Metoda MRP
12
Logistică
-
Upload
mihail-teo -
Category
Documents
-
view
413 -
download
4
Transcript of Metoda MRP
5/12/2018 Metoda MRP - slidepdf.com
http://slidepdf.com/reader/full/metoda-mrp 1/12
Logistică
5/12/2018 Metoda MRP - slidepdf.com
http://slidepdf.com/reader/full/metoda-mrp 2/12
Aplicarea Metodei MRPAplicarea Metodei MRP
Metoda MRP s-a dezvoltat şi adaptat continuu, odată cu evoluţiamediului de producţie : de la un sistem relativ simplu de gestiunea stocurilorşi aprovizionărilor, a devenit un sistem de gestiunea producţiei, ajungând să
fie, în prezent, un sistem complex de gestiune integrată a fluxului deproducţie (sistem integrat de logistică globală – Supply Chain ManagementSystem).
Metoda MRP se aplică la nivelul tactic şi operaţional de managementul producţiei, fiind
un system complet şi complex de planificare – programare – ordonanţare – lansare – urmărire a
executării producţiei, care ia în considerare resursele necesare realizării acesteia.1
Obiective principale ale metodei MRP sunt :
- asigurarea unei bune serviri a clienţilor ;- realizarea unui program de producţie care să echilibreze cât mai bine sarcinile de
producţie cu capacităţile de producţie.
Pentru atingerea obiectivelor menţionate, metoda MRP trebuie sărealizeze următoarele funcţii :- planificarea producţiei : are ca scop stabilirea priorităţilor de
producţie şi a capacităţilor necesare realizării acestora.- gestiunea atelierului : are ca scop lansarea, executarea şi urmărirea
modului de realizare a planurilor şi programelor de producţie elaborate.- gestiunea stocurilor : are ca scop stabilirea momentelor şi cantităţilor
de aprovizionat pentru fiecare tip de articol cumpărat de întreprindere, astfel încât să fie posibilă realizarea planurilor şi programelor de producţie stabiliteanterior.
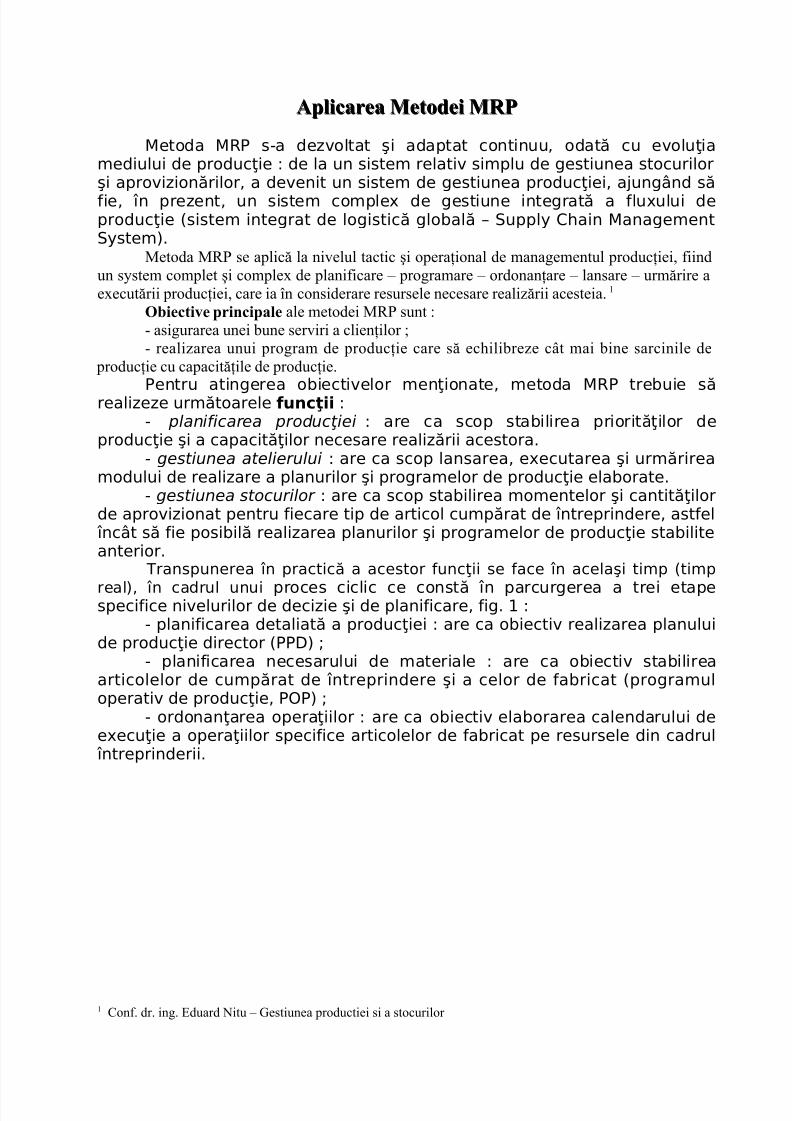
Transpunerea în practică a acestor funcţii se face în acelaşi timp (timp
real), în cadrul unui proces ciclic ce constă în parcurgerea a trei etapespecifice nivelurilor de decizie şi de planificare, fig. 1 :
- planificarea detaliată a producţiei : are ca obiectiv realizarea planuluide producţie director (PPD) ;
- planificarea necesarului de materiale : are ca obiectiv stabilireaarticolelor de cumpărat de întreprindere şi a celor de fabricat (programuloperativ de producţie, POP) ;
- ordonanţarea operaţiilor : are ca obiectiv elaborarea calendarului deexecuţie a operaţiilor specifice articolelor de fabricat pe resursele din cadrul întreprinderii.
1 Conf. dr. ing. Eduard Nitu – Gestiunea productiei si a stocurilor
5/12/2018 Metoda MRP - slidepdf.com
http://slidepdf.com/reader/full/metoda-mrp 3/12
Studiu de caz
Descrierea obiectivelor studiului:
- Introducerea in fabricatia societatii „X” a unui nou produs;
- Schimbarea metodei actuale de introducere in fabricatie a produsului existent;- Realizarea uni plan de productie care sa echilibreze cat mai bine sarcinile de
productie cu capacitatile de productie;
- Aplicarea metodei MRP si interpretarea rezultatelor.
Situatia actuala
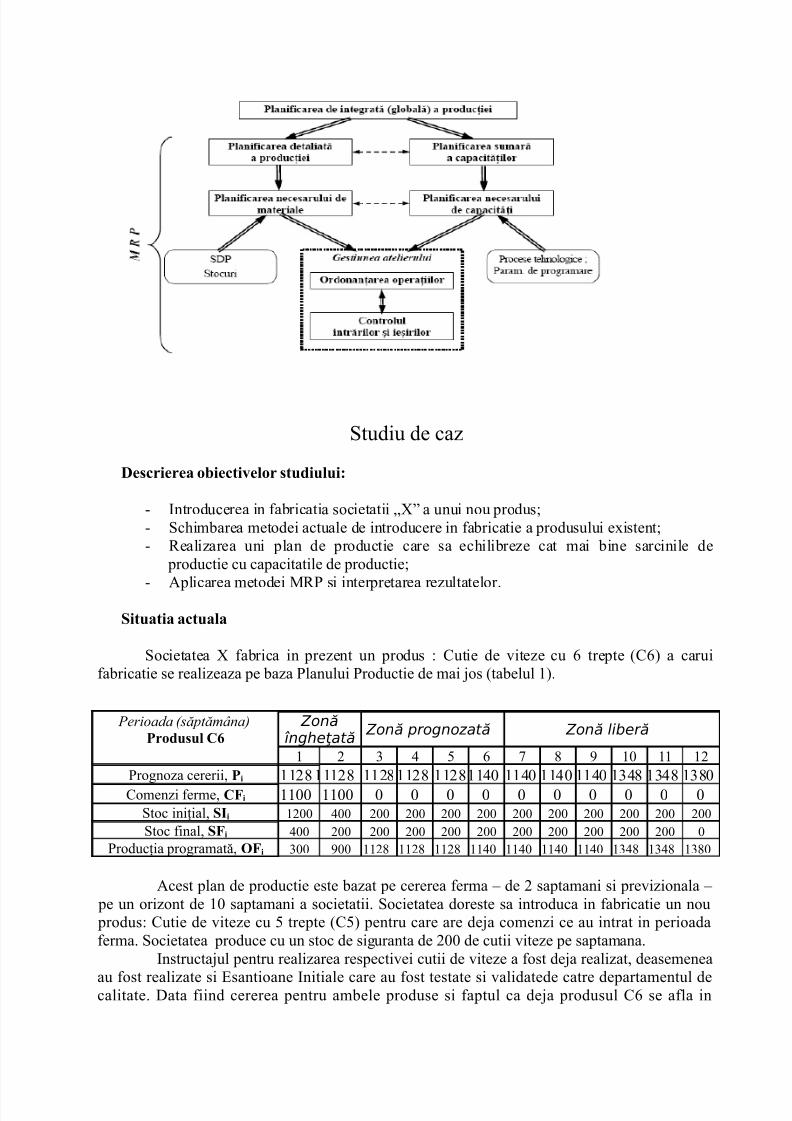
Societatea X fabrica in prezent un produs : Cutie de viteze cu 6 trepte (C6) a caruifabricatie se realizeaza pe baza Planului Productie de mai jos (tabelul 1).
Acest plan de productie este bazat pe cererea ferma – de 2 saptamani si previzionala –
pe un orizont de 10 saptamani a societatii. Societatea doreste sa introduca in fabricatie un nou produs: Cutie de viteze cu 5 trepte (C5) pentru care are deja comenzi ce au intrat in perioada
ferma. Societatea produce cu un stoc de siguranta de 200 de cutii viteze pe saptamana.
Instructajul pentru realizarea respectivei cutii de viteze a fost deja realizat, deasemenea
au fost realizate si Esantioane Initiale care au fost testate si validatede catre departamentul decalitate. Data fiind cererea pentru ambele produse si faptul ca deja produsul C6 se afla in
Perioada (săptămâna)Produsul C6
Zonăîngheţată
Zonă prognozată Zonă liberă
1 2 3 4 5 6 7 8 9 10 11 12
Prognoza cererii, Pi
1128 11128 1128 1128 11281140 1140 1140 1140 1348 1348 1380Comenzi ferme, CFi 1100 1100 0 0 0 0 0 0 0 0 0 0Stoc iniţial, SIi 1200 400 200 200 200 200 200 200 200 200 200 200
Stoc final, SFi 400 200 200 200 200 200 200 200 200 200 200 0
Producţia programată, OFi 300 900 1128 1128 1128 1140 1140 1140 1140 1348 1348 1380
5/12/2018 Metoda MRP - slidepdf.com
http://slidepdf.com/reader/full/metoda-mrp 4/12
productie de serie, se doreste construirea unui plan de productie director ce va contine o planificare a productiei ce va face fata cererii existente a celor 2 produse.
Prezentarea paşilor parcurşi pentru aplicarea metodei / conceptului propus.
Pentru realizarea unei planificari cat mai corecta si eficienta a productiei celor 2
produse trebuie sa se tina cont de anumite constrangeri:- Dat fiind faptul ca societatea avea numai un singur produs de fabricat, aceasta nu
folosea loturi pentru lansarea in fabricatie => Societatea va aplica, in principiul reducerii costuluicu aprovizionarea, lansarea in fabricatie a produsului C6 pe loturi;
- Dupa cum se poate observa din tabelul 1, societatea foloseste un anumit prag de stoc
de securitate pentru produsul C6;- In tabelul 2 se gasesc cererile clientilor pentru cel de-al doilea produs;
- Pentru produsul C5 nu este prevazut un anumit stoc de securitate, dat fiind casocietatea abia implanteaza acest produs;
- Evitarea penuriei de produse.Informaţiile de care dispune responsabilul cu planificarea producţiei sunt după cumurmează.
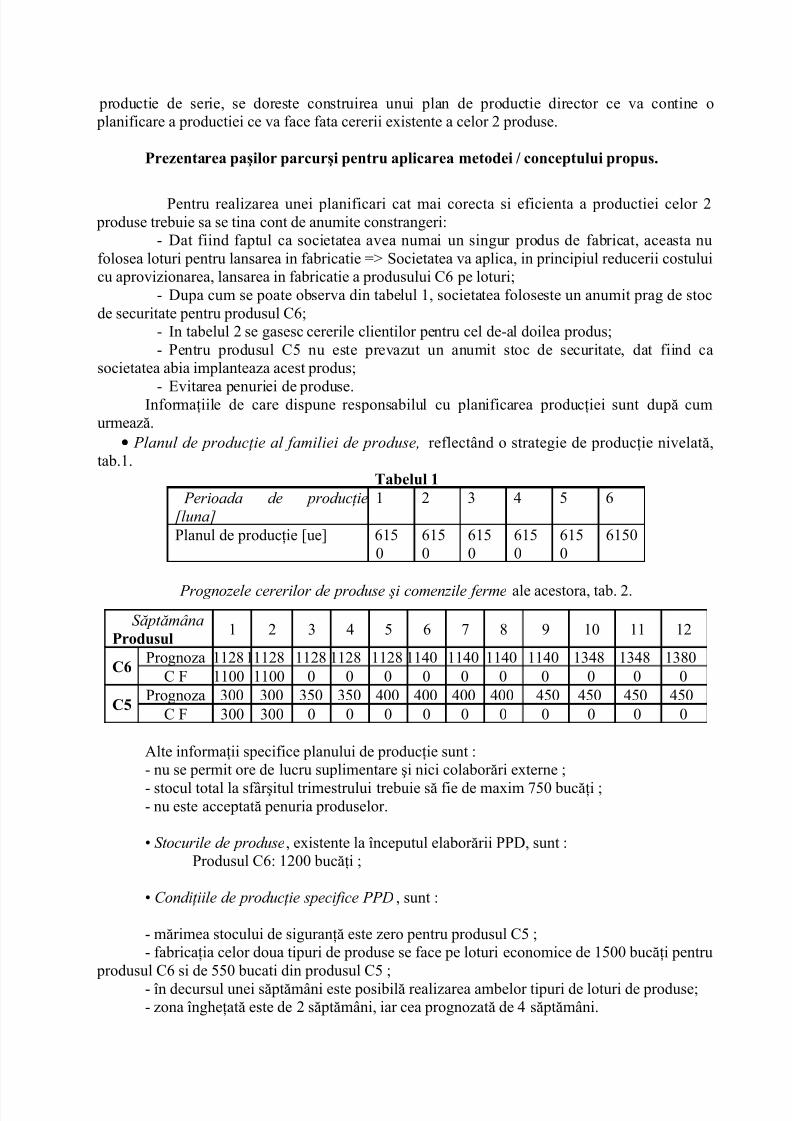
• Planul de producţie al familiei de produse, reflectând o strategie de producţie nivelată,tab.1.
Tabelul 1
Perioada de producţie
[luna]
1 2 3 4 5 6
Planul de producţie [ue] 615
0
615
0
615
0
615
0
615
0
6150
Prognozele cererilor de produse şi comenzile ferme ale acestora, tab. 2.
Alte informaţii specifice planului de producţie sunt :- nu se permit ore de lucru suplimentare şi nici colaborări externe ;
- stocul total la sfârşitul trimestrului trebuie să fie de maxim 750 bucăţi ;- nu este acceptată penuria produselor.
• Stocurile de produse, existente la începutul elaborării PPD, sunt :Produsul C6: 1200 bucăţi ;
• Condiţiile de producţie specifice PPD, sunt :
- mărimea stocului de siguranţă este zero pentru produsul C5 ;- fabricaţia celor doua tipuri de produse se face pe loturi economice de 1500 bucăţi pentru
produsul C6 si de 550 bucati din produsul C5 ;
- în decursul unei săptămâni este posibilă realizarea ambelor tipuri de loturi de produse;- zona îngheţată este de 2 săptămâni, iar cea prognozată de 4 săptămâni.
Săptămâna
Produsul1 2 3 4 5 6 7 8 9 10 11 12
C6Prognoza 112811128 1128 1128 1128 1140 1140 1140 1140 1348 1348 1380
C F 1100 1100 0 0 0 0 0 0 0 0 0 0
C5Prognoza 300 300 350 350 400 400 400 400 450 450 450 450
C F 300 300 0 0 0 0 0 0 0 0 0 0
5/12/2018 Metoda MRP - slidepdf.com
http://slidepdf.com/reader/full/metoda-mrp 5/12
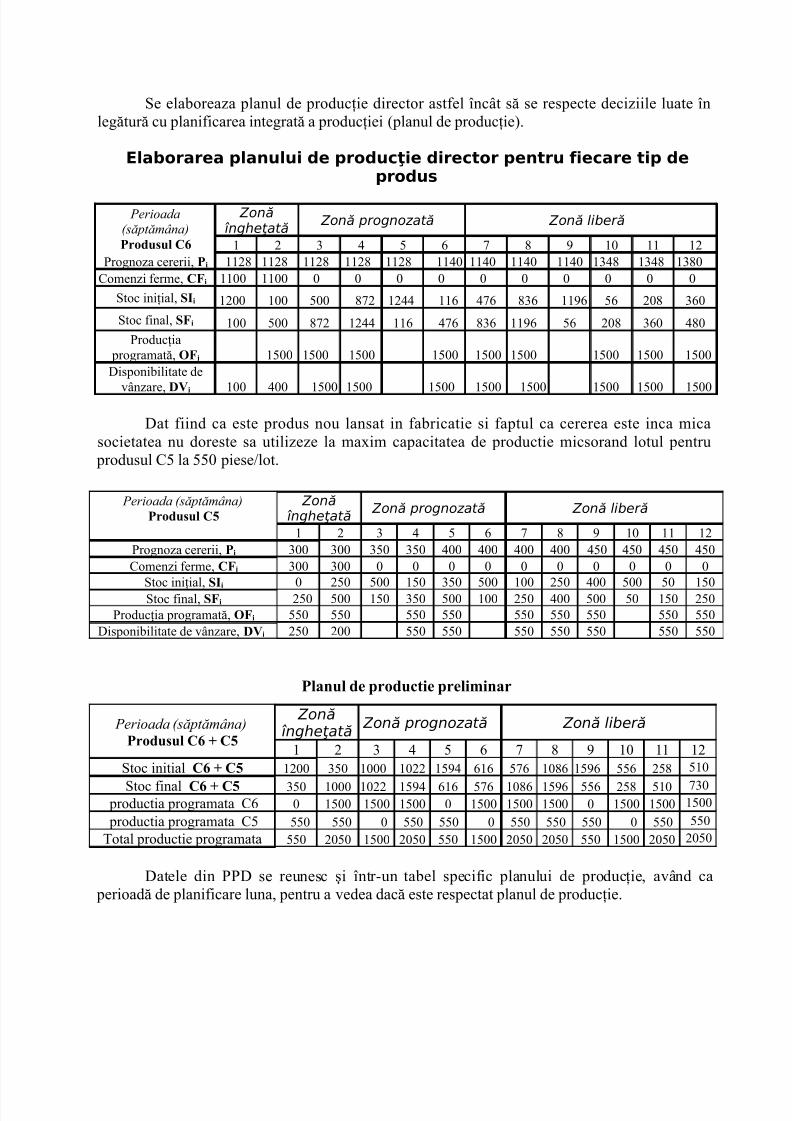
Se elaboreaza planul de producţie director astfel încât să se respecte deciziile luate înlegătură cu planificarea integrată a producţiei (planul de producţie).
Elaborarea planului de producţie director pentru fiecare tip deprodus
Perioada(săptămâna)
Produsul C6
Zonăîngheţată
Zonă prognozată Zonă liberă
1 2 3 4 5 6 7 8 9 10 11 12
Prognoza cererii, Pi 1128 1128 1128 1128 1128 1140 1140 1140 1140 1348 1348 1380
Comenzi ferme, CFi 1100 1100 0 0 0 0 0 0 0 0 0 0
Stoc iniţial, SIi 1200 100 500 872 1244 116 476 836 1196 56 208 360
Stoc final, SFi 100 500 872 1244 116 476 836 1196 56 208 360 480
Producţia
programată, OFi 1500 1500 1500 1500 1500 1500 1500 1500 1500
Disponibilitate de
vânzare, DVi 100 400 1500 1500 1500 1500 1500 1500 1500 1500
Dat fiind ca este produs nou lansat in fabricatie si faptul ca cererea este inca mica
societatea nu doreste sa utilizeze la maxim capacitatea de productie micsorand lotul pentru produsul C5 la 550 piese/lot.
Planul de productie preliminar
Datele din PPD se reunesc şi într-un tabel specific planului de producţie, având ca perioadă de planificare luna, pentru a vedea dacă este respectat planul de producţie.
Perioada (săptămâna)
Produsul C5
Zonăîngheţată
Zonă prognozată Zonă liberă
1 2 3 4 5 6 7 8 9 10 11 12
Prognoza cererii, Pi 300 300 350 350 400 400 400 400 450 450 450 450
Comenzi ferme, CFi 300 300 0 0 0 0 0 0 0 0 0 0
Stoc iniţial, SIi 0 250 500 150 350 500 100 250 400 500 50 150Stoc final, SFi 250 500 150 350 500 100 250 400 500 50 150 250
Producţia programată, OFi 550 550 550 550 550 550 550 550 550
Disponibilitate de vânzare, DVi 250 200 550 550 550 550 550 550 550
Perioada (săptămâna)Produsul C6 + C5
Zonăîngheţată
Zonă prognozată Zonă liberă
1 2 3 4 5 6 7 8 9 10 11 12
Stoc initial C6 + C5 1200 350 1000 1022 1594 616 576 1086 1596 556 258 510
Stoc final C6 + C5 350 1000 1022 1594 616 576 1086 1596 556 258 510 730
productia programata C6 0 1500 1500 1500 0 1500 1500 1500 0 1500 1500 1500
productia programata C5 550 550 0 550 550 0 550 550 550 0 550 550
Total productie programata 550 2050 1500 2050 550 1500 2050 2050 550 1500 2050 2050
5/12/2018 Metoda MRP - slidepdf.com
http://slidepdf.com/reader/full/metoda-mrp 6/12
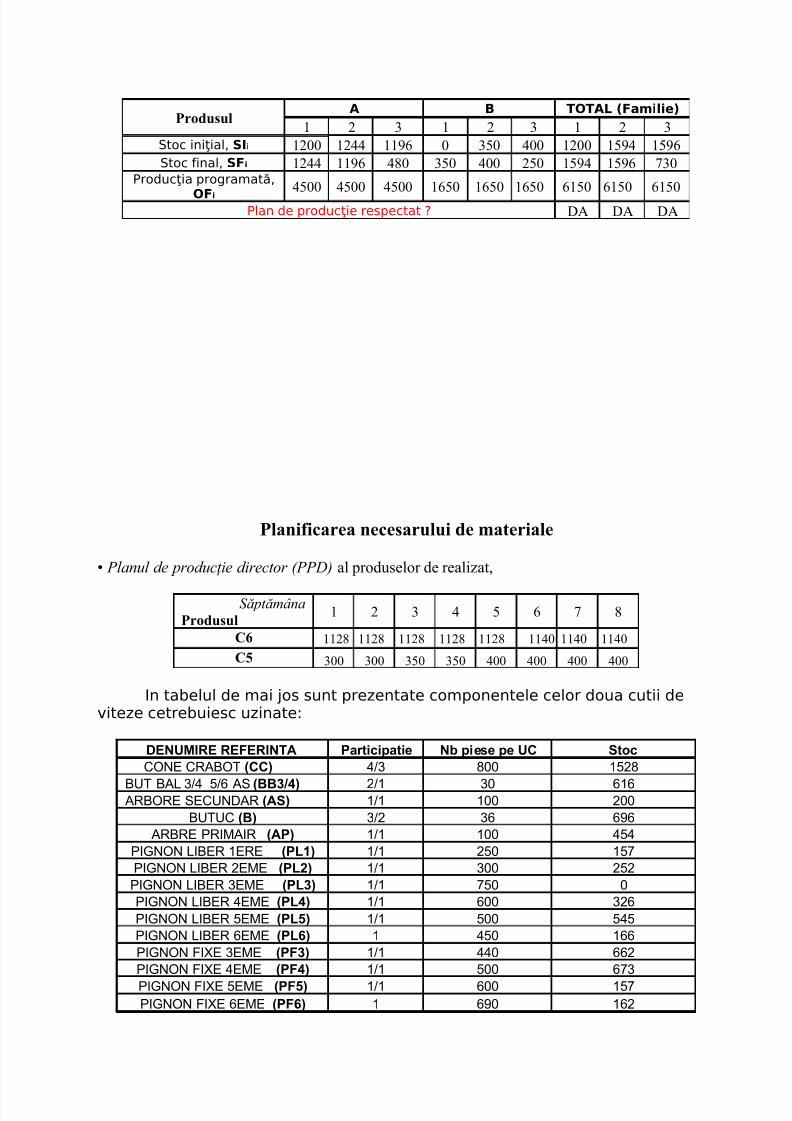
Planificarea necesarului de materiale
• Planul de producţie director (PPD) al produselor de realizat,
SăptămânaProdusul
1 2 3 4 5 6 7 8
C6 1128 1128 1128 1128 1128 1140 1140 1140
C5 300 300 350 350 400 400 400 400
In tabelul de mai jos sunt prezentate componentele celor doua cutii deviteze cetrebuiesc uzinate:
DENUMIRE REFERINTA Participatie Nb piese pe UC Stoc
CONE CRABOT (CC) 4/3 800 1528
BUT BAL 3/4 5/6 AS (BB3/4) 2/1 30 616ARBORE SECUNDAR (AS) 1/1 100 200
BUTUC (B) 3/2 36 696
ARBRE PRIMAIR (AP) 1/1 100 454
PIGNON LIBER 1ERE (PL1) 1/1 250 157
PIGNON LIBER 2EME (PL2) 1/1 300 252
PIGNON LIBER 3EME (PL3) 1/1 750 0
PIGNON LIBER 4EME (PL4) 1/1 600 326
PIGNON LIBER 5EME (PL5) 1/1 500 545
PIGNON LIBER 6EME (PL6) 1 450 166
PIGNON FIXE 3EME (PF3) 1/1 440 662
PIGNON FIXE 4EME (PF4) 1/1 500 673
PIGNON FIXE 5EME (PF5) 1/1 600 157
PIGNON FIXE 6EME (PF6) 1 690 162
ProdusulA B TOTAL (Familie)
1 2 3 1 2 3 1 2 3
Stoc iniţial, SIi 1200 1244 1196 0 350 400 1200 1594 1596
Stoc final, SFi 1244 1196 480 350 400 250 1594 1596 730Producţia programată,
OFi
4500 4500 4500 1650 1650 1650 6150 6150 6150
Plan de producţie respectat ? DA DA DA

5/12/2018 Metoda MRP - slidepdf.com
http://slidepdf.com/reader/full/metoda-mrp 7/12
5/12/2018 Metoda MRP - slidepdf.com
http://slidepdf.com/reader/full/metoda-mrp 8/12
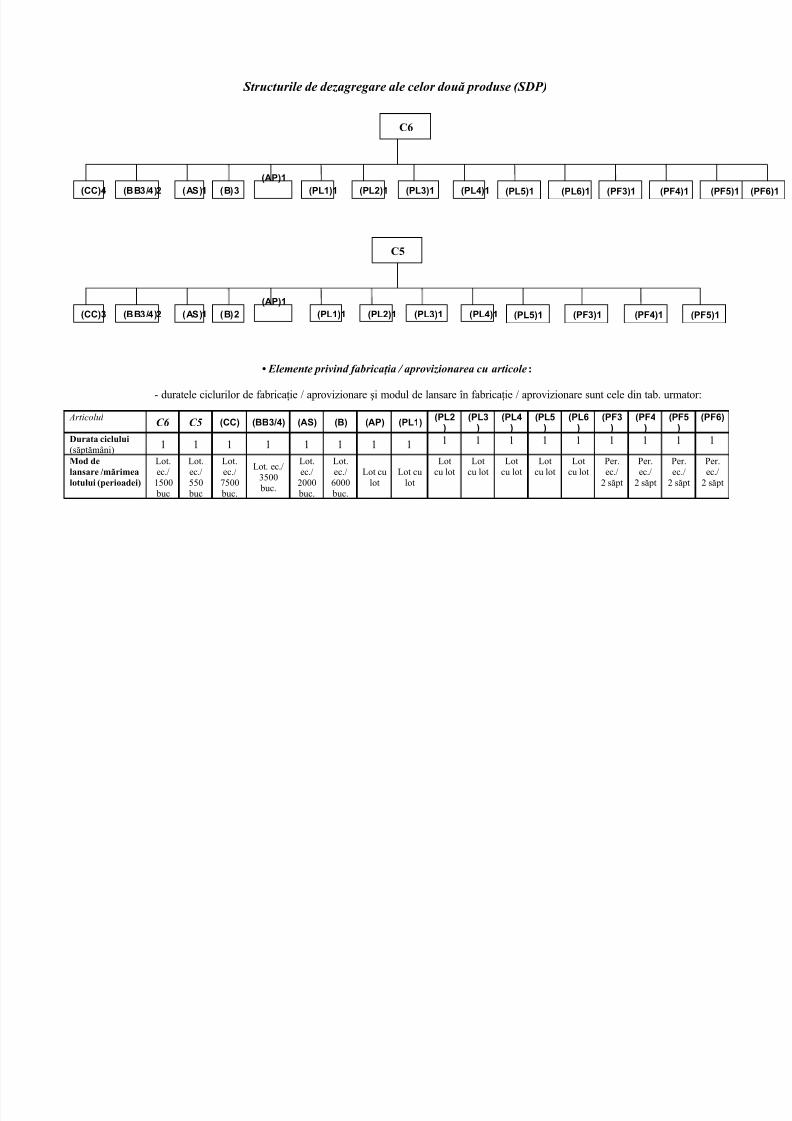
Structurile de dezagregare ale celor două produse (SDP)
• Elemente privind fabricaţia / aprovizionarea cu articole :
- duratele ciclurilor de fabricaţie / aprovizionare şi modul de lansare în fabricaţie / aprovizionare sunt cele din tab. urmator:
Articolul C6 C5 (CC) (BB3/4) (AS) (B) (AP) (PL1)
(PL2)
(PL3)
(PL4)
(PL5)
(PL6)
(PF3)
(PF4)
(PF5)
(PF6)
Durata ciclului
(săptămâni)1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
Mod de
lansare /mărimea
lotului (perioadei)
Lot.ec./
1500 buc
Lot.ec./550 buc
Lot.ec./
7500 buc.
Lot. ec./3500 buc.
Lot.ec./
2000 buc.
Lot.ec./
6000 buc.
Lot culot
Lot culot
Lotcu lot
Lotcu lot
Lotcu lot
Lotcu lot
Lotcu lot
Per.ec./
2 săpt
Per.ec./
2 săpt
Per.ec./
2 săpt
Per.ec./
2 săpt
C6
(BB3/4)2 (AS)1 (B)3
(AP)1
(PL1)1 (PL2)1 (PL3)1 (PL4)1 (PL5)1 (PL6)1 (PF3)1 (PF4)1 (PF5)1 (PF6)1(CC)4
C5
(BB3/4)2 (AS)1 (B)2
(AP)1
(PL1)1 (PL2)1 (PL3)1 (PL4)1 (PL5)1 (PF3)1 (PF4)1 (PF5)1(CC)3
5/12/2018 Metoda MRP - slidepdf.com
http://slidepdf.com/reader/full/metoda-mrp 9/12
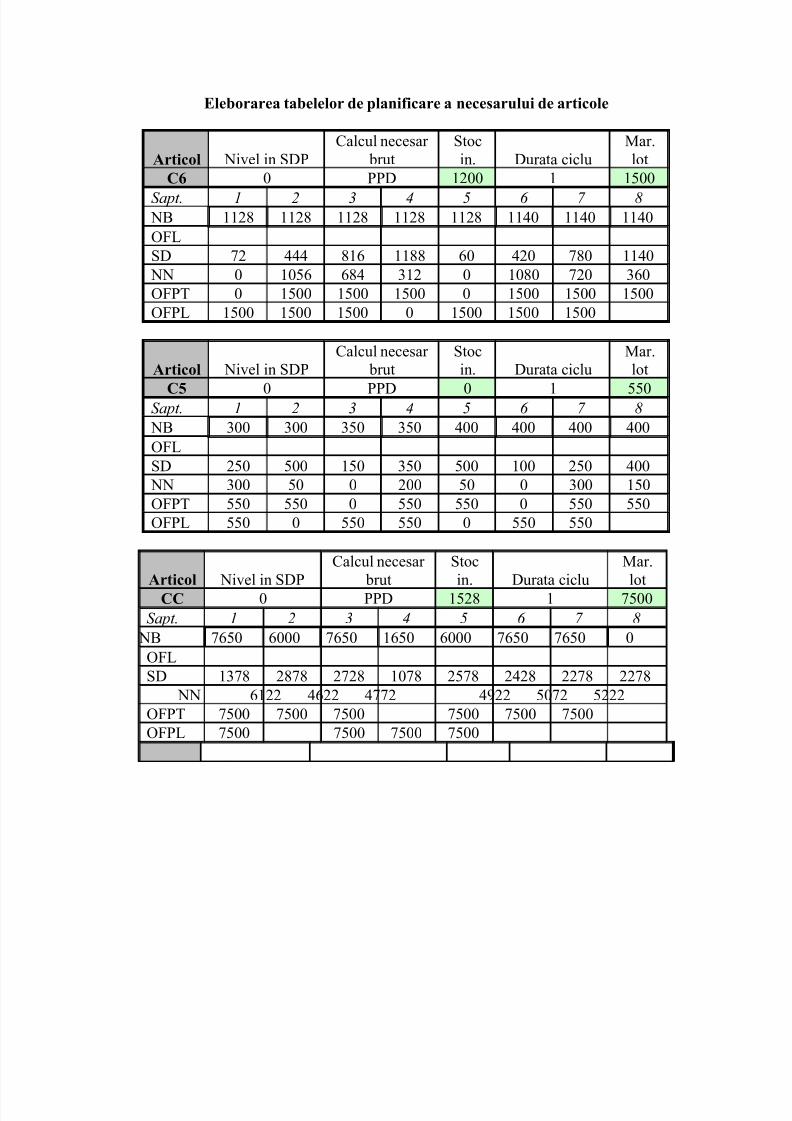
Eleborarea tabelelor de planificare a necesarului de articole
Articol Nivel in SDP
Calcul necesar
brut
Stoc
in. Durata ciclu
Mar.
lot
C6 0 PPD 1200 1 1500
Sapt. 1 2 3 4 5 6 7 8 NB 1128 1128 1128 1128 1128 1140 1140 1140
OFL
SD 72 444 816 1188 60 420 780 1140
NN 0 1056 684 312 0 1080 720 360
OFPT 0 1500 1500 1500 0 1500 1500 1500
OFPL 1500 1500 1500 0 1500 1500 1500
Articol Nivel in SDPCalcul necesar
brutStocin. Durata ciclu
Mar.lot
C5 0 PPD 0 1 550Sapt. 1 2 3 4 5 6 7 8
NB 300 300 350 350 400 400 400 400
OFL
SD 250 500 150 350 500 100 250 400
NN 300 50 0 200 50 0 300 150
OFPT 550 550 0 550 550 0 550 550
OFPL 550 0 550 550 0 550 550
Articol Nivel in SDP
Calcul necesar
brut
Stoc
in. Durata ciclu
Mar.
lotCC 0 PPD 1528 1 7500
Sapt. 1 2 3 4 5 6 7 8
NB 7650 6000 7650 1650 6000 7650 7650 0
OFL
SD 1378 2878 2728 1078 2578 2428 2278 2278
NN 6122 4622 4772 4922 5072 5222
OFPT 7500 7500 7500 7500 7500 7500
OFPL 7500 7500 7500 7500
5/12/2018 Metoda MRP - slidepdf.com
http://slidepdf.com/reader/full/metoda-mrp 10/12
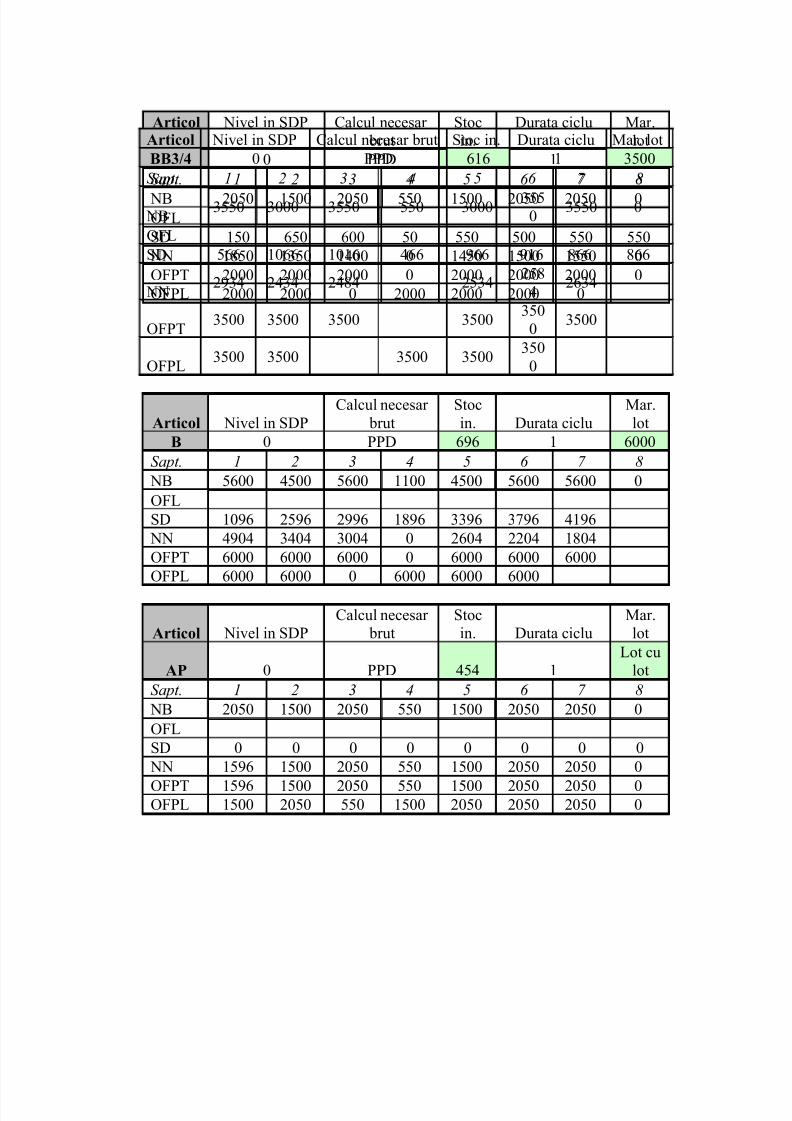
Articol Nivel in SDP Calcul necesar brut
Stocin.
Durata ciclu Mar.lot
AS 0 PPD 200 1 2000
Sapt. 1 2 3 4 5 6 7 8
NB 2050 1500 2050 550 1500 2050 2050 0OFL
SD 150 650 600 50 550 500 550 550
NN 1850 1350 1400 0 1450 1500 1550 0
OFPT 2000 2000 2000 0 2000 2000 2000 0
OFPL 2000 2000 0 2000 2000 2000 0
Articol Nivel in SDP
Calcul necesar
brut
Stoc
in. Durata ciclu
Mar.
lot
B 0 PPD 696 1 6000
Sapt. 1 2 3 4 5 6 7 8
NB 5600 4500 5600 1100 4500 5600 5600 0
OFL
SD 1096 2596 2996 1896 3396 3796 4196
NN 4904 3404 3004 0 2604 2204 1804
OFPT 6000 6000 6000 0 6000 6000 6000
OFPL 6000 6000 0 6000 6000 6000
Articol Nivel in SDPCalcul necesar
brutStocin. Durata ciclu
Mar.lot
AP 0 PPD 454 1Lot cu
lot
Sapt. 1 2 3 4 5 6 7 8
NB 2050 1500 2050 550 1500 2050 2050 0
OFL
SD 0 0 0 0 0 0 0 0
NN 1596 1500 2050 550 1500 2050 2050 0
OFPT 1596 1500 2050 550 1500 2050 2050 0OFPL 1500 2050 550 1500 2050 2050 2050 0
Articol Nivel in SDP Calcul necesar brut Stoc in. Durata ciclu Mar. lot
BB3/4 0 PPD 616 1 3500
Sapt. 1 2 3 4 5 6 7 8
NB3550 3000 3550 550 3000 355
03550 0
OFL
SD 566 1066 1016 466 966 916 866 866
NN2934 2434 2484 2534
258
42634
OFPT3500 3500 3500 3500
350
03500
OFPL3500 3500 3500 3500
350
0
5/12/2018 Metoda MRP - slidepdf.com
http://slidepdf.com/reader/full/metoda-mrp 11/12
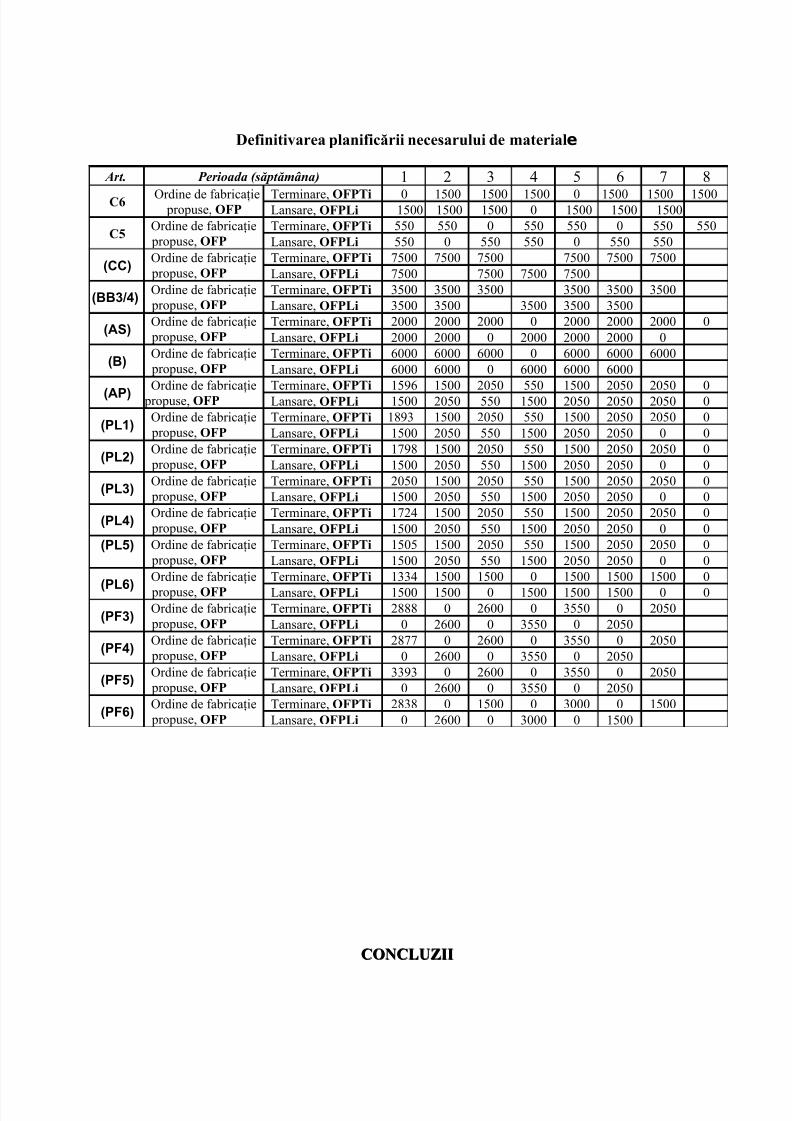
Definitivarea planificării necesarului de materiale
Art. Perioada (săptămâna) 1 2 3 4 5 6 7 8
C6 Ordine de fabricaţie propuse, OFP
Terminare, OFPTi 0 1500 1500 1500 0 1500 1500 1500Lansare, OFPLi 1500 1500 1500 0 1500 1500 1500
C5Ordine de fabricaţie
propuse, OFP
Terminare, OFPTi 550 550 0 550 550 0 550 550
Lansare, OFPLi 550 0 550 550 0 550 550
(CC)Ordine de fabricaţie
propuse, OFP
Terminare, OFPTi 7500 7500 7500 7500 7500 7500
Lansare, OFPLi 7500 7500 7500 7500
(BB3/4)Ordine de fabricaţie
propuse, OFP
Terminare, OFPTi 3500 3500 3500 3500 3500 3500
Lansare, OFPLi 3500 3500 3500 3500 3500
(AS)Ordine de fabricaţie
propuse, OFP
Terminare, OFPTi 2000 2000 2000 0 2000 2000 2000 0
Lansare, OFPLi 2000 2000 0 2000 2000 2000 0
(B)Ordine de fabricaţie
propuse, OFP
Terminare, OFPTi 6000 6000 6000 0 6000 6000 6000
Lansare, OFPLi 6000 6000 0 6000 6000 6000
(AP) Ordine de fabricaţie propuse, OFP Terminare, OFPTi 1596 1500 2050 550 1500 2050 2050 0Lansare, OFPLi 1500 2050 550 1500 2050 2050 2050 0
(PL1)Ordine de fabricaţie
propuse, OFP
Terminare, OFPTi 1893 1500 2050 550 1500 2050 2050 0
Lansare, OFPLi 1500 2050 550 1500 2050 2050 0 0
(PL2)Ordine de fabricaţie
propuse, OFP
Terminare, OFPTi 1798 1500 2050 550 1500 2050 2050 0
Lansare, OFPLi 1500 2050 550 1500 2050 2050 0 0
(PL3)Ordine de fabricaţie
propuse, OFP
Terminare, OFPTi 2050 1500 2050 550 1500 2050 2050 0
Lansare, OFPLi 1500 2050 550 1500 2050 2050 0 0
(PL4)Ordine de fabricaţie
propuse, OFP
Terminare, OFPTi 1724 1500 2050 550 1500 2050 2050 0
Lansare, OFPLi 1500 2050 550 1500 2050 2050 0 0
(PL5) Ordine de fabricaţie
propuse, OFP
Terminare, OFPTi 1505 1500 2050 550 1500 2050 2050 0
Lansare, OFPLi 1500 2050 550 1500 2050 2050 0 0
(PL6)
Ordine de fabricaţie
propuse, OFP
Terminare, OFPTi 1334 1500 1500 0 1500 1500 1500 0
Lansare, OFPLi 1500 1500 0 1500 1500 1500 0 0
(PF3)Ordine de fabricaţie
propuse, OFP
Terminare, OFPTi 2888 0 2600 0 3550 0 2050
Lansare, OFPLi 0 2600 0 3550 0 2050
(PF4)Ordine de fabricaţie
propuse, OFP
Terminare, OFPTi 2877 0 2600 0 3550 0 2050
Lansare, OFPLi 0 2600 0 3550 0 2050
(PF5)Ordine de fabricaţie
propuse, OFP
Terminare, OFPTi 3393 0 2600 0 3550 0 2050
Lansare, OFPLi 0 2600 0 3550 0 2050
(PF6)Ordine de fabricaţie
propuse, OFP
Terminare, OFPTi 2838 0 1500 0 3000 0 1500
Lansare, OFPLi 0 2600 0 3000 0 1500
CONCLUZIICONCLUZII

5/12/2018 Metoda MRP - slidepdf.com
http://slidepdf.com/reader/full/metoda-mrp 12/12
Prin aplicarea metodei MRP se obtine utilizarea completa si constantaa capacitatii de productie astfel incat sa poata fi satisfacute la timp cererileclientilor pentru ambele produse, fara a exista penurie de produse.
Soldul la sfarsitul semestrului este de 730 bucati, fiind situat subnivelul stabilit prin conditiile de productie, fapt ce conduce la reducerea
investitiilor in stocuri.Prin realizarea necesarului de materiale este stabilit monentul in care
trebuie lansate ordinele de fabricatie pentru fiecare component astfel incatacestea sa fie disponibile in momentul asamblarii produselor finale.