologicitate a construcţiei după productivitate şi după sinecostul de producere va fi determinat la compartimentul economic.
Coala № document.
Coala
SemnatUTM 521. 1017 ME
DataMod
1.4. Alegerea metodei de fabricare a semifabricatului.În tehnologia constructoare de maşini există mai multe metode de fabricare a
semifabricatului. Metodele de bază, cel mai des întîlnite sunt: Semifabricate turnate; Semifabricate matriţate, ştanţate; Semifabricate laminate; Semifabricate sudate, etc.
Analizînd piesa concretă pentru care urmează a se stabeli metoda de obţinere a s/f, în primul rînd se acordă atenţie materialului din care acesta este confecţionat. Piesa este confecţionată din FC15, care bine se toarnă, şi de aici putem elabora metoda de bază de obţinere a s/f şi chiar unica ca fiind turnarea.Turnarea la rîndul său poate avea loc prin mai multe metode:
Turnarea în forme de nisip-lut; Formarea manuală cu modele din lemn; Formarea mecanizată cu modele metalice; Turnarea în cochilii; Turnarea cntrefugală;
Aici sau stabilit două metode de turnare care se vor considera de bază la etapa calculelor de proiectare a s/f. Analizînd o serie de factori ce influinţează alegerea acestor metode putem spune următorul lucru: avem nevoie de o metodă de turnare ce se intrebuinţiază pe larg în producţia de serie mijlocie şi care să ţină cont de greutatea şi de gabaritul de complexitate al piesei, precum şi de materialul piesei. Această metodă poate fi orişicare dintre cele enumerate mai sus, însă cel mai bine se prezintă a fi turnarea în forme de nisip lut cu formarea manuală şi modele din lemn, şi a doua metodă turnarea în forme de nisip-lut cu formarea mecanizată şi modele metalice.Acest lucru vine să-l argumenteze şi faptul că turnarea centrifugală şi în cochilii este mai costisitoare şi necesită multe echipamente. La fel se va ţine cont de tehnologicitaea construcţiei, de parametrii de precizie, rugozitatea, grosimea pereţilor, destinaţia piesei. După toate acestea analizări se ajunge la concluzia că metodele de bază care vor fi analizate pentru proiectarea s/f sunt:
1. turnarea în forme de nisip-lut cu formarea mecanizată şi modele metalice;2. turnarea în cochilii.
Desenul s/f-ului se va elabora în conformitate cu GOST.Adaosurile de prelucrare le alegem în dependenţă de metoda de obţinere a s/f-ului.
Coala № document.
Coala
SemnatUTM 521. 1017 ME
DataMod
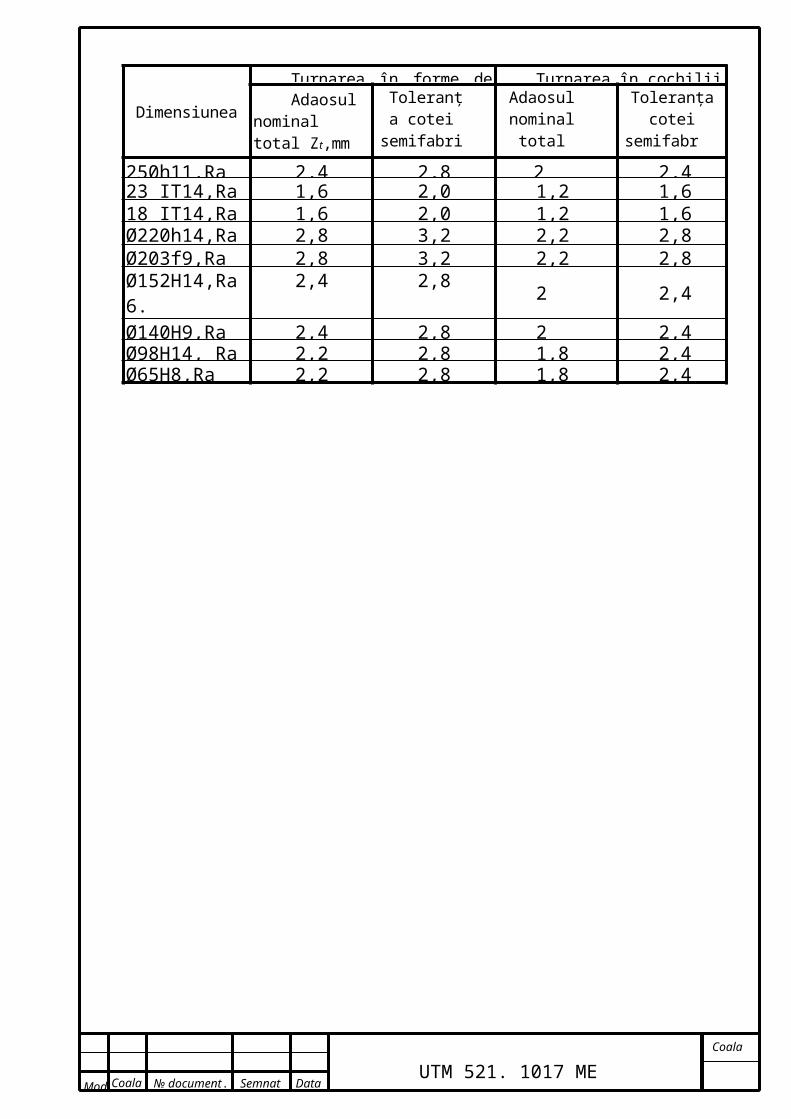
În dependenţă de metodele alese de obţinere a s/f stabilim adaosurile de prelucrare selectate din tabel conform GOST 26645-85 şi le întroducem în tabelul l.1:
Tabelul 4
Dimensiunea
Turnarea în forme de nisip-lut Turnarea în cochilii
Adaosul nominal total Zt,mm
Toleranţa cotei
semifabricatulT, mm
Adaosul nominal total
Zt,mm
Toleranţa coteisemifabricatului T, mm
250h11,Ra 1,6 2,4 2,8 2 2,423 IT14,Ra 6.3 1,6 2,0 1,2 1,618 IT14,Ra 6.3 1,6 2,0 1,2 1,6Ø220h14,Ra 12,5
2,8 3,2 2,2 2,8Ø203f9,Ra 1,6 2,8 3,2 2,2 2,8Ø152H14,Ra 6. 2,4 2,8 2 2,4Ø140H9,Ra 1,6 2,4 2,8 2 2,4Ø98H14, Ra 2,2 2,8 1,8 2,4Ø65H8,Ra 1,6 2,2 2,8 1,8 2,4
Coala № document.
Coala
SemnatUTM 521. 1017 ME
DataMod
1.4.2. Metoda economic acceptabilă
Metoda eonomic acceptabilă se stabileşte reeşind din calculele de sinecost al semifabricatelor obţinute prin cele două metode de turnare alese ca fiind de bază. Vom calcula sinecostul unui s/f obţinut prin turnare în forme de nisip-lut după relaţia:
;
unde: - costul unei tone de s/f (în lei convenţionale pe tonă lc/t);- costul unei tone de deşeu obşinut la prelucrarea;
mecanică a materialului, lc/t;- masa semifabricatului, kg;- masa piesei, kg.
- coeficienţii ce depind de clasa de precizie, gradul de complexitate, masa, marca materialului şi volumul de producţie al s/f. Pentru piese turnate în forme de nisip lut cu formarea manuală şi modele din lemn costul unei tone de s/f este Si=14500 lc/t, Din (1) avem coeficienţii: KT=1,05; KM=1; KC=0,83; KN=1,35; KB=0,91.Costul unei tone de deşeu este: =300 lc/t. Pentru determinarea masei semefabricatului e necesar în primul rînd de ţinut cont de adaosul total de prelucrare, ungiurile de formare modelare a suprafeţelor. Stabilim masa semefabricatului obţinut prin turnarea în forme de nisip-lut cu formarea manuală şi modele din lemn: Q=17.5 kg.Deci un semifabricat obţinut prin turnare în forme de nisip lut cu formarea manuală şi modele din lemn va costa:
Deci, un semifabricat obţinut prin turnare în forme de nisip lut cu formarea mecanizată şi modele metalice costă:
Costul unui semifabricat obţinut prin turnare în cochilii:
Concluzie: metoda economic acceptabilă de fabricare a semefabricatului sa dovedit a fi turnarea în forme de nisip-lut cu formarea mecanizată şi modele metalice, şi aceasta va fi aleasă ca metoda de bază la fabricarea semefabricatului pentru procesul tehnologic de fabricare a piesei.
4.2. Evaluarea construcţiei semifabricatulu
Coala № document.
Coala
SemnatUTM 521. 1017 ME
DataMod
Construcţia semifabricatului trebuie se fie cît mai aproape prin parametrii de asemănare de construcţia piesei finite. Deci s/f va avea o construcţie asemănătoare.
Dimensiunele s/f se determină prin adăugarea adaosului de prelucrare maximal pe suprafeţele care se prelucrează ale piesei.
Aici se va ţine cont de faptul că găurile de pe piesă nu sunt obţinute prin turnare, deoarece acestea au diametre mici şi vor prezenta unele complicaţii la fabricarea semifabricatului. Costul unei piese turnate se va mări simţitor în raport cu costul metalului elimenat în aşchii (în cazul cînd găurile nu se toarnă). La fel se procedează cu canalele circulare şi teşiturile. Acestea se prelucrează prin aşchiere. Deci din acest punct de vedere se poate de spus că cu cît construcţia s/f este mai simplă cu atît aceasta este mai ieftină, mai ales ţinînd cont de faptul că că programa anuală de s/f necesare nu este mare, adica se reduc cheltuielile pentru obţinerea şi exploatarea formelor metalice.
La elaborarea construcţiei s/f se ţine cont şi de procesul tehnologic de turnare în special de metoda şi de felul turnării. În acest sens se poate spune că vom avea nevoie de două semiforme aproape identice.
Este necesar ca suprafeţele frontale şi cele cilindrice să fie puţin inclinate. Acelaşi lucru este necesar şi pentru construcţia miezului. Forma lui conică este menită spre a uşura evaluarea sa din interiorul piesei solidificate.
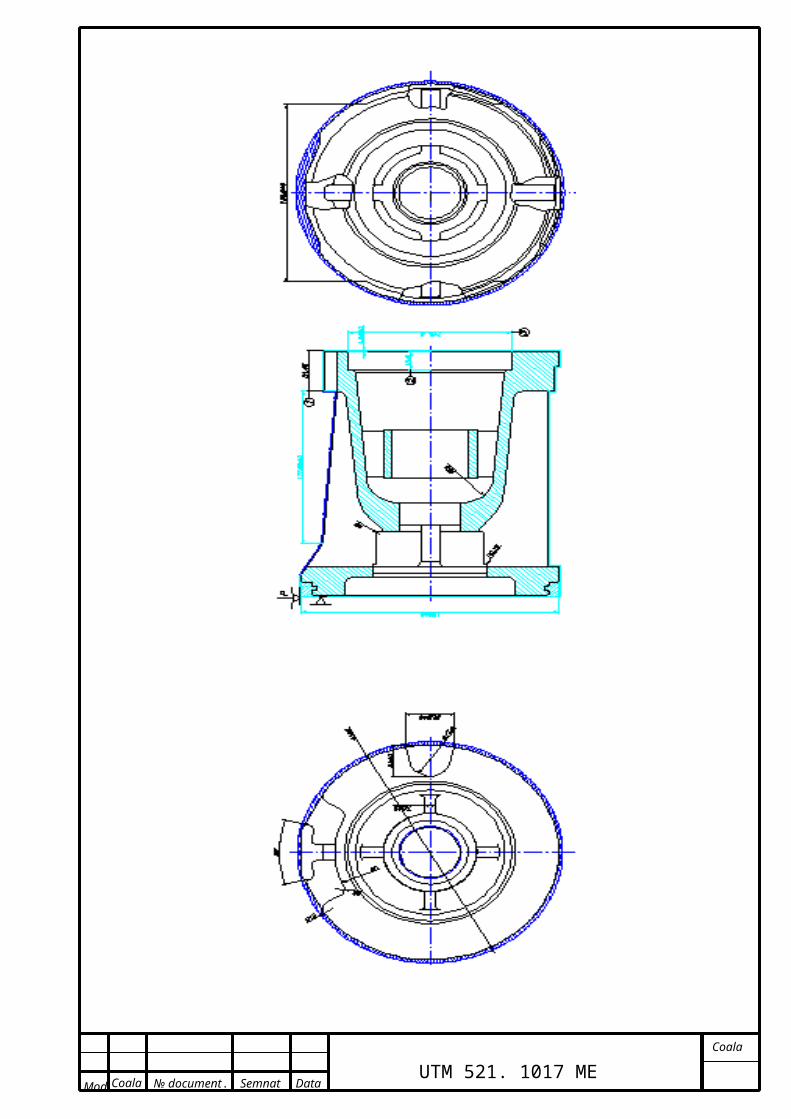
Unghiurile de inclinare ale suprafeţelor formelor, miezului deci, şi pentru suprafeţele piesei se stabilesc în dependenţă de dimensiunele acestora. Conicitatea miezului este de 2º, conicitatea suprafeţelor de rotaţie exterioare 15´, unghiurile de inclinare pe suprafeţele frontale de la 2º la 3º. Razele de turnare la fel se prezintă ca necesitatea pentru a scoate mai uşor piesa dar şi pentru a uşura prelucrarea şi expluatarea formelor. Razele de turnare sunt de 3...5mm.Desenul s/f-ului este prezentat în fig. 1:
Coala № document.
Coala
SemnatUTM 521. 1017 ME
DataMod
Coala № document.
Coala
SemnatUTM 521. 1017 ME
DataMod
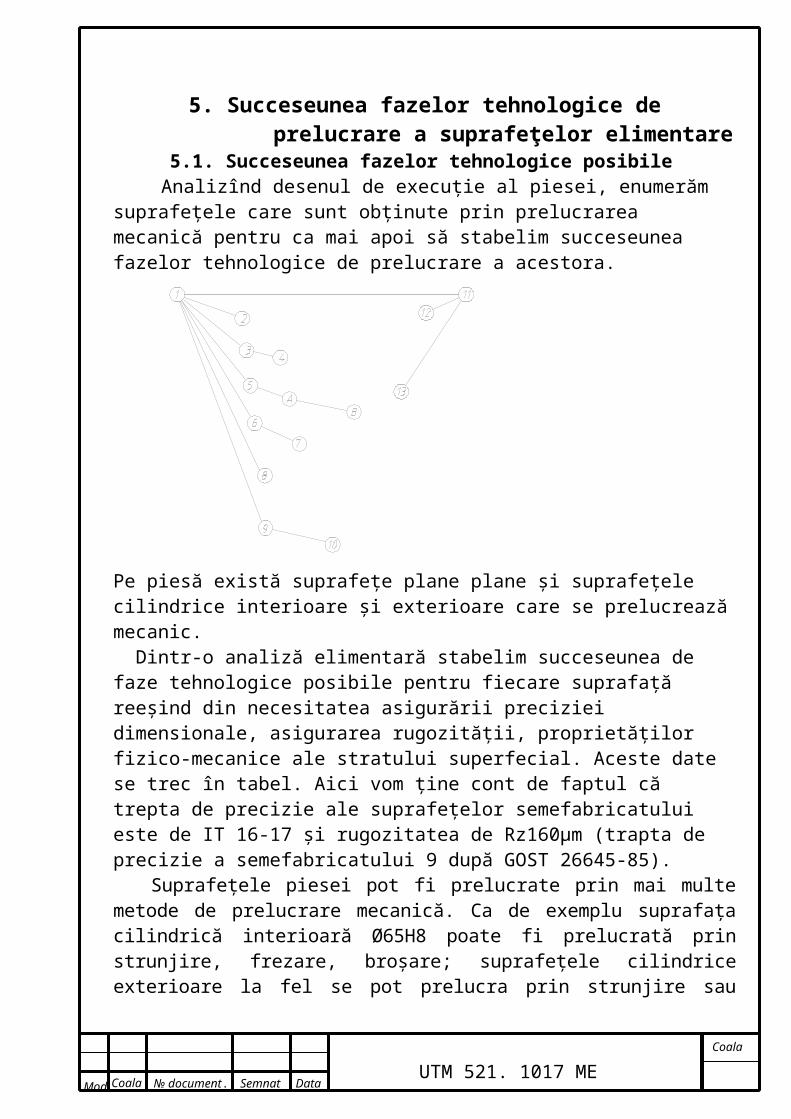
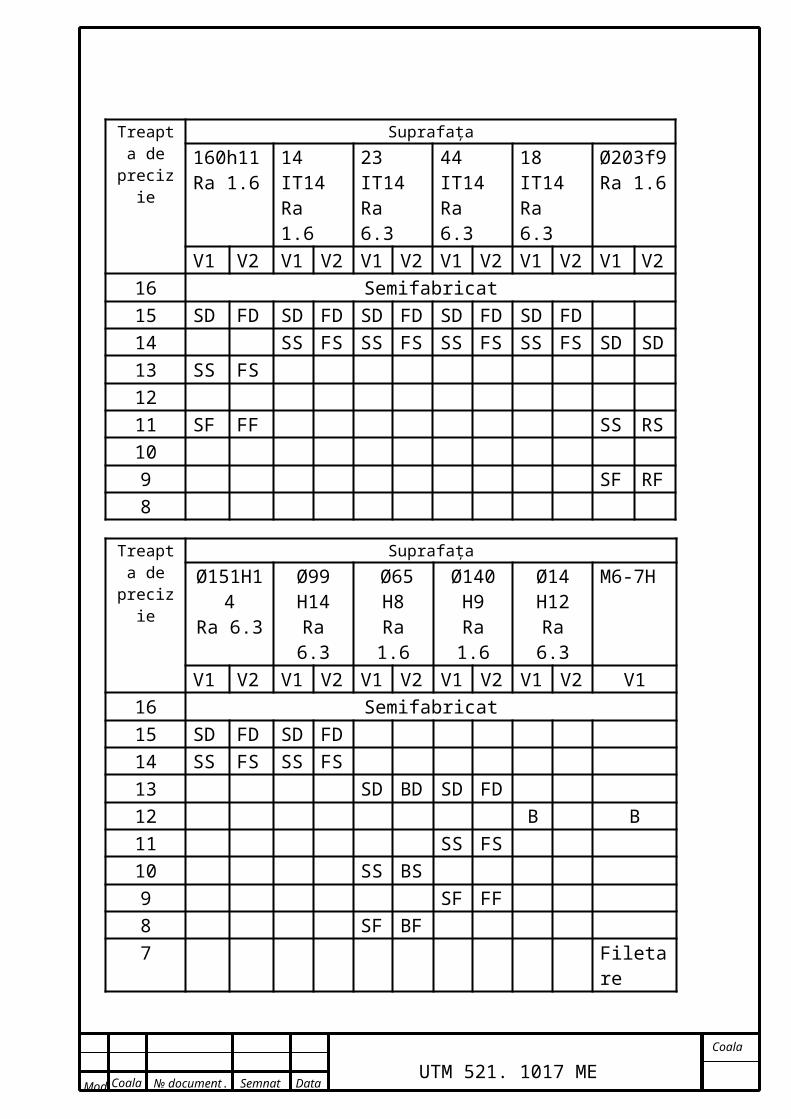
5. Succeseunea fazelor tehnologice de prelucrare a suprafeţelor elimentare
5.1. Succeseunea fazelor tehnologice posibileAnalizînd desenul de execuţie al piesei, enumerăm suprafeţele care sunt
obţinute prin prelucrarea mecanică pentru ca mai apoi să stabelim succeseunea fazelor tehnologice de prelucrare a acestora.
Pe piesă există suprafeţe plane plane şi suprafeţele cilindrice interioare şi exterioare care se prelucrează mecanic. Dintr-o analiză elimentară stabelim succeseunea de faze tehnologice posibile pentru fiecare suprafaţă reeşind din necesitatea asigurării preciziei dimensionale, asigurarea rugozităţii, proprietăţilor fizico-mecanice ale stratului superfecial. Aceste date se trec în tabel. Aici vom ţine cont de faptul că trepta de precizie ale suprafeţelor semefabricatului este de IT 16-17 şi rugozitatea de Rz160µm (trapta de precizie a semefabricatului 9 după GOST 26645-85).
Suprafeţele piesei pot fi prelucrate prin mai multe metode de prelucrare mecanică. Ca de exemplu suprafaţa cilindrică interioară Ø65H8 poate fi prelucrată prin strunjire, frezare, broşare; suprafeţele cilindrice exterioare la fel se pot prelucra prin strunjire sau frezare. Analizăm cele mai des utilizate procedee de prelucrare mecanică prin aşchiere a unor suprafeţe ale piesei date. Acestea se dau în tabel:
Coala № document.
Coala
SemnatUTM 521. 1017 ME
DataMod
Tabelul 5.1:
Tabelul 5.1(continuare):
Treapta de
precizie
Suprafaţa
160h11Ra 1.6
14 IT14 Ra 1.6
23 IT14Ra 6.3
44 IT14Ra 6.3
18 IT14Ra 6.3
Ø203f9Ra 1.6
V1 V2 V1 V2 V1 V2 V1 V2 V1 V2 V1 V216 Semifabricat15 SD FD SD FD SD FD SD FD SD FD14 SS FS SS FS SS FS SS FS SD SD13 SS FS1211 SF FF SS RS109 SF RF8
Treapta de
precizie
Suprafaţa
Ø151H14Ra 6.3
Ø99H14
Ra 6.3Ø65 H8Ra 1.6
Ø140 H9
Ra 1.6
Ø14 H12
Ra 6.3
M6-7H
V1 V2 V1 V2 V1 V2 V1 V2 V1 V2 V116 Semifabricat15 SD FD SD FD14 SS FS SS FS13 SD BD SD FD12 B B11 SS FS10 SS BS9 SF FF8 SF BF7 Filetare
Coala № document.
Coala
SemnatUTM 521. 1017 ME
DataMod
5.2. Succeseunea fazelor tehnologice adoptate
Analizând pe rând toate variantele pentru a o alege pe cea optimală ţinând cont de tipul producerii, caracteristicile lucrătorilor, tendinţelor contemporane de elaborare a proceselor tehnologice stabilim următoarele:
- varianta cu broşare nu este cea mai bună în cazul nostru deoarece necesită scule speciale şi se utilizează în producerea de serie mare;
- varianta cu frezare de asemenea nu este binevenită deoarece necesită traiectorii speciale de deplasare a sculei şi este mai puţin productivă decât cea de strunjire.
- varianta cu rectificarea la fel necesită utilaje suplimentare şi provoacă în timpul aşchierii praf de fontă din care cauză va fi necesar de a avea ventilatoare auxiliare.
Deci, la elaborarea procesului tehnologic ca cea mai optimală variantă de prelucrare vom alege strunjirea.
Găurile şi teşiturilese vor obţine dintr-o fază tehnologică la treapta ITI4 de precizie cu Rugozitatea necesară
Aici nu au fost analizate fazele pentru prelucrarea canelurilor deoarece aceasta se obţine dintr-o singură fază (precizia suprafeţei la treapta 12 de precizie iar calitatea suprafeţei la Ra =1,6 va depinde în mod direct de profilul şi materialul sculei cât şi de regimurile de aşchiere.Trebuie de menţionat faptul că maşina unealtă ce se va selecta trebuie să asigure numaidecât aceste cerinţe, în caz contrar dimensiunile funcţionale nu se vor asigura.
Coala № document.
Coala
SemnatUTM 521. 1017 ME
DataMod
6. Elaborarea planului de operaţii şi a schemelor de instalare
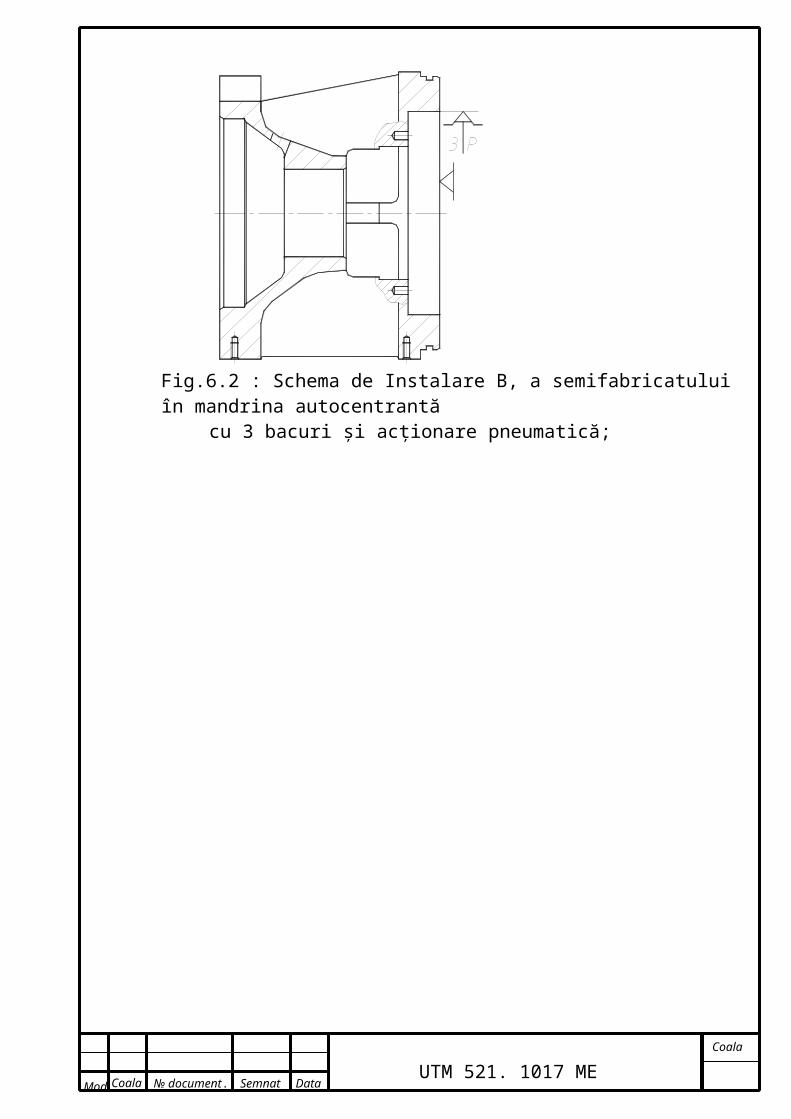
Din punctul 2 am stabilit numărul şi succesiunea de faze tehnologice pentru prelucrarea fiecărei suprafaţe în parte. Acum trebuie să stabilim succesiunea acestora în planul de operaţii. Însă utilizînd o MUCN modernă reducem numărul operaţiilor de prelucrare la minim. Aceasta este posibil datorită faptului că MU dispune de 2 mandrine. Deci vom avea 2 instalări iar însăşi principiul de prelucrare este următorul: Instalarea A, fabricatul se fixează în prima mandrină, astfel se prelucrează toate suprafeţele disponibile posibil de prelucrat; Instalarea B, fabricatul este strîns în mandrina a 2-a,şi se prelucrează celelalte suprafeţe, care nu au fost posibil de prelucrat la instalarea A.
Deci reeşind din cele spuse mai sus stabilim ordinea fazelor tehnologice de prelucrare a fabricatului în procesul tehnologic. La instalarea A vom prelucra următoarele suprafeţe avînd cotele: suprafaţa frontală- 160h11(prelucrarea definitivă la instalarea B), 23H14,14 H14, 44H14, 68H14, 5h14, 30h14; 2 teşituri- 2*300; canalul exterior- 4,7H13 la Ø197,5h13; suprafeţele cilindrice interioare- Ø151H14, Ø99H14; suprafeţele cilindrice exterioare- Ø217h14, Ø203f9; găurile- 2 găuri înfundate Ø6 la cota 10h14; găurile cu filet- 8 găuri străpunse M12-7H, 3 găuri înfundate M6-7H*12-16/1*450. Piesa este fixată în mandrina cu 3 fălci cu acţionare pneumatică autocentrantă. Schema de instalare a semifabricatului şi succesiunea fazelor tehnologice de prelucrare este prezentată în figurile ce urmează:
Fig.6.1 :Schema de Instalare A, a semifabricatului în mandrina autocentrantă cu 3 bacuri şi acţionare pneumatică;
Coala № document.
Coala
SemnatUTM 521. 1017 ME
DataMod
Fig.6.2 : Schema de Instalare B, a semifabricatului în mandrina autocentrantă
cu 3 bacuri şi acţionare pneumatică;
Coala № document.
Coala
SemnatUTM 521. 1017 ME
DataMod
7. Adaosuri de prelucrare minimale
În acest punct vom determina adaosurile de prelucrare minimale, intermediare, maximale pentru toate suprafeţele piesei ce necesită prelucrarea mecanică.
Adaosul de prelucrare minim pentru suprafeţe cilindrice şi frontale se calculă după relaţiile date în (2 tab.4.2). Pentru suprafeţe cilindrice:
2z=2(Rzi-1+Si-1+ )iar pentru suprafeţele plane nesimetrice:
zmin =Rzi-1+Si-1+ρi-1+εi
unde: Rzi-1 – rugozitatea suprafeţei obţinută de la opraţia precedentă de prelucrare sau altă prelucrare;
Si-1 – grosimea stratului defectat ce apare la solidificarea piesei la turnare, pentru fontă acest strat se înlătură după prima operaţie de prelucrare mecanică;
ρi-1 – abaterea spaţială rezultată în urma prelucrării la faza precedentă;εi – eroare de instalare.
ρi-1=unde: ρax – eroarea spaţială axială ce rezultă în urma deplasării miezului la etapa de
turnare adică gaura nu este concentrică cu tot restul solidului; ρdef – eroarea spaţială de deformare a suprafeţelor.
εi=
unde: εb – eroarea de bazare a semifabricatului în dispozittiv; εfix – eroarea de fixare a semifabricatului în dispozitiv.Eroarea de fixare este nulă pentru toate cazurile deoarece pentru operaţiile de
prelucrare a suprafeţelor pentru care se determină adaosul de prelucrare se folosesc dispozitive de strângere cu acţionare pneumatică ce menţin forţa de strângere constantă. Eroarea de bazare pentru calculul adaosului pe diametru la fel este nulă, iar pentru suprafeţele plane se stabileşte în dependenţă de schema de instalare.
Calculul analitic al adaosurilor îl vom efectua pentru suprafaţa Ø140H9.Suprafaţa se va prelucra prin strungire din 3 faze tehnologice: degroşare,
semifinisare, finisare.Pentru faza 1:
εi=440·0,06=26,4µm;2z1=2(400+2405+26,4)=5662,8µm;
Pentru faza a 2:Rz=80; S=50;ρ=0,05·ρprec.=0,05·2405=120µm;εi=440·0,05=22µm;2z2=2(80+50+120+22)=544µm;
Pentru faza a 3:
Coala № document.
Coala
SemnatUTM 521. 1017 ME
DataMod
Rz=20µm; S=20;ρ=0,05·ρprec.=0,05·120=6µm;εi=440·0,04=17,6µm;2z3=2(20+20+6+17,6)=127,2µm;
Pentru a echilibra adaosul de prelucrare proporţional pe toate fazele procedăm în felul următor:Adaosul total: ztot=5662,8+544+127,2=6334µm=6,334mm;Pentru faza 1:
z1=⅔ztot=⅔6334=4222µm=4,2mm;Pentru faza 2:
z2=⅔(ztot-z1)=⅔(6334-4222)=1408µm=1,4mm;Pentru faza 3:
z3=ztot-z2-z1=704µm=0,7mm;Toleranţa cotei obţinute după faza 1: H14, T1=1000µm; după faza 2: H11, T2=250µm.Diametrul maximal al suprafeţei finite:
D1max=140+0,1=36,1mm;Dimensiunea minimă înainte de finisare( după semifinisare):
Dmin=140,1-0,7-0,25=139,15mm. Deci semifinisarea se execută la cota Ø139,15+0,25;Dimensiunea minimă înainte de semifinisare(după degroşare):
Dmin=139,15-1,4-1=136,75mm. Faza 1 se execută la cota Ø136,75+1;Deametrul semefabricatului :
Dsf=136,75-4,2-1,4=131,15mm. Toleranţa dimensiunii pe s/f 2,5mm.Cota pe s/f va fi de Ø130±1,25mm.
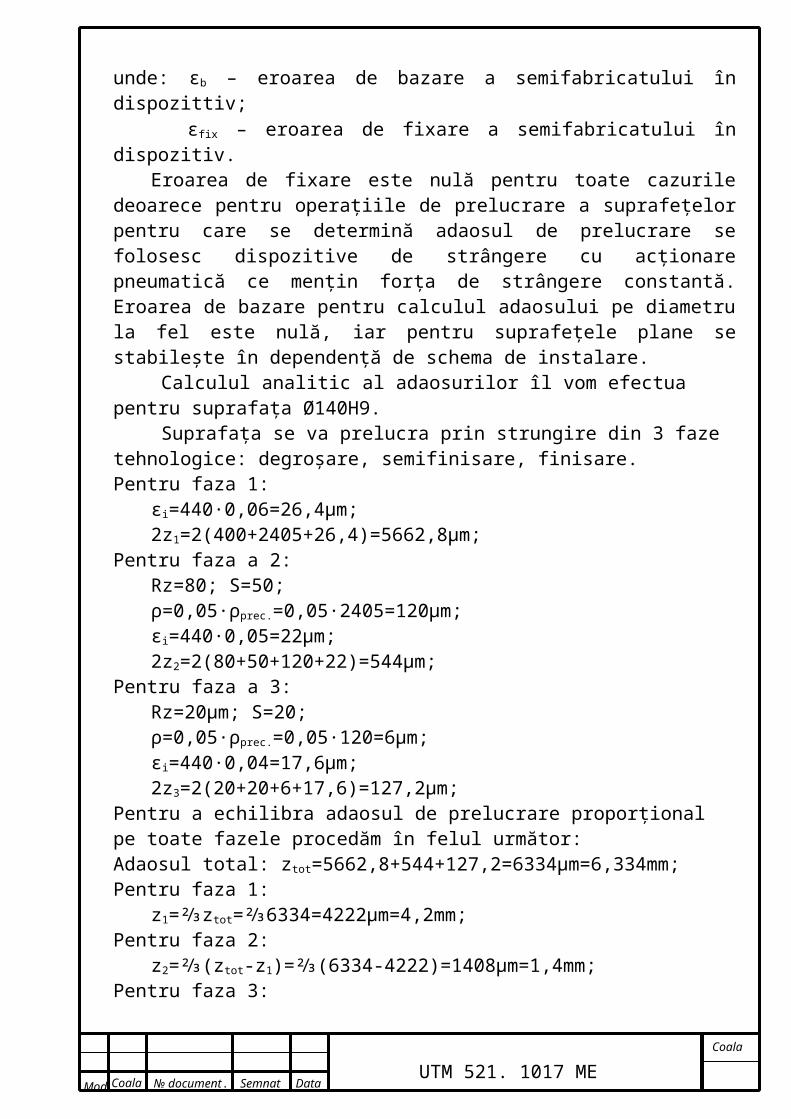
Pentru a înţelege mai bine cum se repartizează adaosurile de prelucrare pe suprafeţele cilindrice pentru fiecare fază tehnologică reprezentăm grafic schema de repartizare a adaosului pentru fiecare fază tehnologică de prelucrare mecanică.
Repartiţia adaosurilor de prelucrare la obţinerea suprafeţei interioare Ø140H9:
Coala № document.
Coala
SemnatUTM 521. 1017 ME
DataMod
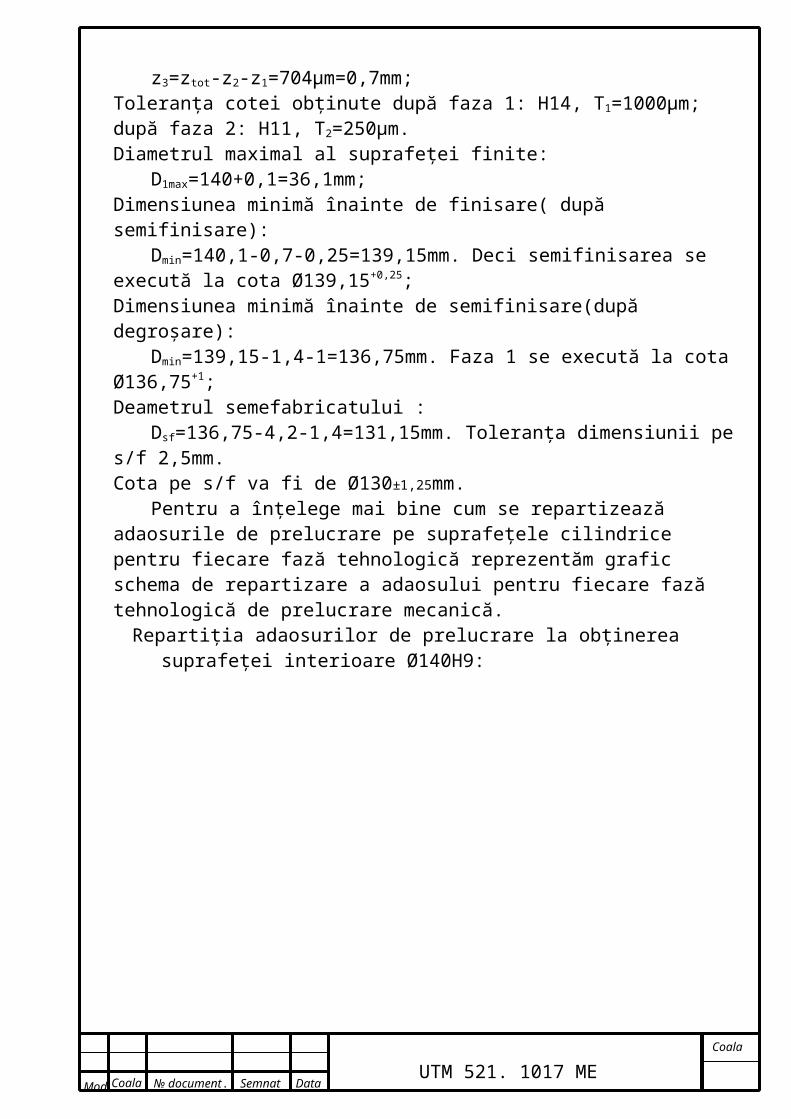
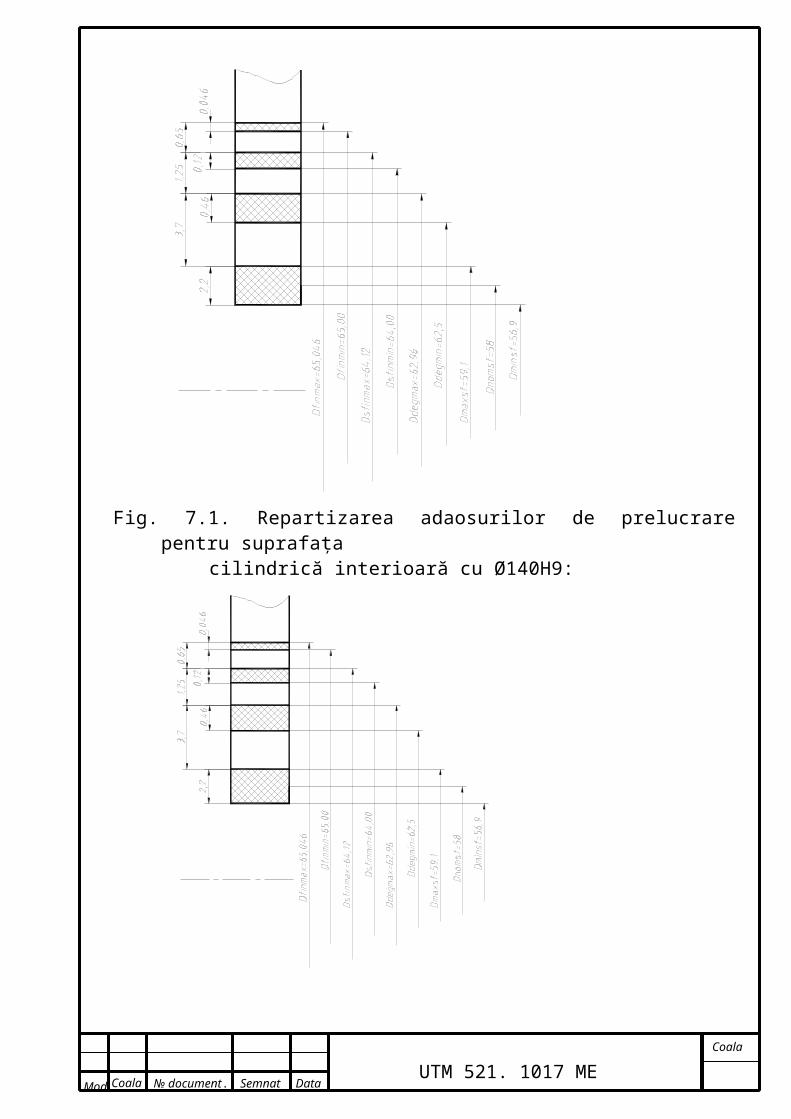
Fig. 7.1. Repartizarea adaosurilor de prelucrare pentru suprafaţa cilindrică interioară cu Ø140H9:
Fig. 7.2. Repartizarea adaosurilor de prelucrare pentru suprafaţa cilindrică interioară cu Ø65H8:
Coala № document.
Coala
SemnatUTM 521. 1017 ME
DataMod
Dimensiunile ce cuprind porţiunea haşurată reprezintă toleranţele piesei sau a semifabricatului după fiecare fază. Dimensiunile cuprinse între 2 porţiuni haşurate reprezintă adaosul minimal de prelucrare pentru fiecare fază tehnologică. Restul dimensiunilor din partea dreaptă reprezintă cotele reale ale piesei, semifabricatului după toate fazele de prelucrare mecanică inclusiv şi înainte de prelucrare (semifabricatului). Sunt reprezentate diametrele maximale, minimale ale piesei, semifabricatului, precum şi diametrul nominal al semifabricatului.
Pentru celelalte suprafeţe adaosurile minime le vom alege din tabele în dependenţă de metod de obţinere a semifabricatului, de dimensiunile nominale ale suprafeţelor, de depărtarea lor faţă de baza tehnologică.
După [2] tab.3.1 în dependenţă de metoda de obţinere a semifabricatului şi degabaritele lui avem:
;
5-11t- treptele de precizie ce pot fi obţinute prin metoda dată;1-3- şirurile de adaosuri. Şirul se alege în dependenţă de traeptă. Cu cît este
mai înaltă treapta de precizie cu atît vor fi adaosurile mai mari. Clasa de precizie a semifabricatului o vom alege în corespundere cu treapta de precizie IT16 şi va fi clasa 10. Deci avem 10/2. Alegem adaosurile minime şi le introducem în tabelă.
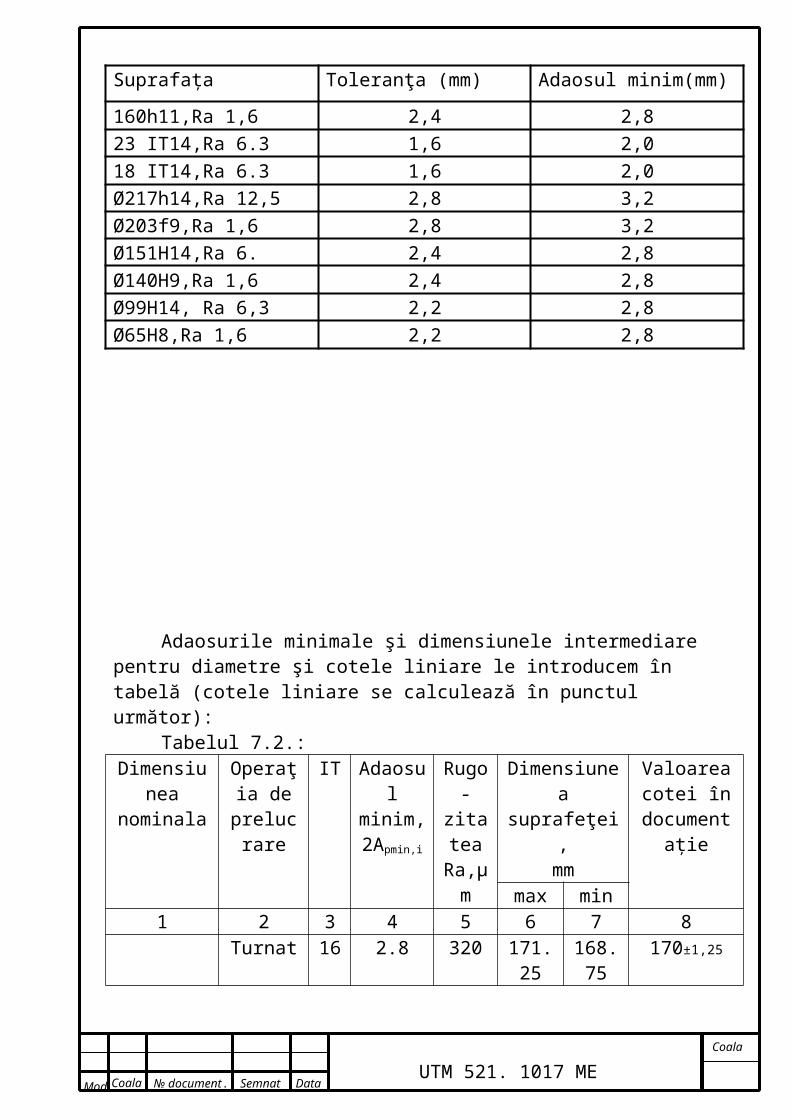
Tabela 7.1:Suprafaţa Toleranţa (mm) Adaosul minim(mm)
160h11,Ra 1,6 2,4 2,823 IT14,Ra 6.3 1,6 2,018 IT14,Ra 6.3 1,6 2,0Ø217h14,Ra 12,5 2,8 3,2Ø203f9,Ra 1,6 2,8 3,2Ø151H14,Ra 6. 2,4 2,8Ø140H9,Ra 1,6 2,4 2,8Ø99H14, Ra 6,3 2,2 2,8Ø65H8,Ra 1,6 2,2 2,8
Coala № document.
Coala
SemnatUTM 521. 1017 ME
DataMod
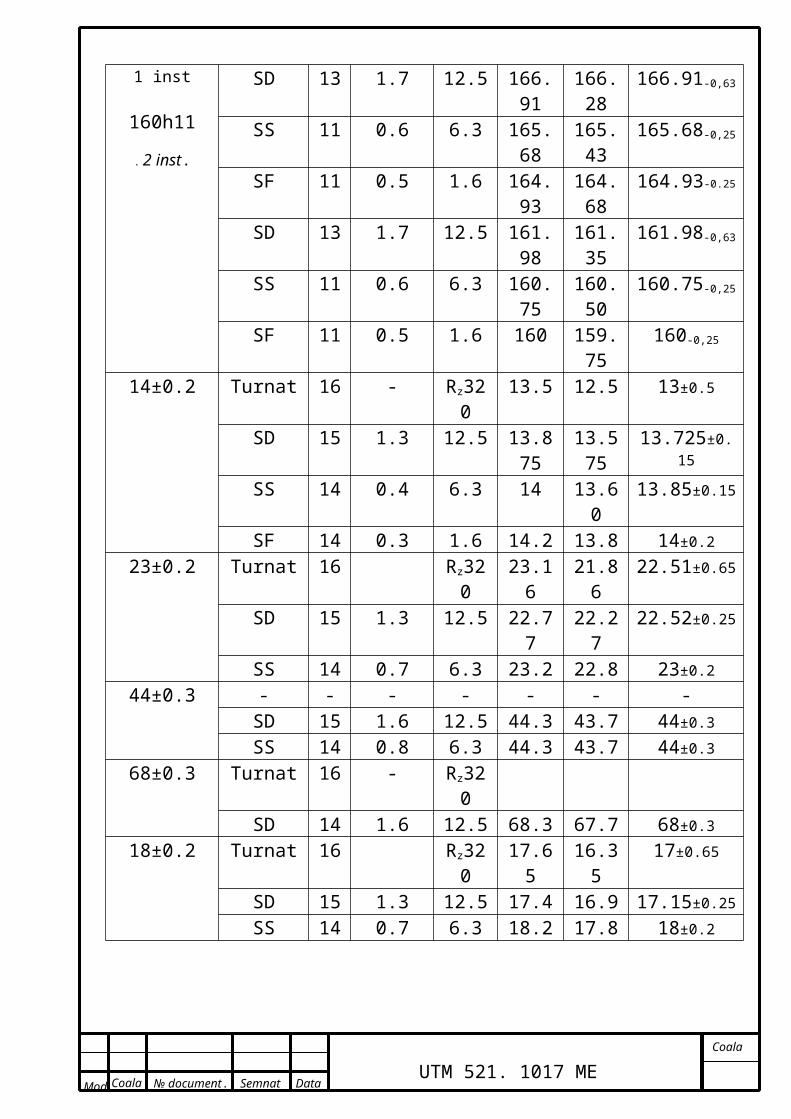
Adaosurile minimale şi dimensiunele intermediare pentru diametre şi cotele liniare le introducem în tabelă (cotele liniare se calculează în punctul următor):
Tabelul 7.2.:Dimensiunea
nominalaOperaţia
de prelucrare
IT Adaosul minim,2Apmin,i
Rugo-zitateaRa,μ
m
Dimensiunea suprafeţei,
mm
Valoarea cotei în
documentaţiemax min
1 2 3 4 5 6 7 8
1 inst
160h11
. 2 inst.
Turnat 16 2.8 320 171.25 168.75 170±1,25
SD 13 1.7 12.5 166.91 166.28 166.91-0,63
SS 11 0.6 6.3 165.68 165.43 165.68-0,25
SF 11 0.5 1.6 164.93 164.68 164.93-0.25
SD 13 1.7 12.5 161.98 161.35 161.98-0,63
SS 11 0.6 6.3 160.75 160.50 160.75-0,25
SF 11 0.5 1.6 160 159.75 160-0,25
14±0.2 Turnat 16 - Rz320 13.5 12.5 13±0.5
SD 15 1.3 12.5 13.875 13.575 13.725±0.15
SS 14 0.4 6.3 14 13.60 13.85±0.15
SF 14 0.3 1.6 14.2 13.8 14±0.2
23±0.2 Turnat 16 Rz320 23.16 21.86 22.51±0.65
SD 15 1.3 12.5 22.77 22.27 22.52±0.25
SS 14 0.7 6.3 23.2 22.8 23±0.2
44±0.3 - - - - - - -SD 15 1.6 12.5 44.3 43.7 44±0.3
SS 14 0.8 6.3 44.3 43.7 44±0.3
68±0.3 Turnat 16 - Rz320SD 14 1.6 12.5 68.3 67.7 68±0.3
18±0.2 Turnat 16 Rz320 17.65 16.35 17±0.65
SD 15 1.3 12.5 17.4 16.9 17.15±0.25
SS 14 0.7 6.3 18.2 17.8 18±0.2
Coala № document.
Coala
SemnatUTM 521. 1017 ME
DataMod
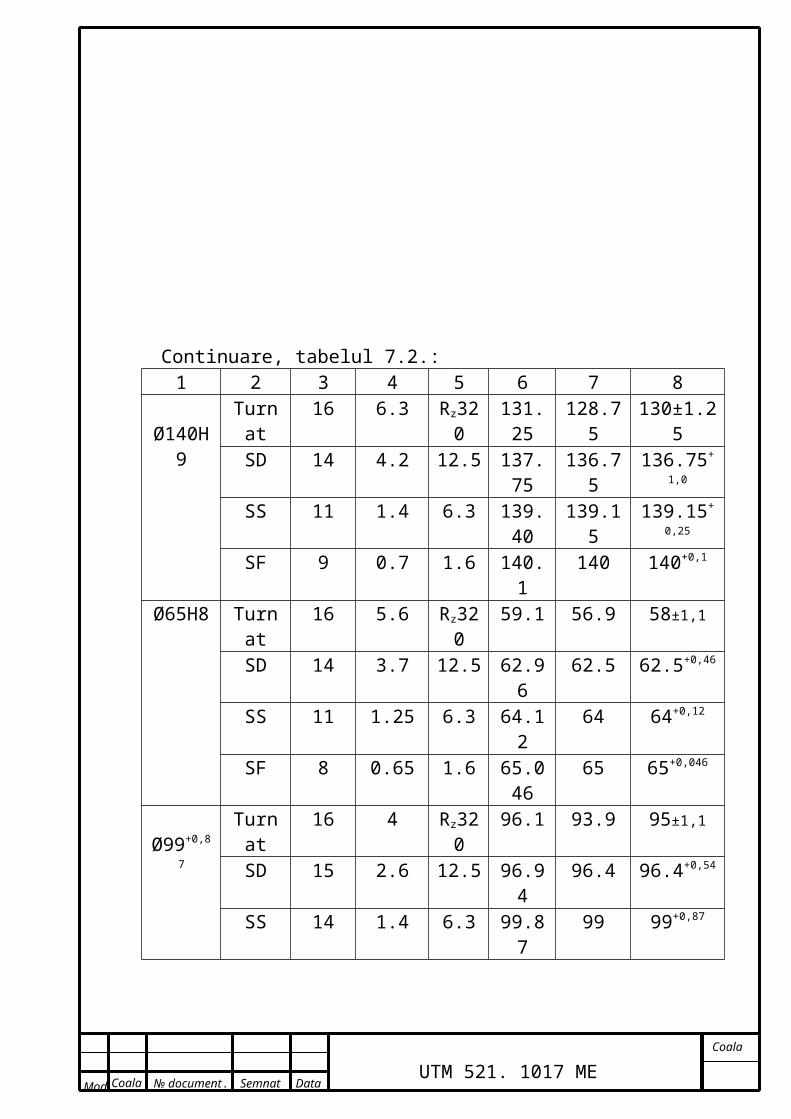
Continuare, tabelul 7.2.:1 2 3 4 5 6 7 8
Ø140H9Turnat 16 6.3 Rz320 131.25 128.75 130±1.25
SD 14 4.2 12.5 137.75 136.75 136.75+1,0
SS 11 1.4 6.3 139.40 139.15 139.15+0,25
SF 9 0.7 1.6 140.1 140 140+0,1
Ø65H8 Turnat 16 5.6 Rz320 59.1 56.9 58±1,1
SD 14 3.7 12.5 62.96 62.5 62.5+0,46
SS 11 1.25 6.3 64.12 64 64+0,12
SF 8 0.65 1.6 65.046 65 65+0,046
Ø99+0,87Turnat 16 4 Rz320 96.1 93.9 95±1,1
SD 15 2.6 12.5 96.94 96.4 96.4+0,54
SS 14 1.4 6.3 99.87 99 99+0,87
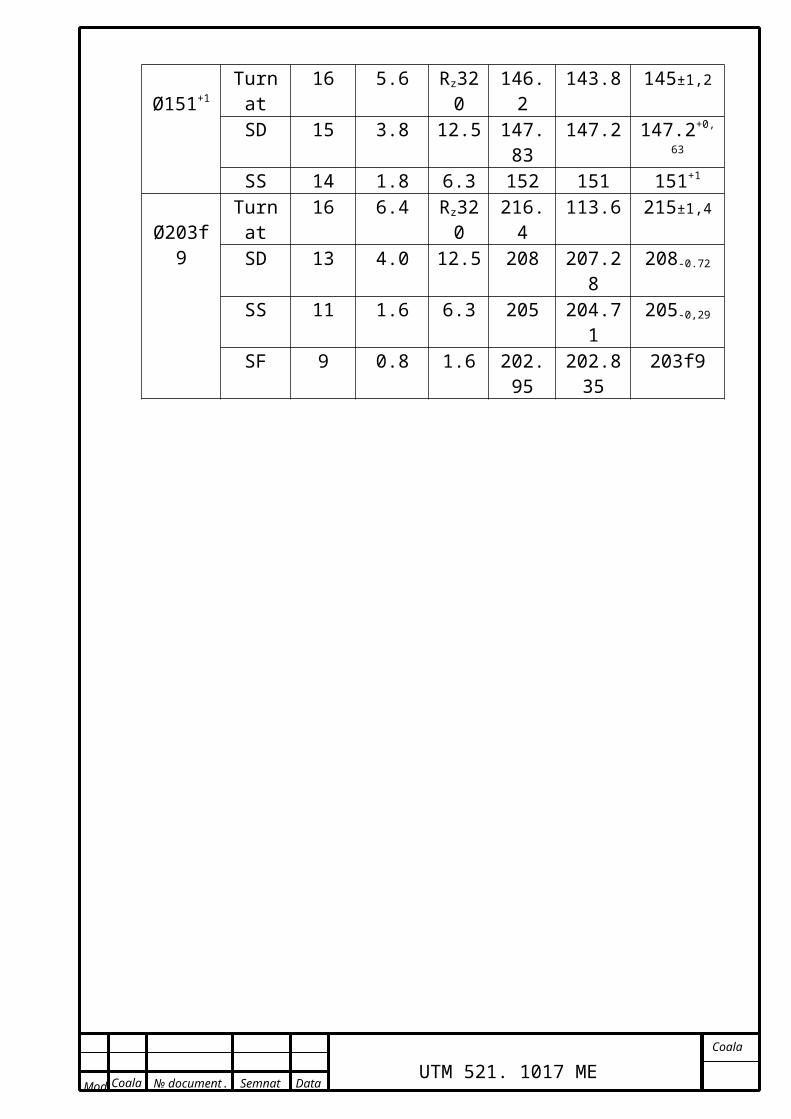
Ø151+1Turnat 16 5.6 Rz320 146.2 143.8 145±1,2
SD 15 3.8 12.5 147.83 147.2 147.2+0,63
SS 14 1.8 6.3 152 151 151+1
Ø203f9Turnat 16 6.4 Rz320 216.4 113.6 215±1,4
SD 13 4.0 12.5 208 207.28 208-0.72
SS 11 1.6 6.3 205 204.71 205-0,29
SF 9 0.8 1.6 202.95 202.835 203f9
Coala № document.
Coala
SemnatUTM 521. 1017 ME
DataMod
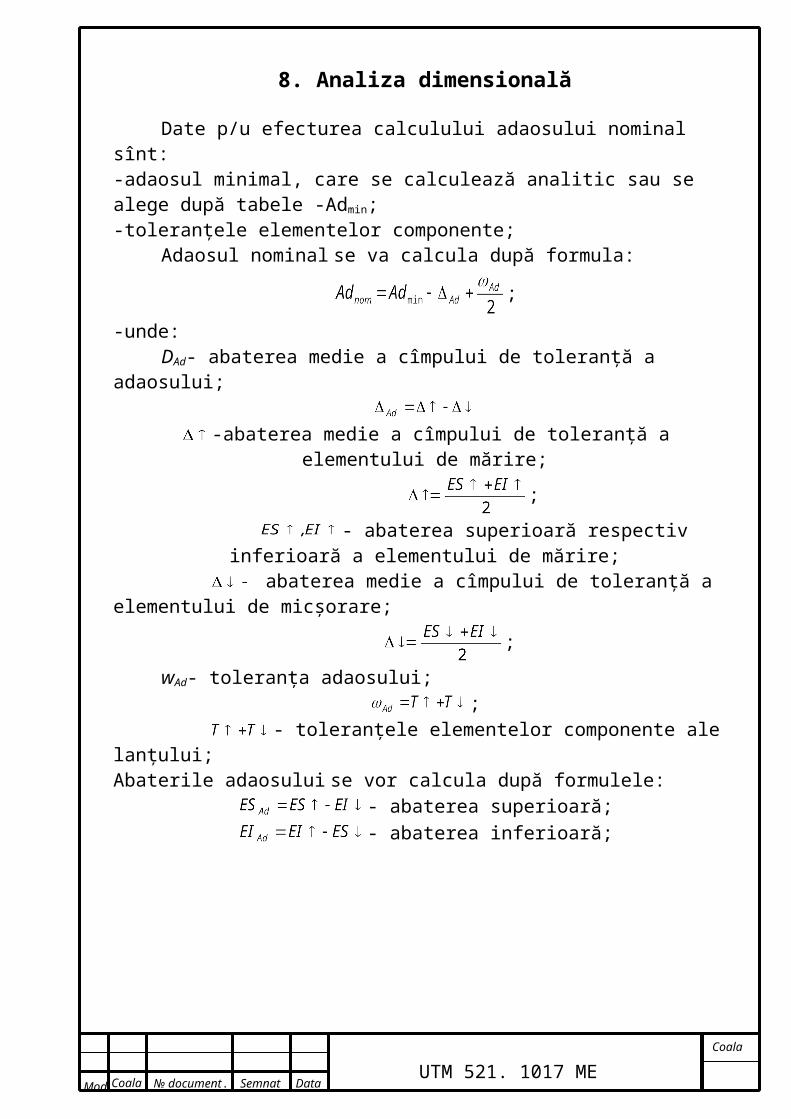
8. Analiza dimensională
Date p/u efecturea calculului adaosului nominal sînt:-adaosul minimal, care se calculează analitic sau se alege după tabele -Admin;-toleranţele elementelor componente;
Adaosul nominal se va calcula după formula:
;
-unde:DAd- abaterea medie a cîmpului de toleranţă a adaosului;
-abaterea medie a cîmpului de toleranţă a elementului de mărire;
;
- abaterea superioară respectiv inferioară a elementului de mărire;
abaterea medie a cîmpului de toleranţă a elementului de micşorare;
;
wAd- toleranţa adaosului;;
- toleranţele elementelor componente ale lanţului;Abaterile adaosului se vor calcula după formulele:
- abaterea superioară;- abaterea inferioară;
Coala № document.
Coala
SemnatUTM 521. 1017 ME
DataMod
Coala № document.
Coala
SemnatUTM 521. 1017 ME
DataMod
Cata A= 160h11;
Ad1min= 1,7mm;Ad2min= 0,6mm;Ad3min= 0,5mm;Ad4min= 1,7mm;Ad5min= 0,6mm;Ad6min= 0,5mm;
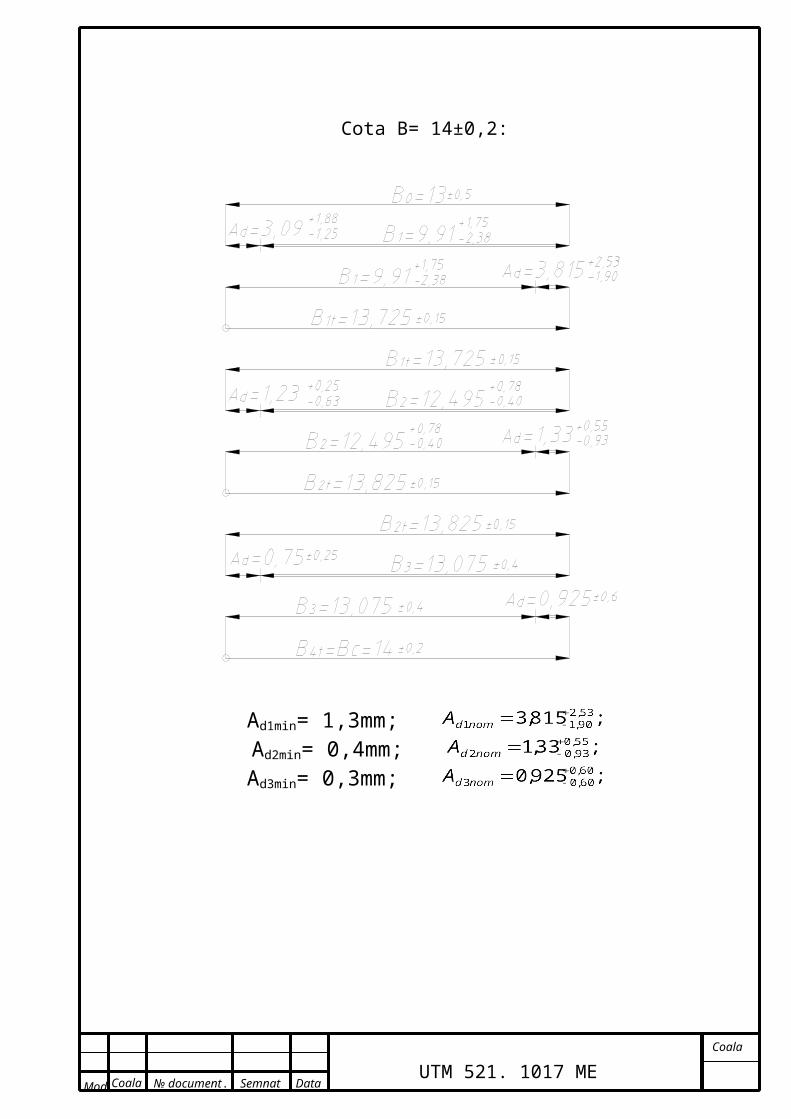
Cota B= 14±0,2:

Coala № document.
Coala
SemnatUTM 521. 1017 ME
DataMod
Ad1min= 1,3mm;Ad2min= 0,4mm;Ad3min= 0,3mm;
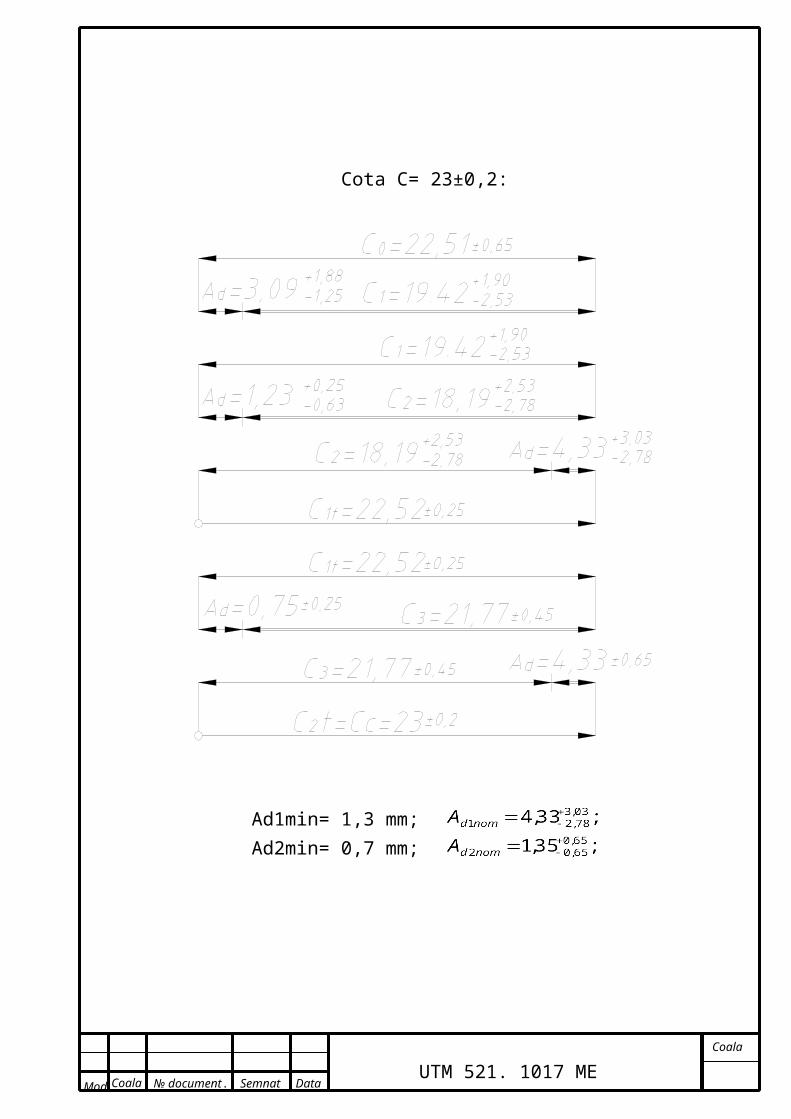
Cota C= 23±0,2:
Coala № document.
Coala
SemnatUTM 521. 1017 ME
DataMod
Ad1min= 1,3 mm;Ad2min= 0,7 mm;
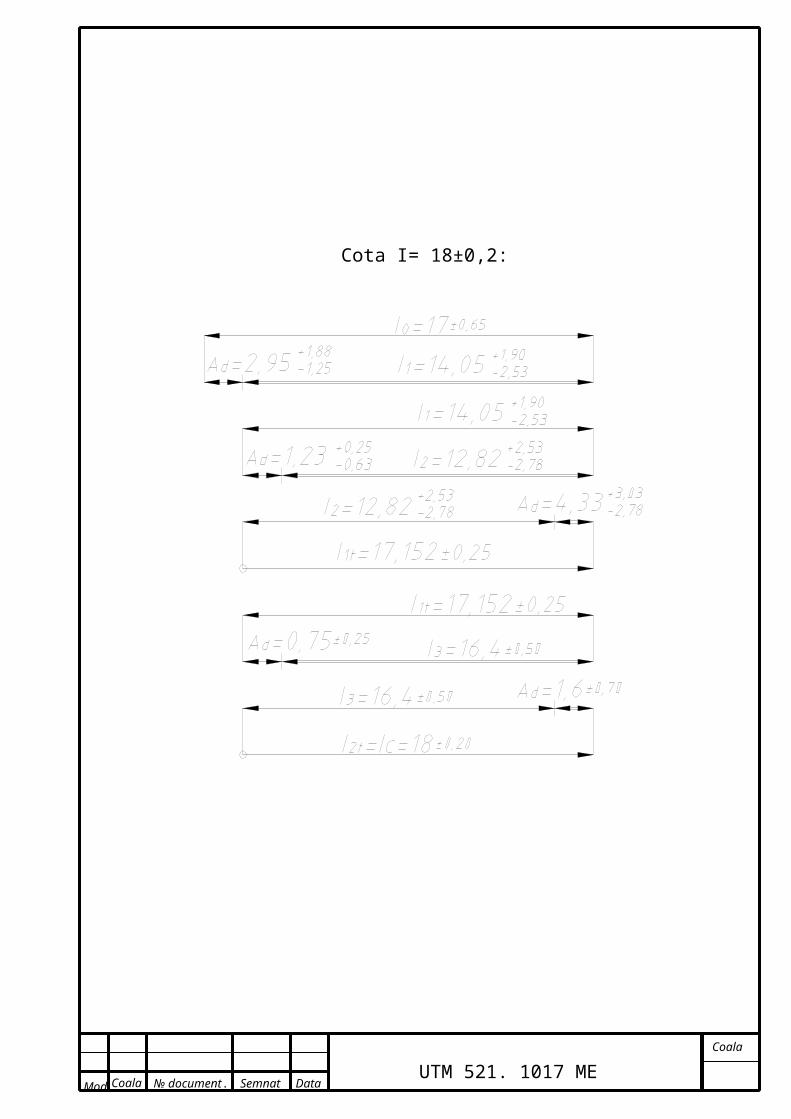
Cota I= 18±0,2:

Coala № document.
Coala
SemnatUTM 521. 1017 ME
DataMod
9. Structura procesului tehnologic
Coala № document.
Coala
SemnatUTM 521. 1017 ME
DataMod
Structura procesului tehnologic conţine planul de operaţii de prelucrare (succesiunea acestora) cu fazele respective, operaţiile de control, transportare, depozitare, tratamente termice.
Succesiunea operaţiilor de prelucrare a fost deja stabilită. Urmeză acum de a concretiza ordinea fiecărei operaţii în procesul de fabricaţie a piesei.
Operaţia 005 – turnarea semifabricatului; Operaţia 010 – transportare (de transportat lotul de piese în secţia de
prelucrare mecanică);Operaţia 015 – strunjire compllexă;Operaţia 020 – control;Operaţia 025 - transportarea (de transportat lotul de piese la sectorul de
vopsire);Operaţia 030 - vopsirea;Operaţia 035 - transportare (de transportat lotul de piese la depozitul de
producţie finită).
Structura operaţiei 015 (instalarea A, instalarea B) este perzentată în tabelul 10. Operaţia de turnare a fost descrisă parţial în punctul 4. Operaţiile de control după prelucrarea mecanică se efectuiază prin măsurarea tuturor parametrilor constructivi şi calitativi obţinuţi după prelucrare (dimensiuni cu preciziile lor de formă, poziţie, dimensională, rugozităţi). Operaţia de control are sarcina de a depista efectele nedorite în cazul dacă acestea sunt prezente în structura piesei.Vopsirea se efectuiază mecanizat, iar transportarea cu electrocarul.
Fazele tehnologice de prelucrare mecanică a s/f-ului de la operaţia 015 p/u fiecare instalare sînt prezentate în tabelul 9:
Tabelul 9:
Coala № document.
Coala
SemnatUTM 521. 1017 ME
DataMod
Fazele de lucru Schiţa
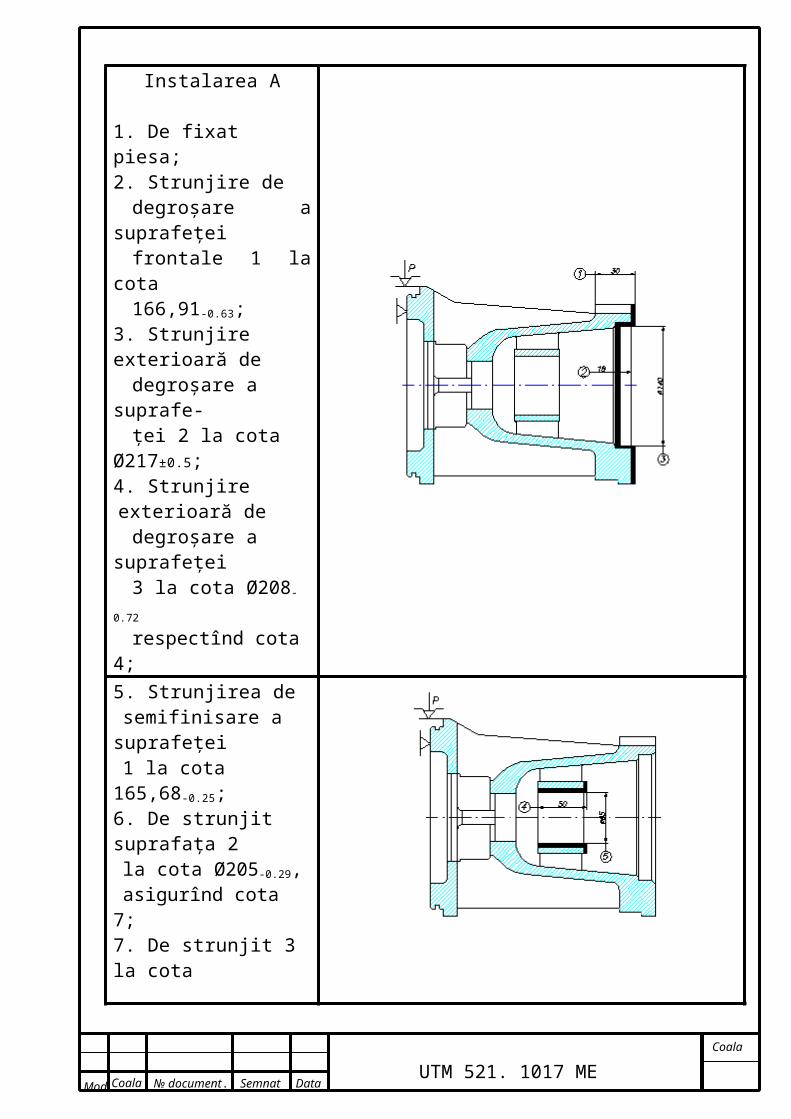
Instalarea A
1. De fixat piesa;2. Strunjire de
degroşare a suprafeţei frontale 1 la cota 166,91-0.63;
3. Strunjire exterioară de degroşare a suprafe-ţei 2 la cota Ø217±0.5;
4. Strunjire exterioară de degroşare a suprafeţei 3 la cota Ø208-0.72 respectînd cota 4;
5. Strunjirea de semifinisare a suprafeţei1 la cota 165,68-0.25;
6. De strunjit suprafaţa 2la cota Ø205-0.29,asigurînd cota 7;
7. De strunjit 3 la cota Ø147.2+0.63, respectînd cota 4;
8. De strungit prin degroşare suprafaţa cilindrică interioară 5 la cota Ø96.4+0.54, respectînd cota 6;
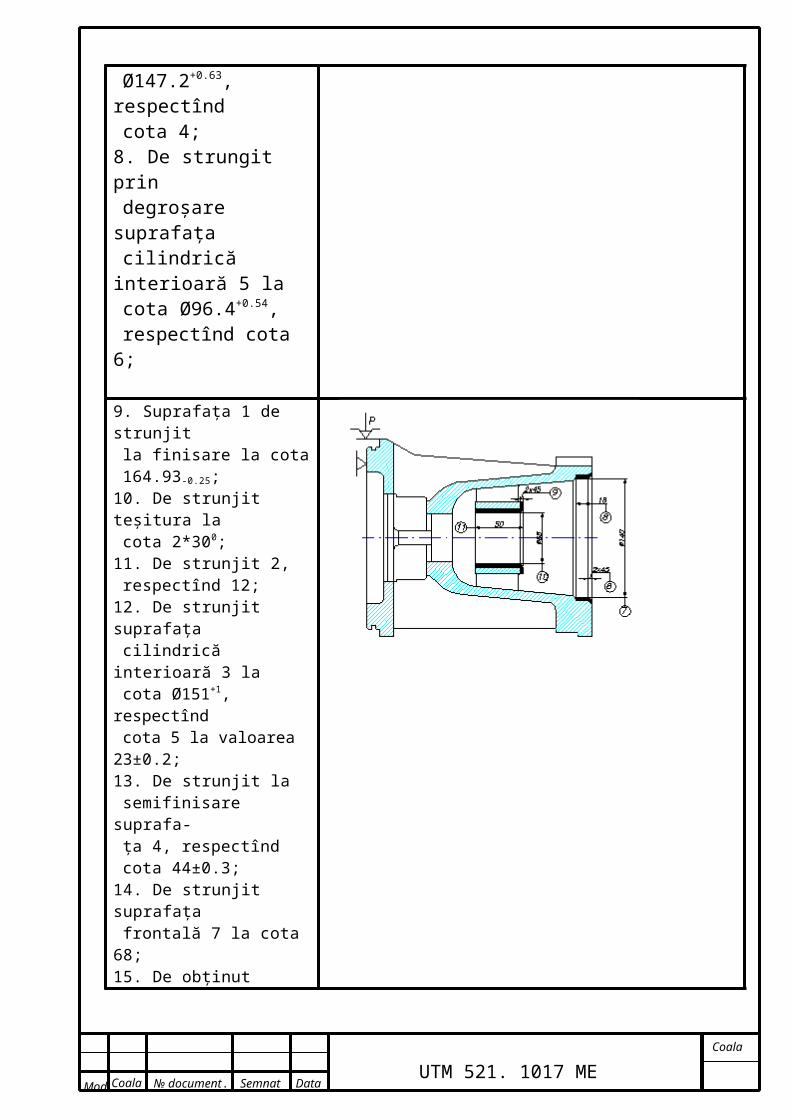
9. Suprafaţa 1 de strunjit la finisare la cota 164.93-0.25;
10. De strunjit teşitura la cota 2*300;
11. De strunjit 2, respectînd 12;
12. De strunjit suprafaţa
Coala № document.
Coala
SemnatUTM 521. 1017 ME
DataMod
cilindrică interioară 3 la cota Ø151+1, respectînd cota 5 la valoarea 23±0.2;
13. De strunjit la semifinisare suprafa-ţa 4, respectînd cota 44±0.3;
14. De strunjit suprafaţa frontală 7 la cota 68;
15. De obţinut teşitura sub 30o;
16. De strunjit canalul 8 la cota 4.7H13, respectînd cota 9 şi 10;
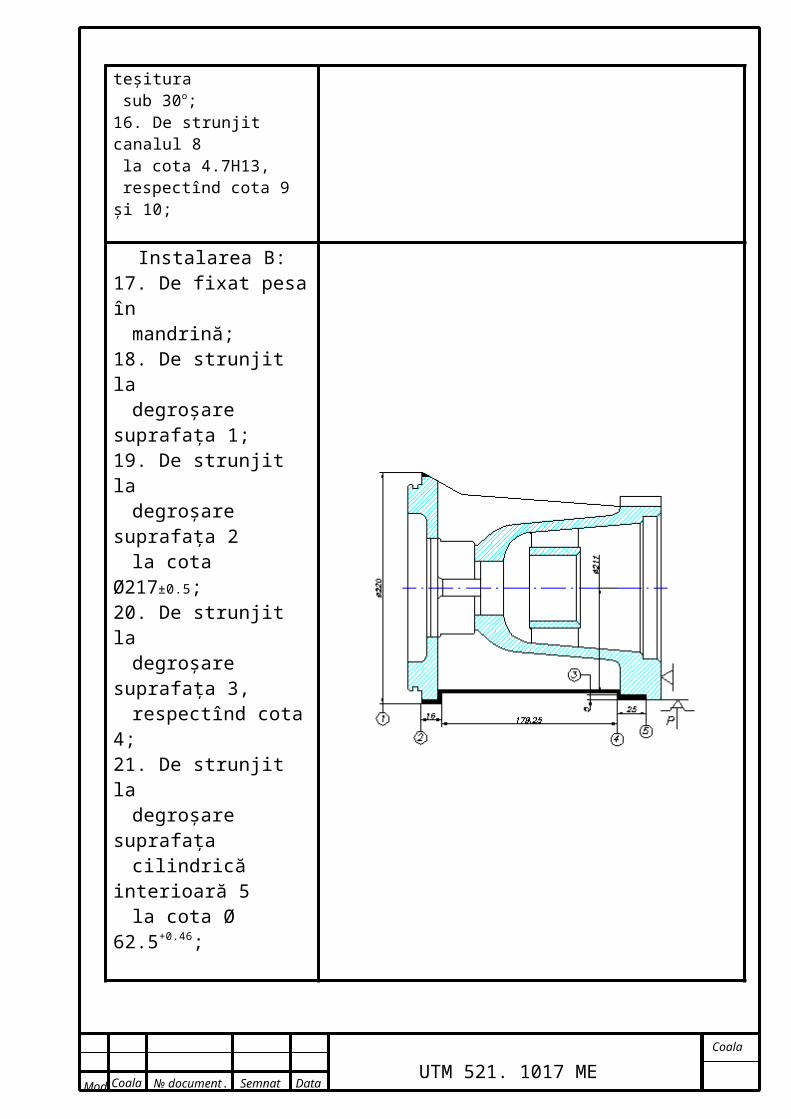
Instalarea B:17. De fixat pesa în
mandrină;18. De strunjit la
degroşare suprafaţa 1;19. De strunjit la
degroşare suprafaţa 2 la cota Ø217±0.5;
20. De strunjit la degroşare suprafaţa 3, respectînd cota 4;
21. De strunjit la degroşare suprafaţa cilindrică interioară 5 la cota Ø 62.5+0.46;
Coala № document.
Coala
SemnatUTM 521. 1017 ME
DataMod
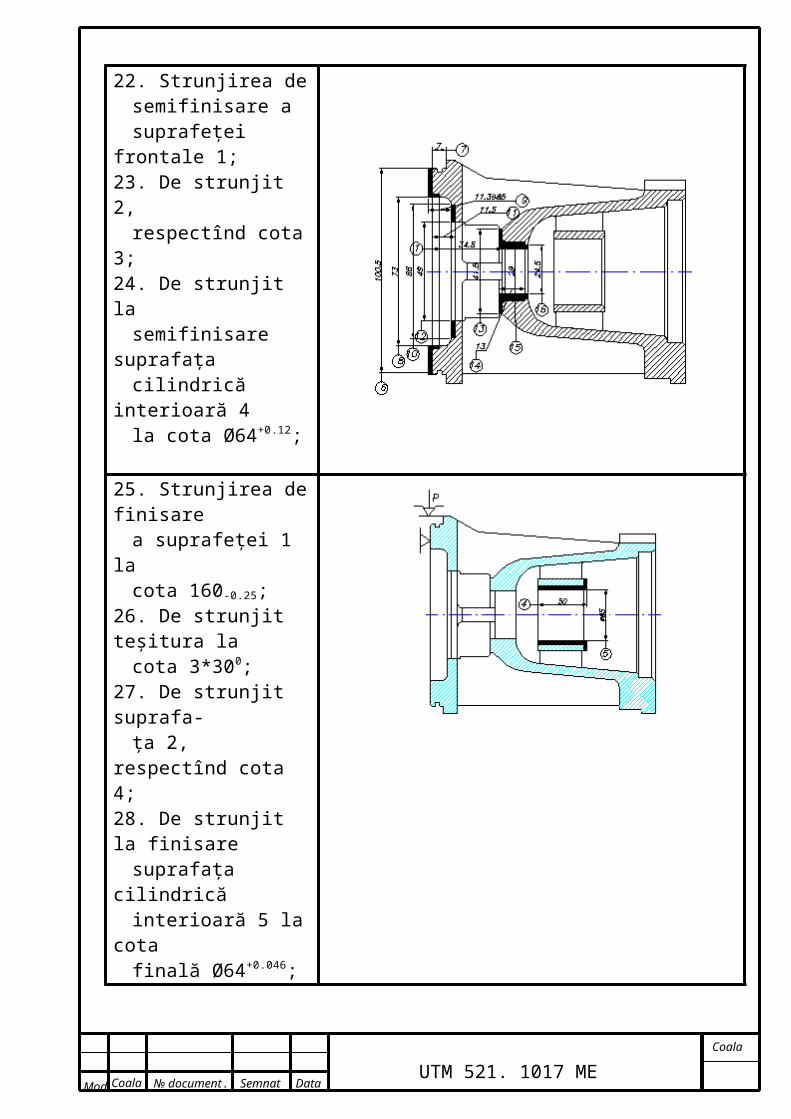
22. Strunjirea de semifinisare a suprafeţei frontale 1;
23. De strunjit 2, respectînd cota 3;
24. De strunjit la semifinisare suprafaţa cilindrică interioară 4 la cota Ø64+0.12;
25. Strunjirea de finisare a suprafeţei 1 la cota 160-0.25;
26. De strunjit teşitura la cota 3*300;
27. De strunjit suprafa-ţa 2, respectînd cota 4;
28. De strunjit la finisare suprafaţa cilindrică interioară 5 la cota finală Ø64+0.046;
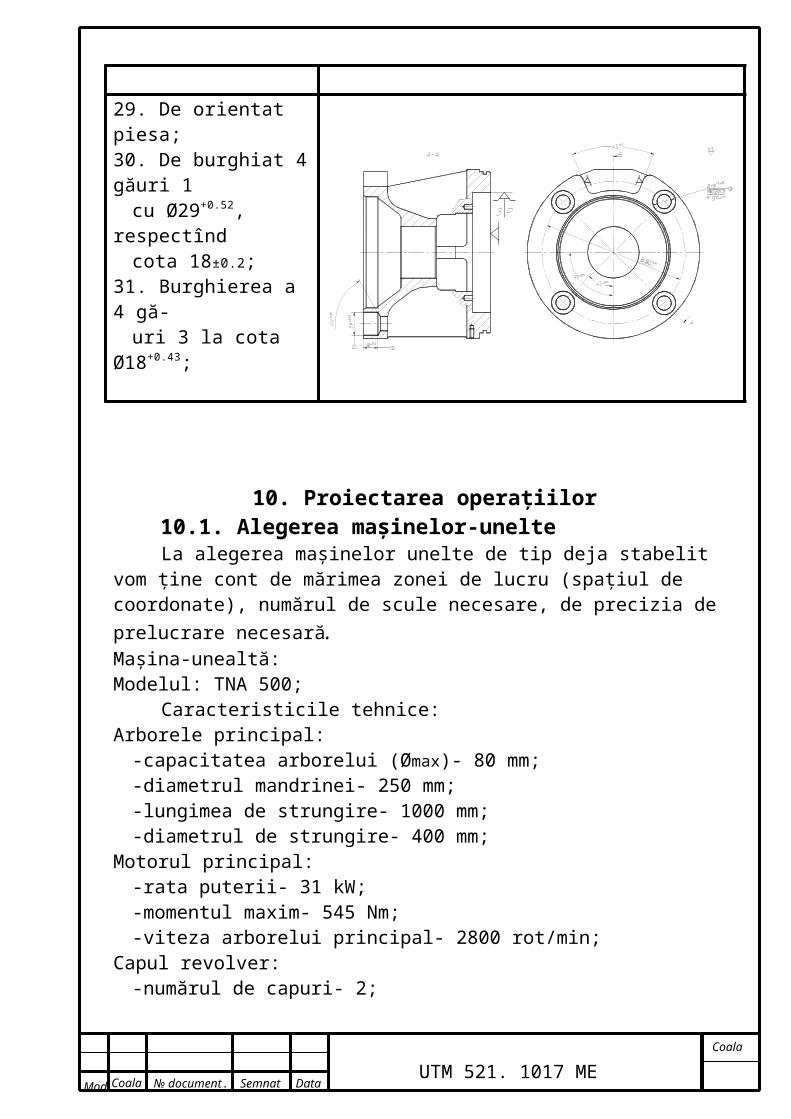
29. De orientat piesa;30. De burghiat 4 găuri 1
cu Ø29+0.52, respectînd cota 18±0.2;
31. Burghierea a 4 gă-uri 3 la cota Ø18+0.43;
10. Proiectarea operaţiilor
Coala № document.
Coala
SemnatUTM 521. 1017 ME
DataMod
10.1. Alegerea maşinelor-unelteLa alegerea maşinelor unelte de tip deja stabelit vom ţine cont de mărimea
zonei de lucru (spaţiul de coordonate), numărul de scule necesare, de precizia de prelucrare necesară.Maşina-unealtă:Modelul: TNA 500;
Caracteristicile tehnice:Arborele principal:
-capacitatea arborelui (Ømax)- 80 mm;-diametrul mandrinei- 250 mm;-lungimea de strungire- 1000 mm;-diametrul de strungire- 400 mm;
Motorul principal:-rata puterii- 31 kW;-momentul maxim- 545 Nm;-viteza arborelui principal- 2800 rot/min;
Capul revolver:-numărul de capuri- 2;-numărul de scule ce pot fi instalate în capul revolver- 12;-diametrul cozii- 40 mm;-avansul de lucru;-avansul rapid- 15 m/min;-forţa de avans- 8000 N;-avansul rapid pe axa Z- 20 m/min;-forţa de avans pe axa Z-12500 N;
Gabaritele maşinii:-lungimea*lăţimea- 5500*2287 mm;-înălţimea- H-2147 mm;-greutatea- 6800 kg;-puterea totală- 42 kW;
Coala № document.
Coala
SemnatUTM 521. 1017 ME
DataMod
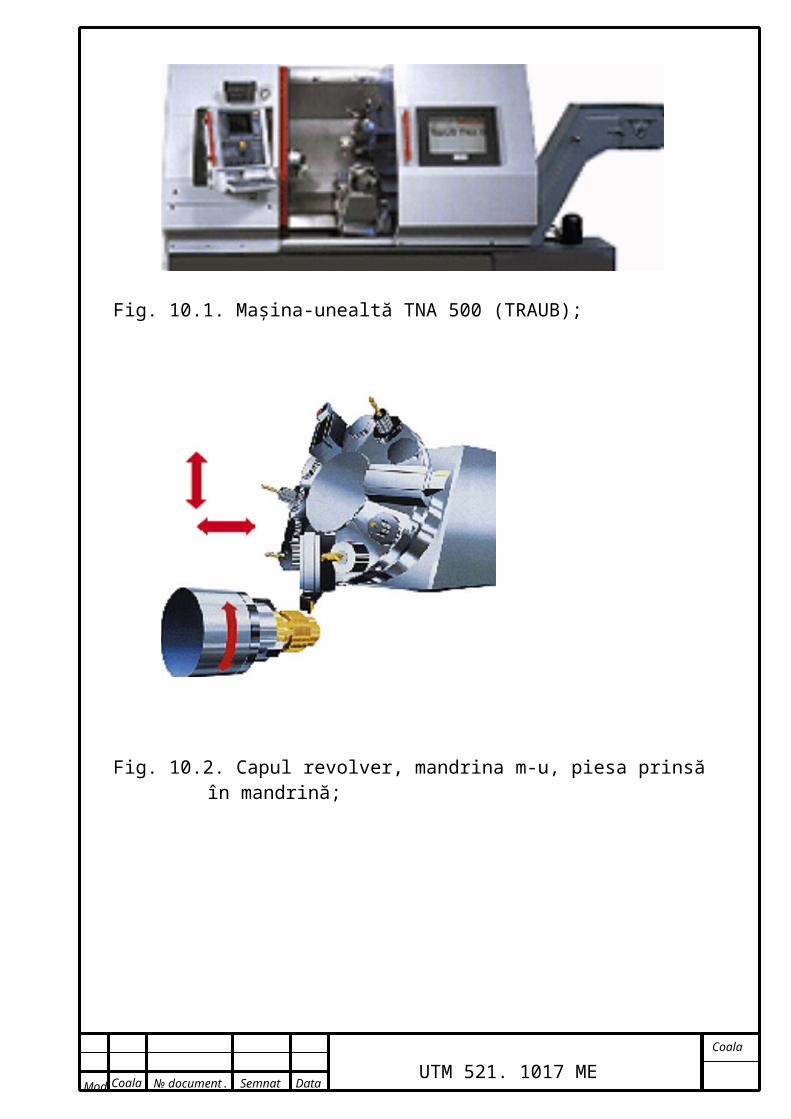
Vederea generala a MUCN TNA 500 este prezentata in figura urmatoare:
Fig. 10.1. Maşina-unealtă TNA 500 (TRAUB);
Fig. 10.2. Capul revolver, mandrina m-u, piesa prinsă în mandrină;
Coala № document.
Coala
SemnatUTM 521. 1017 ME
DataMod
1.11.2. Alegerea sculelor aşchietoare
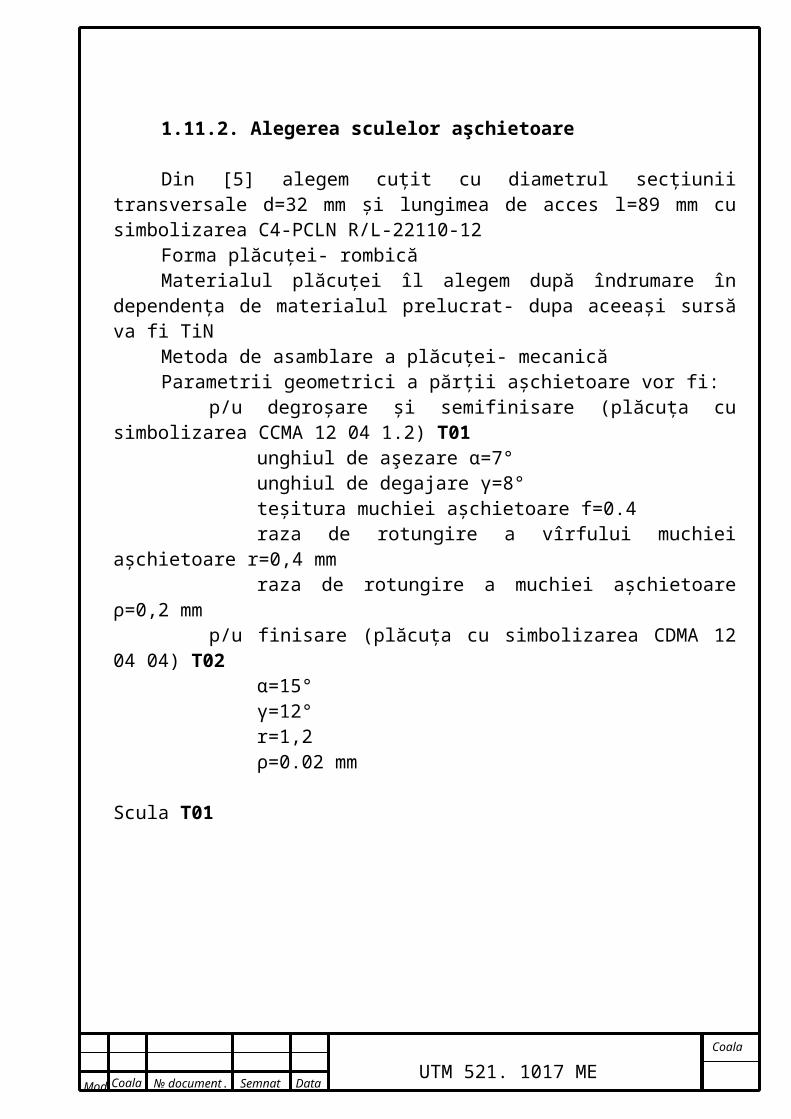
Din [5] alegem cuţit cu diametrul secţiunii transversale d=32 mm şi lungimea de acces l=89 mm cu simbolizarea C4-PCLN R/L-22110-12
Forma plăcuţei- rombicăMaterialul plăcuţei îl alegem după îndrumare în dependenţa de materialul
prelucrat- dupa aceeaşi sursă va fi TiNMetoda de asamblare a plăcuţei- mecanicăParametrii geometrici a părţii aşchietoare vor fi:
p/u degroşare şi semifinisare (plăcuţa cu simbolizarea CCMA 12 04 1.2) T01
unghiul de aşezare α=7°unghiul de degajare γ=8°teşitura muchiei aşchietoare f=0.4raza de rotungire a vîrfului muchiei aşchietoare r=0,4 mmraza de rotungire a muchiei aşchietoare ρ=0,2 mm
p/u finisare (plăcuţa cu simbolizarea CDMA 12 04 04) T02α=15°γ=12°r=1,2ρ=0.02 mm
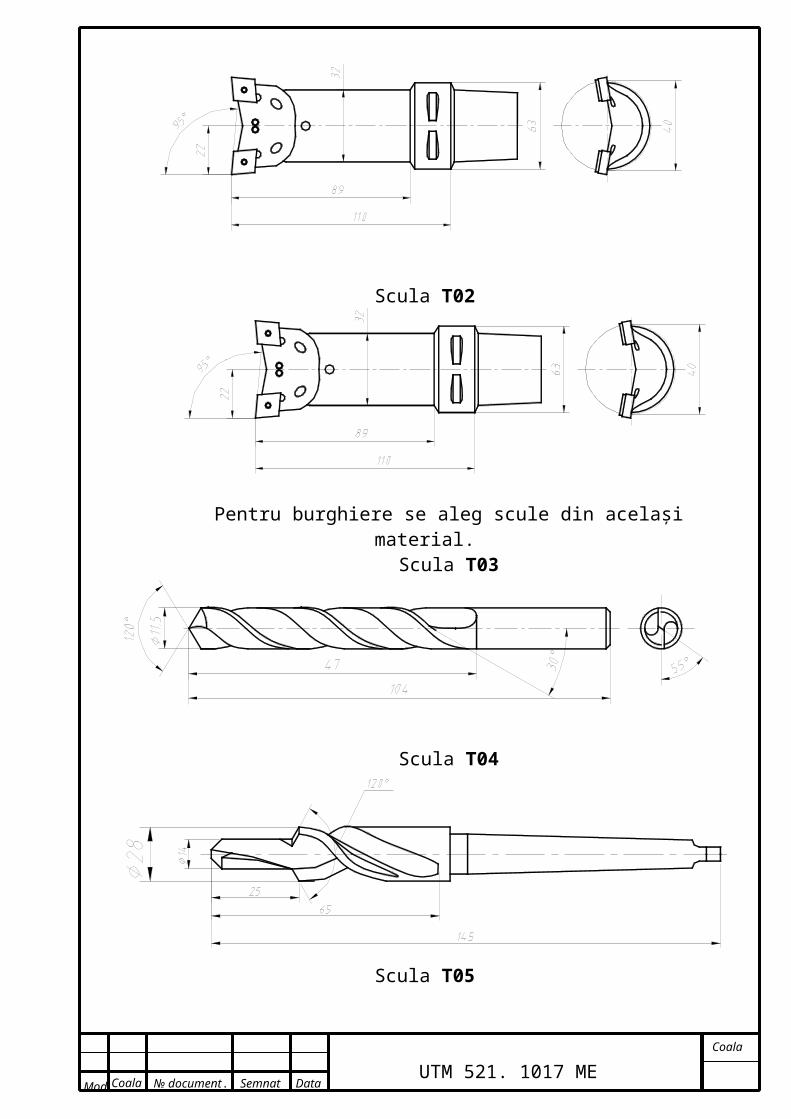
Scula T01
Scula T02
Coala № document.
Coala
SemnatUTM 521. 1017 ME
DataMod
Pentru burghiere se aleg scule din acelaşi material.Scula T03
Scula T04
Scula T05
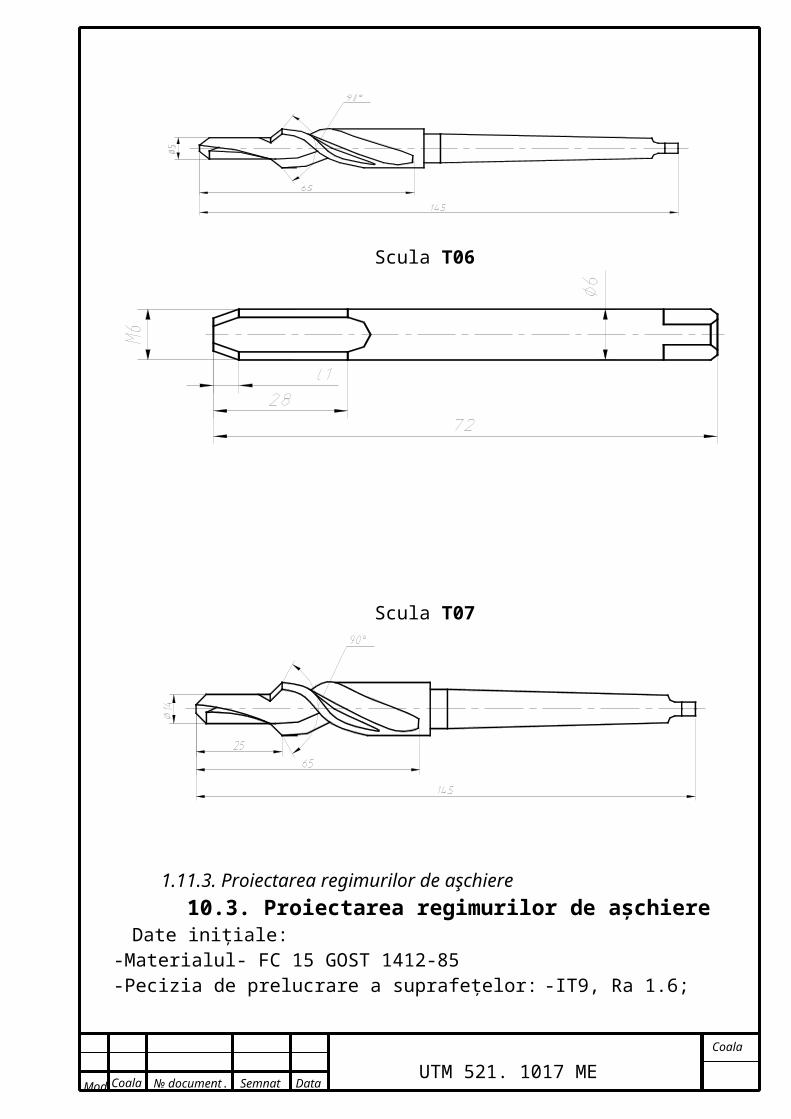
Scula T06
Coala № document.
Coala
SemnatUTM 521. 1017 ME
DataMod
Scula T07
1.11.3. Proiectarea regimurilor de aşchiere10.3. Proiectarea regimurilor de aşchiere
Date iniţiale:-Materialul- FC 15 GOST 1412-85-Pecizia de prelucrare a suprafeţelor: -IT9, Ra 1.6;
-IT14, Ra 6.3;Semifabricatul:
Metoda de obţinere: forme nisip- lut la treapta de precizie IT16;Masa- 17 kg;Suprafeţele curate;Adaosul de prelucrare:
p/u suprafaţa Ø140H9- 5mm;p/u suprafaţa Ø151H14- 3mm;
Operaţia: strungire interioară:1.De strungit suprafaţa Ø151H14;2.De strundit suprafaţa Ø140H9;
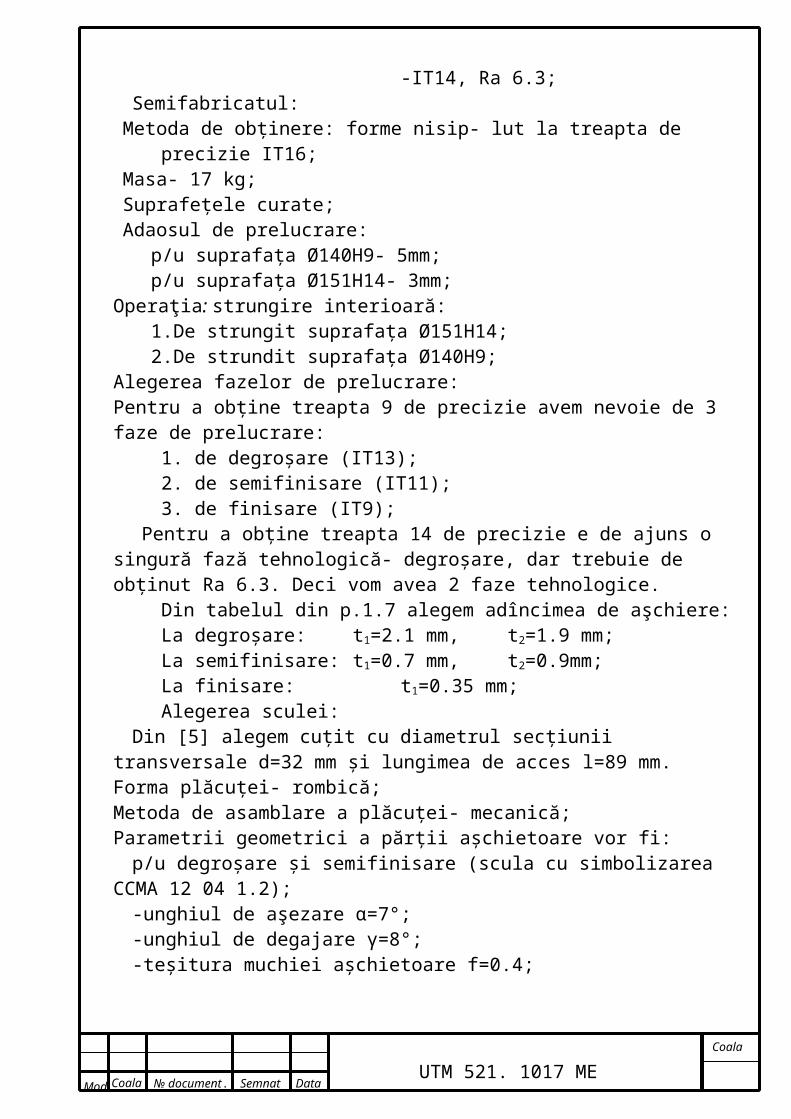
Alegerea fazelor de prelucrare:
Coala № document.
Coala
SemnatUTM 521. 1017 ME
DataMod
Pentru a obţine treapta 9 de precizie avem nevoie de 3 faze de prelucrare:1. de degroşare (IT13);2. de semifinisare (IT11);3. de finisare (IT9);
Pentru a obţine treapta 14 de precizie e de ajuns o singură fază tehnologică- degroşare, dar trebuie de obţinut Ra 6.3. Deci vom avea 2 faze tehnologice.
Din tabelul din p.1.7 alegem adîncimea de aşchiere:La degroşare: t1=2.1 mm, t2=1.9 mm;La semifinisare: t1=0.7 mm, t2=0.9mm;La finisare: t1=0.35 mm;Alegerea sculei:
Din [5] alegem cuţit cu diametrul secţiunii transversale d=32 mm şi lungimea de acces l=89 mm.Forma plăcuţei- rombică;Metoda de asamblare a plăcuţei- mecanică;Parametrii geometrici a părţii aşchietoare vor fi:
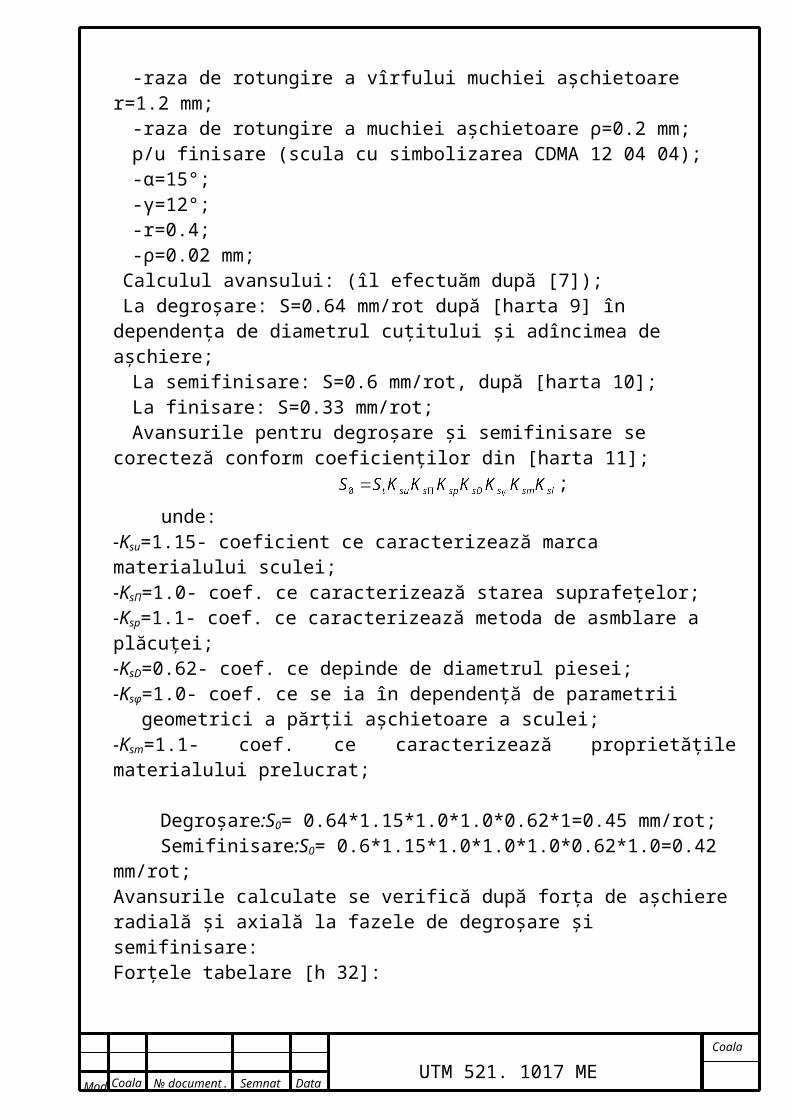
p/u degroşare şi semifinisare (scula cu simbolizarea CCMA 12 04 1.2);-unghiul de aşezare α=7°;-unghiul de degajare γ=8°;-teşitura muchiei aşchietoare f=0.4;-raza de rotungire a vîrfului muchiei aşchietoare r=1.2 mm;-raza de rotungire a muchiei aşchietoare ρ=0.2 mm;p/u finisare (scula cu simbolizarea CDMA 12 04 04);-α=15°;-γ=12°;-r=0.4;-ρ=0.02 mm;
Calculul avansului: (îl efectuăm după [7]);La degroşare: S=0.64 mm/rot după [harta 9] în dependenţa de diametrul cuţitului
şi adîncimea de aşchiere;La semifinisare: S=0.6 mm/rot, după [harta 10];La finisare: S=0.33 mm/rot;Avansurile pentru degroşare şi semifinisare se corecteză conform coeficienţilor
din [harta 11];;
unde:-Ksu=1.15- coeficient ce caracterizează marca materialului sculei;-KsП=1.0- coef. ce caracterizează starea suprafeţelor;-Ksp=1.1- coef. ce caracterizează metoda de asmblare a plăcuţei;-KsD=0.62- coef. ce depinde de diametrul piesei;-Ksφ=1.0- coef. ce se ia în dependenţă de parametrii geometrici a părţii aşchietoare
a sculei;-Ksm=1.1- coef. ce caracterizează proprietăţile materialului prelucrat;
Coala № document.
Coala
SemnatUTM 521. 1017 ME
DataMod
Degroşare:S0= 0.64*1.15*1.0*1.0*0.62*1=0.45 mm/rot;Semifinisare:S0= 0.6*1.15*1.0*1.0*1.0*0.62*1.0=0.42 mm/rot;
Avansurile calculate se verifică după forţa de aşchiere radială şi axială la fazele de degroşare şi semifinisare:Forţele tabelare [h 32]:-Pxt=1360 N;-Pyt=240 N;Aceste forţe se corectează conform coeficienţilor:-Kpmx=Kpmy=1.2- coef. ce depind de proprităţile materialului prelucrat;-Kpxφ=Kpyφ=1.0- coef. ce depinde de unghiul de atac;-Kpxγ=Kpyγ=1.5- coef. ce depinde de unghiul de degajare a părţii aşchietoare;-Kpxλ= Kpmy =1.0- coef. ce depinde de unghiul de înclinare a muchiei aşchietoare;Px=Pxt Kpmx Kpxφ Kpxγ Kpxλ=1360*1.2*1.0*1.5*1.0=2448 N;Py=Pyt Kpmy Kpyφ Kpyγ Kpyλ=240*1.2*1.0*1.5*1.0=432 N;
Valorile forţelor se încadrează în limitele asigurate de maşină: Avansul pentru finisare ales S=0.33 mm/rot se corectează conform coeficienţilor [h 14]:
;-Ksl=1.0- coeficient ce depinde de lungimea de acces a sculei;-Ksr=1.13-coef. ce depinde de raza de rotungire a vîrfului muchiei aşchietoare;-Ksk=1.0- coef. ce depinde de treapta de precizie obţinută;-KsD=0.8- coef. ce depinde de diametrul piesei;-Ksφ=1.0- coef. ce se ia în dependenţă de parametrii geometrici a părţii aşchietoare a sculei;-Ksm=0.85- coef. ce caracterizează proprietăţile materialului prelucrat;
S0=0.33*0.85*1.0*1.13*1.0*0.8=0.25 mm/rot;Calculul vitezei:
După [h 21] alegem vitezele pentru degroşare şi semifinisare:-Kvu= 1.0- coef. ce depinde de materialul sculei;Degroşare: v=146 m/min, puterea- 5.2 kW;Semifinisare: v=230 m/min, puterea- 5.3 kW;
Vitezele se corectează conform coeficienţilor [h 29]:-Kv0=1.2- coef. ce depinde de tipul de prelucrare;-Kvc=1.0- coef. ce depinde de prelucrabilitatea materialului;-Kvj=1.0- coef. ce depinde de rigiditatea maşinii;
-Kvm=0.8- coef. ce depinde de proprietăţile mecanice ale materialului prelucrat;
-Kvφ=1.0- coef. ce depinde de parametrii geometrici a părţii aşchietoare;-Kvt=1.0- coef. ce depinde de durabilitatea sculei;-Kvж=1.0- coef. ce ia în consideraţie prezenţa răcirii;

Coala № document.
Coala
SemnatUTM 521. 1017 ME
DataMod
Degroşare:v=vtKv0KvcKvKvmKvφKvtKvж;
v=146*1.2*1.0*1.0*0.8*1.0*1.0*1.0=146 m/min;
Semifinisare:v=230*1.2*1.0*1.0*0.8*1.0*1.0*1.0=230 m/min;
După [h 22] alegem viteza pentru finisare: v=355 m/min;După [h22] alegem coeficienţii pentru finisare:
-Kv0=1.0- coef. ce depinde de tipul de prelucrare;-Kvc=1.0- coef. ce depinde de prelucrabilitatea materialului;-Kvj=1.0- coef. ce depinde de rigiditatea maşinii;-Kvm=0.85- coef. ce depinde de proprietăţile mecanice ale materialului prelucrat;-Kvφ=1.0- coef. ce depinde de parametrii geometrici a părţii aşchietoare;-Kvt=1.0- coef. ce depinde de durabilitatea sculei;-Kvж=1.0- coef. ce ia în consideraţie prezenţa răcirii;
v=Kv0KvcKvjKvmKvφKvtKvж;
v=355*1.0*1.0*1.0*0.85*1.0*1.0*1.0=301.75 m/min= 300 m/min;Calculul turaţiilor se face după formula:
Degroşare:
Semifinisare:
Finisare:
Verificarea regimurilor calculate:Calculul puterii necesare pentru strungire se face după formula:
Degroşare: Kn=1.1 [h 24]:N=5.2*1.1*1.0=5.72 kW;
Semifinisare:N=5.3*1.1*1.0=5.83 kW;
Regimurile calculate pot fi asigurate de maşină.
P/u celelalte suprafeţe regimurile le alegem din normative şi sînt prezentate în tabelă:
Suprafaţa Faza t, mm S, v, n, N, Avans pe
Coala № document.
Coala
SemnatUTM 521. 1017 ME
DataMod
mm/rot m/min tur/min kW minut mm/min
160-0.25
SD 3.09 0.80 120 273 7.8 218.4SS 1.23 0.80 120 273 7.8 218.4SF 0.75 0.40 158 360 4.9 144SD 2.95 0.80 182 414 7.1 331.2SS 1.23 0.80 182 414 7.1 331.2SF 0.75 0.27 244 555 4.4 149.85
14±0.2 SD 3.815 0.80 123 412 6.4 329.6SS 1.33 0.68 182 610 7.1 414.8SS 0.925 0.68 182 610 7.1 414.8
44±0.3 SD 2 0.80 120 735 7.8 588SS 1 0.74 182 1115 7.1 825.1
23±0.2 SD 4.33 0.80 120 347 7.8 277.6SS 1.35 0.68 200 580 6.3 394.4
18±0.2 SD 4.33 0.80 120 347 7.8 277.6SS 1.6 0.68 200 580 6.3 394.4
Ø217h14 SD 2 0.94 168 304 7.8 294.88
Ø140 H9SD 2.1 0.97 168 343 7.8 332.71SS 0.7 0.82 182 371 7.1 304.22SF 0.35 0.20 301 614 - 122.8
Ø65H8SD 1.85 0.80 182 610 7.1 488SS 0.612 0.60 200 670 6.3 402SF 0.3 0.37 301 1010 - 373.7
Ø203f9SD 2.0 0.64 182 526 7.1 212.48SS 0.8 0.5 200 580 6.3 296.5SF 0.4 0.37 301 1010 - 373.7
Ø151H14 SD 1.9 0.64 182 526 7.1 336.64SS 0.9 0.6 200 580 6.3 348
Tabelul 10.3.:
Regimuri de aşchiere pentru burghiere
Coala № document.
Coala
SemnatUTM 521. 1017 ME
DataMod
După [7] h46 alegem regimurile de aşchiere şi le introducem în tabel:
Tabelul 1.11.2.6.Regimuri pentru burghiere
Surafaţa t, mm S0, mm/rot
Vt, mm/min
Pt,N
Nt,kW
Mt Mrt
10 5 0.42 25.2 3675 1.34 - -6 3 0.54 23.3 6168 2.10 - -28 14 0.65 20.0 15200 4.38 - -19 2.5 0.18 27.0 1060 0.44 - -
M6 7H - - 5.4 1.5 0.05 0.2 0.9
Regimurile tabelare se corectează conform formulelor:
;
;
;
- coeficienţi ce depind de materialul prelucrat
- coeficient ce depinde de folosirea lichidelor de răcire-ungere - coeficient ce caracterizează starea suprafeţelor
- coeficient ce caracterizează materialul părţii aşchietoare -.coeficient ce caracterizează modul de reascuţire a sculei - coeficient ce depinde de lungimea burghiului - coeficient care depinde de durabilitatea sculei
Corectarea avansului şi forţei va fi făcută tabelar:
Tabelul 1.11.2.7Corectarea avansului
Surafaţa St,mm/rot
KsM Sc, mm/rot
Pt,N
KPM Pc
10 0.42 0.9 0.378 3675 0.9 4083.3
Coala № document.
Coala
SemnatUTM 521. 1017 ME
DataMod
12 0.54 0.9 0.486 6168 0.9 6853.328 0.65 0.9 0.585 15200 0.9 16888.86 0.18 0.9 0.162 1060 0.9 1177.7
Corectarea vitezei va fi făcută tabelar:Tabelul 1.11.2.7
Corectarea vitezeiSurafaţa Vt,
mm/minKvM Kvj Kvw Kvi Kvz Kvl Kvn Kvt Vc,
m/min10 25.2 0.9 0.8 0.85 2.2 1.2 0.8 1.0 0.76 24.7512 23.3 0.9 0.8 0.85 2.2 1.2 0.8 1.0 0.76 22.9428 20.0 0.9 0.8 0.85 2.2 1.2 0.8 1.0 0.76 19.66 27.0 0.9 0.8 0.85 2.2 1.2 0.8 1.0 0.76 26.52
M6 7H 5.4 - - - - - - - - 4.86
Viteza de filetare se va corecta după formula
1.11.4. Normarea tehnică
Vom efectua calculele normei de timp pentru prelucrarea piesei în întregime.Calculăm timpul ciclului automat de lucru a strungului după programă după
formula:
, min
; , min
- timpul auxiliar al maşinii (timpul curselor în gol), sec- timpul de bază a maşinii, sec- cursa de lucru, mm-avansul pe minut, mm/min
Tabelul 1.11.4.1Calculul avansului pe minut
Suprafaţa Vc
mm/rot
,mm
n,rot/min
Sc,mm/rot
Avansul pe minutmm/min
Coala № document.
Coala
SemnatUTM 521. 1017 ME
DataMod
1 2 3 4 5 630 100 156 204 0,76 155
140 286 0,22 63160-0.25 82 176 148 0,4 60
110 200 0,36 72
14±0.2 89 95 298 0,4 12082 275 0,36 99
23±0.2 75 58 412 0,5 20682 450 0,36 162
18±0.2 75 80 298 0,5 14982 326 0,36 118
Ø217h14 77 176 140 0,57 8093 168 0,54 91
Ø140 H977 156 157 0,57 8959 120 0,65 78597 1219 0,15 183
Ø65H8 205 58 576 0,64 369140 768 0,22 169
Ø203f979 95 256 0,57 15184 281 0,65 183542 1816 0,15 272
Ø151H14 60 115 166 0,57 9593 257 0,54 139
Tabelul 1.11.4.2Normarea pe scule
Sectorul traiectoriei
Coordonata vîrfuluisculei
Lungimea sectorului
Avansul pe minut,mm/min
Timpul de bază,
min
Timpul auxiliar,
minX Y
Coala № document.
Coala
SemnatUTM 521. 1017 ME
DataMod
1 2 3 4 5 6 7Instalarea A
Palpator (poz.
iniţială)
295 1250
0-1 160 148 1110 17500 0.0634291-2 190 20 100 17500 0.005714
Scula T01(degroşare)
190 45
0-1 97,2 -1,2 51 17500 0.0029141-2 160,5 -1,2 31 155 0.22-3 160,5 -6,8 6,8 189 0.0359793-4 180,6 -6,8 10,05 109 0.0922024-5 180,6 -27,8 21 80 0.26255-6 190 45 68 17500 0.0038866-7 105,6 3 66 17500 0.0037717-8 105,6 -17,8 20,8 95 0.2189478-9 103,1 -17,8 2,5 95 0.0263169-10 103,1 -26 8,2 140 0.05857110-11 55,1 -60 76,6 17500 0.00437711-12 55,1 -85,9 15,9 369 0,00437712-13 52 -85,9 1,55 369 0.00420113-14 52 -92 6,1 369 0.01653114-15 50 -92 1 17500 5.71E-0515-16 52 -65,9 26,1 17500 0.00149116-17 80 -65,9 14 149 0.0939617-18 0 0 77 17500 0.0044
Palpator (poz.iniţială)
190 45 105 175000.006
0-1 190 -28 73 17500 0.0041711-2 160 -25 15 17500 0.0008572-3 190 -28 15 17500 0.0008573-4 190 45 105 17500 0.006
1 2 3 4 5 6 7Scula T01
(semfinisare)
Coala № document.
Coala
SemnatUTM 521. 1017 ME
DataMod
18-19 103,6 25 62,3 17500 0.0035619-20 150,1 25 24,75 63 0.39285720-21 157,9 -3,9 3 63 0.04761921-22 157,9 -7 3,1 78 0.03974422-23 176 -7 9,05 43 0.21046523-24 176 -25 18 91 0.19780224-25 190 45 105 17500 0.00625-26 118,2 2 56 17500 0.003226-27 118,2 0 2 139 0.01438827-28 115 -1,6 2 139 0.01438828-29 115 -18 20 139 0.14388529-30 110 -18 25 99 0.25252530-31 110 -25 7 146 0.04794531-32 58 -63 58 17500 0.00331432-33 58 -85 22 169 0.13017833-34 52 -85 6 169 0.03550334-35 52 -92 7 169 0.0414235-36 50 -90 1 17500 5.71E-0536-37 58 -67 25 17500 0.00142937-38 58 -65 2 169 0.01183438-39 80 -65 11 118 0.0932239-40 86 -59 6 118 0.05084740-41 0 0 73 17500 0.00417141-42 190 45 113 17500 0.006457
Scula T02(finisare)
42-43 156,1 0 48 17500 0.00274343-44 156,1 -7 7 183 0.03825144-45 190 45 54 17500 0.003086
1 2 3 4 5 6 7Scula T03
(poz.iniţială)190 45
Coala № document.
Coala
SemnatUTM 521. 1017 ME
DataMod
0-1 136 3 68 17500 0.0038861-2 136 -28 31 258 0.1201552-3 136 3 31 17500 0.001771
Rotirea mandrinei
la 903-4 136 -28 31 258 0.1201554-5 136 3 31 17500 0.001771
Rotirea mandrinei la
905-6 136 -28 31 258 0.1201556-7 136 3 31 17500 0.001771
Rotirea mandrinei la
907-8 136 -28 31 258 0.1201558-9 136 3 31 17500 0.001771
1 2 3 4 5 6 7Instalarea B
Scula T01(degroşare)
190 45
Coala № document.
Coala
SemnatUTM 521. 1017 ME
DataMod
0-1 86 142,8 68 17500 0.0038861-2 180,6 142,8 47 60 0.7833332-3 180,6 -26 28 80 0.353-4 190 45 48 17500 0.0027434-5 90,5 2 68 17500 0.0038865-6 90,5 -15,8 17,8 151 0.1178816-7 63 -15,8 14 151 0.092715
Scula T01(semfinisare)
7-8 90 140 15 17500 0.0008578-9 176 140 41 72 0.5694449-10 176 -26 26 91 0.28571410-11 190 45 68 17500 0.00388611-12 99 2 48 17500 0.00274312-13 99 0 2 183 0.01092913-14 93,1 -2,95 3 183 0.01639314-15 93,1 -2,95 3 183 0.01639315-16 63 -16 15 183 0.08196716-17 0 0 70 17500 0.00417-18 190 45 68 17500 0.003886
Scula T02(finisare)
18-19 95 2 68 17500 0.00388619-20 95 16 28 276 0.10144920-21 0 0 48 17500
1 2 3 4 5 6 7Scula T04 190 45
0-1 138 17 68 17500 0.003886
Coala № document.
Coala
SemnatUTM 521. 1017 ME
DataMod
1-2 138 -14 31 254 0.1220472-3 138 17 31 17500 0.001771
Rotirea mandrinei
la 1203-4 138 -14 31 254 0.1220474-5 138 17 31 17500 0.001771
Rotirea mandrinei
la 605-6 138 -14 31 254 0.1220476-7 138 17 31 17500 0.001771
Rotirea mandrinei
la 120138 -14 31 254 0.122047138 17 31 17500 0.001771
Palpatorul 190 450-1 175 -10 55 17500 0.0031431-2 190 45 55 17500 0.003143
Scula T05 2 -12 57 17500 0.0032570-1 -16 -12 18 273 0.0659341-2 2 -12 18 17500 0.001029
Rotirea mandrinei la 6830
2-3 -16 -12 18 273 0.0659343-4 2 -12 18 17500 0.001029
Scula T060-1 -16 -12 18 257 0.0700391-2 2 -12 18 257 0.070039
Rotirea mandrinei la 6830
2-3 -16 -12 18 257 0.0700393-4 2 -12 18 257 0.070039
1 2 3 4 5 6 7Palpatorul 190 45
0-1 190 -27 28 17500 0.0016
Coala № document.
Coala
SemnatUTM 521. 1017 ME
DataMod
1-2 170 -24 22 17500 0.0012572-3 190 -27 22 17500 0.0012573-4 88 -27 51 17500 0.0029144-5 190 -27 24 17500 0.0013715-6 190 45 28 17500 0.0016
Scula T07 55 -15 28 17500 0.00160-1 18 -15 52 17500 0.0029711-2 -1,6 -15 19,6 254 0.0771652-3 55 -15 56,6 17500 0.0032343-4 295 1250 1110 17500 0.063429
Ttot=9,46 min Tb=9,175 minTa=0,285 min
1.12. Elaborarea reglărilor tehnologice
12.Metode de reglare
Reglarea maşinii unelte în asigurarea unur condiţii optimale de funcţionale, întro asigurare a preciziei prin stabilirea regimurilor de aşchiere, poziţie reciprocă a elementelor sistemului tehnologic şi asigurarea traiectoriei respective.
Reglarea poate fi:-.directă – cînd se stabileşte poziţia reciprocă a suprafeţei generate şi a
muchiei sculei care generează suprafaţa.- indirectă – se face în absenţa sculei, semifabricatului, sculei şi
semifabricatului.Metoda directă de reglare poate să fie făcută cu simulatoare ale suprafeţelor
de prelucrat sau nemijlocit în procesul prelucrării de probă.
Metodele de reglare:1. după aşchii de probă;2. după piese prelucrate anterior;3. după etalon;4. după şablon;5. după puncte şi suprafeţe de referinţă;6. cu scule şi măsurători universale;7. după piese de probă.
Reglarea după aşchii de probă constă în eliminarea unui strat de material de pe semifabricat şi măsurarea parametrului dimensional dorit pînă cînd operatorul consideră că poziţia muchiei aşchietoare ale sculei sunt cele cerute. În sistemele

Coala № document.
Coala
SemnatUTM 521. 1017 ME
DataMod
contemporane aceste faze succesive de verificare şi prelucrare se execută de maşina unealtă.
Reglarea după piese prelucrate anterior: poziţia în spaţiu a muchiei aşchietoare a sculei e stabilită prin contactul mecanic cu suprafaţa unei piese prelucrate anterior. Precizia reglării după acestă metodă este determinată de precizia dimensională, formei, de poziţie reciprocă a suprafeţei reper. Precizia reglării depinde de precizia determinării momentului contactului. Această recizie e determinată de înălţimea neregularităţilor, de efortul depus în momentul contactului care poate fi cu implantare în metal sau cu joc pînă la metal.
Reglarea după etalon - se utiliziază o piesă special proiectată în sensul cotelor, să asigure rezerva de precizie pentru uzură cu o rugozitate mică a suprafeţei şi să fie destul de rezistentă la uzură deoarece va fi utilizată repetat. Cotele pe etalon pot fi determinate astfel încît să se ţină cont de erorile provocate de uzură, cedare.
Reglare după şablon – posibilitatea rotirii şablonului la un unghi foarte mic şi toate sculele sunt libere.
1.12.2. Dimensiuni de reglarePentru asigurarea preciziei cerute pe desenul de execuţie, din cauza erorilor
ce apar în procesul de prelucrare cotele tehnologice trebuie înlocuite cu cote de reglare. Calculul cotelor de reglare se face ţinîndu-se cont de cedarea sistemului tehnologic, rugozitatea suprafeţei care trebuie prelucrată, jocul în rulmenţii arborelui principal. Cedarea la rîndul ei va depinde de forţa de aşchiere şi rigiditatea sistemului tehnologic. Deci nominalul cotei de reglare se va calcula dupa formula:
unde: - cota tehnologică medie, mm;Rz – rugozitatea suprafeţei, mm;Pz – forţa de aşchiere, N;j - rigiditatea sistemului tehnologic; - jocul în rulmenţii arborelui principal, mm.
Toleranţa cotei de reglarea se determină după relaţia:
1/6 – pentru degroşare;1/3 – pentru finisare.
Coala № document.
Coala
SemnatUTM 521. 1017 ME
DataMod
Calculăm cîte un exemplu de cote de reglare pentru toate tipurile de cote tehnologice (diametre interioare , diametre exterioare, arbori, cote liniare care necesită corectarea nominalului, cote liniare care nu necesită corectarea nominalului deorece sînt cote dependente şi are loc compensarea erorilor)
1.Calculul cotei de reglare pentru cota tehnologică 1- cotă liniară (26.8 ±0.67) se va efctua după formula:
Rz=0.04 mmPz=1069 Nj=40000 N/mm2
Obţinem:
2.Calculul cotei de reglare pentru cota tehnologică 2 –diametru exterior (160.5-0,63) se va face după formula:
Rz=0.04 mmPz=2276 Nj=40000 N/mm2
Obţinem:
3.Calculul cotei de reglare pentru cota tehnologică 3 (8.8±0.18)-cotă liniară care nu necesită corectarea nominalului deoarece are loc compensarea erorilor.
Coala № document.
Coala
SemnatUTM 521. 1017 ME
DataMod
Obţinem:
4.Calculul cotei de reglare pentru cota tehnologică 7 (105,6+1,4)-diametru interior, se va face după formula:
Rz=0.04 mmPz=2276 Nj=40000 N/mm2
Obţinem:
Pentru celelalte cote tehnologice calculul cotelor de reglare va fi făcut tabelar.
Verificăm dacă cotele de reglare pot fi asigurate prin rezolvarea lanţurilor dimensionale. Pentru ca precizia să fie asigurată trebuie să fie adevărată următoarea relaţie:
WregWsc+Wpoz
unde: Wreg -toleranţa cotei de reglare Wsc -toleranţa lungimii sculei Wpoz –toleranţa de poziţionare a capului revolver
1.14. Programarea maşinii unelte
Vom elabora programa pentru scula T01(degroşare).
N1 T01 LFN2 X197.2 Z-1.2 LFN3 F155 S 204 LF
Coala № document.
Coala
SemnatUTM 521. 1017 ME
DataMod
N4 X160.5 Z-1.2 LFN5 F189 S281 LFN6 X160 Z-6.8 LFN7 F109 S156 LFN8 X180.6 Z-6.8 LFN9 F80 S140 LFN10 X190 Z-27.8N11 X190 Z20 LFN12 X105.6 Z3 LFN13 F95 S166 LFN14 X105.6 Z-17.8 LFN15 F95 F166 LFN16 X103.1 Z-17.8 LFN17 F140 S246 LFN18 Z103.1 Z-26 LFN19 X55.1 Z-60 LFN20 F369 S576 LFN21 X55.1 Z-85.9 LFN22 X52 Z-85.9 LFN23 X52 Z-92 LFN24 X50 Z-92 LFN25 X52 Z-65.9 LFN26 F149 S298 LFN27 X80 Z-65,9 LFN28 X0 Z0 LF
1.15. Automatizarea funcţiilor sistemului tehnologic
Automatizarea fabricării are un rol destul de important. Sub automatizarea fabricării se înţelege automatizarea funcţiilor procesului de fabricare adica: prelucrarea mecanică, control tehnic, tratament termic, spălarea, uscarea, vopsirea, transportarea spre maşina unealtă, între maşini – unelte, între depozit şi maşina – unealtă a semifabricatelor, dispozitivelor, sculelor, materialelor, depozitarea acestor obiecte.
Coala № document.
Coala
SemnatUTM 521. 1017 ME
DataMod
De mare ajutor ne poate servi schiţa încăperii în care are loc prelucrarea piesei date. Desenul schematic al încăperii este dat de desenul următor:
În acest desen observăm că repartizarea utilajului şi a dispozitivelor se face respectînd anumite cote şi respectiv: 1) Distanţa între maşina – unealtă şi părete; 2) Distanţa între utilaj; 3) Spaţiul de lucru pentru muncitor.
Este de menţionat că comparativ cu procesul de la uzină, unde s-au folosit trei strunguri, în procesul dat s-a folosit o singură maşină – unealtă, care poate face toate operaţiunile necesare.
De asemenea din punct de vedere economic adica luînd în vedere: 1) Spaţiul încăperii în care se va prelucra semifabricatul; 2) Numărul de operaţii care au loc; 3) Timpului pe bucată a piesei date; 4) Şi nu în ultimul rînd numărul redus de personal.
Toate aceste caracteristici duc la micşorarea preţului piesei. Iar utilajul modern folosit va permite uzinei să fie mai competitivă şi mai flexibilă la cererea pieţii.
Mecanizarea şi automatizarea constitue calea de bază în creşterea productivităţii în construcţia de maşini. Un loc de bază în automatizarea muncii îl ocupă roboţii mdustiali Asistaţi de microcalculatoare, roboţii înlocuiesc cu succes operatorii în operaţii monotone şi grele, asigurând nu numai economie de muncă vie, dar şi accelerarea proceselor tehnologice, o mai deplină folosire a posibilităţilor utilajului.
Folosirea MUCN , a maşinilor unelte multioperaţionale asigură condiţiile trecem la conceperea sistemelor flexibile de fabricaţie (SFF).
După calculele specialiştilor, implementarea SFF permite o creştere a productivităţii muncii de 8-10 ori şi schimbă radical compoziţia lucrătorilor (calificarea acestora). Lucrătorii de bază devin operatori de sistem, specialişti electromşti în mecanică de precizie, reglon de înnaltă calificare.
Concepţia SFF se realizează pe calea modulelor tehnologice, care constau din MUCN, mijloace auxiliare pentru schimbarea automată a sculelor, sistem de transfer al pieselor şi alte sisteme ce permit realizarea fără operatori a diverselor piese şi activităţi pe perioade îndelungate.
În procesul folosirii acestor module apare problema transferului pieselor între module. Această problemă este rezolvată prin conceperea unor sisteme flexibile de transport, care determină al doilea nivel de integrare al utilajului, şi care permite, prin folosirea multiplă a fiecăreia dintre maşini, să se mărească coeficientul de încărcare şi să se micşoreze numărul de maşini.
Sistemul flexibil automatizat de schimb al sculelor, cu magazinul corespunzător, ce determină al treilea nivel de integrare, permite să crească durata de lucru (fără operatori) până la nivelul limitat de fiabilitatea lui.
Cîteva module tehnologice flexibile comandate de la un calculator, sisteme automatizate de transport şi pentru scule reprezintă un sistem tehnologic complex, unic, flexibil. Pentru a fi reglat la execuţia a noi piese, este suficient să fie introdus programul corespunzător în calculator. Astfel de sisteme pot să lucreze în 3 schimburi, în regim automatizat şi permit o creştere a productivităţii de 3-4 ori, cu
Coala № document.
Coala
SemnatUTM 521. 1017 ME
DataMod
atingerea unei valon a coeficientului de utilizare de până la 0,85 0,9 , micşorând ciclul de prelucrare de 2-3 ori şi de 3-5 ori costul producţiei Prm aceasta, necesarul de MU cu CN se reduce de 2 2,5 ori, cu reducerea corespunzătoare a suprafeţei productive.
Pentru instalarea semifabricatelor pe MU se poate de utilizat roboţi industriali care pot fi înglobaţi în structura MU, în poziţie fixă în afara MU, mobili (pot deservi mai multe MU), de tip portal care la fel pot deservi câteva MU.
Piesa va fi apucată de manipulatorul RI şi luată de pe masa cu tact sau alt dispozitiv de alimentare cu s/f şi instalată în dispozitivul de strângere în locul celei prelucrate care se scoate dm dispozitiv şi se transmite spre depozit tot prin intermediul unui mijloc de transport automatizat. După o penadă de timp egală cu tactul de producere ciclul se repetă.
Pentru schimbarea automată a sculelor pe o durată lungă de funcţionare a MU este necesar de a dota această MU cu un magazin de scule. Schimbarea automată a sculelor cu ajutorul manipulatoarelor, conduce la un efect maxim dacă sculele sunt reglate preliminar la dimensiune (sunt prereglate în afara maşinii), dacă schmbarea sculei se produce în timpul curselor în gol ale maşinii, iar căutarea sculei şi încărcarea magazinului cu scule noi au loc fără oprirea maşinii.
Magazia de scule a strungului semiautomat poate avea mişcare rectihme-alternativă, paralelă cu axul principal, pe traversa de ghidare ce se instalează deasupra maşinii. Autooperatorul de schimb al sculelor, se deplasează în lungul axei, perpendicular pe suprafaţa suportului, astfel că apucătoarele sale prismatice intră în canalele blocurilor de scule care se află în magazin, respectiv în suportul portsculă (el se află în acest moment în poziţia de descărcare), apoi autooperatorul se roteşte în jurul acestei axe. Prin aceasta, cuţitul care a lucrat se întoarce înapoi în magazin, iar cel de schimb este preluat în suportul portsculă. După fixarea în suportul portsculă, ciclul de lucru se reia şi magazinul se deplasează pe traversă, până când în poziţia de descărcare nu ajunge scula programată în faza următoare.
Sistemul de depozitare - transport al sculelor este realizat sub forma unui conveer cu cuiburi care trece în lungul traseului pe care se află maşinile deservite de acesta. Există depozite de scule mult mai compacte, de exemplu conveerul vertical care se deplasează împreună cu întreaga rezervă de scule către MU.
În câteva cazuri, sculele aşchietoare se transmit către MU sub formă de complete, pregătite din timp pe palete speciale, corespunzător senei date de piese schimbarea lor pe maşină se face pe cale manuală. Este posibilă varianta în care la trecerea la prelucrarea unei noi seni de piese se schimbă în întregime capul revolver sau chiar magazinul de scule împreună cu setul de scule corespunzător.
Pentru reducerea muncii manuale efectuate la controlul dimensiunilor piesei prelucrate, este necesar să se întrebuinţeze pe scară largă aparatura de măsurare automată - maşini automate care controlează parametrii pieselor.
Pe strungurile cu CN se prevede încorporarea în capetele revolver, a unor traductoare de măsură care asigură controlul dimensiunilor în procesul de prelucrare. Semnalul de corecţie în acest caz va fi transmis sistemului de comandă numerică care realizează corecţia de sculă în mod automat. Măsurarea automată a
Coala № document.
Coala
SemnatUTM 521. 1017 ME
DataMod
semifabricatelor în procesul prelucrăm pe maşinile cu comandă numerică asigură calitatea prescrisă fără intervenţia operatorului. Sistemele de măsurare automată integrate în CM asigură precizie înaltă a măsurăm, posibilitatea corecţiei rapide şi, de asemenea, conferă o înaltă fiabilitate.
Controlul automat se poate de efectuat şi cu ajutorul roboţilor industriali de control. Aceştia sunt roboţi care îndeplinesc operaţiile tehnologice de măsurare precisă a pieselor, care au sistem de comandă după program numeric. Ei sunt destinaţi pentru lucrul în secţii, în componenţa sistemelor flexibile de fabricare, a liniilor flexibile automatizate sau a centrelor de măsurare. Roboţii de control permit să se realizeze, în procent de 100, controlul producţiei în timp real, ceea ce asigură efectuarea controlului nu numai a dimensiunilor, dar şi al procesului tehnologic, adică să se realizeze controlul profilactic al acestuia.
Comanda mişcărilor manipulatoarelor de măsurare se înfăptuieşte nemijlocit cu microprocesoare, iar la nivelul superior al sistemului ierarhic este instalat mmicalculatorul central, care comandă concomitent toate microprocesoarele de nivel inferior Acest sistem comandă concomitent 4 manipulatoare de măsurare diferite.
Pentru transportarea pieselor la maşina uneltă sunt răspândite pe larg depozitele magazin sub forma unor plăci, pe care semifabricatele se depozitează liber, în locaşuri sau pe proeminenţe. Se poate de utilizat mese cu tact în calitate de mijloc de transport a pieselor Pe masa este dispus un conveer cu plăci şi este dotată cuun mecanism de acţionare. Masa cu deplasare pas cu pas, se dispune în zona de acţiune a robotului industrial si periodic, avansează semifabricatul în zona apucătorului robotului. Semifabricatul se aşează nemijlocit pe placa masei sau pe dispozitive paletă, care se instalează pe placă.
În recomandările asupra utilizărilor SFF pentru prelucrare prin strunjire şi a părţilor sale componente, se precizează că la alegerea modului de instalare a semifabricatelor pe masa pas cu pas şi a numărului de semifabricate pe placă trebuie să se aibă în vedere zona de acţiune a robotului industrial, precizia de poziţionare a lui, dimensiunile şi compunerea dispozitivului de apucare al RI. Piesa prelucrată se poate readuce pe masa pas cu pas sau se poate transporta într-un container separate.
Complexul tehnologic robotizat dotat cu masă cu tact realizează lucrul după următorul ciclu. Pe plăcile mesei cu tact se instalează semifabricatele. Robotul preia primul semifabricat cu apucătorul său şi îl transportă în dispozitivul de prindere a piesei de pe maşină după prelucrare, robotul preia dm axul principal piesa prelucrată şi o aşează pe placa liberă a mesei. Aceasta se deplasează cu un pas şi aduce în zona apucătorului semifabricatul următor. După aceia, ciclul de lucru se repetă. După terminarea prelucrării tuturor pieselor, se schimbă şi se instalează un nou set de semifabricate, se conectează complexul şi lucrul începe din nou.
Principalul dezavantaj al meselor cu tact constă în încărcarea manuală a lor nemijlocit la locul de muncă. Piesele sunt aduse la maşină de către un robocar
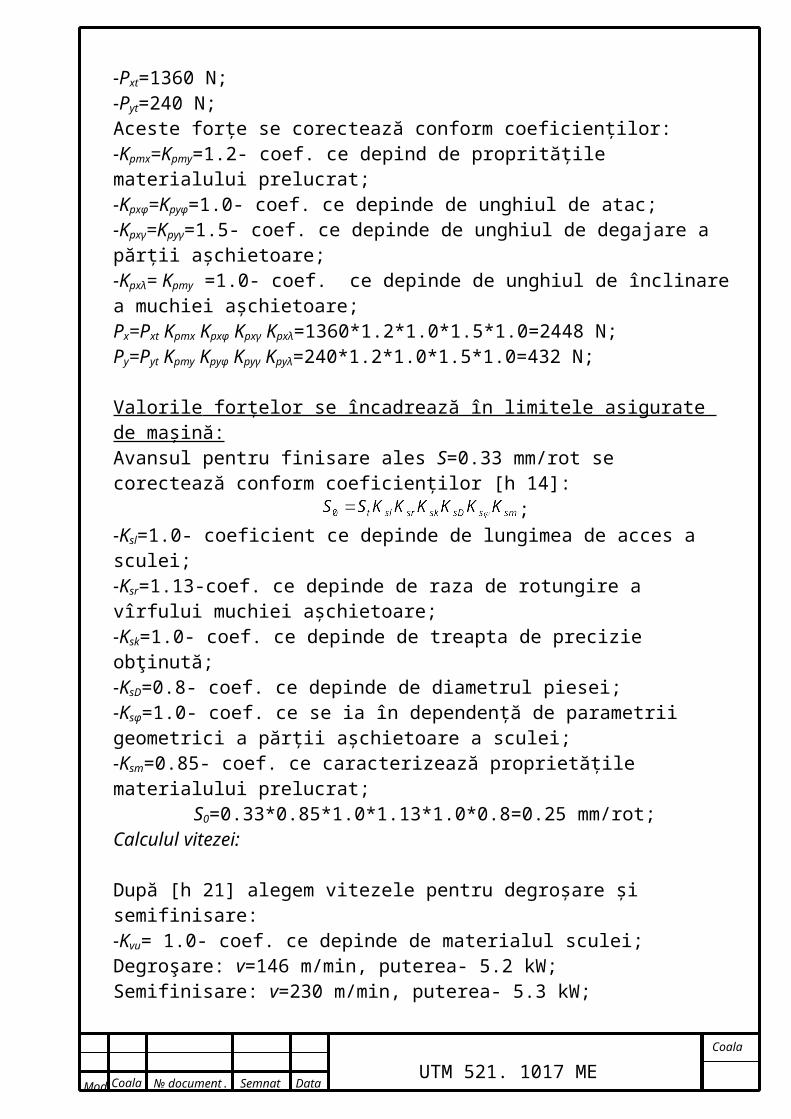
Coala № document.
Coala
SemnatUTM 521. 1017 ME
DataMod
conform programului şi operatorul, manual, completează masa cu tact pe măsura prelucrăm pieselor.
Eficacitatea lucrului în producţia automatizată este determinată în mare măsură de construcţia, gradul de automatizare, fiabilitatea şi flexibilitatea mijloacelor de transport, a sistemului de depozitare transport, de încărcare descărcare a pieselor şi semifabricatelor, a sistemelor de pnmire-predare şi a sistemului de asigurare cu scule.
Sistemele de depozitare şi transport se pot realiza sub formă de stelaje de depozitare, sub forma unui container, în variantă combinată cu cărucioare ghidate liber (robocare), care realizează legătura între depozite, posturile de lucru, lucrurile de încărcare - descărcare, între dispozitivele de predare - primire.
Robocarele execută operaţii de transport al containerelor şi paletelor dm poziţia de depozitare la poziţiile de primire a paletelor de la maşini şi de la poziţiile de primire de la maşini către poziţiile de descărcare şi aşa mai departe. Utilizarea robocarelor oferă posibilităţi largi pentru variabihtate în amplasarea maşinilor. Robocarele realizează (cu robocarele ghidate liber) trasee de transport foarte diverse şi creează marşrute tehnologice optime pentru prelucrarea pieselor. Asemenea traiectorii sunt posibile datorită ghidăm libere a robocarelor cu ajutorul unui cablu amplasat la adâncimea de 15-20mm în pardoseala atelierului. Cablul, în care se introduce un curent alternativ de frecvenţă 5-32kHz, formează un contur închis (traiectoria necesară a robocarului).
Din cele prezentate urmează că, în perspectivă, pentru construcţia de maşini, sunt necesare dezvoltarea tehnologiilor înalte, computerizate, automatizarea transportului, alimentarea cu materiale, depozitarea semifabricatelor, sculelor şi dispozitivelor în magazii automatizate, folosirea roboţilor şi manipulatoarelor, sisteme automate de transport şi orientare şi de măsurare şi control, maşinile unelte automatizate cu programae numerică, sisteme robotizate şi sisteme flexibile de prelucrare, dispozitive pentru operaţiile auxiliare (încărcare-descărcare, strângere-ehberare), schmbarea sculelor şi reglarea lor şi de asemenea, scule aşchietoare de performanţă.
Coala № document.
Coala
SemnatUTM 521. 1017 ME
DataMod
2. Compartimentul constructiv
2.1. Proiectarea dispozitivului de strîngere
Analiza formei piesei
Analiza formei piesei se stabileşte în funcţie de caracteristicile suprafeţelor piesei, pentru care se peoiectează dispozitivul, familia clasa şi grupa de piese în care se poate încadra piesa. Pieasa examinată va fi di familia 3 (carcase deschise cu alezaje şi găuripe mai multe suprafeţe).
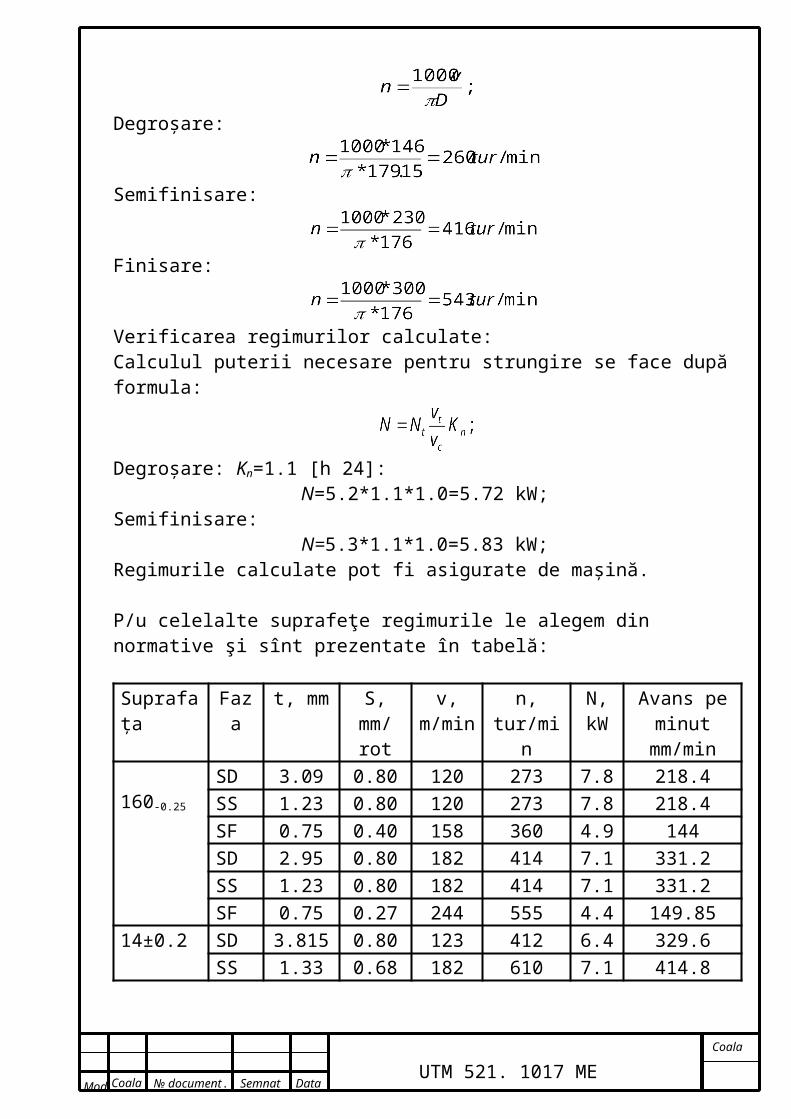
Coala № document.
Coala
SemnatUTM 521. 1017 ME
DataMod
Vom examina suprafeţele pe care vom face bazarea şi orientarea
Suprafaţa Toleranţa Calitatea 160 IT 11 Ra 1,6Ø217 IT14 Ra 12,5Ø151 IT 14 Ra 6.3
Analiza dimensională a piesei.
Analiza dimensională completă a piesei impune stabilirea următoarelor elemente:
-din desenul de execuţie a piesei calculăm dimensiunea de gabarit pentru forma de bază a piesei. Dimensiunea de gabarit pentru forma de bază a piesei se consideră a fi dimensiunile ambalajului în care s-ar putea include piesa respectivă. Piesa discutată are tipul de ambalaj circular.
-calculam volumul ambalajului piesei menţinînd liber spaţiul necesar instalării piesei în dispozitiv.
Analiza materialului piesei
Propriu acestei analize îi este stabilirea unui grup de informaţii referitoare la proprietăţile fizico-mecanice ale materialului piesei, informaţii necesare pentru elaborarea unei recomandări privind scurgerea liberă a aşchiilor pe elementele dispozitivului, stabilirea limitelor forţelor ce se pot aplica pe piesă, calculul

Coala № document.
Coala
SemnatUTM 521. 1017 ME
DataMod
regimurilor, stabilirea limitelor forţelor de aşchiere, verificarea sau calcularea deformaţiilor piesei sub acţiunea forţelor de aşchiere.
Din normative extragem proprietăţile mecanice pentru FC15 GOST 1412-85:
limita de rezistenţă la întindere-15 N/mm2
limita de rezistenţă la încovoiere-32 N/mm2
Analiza greutăţii piesei.
Propriu acestei analize îi este precizarea vectorului de greutate şi stabilirea unor recomandări privind manipularea ei la instalarea în dispozitiv. Acest lucru prevede parcurgerea următoarelor etape:
- se calculează greutatea piesei- se determină centrul de greutate al pieseiAceste etape le vom efectua cu ajutorul programei Solid WorksMass properties of piesa 8KE.024.930
- stabilim recomandările privind manipularea piesei la instalarea în dispozitiv. Din consultarea tab.1.4. [ 1 ] în dependenţă de greutatea piesei recomandarea va fi următoarea: un muncitor – manipulare cu două mîni.
Analiza maşinii – unelte.
La proiectarea dispozitivului apare necesitatea cunoaşterii anumitor caracteristici ale maşinii – unelte pe care se va instala dispozitivul indiferent dacă ea este precizată în planul de operaţii sau în fişa tehnologică.
Dimensiunea suprafeţei mesei maşinei – unelte.
Dimensiunea mesei maşinei – unelte se poate de adus din paşaportul acestei maşini, aceste dimensiuni în formă de desen vor arăta astfel:
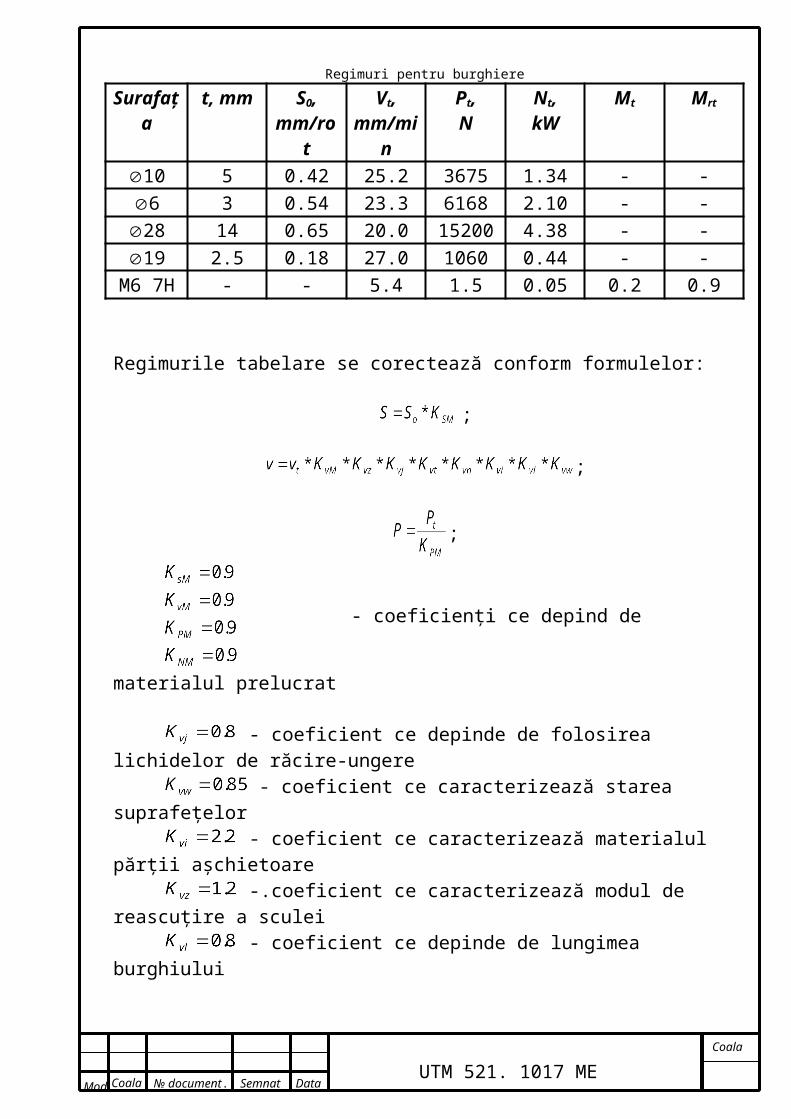
Coala № document.
Coala
SemnatUTM 521. 1017 ME
DataMod
Analiza schemelor posibile a dispozitivului.
Specificul acestui punct este stabilirea rintr-o analiză estimativă a tipului general de dispozitiv ce urmează a fi proiectat.
La prelucrarea găurilor M10-7H la operaţia de burghiere vom examina toate schemele posibile a dispozitivului.
Tabelulul 2.1.1Nr.crt.
1 2 3 4 5 6 7 SO-DS
1 × × 1-2-32 × × 1-2-63 × × × × 1-5
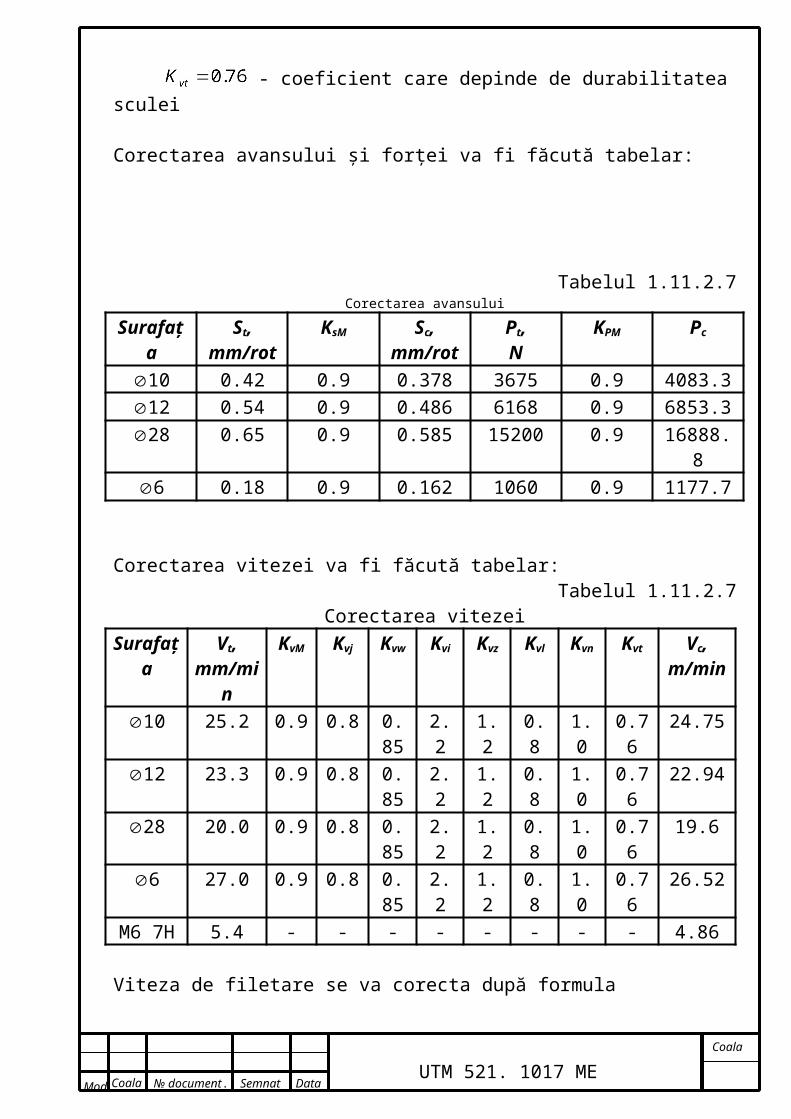
Coala № document.
Coala
SemnatUTM 521. 1017 ME
DataMod
Eroarea de instalare
Eroarea de instalare εi este abateria concretă a semifabricatului apărută în urma instalării în dispozitive speciale de la cea necesară. Acestă eroare ε i apare ca urmare necoincidenţei bazelor de măsurare şi tehnologice, neuniformităţii calităţii suprafeţelor semifabricatului, incorectitudinii execuţiei şi uzurii elementelor de aşezare a dispozitivelor speciale, instabilităţii forţelor de strîngere etc. Eroarea de instalare se calculează după erorile de : bazare εb , fixare εf , poziţie εp.
Formula de calcul va fi:
Eroarea de bazare
Eroarea de bazare εb este proiecţia deplasării bazei de măsurare pe direcţia dimensiunii ce urmează a se obţine prin prelucrare, de asemenea eroarea de bazare este o eroare accidentabilă. Determinînd cîmpul de dispersie între baza tehnologică şi cea de măsurare în direcţia dimensiunii ce urmează a se obţine prin prelucrare vom determina eroarea de bazare. Aproximativ εb poate fi determinată ca diferenţa între valorile maxime şi minime ale valorilor dimensiunii menţionate mai sus. Valoarea εb depinde de schema de bazare adoptată şi precizia de realizare a bazelor semifabricatelor ( include abaterea dimensiunii, forma şi amplasarea reciprocă a bazelor ).
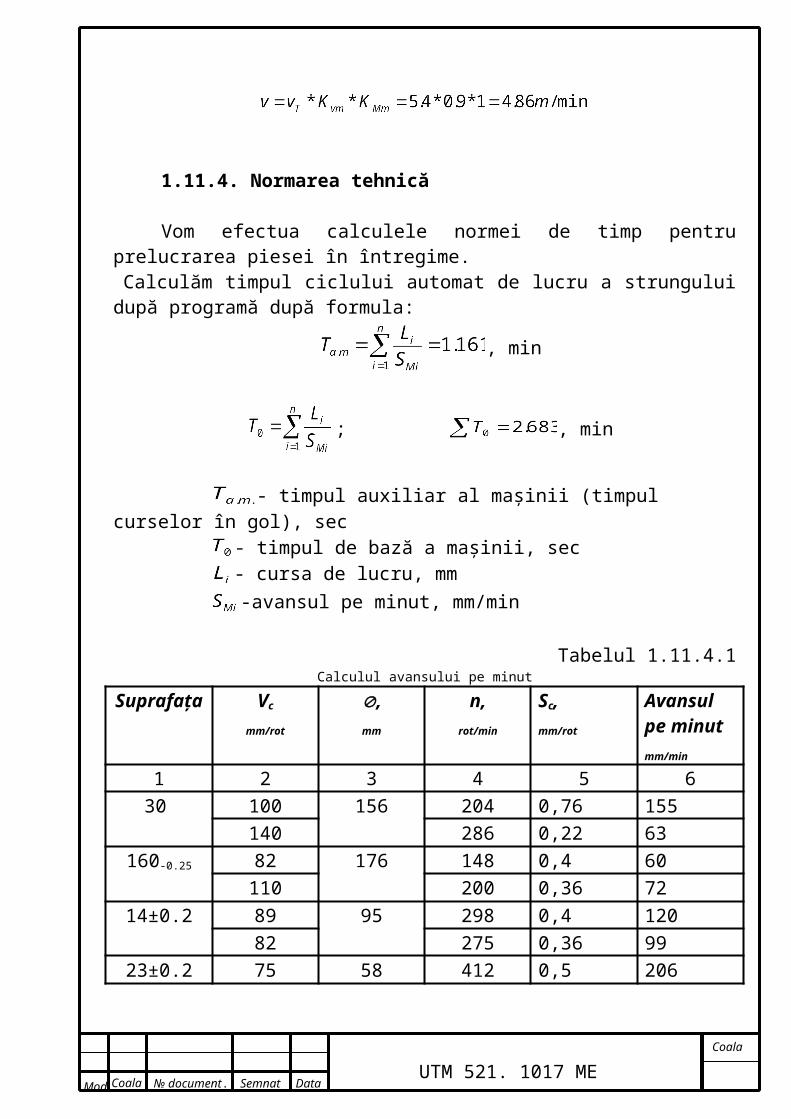
Coala № document.
Coala
SemnatUTM 521. 1017 ME
DataMod
Într-un caz comun eroarea de bazare se determină reeşind din schema de aşezare în spaţiu a semifabricatului. Dar pentru simplificarea calculelor, de regulă se limitează la examinarea deplasărilor doar întrun singur plan. Pentru eliminarea erorilor de bazare, este necesar de a aşeza semifabricatul astfel încît baza de măsurare a dimensiunii ce ne interesează să fie aleasă şi ca bază de aşezare. În felul acesta noi vom imobiliza baza de măsurare, asigurînd ajutorul elementelor de aşezare ale dispozitivului, poziţionaea uniformă a pieselor întregului lot.
Vom avea următorul desen la eroarea de bazare în dispozitiv:
unde: ITl – toleranţa gabaritului
Deci vom avea:
Eroarea de fixare.
Eroarea de fixare εf este diferenţa dintre valorile maxime şi minime ale proiecţiei deplasării bazei de măsurare în direcţia cotei realizate ca rezultat al aplicării faţă de semifabricat a forţei de strîngere ( fig.5.3. ). Ca regulă, apare din cauza varierii tensiunilor de contact între semifabricat – reazemele dispozitivului.
Deformaţiile semifabricatelor rigide şi a carcaselor dispozitivelor sub acţiunea forţelor de strîngere, de regulă se neglijează.
Deplasările de contact Y în locul contactării semifabricat – reazemul dispozitivului se calculează după relaţia prezentată mai jos:
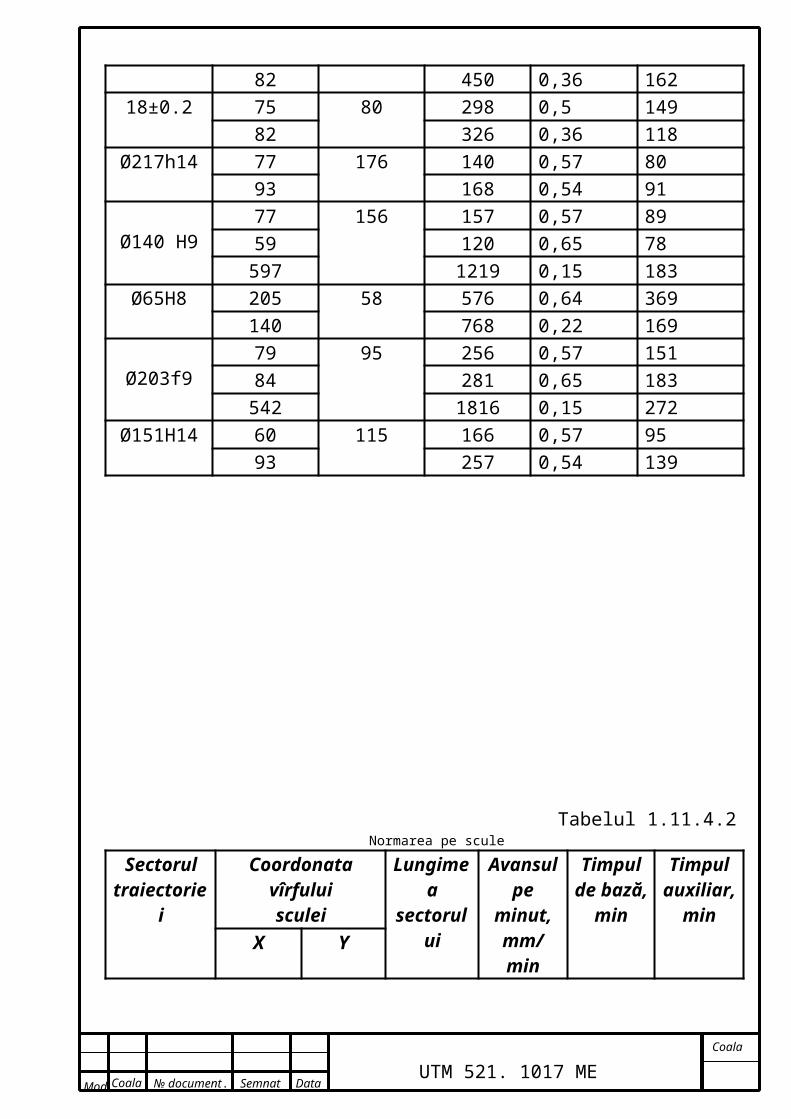
Coala № document.
Coala
SemnatUTM 521. 1017 ME
DataMod
Fig.5.3. Schema pentru calculul erorii de fixare εf ( εfb şi εfu – corespunzător de bază şi cea legată de uzura reazemelor ), Qmax şi Qmin – corespunzător forţele maxime şi minime, care acţionează normal pe reazem.
unde: Rmax – înălţimea maximă a neuniformităţii profilului, μm;- Q – forţa care acţionează la direcţia normală asupra reazemului, N;- A – suprafaţa nominală a reazemului, mm2;- C1 – coeficientul adimensional de îngustare, care caracterizează
trepta de durificare a stratului superficial prelucrat fără semifabricat ( tab.2.25.[ 1 ] );
- σc – limita de curgere a materialului semifabricatului, Mpa;- ν – parametrul adimensional ai curbei de bază (tab.2.24.[ 1 ] );- W,Rb – corespunzător înălţimea şi lungimea ondulării suprafeţei, μm
( tab.2.25, 2.24.[ 1 ] );- Θ – constantă elastică a materialului constante ale reazemului şi
semifabricatului, 1 / Gpa;- bΣ – parametru redus adimensional al curbei suprafeţei de reazem,
care caracterizează condiţiile de contact a bazei semifabricatului cu reazemul.
Pentru fiecare termen în parte vom avea:- Rmax = 20 μm- Q = 58344 N;- A = 12270 mm2;- C1 = 5.24;- σc = 20 Mpa;- ν = 1.95;
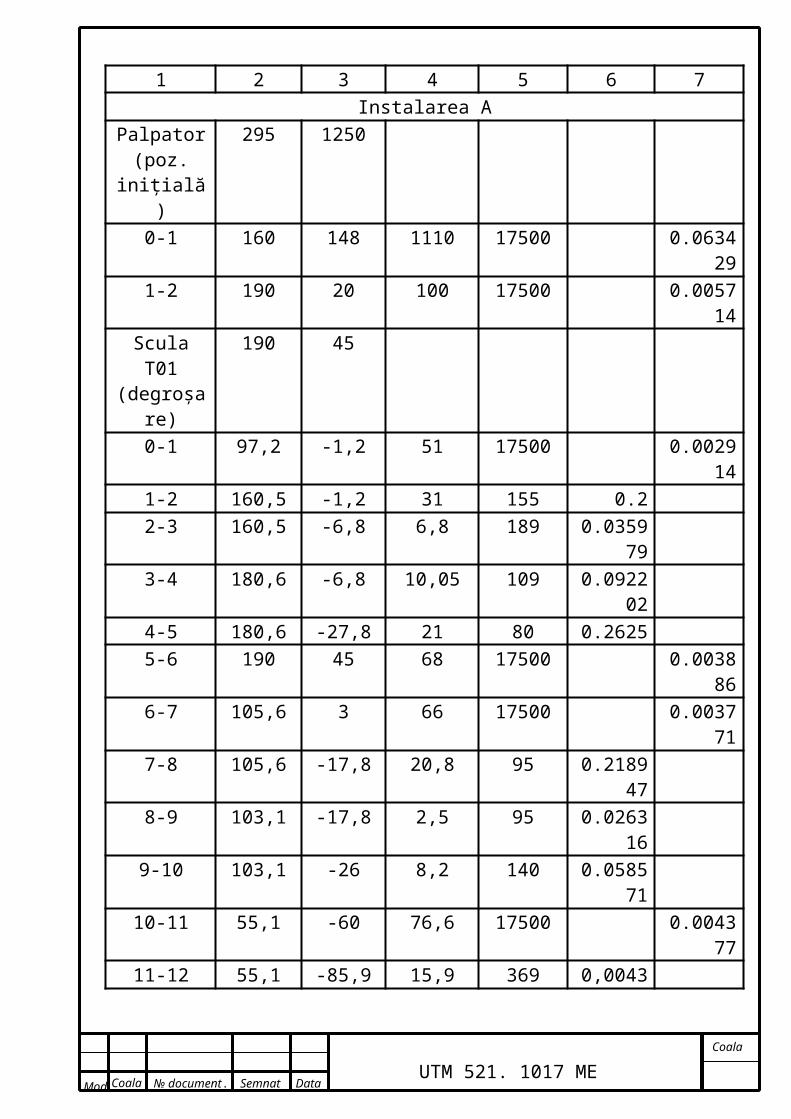
Coala № document.
Coala
SemnatUTM 521. 1017 ME
DataMod
- W = 8;- Rb = 10;- Θ = 10300 1 / Gpa;
Înlocuind datele în formulă obţinem:
Înlocuind datele în formula de bază obţinem:
Eroarea de poziţie
Eroarea de poziţie εp a semifabricatului apare în urma erorilor de execuţie şi instalarea dispozitivelor speciale pe masa maşinii – unelte şi uzura reazemelor dispozitivului special.
Eroarea de execuţie a dispozitivului εe depinde esenţial de precizia deexecuţie a pieselor dispozitivului. Precizia de execuţie a reazemelor şi a altor piese standartizate a dispozitivului special.
Componenta εd apare ca rezultat al depplasărilor şi dezaxării corpului dispozitivului pe masa, platou sau pe masa maşinii unelte. În producţia de masă la o singură aşezare şi strîngere această valoare se aduce la minim prin reglare şi se consideră că este constantă în decursul exploatării dispozitivului special dat. În unele condiţii concrete componenta εd poate fi eliminată prin reglarea corespunzătoare a maşinii – unelte.
Acupra valorii εd influenţiază uzura şi deteriorările posibile la suprafeţe conjugate în procesul reglării şi schimbării dispozitivului special. Respectînd condiţiile raţionale de schimbare a dispozitivului special şi la o alegere raţională a jocurilor în suprafeţele cojugate, valoarea εd poate fi micşorată pînă la 0.01 – 0.02 mm.
Calculul forţei de strîngere
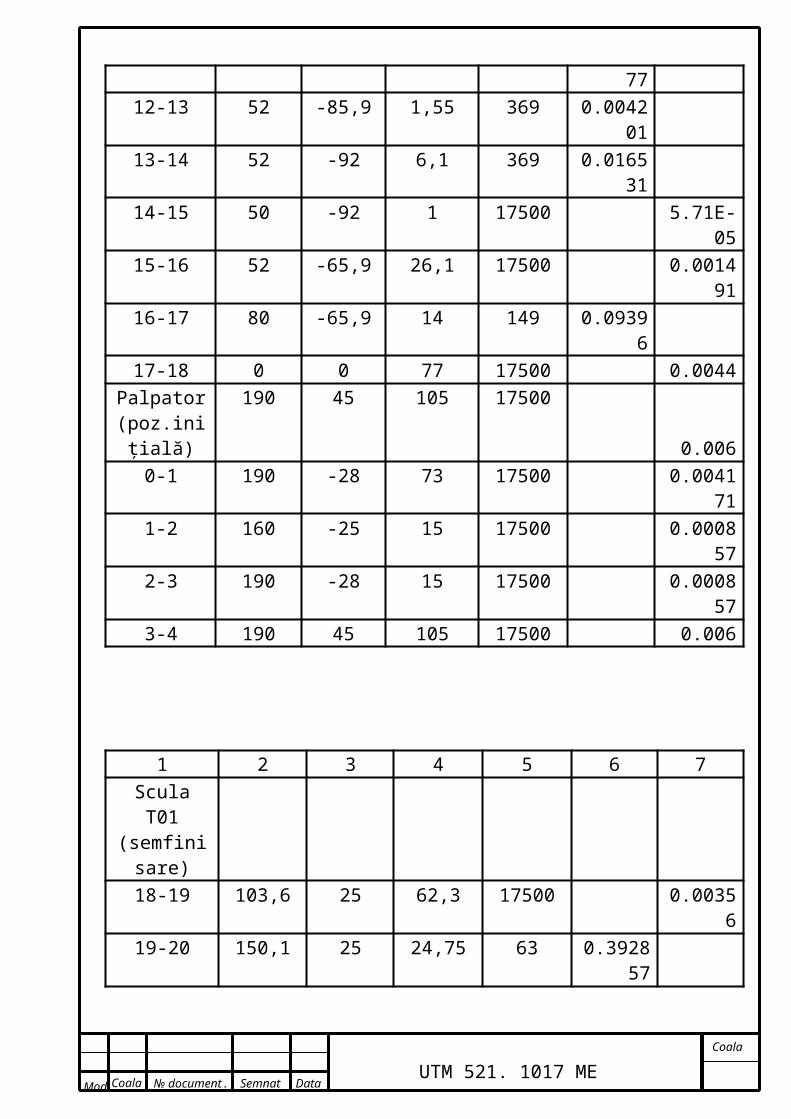
Coala № document.
Coala
SemnatUTM 521. 1017 ME
DataMod
Rolul forţelor de strîngere este de a menţine neschimbată sistema de orientare optimală în tot timpul procesului de prelucrare. În acest scop, numărul, mărimea, succesiunea şi condiţiile solicitărilor care apar în condiţiile concrete de prelucrare.
Schema de calcul a forţelor.
Schema de calcul a forţei ne arată schematic forţele care apar în mecanismul de pridere a semifabricatului în timpul elaborării găurilor date.
Schema de calcul a forţei arată în felul următor:
Formula de calcul a forţei de strîngere este:
unde: K – coeficientul de siguranţă;J1, J2 – rigiditatea corespunzător dispozitivului de strîngere şi a
sprijinelor;f- coeficientul de frecareP- forţa de aşchiere
Coeficientul de siguranţă K, care ea în consideraţie instabilitatea acţiunii forţelor asupra semifabricatului, se introduce în timpul calculului forţei R pentru asigurarea siguranţei la strîngere:
unde:- K0 – coeficientul garantat de siguranţă = 1.4;
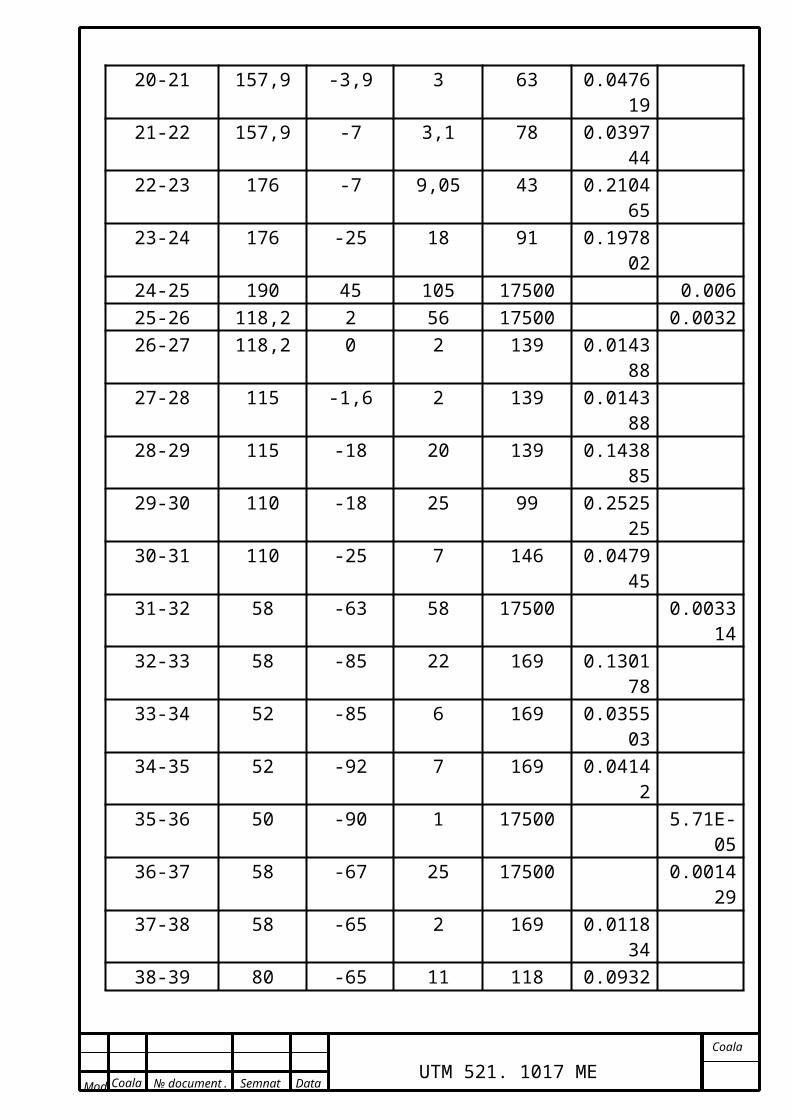
Coala № document.
Coala
SemnatUTM 521. 1017 ME
DataMod
- K1 – ia în consideraţie mărirea forţei de aşchiere din cauza neregularitaţilor pe suprafaţa prelucrată = 1.2;
- K2 – ia în consideraţie mărirea forţei de aşchiere din cauza uzurii sculei de burghiat = 1.2;
- K3 – ia în consideraţie mărirea forţei de aşchiere din cauza aşchierii cu întreruperi = 1.0;
- K4 – caracterizează invariabilitatea forţei, dezvoltată de dispozitivul de strîngere = 1.3;
- K5 – caracterizează comoditatea dispozitivului de strîngere nemecanizat = 1.0;
- K6 – se ea în consideraţie cînd este moment care tinde să rotească semifabricatul, instalată pe o suprafaţă plană = 1.4.
K=1.4*1.2*1.2*1.0*1.3*1.0*1.0*1.4=2.6
Valoarea forţei de strîngere va fi:
Construcţia dispozitivului
1. corp, 2. bacuri, 3. galete, 4. surub, 5. bacuri, 6. bucsa, 7. capac, 8. ax, 9. stift;
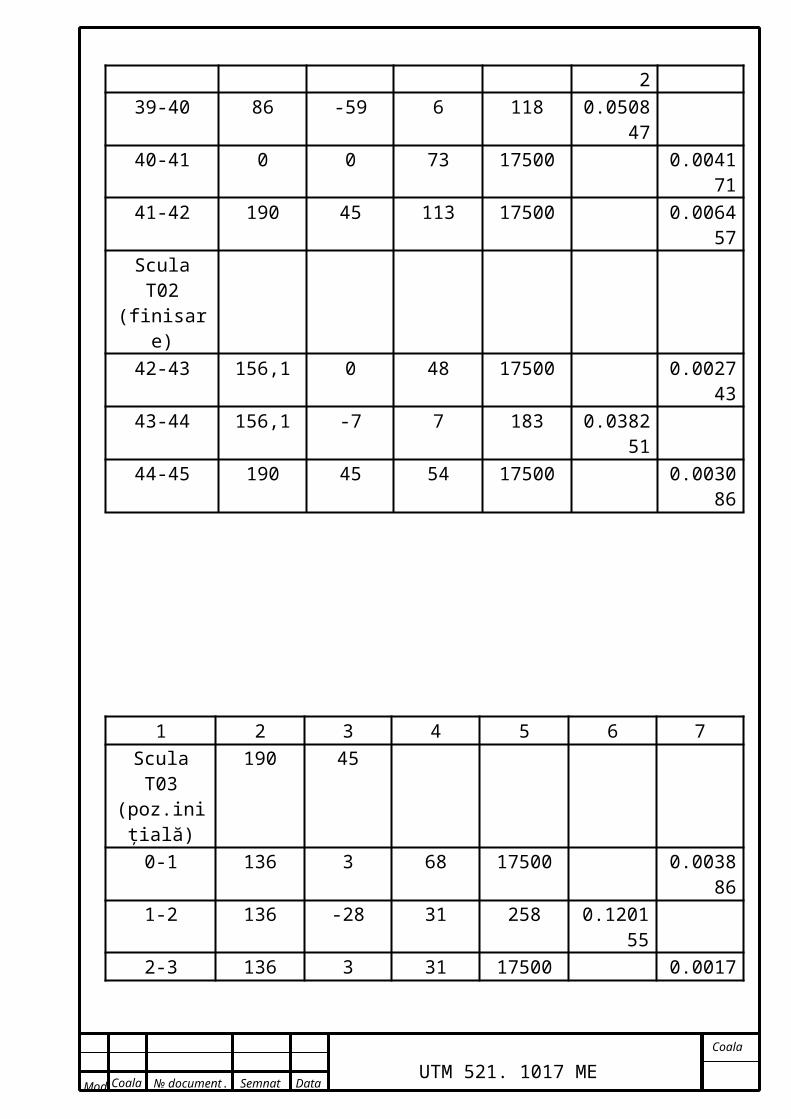
Coala № document.
Coala
SemnatUTM 521. 1017 ME
DataMod
Descrierea modului de funcţionare:În canalele corpului 1 sînt instalate trei bacuri 2, de care cu ajutorul
şuruburilor 4 şi galetelor 3 sînt prinse bacurile 5. Bucşa 6 cu şuruburile 8 şi tija sînt unite la acţionare. În bucşă sînt prevăzute trei canale a cu unghiul de înclinare 15, în care intră proieminenţele înclinate b ale bacurilor 2.
Semifabricatul se strînge în mandrină la deplasarea tijei în stînga. Mişcarea se transmite bucşei 6, care deplasează bacurile 2 pe canalele înclinate spre axa mandrinei. Bacurile schimbătoare 5 de asemanea se mişcă spre centrul mandrinei strîngînd semifabricatul. Eliberarea semifabricatului se face prin mişcarea tijei în dreapta, care deplasează bucşa 6. Proieminenţele b ale bacurilor 2 se deplasează pe canalele a ale bucşei 6 de la axa mandrinei, bacurile schimbătoare se desfac şi se desprinde piesa.
Pentru schimbarea bacurilor bucşa 6 se roteşte împotriva acelor de ceasornic la 15, în timp ce ştiftul 9 se retrage. După aceea bacurile se scot din canale. Bucşa 7 este destinată pentru protecţia mandrinei de murdării.
2.2. Proiectarea dispozitivului de control
Avem de verificat bătaia radială şi cea frontală. În calitate de suprafaţă de bazare vom folosi suprafaţa faţă de care sînt date aceste bătăi. Toleranţa care trebuie asigurată este 0.1 mm, o precizie nu prea înaltă şi deci nu vom avea cerinţe dure pentru suprafeţele de bazare. Pentru măsurarea parametrilor enumeraţi instalăm în capul revolver un palpator care după prelucrare va verifica parametrii ceruţi.
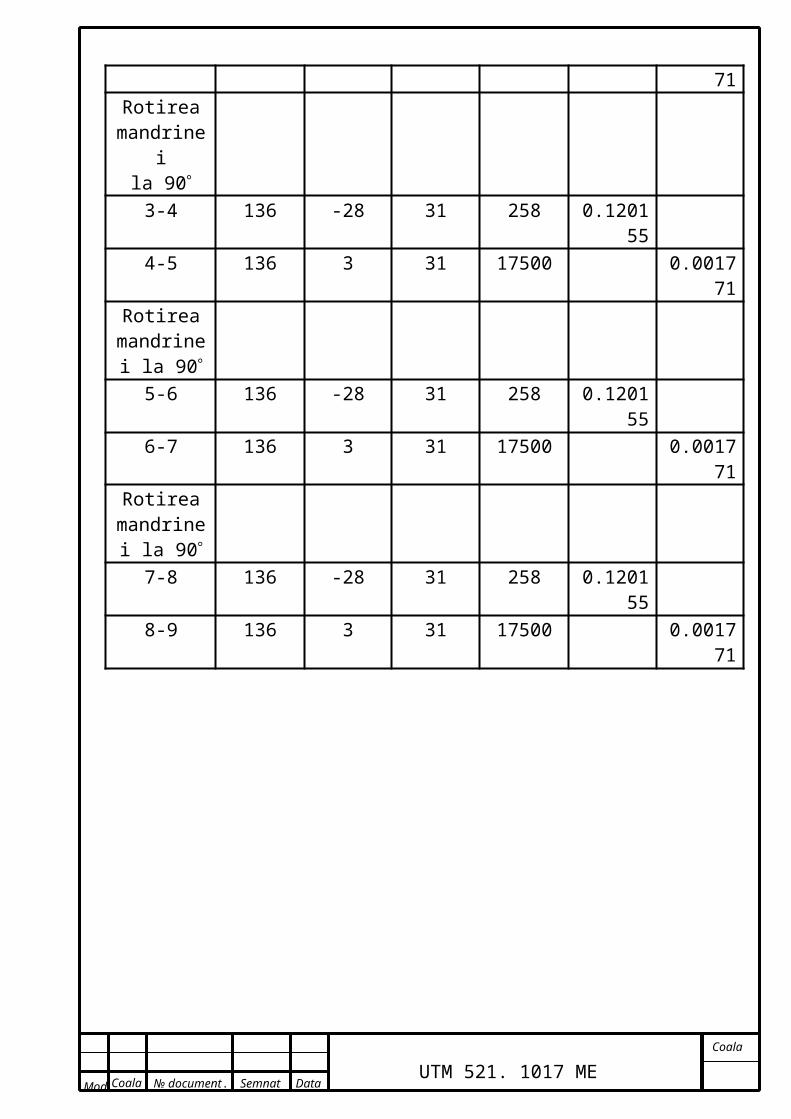
Coala № document.
Coala
SemnatUTM 521. 1017 ME
DataMod
CONCLUZIE:
În condiţiile actuale de piaţă, când valoarea raportului dintre cerere şi ofertă scade, este necesar de a găsi posibilităţi de echilibrare prin reducerea cheltuielilor de producere şi creşterea calităţii de producţie.
Dotările tehnice îşi propun, în principal, perfecţionarea tehnologiei, creşterea nivelului de mecanizare şi automatizare, integrarea sistemelor automatizate de conducere a proceselor tehnologice. În ritmuri accelerate creşte folosirea tehnicii de calcul pentru automatizarea proceselor tehnologice.
Elaborând o tehnologie nouă pentru piesa de tip scut portlagăr 8KE.024.930. şi conform calculelor economice, procesul tehnologic proiectat s-a dovedit a fi mai rentabil decît procesul de bază.
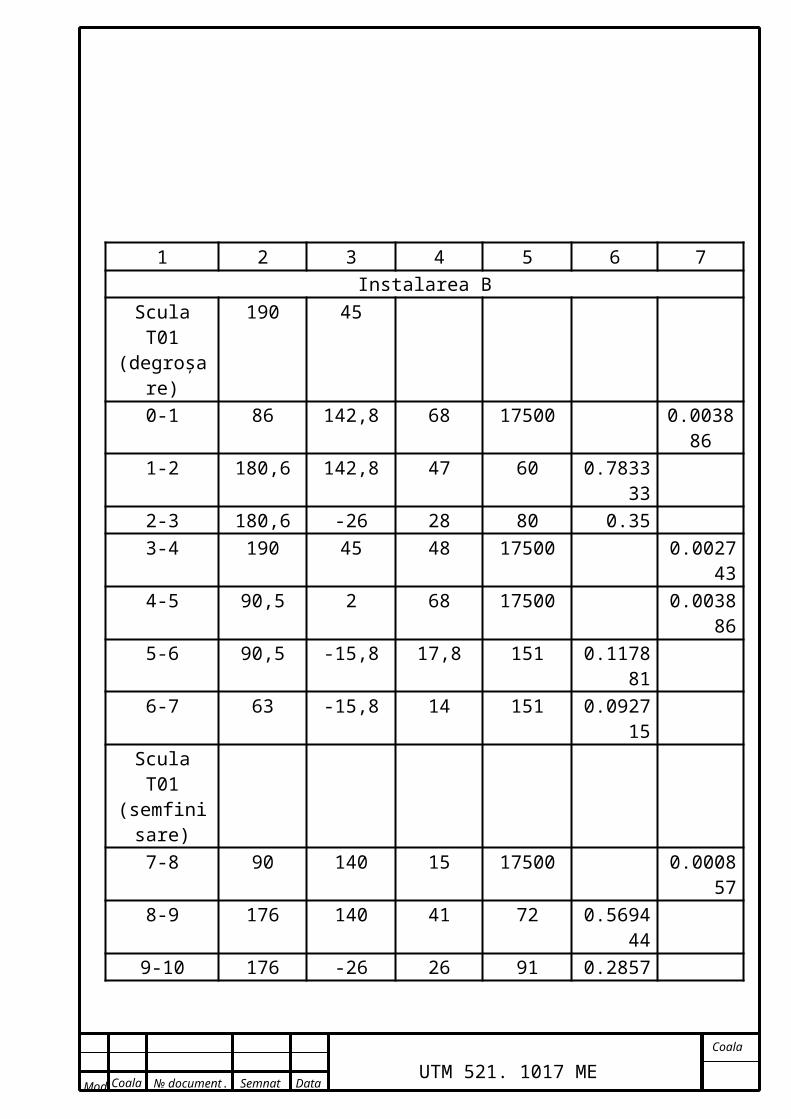
Coala № document.
Coala
SemnatUTM 521. 1017 ME
DataMod
Bibliografie
1. Proectarea tehnologiilor de prelucrare mecanică prin aşchiere: Manual de proiectare: În 2 volume. Volumul – 2 / C. Picoş, O. Precteanu, C. Bonohosciuc ş.a. – Chişinău: Universitas, 1992. – 407 p..
2. Balabanov A. N. Kratkii spravocinik tehnologa- maşinostroitelea.-M:Izdatelistvo stantdartov, 1992.-464 s.,il.
3. Gorboţevici A. F., Şcred V. A. Kursovoe proectirovanie po tehnologhii maşinostroenie: [ Ucebnoe posobie dlea maşinostroitelinîh ucebnîh vuzov ] 4-e izdanie, pererabotana i dapolnina: Vîşaia şcola, 1983-256 s., il.
4. Babuc V. V. Diplomnoe proektirovanie po tehnologhie maşinostroeniea: [Ucebnoe posobie dlea vuzov / V. V. Babuk, P. A. Goresco, K. P. Zabrodin i dr. ] pod obşei redakţii V. V. Babuca. Mn. Vîşaia şcola, 1979.-464 s.,il.
5. Spravocinic tehnologa – maşinostroitelea v 2-h T., T.1 / Pod redacţiei A. F. Kosilovoi i R. K. Mişerecova, 1986. 656 s., il.
6. Spravocinic tehnologa maşinostroitelea v 2-h T., T.2 / pod redakţiei A. G. Kosilovoi i R. K. Meşericova. – 4-e izdanie, pererab. i dop.-M.: Maşinostroenie, 1986.-656 s., il.
7. Obşemaşinostroitelinîe normativî vremeni i rejimov rezanii 2.
8. Gjirov R. I., Serebrenşkii P. P. Programirovanie obrabotki po stankah s CEPU; Spravocinik.- L.: Maşinostroenie. Leningradskoe otdelenie, 1990.-588 s., il.
9. Obşemaşinostroitelinîe normativî vremeni 1.
10. Kuzneţov IU. I., Maslov A. R., Baikov A. N. Osnastka dlea stankov s CEPU; Spravocinik 2-e izdanie, pererab. I dop. – M.; Maşinostroenie, 1990. – 512 l., il.
11.Байков В.Д., Вашкевич С.Н., Решение траекторных задач в микропроцессорных системах ЧПУ /под ред.В.Б .Смолова. – Л.:Машиностроение, Ленингр.,1986. – 106 с.
12.Tehnologiceschie proţessă kovki, ştampobchi. Kursovoie proiectirovanie / P.P. Omelicinco, B.S.Karghin, A.D. Kiriţev.;Doneţk : Vişa şk. Golovnoe izd – vo, 1986. – 151s.13.Afonchin M.G., Magniţcaia M.V. Proizvodstvo zagotovok v maşinostroienii. – L.: Maşinostroienie, Leningr. otd – nie, 1987. – 256 s.
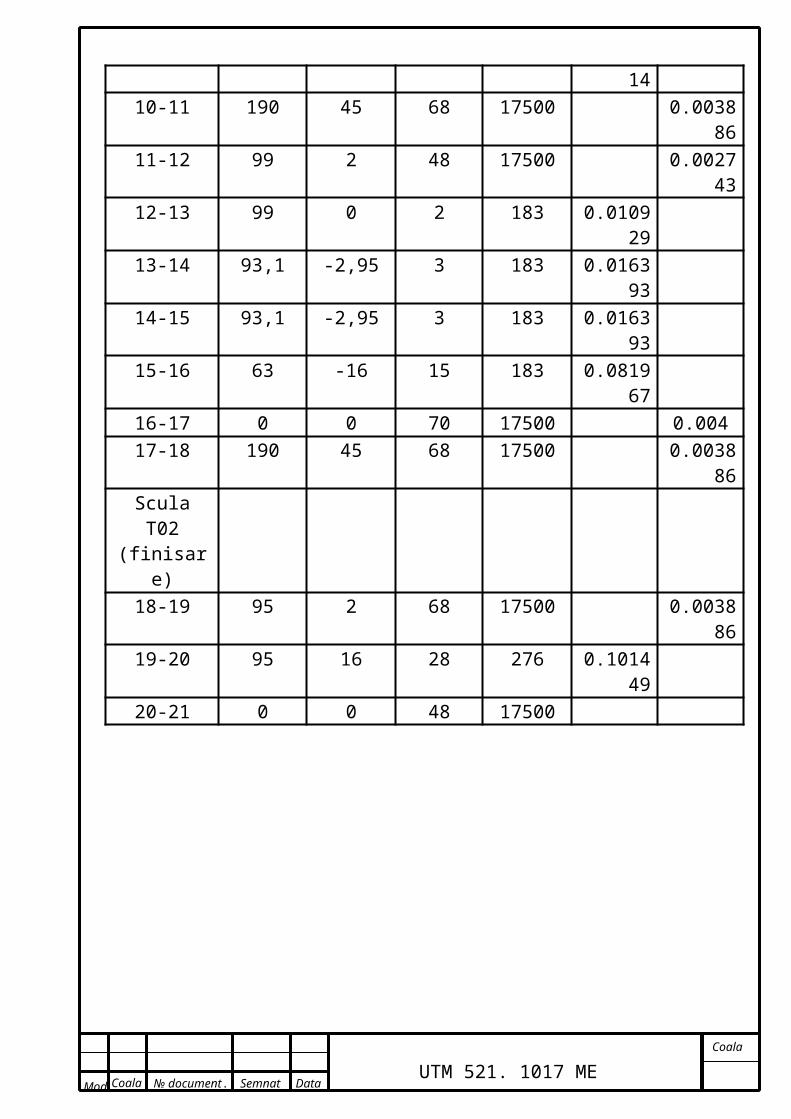
Coala № document.
Coala
SemnatUTM 521. 1017 ME
DataMod
14.A.K. Goroşkin., Prisposoblenia dlea metalorejuşih stankov.Spavocinic. Maşinostroienie, Leningr. otd – nie, 1989. – 302 s.
15.Kratchii spravocinic metallista / Pod obş. red. P.N. Orlova, E.a. Scorohodova. – 3 –e izd., pererab. i dop. – M.:Maşinostroienie, 1986. – 960 s.
16.Obrabotca metallov rezaniem: Spravocinic tehnologa / A.A. Panov. - M.:Maşinostroienie, 1988. – 736 s.
17.Proiectirovanie tehnologiceschih proţessov mehanicescoi obrabotki v maşinostroienii : Uceb. posobie / V.V. Babuk, B.A. Şkred, G.P. Krivko, A.I. Medvedev; Pod red V.V. Babuka. – Mn.: Vîş. şk., 1987. – 255 s.
18.Dunaev P.F., Lelikov O.P. Rasciot dopuskov razmerob. - M.:Maşinostroienie, 1981. – 189 s.
19.Matalin A.A. Tehnologhia maşinostroienie : Ucebnic dlea maşinostroitelinîh vuzov po speţalinosti „Tehnologhia maşinostroienia, metallorejuşie stanki i instrumentă”.- L.: Maşinostroienie, Leningr. otd – nie, 1985. – 496 s.
20.Dopuski i posadki:V 2 – h ci./ V.D. Meagkov, M.A.Palei, A.B. Romanov, V.A. Braginschii. – 6 –e izd., pererab. i dop. - L.: Maşinostroienie, Leningr. otd – nie, 1982. – Ci. 1.543 s.
21.Dopuski i posadki:V 2 – h ci./ V.D. Meagkov, M.A.Palei, A.B. Romanov, V.A. Braginschii. – 6 –e izd., pererab. i dop. - L.: Maşinostroienie, Leningr. otd – nie, 1982. – Ci. 2.448 s. 21.Dopuski i posadki:V 2 – h ci./ V.D. Meagkov, M.A.Palei, A.B. Romanov, V.A. Braginschii. – 6 –e izd., pererab. i dop. - L.: Maşinostroienie, Leningr. otd – nie, 1982. – Ci. 1.543 s.
22.Gorohov V.A.Proiectirovanie i rasciet prisposoblenii.: - Minsc.;Vîşaia şcola,1986. – 237 s.