Cap 9
58
VII.9 ŞPĂNUIREA ŞI TĂIEREA MATERIALELOR Şpănuirea sau stratificarea materialelor este operaţia prin care ţesătura sau tricotul se aşază în straturi de lungime corespunzătoare încadrării şi împreună cu tăierea, reprezintă fazele principale de croire. Pentru a asigura condiţiile producţiei în masa a îmbrăcămintei, consumul raţional al materialelor, atingerea unei calităţi superioare a produselor confecţionate şi a unei productivităţi înalte a muncii, trebuie sa se respecte următoarele condiţii tehnice de stratificare: stratificarea cu exactitate a lungimii şpanului şi limitarea corectă a secţiunilor acestuia, dependente de comenzile cu beneficiarii, precum şi de caracteristicile materiilor prime şi materialelor. Lungimea şpanurilor depinde de o serie de factori şi anume: consumul specific, numărul completelor de şabloane, modul de realizare a încadrării, caracteristicile materiei prime etc. Şpanurile scurte de 2–3 m nu sunt raţionale, deoarece, în acest caz, cresc pierderile de materiale la capetele acestora, se măreşte durata executării operaţiilor de tăierea capetelor ţesăturii, de fixare a capetelor acestora pe masă etc. Nu se recomandă nici şpănuirea materialelor pe o lungime mai mare de 16–20 m, deoarece, în acest caz, stratificarea influenţează calitatea produselor, modificându-se tensiunea de aşezare a materialului. Se recomandă realizarea straturilor de lungimi medii atât în cazul şpănuirii manuale cât şi în cazul şpănuirii mecanice. Un factor important al procesului de stratificare este înălţimea, menţionându-se că cea mai raţională este cea care din punct de vedere tehnic asigura tăierea. Înălţimea este determinată de caracteristicile maşinii de tăiat, de compoziţia fibroasă a materialelor, precum şi de finisajul acestora. De asemenea, înălţimea este dependentă de sarcina de producţie ce impune numărul completelor de piese ale produsului. La aşezarea materialelor în strat se impun condiţiile: • materialele se aşază în şpan în aşa fel încât pe una din părţi marginile să coincidă perfect, iar pe cealaltă parte acceptându-se pierderi minime; • materialele scămoşate trebuie aşezate în aşa fel încât să aibă în şpan aceeaşi direcţie a fibrelor lungi orientate; • în cazul materialelor cu desene, acestea trebuie să coincidă atât în lungime cât şi în lăţime;
-
Upload
redmary992000 -
Category
Documents
-
view
17 -
download
2
Transcript of Cap 9
VII.9 ŞPĂNUIREA ŞI TĂIEREA
MATERIALELOR
Şpănuirea sau stratificarea materialelor este operaţia prin care ţesătura sau tricotul se aşază în straturi de lungime corespunzătoare încadrării şi împreună cu tăierea, reprezintă fazele principale de croire. Pentru a asigura condiţiile producţiei în masa a îmbrăcămintei, consumul raţional al materialelor, atingerea unei calităţi superioare a produselor confecţionate şi a unei productivităţi înalte a muncii, trebuie sa se respecte următoarele condiţii tehnice de stratificare: stratificarea cu exactitate a lungimii şpanului şi limitarea corectă a secţiunilor acestuia, dependente de comenzile cu beneficiarii, precum şi de caracteristicile materiilor prime şi materialelor.
Lungimea şpanurilor depinde de o serie de factori şi anume: consumul specific, numărul completelor de şabloane, modul de realizare a încadrării, caracteristicile materiei prime etc. Şpanurile scurte de 2–3 m nu sunt raţionale, deoarece, în acest caz, cresc pierderile de materiale la capetele acestora, se măreşte durata executării operaţiilor de tăierea capetelor ţesăturii, de fixare a capetelor acestora pe masă etc.
Nu se recomandă nici şpănuirea materialelor pe o lungime mai mare de 16–20 m, deoarece, în acest caz, stratificarea influenţează calitatea produselor, modificându-se tensiunea de aşezare a materialului.
Se recomandă realizarea straturilor de lungimi medii atât în cazul şpănuirii manuale cât şi în cazul şpănuirii mecanice.
Un factor important al procesului de stratificare este înălţimea, menţionându-se că cea mai raţională este cea care din punct de vedere tehnic asigura tăierea. Înălţimea este determinată de caracteristicile maşinii de tăiat, de compoziţia fibroasă a materialelor, precum şi de finisajul acestora. De asemenea, înălţimea este dependentă de sarcina de producţie ce impune numărul completelor de piese ale produsului.
La aşezarea materialelor în strat se impun condiţiile: • materialele se aşază în şpan în aşa fel încât pe una din părţi marginile să coincidă
perfect, iar pe cealaltă parte acceptându-se pierderi minime; • materialele scămoşate trebuie aşezate în aşa fel încât să aibă în şpan aceeaşi direcţie
a fibrelor lungi orientate; • în cazul materialelor cu desene, acestea trebuie să coincidă atât în lungime cât şi în
lăţime;

Şpănuirea şi tăierea materialelor 1087
• se admite aşezarea arbitrară în şpan a materialelor vopsite uni, precum şi a acelora care nu au desene bine determinate, în condiţiile în care nu sunt influenţate nuanţele pieselor produsului;
• pentru a nu influenţa productivitatea la confecţionare, în cazul aşezării materialelor de culori diferite, trebuie să se respecte ordinea acestora;
• în acelaşi şpan nu trebuie să se aşeze materiale din fibre diferite, deoarece se comportă diferit, atât în procesul de şpănuire, cât şi în procesul de croire;
• în procesul de şpănuire, la multe tipuri de materii prime şi materiale se execută şi preparaţia, eliminându-se în acest mod defectele ce influenţează calitatea produselor;
• fiecare bucată de material trebuie utilizată conform fişei acesteia, încât să fie evitate pierderile de capete.
VII.9.1. Şpănuirea materialelor textile
VII.9.1.1. Tehnologii de şpănuire şi elemente de calcul
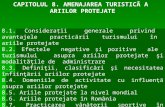
În general se întâlnesc trei metode de şpănuire a materialelor, şi anume: şpănuirea materialelor îndoite, desfăşurate şi întoarse şi faţă la faţă. Schematic, modul de stratificare al materialelor în şpan este reprezentat în fig. VII.9.1 şi fig. VII.9.2, de unde rezultă aşezarea într-un sens, în ambele sensuri sau în zigzag, atât pentru materiale desfăcute, cât şi pentru cele dublate. Şpănuirea materialelor dublate se aplica la diferite produse cu detalii simetrice, în special în cazul producţiei de serie mică sau la realizarea confecţiei individuale. Acest mod de şpănuire duce la consumuri mari de material, apariţia unor defecte în produsul finit, precum şi la greutăţi în ceea ce priveşte croirea pieselor mari. Şpănuirea materialelor desfăşurate cu faţa în jos sau faţă la faţă se aplică la tot felul de produse, modul de aşezare fiind influenţat de orientarea fibrelor de suprafaţă a materialelor.
Fig. VII.9.1. Reprezentări schematice ale modului de stratificare a materialelor: a – aşezarea desfăcută a foilor de şpan, unde faţa impară, 1, 3, 5 etc. este opusă feţei pare, 2,4,6 etc.;
b – aşezarea desfăcută a foilor de şpan, unde direcţia fibrelor are acelaşi sens, dar foile 1, 3, 5 sunt opuse foilor 2, 4, 6; c – aşezarea foilor de şpan, dublate, cu sens opus de aşezare a acestora; d – aşezarea faţă la faţă a foilor de şpan, fetele pare opuse celor impare, cu direcţii diferite; e – aşezarea faţă la faţă a foilor
de şpan cu direcţii diferite a fibrelor; f – aşezarea faţă la faţă a foilor dublate de material.
1088 MANUALUL INGINERULUI TEXTILIST – CONFECŢII TEXTILE
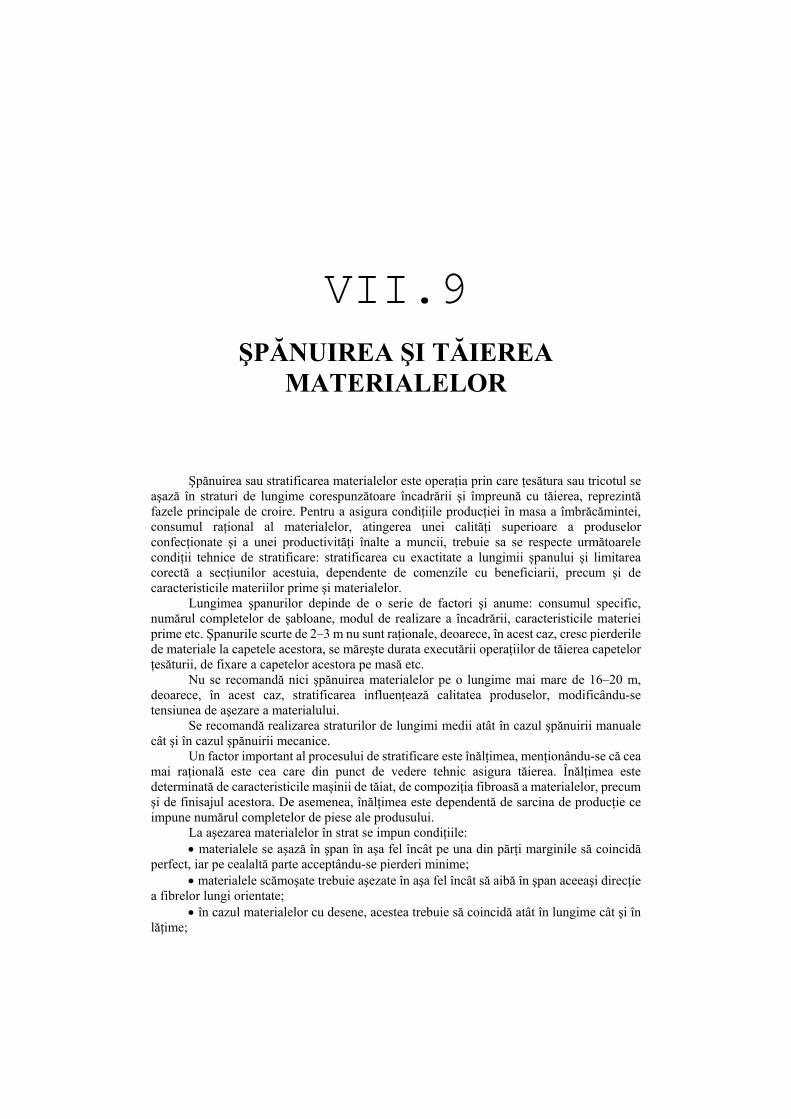
Indiferent de modul de
stratificare, poziţia feţelor la capete este cea reprezentata în fig. VII.9.3.
În cazul în care o anumită comandă cuprinde un număr diversificat de produse, în ceea ce priveşte caracteristicile dimensionale, se poate realiza şi şpănuirea în trepte, conform indicaţiilor din fig. VII.9.4.
Indiferent de modul de aşezare a foilor, trebuie să se realizeze o astfel de sortare şi numerotare a detaliilor încât sensul de aşezare al pieselor pe produs să fie acelaşi. În caz contrar, chiar reflectarea razelor de lumina de pe produs poate crea senzaţia de nuanţă diferită în detaliu.
Modul de aşezare în şpan a foilor de ţesătură, faţă la faţă sau într-un sens, este în funcţie de orientarea detaliilor pe suprafaţa ţesăturii la operaţia de şablonat.
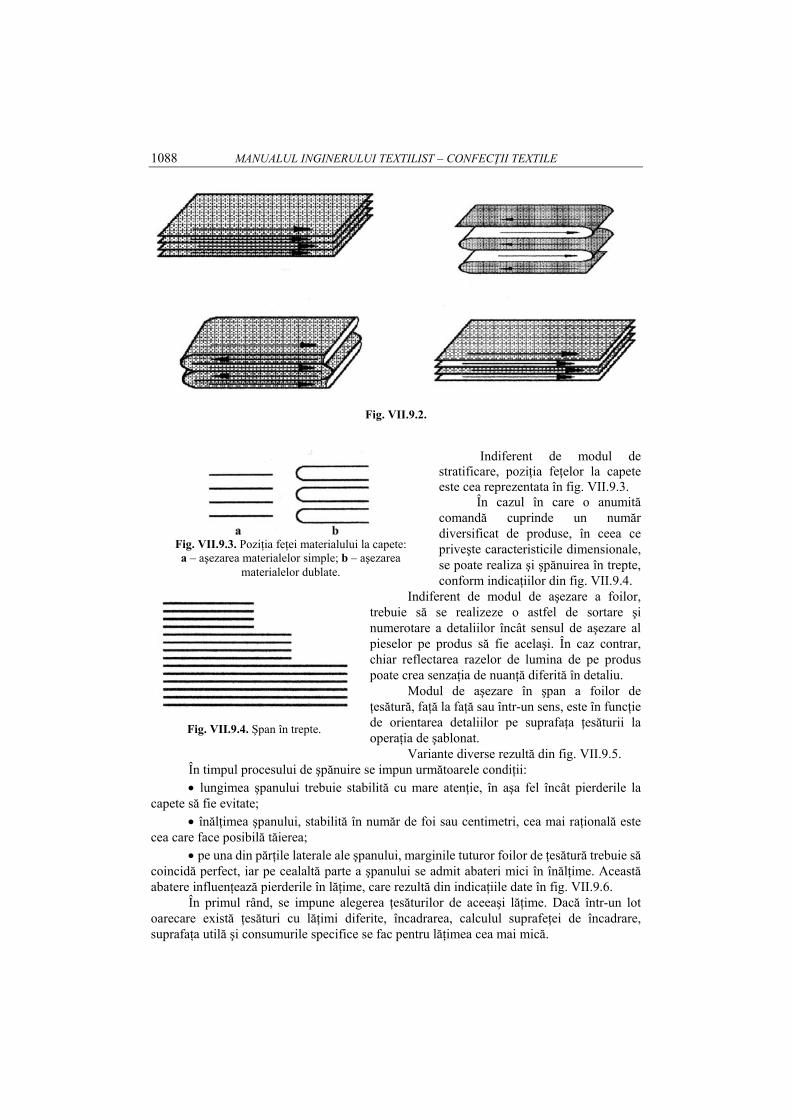
Variante diverse rezultă din fig. VII.9.5. În timpul procesului de şpănuire se impun următoarele condiţii: • lungimea şpanului trebuie stabilită cu mare atenţie, în aşa fel încât pierderile la
capete să fie evitate; • înălţimea şpanului, stabilită în număr de foi sau centimetri, cea mai raţională este
cea care face posibilă tăierea; • pe una din părţile laterale ale şpanului, marginile tuturor foilor de ţesătură trebuie să
coincidă perfect, iar pe cealaltă parte a şpanului se admit abateri mici în înălţime. Această abatere influenţează pierderile în lăţime, care rezultă din indicaţiile date în fig. VII.9.6.
În primul rând, se impune alegerea ţesăturilor de aceeaşi lăţime. Dacă într-un lot oarecare există ţesături cu lăţimi diferite, încadrarea, calculul suprafeţei de încadrare, suprafaţa utilă şi consumurile specifice se fac pentru lăţimea cea mai mică.
Fig. VII.9.2.
Fig. VII.9.3. Poziţia feţei materialului la capete: a – aşezarea materialelor simple; b – aşezarea
materialelor dublate.
Fig. VII.9.4. Şpan în trepte.
Şpănuirea şi tăierea materialelor 1089
Fig.
VII
.9.5
. Leg
enda
sim
bolu
rilor
pen
tru m
aşin
ile d
e şpăn
uit B
UK
LLM
ERW
ERK
.
1090 MANUALUL INGINERULUI TEXTILIST – CONFECŢII TEXTILE
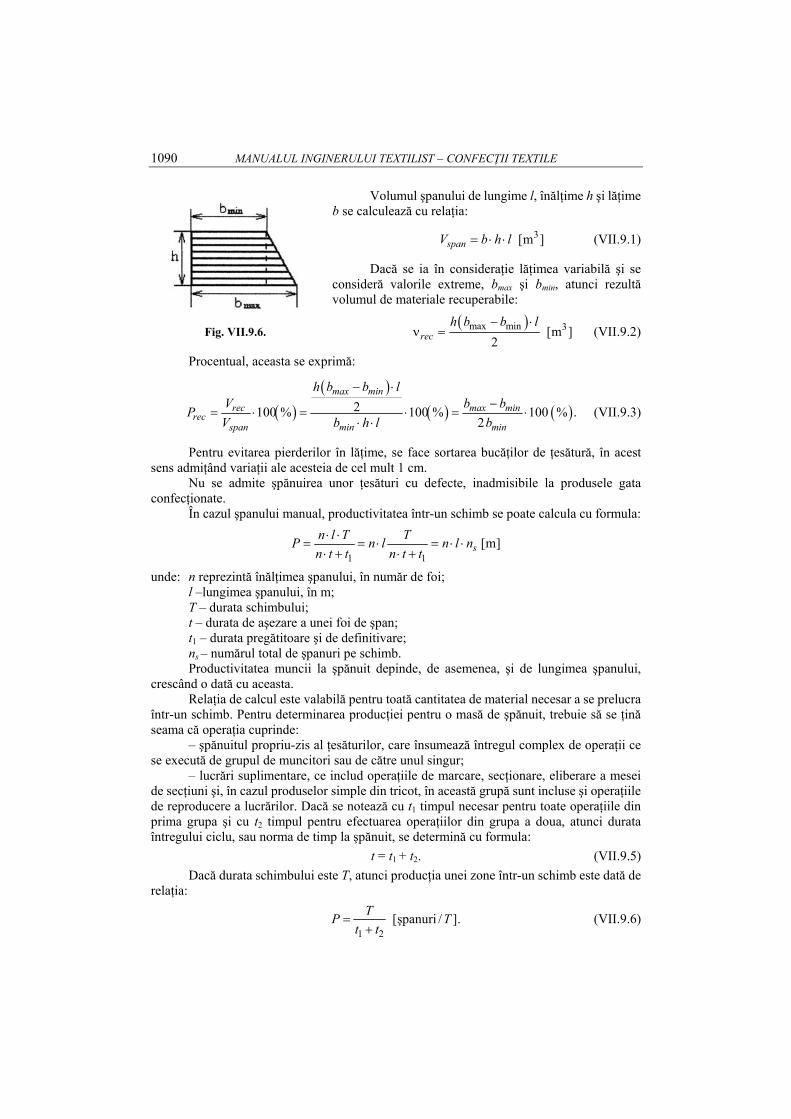
Volumul şpanului de lungime l, înălţime h şi lăţime b se calculează cu relaţia:
3[m ]spanV b h l= ⋅ ⋅ (VII.9.1)
Dacă se ia în consideraţie lăţimea variabilă şi se consideră valorile extreme, bmax şi bmin, atunci rezultă volumul de materiale recuperabile:
( )max min 3[m ]
2rech b b l− ⋅
ν = (VII.9.2)
Procentual, aceasta se exprimă:
( )( )
( ) ( )2100 % 100 % 100 % .2
max min
rec max minrec
span min min
h b b lV b b
PV b h l b
− ⋅−
= ⋅ = ⋅ = ⋅⋅ ⋅
(VII.9.3)
Pentru evitarea pierderilor în lăţime, se face sortarea bucăţilor de ţesătură, în acest sens admiţând variaţii ale acesteia de cel mult 1 cm.
Nu se admite şpănuirea unor ţesături cu defecte, inadmisibile la produsele gata confecţionate.
În cazul şpanului manual, productivitatea într-un schimb se poate calcula cu formula:
1 1
[m]sn l T TP n l n l nn t t n t t⋅ ⋅
= = ⋅ = ⋅ ⋅⋅ + ⋅ +
unde: n reprezintă înălţimea şpanului, în număr de foi; l –lungimea şpanului, în m; T – durata schimbului; t – durata de aşezare a unei foi de şpan; t1 – durata pregătitoare şi de definitivare; ns – numărul total de şpanuri pe schimb. Productivitatea muncii la şpănuit depinde, de asemenea, şi de lungimea şpanului,
crescând o dată cu aceasta. Relaţia de calcul este valabilă pentru toată cantitatea de material necesar a se prelucra
într-un schimb. Pentru determinarea producţiei pentru o masă de şpănuit, trebuie să se ţină seama că operaţia cuprinde:
– şpănuitul propriu-zis al ţesăturilor, care însumează întregul complex de operaţii ce se execută de grupul de muncitori sau de către unul singur;
– lucrări suplimentare, ce includ operaţiile de marcare, secţionare, eliberare a mesei de secţiuni şi, în cazul produselor simple din tricot, în această grupă sunt incluse şi operaţiile de reproducere a lucrărilor. Dacă se notează cu t1 timpul necesar pentru toate operaţiile din prima grupa şi cu t2 timpul pentru efectuarea operaţiilor din grupa a doua, atunci durata întregului ciclu, sau norma de timp la şpănuit, se determină cu formula: t = t1 + t2. (VII.9.5)
Dacă durata schimbului este T, atunci producţia unei zone într-un schimb este dată de relaţia:
1 2
[şpanuri / ].TP Tt t
=+
(VII.9.6)
Fig. VII.9.6.
Şpănuirea şi tăierea materialelor 1091
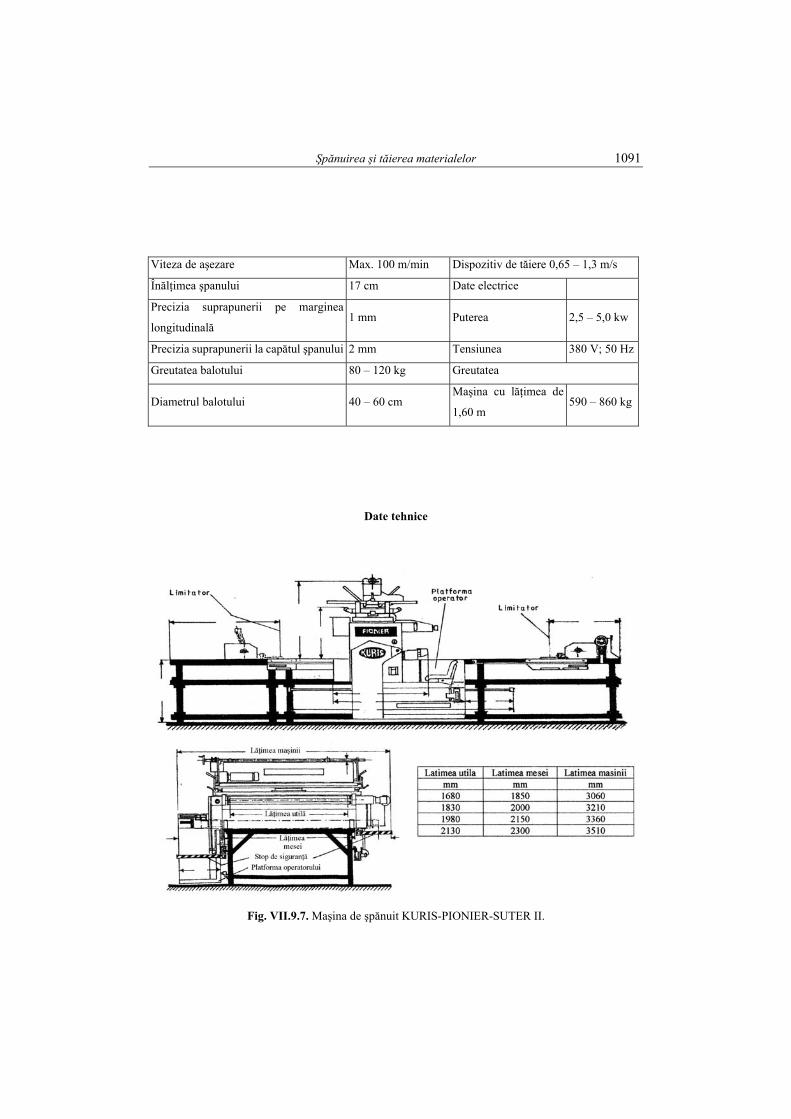
Viteza de aşezare Max. 100 m/min Dispozitiv de tăiere 0,65 – 1,3 m/s
Înălţimea şpanului 17 cm Date electrice
Precizia suprapunerii pe marginea
longitudinală 1 mm Puterea 2,5 – 5,0 kw
Precizia suprapunerii la capătul şpanului 2 mm Tensiunea 380 V; 50 Hz
Greutatea balotului 80 – 120 kg Greutatea
Diametrul balotului 40 – 60 cm Maşina cu lăţimea de
1,60 m 590 – 860 kg
Date tehnice
Fig. VII.9.7. Maşina de şpănuit KURIS-PIONIER-SUTER II.
1092 MANUALUL INGINERULUI TEXTILIST – CONFECŢII TEXTILE
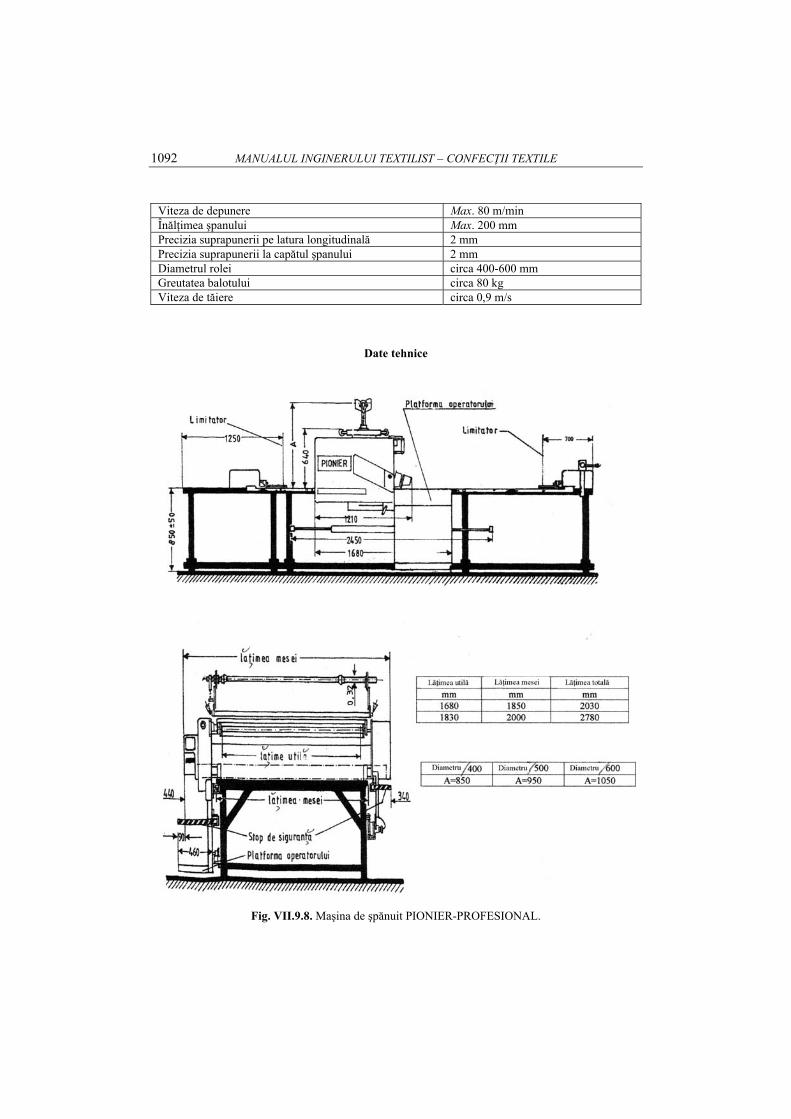
Viteza de depunere Max. 80 m/min Înălţimea şpanului Max. 200 mm Precizia suprapunerii pe latura longitudinală 2 mm Precizia suprapunerii la capătul şpanului 2 mm Diametrul rolei circa 400-600 mm Greutatea balotului circa 80 kg Viteza de tăiere circa 0,9 m/s
Date tehnice
Fig. VII.9.8. Maşina de şpănuit PIONIER-PROFESIONAL.
Şpănuirea şi tăierea materialelor 1093
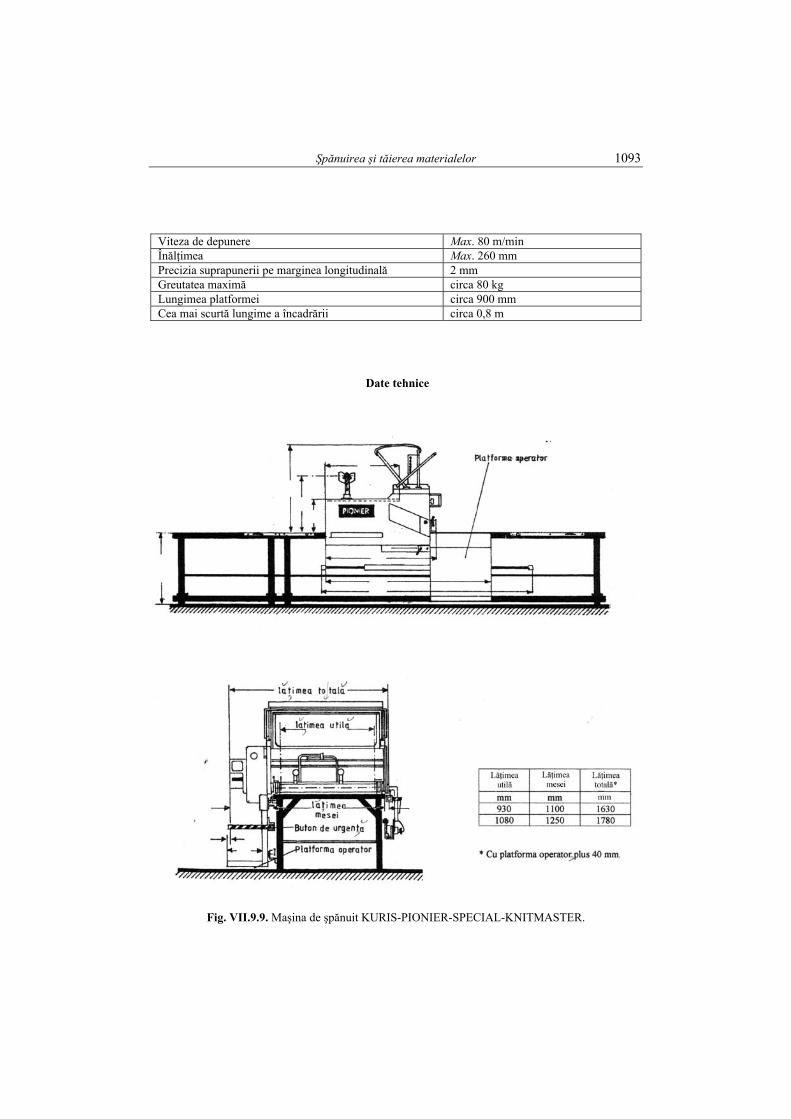
Viteza de depunere Max. 80 m/min Înălţimea Max. 260 mm Precizia suprapunerii pe marginea longitudinală 2 mm Greutatea maximă circa 80 kg Lungimea platformei circa 900 mm Cea mai scurtă lungime a încadrării circa 0,8 m
Date tehnice
Fig. VII.9.9. Maşina de şpănuit KURIS-PIONIER-SPECIAL-KNITMASTER.
1094 MANUALUL INGINERULUI TEXTILIST – CONFECŢII TEXTILE
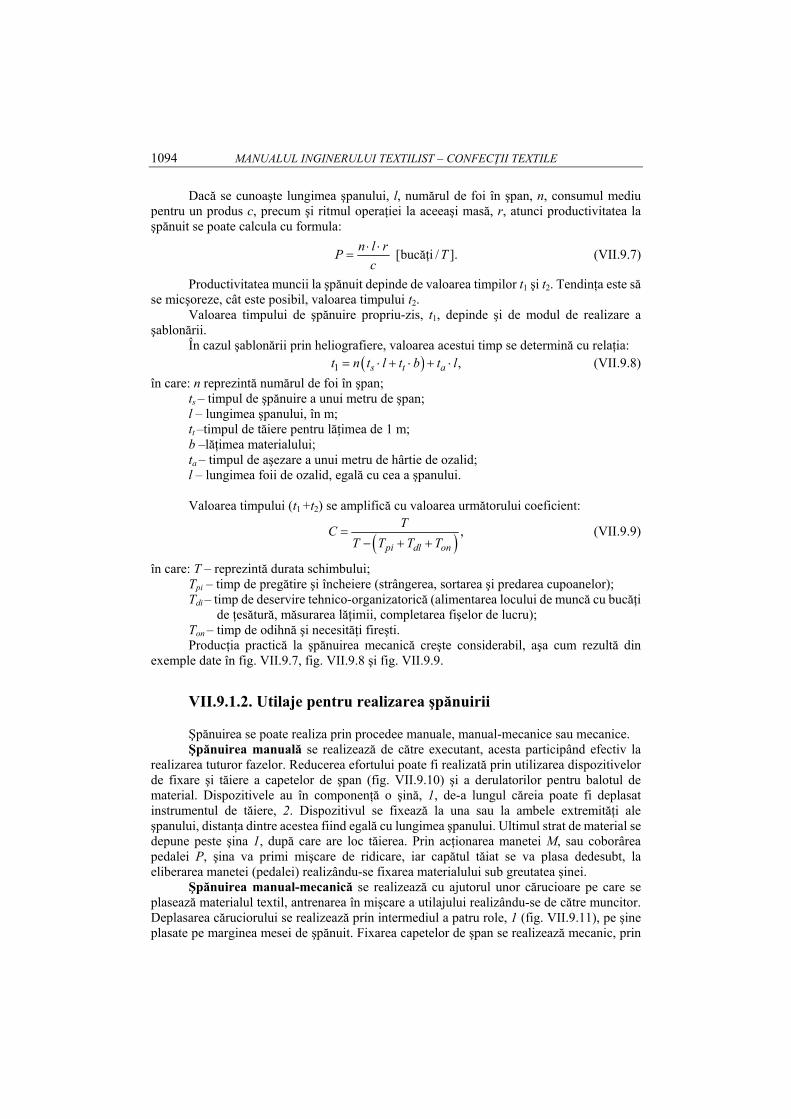
Dacă se cunoaşte lungimea şpanului, l, numărul de foi în şpan, n, consumul mediu pentru un produs c, precum şi ritmul operaţiei la aceeaşi masă, r, atunci productivitatea la şpănuit se poate calcula cu formula:
[bucăţi / ].n l rP Tc⋅ ⋅
= (VII.9.7)
Productivitatea muncii la şpănuit depinde de valoarea timpilor t1 şi t2. Tendinţa este să se micşoreze, cât este posibil, valoarea timpului t2.
Valoarea timpului de şpănuire propriu-zis, t1, depinde şi de modul de realizare a şablonării.
În cazul şablonării prin heliografiere, valoarea acestui timp se determină cu relaţia: ( )1 ,s t at n t l t b t l= ⋅ + ⋅ + ⋅ (VII.9.8)
în care: n reprezintă numărul de foi în şpan; ts – timpul de şpănuire a unui metru de şpan; l – lungimea şpanului, în m; tt –timpul de tăiere pentru lăţimea de 1 m; b –lăţimea materialului; ta – timpul de aşezare a unui metru de hârtie de ozalid; l – lungimea foii de ozalid, egală cu cea a şpanului. Valoarea timpului (t1 +t2) se amplifică cu valoarea următorului coeficient:
( )
,pi dl on
TCT T T T
=− + +
(VII.9.9)
în care: T – reprezintă durata schimbului; Tpi – timp de pregătire şi încheiere (strângerea, sortarea şi predarea cupoanelor); Tdi – timp de deservire tehnico-organizatorică (alimentarea locului de muncă cu bucăţi
de ţesătură, măsurarea lăţimii, completarea fişelor de lucru); Ton – timp de odihnă şi necesităţi fireşti. Producţia practică la şpănuirea mecanică creşte considerabil, aşa cum rezultă din
exemple date în fig. VII.9.7, fig. VII.9.8 şi fig. VII.9.9.
VII.9.1.2. Utilaje pentru realizarea şpănuirii
Şpănuirea se poate realiza prin procedee manuale, manual-mecanice sau mecanice. Şpănuirea manuală se realizează de către executant, acesta participând efectiv la
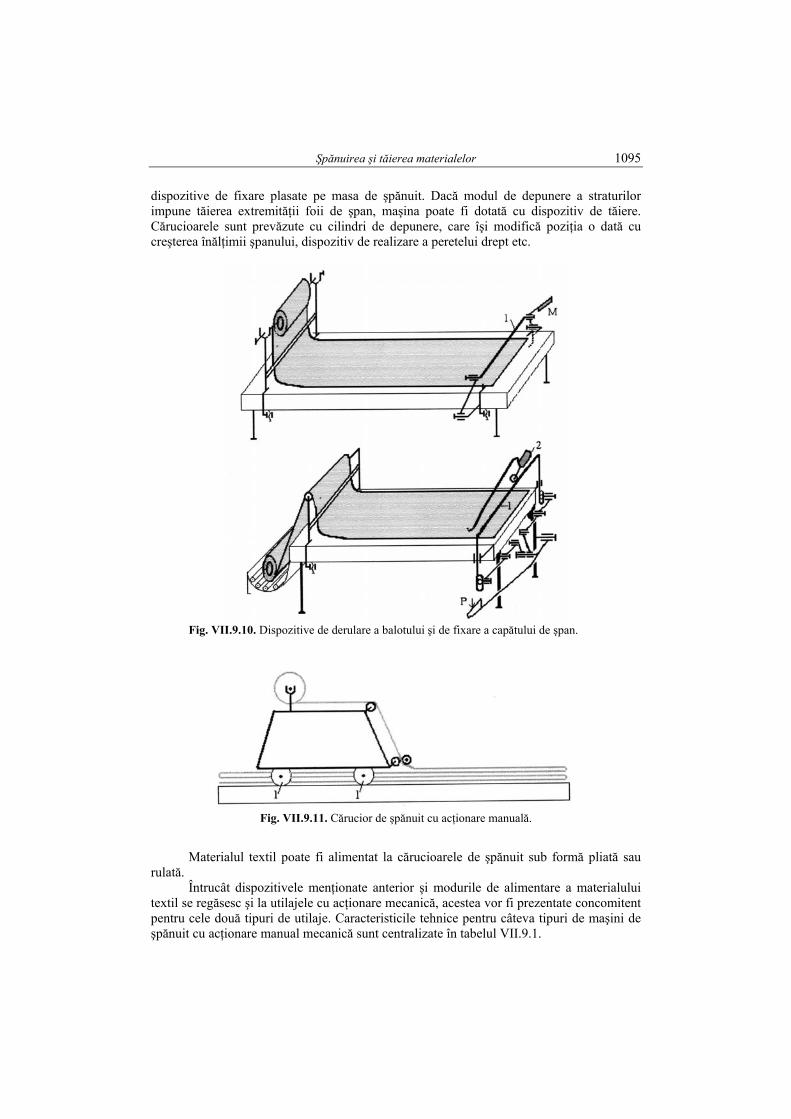
realizarea tuturor fazelor. Reducerea efortului poate fi realizată prin utilizarea dispozitivelor de fixare şi tăiere a capetelor de şpan (fig. VII.9.10) şi a derulatorilor pentru balotul de material. Dispozitivele au în componenţă o şină, 1, de-a lungul căreia poate fi deplasat instrumentul de tăiere, 2. Dispozitivul se fixează la una sau la ambele extremităţi ale şpanului, distanţa dintre acestea fiind egală cu lungimea şpanului. Ultimul strat de material se depune peste şina 1, după care are loc tăierea. Prin acţionarea manetei M, sau coborârea pedalei P, şina va primi mişcare de ridicare, iar capătul tăiat se va plasa dedesubt, la eliberarea manetei (pedalei) realizându-se fixarea materialului sub greutatea şinei.
Şpănuirea manual-mecanică se realizează cu ajutorul unor cărucioare pe care se plasează materialul textil, antrenarea în mişcare a utilajului realizându-se de către muncitor. Deplasarea căruciorului se realizează prin intermediul a patru role, 1 (fig. VII.9.11), pe şine plasate pe marginea mesei de şpănuit. Fixarea capetelor de şpan se realizează mecanic, prin
Şpănuirea şi tăierea materialelor 1095
dispozitive de fixare plasate pe masa de şpănuit. Dacă modul de depunere a straturilor impune tăierea extremităţii foii de şpan, maşina poate fi dotată cu dispozitiv de tăiere. Cărucioarele sunt prevăzute cu cilindri de depunere, care îşi modifică poziţia o dată cu creşterea înălţimii şpanului, dispozitiv de realizare a peretelui drept etc.
Materialul textil poate fi alimentat la cărucioarele de şpănuit sub formă pliată sau
rulată. Întrucât dispozitivele menţionate anterior şi modurile de alimentare a materialului
textil se regăsesc şi la utilajele cu acţionare mecanică, acestea vor fi prezentate concomitent pentru cele două tipuri de utilaje. Caracteristicile tehnice pentru câteva tipuri de maşini de şpănuit cu acţionare manual mecanică sunt centralizate în tabelul VII.9.1.
Fig. VII.9.10. Dispozitive de derulare a balotului şi de fixare a capătului de şpan.
Fig. VII.9.11. Cărucior de şpănuit cu acţionare manuală.
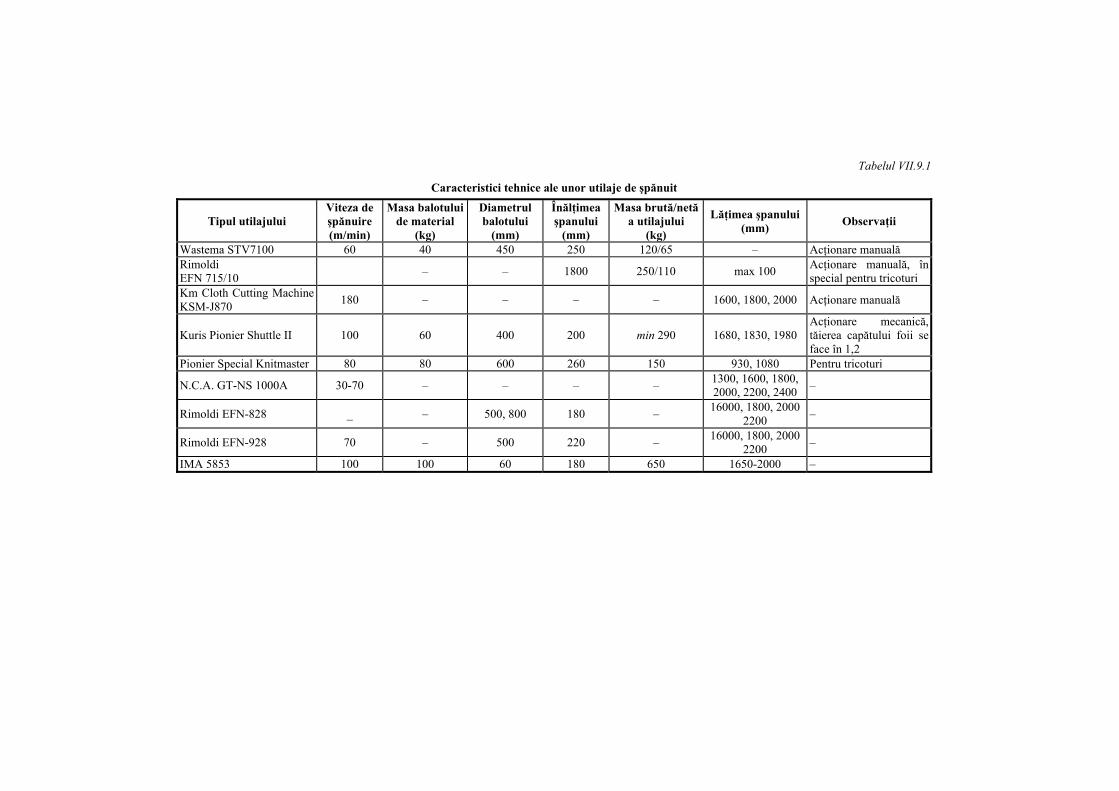
Tabelul VII.9.1
Caracteristici tehnice ale unor utilaje de şpănuit
Tipul utilajului Viteza de şpănuire (m/min)
Masa balotului de material
(kg)
Diametrul balotului
(mm)
Înălţimea şpanului
(mm)
Masa brută/netă a utilajului
(kg)
Lăţimea şpanului (mm) Observaţii
Wastema STV7100 60 40 450 250 120/65 – Acţionare manuală Rimoldi EFN 715/10 – – 1800 250/110 max 100 Acţionare manuală, în
special pentru tricoturi Km Cloth Cutting Machine KSM-J870 180 – – – – 1600, 1800, 2000 Acţionare manuală
Kuris Pionier Shuttle II 100 60 400 200 min 290 1680, 1830, 1980 Acţionare mecanică, tăierea capătului foii se face în 1,2
Pionier Special Knitmaster 80 80 600 260 150 930, 1080 Pentru tricoturi
N.C.A. GT-NS 1000A 30-70 – – – – 1300, 1600, 1800, 2000, 2200, 2400 –
Rimoldi EFN-828 _ – 500, 800 180 – 16000, 1800, 2000 2200 –
Rimoldi EFN-928 70 – 500 220 – 16000, 1800, 2000 2200 –
IMA 5853 100 100 60 180 650 1650-2000 –
Şpănuirea şi tăierea materialelor 1097
Şpănuirea mecanică. Un pas înainte în perfecţionarea utilajelor pentru realizarea şpănuirii îl constituie cărucioarele cu acţionare mecanică. Aceste utilaje sunt concepute cu sau fără a impune deplasarea concomitentă a muncitorului. Aceasta se poate face de către maşină pe o platformă, în poziţia în picioare, sau pe scaun.
În oferta constructorilor de utilaj se pot regăsi cărucioare de şpănuit cu grade diferite de automatizare şi acestea pot fi diferenţiate în funcţie de:
1. modul de încărcare a utilajului şi alimentare a materialului în timpul operaţiei de şpănuire;
2. tipul depunerii straturilor de material; 3. dimensiunile şpanului obţinut şi a balotului de material alimentat; 4. caracteristici tehnice (viteza de depunere a stratului de material, de tăiere a foii de
şpan, dimensiuni de gabarit, consum de energie); 5. alte facilităţi (contorizarea numărului de foi de şpan depuse şi oprirea automată în
momentul atingerii numărului programat, posibilitatea interfaţării cu sistemele automate de realizare a încadrării, localizarea defectelor pe suprafaţa încadrării, posibilitatea calculului indicatorilor de eficienţă ai şpanului etc.).
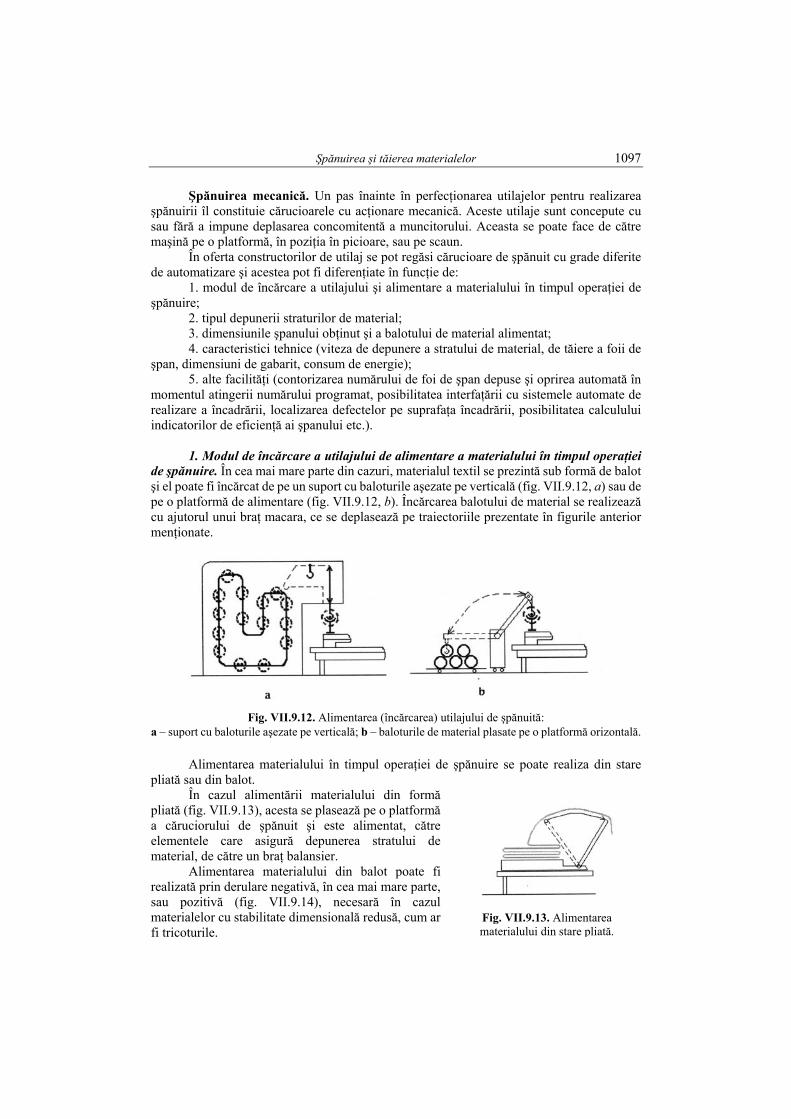
1. Modul de încărcare a utilajului de alimentare a materialului în timpul operaţiei
de şpănuire. În cea mai mare parte din cazuri, materialul textil se prezintă sub formă de balot şi el poate fi încărcat de pe un suport cu baloturile aşezate pe verticală (fig. VII.9.12, a) sau de pe o platformă de alimentare (fig. VII.9.12, b). Încărcarea balotului de material se realizează cu ajutorul unui braţ macara, ce se deplasează pe traiectoriile prezentate în figurile anterior menţionate.
Alimentarea materialului în timpul operaţiei de şpănuire se poate realiza din stare pliată sau din balot.
În cazul alimentării materialului din formă pliată (fig. VII.9.13), acesta se plasează pe o platformă a căruciorului de şpănuit şi este alimentat, către elementele care asigură depunerea stratului de material, de către un braţ balansier.
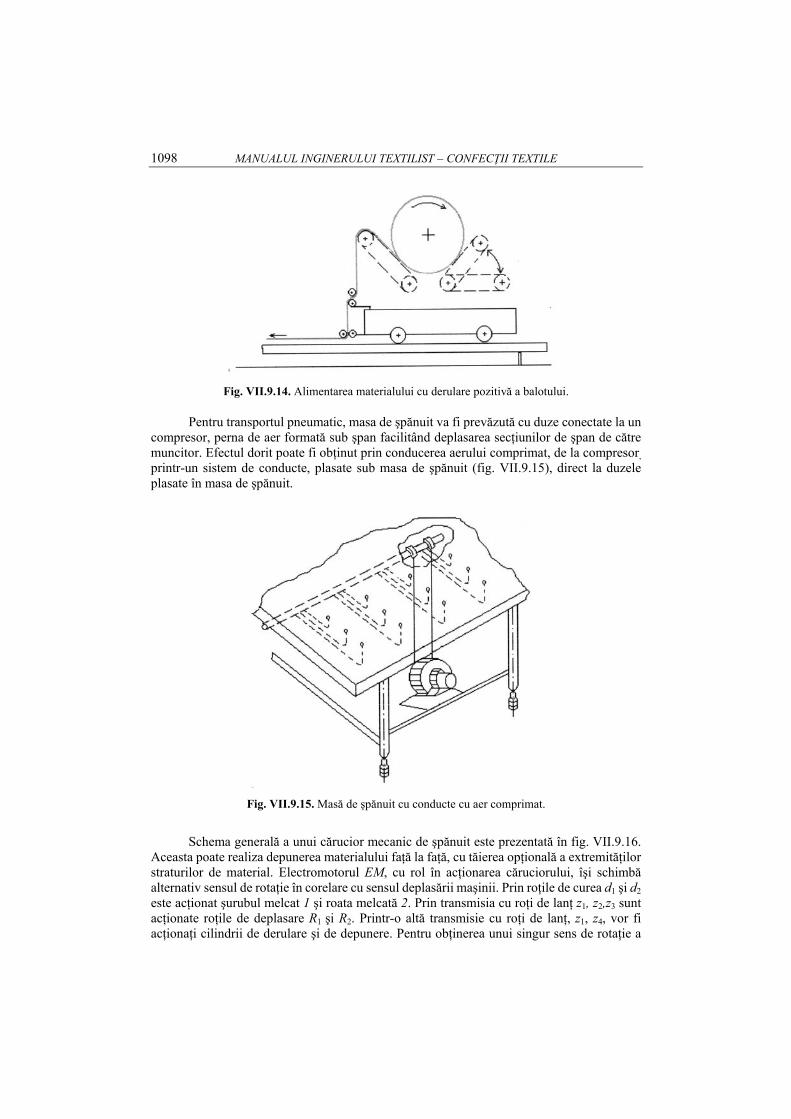
Alimentarea materialului din balot poate fi realizată prin derulare negativă, în cea mai mare parte, sau pozitivă (fig. VII.9.14), necesară în cazul materialelor cu stabilitate dimensională redusă, cum ar fi tricoturile.
Fig. VII.9.12. Alimentarea (încărcarea) utilajului de şpănuită:
a – suport cu baloturile aşezate pe verticală; b – baloturile de material plasate pe o platformă orizontală.
Fig. VII.9.13. Alimentarea materialului din stare pliată.
1098 MANUALUL INGINERULUI TEXTILIST – CONFECŢII TEXTILE
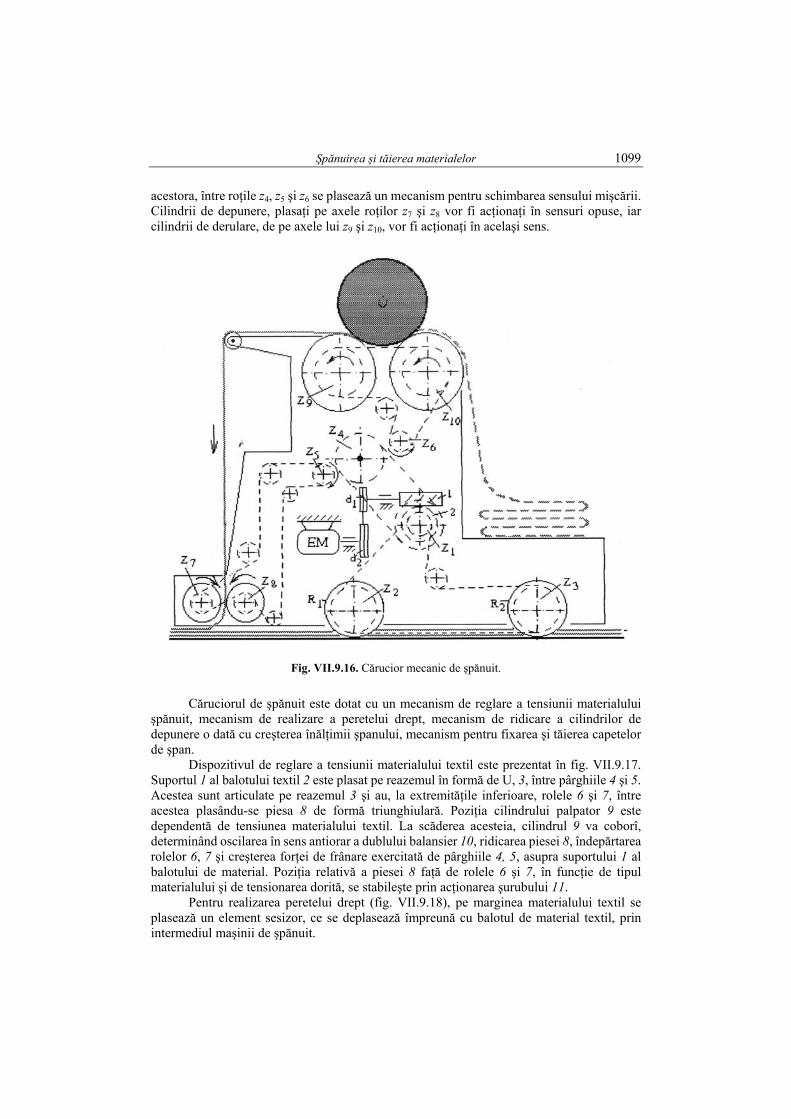
Pentru transportul pneumatic, masa de şpănuit va fi prevăzută cu duze conectate la un compresor, perna de aer formată sub şpan facilitând deplasarea secţiunilor de şpan de către muncitor. Efectul dorit poate fi obţinut prin conducerea aerului comprimat, de la compresor, printr-un sistem de conducte, plasate sub masa de şpănuit (fig. VII.9.15), direct la duzele plasate în masa de şpănuit.
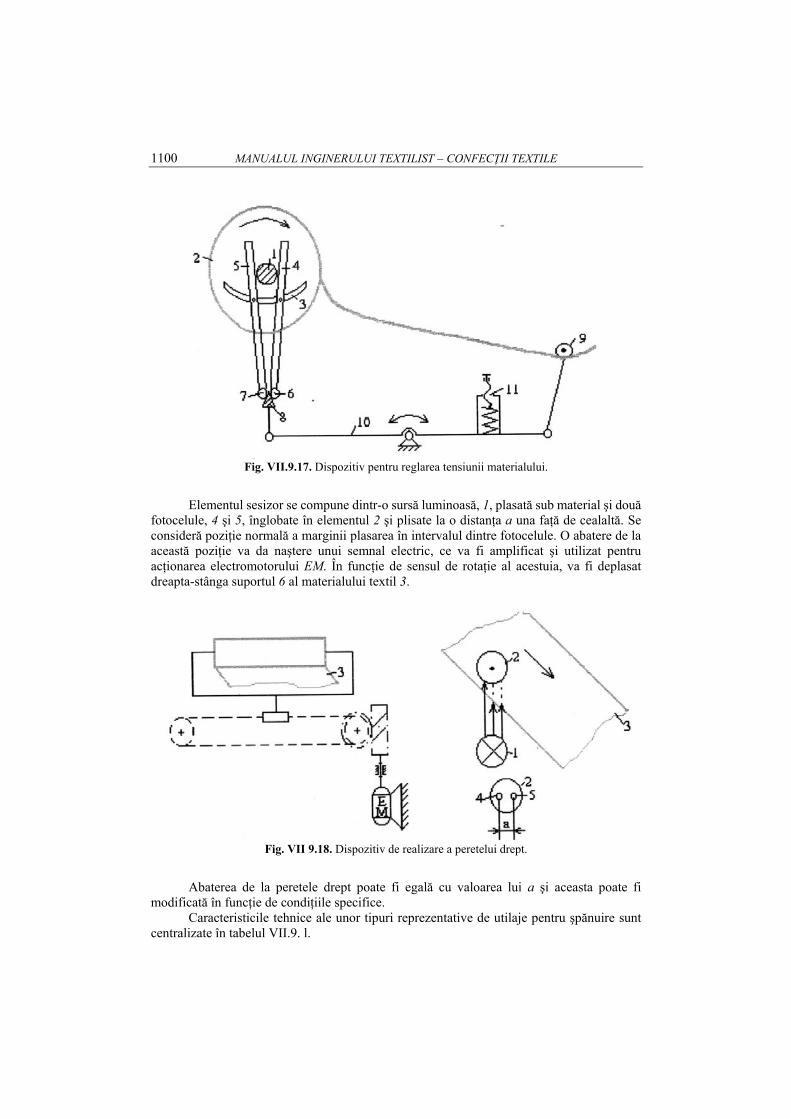
Schema generală a unui cărucior mecanic de şpănuit este prezentată în fig. VII.9.16. Aceasta poate realiza depunerea materialului faţă la faţă, cu tăierea opţională a extremităţilor straturilor de material. Electromotorul EM, cu rol în acţionarea căruciorului, îşi schimbă alternativ sensul de rotaţie în corelare cu sensul deplasării maşinii. Prin roţile de curea d1 şi d2 este acţionat şurubul melcat 1 şi roata melcată 2. Prin transmisia cu roţi de lanţ z1, z2,z3 sunt acţionate roţile de deplasare R1 şi R2. Printr-o altă transmisie cu roţi de lanţ, z1, z4, vor fi acţionaţi cilindrii de derulare şi de depunere. Pentru obţinerea unui singur sens de rotaţie a
Fig. VII.9.14. Alimentarea materialului cu derulare pozitivă a balotului.
Fig. VII.9.15. Masă de şpănuit cu conducte cu aer comprimat.
Şpănuirea şi tăierea materialelor 1099
acestora, între roţile z4, z5 şi z6 se plasează un mecanism pentru schimbarea sensului mişcării. Cilindrii de depunere, plasaţi pe axele roţilor z7 şi z8 vor fi acţionaţi în sensuri opuse, iar cilindrii de derulare, de pe axele lui z9 şi z10, vor fi acţionaţi în acelaşi sens.
Căruciorul de şpănuit este dotat cu un mecanism de reglare a tensiunii materialului şpănuit, mecanism de realizare a peretelui drept, mecanism de ridicare a cilindrilor de depunere o dată cu creşterea înălţimii şpanului, mecanism pentru fixarea şi tăierea capetelor de şpan.
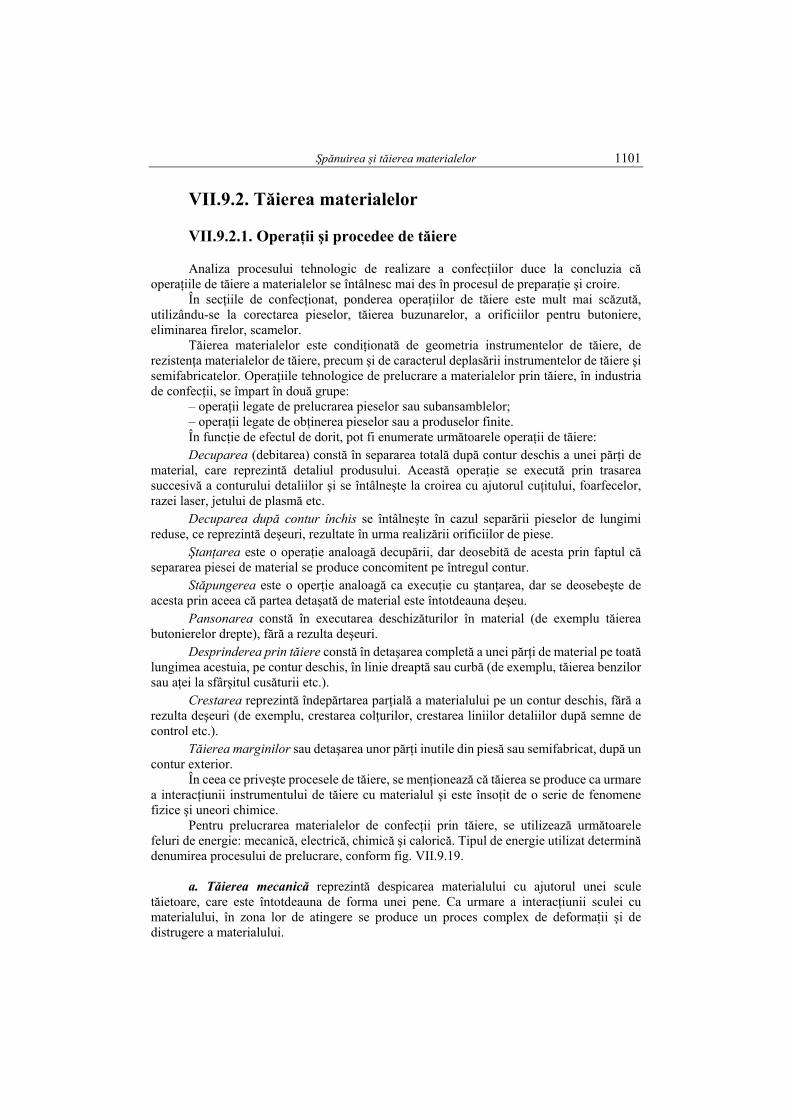
Dispozitivul de reglare a tensiunii materialului textil este prezentat în fig. VII.9.17. Suportul 1 al balotului textil 2 este plasat pe reazemul în formă de U, 3, între pârghiile 4 şi 5. Acestea sunt articulate pe reazemul 3 şi au, la extremităţile inferioare, rolele 6 şi 7, între acestea plasându-se piesa 8 de formă triunghiulară. Poziţia cilindrului palpator 9 este dependentă de tensiunea materialului textil. La scăderea acesteia, cilindrul 9 va coborî, determinând oscilarea în sens antiorar a dublului balansier 10, ridicarea piesei 8, îndepărtarea rolelor 6, 7 şi creşterea forţei de frânare exercitată de pârghiile 4, 5, asupra suportului 1 al balotului de material. Poziţia relativă a piesei 8 faţă de rolele 6 şi 7, în funcţie de tipul materialului şi de tensionarea dorită, se stabileşte prin acţionarea şurubului 11.
Pentru realizarea peretelui drept (fig. VII.9.18), pe marginea materialului textil se plasează un element sesizor, ce se deplasează împreună cu balotul de material textil, prin intermediul maşinii de şpănuit.
Fig. VII.9.16. Cărucior mecanic de şpănuit.
1100 MANUALUL INGINERULUI TEXTILIST – CONFECŢII TEXTILE
Elementul sesizor se compune dintr-o sursă luminoasă, 1, plasată sub material şi două fotocelule, 4 şi 5, înglobate în elementul 2 şi plisate la o distanţa a una faţă de cealaltă. Se consideră poziţie normală a marginii plasarea în intervalul dintre fotocelule. O abatere de la această poziţie va da naştere unui semnal electric, ce va fi amplificat şi utilizat pentru acţionarea electromotorului EM. În funcţie de sensul de rotaţie al acestuia, va fi deplasat dreapta-stânga suportul 6 al materialului textil 3.
Abaterea de la peretele drept poate fi egală cu valoarea lui a şi aceasta poate fi modificată în funcţie de condiţiile specifice.
Caracteristicile tehnice ale unor tipuri reprezentative de utilaje pentru şpănuire sunt centralizate în tabelul VII.9. l.
Fig. VII.9.17. Dispozitiv pentru reglarea tensiunii materialului.
Fig. VII 9.18. Dispozitiv de realizare a peretelui drept.
Şpănuirea şi tăierea materialelor 1101
VII.9.2. Tăierea materialelor
VII.9.2.1. Operaţii şi procedee de tăiere
Analiza procesului tehnologic de realizare a confecţiilor duce la concluzia că operaţiile de tăiere a materialelor se întâlnesc mai des în procesul de preparaţie şi croire.
În secţiile de confecţionat, ponderea operaţiilor de tăiere este mult mai scăzută, utilizându-se la corectarea pieselor, tăierea buzunarelor, a orificiilor pentru butoniere, eliminarea firelor, scamelor.
Tăierea materialelor este condiţionată de geometria instrumentelor de tăiere, de rezistenţa materialelor de tăiere, precum şi de caracterul deplasării instrumentelor de tăiere şi semifabricatelor. Operaţiile tehnologice de prelucrare a materialelor prin tăiere, în industria de confecţii, se împart în două grupe:
– operaţii legate de prelucrarea pieselor sau subansamblelor; – operaţii legate de obţinerea pieselor sau a produselor finite. În funcţie de efectul de dorit, pot fi enumerate următoarele operaţii de tăiere: Decuparea (debitarea) constă în separarea totală după contur deschis a unei părţi de
material, care reprezintă detaliul produsului. Această operaţie se execută prin trasarea succesivă a conturului detaliilor şi se întâlneşte la croirea cu ajutorul cuţitului, foarfecelor, razei laser, jetului de plasmă etc.
Decuparea după contur închis se întâlneşte în cazul separării pieselor de lungimi reduse, ce reprezintă deşeuri, rezultate în urma realizării orificiilor de piese.
Ştanţarea este o operaţie analoagă decupării, dar deosebită de acesta prin faptul că separarea piesei de material se produce concomitent pe întregul contur.
Stăpungerea este o operţie analoagă ca execuţie cu ştanţarea, dar se deosebeşte de acesta prin aceea că partea detaşată de material este întotdeauna deşeu.
Pansonarea constă în executarea deschizăturilor în material (de exemplu tăierea butonierelor drepte), fără a rezulta deşeuri.
Desprinderea prin tăiere constă în detaşarea completă a unei părţi de material pe toată lungimea acestuia, pe contur deschis, în linie dreaptă sau curbă (de exemplu, tăierea benzilor sau aţei la sfârşitul cusăturii etc.).
Crestarea reprezintă îndepărtarea parţială a materialului pe un contur deschis, fără a rezulta deşeuri (de exemplu, crestarea colţurilor, crestarea liniilor detaliilor după semne de control etc.).
Tăierea marginilor sau detaşarea unor părţi inutile din piesă sau semifabricat, după un contur exterior.
În ceea ce priveşte procesele de tăiere, se menţionează că tăierea se produce ca urmare a interacţiunii instrumentului de tăiere cu materialul şi este însoţit de o serie de fenomene fizice şi uneori chimice.
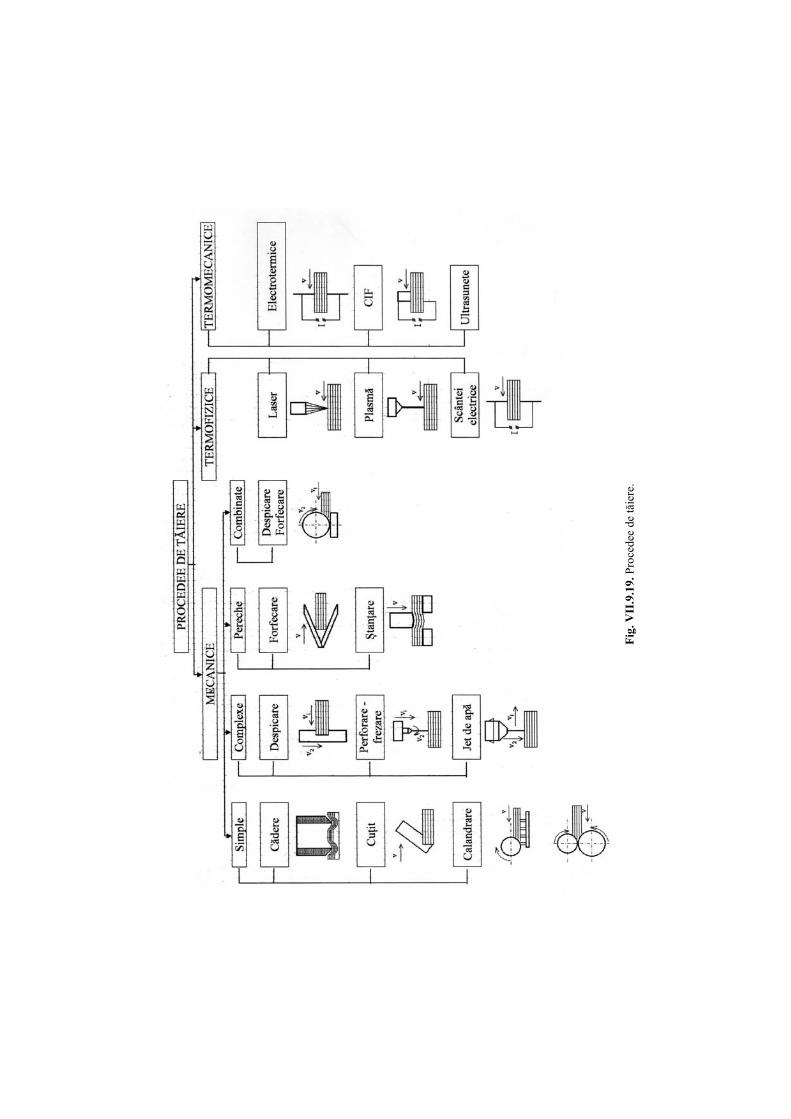
Pentru prelucrarea materialelor de confecţii prin tăiere, se utilizează următoarele feluri de energie: mecanică, electrică, chimică şi calorică. Tipul de energie utilizat determină denumirea procesului de prelucrare, conform fig. VII.9.19.
a. Tăierea mecanică reprezintă despicarea materialului cu ajutorul unei scule
tăietoare, care este întotdeauna de forma unei pene. Ca urmare a interacţiunii sculei cu materialului, în zona lor de atingere se produce un proces complex de deformaţii şi de distrugere a materialului.
1102 MANUALUL INGINERULUI TEXTILIST – CONFECŢII TEXTILE
Fig.
VII
.9.1
9. P
roce
dee
de tă
iere
.

Şpănuirea şi tăierea materialelor 1103
Tăierea mecanică a materialelor pentru confecţii se execută prin procedee ce sunt determinate de dispunerea reciprocă a sculei şi a semifabricatului în spaţiu şi, de asemenea, de caracterul modificării în timp.
În funcţie de aceste aspecte, procedeele de tăiere mecanică se împart în 4 grupe: Tăierea simplă reprezintă detaşarea materialului cu o sculă tăietoare ce are o muchie
ce execută o singură mişcare de lucru, determinată de configuraţia liniei de tăiere. În această grupă intră: tăierea cu cuţitul, pansonarea cu acul, ştanţarea şi tăierea detaliilor prin calandrare cu cilindri rotativi.
Procedeele de tăiere ce presupun o mişcare complexă a sculei tăietoare constă dintr-o mişcare de lucru şi una suplimentară, de obicei perpendiculară pe suprafaţa piesei de prelucrare. Drept instrumente de tăiere, în acest caz, se utilizează: cuţite, ferăstraie, benzi şi jet de lichid, specific procedeelor hidraulice.
Procedeele de tăiere mecanică, prin care materialul se distruge după un singur contur concomitent cu două muchii tăietoare, poartă denumirea de tăiere în pereche. În acest caz, se utilizează instrumente cu acţiune universală (foarfece mecanice sau manuale de diferite tipuri) sau ştanţe ce conţin panson şi matriţă.
Tăierea combinată include combinaţii ale procedeelor de mai sus. Toate procedeele menţionate se caracterizează prin acţiunea uniformă mecanică
asupra materialului. Pentru îmbunătăţirea prelucrabilităţii materialului, se poate completa acţiunea uniformă prin acţiune vibrativă cu frecvenţă variabilă.
b. Detaşarea termică a materialelor utilizate în confecţii se realizează fără interacţiunea prin contact a sculei tăietoare cu materialul de prelucrat şi este uşurată datorită rezistenţei termice relativ reduse a acestuia. Acest procedeu de tăiere s-a introdus ca urmare a apariţiei de noi generatoare de energie, laserii, plasmatorii etc.
Independent de tipul energiei alimentate, mecanismele fizico-chimice ce asigură desfacerea materialului în procesul de tăiere, în multe cazuri, sunt practic identice. Astfel, prelucrările cu plasmă şi raze luminoase sunt însoţite de fenomene asemănătoare, rezultate din acţiunea asupra materialului. Caracterul termic al mecanismului de distrugere provocat de alimentarea în zona de tăiere a energiei, diferită ca natură a fenomenelor fizice, a determinat denumirea procedeului de tăiere termofizic. Procedeele de prelucrare termofizică a materialelor prin tăiere se deosebesc după tipul instrumentului de tăiere şi au denumiri identice cu acestea.
Există două procedee de tăiere cu ajutorul razelor: tăierea cu raze electronice şi tăierea cu raze ale generatorului cuantic-optic sau laserului. Tăierea cu rază electronică este practic neutilizabilă în industria de confecţii, din cauza necesităţii utilizării camerelor de vid. Studierea sistematică şi generalizarea experienţei în utilizarea razei de laser, pentru tăierea materialelor, au demonstrat largile posibilităţi de utilizare a lor atât la croit, cât şi la executarea altor operaţii tehnologice. Cu ajutorul razei laserului, tăierea materialelor de confecţii se poate efectua în funcţie de focalizarea razei (în punct sau în linie) şi, de asemenea, de procedeul de alimentare a iradierii pe semifabricat.
În funcţie de procedeul de direcţionare a fluxului de rază asupra materialului de tăiat, raza laserului poate fi utilizată ca sculă tăietoare specială sau universală. Procedeul de tăiere cu plasmă este asemănător, ca tip de distrugere, cu procedeul cu rază laser, dar este mai puţin productiv, având totuşi avantajul că este mult mai simplu şi ieftin ca realizare.
În cazul procedeului de tăiere cu microplasmă se foloseşte, drept gaz ce formează plasma, argonul.
Utilizarea directă a energiei electrice pentru tăierea materialelor este practic imposibilă, din cauza proprietăţilor dielectrice a acestora. De aceea, tăierea materialelor
1104 MANUALUL INGINERULUI TEXTILIST – CONFECŢII TEXTILE
textile cu ajutorul electricităţii este posibilă numai prin transformarea energiei electrice în energie calorică. În acest caz, instrumentul de tăiere este o sarcină electrică cu scântei, a cărei generare este însoţită de un efect termic considerabil. Materialul este introdus în zona câmpului sarcinii dintre electrozi, păstrându-se urme vizibile ale acţiunii termice.
Utilizarea unei sarcini electrice cu efect de tăiere este mai eficientă, la executarea perforării. În unele cazuri, acest procedeu poate folosit şi pentru secţionarea materialelor.
În cazul tăierii prin utilizarea sarcinilor electrice, instrumentul de tăiere poate fi cu acţiune universală (doi electrozi de formă ac-ac) sau acţiune specială, când unul dintre electrozi are configuraţia liniei date pentru tăietură.
Se cunoaşte procedeul de tăiere a materialelor cu ajutorul unui cuplu supraîncălzit, care constă, în esenţă, în tăierea materialelor textile de origine naturală cu jet de abur supraîncălzit la temperatura de 200... 450°C şi cu o presiune corespunzătoare.
În cazul tăierii prin utilizarea efectului termic, productivitatea fiecărui procedeu se determină în funcţie de capacitatea surselor de căldură. Astfel, tăierea cu ajutorul vaporilor supraîncălziţi are o productivitate mult mai mică, în comparaţie cu celelalte procedee. De asemenea, anumite neajunsuri legate de obţinerea aburului supraîncălzit reduc eficacitatea utilizării procedeului.
c. Procedeul termomecanic de tăiere presupune separarea detaliilor materialului, utilizând în acest scop două sau mai multe tipuri de energie.
Procedeul constă în faptul că tăierea materialului se produce, în principal, prin procedeul termic, iar separarea se face cu ajutorul acţiunii mecanice suplimentare a instrumentului de tăiere. Încălzirea materialului în zona de tăiere se obţine prin curenţi de înaltă frecvenţă sau prin transmiterea în contact a căldurii de la instrumentul de tăiere (procedeul electrotehnic).
În afară de procedeele menţionate, este posibilă şi utilizarea ultrasunetelor, care din cauza productivităţii scăzute şi a uzurii rapide a instrumentelor de tăiere nu prezintă interes practic. Este necesar să se menţioneze că în ultimii ani s-a răspândit tăierea materialelor cu plasmă şi laser.
În funcţie de tipul gazului debitat în zona de tăiere, aceste procedee de prelucrare pot fi încadrate la procedeul fizic sau la procedeul combinat (termofizic sau chimic).Debitarea gazelor, activă în zona de tăiere (cu amestecuri de oxigen, apă etc.), amplifică acţiunea distrugătoare a razei sau plasmei, pe baza căldurii rezultate în urma reacţiei exoterme.
Aşadar, în acest proces de tăiere se pot remarca două mecanisme de tăiere: chimic şi fizic, prin urmare procedeul este combinat.
d. Procedeul chimic de tăiere constă în distrugerea materialelor cu substanţe chimice, cum sunt: acizi, baze etc. Posibilitatea, de prelucrare a materialelor pentru confecţii prin acest procedeu de tăiere nu a fost încă studiată.
Procedeul prezintă şi mecanismul îmbinării materialului cu soluţia agentului chimic, precum şi creşterea lăţimii liniei de tăiere de 2-3 ori, comparativ cu celelalte procedee.
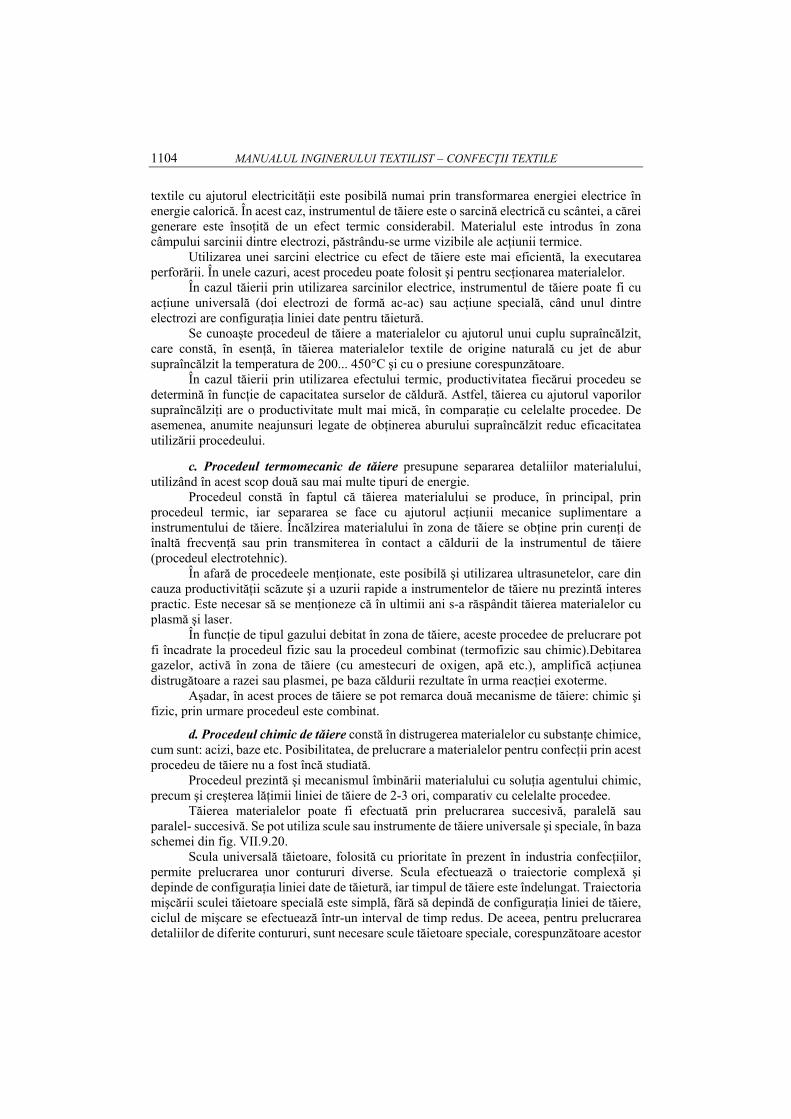
Tăierea materialelor poate fi efectuată prin prelucrarea succesivă, paralelă sau paralel- succesivă. Se pot utiliza scule sau instrumente de tăiere universale şi speciale, în baza schemei din fig. VII.9.20.
Scula universală tăietoare, folosită cu prioritate în prezent în industria confecţiilor, permite prelucrarea unor contururi diverse. Scula efectuează o traiectorie complexă şi depinde de configuraţia liniei date de tăietură, iar timpul de tăiere este îndelungat. Traiectoria mişcării sculei tăietoare specială este simplă, fără să depindă de configuraţia liniei de tăiere, ciclul de mişcare se efectuează într-un interval de timp redus. De aceea, pentru prelucrarea detaliilor de diferite contururi, sunt necesare scule tăietoare speciale, corespunzătoare acestor
Şpănuirea şi tăierea materialelor 1105
contururi de configuraţie, ceea ce într-o serie de cazuri nu este avantajos din punct de vedere economic.
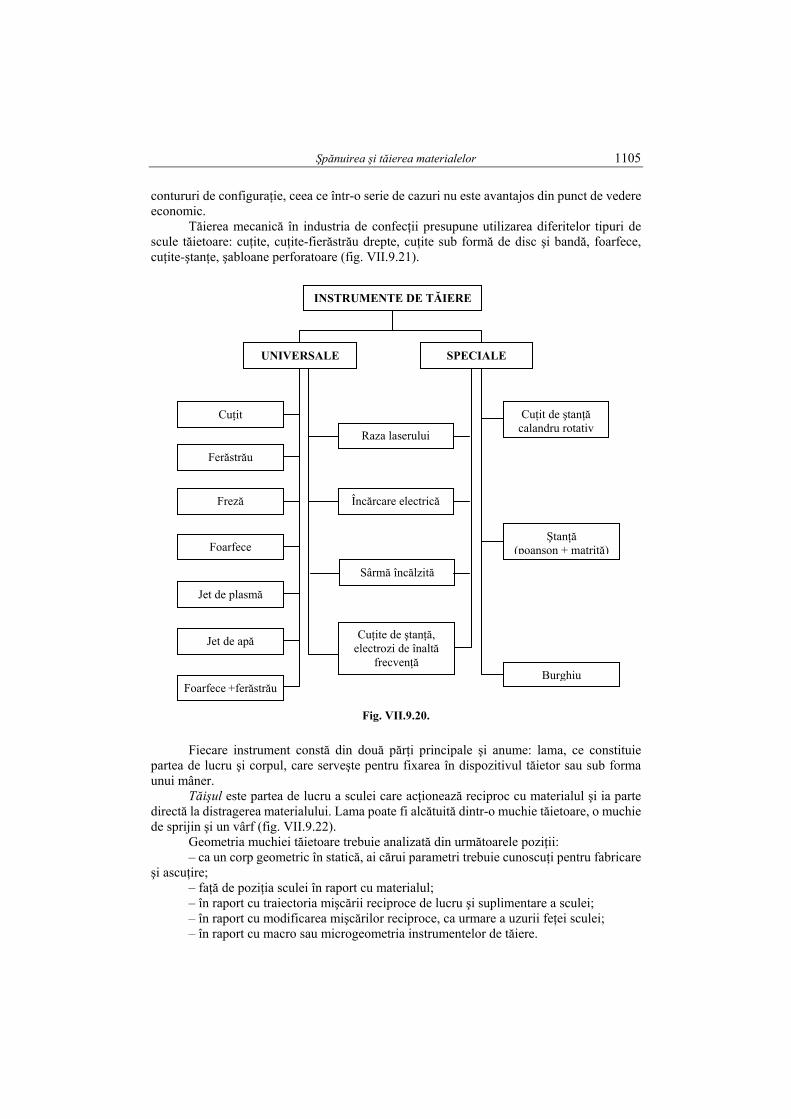
Tăierea mecanică în industria de confecţii presupune utilizarea diferitelor tipuri de scule tăietoare: cuţite, cuţite-fierăstrău drepte, cuţite sub formă de disc şi bandă, foarfece, cuţite-ştanţe, şabloane perforatoare (fig. VII.9.21).
Fig. VII.9.20.
Fiecare instrument constă din două părţi principale şi anume: lama, ce constituie partea de lucru şi corpul, care serveşte pentru fixarea în dispozitivul tăietor sau sub forma unui mâner.
Tăişul este partea de lucru a sculei care acţionează reciproc cu materialul şi ia parte directă la distragerea materialului. Lama poate fi alcătuită dintr-o muchie tăietoare, o muchie de sprijin şi un vârf (fig. VII.9.22).
Geometria muchiei tăietoare trebuie analizată din următoarele poziţii: – ca un corp geometric în statică, ai cărui parametri trebuie cunoscuţi pentru fabricare
şi ascuţire; – faţă de poziţia sculei în raport cu materialul; – în raport cu traiectoria mişcării reciproce de lucru şi suplimentare a sculei; – în raport cu modificarea mişcărilor reciproce, ca urmare a uzurii feţei sculei; – în raport cu macro sau microgeometria instrumentelor de tăiere.
INSTRUMENTE DE TĂIERE
UNIVERSALE SPECIALE
Cuţit
Raza laserului
Cuţit de ştanţă calandru rotativ
Ferăstrău
Freză Încărcare electrică
Foarfece Ştanţă
(poanson + matriţă)
Jet de plasmă
Sârmă încălzită
Jet de apă
Foarfece +ferăstrău
Cuţite de ştanţă, electrozi de înaltă
frecvenţă Burghiu
1106 MANUALUL INGINERULUI TEXTILIST – CONFECŢII TEXTILE
Fig. VII.9.21. Forme de instrumente de tăiere mecanică: a – cuţit; b – cuţit fierăstrău drept; c – cuţit sub formă de
disc; d – bandă; e – foarfece; f – ştanţă; g – şabloane; h – perforator.
Fig. VII.9.22. Lamă tăietoare: a – muchia tăietoare; b – muchia de
sprijin; c – vârf.
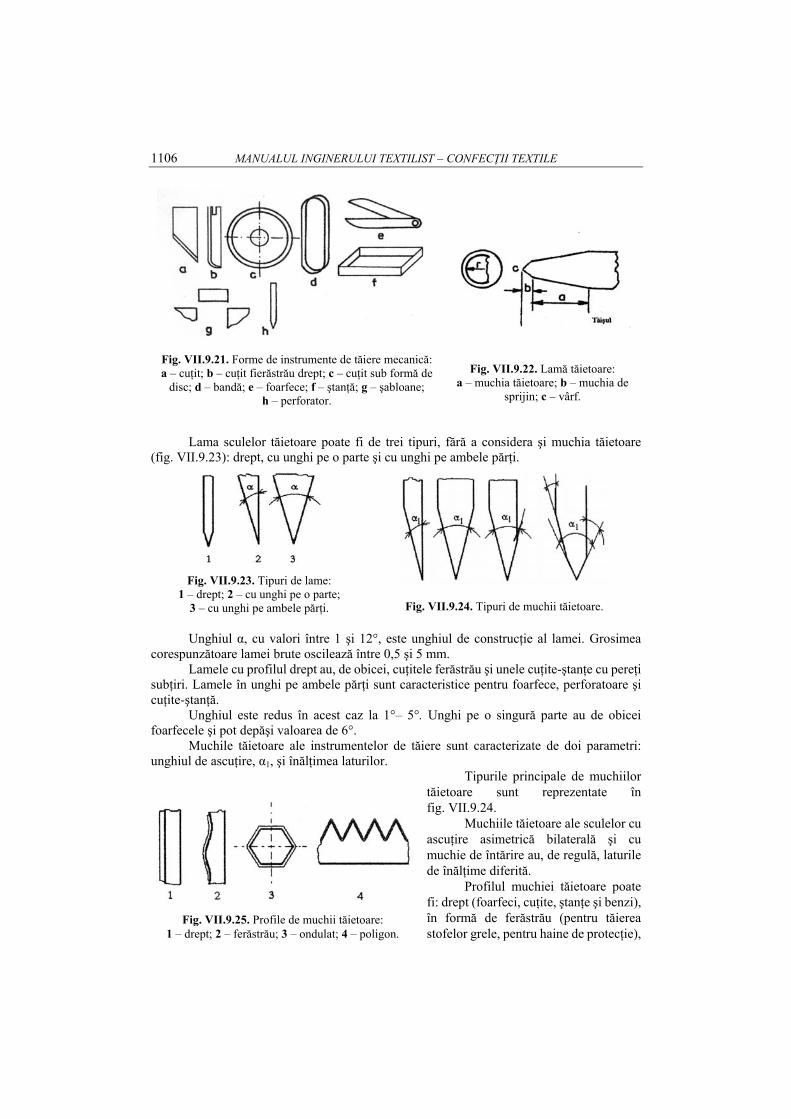
Lama sculelor tăietoare poate fi de trei tipuri, fără a considera şi muchia tăietoare (fig. VII.9.23): drept, cu unghi pe o parte şi cu unghi pe ambele părţi.
Fig. VII.9.23. Tipuri de lame:
1 – drept; 2 – cu unghi pe o parte; 3 – cu unghi pe ambele părţi.
Fig. VII.9.24. Tipuri de muchii tăietoare. Unghiul α, cu valori între 1 şi 12°, este unghiul de construcţie al lamei. Grosimea
corespunzătoare lamei brute oscilează între 0,5 şi 5 mm. Lamele cu profilul drept au, de obicei, cuţitele ferăstrău şi unele cuţite-ştanţe cu pereţi
subţiri. Lamele în unghi pe ambele părţi sunt caracteristice pentru foarfece, perforatoare şi cuţite-ştanţă.
Unghiul este redus în acest caz la 1°– 5°. Unghi pe o singură parte au de obicei foarfecele şi pot depăşi valoarea de 6°.
Muchile tăietoare ale instrumentelor de tăiere sunt caracterizate de doi parametri: unghiul de ascuţire, α1, şi înălţimea laturilor.
Tipurile principale de muchiilor tăietoare sunt reprezentate în fig. VII.9.24.
Muchiile tăietoare ale sculelor cu ascuţire asimetrică bilaterală şi cu muchie de întărire au, de regulă, laturile de înălţime diferită.
Profilul muchiei tăietoare poate fi: drept (foarfeci, cuţite, ştanţe şi benzi), în formă de ferăstrău (pentru tăierea stofelor grele, pentru haine de protecţie),
Fig. VII.9.25. Profile de muchii tăietoare:
1 – drept; 2 – ferăstrău; 3 – ondulat; 4 – poligon.
Şpănuirea şi tăierea materialelor 1107
ondulat (pentru tăierea unor ţesături puternic apretate), cauciuc, mase plastice etc. şi forma de poligon specific maşinilor de disc (fig. VII.9.25).
Un parametru important al geometriei vârfului muchiei tăietoare este microgeometria lui, care include astfel de factori importanţi, ca forma şi caracterul aşezării microrugozităţilor pe muchia tăietoare, înălţimea lor etc.
VII.9.2.2. Tăierea mecanică
Tăierea mecanică a apărut ca o necesitate în acţiunea de creştere a productivităţii şi a uşurării condiţiilor de muncă, aplicându-se în toate întreprinderile, atât pentru tăierea ţesăturilor, cât şi pentru tăierea tricoturilor.
În ultimul timp, întrucât în industria de confecţii s-au introdus ştanţele în sălile de croit, maşinile de croit se pot clasifica în:
– maşini cu funcţionare continuă; – maşini cu funcţionare discontinuă. Din prima grupă fac parte: maşinile mobile de croit; maşinile fixe de croit; instalaţiile
fizico-mecanice. Maşinile mobile se utilizează la secţionarea şpanului, iar maşinile fixe la tăierea după contur.
Din grupa maşinilor cu funcţionare discontinuă fac parte ştanţele, care se întrebuinţează atât în sala de croit, cât şi în procesele tehnologice din cadrul sălii de confecţionat sau de pregătire a materialelor pentru croire.
Procesul de tăiere este condiţionat de acţiunea sculei tăietoare asupra materialului de prelucrat într-un mediu tehnologic dat.
În cazul analizei mecanicii procesului de tăiere, una dintre principalele sarcini este studierea deformaţiei materialului de prelucrat. Cu toate că există un număr foarte mare de combinaţii ale procedeelor de tăiere mecanică, acestea pot fi clasificate în trei grupe:
– tăierea simplă (tăierea prin ştanţare); – tăierea complexă (tăierea cu disc, bandă); – tăierea pereche (tăierea cu foarfeci). Din punctul de vedere al caracterului deformaţiilor de contact al materialului în zona
interacţiunii lui cu instrumentul de tăiere, este dificil să se evidenţieze deformaţiile preponderente în fiecare procedeu.
În legătură cu aceasta, este foarte indicată o scurtă prezentare a proprietăţilor materialelor pentru confecţii, din punct de vedere a influenţei lor asupra procesului de tăiere.
Proprietăţile mecanice ale materialelor textile por fi determinate în funcţie de proprietăţile materialului primar, de fineţea firelor, de torsiunea acestora, de structura materialelor, de compactitatea acestora, de masa volumetrică, precum şi de caracterul suprafeţei.
Se subliniază că termenul „deformaţie plastică”, aplicat la materialele pentru confecţii textile, are un caracter convenţional, deoarece, spre deosebire de alte materiale polimerice, la deformarea acestora, elementele structurale nu-şi pierd legătura directă, prin urmare niciodată nu se produc modificări ireversibile. Dacă deformaţia elastică apare în cazul încărcării şi dispare o dată cu înlăturarea sarcinii, atunci se pot afirma că pentru materialele textile este un proces de relaxare.
Proprietăţile de deformare a materialelor textile influenţează într-o mare măsură procesul de tăiere şi reprezintă unul dintre principalii factori ce determină parametrii şi regimurile de prelucrare, precizia, productivitatea etc.

1108 MANUALUL INGINERULUI TEXTILIST – CONFECŢII TEXTILE Este necesar să se pună accent pe comportarea materialelor la compresiune, în cazul
diferitelor procedee de tăiere şi pe influenţa acesteia la rupere, în funcţie de compoziţia fibroasă, structură şi alţi factori.
Pe baza cercetărilor, prin suprapunerea materialelor la compresiune, specifică diferitelor procedee de tăiere, în diferite stadii, s-a putut stabili interacţiunea dintre sarcina la rupere şi compresiune (curba 1) şi dintre deformarea relativă la compresiune şi sarcina la compresiune (curba 2), fig. VII.9.26.
Pe axa ordonatelor, s-a notat: ε – deformaţia relativă la compresiune, α1 – compresiunea în cadrul căreia materialul suportă o deformare considerabilă, fără a-şi pierde rezistenţa la rupere (A); αII şi αIII – compresiunile ce caracterizează o scădere a rezistenţei la rupere (B, C); αIV – compresiunea maximă (D).
Pentru studierea procesului de tăiere, un rol important îl are cunoaşterea punctului D, ce permite aprecierea mărimii efortului de distrugere şi al componentelor acestuia, ceea ce este important pentru calculul forţelor de tăiere.
Tăierea mecanică a materialelor, pentru confecţii textile, se efectuează cu diferite instrumente de tăiere, care au, în mod obligatoriu, o parte tăietoare sub forma unei pene. Partea tăietoare şi interacţiunea ei cu materialul de tăiat se caracterizează prin următorii indicatori: gradul de ascuţire, capacitatea de tăiere şi rezistenţa, indicatori ce se condiţionează reciproc.
Gradul de ascuţire reprezintă totalitatea parametrilor geometrici ce determină forma şi dimensiunile tăişului şi, de asemenea, calitatea de execuţie a acestuia. Gradul de ascuţire este determinat de unghiurile de ascuţire, precum şi de parametrii microgeometrici, mărimi ce pot fi măsurate cu ajutorul diferitelor instrumente sau cu ajutorul microscoapelor.
Capacitatea de tăiere este o caracteristică ce determină gradul de pătrundere a lamei în material. În mod concret, capacitatea de tăiere este determinată de gradul de ascuţire a lamei, de proprietăţile fizico-mecanice ale materialelor, de tipul de mişcare a lamei faţă de material şi de condiţiile de tăiere (viteza de deplasare, caracteristici tehnologice etc.).
Rezistenţa de uzură reprezintă gradul de păstrare de către lamă a capacităţii de tăiere în anumite condiţii de lucru. Ea depinde de gradul de ascuţire a instrumentelor de tăiere, de proprietăţile fizice ale materialului părţii tăietoare, precum şi de lucrul mecanic de tocire.
VII.9.2.2.1. Tăierea simplă - ştanţarea
În general, prin ştanţare se înţelege operaţia de deformare plastică şi tăiere a unui material plat, într-o ştanţă, care imprimă o anumită formă unei porţiuni din material şi separă această porţiune de rest, sub acţiunea forţei produsă de o presă sau de o maşină de ştanţat. În industria de confecţii textile se aplică la: tăierea întăriturilor pentru gulere, manşete, buzunare, detalii mici etc. şi chiar la tăierea pieselor componente ale unei încadrări simple (fig. VII.9.27)
Fig. VII.9.26.
Fig. VII.9.27.
Şpănuirea şi tăierea materialelor 1109
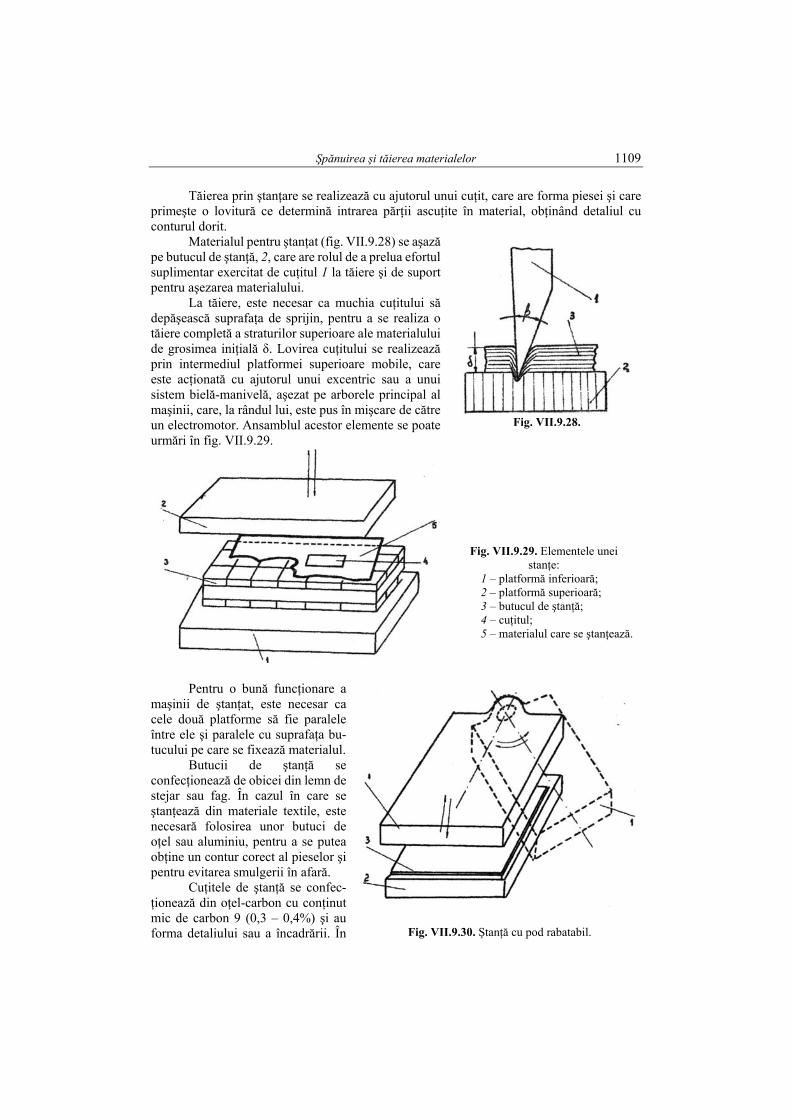
Tăierea prin ştanţare se realizează cu ajutorul unui cuţit, care are forma piesei şi care primeşte o lovitură ce determină intrarea părţii ascuţite în material, obţinând detaliul cu conturul dorit.
Materialul pentru ştanţat (fig. VII.9.28) se aşază pe butucul de ştanţă, 2, care are rolul de a prelua efortul suplimentar exercitat de cuţitul 1 la tăiere şi de suport pentru aşezarea materialului.
La tăiere, este necesar ca muchia cuţitului să depăşească suprafaţa de sprijin, pentru a se realiza o tăiere completă a straturilor superioare ale materialului de grosimea iniţială δ. Lovirea cuţitului se realizează prin intermediul platformei superioare mobile, care este acţionată cu ajutorul unui excentric sau a unui sistem bielă-manivelă, aşezat pe arborele principal al maşinii, care, la rândul lui, este pus în mişcare de către un electromotor. Ansamblul acestor elemente se poate urmări în fig. VII.9.29.
Fig. VII.9.29. Elementele unei stanţe:
1 – platformă inferioară; 2 – platformă superioară; 3 – butucul de ştanţă; 4 – cuţitul; 5 – materialul care se ştanţează.
Pentru o bună funcţionare a maşinii de ştanţat, este necesar ca cele două platforme să fie paralele între ele şi paralele cu suprafaţa bu-tucului pe care se fixează materialul.
Butucii de ştanţă se confecţionează de obicei din lemn de stejar sau fag. În cazul în care se ştanţează din materiale textile, este necesară folosirea unor butuci de oţel sau aluminiu, pentru a se putea obţine un contur corect al pieselor şi pentru evitarea smulgerii în afară.
Cuţitele de ştanţă se confec-ţionează din oţel-carbon cu conţinut mic de carbon 9 (0,3 – 0,4%) şi au forma detaliului sau a încadrării. În
Fig. VII.9.28.
Fig. VII.9.30. Ştanţă cu pod rabatabil.
1110 MANUALUL INGINERULUI TEXTILIST – CONFECŢII TEXTILE
afară de tipul de ştanţa descris în fig. VII.9.29, unde platforma superioară are o mişcare de ridicare şi coborâre, se întâlnesc şi stanţe cu pod rabatabil (fig. VII.9.30), unde tăierea straturilor de material este rezultatul depăşirii rezistenţei la comprimare a materialului sub apăsarea muchiei cuţitului şi a depăşirii rezistenţei la rupere a fibrelor, care sunt tensionate la curbarea straturilor.
În industria de confecţii din ţesături se utilizează, în afară de ştanţele prezentate‚ în principiu, şi următoarele tipuri de ştanţe:
– ştanţe plasate pe material; – ştanţe plasate sub material; – ştanţe de decupare cu căderea detaliilor; – ştanţe cu cilindri:
• de antrenare; • fără sfârşit; • cu lame.
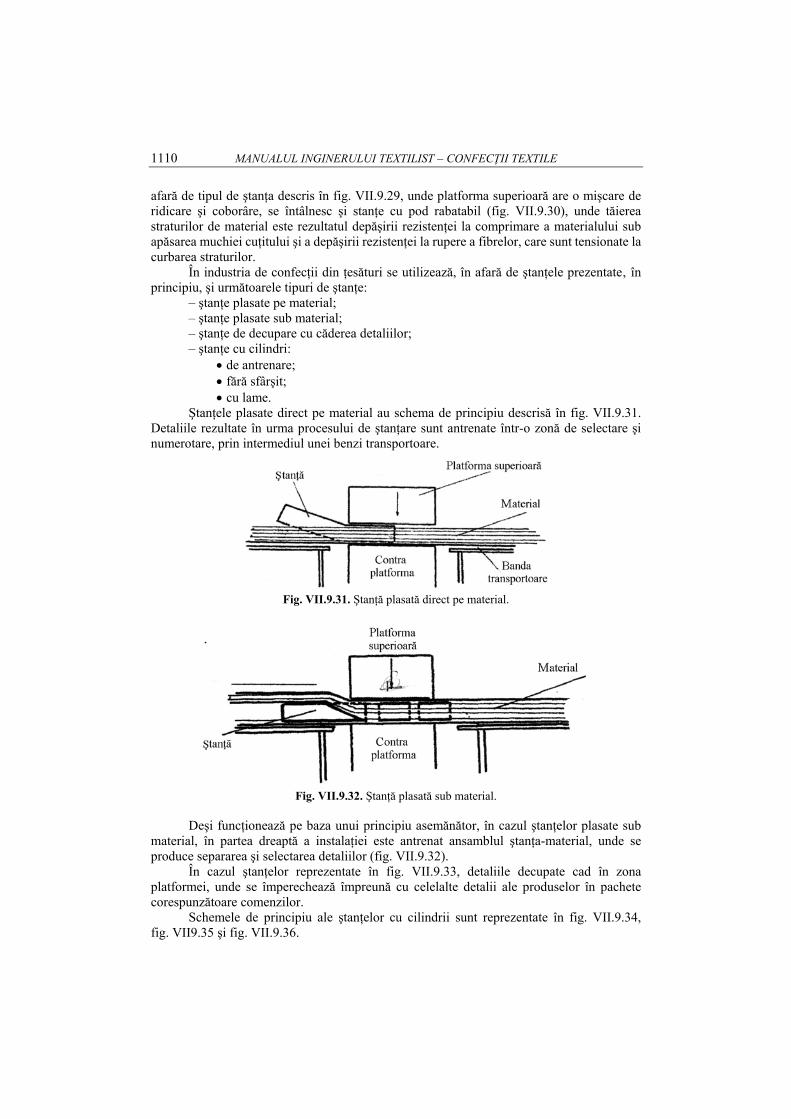
Ştanţele plasate direct pe material au schema de principiu descrisă în fig. VII.9.31. Detaliile rezultate în urma procesului de ştanţare sunt antrenate într-o zonă de selectare şi numerotare, prin intermediul unei benzi transportoare.
Deşi funcţionează pe baza unui principiu asemănător, în cazul ştanţelor plasate sub material, în partea dreaptă a instalaţiei este antrenat ansamblul ştanţa-material, unde se produce separarea şi selectarea detaliilor (fig. VII.9.32).
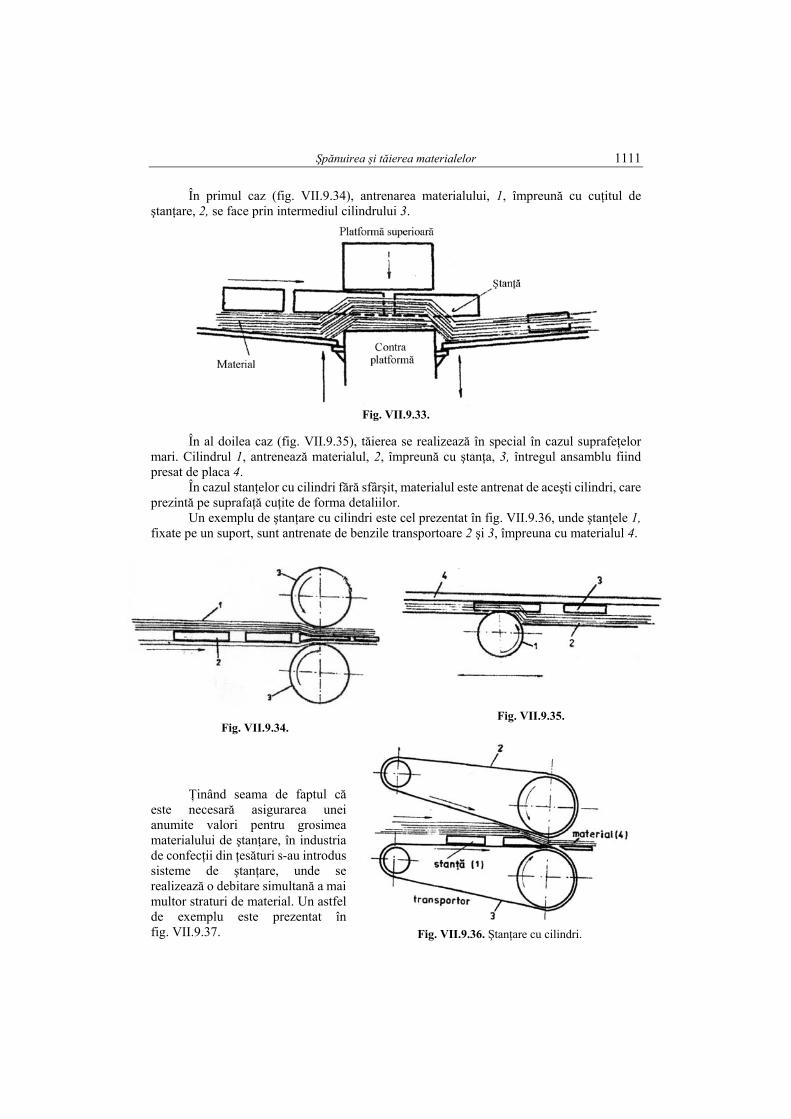
În cazul ştanţelor reprezentate în fig. VII.9.33, detaliile decupate cad în zona platformei, unde se împerechează împreună cu celelalte detalii ale produselor în pachete corespunzătoare comenzilor.
Schemele de principiu ale ştanţelor cu cilindrii sunt reprezentate în fig. VII.9.34, fig. VII9.35 şi fig. VII.9.36.
Fig. VII.9.31. Ştanţă plasată direct pe material.
Fig. VII.9.32. Ştanţă plasată sub material.
Şpănuirea şi tăierea materialelor 1111
În primul caz (fig. VII.9.34), antrenarea materialului, 1, împreună cu cuţitul de ştanţare, 2, se face prin intermediul cilindrului 3.
În al doilea caz (fig. VII.9.35), tăierea se realizează în special în cazul suprafeţelor mari. Cilindrul 1, antrenează materialul, 2, împreună cu ştanţa, 3, întregul ansamblu fiind presat de placa 4.
În cazul stanţelor cu cilindri fără sfârşit, materialul este antrenat de aceşti cilindri, care prezintă pe suprafaţă cuţite de forma detaliilor.
Un exemplu de ştanţare cu cilindri este cel prezentat în fig. VII.9.36, unde ştanţele 1, fixate pe un suport, sunt antrenate de benzile transportoare 2 şi 3, împreuna cu materialul 4.
Fig. VII.9.34.
Fig. VII.9.35.
Ţinând seama de faptul că
este necesară asigurarea unei anumite valori pentru grosimea materialului de ştanţare, în industria de confecţii din ţesături s-au introdus sisteme de ştanţare, unde se realizează o debitare simultană a mai multor straturi de material. Un astfel de exemplu este prezentat în fig. VII.9.37.
Fig. VII.9.33.
Fig. VII.9.36. Ştanţare cu cilindri.
1112 MANUALUL INGINERULUI TEXTILIST – CONFECŢII TEXTILE
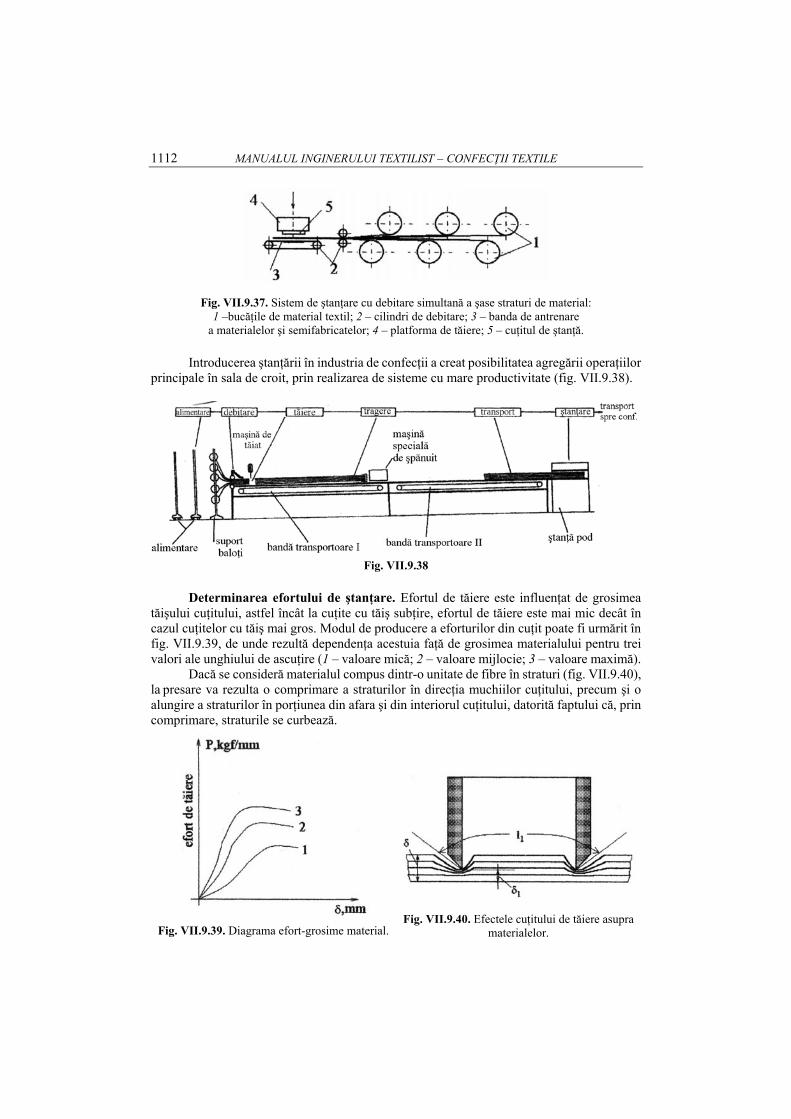
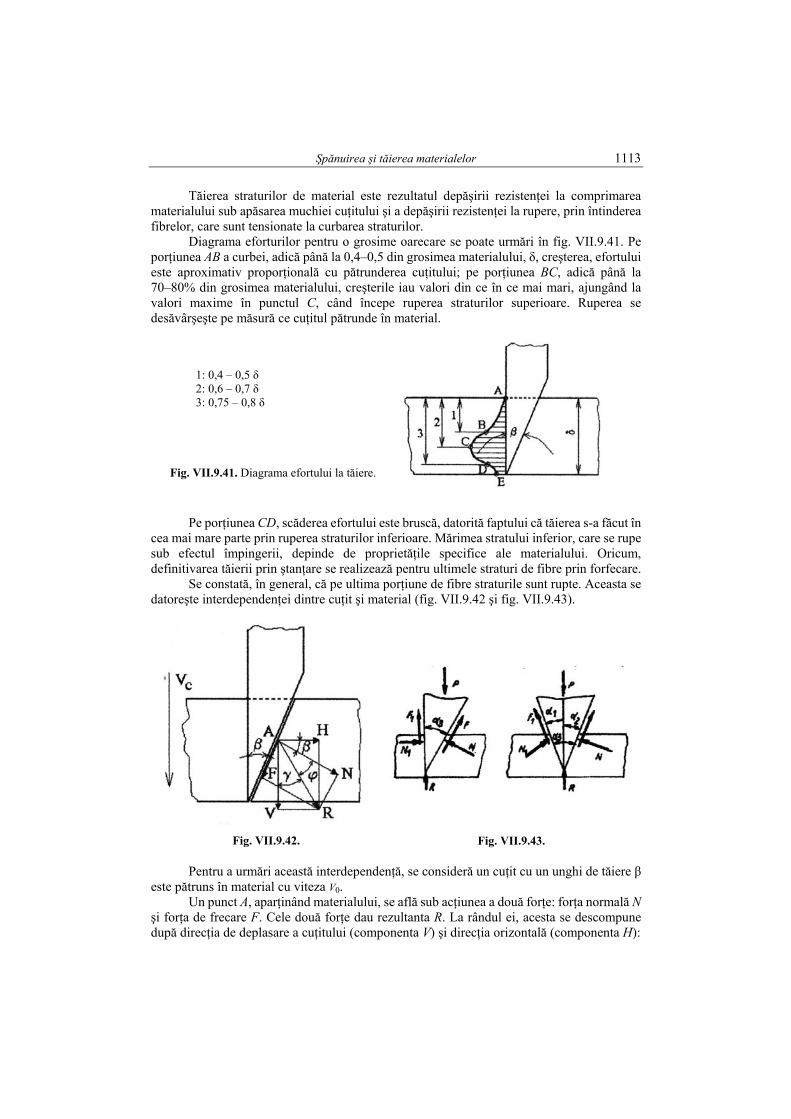
Introducerea ştanţării în industria de confecţii a creat posibilitatea agregării operaţiilor principale în sala de croit, prin realizarea de sisteme cu mare productivitate (fig. VII.9.38).
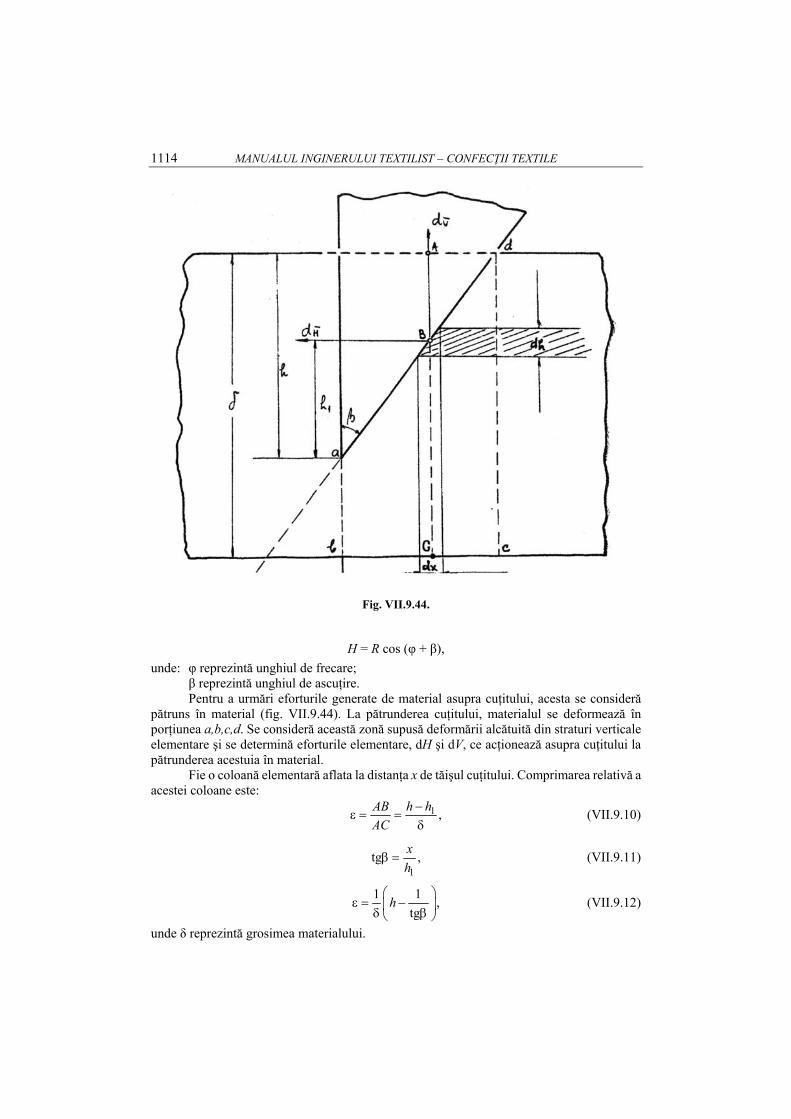
Determinarea efortului de ştanţare. Efortul de tăiere este influenţat de grosimea tăişului cuţitului, astfel încât la cuţite cu tăiş subţire, efortul de tăiere este mai mic decât în cazul cuţitelor cu tăiş mai gros. Modul de producere a eforturilor din cuţit poate fi urmărit în fig. VII.9.39, de unde rezultă dependenţa acestuia faţă de grosimea materialului pentru trei valori ale unghiului de ascuţire (1 – valoare mică; 2 – valoare mijlocie; 3 – valoare maximă).
Dacă se consideră materialul compus dintr-o unitate de fibre în straturi (fig. VII.9.40), la presare va rezulta o comprimare a straturilor în direcţia muchiilor cuţitului, precum şi o alungire a straturilor în porţiunea din afara şi din interiorul cuţitului, datorită faptului că, prin comprimare, straturile se curbează.
Fig. VII.9.39. Diagrama efort-grosime material.
Fig. VII.9.40. Efectele cuţitului de tăiere asupra materialelor.
Fig. VII.9.37. Sistem de ştanţare cu debitare simultană a şase straturi de material: 1 –bucăţile de material textil; 2 – cilindri de debitare; 3 – banda de antrenare
a materialelor şi semifabricatelor; 4 – platforma de tăiere; 5 – cuţitul de ştanţă.
Fig. VII.9.38
Şpănuirea şi tăierea materialelor 1113
Tăierea straturilor de material este rezultatul depăşirii rezistenţei la comprimarea materialului sub apăsarea muchiei cuţitului şi a depăşirii rezistenţei la rupere, prin întinderea fibrelor, care sunt tensionate la curbarea straturilor.
Diagrama eforturilor pentru o grosime oarecare se poate urmări în fig. VII.9.41. Pe porţiunea AB a curbei, adică până la 0,4–0,5 din grosimea materialului, δ, creşterea, efortului este aproximativ proporţională cu pătrunderea cuţitului; pe porţiunea BC, adică până la 70–80% din grosimea materialului, creşterile iau valori din ce în ce mai mari, ajungând la valori maxime în punctul C, când începe ruperea straturilor superioare. Ruperea se desăvârşeşte pe măsură ce cuţitul pătrunde în material.
1: 0,4 – 0,5 δ 2: 0,6 – 0,7 δ 3: 0,75 – 0,8 δ
Fig. VII.9.41. Diagrama efortului la tăiere.
Pe porţiunea CD, scăderea efortului este bruscă, datorită faptului că tăierea s-a făcut în cea mai mare parte prin ruperea straturilor inferioare. Mărimea stratului inferior, care se rupe sub efectul împingerii, depinde de proprietăţile specifice ale materialului. Oricum, definitivarea tăierii prin ştanţare se realizează pentru ultimele straturi de fibre prin forfecare.
Se constată, în general, că pe ultima porţiune de fibre straturile sunt rupte. Aceasta se datoreşte interdependenţei dintre cuţit şi material (fig. VII.9.42 şi fig. VII.9.43).
Fig. VII.9.42.
Fig. VII.9.43. Pentru a urmări această interdependenţă, se consideră un cuţit cu un unghi de tăiere β
este pătruns în material cu viteza V0. Un punct A, aparţinând materialului, se află sub acţiunea a două forţe: forţa normală N
şi forţa de frecare F. Cele două forţe dau rezultanta R. La rândul ei, acesta se descompune după direcţia de deplasare a cuţitului (componenta V) şi direcţia orizontală (componenta H):
1114 MANUALUL INGINERULUI TEXTILIST – CONFECŢII TEXTILE
H = R cos (φ + β), unde: φ reprezintă unghiul de frecare;
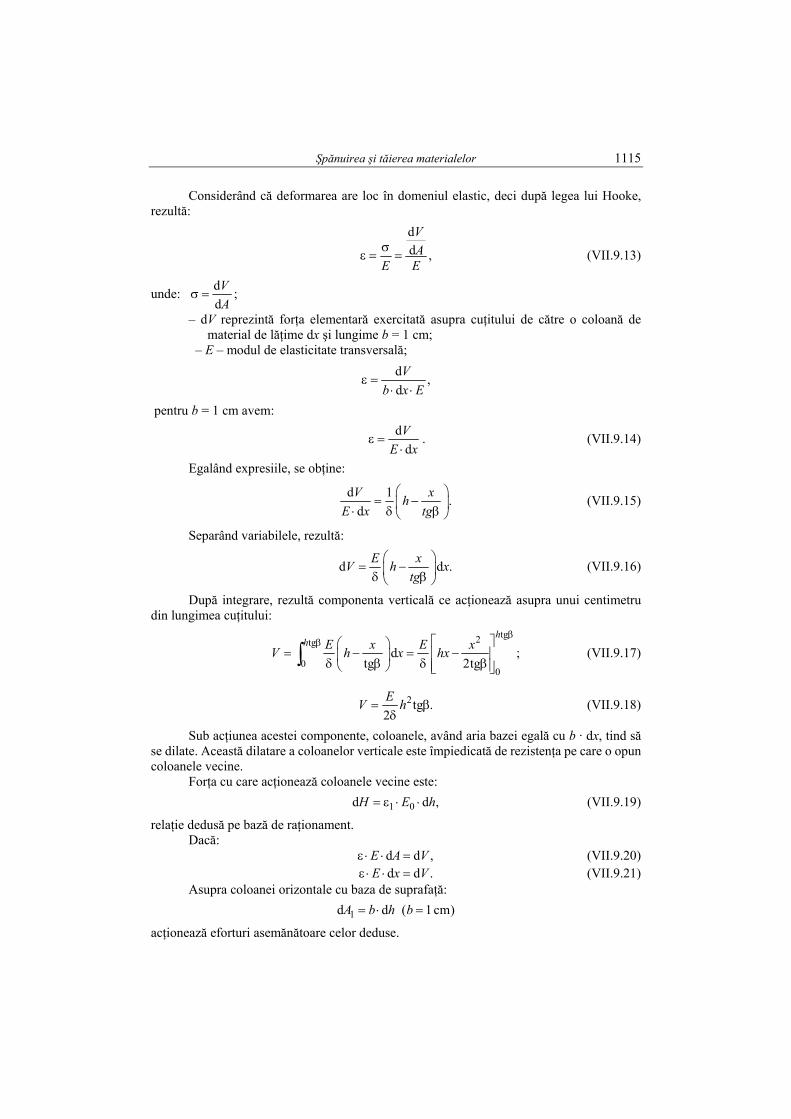
β reprezintă unghiul de ascuţire. Pentru a urmări eforturile generate de material asupra cuţitului, acesta se consideră
pătruns în material (fig. VII.9.44). La pătrunderea cuţitului, materialul se deformează în porţiunea a,b,c,d. Se consideră această zonă supusă deformării alcătuită din straturi verticale elementare şi se determină eforturile elementare, dH şi dV, ce acţionează asupra cuţitului la pătrunderea acestuia în material.
Fie o coloană elementară aflata la distanţa x de tăişul cuţitului. Comprimarea relativă a acestei coloane este:
1 ,h hABAC
−ε = =
δ (VII.9.10)
1
tg ,xh
β = (VII.9.11)
1 1 ,tg
h⎛ ⎞
ε = −⎜ ⎟δ β⎝ ⎠ (VII.9.12)
unde δ reprezintă grosimea materialului.
Fig. VII.9.44.
Şpănuirea şi tăierea materialelor 1115
Considerând că deformarea are loc în domeniul elastic, deci după legea lui Hooke, rezultă:
dd ,
VA
E Eσ
ε = = (VII.9.13)
unde: ddVA
σ = ;
– dV reprezintă forţa elementară exercitată asupra cuţitului de către o coloană de material de lăţime dx şi lungime b = 1 cm;
– E – modul de elasticitate transversală;
d ,dV
b x Eε =
⋅ ⋅
pentru b = 1 cm avem:
ddV
E xε =
⋅. (VII.9.14)
Egalând expresiile, se obţine:
d 1 .d
V xhE x tg
⎛ ⎞= −⎜ ⎟⋅ δ β⎝ ⎠
(VII.9.15)
Separând variabilele, rezultă:
d d .E xV h xtg
⎛ ⎞= −⎜ ⎟δ β⎝ ⎠
(VII.9.16)
După integrare, rezultă componenta verticală ce acţionează asupra unui centimetru din lungimea cuţitului:
tg2tg
00
d ;tg 2tg
hh E x E xV h x hx
ββ ⎡ ⎤⎛ ⎞
= − = −⎢ ⎥⎜ ⎟δ β δ β⎢ ⎥⎝ ⎠ ⎣ ⎦∫ (VII.9.17)
2tg .2EV h= βδ
(VII.9.18)
Sub acţiunea acestei componente, coloanele, având aria bazei egală cu b · dx, tind să se dilate. Această dilatare a coloanelor verticale este împiedicată de rezistenţa pe care o opun coloanele vecine.
Forţa cu care acţionează coloanele vecine este: 1 0d d ,H E h= ε ⋅ ⋅ (VII.9.19)
relaţie dedusă pe bază de raţionament. Dacă: d d ,E A Vε ⋅ ⋅ = (VII.9.20) d d .E x Vε ⋅ ⋅ = (VII.9.21) Asupra coloanei orizontale cu baza de suprafaţă:
1d d ( 1 cm)A b h b= ⋅ =
acţionează eforturi asemănătoare celor deduse.

1116 MANUALUL INGINERULUI TEXTILIST – CONFECŢII TEXTILE
Raportul 1ε = µε
reprezintă coeficientul Poisson, iar ε1, deformaţia relativă în direcţie
perpendiculară pe direcţia de tăiere a cuţitului. Deci: 1 .ε = µ ⋅ε (VII.9.22) Dilatarea orizontală a coloanei elementare verticale cu baza de arie dA = l · dx, este
egală cu: 1d d ,x xµ ⋅ε ⋅ = ε ⋅ (VII.9.23)
iar dilatarea orizontală a tuturor coloanelor ce se găsesc pe linia Ad, deci în porţiunea limitată de x şi tgβ, notată cu λ,este:
1 d d .htg htg
x x
x xβ β
λ = ε ⋅ = µ ⋅ε ⋅∫ ∫ (VII.9.24)
Ţinând seama de expresia găsită pentru:
1tgxh
⎛ ⎞ε = −⎜ ⎟δ β⎝ ⎠
tg 2tg
2 2 2 22
dtg 2tg
tg tg tg .2 2tg 2 2tg
hhx
x
x xh x hx
h x h xh hx hx
ββ⎛ ⎞⎛ ⎞µ µ
λ = − = − =⎜ ⎟⎜ ⎟ ⎜ ⎟δ β δ β⎝ ⎠ ⎝ ⎠
µ µβ β− + = β− +
δ β δ β
∫ (VII.9.25)
Deformaţia relativă orizontală medie a coloanei care are ca baza (h · tgβ · x)· l este:
( )
1
22
2 2 2
2
tg
1tg 22 tg tg
1 tg 2 tg2 tg tg
tg.
2 tg tg 2 tg
h x
xh hxh x
h hx xh x
h x xhh x
λε = =
⋅ β −
⎛ ⎞µ= β − ⋅ + =⎜ ⎟⎜ ⎟δ β ⋅ β −⎝ ⎠
µ ⋅ β − ⋅ β += =
δ β ⋅ β −
⋅ β − ⎛ ⎞µ µ= = −⎜ ⎟δ ⋅ β ⋅ β − δ β⎝ ⎠
(VII.9.26)
Efortul elementar pe direcţia orizontală:
1dd d , d d tg d .tg
xH E h x h h= ε ⋅ ⋅ = ⋅ β → =β
După înlocuirea expresiei lui ε1 în dH, rezultă:
dd2 tg tg
x xH h E⎛ ⎞µ
= − ⋅ ⋅⎜ ⎟δ β β⎝ ⎠. (VII.9.27)
Deoarece:
d d ,tg
E xV h x⎛ ⎞
= −⎜ ⎟σ β⎝ ⎠
Şpănuirea şi tăierea materialelor 1117
rezultă:
d d .2tg
h Vµ=
β (VII.9.28)
După integrare:
.2tg
H Vµ=
β (VII.9.29)
În cazul general de deformare, când:
0E νε ⋅ = σ ,
ţinând seama de expresia lui V, rezultă:
11
1
0 1 tg .12tg 1
EH h
+ννµ ⎛ ⎞= β⎜ ⎟β δ⎝ ⎠ +
ν
(VII.9.30)
Cercetările experimentale au stabilit pentru exponentul ν valori cuprinse între 0,8 şi 1. Luând în discuţie relaţia:
,2 tg
H Vµ=
⋅ β (VII.9.31)
pentru: µ = 2 · tgβ, H = V;
µ > 2 · tgβ, H > V;
µ < 2 · tgβ, H < V. În condiţii practice: β > 15° şi ν < 0,5, deci V > H. Valorile mari ale componentei H duc la modificarea conturului cuţitului şi, deci, la
modificarea formei detaliilor tăiate, conducând, în timp, la obţinerea unor piese cu abateri dimensionale mari.
Mărimea forţei totale ce acţionează asupra feţei înclinate a cuţitului este:
2 2R H V= + . (VII.9.32)
Pentru ν < 0,5° şi β >15°, H este mic, în comparaţie cu V şi în calculele practice: R = V. Coeficientul lui Poisson, µ, pentru piele, cauciuc şi textile, este o mărime variabilă. El
este foarte apropiat de zero la tensiuni mici, deoarece, în acest caz, deformaţia se produce în contul compactizării materialului. În astfel de cazuri nu există dilatări transversale.
Cunoscând efortul pe unitatea de lungime, se poate determina efortul total de tăiere a unui de taliu cu relaţia:
1 2 3P p L K K K= ⋅ ⋅ ⋅ ⋅ [kgf/mm], (VII.9.33)
unde: p este efortul unitar de tăiere, în dcN/mm; L – lungimea conturului detaliului; K1 – coeficient dependent de unghiul de tăiere; are valori cuprinse între 1 şi 1,8; K2 – coeficient dependent de grosimea muchiei cuţitului (1–3,5); K3 – coeficient dependent de scurtarea cuţitului prin tocire (>1).
1118 MANUALUL INGINERULUI TEXTILIST – CONFECŢII TEXTILE
VII.9.2.2.2. Tăierea complexă Operaţia de secţionare, împreună cu operaţia de tăiere a şpanului, fac parte din croirea
mecanică propriu-zisă şi reprezintă principalele procedee de tăiere complexă. Secţionarea şpanului este operaţia în care şpanul se divizează în secţiuni, pentru a putea fi transferat la maşina de croit fixă. Operaţia de secţionat este impusă de grosimea şi mărimea şpanului, care atunci când are lungime mare, ţesătura desfăcută şi un număr mare de straturi, nu poate fi transportat în condiţii optime la maşina de decupat detaliile. Şpanul se secţionează transversal sau longitudinal, iar numărul secţiunilor este determinat de lungimea şi de volumul lui.
Operaţia de secţionat se efectuează cu maşini mobile de croit, care pot fi de două tipuri: cu disc sau cu cuţit vertical.
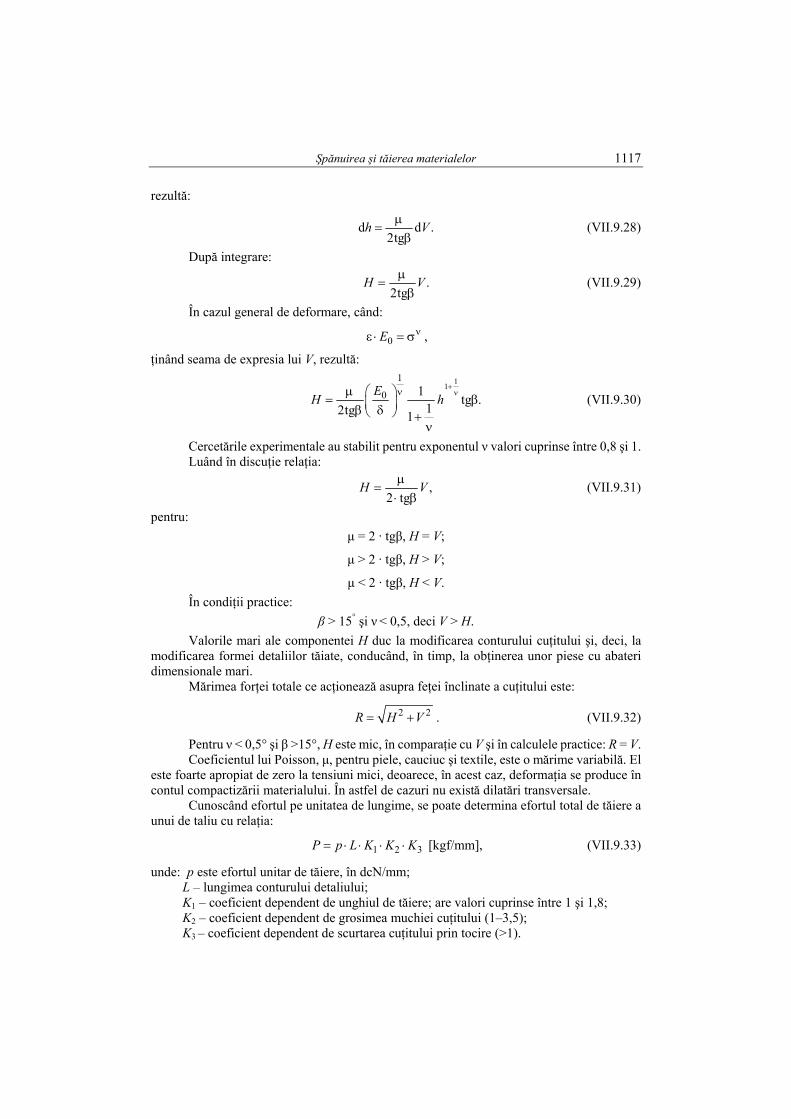
În cazul maşinii mobile cu disc, datorită faptului că tăierea se face după circumferinţă, cuţitul intră în stivă pe lăţimea dată de relaţia de mai jos:
2 22 ( ) .l R R h= − − (VII.9.34)
Pentru realizarea unei bune tăieri, este necesar ca înălţimea stivei să nu depăşească 0,4 din diametrul cuţitului (fig. VII.9.45). Maşina mobilă de croit cu cuţit vertical diferă de maşina de croit cu disc prin forma cuţitului şi prin modul de funcţionare.
Principiul de funcţionare este asemă-nător principiului bielă-manivelă. Din şpanul secţionat este necesară decuparea în serie a detaliilor componente ale produsului. La efectuarea acestei operaţii este necesar să fie respectate următoarele condiţii:
• tăierea şpanului se va face numai pe linia de trasaj, respectându-se astfel condiţiile dimensionale ale detaliului;
• straturile de ţesătura care formează şpanul să fie suprapuse fără neregularităţi, pentru a se evita micşorarea unor detalii;
• la ţesăturile lucioase, cu coeficient ridicat de alunecare, şpanul pentru decupat se va fixa fie cu cleme de fixare, fie prin puncte;
• la decuparea detaliilor se detaşează în primul rând detaliile cu dimensiuni mari, pentru ca pe acestea să se depună celelalte detalii ale produsului. Această condiţie este determinată de asigurarea păstrării în bune condiţii a pachetelor de detalii;
• detaliile decupate din şpan se aşază în pachete, pe mărimi de produse, în conformitate cu combinaţia din şpan. Tăierea şpanului se realizează cu maşini fixe de croit, ce pot fi înzestrate cu 2,3 sau 4 roţi.
Consideraţii asupra produsului de tăiere. La tăierea materialelor cu ajutorul
maşinilor de croit are loc o mişcare complexă a cuţitului faţă de material, din care cauză unghiul de tăiere este cu totul altul decât unghiul de ascuţire al cuţitului.
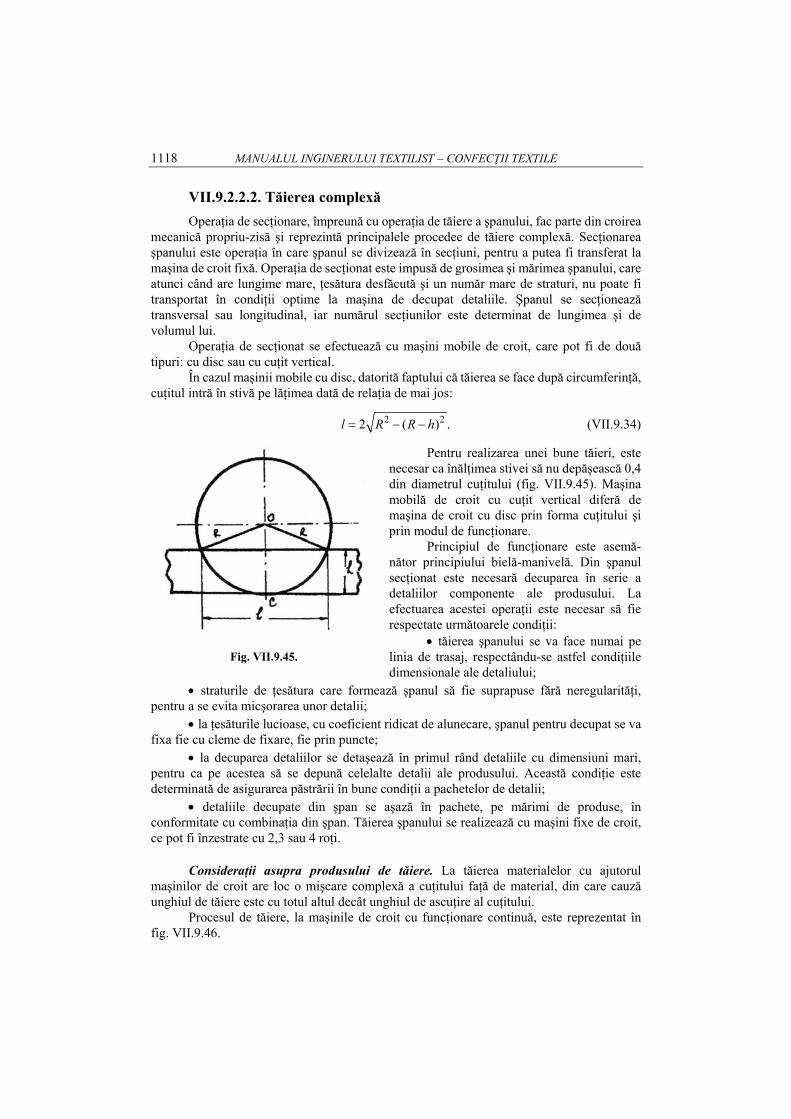
Procesul de tăiere, la maşinile de croit cu funcţionare continuă, este reprezentat în fig. VII.9.46.
Fig. VII.9.45.
Şpănuirea şi tăierea materialelor 1119
În figură s-a notat: VA – viteza de deplasare în plan orizontal a cuţitului sau a materialului, VB – viteza de deplasare în plan vertical a cuţitului.
În reprezentările de mai sus, avansarea cuţitului în material, deci tăierea, se face sub acţiunea combinată a vitezei cuţitului şi materialului. Unghiul α reprezintă, în toate situaţiile, unghiul de ascuţire, atât la maşinile fixe, cât şi la cele mobile.
Efectul compunerii celor două mişcări se poate urmări în fig. VII.9.47.
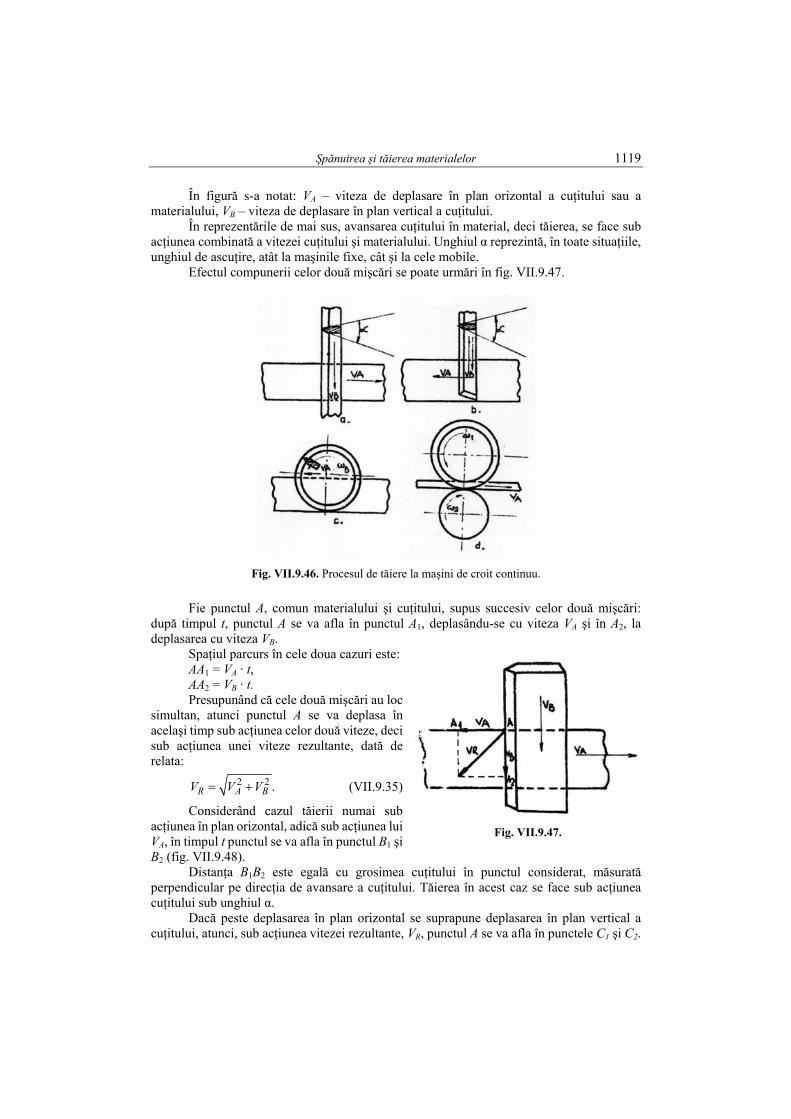
Fie punctul A, comun materialului şi cuţitului, supus succesiv celor două mişcări: după timpul t, punctul A se va afla în punctul A1, deplasându-se cu viteza VA şi în A2, la deplasarea cu viteza VB.
Spaţiul parcurs în cele doua cazuri este: AA1 = VA · t, AA2 = VB · t. Presupunând că cele două mişcări au loc
simultan, atunci punctul A se va deplasa în acelaşi timp sub acţiunea celor două viteze, deci sub acţiunea unei viteze rezultante, dată de relata:
2 2 .R A BV V V= + (VII.9.35)
Considerând cazul tăierii numai sub acţiunea în plan orizontal, adică sub acţiunea lui VA, în timpul t punctul se va afla în punctul B1 şi B2 (fig. VII.9.48).
Distanţa B1B2 este egală cu grosimea cuţitului în punctul considerat, măsurată perpendicular pe direcţia de avansare a cuţitului. Tăierea în acest caz se face sub acţiunea cuţitului sub unghiul α.
Dacă peste deplasarea în plan orizontal se suprapune deplasarea în plan vertical a cuţitului, atunci, sub acţiunea vitezei rezultante, VR, punctul A se va afla în punctele C1 şi C2.
Fig. VII.9.46. Procesul de tăiere la maşini de croit continuu.
Fig. VII.9.47.

1120 MANUALUL INGINERULUI TEXTILIST – CONFECŢII TEXTILE Datorită faptului că deplasarea după orizontală este aceeaşi ca în cazul precedent,
rezulta relaţia: C1C2 = B1B2.
Unind punctul A cu extremităţile segmentului C1C2, se obţine unghiul α1, după care se face tăierea. Valoarea unghiului α se va determina din figură după cum urmează:
1 1tg tg2 2
BB CCAB AC
1αα= = . (VII.9.36)
Ţinând seama ca BB1 = CC1, obţinem:
1tg tg2 2
AB ACαα
⋅ = ⋅ ,
AB = VA · t,
AC = VR · t,
1tg tg2 2A RV t V t
αα⋅ ⋅ = ⋅ ⋅ ,
tg tg2
A
R
VV
1α α= ⋅
2,
2 2 2
2
1tg tg2 2
1
A
A B B
A
V
V V VV
α α= ⋅
++
,
Fig. VII.9.48.
Şpănuirea şi tăierea materialelor 1121
2
1tg tg2 2
1 B
A
VV
1α α= ⋅
⎛ ⎞+ ⎜ ⎟⎝ ⎠
. (VII.9.37)
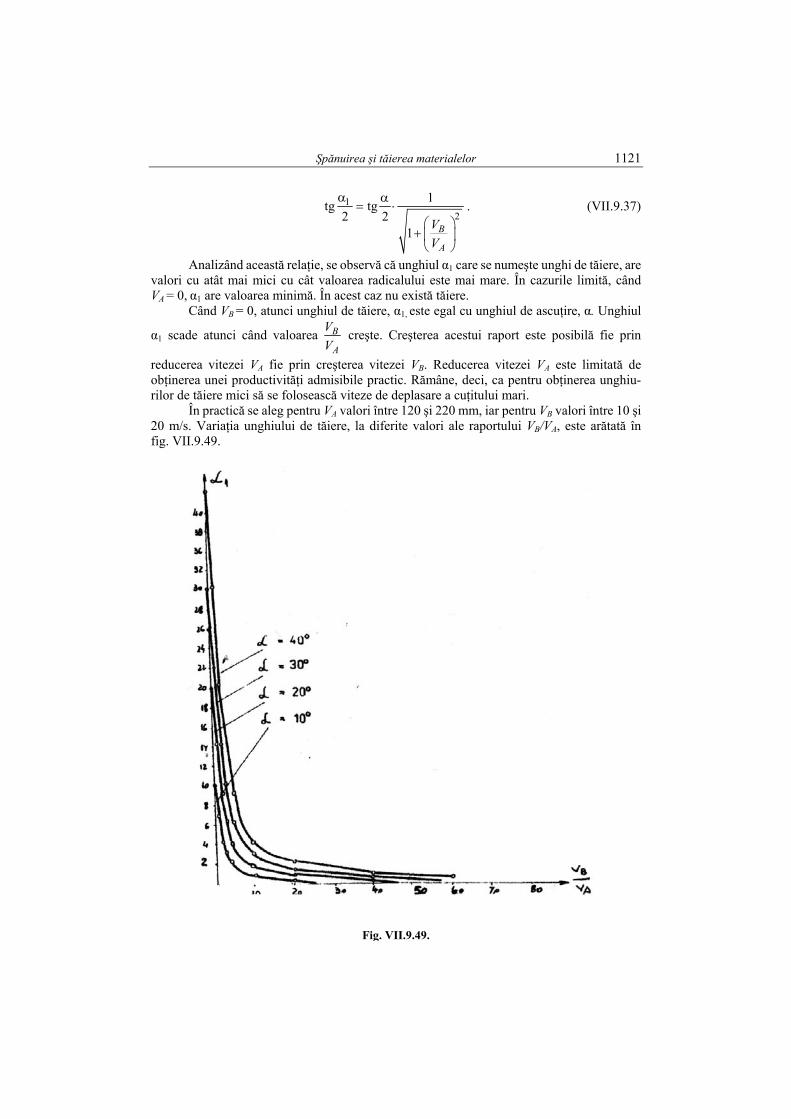
Analizând această relaţie, se observă că unghiul α1 care se numeşte unghi de tăiere, are valori cu atât mai mici cu cât valoarea radicalului este mai mare. În cazurile limită, când VA = 0, α1 are valoarea minimă. În acest caz nu există tăiere.
Când VB = 0, atunci unghiul de tăiere, α1, este egal cu unghiul de ascuţire, α. Unghiul
α1 scade atunci când valoarea B
A
VV
creşte. Creşterea acestui raport este posibilă fie prin
reducerea vitezei VA fie prin creşterea vitezei VB. Reducerea vitezei VA este limitată de obţinerea unei productivităţi admisibile practic. Rămâne, deci, ca pentru obţinerea unghiu-rilor de tăiere mici să se folosească viteze de deplasare a cuţitului mari.
În practică se aleg pentru VA valori între 120 şi 220 mm, iar pentru VB valori între 10 şi 20 m/s. Variaţia unghiului de tăiere, la diferite valori ale raportului VB/VA, este arătată în fig. VII.9.49.
Fig. VII.9.49.

1122 MANUALUL INGINERULUI TEXTILIST – CONFECŢII TEXTILE
Din punct de vedere fizic, reducerea unghiului de tăiere este echivalentă cu folosirea unui cuţit mai ascuţit. Cu cât unghiul de tăiere este mai mic, se poate considera cuţitul mai bine ascuţit şi deci efortul de tăiere mai mic. Geometric, reducerea unghiului de tăiere se explică prin reducerea unghiului urmei rămase pe planul de secţionare a cuţitului.
Pentru a se mări influnţa reducerii unghiului de tăiere asupra solicitării cuţitului este necesar să se urmărească valoarea lucrului
mecanic în timpul tăierii. Dacă se consideră fig. VII.9.50, se poate vedea că, în cazul tăierii sub acţiunea cuţitului pe orizontală, asupra cuţitului apasă forţa P1, îndreptată în direcţia VA. Dacă se considera tăierea sub acţiunea forţei rezultante, asupra cuţitului va apasă o forţă P2, îndreptată în direcţia rezultantei.
Raportul VB/VA se menţine în astfel de limite încât VB să nu fie mai mare deci 100 VA, deoarece unghiul de tăiere se reduce foarte puţin, iar consumul de energie şi sarcinile iniţiale se măresc. În afară de aceasta, în urma frecării dintre scula tăietoare şi material, cresc considerabil degajările de căldură, ceea ce duce, având în vedere conductibilitatea termică redusă a materialelor pentru confecţii, la distracţia termică a marginilor. La tăierea materialelor sintetice, pe lângă topirea marginilor, se ajunge la acoperirea cu un strat de material, ceea ce duce la pierderea capacităţii de tăiere. Răcirea se face cu pulberi antiadezive.
Însemnând distantele parcurse cu S1 şi S2, atunci lucrul mecanic de tăiere este: 1 1 1 2 2 2.L P S L P S= ⋅ = ⋅ (VII.9.38) În ambele cazuri, lucrul mecanic este egal, deci:
1 1 2 2 ,P S P S⋅ = ⋅
1 12
2
,P S
PS⋅
=
dar: 1 2, ,A RS V t S V t= ⋅ = ⋅
2 1A
R
VP P
V= ⋅ .
Înlocuind 2 2 ,R A BV V V= + atunci obţinem:
2 1 2 2 2
1 .
1
A
A B A
B
VP PV V V
V
= =+ ⎛ ⎞
+ ⎜ ⎟⎝ ⎠
(VII.9.39)
Variaţia efortului de tăiere urmează aceeaşi lege ca şi variaţia unghiului de tăiere. Deci, la creşterea raportului VB/VA, efortul de tăiere se reduce simţitor. Această reprezentare a procesului de tăiere este valabilă pentru cazul când cele două viteze au direcţii perpendiculare una pe alta şi acelaşi sens, adică în cazul maşinilor fixe de croit.
Fig. VII.9.50
Şpănuirea şi tăierea materialelor 1123
Fig. VII.9.51.
Fig. VII.9.52.
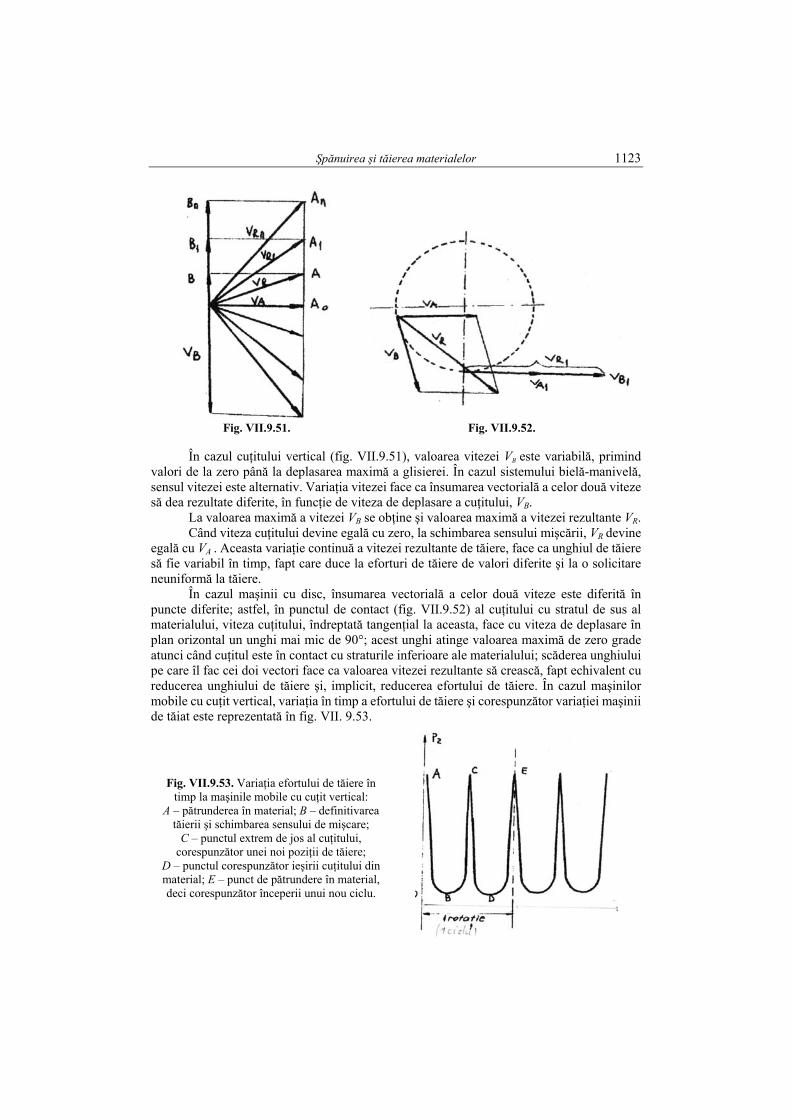
În cazul cuţitului vertical (fig. VII.9.51), valoarea vitezei VB este variabilă, primind valori de la zero până la deplasarea maximă a glisierei. În cazul sistemului bielă-manivelă, sensul vitezei este alternativ. Variaţia vitezei face ca însumarea vectorială a celor două viteze să dea rezultate diferite, în funcţie de viteza de deplasare a cuţitului, VB.
La valoarea maximă a vitezei VB se obţine şi valoarea maximă a vitezei rezultante VR. Când viteza cuţitului devine egală cu zero, la schimbarea sensului mişcării, VR devine
egală cu VA . Aceasta variaţie continuă a vitezei rezultante de tăiere, face ca unghiul de tăiere să fie variabil în timp, fapt care duce la eforturi de tăiere de valori diferite şi la o solicitare neuniformă la tăiere.
În cazul maşinii cu disc, însumarea vectorială a celor două viteze este diferită în puncte diferite; astfel, în punctul de contact (fig. VII.9.52) al cuţitului cu stratul de sus al materialului, viteza cuţitului, îndreptată tangenţial la aceasta, face cu viteza de deplasare în plan orizontal un unghi mai mic de 90°; acest unghi atinge valoarea maximă de zero grade atunci când cuţitul este în contact cu straturile inferioare ale materialului; scăderea unghiului pe care îl fac cei doi vectori face ca valoarea vitezei rezultante să crească, fapt echivalent cu reducerea unghiului de tăiere şi, implicit, reducerea efortului de tăiere. În cazul maşinilor mobile cu cuţit vertical, variaţia în timp a efortului de tăiere şi corespunzător variaţiei maşinii de tăiat este reprezentată în fig. VII. 9.53.
Fig. VII.9.53. Variaţia efortului de tăiere în
timp la maşinile mobile cu cuţit vertical: A – pătrunderea în material; B – definitivarea
tăierii şi schimbarea sensului de mişcare; C – punctul extrem de jos al cuţitului,
corespunzător unei noi poziţii de tăiere; D – punctul corespunzător ieşirii cuţitului din material; E – punct de pătrundere în material, deci corespunzător începerii unui nou ciclu.
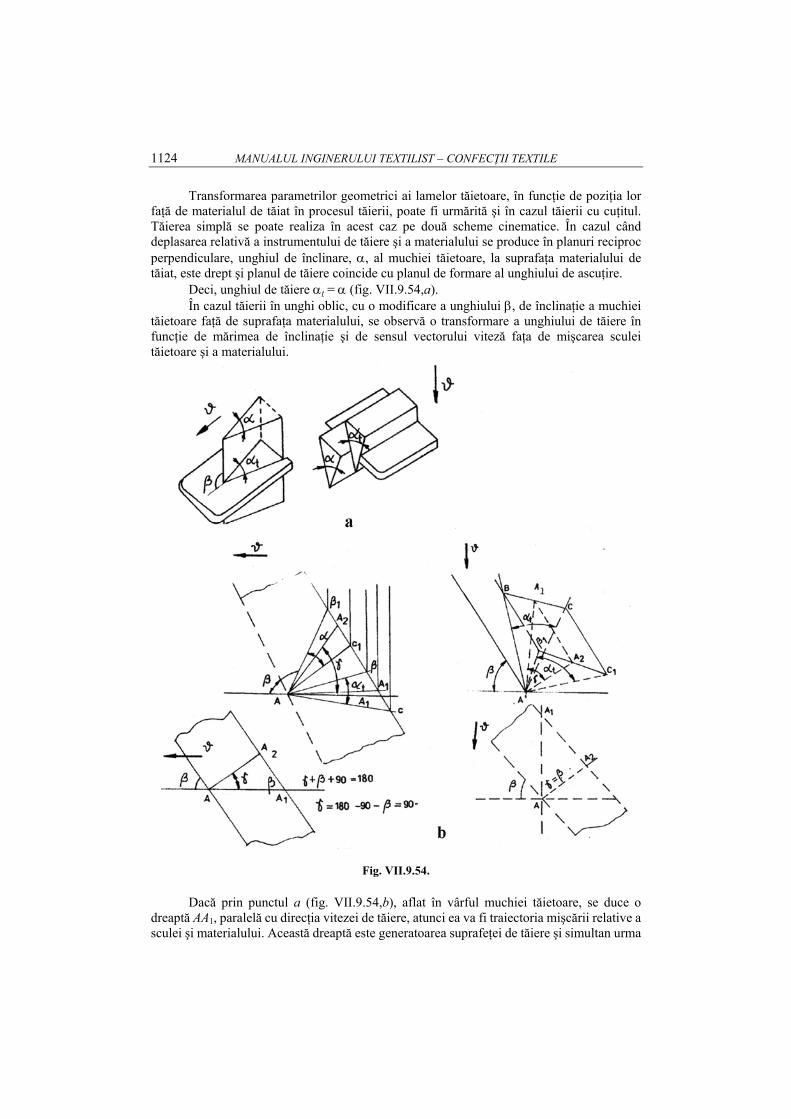
1124 MANUALUL INGINERULUI TEXTILIST – CONFECŢII TEXTILE Transformarea parametrilor geometrici ai lamelor tăietoare, în funcţie de poziţia lor
faţă de materialul de tăiat în procesul tăierii, poate fi urmărită şi în cazul tăierii cu cuţitul. Tăierea simplă se poate realiza în acest caz pe două scheme cinematice. În cazul când deplasarea relativă a instrumentului de tăiere şi a materialului se produce în planuri reciproc perpendiculare, unghiul de înclinare, α, al muchiei tăietoare, la suprafaţa materialului de tăiat, este drept şi planul de tăiere coincide cu planul de formare al unghiului de ascuţire.
Deci, unghiul de tăiere αt = α (fig. VII.9.54,a). În cazul tăierii în unghi oblic, cu o modificare a unghiului β, de înclinaţie a muchiei
tăietoare faţă de suprafaţa materialului, se observă o transformare a unghiului de tăiere în funcţie de mărimea de înclinaţie şi de sensul vectorului viteză faţa de mişcarea sculei tăietoare şi a materialului.
Dacă prin punctul a (fig. VII.9.54,b), aflat în vârful muchiei tăietoare, se duce o dreaptă AA1, paralelă cu direcţia vitezei de tăiere, atunci ea va fi traiectoria mişcării relative a sculei şi materialului. Această dreaptă este generatoarea suprafeţei de tăiere şi simultan urma
Fig. VII.9.54.

Şpănuirea şi tăierea materialelor 1125
planului de tăiere în procesul tăierii. Dreapta AA2 este urma planului de definire a unghiului geometric al ascuţirii.
Corelaţiile dintre unghiurile de ascuţire şi tăiere, la diferite sensuri ale mişcării relative, se determină conform indicaţiilor din fig. VII.9.54, a şi fig. VII.9.54, b.
În cazul mişcării relative, orizontale triunghiul AB1C1 se află în planul de definire al planului de ascuţire α, iar triunghiul ABC, în planul de tăiere. Aceste două planuri formează unghiul γ. Din aceste două triunghiuri rezultă:
1 2 1
2 1
tg ; tg ;2 2
tB A BAAA AA
αα= = (VII.9.40)
(B1A2 = BA1, deoarece: B1C1 = BC);
1 2tg tg ;2 2
tAA AAα α⋅ = ⋅
2 1 cos .AA AA= ⋅ γ
Rezultă:
tg tg cos .2 2
tα α= γ (VII.9.41)
Incluzând, în cazul deplasării pe orizontală 90 ,γ = −β se obţine:
tg tg cos(90 ) tg sin ,2 2 2
tα α α= −β = β
tg tg sin .2 2
tα α= β
În cazul mişcării relative în sens vertical (fig. VII.9.54,b), aceleaşi planuri formează unghiul γ care, în cazul dat, corespunde unghiului de înclinaţie β. De aceea:
tg tg cos .2 2
tα α= β (VII.9.42)
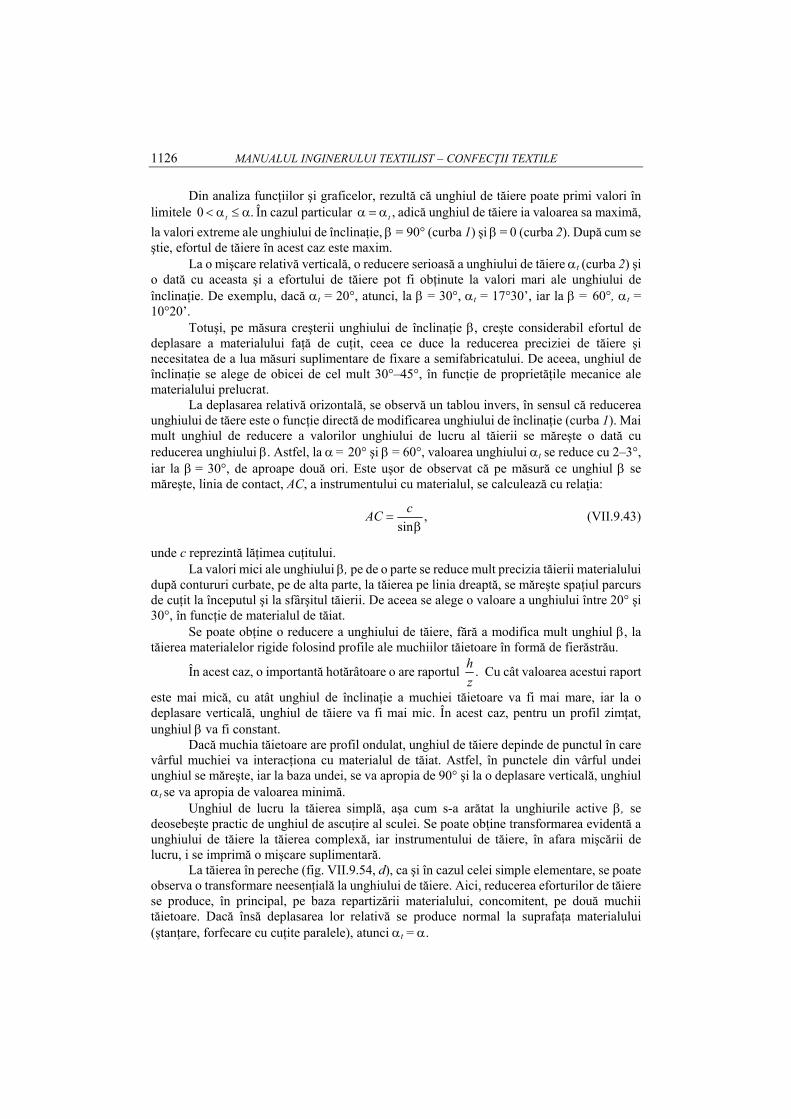
Graficele de variaţie ale unghiului de tăiere în funcţie de unghiul de înclinare β, la o valoare a unghiului de ascuţire α egală cu 20° sunt prezentate în fig. VII.9.54,c.
Fig. VII.9.54, c. Variaţia unghiului de tăiere αt în funcţie de unghiul de înclinare β:
1 – mişcarea pe orizontă; 2 – mişcarea pe verticală.
1126 MANUALUL INGINERULUI TEXTILIST – CONFECŢII TEXTILE Din analiza funcţiilor şi graficelor, rezultă că unghiul de tăiere poate primi valori în
limitele 0 .t< α ≤ α În cazul particular ,tα = α adică unghiul de tăiere ia valoarea sa maximă, la valori extreme ale unghiului de înclinaţie, β = 90° (curba 1) şi β = 0 (curba 2). După cum se ştie, efortul de tăiere în acest caz este maxim.
La o mişcare relativă verticală, o reducere serioasă a unghiului de tăiere αt (curba 2) şi o dată cu aceasta şi a efortului de tăiere pot fi obţinute la valori mari ale unghiului de înclinaţie. De exemplu, dacă αt = 20°, atunci, la β = 30°, αt = 17°30’, iar la β = 60°, αt = 10°20’.
Totuşi, pe măsura creşterii unghiului de înclinaţie β, creşte considerabil efortul de deplasare a materialului faţă de cuţit, ceea ce duce la reducerea preciziei de tăiere şi necesitatea de a lua măsuri suplimentare de fixare a semifabricatului. De aceea, unghiul de înclinaţie se alege de obicei de cel mult 30°–45°, în funcţie de proprietăţile mecanice ale materialului prelucrat.
La deplasarea relativă orizontală, se observă un tablou invers, în sensul că reducerea unghiului de tăere este o funcţie directă de modificarea unghiului de înclinaţie (curba 1). Mai mult unghiul de reducere a valorilor unghiului de lucru al tăierii se măreşte o dată cu reducerea unghiului β. Astfel, la α = 20° şi β = 60°, valoarea unghiului αt se reduce cu 2–3°, iar la β = 30°, de aproape două ori. Este uşor de observat că pe măsură ce unghiul β se măreşte, linia de contact, AC, a instrumentului cu materialul, se calculează cu relaţia:
,sin
cAC =β
(VII.9.43)
unde c reprezintă lăţimea cuţitului. La valori mici ale unghiului β, pe de o parte se reduce mult precizia tăierii materialului
după contururi curbate, pe de alta parte, la tăierea pe linia dreaptă, se măreşte spaţiul parcurs de cuţit la începutul şi la sfârşitul tăierii. De aceea se alege o valoare a unghiului între 20° şi 30°, în funcţie de materialul de tăiat.
Se poate obţine o reducere a unghiului de tăiere, fără a modifica mult unghiul β, la tăierea materialelor rigide folosind profile ale muchiilor tăietoare în formă de fierăstrău.
În acest caz, o importantă hotărâtoare o are raportul .hz
Cu cât valoarea acestui raport
este mai mică, cu atât unghiul de înclinaţie a muchiei tăietoare va fi mai mare, iar la o deplasare verticală, unghiul de tăiere va fi mai mic. În acest caz, pentru un profil zimţat, unghiul β va fi constant.
Dacă muchia tăietoare are profil ondulat, unghiul de tăiere depinde de punctul în care vârful muchiei va interacţiona cu materialul de tăiat. Astfel, în punctele din vârful undei unghiul se măreşte, iar la baza undei, se va apropia de 90° şi la o deplasare verticală, unghiul αt se va apropia de valoarea minimă.
Unghiul de lucru la tăierea simplă, aşa cum s-a arătat la unghiurile active β, se deosebeşte practic de unghiul de ascuţire al sculei. Se poate obţine transformarea evidentă a unghiului de tăiere la tăierea complexă, iar instrumentului de tăiere, în afara mişcării de lucru, i se imprimă o mişcare suplimentară.
La tăierea în pereche (fig. VII.9.54, d), ca şi în cazul celei simple elementare, se poate observa o transformare neesenţială la unghiului de tăiere. Aici, reducerea eforturilor de tăiere se produce, în principal, pe baza repartizării materialului, concomitent, pe două muchii tăietoare. Dacă însă deplasarea lor relativă se produce normal la suprafaţa materialului (ştanţare, forfecare cu cuţite paralele), atunci αt = α.
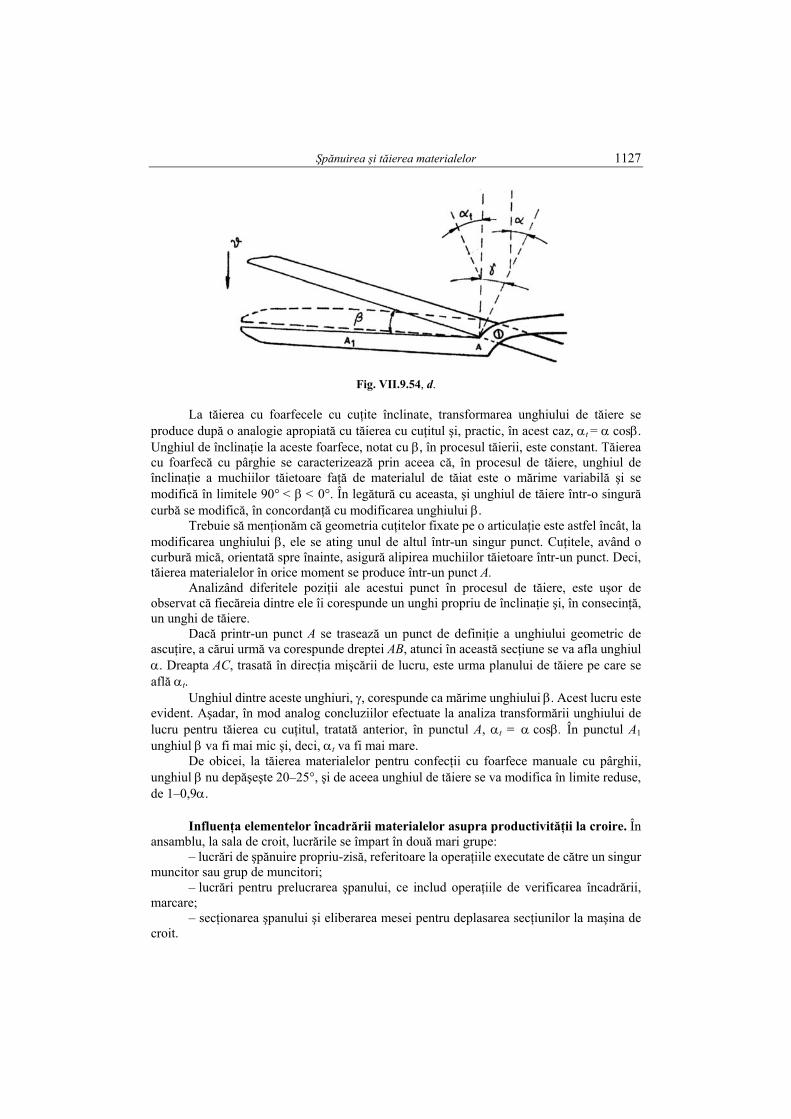
Şpănuirea şi tăierea materialelor 1127
La tăierea cu foarfecele cu cuţite înclinate, transformarea unghiului de tăiere se produce după o analogie apropiată cu tăierea cu cuţitul şi, practic, în acest caz, αt = α cosβ. Unghiul de înclinaţie la aceste foarfece, notat cu β, în procesul tăierii, este constant. Tăierea cu foarfecă cu pârghie se caracterizează prin aceea că, în procesul de tăiere, unghiul de înclinaţie a muchiilor tăietoare faţă de materialul de tăiat este o mărime variabilă şi se modifică în limitele 90° < β < 0°. În legătură cu aceasta, şi unghiul de tăiere într-o singură curbă se modifică, în concordanţă cu modificarea unghiului β.
Trebuie să menţionăm că geometria cuţitelor fixate pe o articulaţie este astfel încât, la modificarea unghiului β, ele se ating unul de altul într-un singur punct. Cuţitele, având o curbură mică, orientată spre înainte, asigură alipirea muchiilor tăietoare într-un punct. Deci, tăierea materialelor în orice moment se produce într-un punct A.
Analizând diferitele poziţii ale acestui punct în procesul de tăiere, este uşor de observat că fiecăreia dintre ele îi corespunde un unghi propriu de înclinaţie şi, în consecinţă, un unghi de tăiere.
Dacă printr-un punct A se trasează un punct de definiţie a unghiului geometric de ascuţire, a cărui urmă va corespunde dreptei AB, atunci în această secţiune se va afla unghiul α. Dreapta AC, trasată în direcţia mişcării de lucru, este urma planului de tăiere pe care se află αt.
Unghiul dintre aceste unghiuri, γ, corespunde ca mărime unghiului β. Acest lucru este evident. Aşadar, în mod analog concluziilor efectuate la analiza transformării unghiului de lucru pentru tăierea cu cuţitul, tratată anterior, în punctul A, αt = α cosβ. În punctul A1 unghiul β va fi mai mic şi, deci, αt va fi mai mare.
De obicei, la tăierea materialelor pentru confecţii cu foarfece manuale cu pârghii, unghiul β nu depăşeşte 20–25°, şi de aceea unghiul de tăiere se va modifica în limite reduse, de 1–0,9α.
Influenţa elementelor încadrării materialelor asupra productivităţii la croire. În ansamblu, la sala de croit, lucrările se împart în două mari grupe:
– lucrări de şpănuire propriu-zisă, referitoare la operaţiile executate de către un singur muncitor sau grup de muncitori;
– lucrări pentru prelucrarea şpanului, ce includ operaţiile de verificarea încadrării, marcare;
– secţionarea şpanului şi eliberarea mesei pentru deplasarea secţiunilor la maşina de croit.
Fig. VII.9.54, d.

1128 MANUALUL INGINERULUI TEXTILIST – CONFECŢII TEXTILE Ansamblul lucrărilor de pregătirea materialelor pentru croit cuprinde: – controlul şi preluatul şpanului sub formă de secţiuni; – transportul secţiunilor la maşina fixă; – croirea după contur a pieselor fixe; – reglarea şi întreţinerea maşinilor de croit, – schimbarea benzii; – ascuţirea benzii. Durata de croire este influenţată de: – complexitatea produsului; – numărul de straturi în şpan; – gradul de încărcare cu piese a suprafeţei de croire; – structura şi fineţea firelor ţesăturii. Durata de croire influenţează, la rândul ei, producţia practică a maşinii de croit fixe.
Un mod de calcul al acesteia este următorul:
pd
TPt
= [şpanuri/T], (VII.9.44)
unde: T reprezintă timpul de tăiere al unui şpan, în min; dt′ – timpul necesar tăierii unei foi de şpan, în min;
;d dt t n′= ⋅ (VII.9.45) n – numărul de foi în şpan. .d opt T C′ = ⋅ (VII.9.46) op opT T C′ = ⋅
S = L ⋅ l, (VII.9.47) unde: S reprezintă suprafaţa şpanului, în m2, şi se calculează cu relaţia:
L – lungimea şpanului, în m; l – lăţimea şpanului, în m;
opT ′ – timpul necesar tăierii unui m2 de ţesătură, ţinându-se seama de opriri, în min;
opT – timpul opţional de croire, neţinând seama de opriri, în m.
( ) ,pi dl on
TCT T T T
=− = =
(VII.9.48)
unde: C este coeficientul de amplasare; T – durata schimbului, în min; Tpi – timp de pregătire şi încleiere; Tdl – timp de odihnă şi necesităţi fireşti. 1 2k k
op T sT C C N= ⋅ ⋅
unde: CT reprezintă o constantă generală, specifică tipului de material, cu următoarele valori: CT = 27,855 (ţesături subţiri); CT = 5,9675 (ţesături groase); Cs – consumul specific, în m2; N – numărul de foi în şpan; k1 – exponentul consumului specific: k1 = 0,346 (ţesături subţiri); k1 = 0,125 (ţesături groase); k2 – exponentul numărului de foi în şpan;
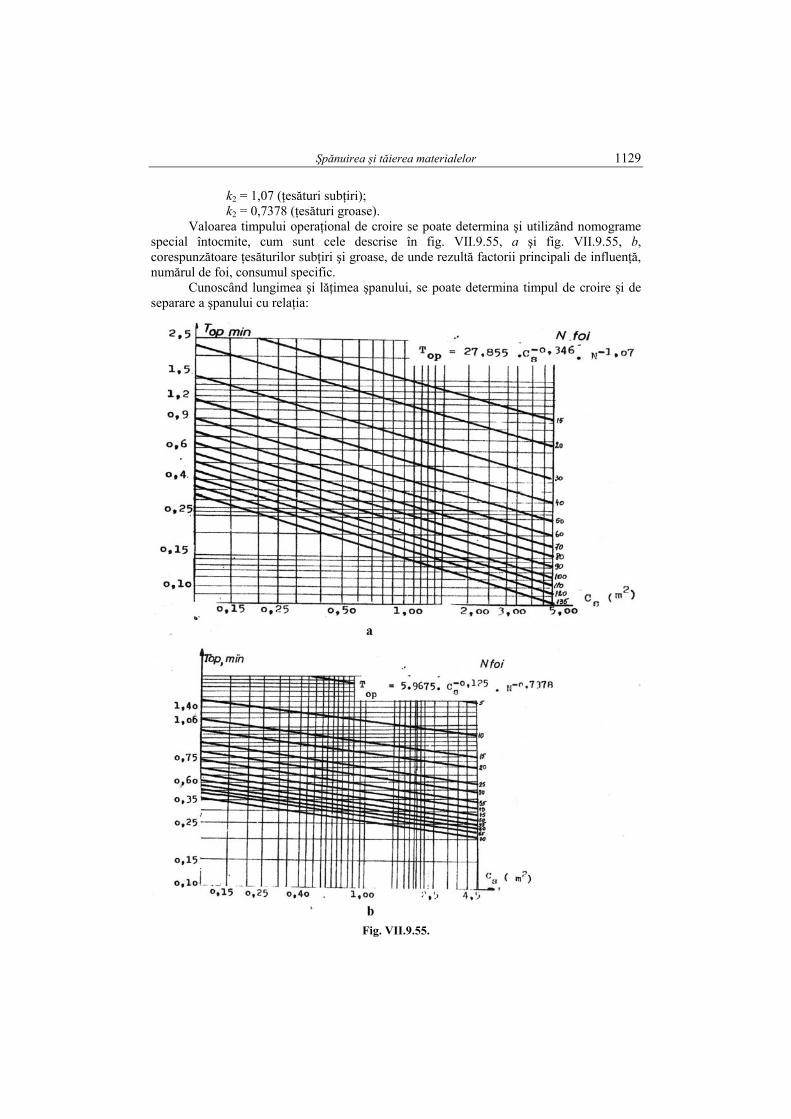
Şpănuirea şi tăierea materialelor 1129
k2 = 1,07 (ţesături subţiri); k2 = 0,7378 (ţesături groase). Valoarea timpului operaţional de croire se poate determina şi utilizând nomograme
special întocmite, cum sunt cele descrise în fig. VII.9.55, a şi fig. VII.9.55, b, corespunzătoare ţesăturilor subţiri şi groase, de unde rezultă factorii principali de influenţă, numărul de foi, consumul specific.
Cunoscând lungimea şi lăţimea şpanului, se poate determina timpul de croire şi de separare a şpanului cu relaţia:
Fig. VII.9.55.
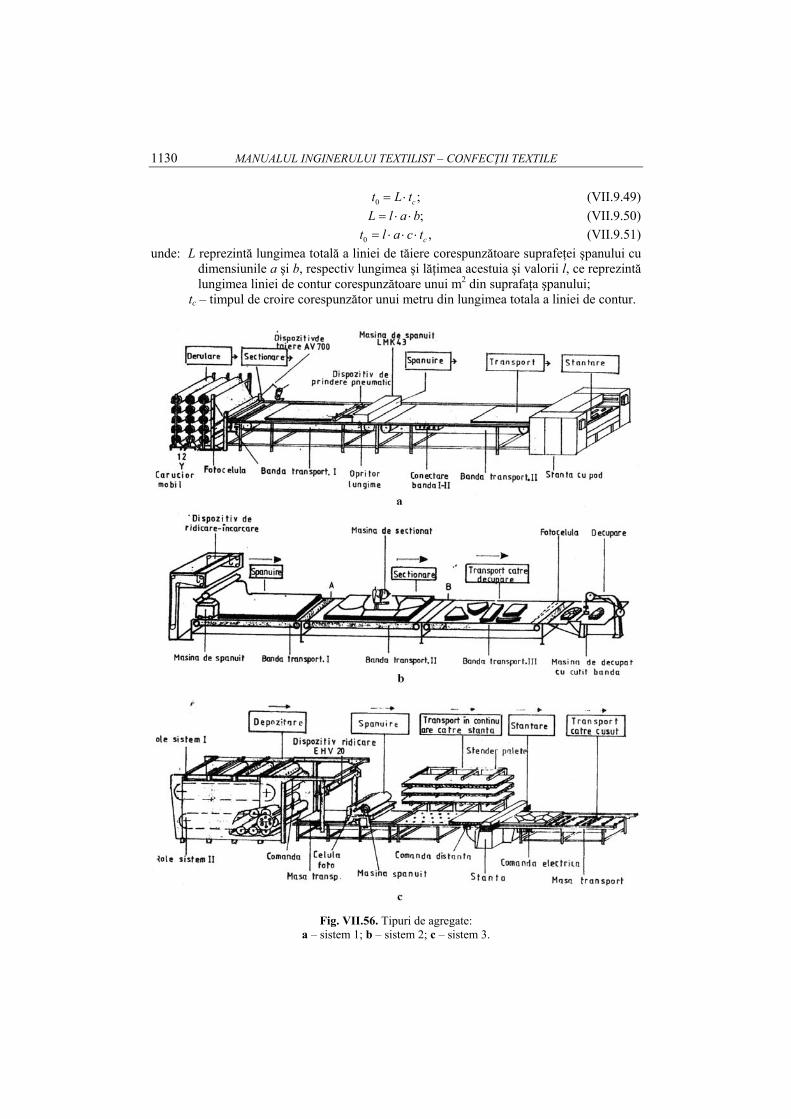
1130 MANUALUL INGINERULUI TEXTILIST – CONFECŢII TEXTILE 0 ;ct L t= ⋅ (VII.9.49) ;L l a b= ⋅ ⋅ (VII.9.50) 0 ,ct l a c t= ⋅ ⋅ ⋅ (VII.9.51)
unde: L reprezintă lungimea totală a liniei de tăiere corespunzătoare suprafeţei şpanului cu dimensiunile a şi b, respectiv lungimea şi lăţimea acestuia şi valorii l, ce reprezintă lungimea liniei de contur corespunzătoare unui m2 din suprafaţa şpanului;
tc – timpul de croire corespunzător unui metru din lungimea totala a liniei de contur.
Fig. VII.56. Tipuri de agregate:
a – sistem 1; b – sistem 2; c – sistem 3.
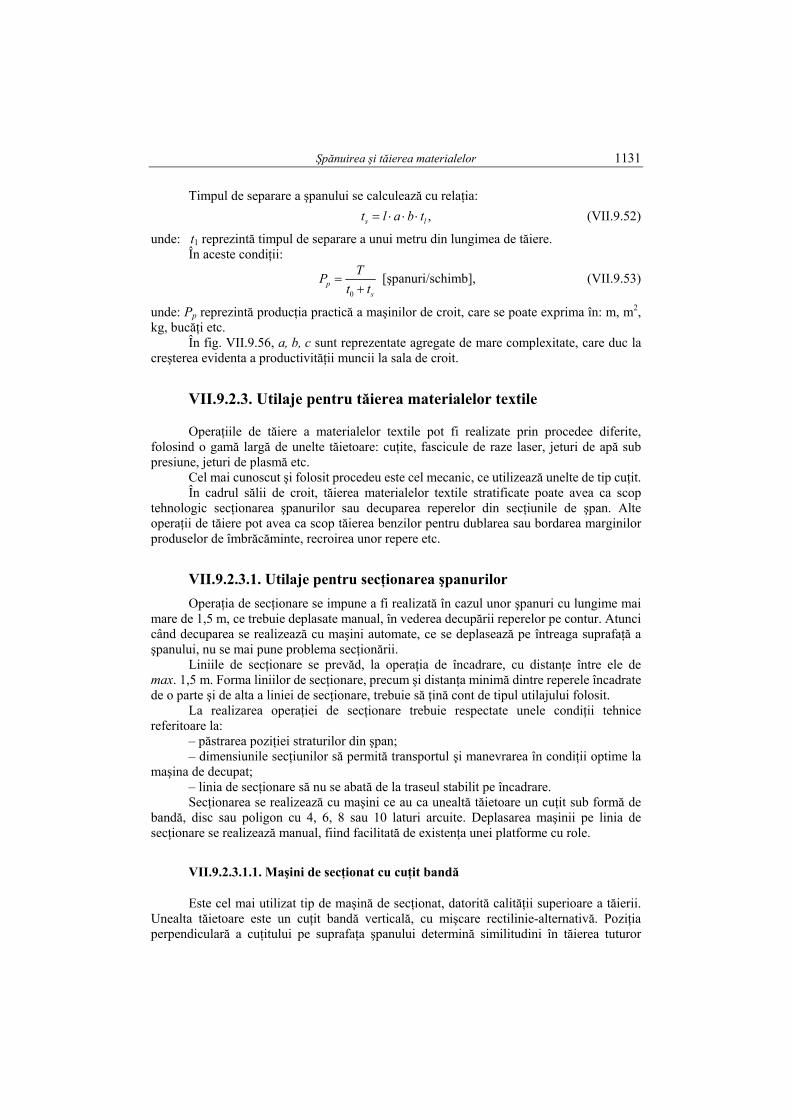
Şpănuirea şi tăierea materialelor 1131
Timpul de separare a şpanului se calculează cu relaţia: ,s lt l a b t= ⋅ ⋅ ⋅ (VII.9.52)
unde: t1 reprezintă timpul de separare a unui metru din lungimea de tăiere. În aceste condiţii:
0
ps
TPt t
=+
[şpanuri/schimb], (VII.9.53)
unde: Pp reprezintă producţia practică a maşinilor de croit, care se poate exprima în: m, m2, kg, bucăţi etc.
În fig. VII.9.56, a, b, c sunt reprezentate agregate de mare complexitate, care duc la creşterea evidenta a productivităţii muncii la sala de croit.
VII.9.2.3. Utilaje pentru tăierea materialelor textile
Operaţiile de tăiere a materialelor textile pot fi realizate prin procedee diferite, folosind o gamă largă de unelte tăietoare: cuţite, fascicule de raze laser, jeturi de apă sub presiune, jeturi de plasmă etc.
Cel mai cunoscut şi folosit procedeu este cel mecanic, ce utilizează unelte de tip cuţit. În cadrul sălii de croit, tăierea materialelor textile stratificate poate avea ca scop
tehnologic secţionarea şpanurilor sau decuparea reperelor din secţiunile de şpan. Alte operaţii de tăiere pot avea ca scop tăierea benzilor pentru dublarea sau bordarea marginilor produselor de îmbrăcăminte, recroirea unor repere etc.
VII.9.2.3.1. Utilaje pentru secţionarea şpanurilor Operaţia de secţionare se impune a fi realizată în cazul unor şpanuri cu lungime mai
mare de 1,5 m, ce trebuie deplasate manual, în vederea decupării reperelor pe contur. Atunci când decuparea se realizează cu maşini automate, ce se deplasează pe întreaga suprafaţă a şpanului, nu se mai pune problema secţionării.
Liniile de secţionare se prevăd, la operaţia de încadrare, cu distanţe între ele de max. 1,5 m. Forma liniilor de secţionare, precum şi distanţa minimă dintre reperele încadrate de o parte şi de alta a liniei de secţionare, trebuie să ţină cont de tipul utilajului folosit.
La realizarea operaţiei de secţionare trebuie respectate unele condiţii tehnice referitoare la:
– păstrarea poziţiei straturilor din şpan; – dimensiunile secţiunilor să permită transportul şi manevrarea în condiţii optime la
maşina de decupat; – linia de secţionare să nu se abată de la traseul stabilit pe încadrare. Secţionarea se realizează cu maşini ce au ca unealtă tăietoare un cuţit sub formă de
bandă, disc sau poligon cu 4, 6, 8 sau 10 laturi arcuite. Deplasarea maşinii pe linia de secţionare se realizează manual, fiind facilitată de existenţa unei platforme cu role.
VII.9.2.3.1.1. Maşini de secţionat cu cuţit bandă
Este cel mai utilizat tip de maşină de secţionat, datorită calităţii superioare a tăierii. Unealta tăietoare este un cuţit bandă verticală, cu mişcare rectilinie-alternativă. Poziţia perpendiculară a cuţitului pe suprafaţa şpanului determină similitudini în tăierea tuturor
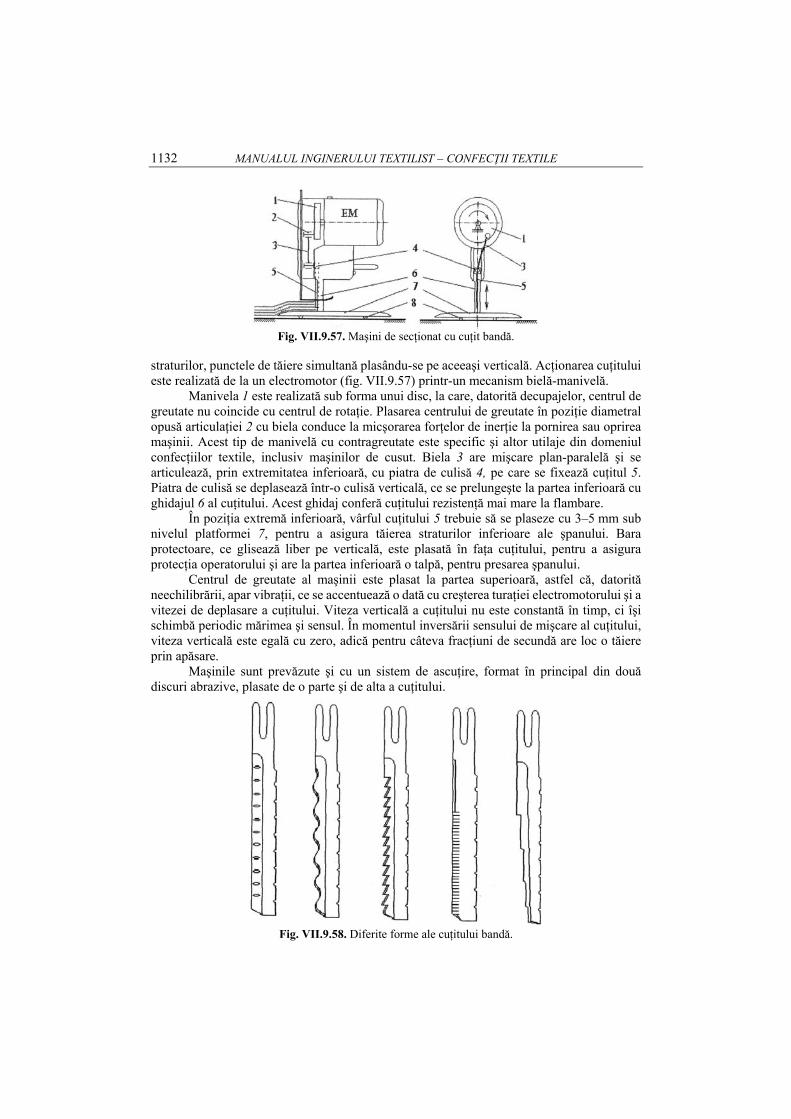
1132 MANUALUL INGINERULUI TEXTILIST – CONFECŢII TEXTILE
straturilor, punctele de tăiere simultană plasându-se pe aceeaşi verticală. Acţionarea cuţitului este realizată de la un electromotor (fig. VII.9.57) printr-un mecanism bielă-manivelă.
Manivela 1 este realizată sub forma unui disc, la care, datorită decupajelor, centrul de greutate nu coincide cu centrul de rotaţie. Plasarea centrului de greutate în poziţie diametral opusă articulaţiei 2 cu biela conduce la micşorarea forţelor de inerţie la pornirea sau oprirea maşinii. Acest tip de manivelă cu contragreutate este specific şi altor utilaje din domeniul confecţiilor textile, inclusiv maşinilor de cusut. Biela 3 are mişcare plan-paralelă şi se articulează, prin extremitatea inferioară, cu piatra de culisă 4, pe care se fixează cuţitul 5. Piatra de culisă se deplasează într-o culisă verticală, ce se prelungeşte la partea inferioară cu ghidajul 6 al cuţitului. Acest ghidaj conferă cuţitului rezistenţă mai mare la flambare.
În poziţia extremă inferioară, vârful cuţitului 5 trebuie să se plaseze cu 3–5 mm sub nivelul platformei 7, pentru a asigura tăierea straturilor inferioare ale şpanului. Bara protectoare, ce glisează liber pe verticală, este plasată în faţa cuţitului, pentru a asigura protecţia operatorului şi are la partea inferioară o talpă, pentru presarea şpanului.
Centrul de greutate al maşinii este plasat la partea superioară, astfel că, datorită neechilibrării, apar vibraţii, ce se accentuează o dată cu creşterea turaţiei electromotorului şi a vitezei de deplasare a cuţitului. Viteza verticală a cuţitului nu este constantă în timp, ci îşi schimbă periodic mărimea şi sensul. În momentul inversării sensului de mişcare al cuţitului, viteza verticală este egală cu zero, adică pentru câteva fracţiuni de secundă are loc o tăiere prin apăsare.
Maşinile sunt prevăzute şi cu un sistem de ascuţire, format în principal din două discuri abrazive, plasate de o parte şi de alta a cuţitului.
Fig. VII.9.57. Maşini de secţionat cu cuţit bandă.
Fig. VII.9.58. Diferite forme ale cuţitului bandă.
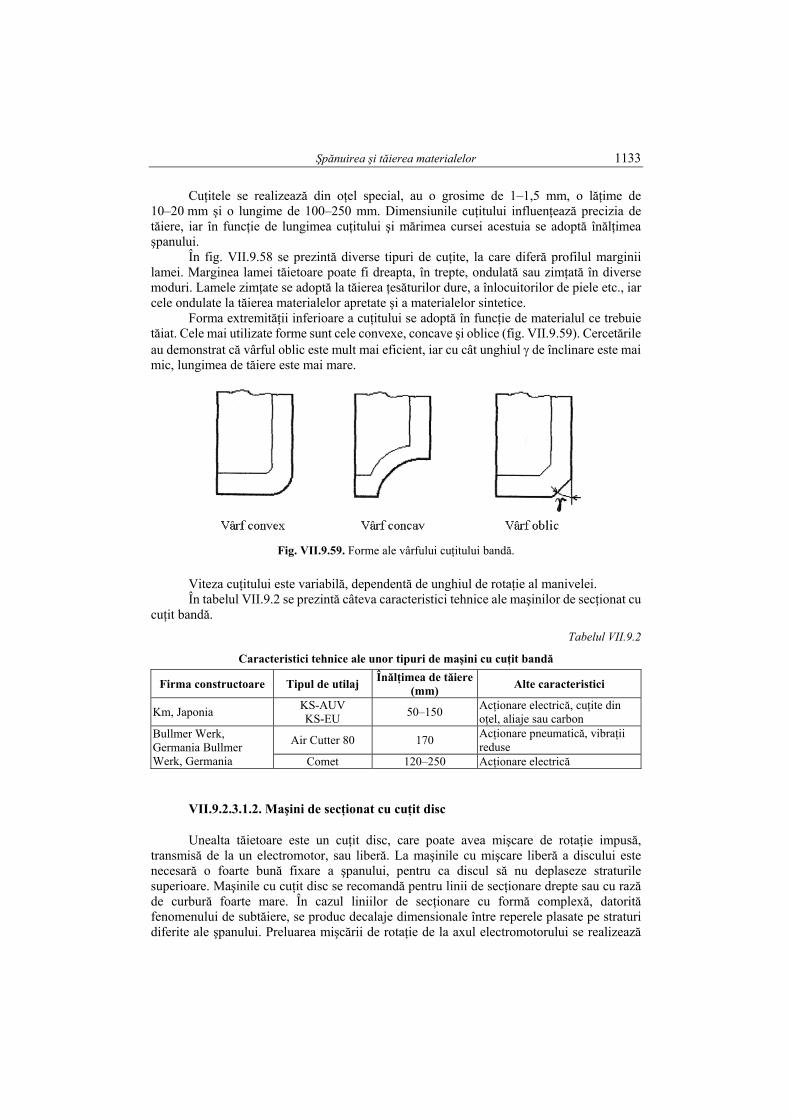
Şpănuirea şi tăierea materialelor 1133
Cuţitele se realizează din oţel special, au o grosime de 1–1,5 mm, o lăţime de 10–20 mm şi o lungime de 100–250 mm. Dimensiunile cuţitului influenţează precizia de tăiere, iar în funcţie de lungimea cuţitului şi mărimea cursei acestuia se adoptă înălţimea şpanului.
În fig. VII.9.58 se prezintă diverse tipuri de cuţite, la care diferă profilul marginii lamei. Marginea lamei tăietoare poate fi dreapta, în trepte, ondulată sau zimţată în diverse moduri. Lamele zimţate se adoptă la tăierea ţesăturilor dure, a înlocuitorilor de piele etc., iar cele ondulate la tăierea materialelor apretate şi a materialelor sintetice.
Forma extremităţii inferioare a cuţitului se adoptă în funcţie de materialul ce trebuie tăiat. Cele mai utilizate forme sunt cele convexe, concave şi oblice (fig. VII.9.59). Cercetările au demonstrat că vârful oblic este mult mai eficient, iar cu cât unghiul γ de înclinare este mai mic, lungimea de tăiere este mai mare.
Viteza cuţitului este variabilă, dependentă de unghiul de rotaţie al manivelei. În tabelul VII.9.2 se prezintă câteva caracteristici tehnice ale maşinilor de secţionat cu
cuţit bandă. Tabelul VII.9.2
Caracteristici tehnice ale unor tipuri de maşini cu cuţit bandă
Firma constructoare Tipul de utilaj Înălţimea de tăiere (mm) Alte caracteristici
Km, Japonia KS-AUV KS-EU 50–150 Acţionare electrică, cuţite din
oţel, aliaje sau carbon Bullmer Werk, Germania Bullmer Werk, Germania
Air Cutter 80 170 Acţionare pneumatică, vibraţii reduse
Comet 120–250 Acţionare electrică
VII.9.2.3.1.2. Maşini de secţionat cu cuţit disc
Unealta tăietoare este un cuţit disc, care poate avea mişcare de rotaţie impusă, transmisă de la un electromotor, sau liberă. La maşinile cu mişcare liberă a discului este necesară o foarte bună fixare a şpanului, pentru ca discul să nu deplaseze straturile superioare. Maşinile cu cuţit disc se recomandă pentru linii de secţionare drepte sau cu rază de curbură foarte mare. În cazul liniilor de secţionare cu formă complexă, datorită fenomenului de subtăiere, se produc decalaje dimensionale între reperele plasate pe straturi diferite ale şpanului. Preluarea mişcării de rotaţie de la axul electromotorului se realizează
Fig. VII.9.59. Forme ale vârfului cuţitului bandă.
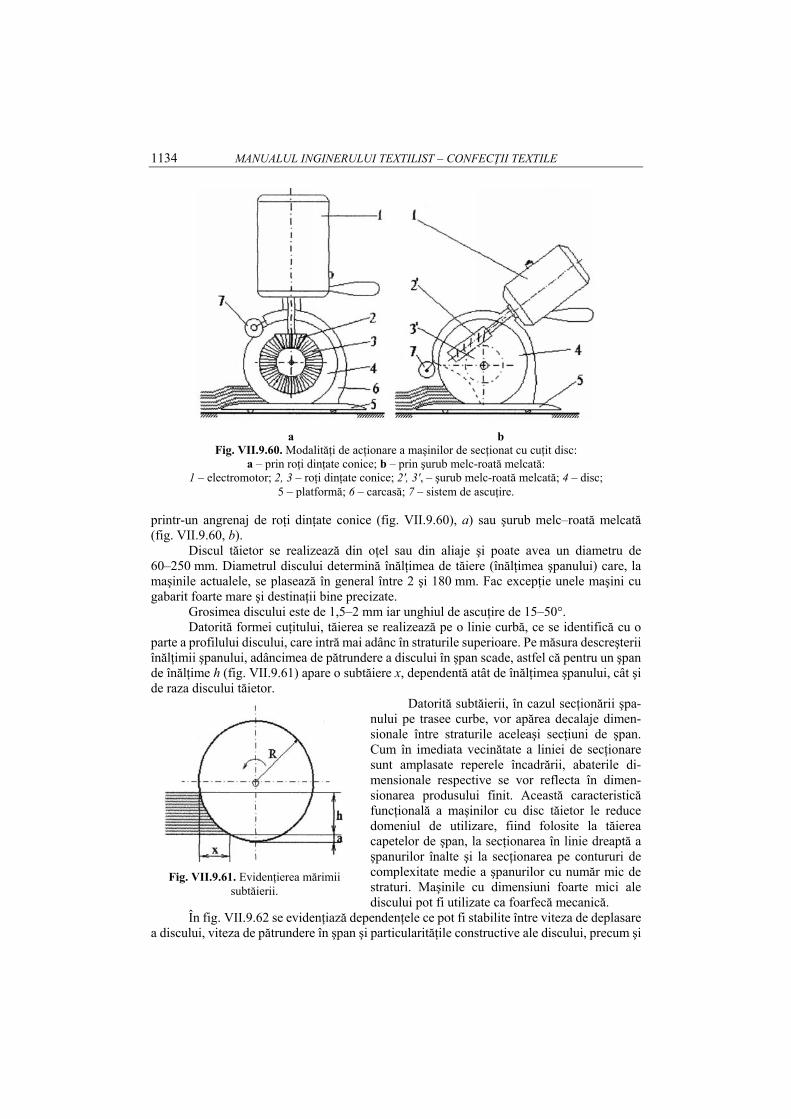
1134 MANUALUL INGINERULUI TEXTILIST – CONFECŢII TEXTILE
printr-un angrenaj de roţi dinţate conice (fig. VII.9.60), a) sau şurub melc–roată melcată (fig. VII.9.60, b).
Discul tăietor se realizează din oţel sau din aliaje şi poate avea un diametru de 60–250 mm. Diametrul discului determină înălţimea de tăiere (înălţimea şpanului) care, la maşinile actualele, se plasează în general între 2 şi 180 mm. Fac excepţie unele maşini cu gabarit foarte mare şi destinaţii bine precizate.
Grosimea discului este de 1,5–2 mm iar unghiul de ascuţire de 15–50°. Datorită formei cuţitului, tăierea se realizează pe o linie curbă, ce se identifică cu o
parte a profilului discului, care intră mai adânc în straturile superioare. Pe măsura descreşterii înălţimii şpanului, adâncimea de pătrundere a discului în şpan scade, astfel că pentru un şpan de înălţime h (fig. VII.9.61) apare o subtăiere x, dependentă atât de înălţimea şpanului, cât şi de raza discului tăietor.
Datorită subtăierii, în cazul secţionării şpa-nului pe trasee curbe, vor apărea decalaje dimen-sionale între straturile aceleaşi secţiuni de şpan. Cum în imediata vecinătate a liniei de secţionare sunt amplasate reperele încadrării, abaterile di-mensionale respective se vor reflecta în dimen-sionarea produsului finit. Această caracteristică funcţională a maşinilor cu disc tăietor le reduce domeniul de utilizare, fiind folosite la tăierea capetelor de şpan, la secţionarea în linie dreaptă a şpanurilor înalte şi la secţionarea pe contururi de complexitate medie a şpanurilor cu număr mic de straturi. Maşinile cu dimensiuni foarte mici ale discului pot fi utilizate ca foarfecă mecanică.
În fig. VII.9.62 se evidenţiază dependenţele ce pot fi stabilite între viteza de deplasare a discului, viteza de pătrundere în şpan şi particularităţile constructive ale discului, precum şi
a b
Fig. VII.9.60. Modalităţi de acţionare a maşinilor de secţionat cu cuţit disc: a – prin roţi dinţate conice; b – prin şurub melc-roată melcată:
1 – electromotor; 2, 3 – roţi dinţate conice; 2', 3', – şurub melc-roată melcată; 4 – disc; 5 – platformă; 6 – carcasă; 7 – sistem de ascuţire.
Fig. VII.9.61. Evidenţierea mărimii
subtăierii.
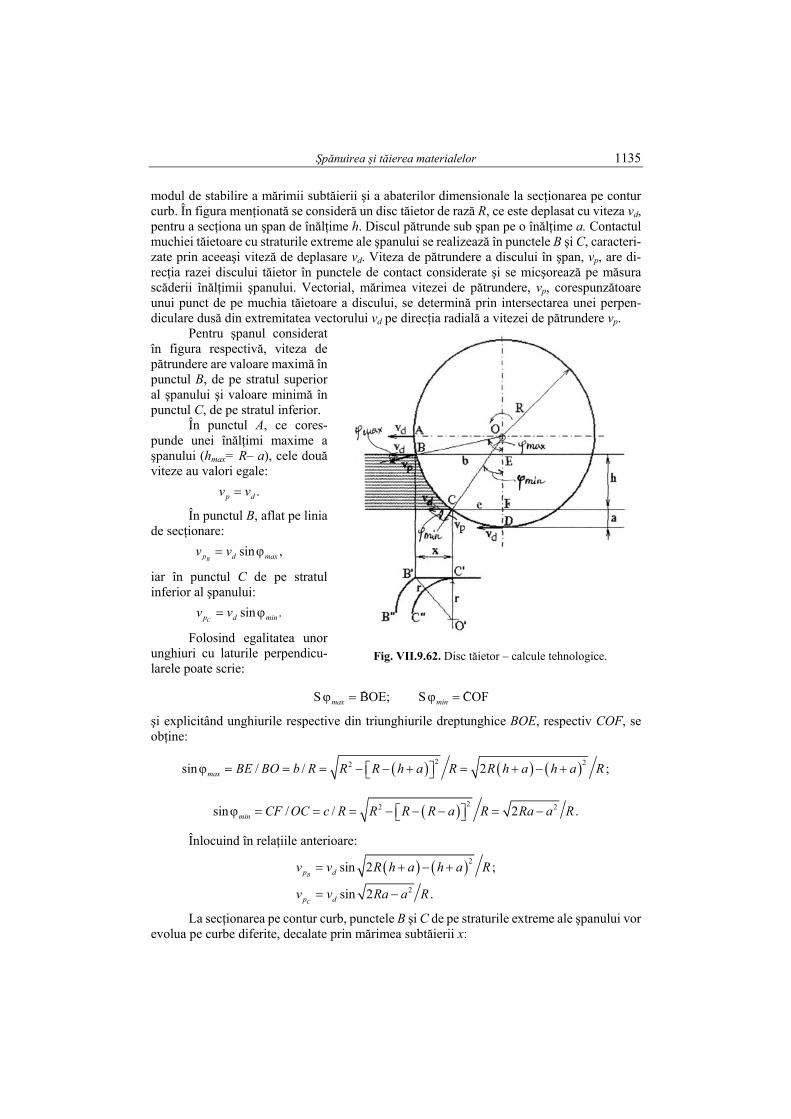
Şpănuirea şi tăierea materialelor 1135
modul de stabilire a mărimii subtăierii şi a abaterilor dimensionale la secţionarea pe contur curb. În figura menţionată se consideră un disc tăietor de rază R, ce este deplasat cu viteza vd, pentru a secţiona un şpan de înălţime h. Discul pătrunde sub şpan pe o înălţime a. Contactul muchiei tăietoare cu straturile extreme ale şpanului se realizează în punctele B şi C, caracteri-zate prin aceeaşi viteză de deplasare vd. Viteza de pătrundere a discului în şpan, vp, are di-recţia razei discului tăietor în punctele de contact considerate şi se micşorează pe măsura scăderii înălţimii şpanului. Vectorial, mărimea vitezei de pătrundere, vp, corespunzătoare unui punct de pe muchia tăietoare a discului, se determină prin intersectarea unei perpen-diculare dusă din extremitatea vectorului vd pe direcţia radială a vitezei de pătrundere vp.
Pentru şpanul considerat în figura respectivă, viteza de pătrundere are valoare maximă în punctul B, de pe stratul superior al şpanului şi valoare minimă în punctul C, de pe stratul inferior.
În punctul A, ce cores-punde unei înălţimi maxime a şpanului (hmax= R– a), cele două viteze au valori egale:
.p dv v=
În punctul B, aflat pe linia de secţionare:
sin ,Bp d maxv v= ϕ
iar în punctul C de pe stratul inferior al şpanului:
sin .Cp d minv v= ϕ
Folosind egalitatea unor unghiuri cu laturile perpendicu-larele poate scrie:
· ·BOE; COFmax minϕ = ϕ =S S
şi explicitând unghiurile respective din triunghiurile dreptunghice BOE, respectiv COF, se obţine:
( ) ( ) ( )2 22sin / / 2 ;max BE BO b R R R h a R R h a h a Rϕ = = = − − + = + − +⎡ ⎤⎣ ⎦
( ) 22 2sin / / 2 .min CF OC c R R R R a R Ra a Rϕ = = = − − − = −⎡ ⎤⎣ ⎦
Înlocuind în relaţiile anterioare:
( ) ( )2
2
sin 2 ;
sin 2 .B
C
p d
p d
v v R h a h a R
v v Ra a R
= + − +
= −
La secţionarea pe contur curb, punctele B şi C de pe straturile extreme ale şpanului vor evolua pe curbe diferite, decalate prin mărimea subtăierii x:
Fig. VII.9.62. Disc tăietor – calcule tehnologice.
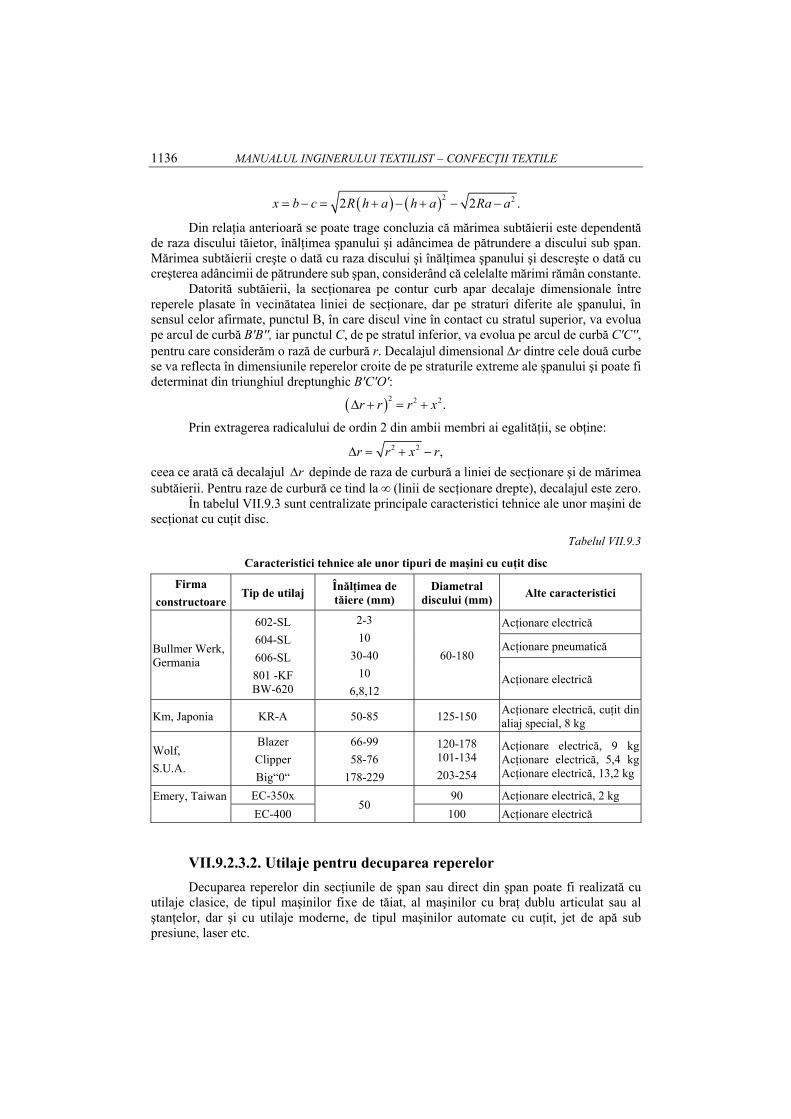
1136 MANUALUL INGINERULUI TEXTILIST – CONFECŢII TEXTILE
( ) ( )2 22 2 .x b c R h a h a Ra a= − = + − + − −
Din relaţia anterioară se poate trage concluzia că mărimea subtăierii este dependentă de raza discului tăietor, înălţimea şpanului şi adâncimea de pătrundere a discului sub şpan. Mărimea subtăierii creşte o dată cu raza discului şi înălţimea şpanului şi descreşte o dată cu creşterea adâncimii de pătrundere sub şpan, considerând că celelalte mărimi rămân constante.
Datorită subtăierii, la secţionarea pe contur curb apar decalaje dimensionale între reperele plasate în vecinătatea liniei de secţionare, dar pe straturi diferite ale şpanului, în sensul celor afirmate, punctul B, în care discul vine în contact cu stratul superior, va evolua pe arcul de curbă B'B'', iar punctul C, de pe stratul inferior, va evolua pe arcul de curbă C'C'', pentru care considerăm o rază de curbură r. Decalajul dimensional ∆r dintre cele două curbe se va reflecta în dimensiunile reperelor croite de pe straturile extreme ale şpanului şi poate fi determinat din triunghiul dreptunghic B'C'O':
( )2 2 2.r r r x∆ + = +
Prin extragerea radicalului de ordin 2 din ambii membri ai egalităţii, se obţine:
2 2 ,r r x r∆ = + − ceea ce arată că decalajul r∆ depinde de raza de curbură a liniei de secţionare şi de mărimea subtăierii. Pentru raze de curbură ce tind la ∞ (linii de secţionare drepte), decalajul este zero.
În tabelul VII.9.3 sunt centralizate principale caracteristici tehnice ale unor maşini de secţionat cu cuţit disc.
Tabelul VII.9.3
Caracteristici tehnice ale unor tipuri de maşini cu cuţit disc
Firma constructoare
Tip de utilaj Înălţimea de tăiere (mm)
Diametral discului (mm) Alte caracteristici
Bullmer Werk, Germania
602-SL 604-SL 606-SL 801 -KF BW-620
2-3 10
30-40 10
6,8,12
60-180
Acţionare electrică
Acţionare pneumatică
Acţionare electrică
Km, Japonia KR-A 50-85 125-150 Acţionare electrică, cuţit din aliaj special, 8 kg
Wolf, S.U.A.
Blazer Clipper Big“0“
66-99 58-76
178-229
120-178 101-134 203-254
Acţionare electrică, 9 kg Acţionare electrică, 5,4 kg Acţionare electrică, 13,2 kg
Emery, Taiwan
EC-350x 50
90 Acţionare electrică, 2 kg EC-400 100 Acţionare electrică
VII.9.2.3.2. Utilaje pentru decuparea reperelor Decuparea reperelor din secţiunile de şpan sau direct din şpan poate fi realizată cu
utilaje clasice, de tipul maşinilor fixe de tăiat, al maşinilor cu braţ dublu articulat sau al ştanţelor, dar şi cu utilaje moderne, de tipul maşinilor automate cu cuţit, jet de apă sub presiune, laser etc.
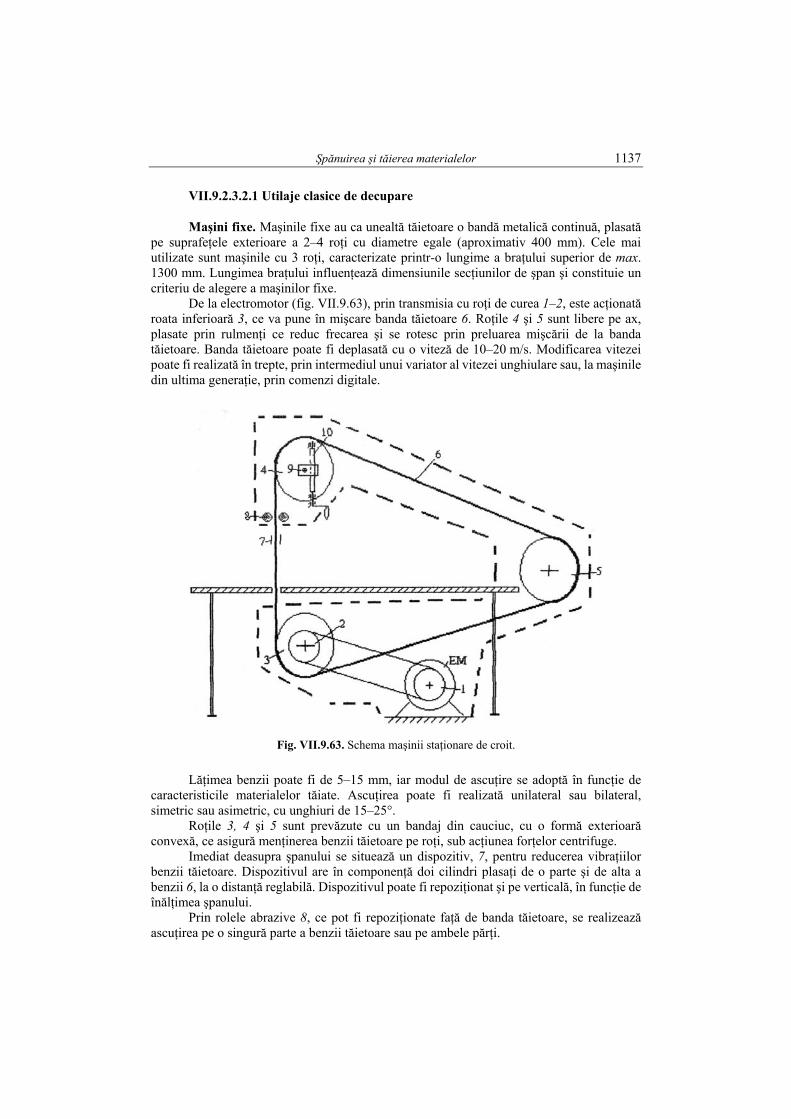
Şpănuirea şi tăierea materialelor 1137
VII.9.2.3.2.1 Utilaje clasice de decupare
Maşini fixe. Maşinile fixe au ca unealtă tăietoare o bandă metalică continuă, plasată pe suprafeţele exterioare a 2–4 roţi cu diametre egale (aproximativ 400 mm). Cele mai utilizate sunt maşinile cu 3 roţi, caracterizate printr-o lungime a braţului superior de max. 1300 mm. Lungimea braţului influenţează dimensiunile secţiunilor de şpan şi constituie un criteriu de alegere a maşinilor fixe.
De la electromotor (fig. VII.9.63), prin transmisia cu roţi de curea 1–2, este acţionată roata inferioară 3, ce va pune în mişcare banda tăietoare 6. Roţile 4 şi 5 sunt libere pe ax, plasate prin rulmenţi ce reduc frecarea şi se rotesc prin preluarea mişcării de la banda tăietoare. Banda tăietoare poate fi deplasată cu o viteză de 10–20 m/s. Modificarea vitezei poate fi realizată în trepte, prin intermediul unui variator al vitezei unghiulare sau, la maşinile din ultima generaţie, prin comenzi digitale.
Lăţimea benzii poate fi de 5–15 mm, iar modul de ascuţire se adoptă în funcţie de caracteristicile materialelor tăiate. Ascuţirea poate fi realizată unilateral sau bilateral, simetric sau asimetric, cu unghiuri de 15–25°.
Roţile 3, 4 şi 5 sunt prevăzute cu un bandaj din cauciuc, cu o formă exterioară convexă, ce asigură menţinerea benzii tăietoare pe roţi, sub acţiunea forţelor centrifuge.
Imediat deasupra şpanului se situează un dispozitiv, 7, pentru reducerea vibraţiilor benzii tăietoare. Dispozitivul are în componenţă doi cilindri plasaţi de o parte şi de alta a benzii 6, la o distanţă reglabilă. Dispozitivul poate fi repoziţionat şi pe verticală, în funcţie de înălţimea şpanului.
Prin rolele abrazive 8, ce pot fi repoziţionate faţă de banda tăietoare, se realizează ascuţirea pe o singură parte a benzii tăietoare sau pe ambele părţi.
Fig. VII.9.63. Schema maşinii staţionare de croit.
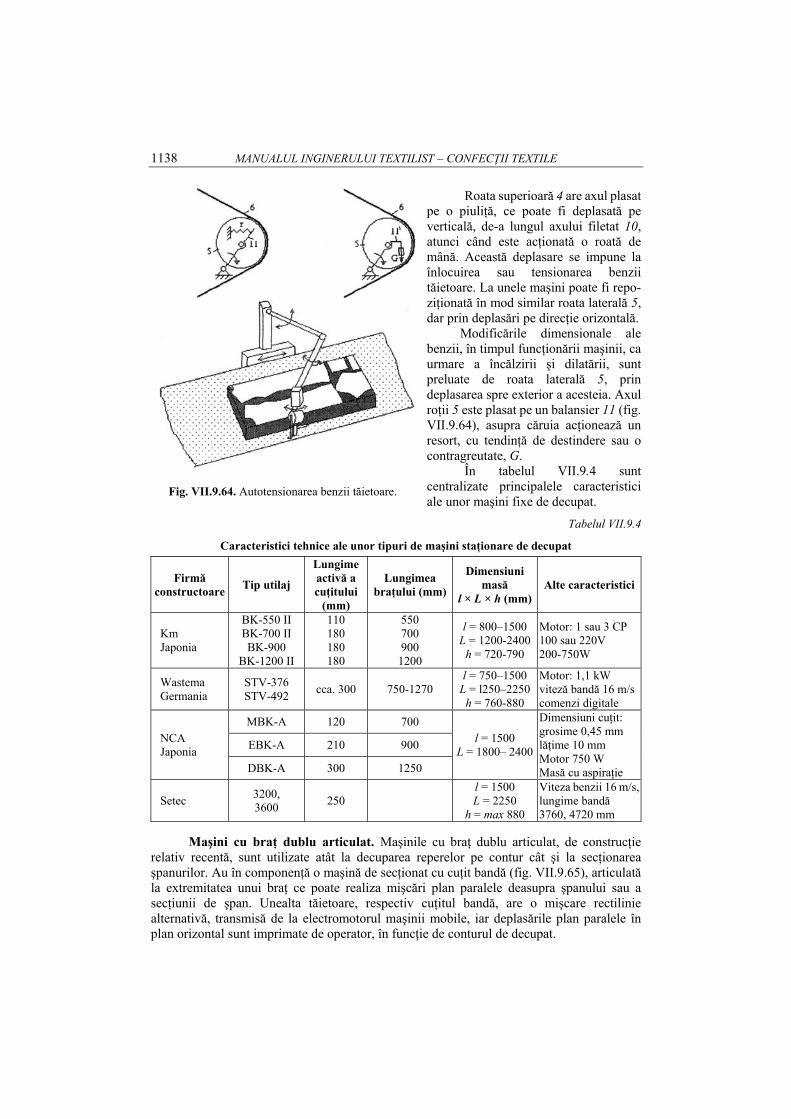
1138 MANUALUL INGINERULUI TEXTILIST – CONFECŢII TEXTILE
Roata superioară 4 are axul plasat pe o piuliţă, ce poate fi deplasată pe verticală, de-a lungul axului filetat 10, atunci când este acţionată o roată de mână. Această deplasare se impune la înlocuirea sau tensionarea benzii tăietoare. La unele maşini poate fi repo-ziţionată în mod similar roata laterală 5, dar prin deplasări pe direcţie orizontală. Modificările dimensionale ale benzii, în timpul funcţionării maşinii, ca urmare a încălzirii şi dilatării, sunt preluate de roata laterală 5, prin deplasarea spre exterior a acesteia. Axul roţii 5 este plasat pe un balansier 11 (fig. VII.9.64), asupra căruia acţionează un resort, cu tendinţă de destindere sau o contragreutate, G.
În tabelul VII.9.4 sunt centralizate principalele caracteristici ale unor maşini fixe de decupat.
Tabelul VII.9.4
Caracteristici tehnice ale unor tipuri de maşini staţionare de decupat
Firmă constructoare Tip utilaj
Lungime activă a cuţitului
(mm)
Lungimea braţului (mm)
Dimensiuni masă
l × L × h (mm)Alte caracteristici
Km Japonia
BK-550 II BK-700 II BK-900
BK-1200 II
110 180 180 180
550 700 900 1200
l = 800–1500 L = 1200-2400
h = 720-790
Motor: 1 sau 3 CP 100 sau 220V 200-750W
Wastema Germania
STV-376 STV-492 cca. 300 750-1270
l = 750–1500 L = l250–2250 h = 760-880
Motor: 1,1 kW viteză bandă 16 m/s comenzi digitale
NCA Japonia
MBK-A 120 700 l = 1500
L = 1800– 2400
Dimensiuni cuţit: grosime 0,45 mm lăţime 10 mm Motor 750 W Masă cu aspiraţie
EBK-A 210 900
DBK-A 300 1250
Setec 3200, 3600 250
l = 1500 L = 2250
h = max 880
Viteza benzii 16 m/s, lungime bandă 3760, 4720 mm
Maşini cu braţ dublu articulat. Maşinile cu braţ dublu articulat, de construcţie relativ recentă, sunt utilizate atât la decuparea reperelor pe contur cât şi la secţionarea şpanurilor. Au în componenţă o maşină de secţionat cu cuţit bandă (fig. VII.9.65), articulată la extremitatea unui braţ ce poate realiza mişcări plan paralele deasupra şpanului sau a secţiunii de şpan. Unealta tăietoare, respectiv cuţitul bandă, are o mişcare rectilinie alternativă, transmisă de la electromotorul maşinii mobile, iar deplasările plan paralele în plan orizontal sunt imprimate de operator, în funcţie de conturul de decupat.
Fig. VII.9.64. Autotensionarea benzii tăietoare.
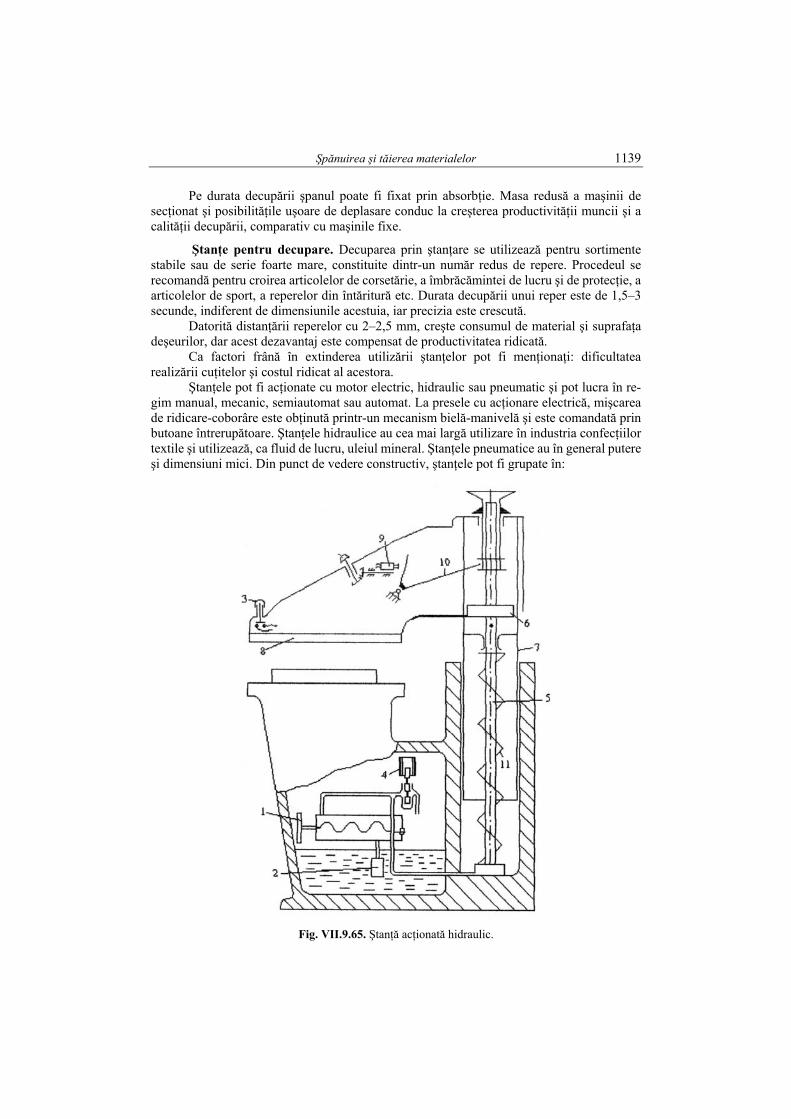
Şpănuirea şi tăierea materialelor 1139
Pe durata decupării şpanul poate fi fixat prin absorbţie. Masa redusă a maşinii de secţionat şi posibilităţile uşoare de deplasare conduc la creşterea productivităţii muncii şi a calităţii decupării, comparativ cu maşinile fixe.
Ştanţe pentru decupare. Decuparea prin ştanţare se utilizează pentru sortimente stabile sau de serie foarte mare, constituite dintr-un număr redus de repere. Procedeul se recomandă pentru croirea articolelor de corsetărie, a îmbrăcămintei de lucru şi de protecţie, a articolelor de sport, a reperelor din întăritură etc. Durata decupării unui reper este de 1,5–3 secunde, indiferent de dimensiunile acestuia, iar precizia este crescută.
Datorită distanţării reperelor cu 2–2,5 mm, creşte consumul de material şi suprafaţa deşeurilor, dar acest dezavantaj este compensat de productivitatea ridicată.
Ca factori frână în extinderea utilizării ştanţelor pot fi menţionaţi: dificultatea realizării cuţitelor şi costul ridicat al acestora.
Ştanţele pot fi acţionate cu motor electric, hidraulic sau pneumatic şi pot lucra în re-gim manual, mecanic, semiautomat sau automat. La presele cu acţionare electrică, mişcarea de ridicare-coborâre este obţinută printr-un mecanism bielă-manivelă şi este comandată prin butoane întrerupătoare. Ştanţele hidraulice au cea mai largă utilizare în industria confecţiilor textile şi utilizează, ca fluid de lucru, uleiul mineral. Ştanţele pneumatice au în general putere şi dimensiuni mici. Din punct de vedere constructiv, ştanţele pot fi grupate în:
Fig. VII.9.65. Ştanţă acţionată hidraulic.

1140 MANUALUL INGINERULUI TEXTILIST – CONFECŢII TEXTILE – ştanţe cu braţ orizontal rotativ, la care tăierea se realizează pe verticală, şpanul este
staţionar, iar braţul ştanţei, aflat în poziţie ridicată, poate fi rotit pentru plasare deasupra altei zone a şpanului;
– ştanţe cu pod rulant, la care cuţitele se deplasează pe direcţiile OX şi OY, pentru poziţionare şi pe verticală, pentru tăiere. Aceste prese au dimensiuni mai mari şi se recomandă pentru decuparea reperelor mici: clape, gulere, buzunare etc.;
– ştanţe cu placă, la care cuţitele se poziţionează pe şpan şi sunt acţionate prin intermediul unei plăci. În acest caz, se elimină operaţia anterioară de încadrare şi se pot utiliza şi cuţite bloc;
– ştanţe pentru croire din balot, la care şpanul se realizează prin derularea simultană a mai multor baloturi. Cuţitele se poziţionează pe o placă suport, cu muchiile tăietoare în sus, iar deasupra lor se plasează şpanul. Se reduc timpii de aşezare a cuţitelor, dar creşte riscul de accidentare.
În fig. VII.9.65 se exemplifică funcţionarea unei ştanţe cu acţionare hidraulică, la care forţa de presare
F p S= ⋅ [N], unde: p este presiunea uleiului mineral, în N/cm2;
S – suprafaţa pistonului, în cm2. De la electromotorul 1, va fi acţionată pompa ce aspiră uleiul din rezervorul 2. Atât
timp cât este acţionat doar butonul 3, uleiul aspirat va ajunge din nou în rezervor, ştanţa funcţionând în gol. La acţionarea unei pedale sau a unui buton de pornire, va fi alimentată cu curent electric bobina 4, în câmpul căreia va fi atras miezul electromagnetic fixat pe o supapă. În acest caz, uleiul va fi obligat să urce în axul tubular 5 şi să iasă printr-un orificiu sub pistonul fix 6 al cilindrului intermediar 7. Acumularea uleiului va determina coborârea cilindrului 7 şi comprimarea forţată a resortului 11. O dată cu cilindrul 7, coboară braţul superior 8 al ştanţei, pe care se articulează dublul balansier 10. Un braţ al acestuia este plasat în canelura fixă a axului 8, astfel că, prin modificarea poziţiei centrului de oscilare a balansierului, aceste va fi obligat să oscileze în sens antiorar, determinând acţionarea unui întrerupător 9, din circuitul bobinei 4. Acest moment coincide cu terminarea cursei active a braţului superior 8. Prin dezactivarea bobinei se deschide traseul de recirculare a uleiului în rezervor, iar, sub acţiunea resortului 11, braţul 8 se ridică.
VII.9.2.3.2.2. Instalaţii automate de croit
Preocupările pentru automatizarea croirii au apărut în perioada 1970–1972, atât în cadrul marilor firme constructoare de utilaj pentru industria confecţiilor, cât şi în cadrul institutelor de învăţământ şi cercetare. Automatele de croit au cunoscut un succes rapid, ele completând ciclul de automatizare şi investiţiile făcute în sisteme CAO/DAO pentru creaţie, gradare şi încadrare.
Sistemele automate de croire utilizate în prezent pot fi diferenţiate în funcţie de: – tipul de unealtă tăietoare: punctuală, care poate fi deplasată plan-paralel (laser sau
jet de apă) sau nepunctuală (cuţit vertical sau circular); – tipul de comandă: numerică sau optică; – modul de fixare a şpanului; – tipul de suport pentru şpan; Cele mai utilizate sunt sistemele automate de croire cu cuţit bandă vertical.
Sistemul de tăiere Gerber (fig. VII.9.66) se caracterizează prin: – utilizarea ca unealtă tăietoare a unui cuţit simplu ghidat cu:
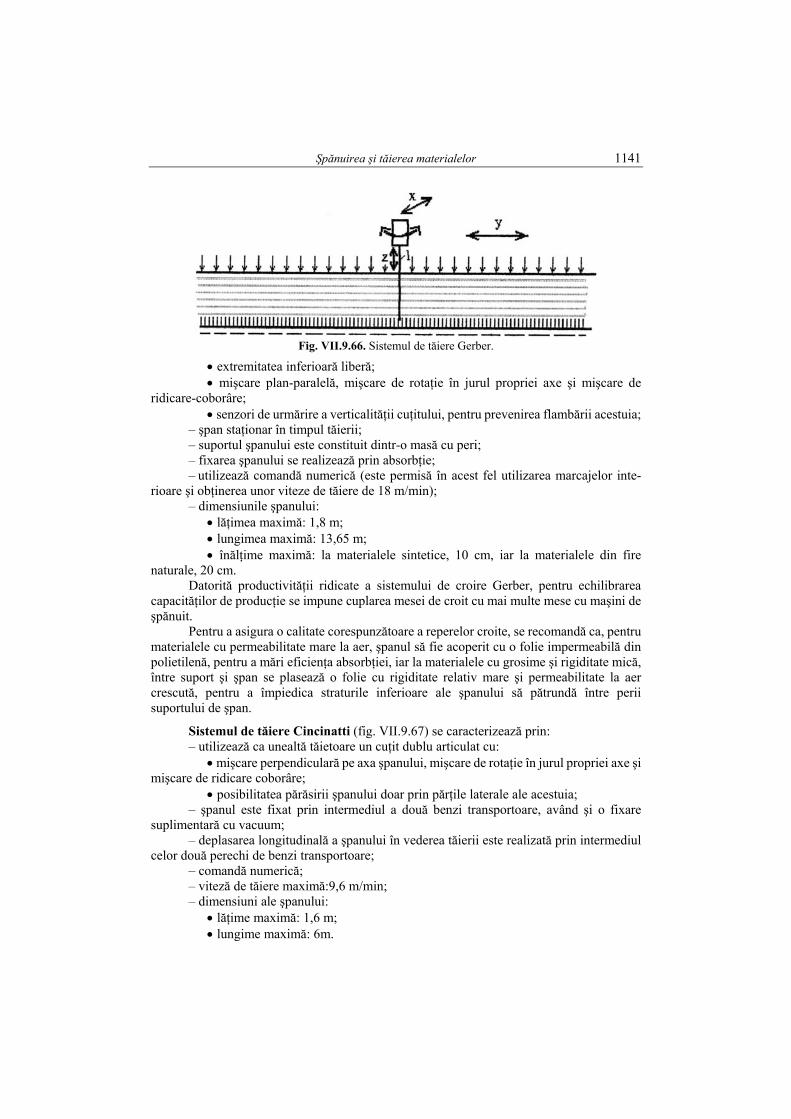
Şpănuirea şi tăierea materialelor 1141
• extremitatea inferioară liberă; • mişcare plan-paralelă, mişcare de rotaţie în jurul propriei axe şi mişcare de
ridicare-coborâre; • senzori de urmărire a verticalităţii cuţitului, pentru prevenirea flambării acestuia; – şpan staţionar în timpul tăierii; – suportul şpanului este constituit dintr-o masă cu peri; – fixarea şpanului se realizează prin absorbţie; – utilizează comandă numerică (este permisă în acest fel utilizarea marcajelor inte-
rioare şi obţinerea unor viteze de tăiere de 18 m/min); – dimensiunile şpanului: • lăţimea maximă: 1,8 m; • lungimea maximă: 13,65 m; • înălţime maximă: la materialele sintetice, 10 cm, iar la materialele din fire
naturale, 20 cm. Datorită productivităţii ridicate a sistemului de croire Gerber, pentru echilibrarea
capacităţilor de producţie se impune cuplarea mesei de croit cu mai multe mese cu maşini de şpănuit.
Pentru a asigura o calitate corespunzătoare a reperelor croite, se recomandă ca, pentru materialele cu permeabilitate mare la aer, şpanul să fie acoperit cu o folie impermeabilă din polietilenă, pentru a mări eficienţa absorbţiei, iar la materialele cu grosime şi rigiditate mică, între suport şi şpan se plasează o folie cu rigiditate relativ mare şi permeabilitate la aer crescută, pentru a împiedica straturile inferioare ale şpanului să pătrundă între perii suportului de şpan.
Sistemul de tăiere Cincinatti (fig. VII.9.67) se caracterizează prin: – utilizează ca unealtă tăietoare un cuţit dublu articulat cu: • mişcare perpendiculară pe axa şpanului, mişcare de rotaţie în jurul propriei axe şi
mişcare de ridicare coborâre; • posibilitatea părăsirii şpanului doar prin părţile laterale ale acestuia; – şpanul este fixat prin intermediul a două benzi transportoare, având şi o fixare
suplimentară cu vacuum; – deplasarea longitudinală a şpanului în vederea tăierii este realizată prin intermediul
celor două perechi de benzi transportoare; – comandă numerică; – viteză de tăiere maximă:9,6 m/min; – dimensiuni ale şpanului: • lăţime maximă: 1,6 m; • lungime maximă: 6m.
Fig. VII.9.66. Sistemul de tăiere Gerber.
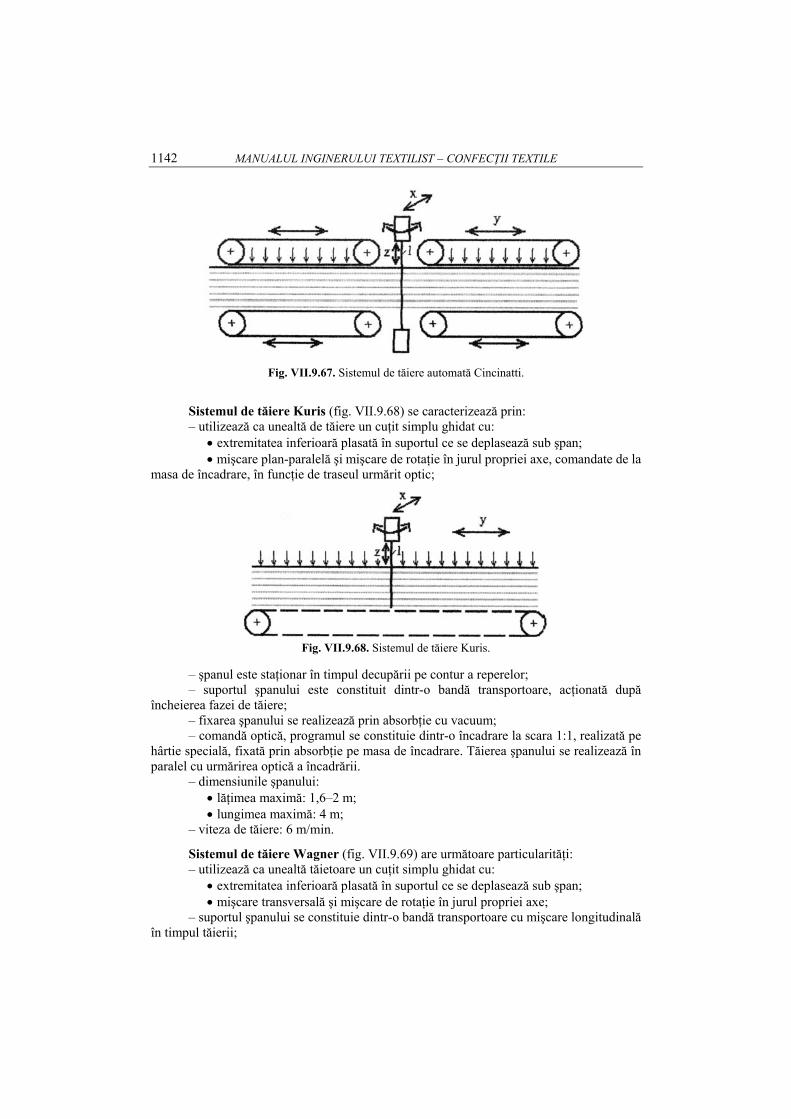
1142 MANUALUL INGINERULUI TEXTILIST – CONFECŢII TEXTILE
Sistemul de tăiere Kuris (fig. VII.9.68) se caracterizează prin: – utilizează ca unealtă de tăiere un cuţit simplu ghidat cu: • extremitatea inferioară plasată în suportul ce se deplasează sub şpan; • mişcare plan-paralelă şi mişcare de rotaţie în jurul propriei axe, comandate de la
masa de încadrare, în funcţie de traseul urmărit optic;
– şpanul este staţionar în timpul decupării pe contur a reperelor; – suportul şpanului este constituit dintr-o bandă transportoare, acţionată după
încheierea fazei de tăiere; – fixarea şpanului se realizează prin absorbţie cu vacuum; – comandă optică, programul se constituie dintr-o încadrare la scara 1:1, realizată pe
hârtie specială, fixată prin absorbţie pe masa de încadrare. Tăierea şpanului se realizează în paralel cu urmărirea optică a încadrării.
– dimensiunile şpanului: • lăţimea maximă: 1,6–2 m; • lungimea maximă: 4 m; – viteza de tăiere: 6 m/min.
Sistemul de tăiere Wagner (fig. VII.9.69) are următoare particularităţi: – utilizează ca unealtă tăietoare un cuţit simplu ghidat cu: • extremitatea inferioară plasată în suportul ce se deplasează sub şpan; • mişcare transversală şi mişcare de rotaţie în jurul propriei axe; – suportul şpanului se constituie dintr-o bandă transportoare cu mişcare longitudinală
în timpul tăierii;
Fig. VII.9.67. Sistemul de tăiere automată Cincinatti.
Fig. VII.9.68. Sistemul de tăiere Kuris.
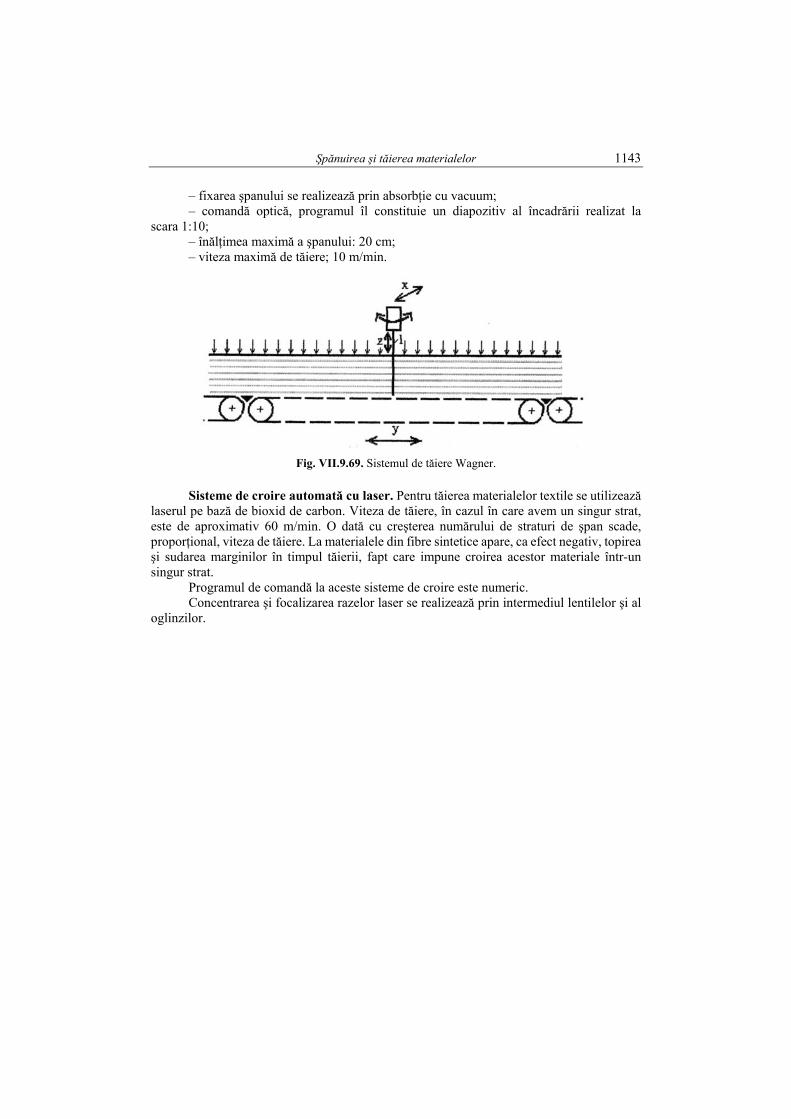
Şpănuirea şi tăierea materialelor 1143
– fixarea şpanului se realizează prin absorbţie cu vacuum; – comandă optică, programul îl constituie un diapozitiv al încadrării realizat la
scara 1:10; – înălţimea maximă a şpanului: 20 cm; – viteza maximă de tăiere; 10 m/min.
Sisteme de croire automată cu laser. Pentru tăierea materialelor textile se utilizează laserul pe bază de bioxid de carbon. Viteza de tăiere, în cazul în care avem un singur strat, este de aproximativ 60 m/min. O dată cu creşterea numărului de straturi de şpan scade, proporţional, viteza de tăiere. La materialele din fibre sintetice apare, ca efect negativ, topirea şi sudarea marginilor în timpul tăierii, fapt care impune croirea acestor materiale într-un singur strat.
Programul de comandă la aceste sisteme de croire este numeric. Concentrarea şi focalizarea razelor laser se realizează prin intermediul lentilelor şi al
oglinzilor.
Fig. VII.9.69. Sistemul de tăiere Wagner.