Curs3 Final
19
CURS 3 MOBILIER DIN MATERIALE METALICE – TEHNOLOGIE 2.3.2. Prelucrarea metalelor și aliajelor metalice prin deformare plastică Deformarea plastică este un procedeu de prelucrare a materialelor metalice aflate în stare plastică sub acțiunea unor forțe dinamice sau statice. Produsele obținute prin deformare plastică sunt în general semifabricate, iar transformarea lor in produse finite impune prelucrări care să le modifice caracteristicile geometrice si proprietățile fizico – chimice. După modul în care se realizează curgerea materialului, se pot distinge mai multe tipuri de procedee de deformare plastică. Schemele tehnologice pentru câteva dintre cele mai utilizate procedee de deformare plastică sunt prezentate în continuare. Procedeele de deformare plastică diferă și funcție de tipul producției (unicate, serie mică, serie mare, masă), de masa pieselor executate sau de utilajele folosite (ciocane, prese mecanice, hidraulice, mașini de forjat orizontal, laminoare, etc.) Procedee de deformare plastică Clasificarea principalelor procedee de deformare plastică este redata schematic în figura 2.31. Succesiunea acestor procedee de deformare plastică care concură la realizarea semifabricatelor sau produselor metalice poate fi reprezentată conform schemei din figura 2.32.
Transcript of Curs3 Final
CURS 3
MOBILIER DIN MATERIALE METALICE – TEHNOLOGIE
2.3.2. Prelucrarea metalelor și aliajelor metalice prin deformare plastică
Deformarea plastică este un procedeu de prelucrare a materialelor metalice aflate în stare plastică sub acțiunea unor forțe dinamice sau statice.
Produsele obținute prin deformare plastică sunt în general semifabricate, iar transformarea lor in produse finite impune prelucrări care să le modifice caracteristicile geometrice si proprietățile fizico – chimice.
După modul în care se realizează curgerea materialului, se pot distinge mai multe tipuri de procedee de deformare plastică. Schemele tehnologice pentru câteva dintre cele mai utilizate procedee de deformare plastică sunt prezentate în continuare.
Procedeele de deformare plastică diferă și funcție de tipul producției (unicate, serie mică, serie mare, masă), de masa pieselor executate sau de utilajele folosite (ciocane, prese mecanice, hidraulice, mașini de forjat orizontal, laminoare, etc.)
Procedee de deformare plastică
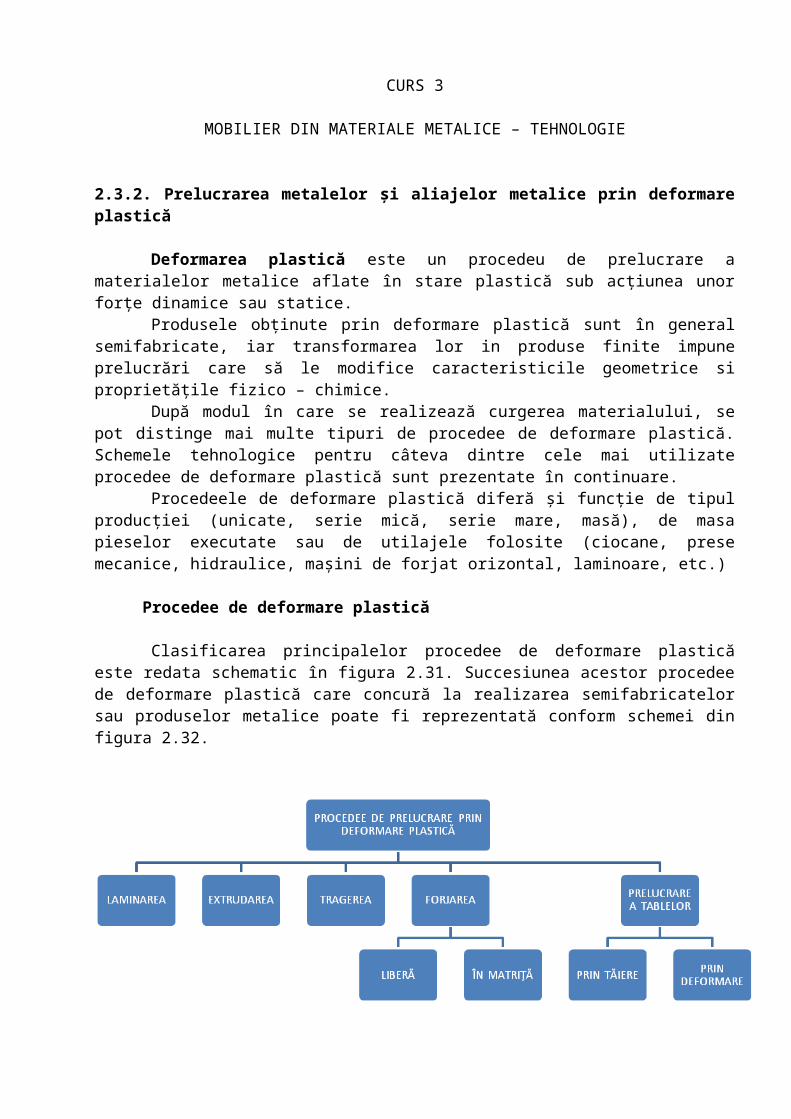
Clasificarea principalelor procedee de deformare plastică este redata schematic în figura 2.31. Succesiunea acestor procedee de deformare plastică care concură la realizarea semifabricatelor sau produselor metalice poate fi reprezentată conform schemei din figura 2.32.
Figura 2.31. Clasificarea principalelor procedee de deformare
Aceste procedee tehnologice pot fi clasificate în funcție de valoarea temperaturii de deformare comparativ cu temperatura de recristalizare în:
Procedee de deformare plastică la rece (deformarea se realizează la temperaturi mai mici decât temperatura de recristalizare);
Procedee de deformare plastică la cald (deformarea se realizează la temperaturi mai mari decât temperatura de recristalizare);În funcție de forma semifabricatelor prelucrate se poate vorbi despre:
Procedee de deformare volumică; Procedee de prelucrare a tablelor.
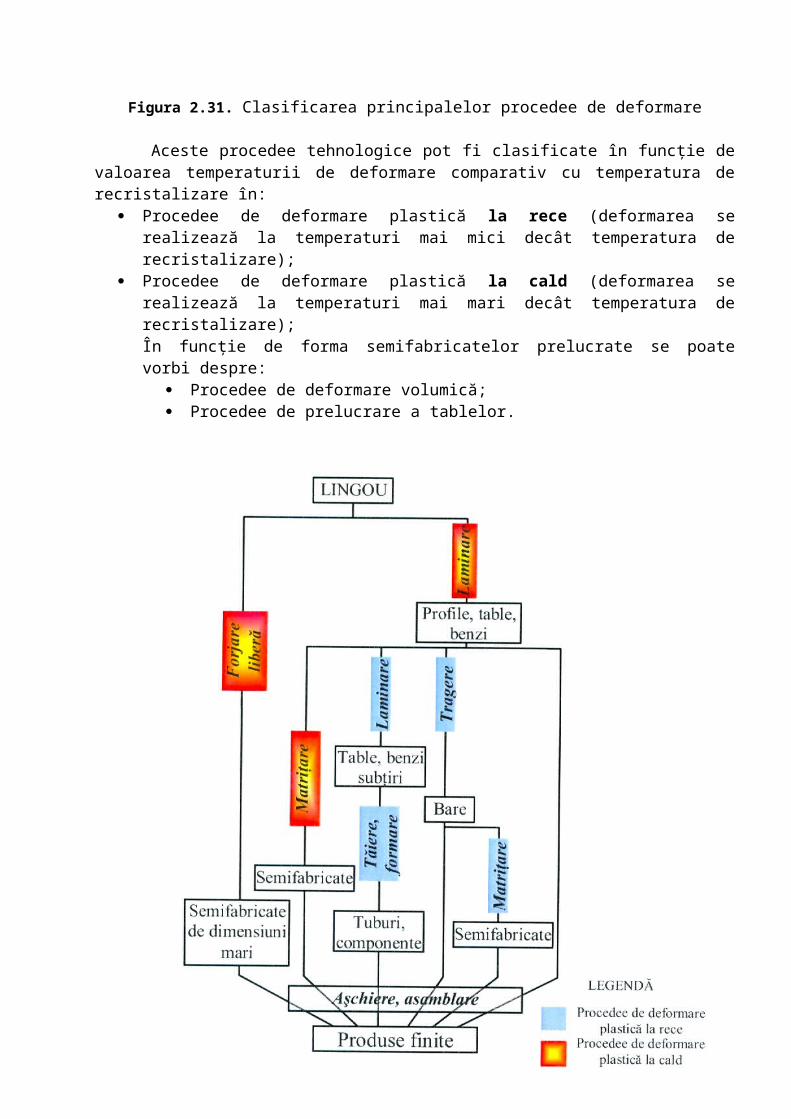
Figura 2.32. Clasificarea procedeelor de deformare plastică, [23].
Conform ASM Metals Handbook, procedeele de deformare plastică volumică sunt: Forjare; Laminare; Extrudare; Trefilare; Tragere.
2.3.2.1. Forjarea
FORJAREA este procedeul de prelucrare prin deformare plastică ce constă în modificarea formei unui semifabricat datorită creării unei stări tensionale în volumul metalului , prin lovire sau prin presare, însoţită de curgerea metalului pe diferite direcţii.
După modul în care se realizează curgerea materialului, forjarea poate sa fie: Liberă – curgerea materialului este dirijată liber de către operator; În matriță – materialul curge în interiorul cavităților matriței.
Procedeele de forjare diferă și funcție de tipul producției (unicate, serie mică, serie mare, masă), de masa pieselor executate sau de utilajele folosite.
In figurile următoare sunt prezentate câteva imagini „istorice”din ateliere pentru forjat:
Anul 1915
1943 1943
Figura 2.33. Ateliere pentru forjatForjarea liberă
Forjarea liberă este procedeul de deformare plastică a
materialelor metalice prin lovire sau prin presare la care modificarea formei semifabricatului se realizează prin curgerea materialului dirijată de către operator prin intermediul sculelor de deformare.
Forjarea libera este foarte des utilizata pentru realizarea de mobilier din fier forjat. De asemenea, prin forjare liberă (dar si in matrița) se realizeaza o gama variata de elemente de decor, design interior, etc. Mobilierul din fier forjat are un farmec aparte fiind, chiar si la ora actuală extrem de căutat.
În figurile următoare sunt prezentate imagini cu diferite faze de prelucrare prin forjare liberă manuală a unor componente metalice, cu rol decorativ, din componența unor corpuri de iluminat (Incalzire + refulare + îndreptare crestare etc.)
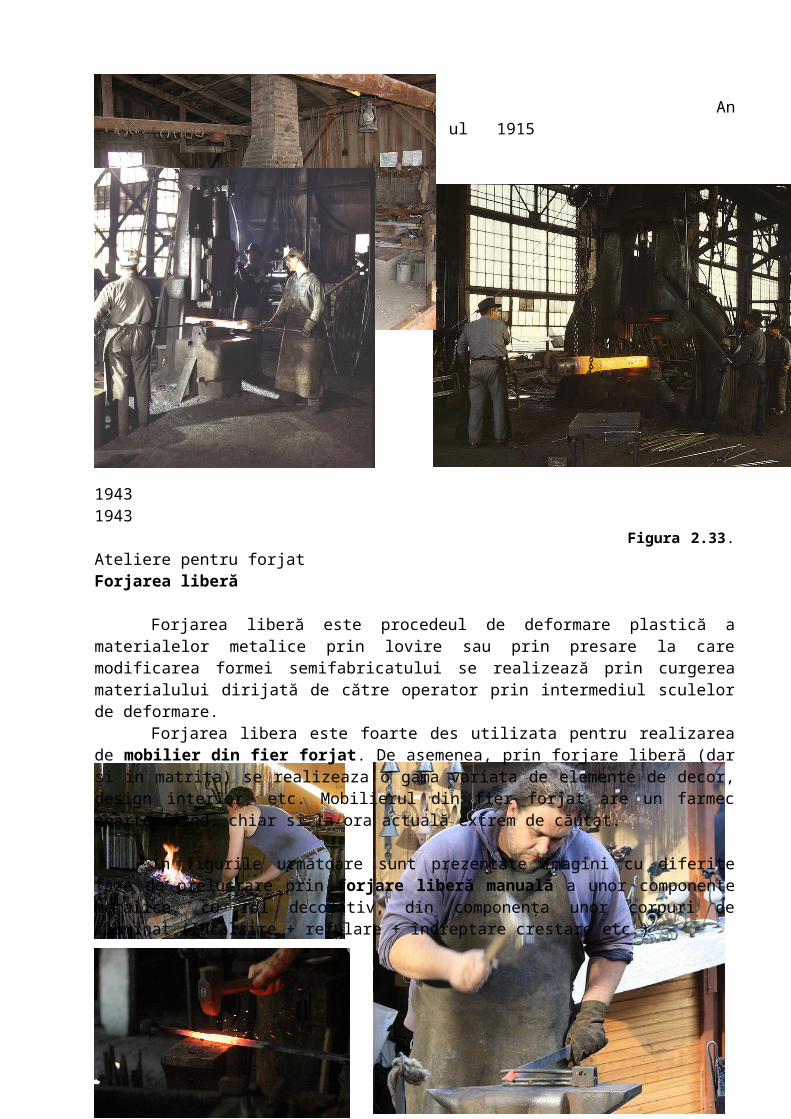
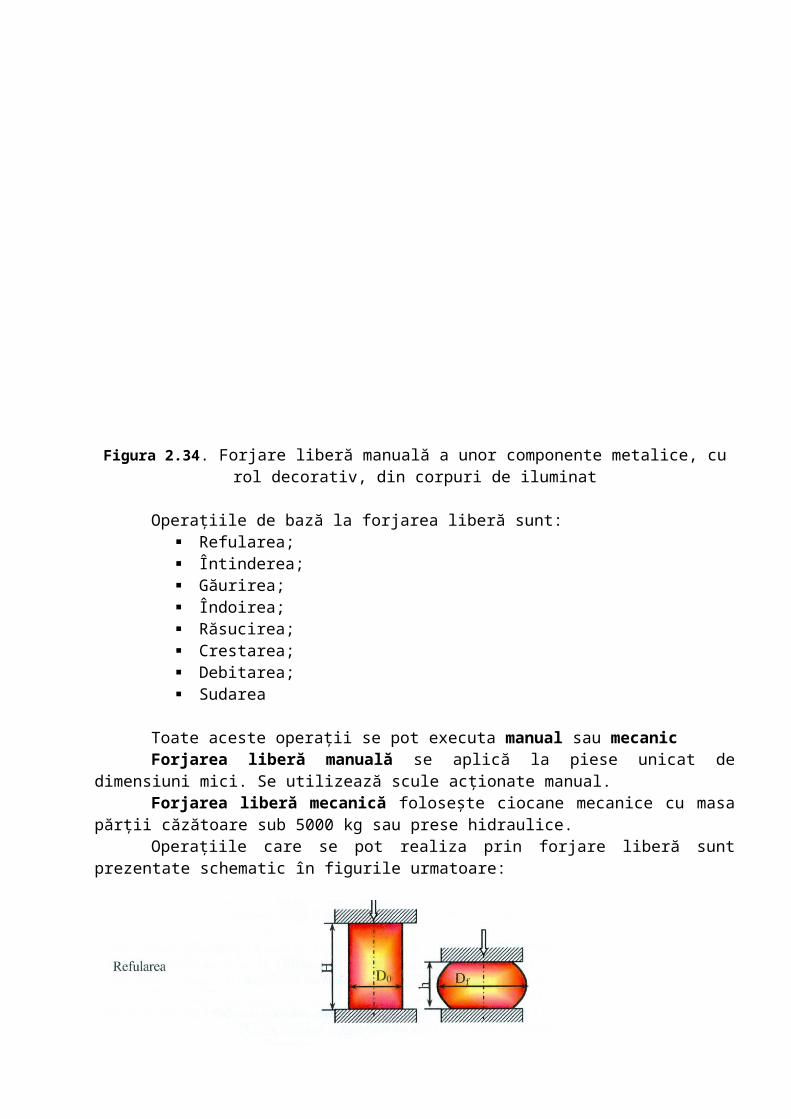
Figura 2.34. Forjare liberă manuală a unor componente metalice, cu rol decorativ, din corpuri de iluminat
Operațiile de bază la forjarea liberă sunt: Refularea; Întinderea; Găurirea; Îndoirea; Răsucirea; Crestarea; Debitarea; Sudarea
Toate aceste operații se pot executa manual sau mecanicForjarea liberă manuală se aplică la piese unicat de dimensiuni mici. Se utilizează scule
acționate manual.Forjarea liberă mecanică folosește ciocane mecanice cu masa părții căzătoare sub 5000
kg sau prese hidraulice.Operațiile care se pot realiza prin forjare liberă sunt prezentate schematic în figurile
urmatoare:
[23]
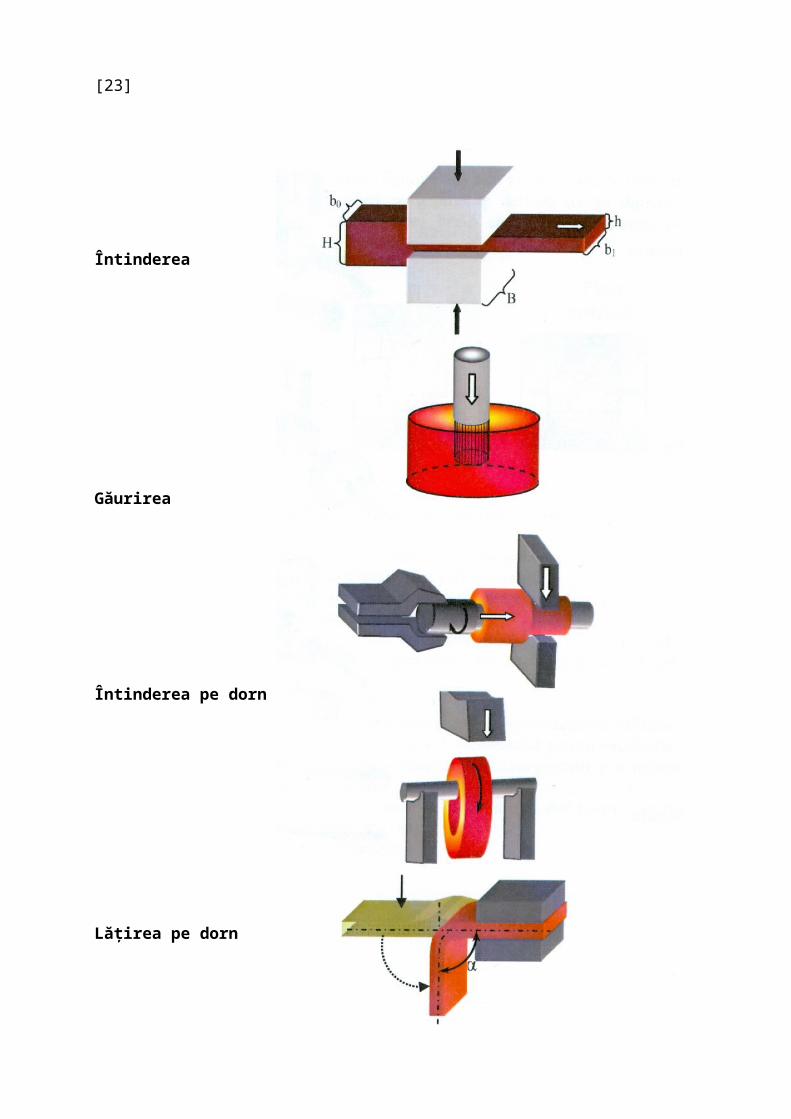
Întinderea
Găurirea
Întinderea pe dorn
Lățirea pe dorn
Îndoirea
[23]
Crestarea
Despicarea
Debitarea
Sudarea
Figura 2.35. Operații care se pot realiza prin forjare liberă, [23]
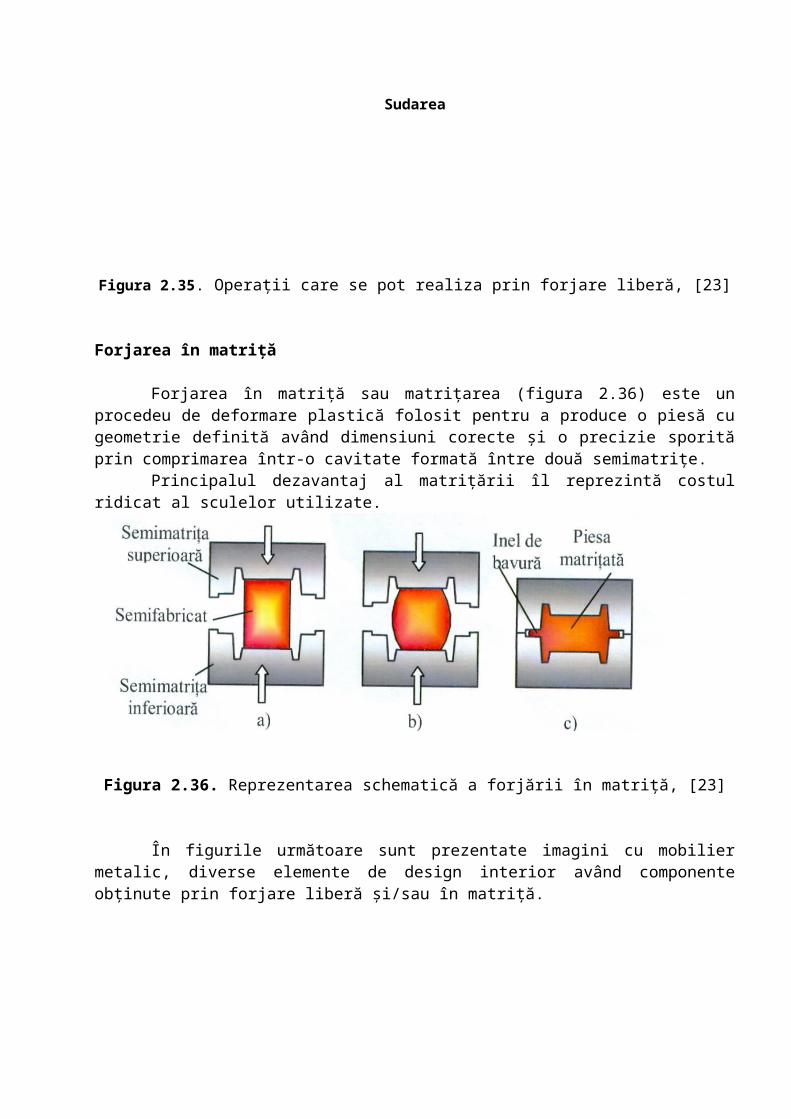
Forjarea în matriță
Forjarea în matriță sau matrițarea (figura 2.36) este un procedeu de deformare plastică folosit pentru a produce o piesă cu geometrie definită având dimensiuni corecte și o precizie sporită prin comprimarea într-o cavitate formată între două semimatrițe.
Principalul dezavantaj al matrițării îl reprezintă costul ridicat al sculelor utilizate.
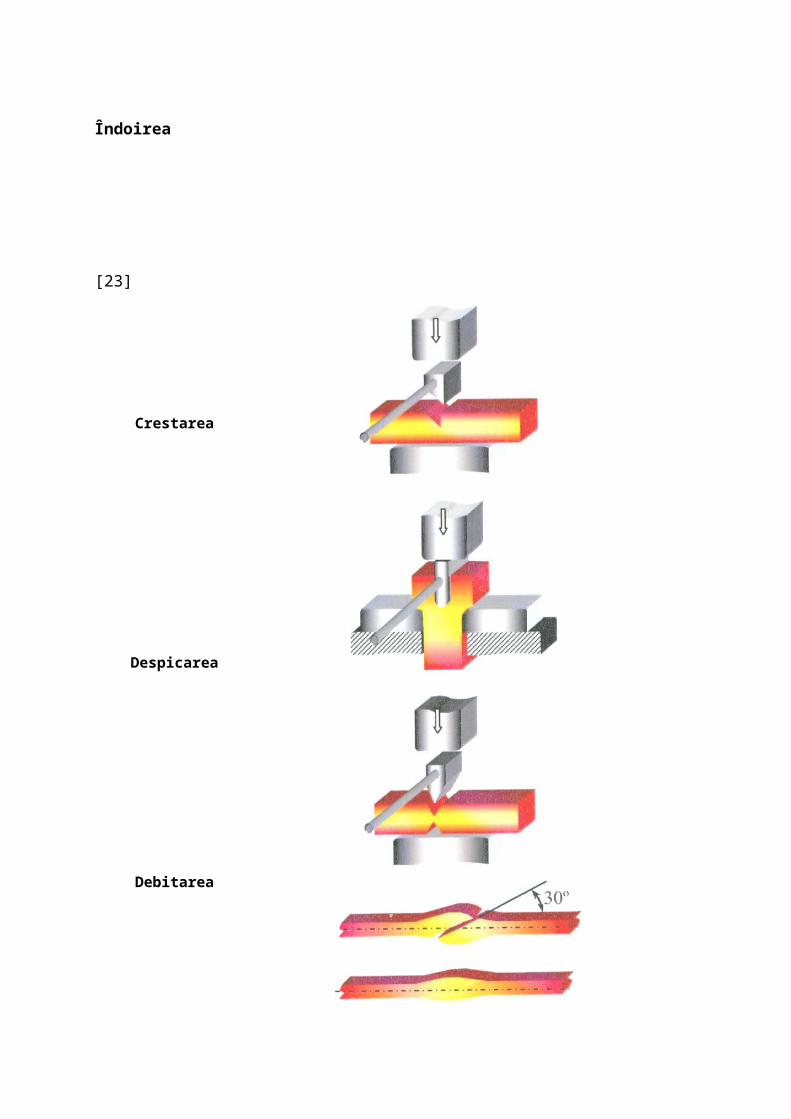
Figura 2.36. Reprezentarea schematică a forjării în matriță, [23]
În figurile următoare sunt prezentate imagini cu mobilier metalic, diverse elemente de design interior având componente obținute prin forjare liberă și/sau în matriță.
[24]
Obs. Alături de balustradele forjate se pot vizualiza detalii din acestea.
Figura 2.37
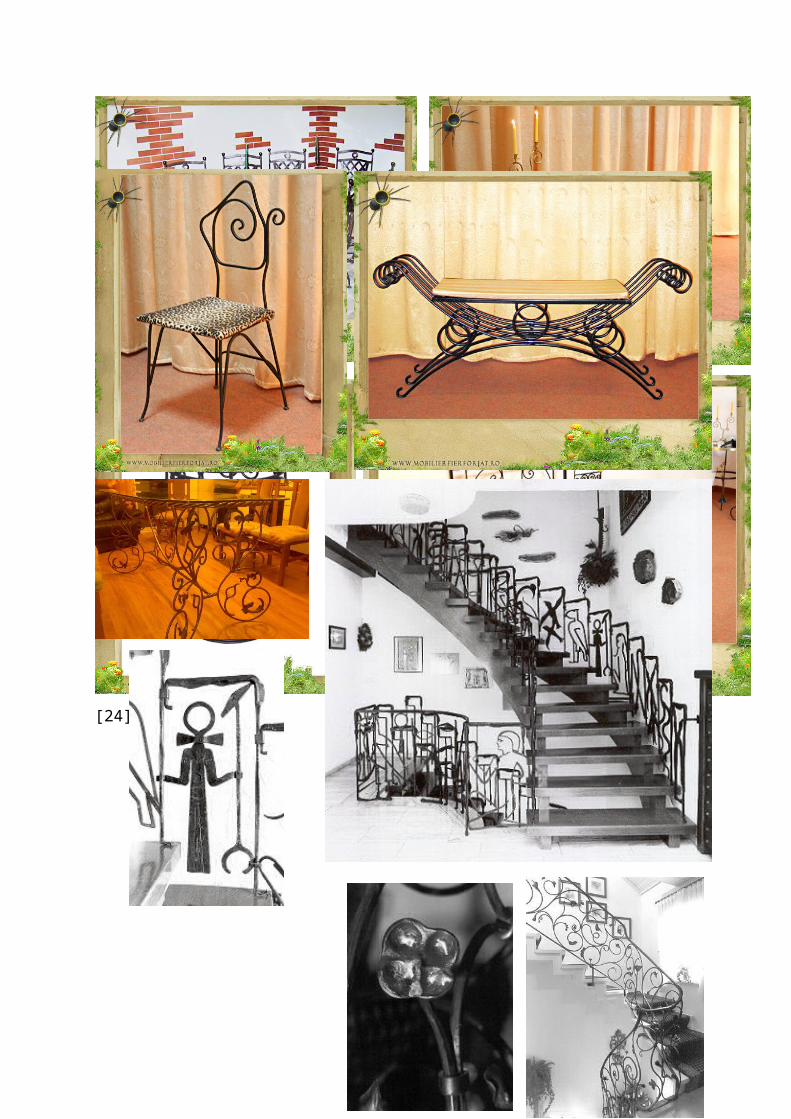
Scaunele prezentate în imaginile de mai sus sunt ‚modele” 2011. Alte exemple de acest gen pot fi vizualizate pe diverse cituri [25], etc.
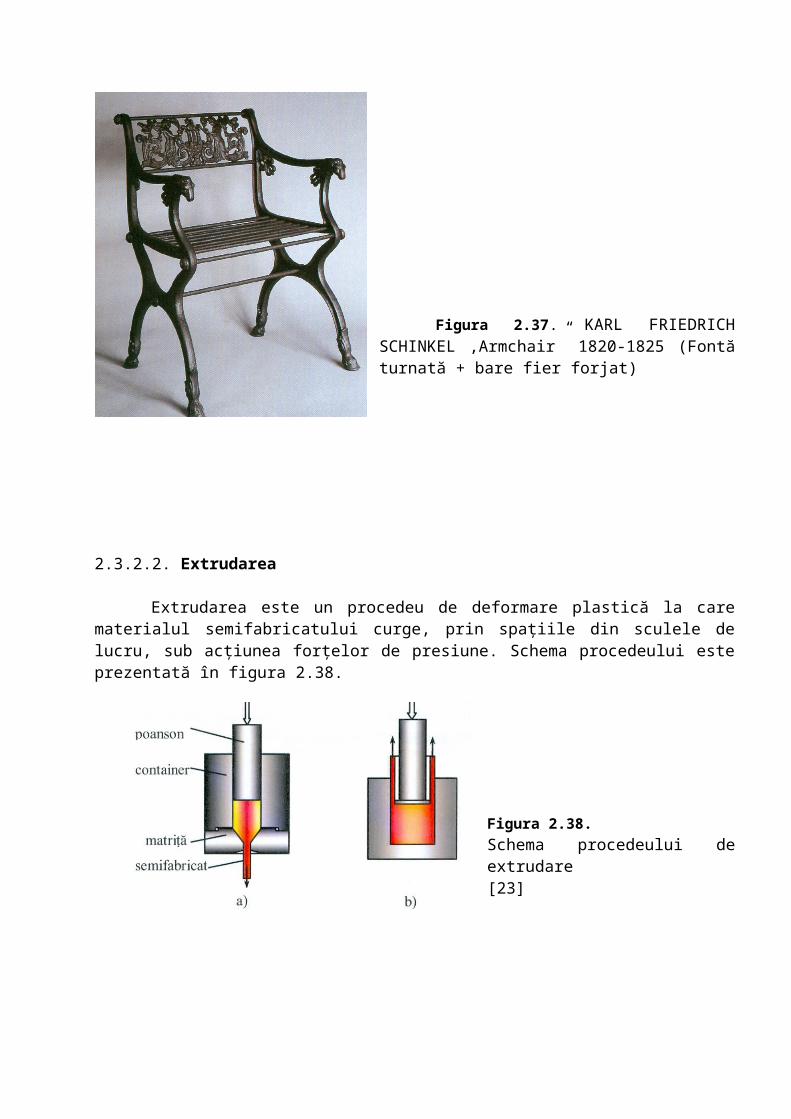
În încheierea acestui subcapitol „adresat” mobilierului din fier forjat – partea tehnologică – se prezintă, in figura 2.37., modelul KARL FRIEDRICH SCHINKEL ‚Armchair” 1820-1825
Figura 2.37. KARL FRIEDRICH SCHINKEL ‚Armchair” 1820-1825 (Fontă turnată + bare fier forjat)
2.3.2.2. Extrudarea
Extrudarea este un procedeu de deformare plastică la care materialul semifabricatului curge, prin spațiile din sculele de lucru, sub acțiunea forțelor de presiune. Schema procedeului este prezentată în figura 2.38.
Figura 2.38.Schema procedeului de extrudare[23]
Extrudarea se poate realiza la cald sau la rece, iar produsele obținute sunt fie profile închise sau deschise, fie piese.
În general se folosesc două variante tehnologice:- Extruziune directă în care materialul curge în sensul forței de deformare (figura 2.38
a)- Extruziune indirectă la care curgerea materialului are loc în sens invers forței de
deformare (figura 2.38 b)

Figura 2.39.Produse extrudate din Al
Mobilierul poate conține componente extrudate realizate dintr-o gama foarte mare de materiale. Aluminiul și aliajele sale au o pondere semnificativă în ceea ce privește execuția de mobilier. Datorită acestui fapt, în continuare, se prezintă câteva aspecte de bază privind procesul de extrudare al aluminiului si aliajelor sale.
Produsele extrudate constituie mai mult de 50% din piata pentru produsele din aluminiu in Europa, din care industria de constructii consuma majoritatea.
Procesul de extrudare al aluminiului mareste de fapt proprietatile acestuia, deoarece permite crearea unor produse finite care sunt mai puternice si mai rezistente decat componentele care trebuie sa fie asamblate. Permite fabricarea de produse cu diverse specificatii si dimensiuni, cu forme complexe si complicate, fiind in acelasi timp flexibile pentru a permite modificari de design si completari.
Procesul , de asemenea faciliteaza raportul cost-eficienta utilizarii de aluminiu, deoarece creaza produse finite care sunt complete. Procesul creaza o finisare naturala,un strat subtire de oxid de aluminiu.
Procesul de extrudare se refera la actiunea de a forta, a impinge un billet cilindric fierbinte din aluminiu printr-o matrita de o anumita forma.( extrudare directa ,figura 2.38. a)
Procesul de extrudare incepe cu un cuptor, unde biletul de aluminiu este incalzit pana la punctul de maleabilitate. Aluminiul sau aliajul din aluminiu este incalzit la temperaturi intre 750-925°F, la temperaturi la care actioneaza ca un solid maleabil. Diferite aliaje au diferite temperaturi de performanta. (ex.6063-930°F, 6061-950°F). La aceasta temperatura aluminiul devine un solid moale, care poate fi presat prin matrita.
Un strat subtire de lubrifiant se aplica pe biletul de aluminiu si bara de comprimare pentru a preveni lipirea acestora unul de altul.
Biletul este presat prin deschizaturile, orificiile matritei, preluand forma matritei. In timpul extrudarii temperatura aluminiului este monitorizata cu mare atentie pentru a mentine la temperatura de performanta optima.
Produsul extrudat iesit din matrita este tras de un capat cu un dispozitiv mobil de tragere si este asezat pe o suprafata cu role, in timp ce este racit de ventilatoare sau diverse alte metode de raciere pentru a aduce produsul la temperature mediului ambient si implicit intr-o stare in care forma produsului extrudat isi mentine dimensiunile.
Aliaje de aluminiu si extrudarea lorToate aliajele de aluminiu pot fi extrudate, dar unele sunt mai potrivite pentru aceasta
metoda de prelucrare. Cele care nu sunt chiar atat de potrivite pentru procesul de extrudare ar necesita presiuni mai mari, care ar permite numai viteze reduse de extrudare si / sau având o finisare a suprafatei mai putin acceptabila. Cea mai mare cota de piata de extrudare este luatã de clasa de aliaje 6000, seria AlMgSi. Acest grup de aliaje au o combinatie atractiva de proprietãti, relevante atât pentru productie cat si pentru utilitatea semifabricatelor. Acest subiect a fost dezbatut pe larg de
departamentele de cercetare si dezvoltare din multe tãri. Rezultatul acestor dezbateri este un set de materiale variind în rezistenta de la 150 MPa la 350 MPa, toate cu o bunã duritate si formabilitate.
Acestea pot fi extrudate cu usurintã si, în ansamblul lor,capacitatea de extrudare este bunã, dar cele care contin limite mai scãzute de magneziu si siliciu ca de exemplu, 6060si 6063 se extrudeaza la viteze foarte mari - pânã la 100 m / min cu un finisaj de suprafatã bun , anodizabile si cu o complexitate maximã a sectiunii combinata cu grosimi de sectiuni mici .
2.3.2.3. Laminarea
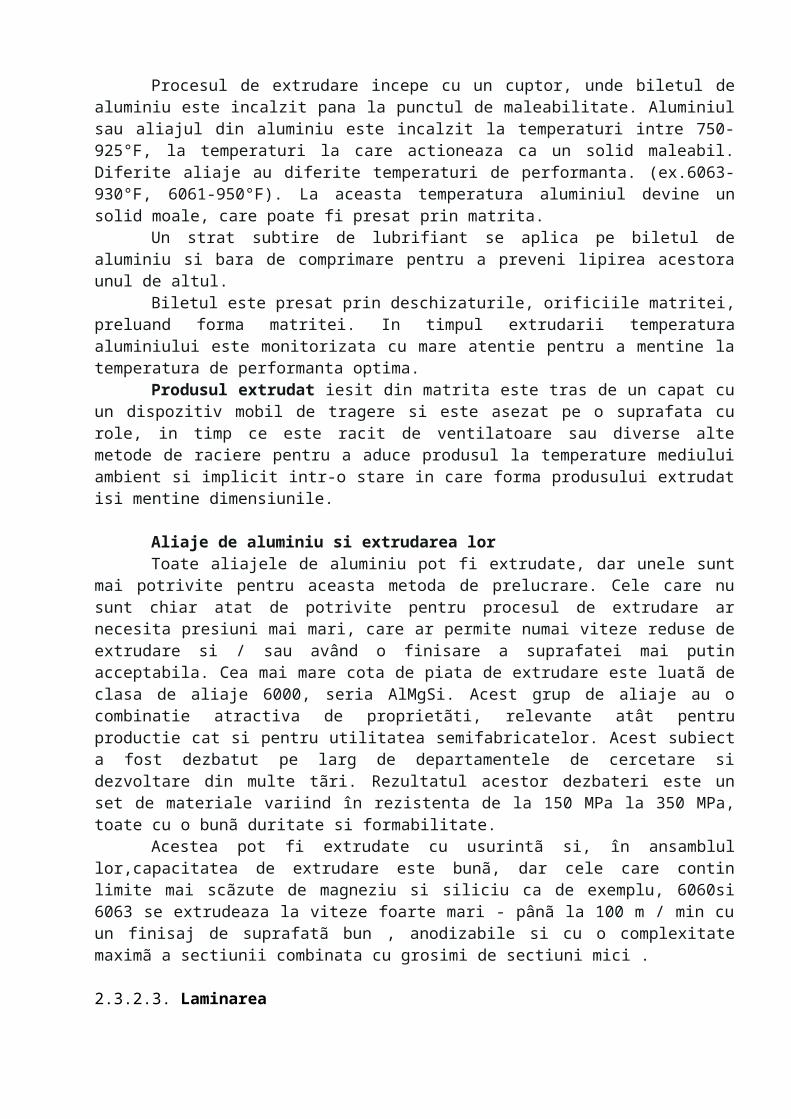
Laminarea este procedeul de deformare plastică prin care se obțin profile cu secțiune constantă sau variabilă prin trecerea semifabricatului printre doi cilindri (figura 2.40). Se poate realiza atât la rece cât și la cald.
Deplasarea semifabricatului față de cilindri poate să fie longitudinală, (figura 2.40 a), transversală, (figura 2.40 b), elicoidală, (figura 2.40 c).
Materia primă utilizată la laminare este reprezentată de lingouri sau produse obținute prin turnare continuă.
Figura 2.40. Procedee de laminare: a) laminarea tablelor și benzilor; b) laminarea bilelor; c)laminarea țevilor; d) laminare planetară, [23]
În urma laminării se obțin semifabricate sau produse. Semifabricatele laminate sunt (figura 2.41):
- Blumuri , semifabricate cu secțiune pătrată sau dreptunghiulară la care a/b<2, iar secțiunea a x b > 150 x 150 mm;
- Țagle , semifabricate care pot avea secțiune pătrată cu latura între 40 – 140 mm, circulară cu diametrul de 90 – 350 mm sau dreptunghiulară (140 – 280) x (35 – 70 mm);
- Șleburi, semifabricate cu secțiune dreptunghiulară la care a x b > 245 x 80 mm- Platine, semifabricate cu secțiune dreptunghiulară la care a x b = (200-280) x
(>6).
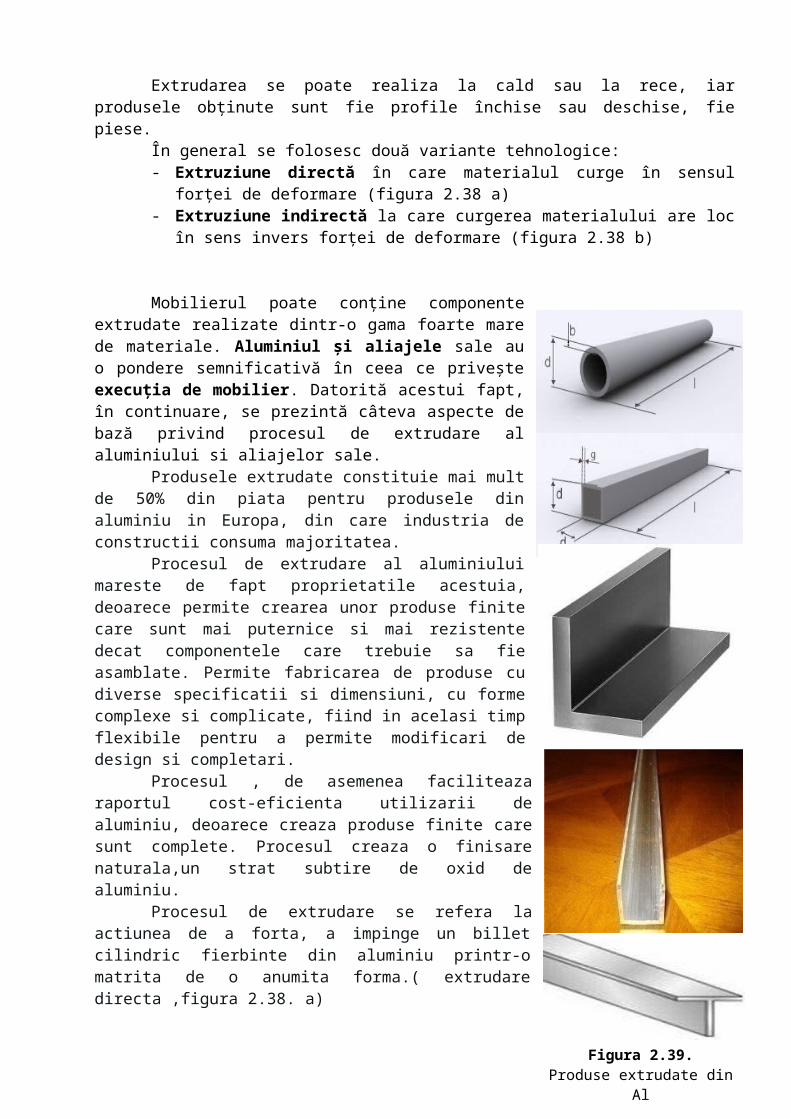
Figura 2.41. Semifabricate laminate
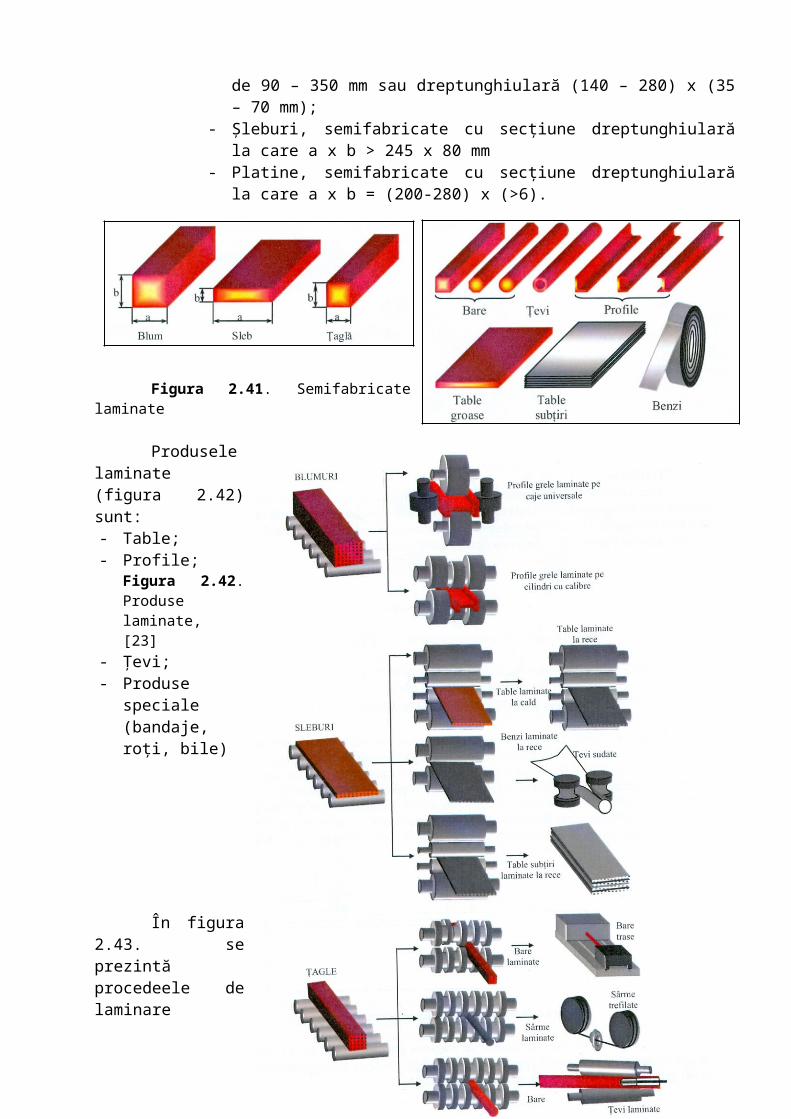
Produsele laminate (figura 2.42) sunt:- Table;- Profile; Figura 2.42. Produse laminate, [23]- Țevi;- Produse speciale (bandaje, roți, bile)
În figura 2.43. se prezintă procedeele de laminare necesare pentru transformarea diferitelor tipuri de produse laminate.
Figura 2.43. Procedee de laminare [23]
În componentele de mobilier, așa cum a fost prezentat la capitolul „extrudare”,intra o vastă gamă de repere extrudate din diferite materiale (cele mai multe sunt pe baza de Al). Așa cum se va vedea în imaginile următoare (figurile 2.44, 2.45. 2.46), componentele extrudate pentru mobilier se îmbina armonios cu cele laminate sau obținute din alte procedee.
Figura 2.44. Scaun din aluminiu (componente laminate și extrudate); Masă extensibilă, structura aluminiu satinata și blat laminat.
Figura 2.45. Mobilier de amfiteatru format din scaune rabatabile si pupitre pliabile sau fixe, montate liniar sau în arc (cu o rază minimă de 5000 mm), prevazut cu sistem de montare pe suprafaţă plană
sau în trepte. Distanta interax este reglabilă cu o minimă de 510mm. [25]
Structura portantă este realizată din profile extrudate de aluminiu înalt aliat, cu nervuri interne, ce asigură rezistenţă sporită la deformare, şi canale de montare pentru părţile componente (mese şi scaune). Elementele complementare ale structurii sunt realizate din profile de aluminiu extrudat pe structura monolit,
Sistemul de ancorare în pardoseală: multipunct, prin picioare de susţinere de 55mm, ce se fixează cu conişpand (pentru pardoselile de beton) sau holşurub (pentru pardoselile de lemn).
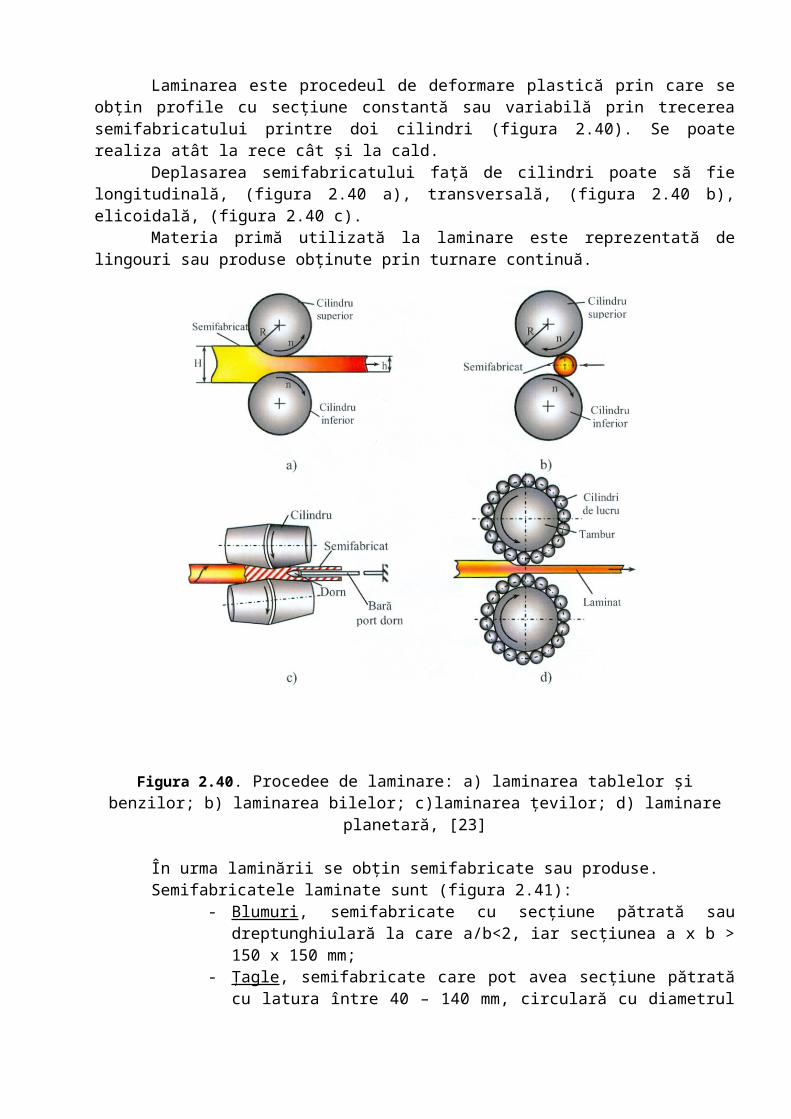
Figura 2.46. Mobilier de birou. Predomina aluminiul si aliaje de aluminiu. Componente extrudate de mobilier se îmbină armonios cu cele laminate sau obținute prin alte
procedee
2.3.2.4. Trefilarea
Trefilarea este procedeul de deformare utilizat pentru obținerea unor produse pline sau tubulare prin deformarea într-o sculă numită filieră. Semifabricatul se află înfășurat pe o tobă de trefilare (T), iar produsul se obține sub formă de colac (C). Procedeul (figura 2.48) se utilizează la obținerea firelor cu diametru mai mare de 0.002 mm. Figura 2.48. Schema procedeului de trefilare
2.3.2.5. Tragerea
Tragerea (figura 2.49) se realizează prin trecerea semifabricatului prin orificiul unei matrițe (M), prin tragerea cu ajutorul unui dispozitiv de tragere (DT). Forța necesară de tragere este notată cu F. Produsul este reprezentat de bare sau țevi cu diametru de până la 100 mm. Figura 2.49. Schema procedeului de tragere
Comparativ cu laminarea, tragerea asigură o precizie mai ridicată și o calitate mai bună a suprafeței.
Un caz particular este reprezentat de tragerea țevilor, la care se pot modifica diametrul exterior și cel interior (tragere fără dorn, figura 2.50 a) sau se poate modifica inclusiv grosimea peretelui (tragere cu dorn, figura 2.50.b).
Tragerea barelor și țevilor se poate realiza atât la rece cât și la cald. Figura 2.50. Schema procedeului de tragere a țevilor
Referințe
[23] Viorel Aurel Șerban, Aurel Rădută – „Știință și ingineria materialelor”, Editura Politehnica Timișoara 2010, ISBN: 978-606-554-044-6[24] www.mobilierforjat.ro[25] http://eurodidactica.blogspot.com/2010/06/

![Curs3 [Compatibility Mode]](https://static.fdocumente.com/doc/165x107/5695d09e1a28ab9b02933018/curs3-compatibility-mode.jpg)