1
170
1 Investeşte în oameni! FONDUL SOCIAL EUROPEAN Programul Operaţional Sectorial Dezvoltarea Resurselor Umane 2007 – 2013 Axa prioritară 1 „Educaţie şi formare profesională în sprijinul creşterii economice şi dezvoltării societăţii bazate pe cunoaştere” Domeniul major de intervenţie 1.5 „Programe doctorale şi post- doctorale în sprijinul cercetării” Titlul proiectului: „Investiţie în dezvoltare durabilă prin burse doctorale (INED)” Numărul de identificare al contractului: POSDRU/88/1.5/S/59321 Beneficiar: Universitatea Transilvania din Braşov Universitatea Transilvania din Brasov Scoala Doctorala Interdisciplinara Centrul de cercetare: Eco – Biotehnologii şi echipamente în agricultură şi alimentaţie Drd. Mihaela Ionela LUCHIAN Contribuţii privind optimizarea energetică a procesului de malaxare a aluatului de panificaţie Contribution on the energetic optimization of bread dough mixing process Conducător ştiinţific Prof.dr.ing. Carol CSATLOS BRASOV, 2012 2
-
Upload
geogy-ella-barac -
Category
Documents
-
view
82 -
download
0
Transcript of 1

1
Investeşte în oameni!
FONDUL SOCIAL EUROPEAN
Programul Operaţional Sectorial Dezvoltarea Resurselor Umane 2007 – 2013
Axa prioritară 1 „Educaţie şi formare profesională în sprijinul creşterii economice şi dezvoltării societăţii bazate pe cunoaştere”
Domeniul major de intervenţie 1.5 „Programe doctorale şi post-doctorale în sprijinul cercetării”
Titlul proiectului: „Investiţie în dezvoltare durabilă prin burse doctorale (INED)”
Numărul de identificare al contractului: POSDRU/88/1.5/S/59321
Beneficiar: Universitatea Transilvania din Braşov
Universitatea Transilvania din Brasov
Scoala Doctorala Interdisciplinara
Centrul de cercetare: Eco – Biotehnologii şi echipamente în
agricultură şi alimentaţie
Drd. Mihaela Ionela LUCHIAN
Contribuţii privind optimizarea energetică a procesului de
malaxare a aluatului de panificaţie
Contribution on the energetic optimization of bread dough
mixing process
Conducător ştiinţific
Prof.dr.ing. Carol CSATLOS
BRASOV, 2012 2
MINISTERUL EDUCAŢIEI, CERCETARII, TINERETULUI ŞI SPORTULUI
UNIVERSITATEA “TRANSILVANIA” DIN BRAŞOV
BRAŞOV, B-DUL EROILOR NR. 29, 500036, TEL. 0040-268-413000, FAX 0040-268-410525
RECTORAT

D-lui (D-nei) ..............................................................................................................
COMPONENŢA
Comisiei de doctorat
Numită prin ordinul Rectorului Universităţii „Transilvania” din Braşov
Nr. ........ din ....................
PREŞEDINTE: Prof.dr.ing. Vasile PĂDUREANU
Universitatea Transilvania din Braşov
CONDUCĂTOR ŞTIINŢIFIC: Prof.dr.ing. Carol CSATLOS
Universitatea Transilvania din Braşov
REFERENŢI: Prof.dr.ing. Gheorghe VOICU
Universitatea Politehnică Bucureşti
Assoc.prof.PhD eng. Stefan STEFANOV
Univeristy of Food Technology, Plovdiv, Bulgaria
Conf.dr.ing. Liviu Gaceu
Universitatea Transilvania din Braşov
Data, ora şi locul susţinerii publice a tezei de doctorat: 25 Septembrie 2012,
ora 11, sala RP6
Eventualele aprecieri sau observaţii asupra conţinutului lucrării vă rugăm să
le transmiteţi în timp util, pe adresa [email protected]
Totodată vă invităm să luaţi parte la şedinţa publică de susţinere a tezei de
doctorat.
Vă mulţumim.3
CUPRINS (lb. romana)
Pg.

teza
Pg.
rezumat
1. ASPECTE GENERALE PRIVIND PÂINEA ŞI TEHNOLOGIILE DE
PREPARARE A ACESTEIA…………………………………………………………….
11 7
1.1. Istoricul pîinii…………………………………………………………………………... 11 7
1.2. Pâinea şi importanţa ei în alimentaţie………………………….……………................. 12 7
1.3. Materii prime şi auxiliare utilizate la fabricarea pâinii………………………................ 16 8
1.4. Controlul calităţii materiilor prime şi auxiliare……………………………................... 35 9
1.5. Condiţii de calitate impuse pâinii şi produselor de panificaţie……………………….... 38 9
1.6. Stadiul actual al tehnologiilor de fabricare a pâinii………………….………................ 41 10
2. CARACTERIZAREA REOLOGICĂ A ALUATULUI DIN FĂINĂ DE GRÂU ŞI
ECHIPAMENTELE UTILIZATE ÎN PROCESUL DE MALAXARE A
ACESTUIA............................................................................................................................
61 12
2.1. Caracterizarea aluatului de panificaţie……………………………………..................... 61 12
2.2. Stabilirea caracteristicilor energetice ale procesului de malaxare................................... 70 15
2.3. Echipamente utilizate la malaxarea aluaturilor în industria panificaţiei…...................... 72 17
3. NECESITATEA ŞI OBIECTIVELE LUCRĂRII DE DOCTORAT……................... 83 19
3.1. Necesitatea lucrării……………………...…………………………………………….... 83 19
3.2. Obiectivele lucrării……………………………………...……………………………… 84 19
4. MODELAREA ŞI SIMULAREA DINAMICII ALUATULUI ŞI A PROCESULUI
DE MALAXARE A ACESTUIA...........................................................................................
86 20

4.1. Modele reologice vâscoelastice…………………………………………..……………. 86 20
4.2. Studiul fluajului şi descărcarea după fluaj a sistemelor reologice................................... 87 21
4.3. Relaxarea forţei şi anularea deformaţiei după relaxare................................................... 87 21
4.4. Modelul liniar elastic Hooke............................................................................................ 88 22
4.5. Modelul liniar vâscos Newton......................................................................................... 89 23
4.6. Modelul matematic vâscoelastic Kelvin-Voigt................................................................ 92 23
4.7. Modelul matematic vâscoelastic Maxwell....................................................................... 107 27
4.8. Modelul matematic vâscoelastic Burgers......................................................................... 118 30
4.9. Simularea procesului de malaxare a aluatului folosind metode numerice 132 34
5. CERCETAREA EXPERIMENTALĂ A DINAMICII ALUATULUI ŞI A
CONSUMURILOR ENERGETICE ÎN PROCESUL DE MALAXARE A
ALUATULUI DE PÂINE.....................................................................................................
147 43
5.1. Obiectivele cercetărilor experimentale............................................................................ 147 43
5.2. Obiectul cercetărilor experimentale................................................................................. 150 43
5.3. Metodica cercetării experimentale................................................................................... 151 44
5.4. Aparatura utilizată la cercetarea experimentală.............................................................. 162 45
5.5. Desfăşurarea cercetării experimentale............................................................................. 156 47
5.6. Prelucrarea, analiza şi interpretarea rezultatelor cercetării experimentale....................... 162 49
6. CONCLUZII GENERALE, CONTRIBUŢII PERSONALE ŞI DIRECŢII
VIITOARE DE CERCETARE............................................................................................
186
63
6.1. Concluzii generale............................................................................................................ 186 63
6.2. Concluzii privind cercetările teoretice şi experimentale…………………………...…... 187 63

6.4. Contribuţii personale………………………………………………………….………... 189 65
6.5. Direcţii viitoare de cercetare………………………………………………………….... 191 65
BIBLIOGRAFIE 193 66 4
CONTENTS
Pg.
teza
Pg.
rezumat
1. GENERAL ASPECT REGARDING BREAD AND ITS MANUFACTURING
TEHNOLOGIES …………………………………………….
11 7
1.1. Bread history…………………………………………………………………………... 11 7
1.2. Bread and its importance in nutrition………………………….……………................. 12 7
1.3. Raw and auxiliary materials used in breadmaking process…………………................ 16 8
1.4. Raw and auxiliary materials quality control………………………………................... 35 9
1.6. Quality requirements imposed to bread and bakery products ……………………….... 38 9
1.7. Present state of technology for preparing bread ………………….……….................... 41 10
2. RHEOLOGY OF WHEAT FLOUR DOUGH AND EQUIPMENT USED IN ITS
MIXING PROCESS..............................................................................................................
61 12
2.1. Characterisation of bread dough ……………………………………............................. 61 12
2.2. Setting energetic characteristics of the mixing process................................................... 70 15
2.3. Equipment used for mixing dough in the bakery industry ….......................................... 72 17
3. PHD THESIS NECESSITY AND OBJECTIVES……………….….............................. 83 19
3.1. PhD thesis necessity……………………………………………………………………. 83 19

3.2. PhD thesis objectives…………………………………………………….……………. 84 19
4. MODELING AND SIMULATION OF BREAD DOUGH MIXING DYNAMICS
AND PROCESS THEREOF………………………………………………………………..
86 20
4.1. Viscoelastic rheological models…………………………………………………..….. 86 20
4.2. Study of creep and creep after unloading rheological systems........................................ 87 21
4.3. Force and strain relaxation............................................................................................... 87 21
4.4. Hooke linear-elastic model.............................................................................................. 88 22
4.5. Newton linear-viscous model........................................................................................... 89 23
4.6. Kelvin-Voigt viscoelastic mathematical model............................................................... 92 23
4.7. Maxwell viscoelastic mathematical model...................................................................... 107 27
4.8. Burgers viscoelastic mathematical model........................................................................ 118 30
4.9. Dough mixing process simulation using numerical methods 132 34
5. EXPERIMENTAL RESEARCH OF BREAD DOUGH DINAMICS AND THE
ENERGY CONSUMPTION ÎN MIXING BREAD DOUGH PROCESS.......................
147 43
5.1. Experimental research objectives................................................................................... 147 43
5.2. Experimental research objects......................................................................................... 150 43
5.3. Experimental research methodology................................................................................ 151 44
5.4. Equipments for experimental research............................................................................. 162 45
5.5. Experimental research development............................................................................... 156 47
5.6. Processing, analysis and interpretation of experimental research results....................... 162 49
6. GENERAL CONCLUSION, PERSONAL CONTRAPOSITIONS AND FUTURE
RESEARCH..........................................................................................................................
186

63
6.1. General conclusions......................................................................................................... 186 63
6.2. Theoretical research conclusions……...……………………………………………..… 187 63
6.4. Personal contributions………………………………….….…………………………… 189 65
6.5. Future researach……………………………………………………………………..… 191 65
REFERENCES 193 66 5
PREFAŢĂ
Procesul de panificaţie este un proces complex. Pe fluxul tehnologic de panificaţie materiile
prime şi materiile auxiliare sunt supuse mai multor operaţii, prin care sunt transformate mai întâi
într-un aluat consistent cu proprietăţi fizico-mecanice, chimice şi tehnologice corespunzătoare,
care să conducă apoi la obţinerea unor produse finite, cu volum adecvat prezentând un aspect
exterior şi un miros plăcut, precum şi un miez elastic cu porozitate fină; produse care să fie
păstrate în condiţii normale un timp cât mai mare.
Complexitatea procesului de panificaţie se datorează în mare măsură aluatului care se
formează în timpul procesului de malaxare a făinii cu apa. Caracteristicile de rezistenţă ale
aluatului sunt considerate importante atât în aprecierea calitativă a diverselor tipuri de făină, cât
şi în selecţia materiei prime. Proprietăţile fizico-chimice, reologice şi tehnologice ale aluaturilor
influenţează procesul de malaxare şi prelucrare, atât prin regimurile de funcţionare adoptate la
utilajele de pe fluxul tehnologic, cât şi prin componentele reţetei utilizate (adaosuri de
ingrediente şi aditivi).
În acest sens sunt necesare informaţii corespunzătoare astfel încât aluatul să fie de calitate şi
să asigure obţinerea unor produse finite cu caracteristici uniforme, cu gust şi aspect plăcut.
Pe plan internaţional, cercetările privind utilizarea diferitelor ingrediente în produsele de
panificaţie a cunoscut în ultimele decenii o evoluţie spectaculoasă ca urmare a progreselor
înregistrate în cercetările privind particularităţile structurale şi funcţionale ale proteinelor

glutenice ale făinii. Acestea au contribuit decisiv la înţelegerea mecanismelor de acţiune a
ingredientelor şi a utilizării lor în practică. Cu toate acestea o serie de procese biochimice şi
particularităţi ale ingredientelor utilizate în panificaţie au rămas neelucidate până astăzi.
Deşi principalele mecanisme de acţiune a diferitelor ingrediente asupra aluatului au fost
elucidate, astăzi la nivel mondial se observă o preocupare majoră pentru studiul relaţiei existente
între particularităţile reologice ale aluatului, calitatea făinii, doza ingredientelor utilizate şi
procesul de malaxare utilizat.
Există preocupări permanente ale cercetătorilor din ţară şi străinătate pentru dezvoltarea
unor metode simple, rapide şi comode de testare a aluatului pentru caracterizarea proprietăţilor
de panificaţie ale acestora. Validarea cercetărilor de laborator trebuie, însă, realizată prin aplicaţii
pe fluxul tehnologic de producţie, cu urmărirea comportării reale a aluaturilor şi prin verificarea
caracteristicilor produselor finite.
Cunoaşterea comportării aluaturilor este utilă şi necesară atât pentru evaluarea parametrilor
tehnologici şi funcţionali ai echipamentelor care prelucrează aluaturile din făină, cât şi pentru
stabilirea parametrilor tehnologici ai procesului de panificaţie însuşi.
Tema abordată în această lucrare, referitoare la studiul comportării diferitelor tipuri de
aluaturi în procesul de malaxare cu scopul optimizării procesului, este deosebit de actuală şi
necesară pentru completarea cunoştinţelor asupra caracteristicilor acestor aluaturi şi pentru
cercetarea consumurilor energetice în procesul de malaxare a aluaturilor, orice reducere a
consumurilor energetice regăsindu-se în preţul final al pâinii la consumator.
Lucrarea este structurată pe 6 capitole, dezvoltată pe 192 pagini, fiind ilustrată cu 158 figuri
şi grafice, 148 relaţii matematice şi 24 tabele, precum şi o listă bibliografică alcătuită din 115
referinţe bibliografice.
Lucrarea mai cuprinde şi un rezumat în limbile română şi engleză, CV-ul sumar în limba
română şi engleză şi o listă a lucrărilor ştiinţifice publicate sau comunicate pe tema lucrării de

doctorat.
În Capitolul 1, intitulat „Aspecte generale privind pâinea şi tehnologiile de preparare a
acesteia” sunt prezentate rolul şi importanţa pâinii în alimentaţia umană, caracteristicile nutritive
şi energetice ale pâinii, materiile prime şi materiile auxiliare utilizate la fabricarea acesteia,
precum şi tehnologiile de fabricare a pâinii. 6
Un subcapitol foarte important îl reprezintă Controlul calităţii materiilor prime şi auxiliare,
deoarece calitatea acestora este primordială în obţinerea calităţii superioare a pâinii; şi nu în
ultimul rând subcapitolul intitulat Condiţii de calitate impuse pâinii şi produselor de panificaţie,
care precizează indicatorii minimi de calitate pe care trebuie să-i îndeplinească pâinea şi
produsele de panificaţie pentru a corespunde consumului. Tot în această parte sunt prezentate pe
scurt tehnologiile moderne care pot fi utilizate pentru obţinerea pâinii şi a produselor de
panificaţie.
Capitolul 2 intitulat „Caracterizarea reologică a aluatului din făină de grâu şi
echipamentele utilizate în procesul de malaxare a acestuia” abordează elementele principale de
reologie a aluatului. În această parte sunt prezentate consideraţiile generale privind caracterizarea
aluaturilor (bazele ştiinţifice ale procesului de malaxare, factorii care influenţează dezvoltarea şi
caracteristicile aluatului, caracterizarea generală a aluatului de pâine), principalele tipuri
constructive de malaxoare.
Capitolul 3, intitulat „Necesitatea şi obiectivele lucrării de doctorat” precizează atât
necesitatea acestei teze de doctorat cât şi obiectivele urmărite şi rezolvate.
În Capitolul 4, intitulat „Modelarea şi simularea dinamicii aluatului şi a procesului de
malaxare a acestuia” se prezintă pe scurt modelele reologice vâscoelastice, iar pe baza acestora
s-a realizat simularea dinamicii aluatului pentru modele analogice Kelvin- Voigt, Maxwel şi
Burgers, cu ajutorul programului MatLab Simulink. În partea a doua a acestui capitol este
prezentată modelarea matematică a comportării aluatului la malaxare prin utilizarea unor softuri

specializate (SolidWorks, FlowVision).
Capitolul 5 denumit „Cercetarea experimentală a dinamicii aluatului şi a consumurilor
energetice în procesul de malaxare a aluatului de pâine” prezintă obiectivele cercetării
experimentale ale tezei de doctorat, modul de îndeplinire a acestora, precum şi rezultatele
obţinute.
În Capitolul 6, intitulat „Concluzii” se sintetizează rezultatele cercetărilor teoretice şi
experimentale din prezenta lucrare de doctorat, se precizează contribuţiile personale ale autoarei
şi se sugerează direcţiile pe care se pot continua cercetările la această temă.
***
Prezenta lucrare de doctorat a fost realizată sub îndrumarea ştiinţifică a domnului prof. univ.
dr. ing. Carol CSATLOS, căruia îi adresez cele mai sincere mulţumiri pentru sprijinul,
încrederea şi înalta competenţă cu care m-a îndrumat la elaborarea acestei teze de doctorat.
Adresez, de asemenea, mulţumiri tuturor cadrelor didactice şi colegilor din cadrul Facultăţii
de Alimentaţie şi Turism care mi-au fost alături în această perioadă.
Pentru sprijinul acordat în realizarea simulării şi modelării procesului de malaxare le
mulţumesc domnului Prof.dr.ing. Igor Litovchenko de la Universitatea de Tehnologii Alimentare
din Kiev, Ukraina şi domnului Prof.dr.ing. Stefan Stefanov de la Universitatea de Tehnologii
Alimentare, Plovdiv, Bulgaria.
Nu în ultimul rând, mulţumesc familiei pentru sprijinul moral şi afectiv, pentru grija şi
înţelegerea de care au dat dovadă pe tot parcursul elaborării acestei teze de doctorat.
Mihaela Ionela LUCHIAN
Braşov, septembrie 2012 7
1. ASPECTE GENERALE PRIVIND PÂINEA ŞI TEHNOLOGIILE DE
PREPARARE A ACESTEIA
1.1. Istoricul pâinii

A fost nevoie de mii de ani pentru ca pâinea să evolueze în forma pe care o cunoaştem în
prezent. Populaţia Egiptului antic prăjea la început grâu şi orz la flacără deschisă. Ulterior,
egiptenii au descoperit că aroma, consistenţa şi digestia grăunţelor întregi sau pisate puteau fi
îmbunătăţite prin adăugarea apei, obţinându-se astfel un terci. Atunci când straturi dintr-un terci
consistent şi vâscos au fost puse la copt pe pietre încinse deasupra focului, a apărut pâinea plată.
Această evoluţie, de la seminţe prăjite la pâine, se pare că a început în jurul anului 6000
î.Hr., încheindu-se în 2600 î.Hr., când brutarii egipteni au făcut o descoperire remarcabilă: dacă
amestecul de seminţe pisate şi apă nu era copt imediat, se declanşa un proces de fermentaţie, în
urma căruia rezulta un aluat aromat. Când era copt, aluatul respectiv creştea, obţinându-se o
pâine mai moale şi mai uşoară.
După ce au descoperit procesul de dospire, egiptenii şi-au perfecţionat aptitudinile de
brutari, producând peste 50 de varietăţi de pâine. Principala materie primă era grâul, dar se mai
adăuga şi orzul, ce are un conţinut mai ridicat de gluten şi produce astfel o pâine mai grea.
Principalul agent de dospire, un aluat fermentat, era preparat în cantităţi mari şi păstrat pentru a
fi amestecat cu aluatul proaspăt. Astfel, pâinea putea fi produsă ori de cate ori era necesar.
Aceste abilităţi culinare au impus înlocuirea pietrelor folosite la coacere cu un dispozitiv mai
complex, astfel că egiptenii au inventat cuptorul. Si în prezent se mai întâlnesc asemenea relicve,
confecţionate din lut de Nil, terminate în partea superioară printr-un con deschis şi cu interiorul
divizat de poliţe orizontale. Prin gaura superioară a cuptorului, brutarul putea, la nevoie, să
înţepe aluatul care creştea.
Brutăritul a rămas neschimbat timp de mai multe secole. Deşi romanii coceau pâine,
cronicarii nu menţionează existenţa brutarilor până în secolul al II-lea î.Hr. Brutarii erau în mare
parte sclavi eliberaţi ce scuteau femeile de povara gătitului, acestea evitând apropierea de
cuptoarele încinse.
1.2. Pâinea şi importanţa ei în alimentaţie

Activitatea legată de obţinerea produselor de panificaţie (pâine, produse de franzelărie,
covrigi, ş.a.) reprezintă una dintre cele mai vechi îndeletniciri din ţara noastră, şi totodată una
dintre componentele majore ale producţiei alimentare.
Pâinea constituie un aliment de bază care se consumă zilnic motiv pentru care industria de
panificaţie ocupă un loc important în cadrul producţiei bunurilor de larg consum. Prelucrarea
făinii are loc în cadrul unor unităţi de panificaţie cu capacităţi din cele mai diverse care
realizează o gamă largă de produse. Prin substanţele lor componente, aceste produse contribuie
la înmulţirea celulelor organismului uman, la refacerea ţesuturilor uzate, la menţinerea sănătăţii
şi a capacităţii de muncă.
Pentru satisfacerea cerinţelor tot mai crescânde şi diversificate necesare unei alimentaţii
moderne, industria de panificaţie din România realizează o mare varietate de sortimente, care pot
fi grupate astfel: pâine neagră, pâine semialbă, pâine albă, produse de franzelărie simple, produse
de franzelărie cu adaosuri, produse speciale de franzelărie, produse dietetice si produse de
simigerie.
Ca produse pentru consum, pâinea are importante proprietăţi fizico-chimice şi gustative,
care stau la baza valorii alimentare şi a calităţii lor.
Pentru stabilirea calităţii pâinii, o deosebită importanţă are compoziţia chimică a acesteia,
deoarece substanţele care intră în componenţa ei servesc la obţinerea energiei necesare
organismului omenesc, la formarea ţesuturilor şi la reglarea diferitelor procese ale organismului.8
Pe lângă compoziţia chimică, calitatea pâinii şi deci valoarea ei alimentară depinde în mare
măsură de indicii gustativi: aroma şi gustul, aspectul exterior, afânarea miezului (porozitatea).
1.3. Materii prime şi auxiliare utilizate la fabricarea pâinii
Principalele produse ale industriei de panificaţie care se fabrică în unităţile din România sunt
pâinea, produsele de franzelărie, produsele dietetice şi cele de simigerie (fig. 1.2).
Pentru obţinerea acestor produse se folosesc ca materii prime şi auxiliare: făină, apă, sare,

afânători, grăsimi alimentare, substanţele dulci, lapte, ouă, arome, fructe, coloranţi, materiale de
ambalat şi altele.
Materiile prime şi auxiliare influenţează calitatea produselor finite obţinute prin compoziţia
lor, iar însuşirile lor tehnologice determină modul de desfăşurare a procesului tehnologic de
fabricaţie.
Fig. 1.2 - Principalele produse ale industriei de panificaţie
Făina de grâu este principala materie alimentară care se utilizează în industria panificaţiei.
Ea rezultă prin măcinarea grâului în diferite variante de extracţie. Datorită lărgirii permanente a
sortimentelor de produse finite puse la dispoziţia consumatorilor şi progresului tehnologic de
fabricaţie a acestor produse este necesar ca făina utilizată să corespundă destinaţiei sale.
Mecanizarea şi automatizarea proceselor tehnologice de fabricaţie a produselor de panificaţie, în
condiţii de eficienţă, impune făinii, ca materie primă de bază, o serie de însuşiri de calitate, cât
mai constante şi corespunzătoare cerinţelor de calitate ale fiecărui sortiment sau grupă de
produse finite pentru care este folosită.
Apa este un component indispensabil al aluatului, în prezenta ei particulele de făină şi
componenţii ei macromoleculari se hidratează şi formează glutenul. De asemenea, apa joacă un
rol important în toate tipurile de procese, biochimice, microbiologice, coloidale care au loc în
aluat.
Drojdia se foloseşte ca agent de afânare biochimică a aluatului. Ea aparţine genului
Saccharomyces, specia Saccharomyces cerevisiae, şi poate, datorită echipamentului său
enzimatic, să fermenteze glucoza, fructoza, zaharoza şi maltoza, adică toate zaharurile din aluat.
În panificaţie, sarea se foloseşte la prepararea tuturor produselor, cu excepţia produselor
dietetice fără sare. Se foloseşte pentru gust şi cu scop tehnologic.
În categoria materiilor auxiliare întră acele produse care au rolul de a ameliora gustul şi
rolul de a mări valoarea nutritivă a produselor. Dintre acestea fac parte zaharurile, glucoza,

mierea de albine, laptele şi subprodusele din lapte, ouăle, fibrele alimentare, condimentele,
glutenul, seminţele şi conservanţii.
Produse de panificaţie
Pâine albă
Pâine semi
Pâine neagră
Produse de franzelărie
Împletituri
Chec
Cozonac
Chifle
Cornuri
Produse de dietetice
Pâine Graham
Pâine fără sare
Pâine cu tărâţe
Pâine proteică
Produse de simigerie
Covrigi 9
1.4. Controlul calităţii materiilor prime şi auxiliare
Pentru a putea fi utilizate în procesul tehnologic de fabricare a pâinii şi produselor de
panificaţie, materiile prime şi cele auxiliare trebuie să îndeplinească condiţiile de calitate impuse
de standardele de specialitate. Pentru a avea certitudinea calităţii, acestea sunt supuse unui
control riguros de calitate, care se execută de specialişti, în laboratoare speciale, dotate
corespunzător.[Banu, C, 2000].

Calitatea făinii se apreciază prin determinarea caracteristicilor senzoriale (culoare, gust,
miros), fizico – chimice (aciditate, umiditate, conţinut de cenuşă, granulozitate, impurităţi
metalice), tehnologice (conţinut de gluten umed, conţinut de gluten uscat, indicele de deformare
al glutenului, capacitatea de hidratare), gradului de infestare [Banu C. ş.a., 2000; Bordei D.,
2004].
Din punct de vedere economic este recomandat ca în industria panificaţiei să fie utilizată
sarea de calitate inferioară. Astfel, sarea utilizată trebuie să îndeplinească o serie de condiţii
tehnice de calitate prevăzute în standardele în vigoare.
Calitatea sării se stabileşte prin control senzorial, urmărind gustul, mirosul, culoarea şi
corpurile străine.[Bordei, D., 2004]
În industria de panificaţie apa este controlată numai din punct de vedere organoleptic. Astfel
se determină culoarea, aspectul, gustul, mirosul, transparenţa şi impurităţile vizibile.
Pentru a putea fi utilizată ca apă tehnologică în industria de panificaţie, apa trebuie să fie
perfect transparentă, incoloră, fără sediment, iar gustul şi mirosul se admit să fie foarte slabe şi
cel mult perceptibile de o persoană cu experienţă.[Bordei D., 2004; Giurcă V., 1980]
Calitatea drojdiei se apreciază prin examen senzorial analizându-se aspectul, culoarea,
consistenţa, mirosul, gustul, puterea de creştere şi uneori umiditatea.
Zahărul, grăsimile, laptele se controlează organoleptic, analizându-li-se aspectul, culoarea,
gustul, mirosul, consistenţa (în cazul grăsimilor solide).
1.5. Condiţii de calitate impuse pâinii şi produselor de panificaţie
Calitatea unui produs reprezintă ansamblul proprietăţilor şi caracteristicilor care îi conferă
acestuia posibilitatea de a satisface nevoile explicite şi implicite ale consumatorilor (conform
ISO 9000:2006).
Produsele de panificaţie se fabrică pe baza unor standarde sau norme interne, care precizează
indicatorii minimi de calitate pe care trebuie sa-i îndeplinească spre a corespunde consumului.

Sunt supuse controlului calităţii atât proprietăţile senzoriale (aspect, arome, gust), care produc
senzaţia plăcută asupra cumpărătorului, cât şi însuşirile fizico-chimice care garantează un anumit
conţinut de substanţe hrănitoare, astfel încât produsele să fie nu numai plăcute, ci şi utile în
alimentaţie.
Controlul calităţii pâinii se face asupra unor probe medii, prin examinarea caracteristicilor
senzoriale şi prin determinarea indicilor fizico-chimici.
Pâinea şi produsele de panificaţie oferite spre comercializare trebuie să fie fabricate conform
prevederilor legale, în scopul protecţiei sănătăţii publice, protecţiei igienei alimentului şi
protecţiei calităţii produsului; să se încadreze în nivelurile maxime admise de contaminare fizică,
chimică, microbiologică, toxicologică sau radiologică, stabilite prin reglementări speciale; să fie
ambalate, etichetate şi marcate conform reglementărilor specifice, iar inscripţionarea etichetelor
să fie vizibilă, lizibilă şi corectă.
La fabricarea pâinii şi produselor de panificaţie se utilizează numai utilaje, materii prime,
materiale, ambalaje şi mijloace de transport care să corespundă condiţiilor de calitate şi igienă
prevăzute în standarde, caiete de sarcini, specificaţii tehnice, norme sanitare şi sanitar veterinare,
normele legale privind protecţia mediului şi în alte reglementări legale specifice. Calitatea
materiilor prime, materialelor, ambalajelor, etc. se verifică prin control şi prin analize specifice
de laborator, iar recepţia lor se efectuează numai dacă acestea sunt însoţite de documente de
atestare a calităţii. 10
1.7. Stadiul actual al tehnologiilor de fabricare a pâinii
Tehnologia de preparare a pâinii are ca scop furnizarea de produse digestibile, cu un nivel
organoleptic agreat de consumatori şi cu valoare nutritivă ridicată.
Tehnologia clasică de preparare a pâinii, aplicată în prezent în ţara noastră, prin consumurile
specifice şi legislaţia tehnologică în vigoare, nu poate adăuga enzime dacă acestea lipsesc şi nu
poate inhiba sau frâna procesele enzimatice prin folosirea diferitelor substanţe chimice, dacă

acestea sunt prea intense. Pentru realizarea procesului degradativ, ea se bazează în exclusivitate
pe proprietăţile biologice ale bobului de grâu, pe proprietăţile tehnologice ale făinii. [Giurcă V.,
Danciu I., 2002]
Având în vedere că în cadrul tehnologiei clasice de preparare a pâinii nu pot fi utilizate alte
materiale în afară de făină – apă – sare - drojdie, singurele mijloace care rămân la dispoziţie
pentru a acţiona asupra reacţiilor enzimatice sunt: temperatura şi timpul de reacţie. Dacă însă
adăugăm faptul că aceste două mijloace sunt dictate de procesul microbiologic, putem spune că
tehnologia clasică de preparare a pâinii nu poate controla şi conduce în mod eficient procesul
degradativ pentru a obţine aceeaşi stare, aceeaşi calitate a pâinii, plecând de la orice stare a făinii.
[Giurcă V., Danciu I., 2002]. Toate defectele calitative care apar în lanţul de producere şi
industrializare a grâului, agricultură, depozitare – conservare – morărit, sunt puse în evidenţă în
procesul de panificaţie
Produsele de panificaţie obţinute în prezent la scară industrială prezintă o mare diversitate,
pentru fiecare aplicându-se procesul tehnologic adecvat, ce cuprinde un ansamblu de faze şi
operaţii în urma cărora materiile prime utilizate la fabricaţie se transformă în produs finit. [Voicu
Gh., 1999]
Aceste operaţii presupun depozitarea materiilor prime, astfel încât să nu apară modificări
negative ale proprietăţilor tehnologice ale materiilor prime şi auxiliare; pregătirea materialelor cu
aducerea acestora la parametrii necesari utilizării (condiţionarea); prepararea aluatului în două
sau trei faze, conform procesului tehnologic stabilit; prelucrarea aluatului fermentat, prin
divizarea în bucăţi a acestuia, premodelarea şi modelarea bucăţilor de aluat, fermentarea finală
(dospirea), eventual condiţionarea (creşterea, marcarea, spoirea)bucăţilor; coacerea şi finalizarea
coacerii, cu eventuala pulverizare cu apă a produselor finite pentru a împiedica încreţirea cojii
În practică, pe baza operaţiilor tehnologice expuse şi a posibilităţilor fiecărei unităţi
productive, acestea îşi concep schema tehnică proprie (fig. 1.11) în care se reprezintă modul de

desfăşurare a fluxului tehnologic corespunzător produselor ce se doresc a fi realizate. [Voicu
Gh., 1999]
Malaxarea intensivă şi rapidă a aluatului este caracterizată de o malaxare mult mai energică
a aluatului, realizată la turaţii mai mari ale braţelor de malaxare şi într-un timp mai scurt, în
comparaţie cu malaxarea clasică, lentă. Cunoscută şi ca dezvoltarea mecanică a aluatului, ea
asigură formarea acestuia, iar efectul malaxării intensive a aluatului asupra însuşirilor lui
reologice are la bază modificările suferite de proteinele glutenice la malaxare.
Cunoaşterea proceselor care au loc în aluat şi a factorilor care le influenţează a permis
dezvoltarea tehnologiilor de preparare a aluatului bazate pe utilizarea frigului.
Una din utilizările frigului în panificaţie este încetinirea fermentării aluatului prin
refrigerarea acestuia. Tehnologia preparării pâinii prin refrigerarea semifabricatelor se bazează
pe încetinirea proceselor biochimice şi microbiologice la scăderea temperaturii. Astfel,
activitatea enzimelor se reduce o dată cu scăderea temperaturii aluatului. Tehnologia preparării
semifabricatelor refrigerate se foloseşte pentru refrigerarea maielelor în vrac şi a bucăţilor de
aluat modelate sau parţial dospite. Tehnologia presupune două faze: răcirea şi reîncălzirea
semifabricatelor. 11
Fig. 1.11 - Schema tehnologică de preparare a pâinii [Giurcă V., Danciu I., 2002]
Dezvoltarea producţiei şi consumului de produse de panificaţie a determinat schimbarea
concepţiei privind procedeele tehnologice de obţinere a acestora, trecându-se de la tehnologia
clasică la tehnologia pe bază de aluat congelat. Noua tehnologie permite preluarea vârfurilor de
producţie asigurând astfel fluenţa acesteia, precum şi posibilitatea desfacerii produselor la locul
de obţinere a acestora.
Tehnologia de obţinere a produselor folosind aluaturi congelate prezintă dezavantajul că
produsul finit se obţine cu volum mai mic decât cel obţinut din aluat necongelat.
Aluatul acid uscat este folosit în tehnologia directă de preparare a aluatului în locul maielei

din tehnologia tradiţională în scopul simplificării procesului tehnologic şi al reducerii duratei
acestuia, fără diminuarea calităţii pâinii.
Aluatul acid este un semifabricat fermentat, uscat şi mărunţit până la obţinerea unei pulberi
omogene. Se prepară din făină şi apă, fiind fermentat în mai multe etape în prezenţa microbiotei
proprii, naturale şi apoi uscat în condiţii în care să se menţină bacteriile lactice în stare viabilă.
Se foloseşte făina de grâu sau de secară de diferite grade de extracţie. Se prezint sub formă de
pulbere fină, cu umiditate de circa 8%, de culoare albă (pentru făina de grâu) sau uşor maronie
(pentru făina de secară), cu aromă caracteristică [Bordei D., 2004]
Pâinea precoaptă este pâinea cu coacere incompletă. Ea are formă şi volum stabilizate şi
coajă parţial formată, care se prezintă ca o crustă foarte subţire, puţin sau deloc colorată. Sub
această formă pâinea se comercializează. Ea poate fi rapid transformată în produs finit în urma
coacerii finale. Procedeul de obţinere a pâinii, în acest caz, presupune două operaţii de coacere: o
precoacere, care se realizează în secţia de obţinere a pâinii, şi o coacere finală, definitivă, la locul
de vânzare sau la consumator. Prepararea aluatului până la precoacere nu diferă de procedeul
obişnuit.
FĂINĂ DROJDIE APĂ SARE
Condiţionare Suspensionare Încălzire Dizolvare
DOZARE
Pregătire
materii prime
Malaxare aluat
Fermentare aluat
Preparare aluat
Divizare aluat
Modelare aluat

Dospire aluat
Prelucrare aluat
Condiţionare
Coacere aluat
Spoire
Coacere
PÂINE
Depozitare
Transport 12
2. CARACTERIZAREA REOLOGICĂ A ALUATULUI DIN FĂINĂ DE
GRÂU ŞI ECHIPAMENTELE UTILIZATE ÎN PROCESUL DE
MALAXARE A ALUATULUI DE PENIFICAŢIE
2.1. Caracterizarea aluatului de panificaţie
Malaxarea reprezintă operaţia tehnologică în urma căreia se obţine, din materiile prime şi
auxiliare utilizate, o masă omogenă de aluat, cu structură şi însuşiri reologice specifice
(rezistenţă, extensibilitate, vâscozitatea, elasticitate, plasticitate). Însuşirile reologice ale aluatului
influenţează volumul şi forma pâinii, elasticitatea miezului şi a cojii, menţinerea prospeţimii.
Atunci când aluatul are elasticitate şi extensibilitate suficient de mari, rezultă pâine afânată, cu
volum dezvoltat şi miez având pori cu pereţi subţiri. Dacă aluatul este prea rezistent (tenace),
pâinea se obţine nedezvoltată, cu miez dens, iar când aluatul este excesiv de extensibil, pâinea se
aplatizează, are volum redus şi porozitate grosieră. [Voicu, Gh. 1999]
Operaţia de malaxare se realizează în cuva malaxorului, în care materiile prime şi auxiliare
introduse în doze corespunzătoare se supun amestecării, atât în stadiul de prospătură, maia cât şi
în cel de aluat propriu-zis.
Ca primă etapă la fabricare a pâinii, procesul de malaxare este crucial pentru calitatea

produselor finite. Formarea aluatului cu structura şi proprietăţile reologice specifice se produce
în urma unor procese fizice, coloidale, biochimice, rolul principal avându-l procesele fizice şi
coloidale.
Procesele fizice depind de modul de amestecare a făinii cu apa şi comportă câteva momente
mai importante. În primele momente ale amestecării, absorbţia apei de către făină, duce la
formarea unor mici aglomerări umede separate şi datorită contactului cu apa se dezvoltă căldura
de hidratare, de aproximativ 27 cal/g de făină. Aceasta este faza de amestecare.
Continuând amestecarea se ajunge la faza de dezvoltare a aluatului, când micile aglomerări
umede se unesc într-o masă uniformă, de pe suprafaţa căreia dispare apa, şi devine netedă,
lucioasă. Acum încep să se manifeste proprietăţile elastice. Timpul de dezvoltare optimă a
aluatului este de 2…25 minute, funcţie de calitatea făinii, apa adăugată, tipul malaxorului
utilizat.
Următoarea fază este aceea de stabilitate a aluatului, în care acesta îşi menţine un timp
proprietăţile neschimbate. Durata acestei faze este dependentă, în principal, de calitatea făinii.
Ultima fază a malaxării care trebuie evitată este aceea de înmuiere caracterizată prin căderea
însuşirilor reologice (elasticitatea).
Procesele esenţiale care au loc în aluat la malaxare şi care alcătuiesc baza însuşirilor lui
fizice pe care trebuie să le aibă în procesul tehnologic sunt reprezentate de legarea apei şi
modificarea proteinelor.
Aluatul este un mediu coloidal complex care se formează în timpul procesului de malaxare a
făinii cu adaos de apă. Însuşirile reologice ale aluatului, respectiv elasticitatea şi extensibilitatea,
se datorează în cea mai mare parte glutenului care se formează în timpul procesului de malaxare
din proteinele glutenice ale făinii de grâu. Gliadinele determină extensibilitatea glutenului şi
volumul pâinii, iar gluteninele determină elasticitatea glutenului şi toleranta la malaxare a
aluatului. [Antes, S. et. Wieser, H., 2001; Huang, D.Y. et. Khan, K., 1997; Puppo, M.C., 2005]

Aluatul din făină de grâu este un corp vâscoelastic neliniar, care posedă proprietăţi care sunt
caracteristice atât corpurilor solide cât şi celor lichide, având un comportament intermediar între
corpurile solide ideale şi cele fluide. 13
deformare revenire
Deformaţie
remanentă
Timp [min]
Deformaţie
τ τ =0
γ
Fig. 2.1 Deformaţia şi revenirea pentru un corp vâscoelastic
τ - tensiunea aplicata ; γ - deformaţia
În cazul aluatului supus la solicitări o parte din energie este disipată, iar altă parte este
înmagazinată; după descărcare deformaţia fiind parţial recuperată (figura 2.1)
Proprietăţile reologice ale aluatului sunt, respectiv proprietăţile structural mecanice sunt:
elasticitatea, vâscozitatea, relaxare şi fluajul. Toate aceste proprietăţi sunt datorate în cea mai
mare parte glutenului care se formează la malaxare, dar şi modului în care acesta interacţionează
cu celelalte componente ale făinii şi ingredientele aluatului. [www.rompan.ro]
Elasticitatea este conferită de gluten, dar în special de glutenină, şi constă în faptul că
aluatul se deformează reversibil până la o anumită forţă aplicată, după care el se deformează
ireversibil.
Aluatul prezintă o elasticitate instantanee, care apare în momentul aplicării forţei, şi o
elasticitate întârziată, care apare după îndepărtarea forţei. Curba tipică pentru un material
vâscoelastic este reprezentată în figura 2.2, în care j reprezintă raportul dintre deformaţia care
apare la aplicarea unei forţe constante şi forţa aplicată, exprimat în 1/Pa. Mărimea deformaţiei j

(compilaţia) este în funcţie de calitatea făinii şi este cu atât mai mare cu cât faina este mai slabă
(figura 2.3).
Fig. 2.2 Curba tipică a unui material
vâscoelastic
Fig. 2.3 Curbe de deformare ale aluatului din făina de
grâu (1-făină puternică, 2- făină bună, 3- făină slabă)
Vâscozitatea reprezintă proprietatea corpurilor de a se opune deformării. Vâscozitatea
aluatului este o viscozitate aparentă, care spre deosebire de vâscozitatea lichidelor, depinde nu
numai de temperatură şi presiune, ci şi de o serie de alţi factori cum sunt viteza de forfecare,
procesul la care a fost supus anterior aluatul.
Relaxarea este procesul de resorbire, de scădere a tensiunilor interne din aluat, cu
menţinerea formei. Resorbirea tensiunilor se face prin trecerea treptată a deformaţiei elastice în
deformaţie plastică. Relaxarea nu are loc până la anularea tensiunilor interne, ci până la o limită
determinată, care constituie limita de elasticitate sub care relaxarea nu evoluează.
Timpul de relaxare reprezintă intervalul de timp în care tensiunea din aluat se micşorează de
2,7183 ori, respectiv cu baza logaritmilor naturali e=2,7183 14
Fluajul este proprietatea unui corp de a se deforma lent şi continuu sub acţiunea unei sarcini
constante.
Literatura de specialitate cuprinde un volum mare de informaţii cu privire la factorii care
influenţează proprietăţile reologice ale aluatului. Printre factorii care determină însuşirile
reologice ale aluatului, mai importanţi pot fi consideraţi următorii: umiditatea, presiunea,
temperatura, durata de malaxare, turaţia malaxorului, durata de fermentare, tipul de ingrediente
folosite în aluat. [www.rompan.ro]
Aluatul se apreciază prin consistenţa lui, care reprezintă o proprietate reologică complexă a
acestuia, rezultată prin efectul combinat al proprietăţilor fundamentale de vâscozitate,

plasticitate, elasticitate. Aluatul se formează din făină, sare, apă, drojdie şi alte materiale de
adaos.
Consistenţa aluatului se poate aprecia senzorial, prin pipăit, sau cu ajutorul consistometrelor
(cu penetrometre de cufundare sau cu aparate de frământare etalon – farinografe). Consistenţa
aluatului influenţează randamentul procesului tehnologic de panificaţie şi în cazul utilizării
farinografului se cuantifică convenţional prin unităţi Brabender (1 UB = 10
-3
kgf.m). Se
consideră că aluatul are o consistenţă normală atunci când acesta necesită la malaxare un
moment maxim de 500UB.
Dacă în timpul operaţiei de malaxare se măsoară momentul de torsiune se obţine curba
operaţiei de malaxare, reprezentată în figura 2.4.
Fig. 2.4 Variaţia momentului în timp la arborele malaxorului (profilul farinogramei)
Pe profilul curbei de variaţie a momentului de torsiune se disting următoarele porţiuni
caracteristice: 1’ – momentul la mersul în gol; 1” – momentul după introducerea făinii în cuvă;
AB – momentul după introducerea apei şi începutul procesului de hidratare a făinii; BC –
momentul în timpul procesului de malaxare a aluatului (momentul maxim); CD – momentul în
timpul fazei de înmuiere a aluatului dacă se prelungeşte malaxarea. Totodată, intervalele de timp
caracteristice procesului sunt: (t1 – perioada de formare (dezvoltare) a aluatului; t2 – perioada de
stabilitate; t3 – perioada de înmuiere. [Voicu, Gh., 1999; Ghimbăşan, R., 2000]
În timpul operaţiei de malaxare, momentul rezistent la arborele braţului malaxor prezintă o
variaţie crescătoare, în prima parte, atunci când are loc formarea şi dezvoltarea aluatului, atingând
o valoare maximă dincolo de consistenţa normală, după care acesta rămâne aproximativ constant
un anumit timp (faza de stabilitate), în funcţie de caracteristicile făinii. În ultima fază a malaxării
(faza de înmuiere) momentul de torsiune prezintă o variaţie uşor descrescătoare, cu cât timpul de

malaxare se prelungeşte şi cu cât calitatea făinii este mai slabă
Alura curbelor de malaxare este, în general, aceeaşi însă diferă ca nivele funcţie de cantitatea
de apă adăugată, calitatea făinii, materialele adăugate la malaxare, tipul utilajului cu care se
execută operaţia de malaxare. Pentru aceeaşi calitate a făinii şi acelaşi tip de malaxor, consistenţa
aluatului obţinut, respectiv momentul, variază invers proporţional cu cantitatea de apă adăugată la
malaxare. 15
Umiditatea reprezintă unul din factorii care influenţează proprietăţile reologice ale aluatului.
Proprietăţile reologice ale aluatului cresc până la anumite valori ale conţinutului de apă
corespunzătoare umflării maxime a proteinelor după care valoarea lor scade. La o cantitate de
apa în aluat insuficientă, nu se atinge umflarea optima a proteinelor glutenice, aluatul obţinut are
elasticitate redusă iar produsele au volum şi porozitate insuficient dezvoltate. La exces de apa
aluatul are consistenţa mică şi rezistenţă slabă iar produsele sunt aplatizate şi cu porozitate
grosiera. [Voicu, Gh., 1999; Ghimbăşan, R., 2000]
Temperatura optimă pentru aluat este de 28…30°C. În timpul procesului de malaxare,
temperatura aluatului creşte datorită pe de o parte căldurii degajate la hidratarea particulelor de
făină, iar pe de ală parte, trecerii unei cantităţi de energie mecanică în energie termică. Creşterea
temperaturii peste temperatura optimă duce la înrăutăţirea elasticităţii şi consistenţei aluatului, ca
urmare a creşterii activităţii fermentative. Scăderea temperaturii sub valoarea optimă a acesteia
micşorează plasticitatea aluatului cu urmări negative asupra calităţii produselor.
Durata malaxării reprezintă un alt factor important care influenţează proprietăţile reologice
ale aluatului. Durata malaxării semifabricatelor variază între 7 şi 12 minute, funcţie de faza de
fabricaţie, tipul utilajului de malaxare folosit, calitatea făinii şi temperatură. Malaxarea cu utilaje
care au o turaţie ridicată a braţului de malaxare determină o reducere a duratei de malaxare.
Malaxarea aluatului se consideră terminată atunci când acesta este bine legat, când s-a
asigurat omogenizarea perfectă a componenţilor, o structură corespunzătoare şi acesta se

dezlipeşte uşor de braţul şi cuva malaxorului.
Turaţia malaxorului influenţează de asemenea proprietăţile reologice ale aluatului.
Malaxarea aluatului la turaţii mari ale braţelor de malaxare determină dispersarea mai fină a
aerului în aluat, însoţită de un contact mai intim cu componentele aluatului şi de procese de
oxidare mai intense. Are loc oxidarea grupărilor tiol şi a pigmenţilor carotenoidici.
Durata de fermentare (perioada de relaxare) depinde de procesul tehnologic ales.
Proprietăţile reologice obţinute la sfârşitul fermentării trebuie să permită aluatului o reţinere
bună a gazelor de fermentare.
2.2. Stabilirea caracteristicilor energetice ale procesului de malaxare
Pornind de la curba operaţiei de frământare (figura 2.4) şi de la expresiile puterii, pentru o
turaţie constantă n (rot./min) a braţului de malaxare, se pot calcula puterea maximă Pmax şi
puterea medie Pm la malaxarea aluatului: [Voicu, Gh., 1999]]
30
max max
n
P M
π
= ;
30
n
Pm Mm
π
= (2.10)
Momentul de rotaţie mediu Mm se obţine raportând aria S de sub curbă farinografică la durata
procesului tf:

f
m
t
S
M = (2.11)
unde: tf
= ∆t1 + ∆t2 – durata de malaxare (corespunzător sfârşitului fazei de stabilitate), iar
∫
= ⋅2
0
t
t
S M dt (care se determină prin planimetrare).
Energia consumată în procesul de frământare (Ef) se obţine cu relaţia:
30 55,9
S n
t
n
E f
tP fm Mm f
⋅= = ⋅ =π
(2.12)

Pentru o turaţie constantă (n = const.), energia consumată depinde numai de aria suprafeţei
de sub curbă S: Ef
= f(S), fiind direct proporţională cu S.
Energia specifică la malaxare Esp, se determină făcând raportul între energia consumată Ef şi
masa aluatului malaxat: 16
Al
E
E
f
sp = [J/kg] (2.13)
Literatura de specialitate prezintă pentru energia specifică de malaxare valori între 10…50
J/g, evaluându-se că în practică malaxarea se termină în momentul în care aluatul s-a dezvoltat
complet.
Coeficientul de consistenţă care realizează corelaţia între valoarea consistenţei şi momentul
rezistent la braţul malaxorului se poate determina din relaţia:
max
5.0
M
k = (2.14)
unde: 0.5 reprezintă consistenţa normală, în daN⋅m, iar Mmax – momentul rezistent maxim,
exprimat în aceleaşi unităţi de măsură.
Astfel, puterea necesară antrenării braţului de malaxare se calculează cu relaţia:
P P P P [W ] = h + d + f
, (2.15)
unde: Ph reprezintă puterea pentru ridicarea aluatului;

Pd este puterea necesară desprinderii aluatului de pe pereţii cuvei;
Pf
reprezintă puterea necesară pentru ruperea (forfecarea) aluatului;
P (k k G S C S ) r [W] = s
⋅g
⋅ + pc
⋅ + r
⋅σ r
⋅max
⋅ω , (2.16)
unde: ks - este un coeficient de simultaneitate a acţiunii braţului de malaxare asupra aluatului
(ks=0,5…0,7); kg - este coeficientul centrului de greutate al aluatului (kg=0,7); G - forţa
gravitaţională a aluatului, în [N]; rmax - raza maximă a braţului de malaxare, în [m]; Spc –
suprafaţa peretelui cuvei de pe care se desprinde aluatul, în [m
2
]; Sr – suprafaţa de rupere a
aluatului, în [m
2
]; C – forţa de adeziune a aluatului la pereţii cuvei (
5 2
Cr = 5 ⋅10 N / m ); σr–
tensiunea de rupere a aluatului (
5 2

σ r = 4 ⋅10 N / m ), iar ω este viteza unghiulară.
Pentru determinarea vitezelor periferice ale braţului de malaxare, se cunosc turaţiile
acestuia, iar calcului va fi efectuat mai întâi pentru treapta rapidă, iar apoi pentru treapta lentă.
Schema cinematică a malaxorului pentru care se efectuează calculul este cea prezentată în
figura 2.9.
Fig. 2.9 Schema cinematică Malaxor SL 50
Ştiind că
60 30
2πn πn
ω = = şi v = R ⋅ω , rezultă
30
R n
v
π
= .
Astfel pentru n=90 rot/min, viteza periferică exterioară a braţului va fi:
v 153.0 m /s
30
25.16 10 14.3 90
3
90 =
⋅ ⋅ ⋅=
−
(

1
42.9
−
ω = s ), iar pentru n=180 rot/min, aceasta va avea 17
valoarea: v 361.0 m /s
30
25.16 10 14.3 180
3
180 =
⋅ ⋅ ⋅=
−
, (
1
84.18
−
ω = s ), unde ω reprezintă viteza
unghiulară.
2.3. Echipamente utilizate la malaxarea aluaturilor în industria
panificaţiei
Malaxoarele clasice nu pot fi utilizate în tehnologia dezvoltării mecanice a aluatului. Efectul
unui malaxor cu acţiune rapidă nu poate fi obţinut cu ajutorul unui malaxor cu acţiune lentă,
chiar dacă acesta funcţionează un timp suficient de lung pentru ca aluatului să i se transmită
aceeaşi cantitate de energie, deoarece, în afară de cantitatea de energie, este foarte importantă şi
viteza de efectuare a operaţiei.

În prezent există diferite tipuri de malaxoare care sunt utilizate în industria panificaţiei.
Astfel malaxoarele pot fi clasificate conform figurii 2.10.
Fig.2.10 Clasificarea malaxoarelor folosite în industria panificaţiei
• Malaxoare cu cuvă fixă
Părţile malaxorului cu braţ spiral model Silver 60…280 (figura 2.19) care intră în contact cu
aluatul (cuva, braţul spiral şi axul opritor) sunt confecţionate din oţel inoxidabil, malaxorul
prezentând două motoare electrice, atât pentru rotirea cuvei, cât şi pentru rotirea braţului spiral,
având o rezerva mare de putere
Fig. 2.19 Malaxorul cu braţ spiral Silver
60…280
Fig. 2.20 Malaxorul cu braţ spiral Greenline
50…120
Malaxorul cu braţ spiral Greenline 50…120 (figura 2.20) are un singur motor electric
(pentru rotirea cuvei şi rotirea braţului spiral) cu randament ridicat şi fiabilitate sigură în timp.
Cuva şi braţul spiral au două viteze de rotaţie, plus sens invers de rotaţie în prima viteză. Panoul
de comandă are 2 temporizatoare digitale, iar trecerea dintr-o viteză în alta se face automat. După
ă18
expirarea timpului de malaxare, pentru o mai uşoară extracţie a aluatului, cuva se poate roti
independent faţă de braţul spiral. Malaxorul este montate pe roţi.
Malaxoarele cu cuvă fixă - linia SL sunt special destinate pentru aluaturi cu densitate mare.
Fig. 2.21 Malaxorul cu
cuvă fixă - linia SL
Fig. 2.22 Malaxorul cu braţ
spiral şi cuvă extractibilă
Gostol SMH N

Fig. 2.23 Malaxorul cu
braţ spiral
Acest tip de malaxor garantează o rezervă mare de putere - datorită celor două motoare
electrice cu care este dotat, unul pentru rotirea cuvei şi al doilea pentru rotirea braţului spiral.
Braţul spiral are două viteze de rotaţie: viteza I - 90 rotaţii/minut şi viteza II - 180 rotaţii/minut,
trecerea dintr-o viteză în alta realizându-se în mod automat. Malaxorul este dotat cu două
temporizatore cu afişaj electronic ce permit oprirea malaxorului după expirarea timpului de
malaxare programat.
• Malaxoare cu braţ spiral şi cuvă extractibilă
Malaxoarele cu braţ spiral şi cuvă extractibilă Gostol SMH N, Slovenia (figura 2.22) dispun
de două viteze de rotaţie, temporizator pentru fiecare viteză şi trecere automată de la o viteză la
cea de a doua. Fixarea cuvei se face prin intermediul unui puternic electromagnet, având
avantajul eliminării părţilor mecanice supuse uzurii în timp.
Malaxoare cu braţ dublu spiral (figura 2.23) sunt utilizate în industria panificaţiei, acestea
având o serie de avantaje, printre care putem aminti: creşterea capacităţii de hidratare a făinii
(scade astfel consumul de făină); obţinerea de produse cu porozitate fină şi uniformă, timp de
malaxare redus (4-6 minute de malaxare în comparaţie cu 10-12 minute de malaxare la un
malaxor cu o singură spiră).
• Malaxor autorăsturnător cu cuvă fixă
Fig. 2.24 Malaxorul autorăsturnător cu cuvă fixă SAU
În cazul malaxorului autorăsturnător cu cuvă fixă SAU (figura 2.24) descărcarea aluatului se
poate face atât direct în pâlnia de alimentare a maşinii de divizat cât şi pe masa de lucru.
Operaţia de malaxare realizată în oricare dintre malaxoarele prezentate, este caracterizată
prin exercitarea unor acţiuni complexe din partea dispozitivului de malaxare asupra aluatului.
Datorită consistenţei mărite a aluaturilor, dispozitivul de malaxare, cu dispunere centrală sau

excentrică, provoacă antrenarea aluatului numai în zona lui de activitate, în apropierea pereţilor
cuvei existând posibilitatea apariţiei unor zone din care aluatul nu se deplasează. 19
3. NECESITATEA ŞI OBIECTIVELE LUCRĂRII DE DOCTORAT
3.1. Necesitatea lucrării
Malaxarea este o operaţie fundamentală în tehnologia panificaţiei. Rolul ei constă în
obţinerea unui aluat omogen, legat, nelipicios, tenace, elastic şi extensibil. Aceste caracteristici
ale aluatului depind de calitatea făinii, cantitatea de apă adăugată, aerul inclus şi condiţiile de
malaxare. Dezvoltarea mecanică a aluatului se obţine atunci când, la malaxare, aluatul este supus
unui regim cinematic şi dinamic optim.
Viteza cu care se consumă energia transmisă aluatului la malaxare este influenţată de
consistenţa aluatului.
3.2. Obiectivele lucrării
Obiectivul general al tezei de doctorat constă în optimizarea energetică a procesului
tehnologic de malaxare a aluatului de panificaţie. Pentru îndeplinirea obiectivului principal
este necesară parcurgerea şi rezolvarea următoarelor obiective subsidiare:
realizarea unui studiu privind importanţa pâinii în alimentaţie, materiile prime şi
auxiliare ce pot fi utilizate şi condiţiile de calitate pe care acestea trebuie să le îndeplinească;
analiza stadiului actual al tehnologiilor folosite pentru obţinerea produselor de
panificaţie;
evaluarea teoretică a parametrilor care caracterizează comportarea reologică a
aluaturilor, precum şi identificarea factorilor ce influenţează consumul de energie în procesul de
malaxare a aluatului;
analiza stadiului actual al cercetărilor şi realizărilor în domeniul echipamentelor
pentru malaxarea aluatului;
modelarea şi simularea dinamicii aluatului de pâine, ca sistem reologic complex, şi

modelarea matematică a comportării aluatului la malaxare prin utilizarea de programe
specializate, urmate de interpretarea rezultatelor obţinute;
întocmirea unei metodici de lucru, stabilirea obiectivelor pentru cercetarea
experimentală a dinamicii aluatului de pâine şi analiza consumului de energie a echipamentelor
pentru malaxarea aluaturilor cu compoziţii şi consistenţe diferite;
stabilirea unor concluzii referitoare la consumul de energie utilizat în procesul de
malaxare şi a posibilităţilor de reducere a acestuia;
indicarea direcţiilor viitoare de cercetare legate de această temă.
Pentru rezolvarea cât mai completă şi la un nivel ştiinţific şi tehnic corespunzător a
cerinţelor lucrării de doctorat, s-a conceput un program general al cercetărilor teoretice şi
experimentale, prezentat în figura 3.1.
Programul de lucru urmăreşte realizarea modelului reologic al sistemului analizat – aluatul
de panificaţie. Acest program trebuie să fie capabil de a analiza optimizarea consumului
energetic prin corelarea rezultatelor cercetării experimentale cu cele rezultate din modelul
matematic. 20
Fig. 3.1 Programul cercetărilor teoretice şi experimentale
4. MODELAREA ŞI SIMULAREA DINAMICII ALUATULUI ŞI A
PROCESULUI DE MALAXARE A ACESTUIA
Prelucrarea mecanică a aluatului influenţează considerabil însuşirile acestuia şi implicit
calitatea produsului finit. Prelucrarea mecanică amplifică viteza proceselor care se petrec în aluat
şi care determină maturizarea acestuia, fiind unul dintre mijloacele principale de reglare a
însuşirilor acestuia. [Bordei, D., 2005]
Aluatul se comportă asemenea unui fluid vâscoelastic, disipând numai o parte din energia
care i se furnizează (componenta vâscoasă). În timpul prelucrării mecanice, la malaxare, o altă
parte din energie se conservă (componenta elastică).

Caracterizarea reologică a aluatului este dificilă datorită comportamentului său vâscoelastic
neliniar, iar în acest scop pot fi utilizate modele de complexitate mai redusă.
4.1. Modele reologice vâscoelastice
Malaxarea aluatului de panificaţie prezintă o dinamică deosebit de complexă, motiv pentru
care, considerarea simultană a tuturor factorilor de influenţă ar duce la o formulare matematică
complicată. De aceea, fenomenele care au loc în aluat sunt analizate prin ipoteze simplificatoare
cu eliminarea factorilor mai puţin importanţi şi păstrarea numai a acelora cu rol determinant.
Această abordare permite realizarea unor modele teoretice.
Sistemele reologice sunt utilizate în prezent în diverse domenii inginereşti. Comportarea lor
este caracterizată de existenţa unui timp de reacţie sau de întârziere între momentul aplicării
forţei şi răspunsul sistemului. Aceste elemente pot fi expuse cu ajutorul modelelor reologice care
Studierea stadiului actual al tehnologiilor utilizate pentru
obţinerea pâinii
Studiul comportării reologice a aluaturilor de panificaţie
Analiza stadiului actual al echipamentelor utilizate la
malaxarea aluatului de panificaţie
Identificarea mărimilor ce caracterizează consumul de
energie în procesul de malaxare
Modelarea şi simularea dinamicii sistemului reologic aluat
şi modelarea comportării aluatului la malaxare
Cercetarea experimentală a dinamicii aluatului şi a
consumului de energie în procesul de malaxare pentru
obţinerea acestuia
Analiza şi compararea rezultatelor teoretice şi experimentale
în vederea optimizării procesului tehnologic de malaxare a

aluatului de pâine
Optimizar21
sunt constituite prin diferite combinaţii ale modelelor liniare elastice şi vâscoase: Hooke şi
Newton. Acestea se utilizează pentru a studia comportarea sistemelor reologice reale.
Modelul reologic este o expresie matematică între solicitare, răspuns şi proprietăţi sau mai
precis între tensiuni, deformaţii sau viteza de deformare şi coeficienţii de material.
Caracterizarea cantitativă a proprietăţilor reologice ale aluaturilor de panificaţie este dificilă
tocmai datorită comportamentului vâscoelastic neliniar al acestuia. [Marin, C., 2010]
În funcţie de tipul de solicitare la care este supus modelul, lucrarea îşi propune studierea
comportării sistemului aluat pentru următoarele cazuri particulare: fluajul acestuia sau solicitarea
cu o forţă constantă de tip treaptă; descărcarea după fluaj; relaxarea forţei sau solicitarea cu o
sarcină ce variază astfel încât deformaţia să rămână constantă; anularea deformaţiei după
relaxare; solicitarea cu sarcină armonică; solicitarea cu impulsuri dreptunghiulare.
4.2. Studiul fluajului şi descărcarea după fluaj a sistemelor reologice
Mediul continuu vâscoelastic ideal prezintă atât proprietăţi elastice cât şi proprietăţi
vâscoase ce caracterizează şi comportarea unor materiale reale cum ar fi aluaturile de panificaţie.
Aceste proprietăţi se pot pune în evidenţă prin experienţele de fluaj şi descărcarea după fluaj.
Fluajul este fenomenul de creştere lentă, progresivă a deformaţiilor mediului vâscoelastic
atunci când asupra mostrei se aplică o sarcină constantă care produce în material o tensiune de
întindere σ0. Sub acţiunea acestei sarcini se produce în primul moment o deformaţie elastică
instantanee ε1, după care are loc o deformaţie plastică ce tinde în timp spre o valoare limită
ε
0 = σ 0
/ E numită deformaţie întârziată (fig.4.1).
Descărcarea după fluaj este fenomenul care se produce după o experienţă de fluaj, când în

material s-a produs deformaţia specifică ε2, când încetează acţiunea sarcinii exterioare.
Fenomenul descărcării după fluaj constă într-o revenire elastică instantanee în primul moment
urmată de o deformaţie plastică permanentă care tinde asimptotic spre o valoare ε3, numită
deformaţie remanentă (fig.4.1).
Fig.4.1 Diagrama de fluaj şi descărcare după fluaj [Marin, C., 2010]
4.3. Relaxarea forţei şi anularea deformaţiei după relaxare
Fenomenul de relaxare a forţei constă în scăderea progresivă a sarcinii aplicate mostrei de
aluat, respectiv a tensiunii de întindere σ, după ce aceasta a suferit o anumită deformaţie
specifică ε2, în scopul păstrării constante a acestei deformaţii (fig.4.2). 22
Fig.4.2 Diagrama de relaxare şi anularea deformaţiei după relaxare [Marin, C., 2010]
Anularea deformaţiei după relaxare este fenomenul care se produce la schimbarea sensului
sarcinii aplicate, respectiv a tensiunii (din pozitivă aceasta devine negativă). După inversarea
sensului tensiunii în primul moment are loc o revenire elastică instantanee, după care, sub
acţiunea sarcinii negative deformaţia scade progresiv trecând prin zero spre valori negative. În
momentul în care deformaţia negativă este egală ca valoare cu deformaţia elastică instantanee
corespunzătoare revenirii elastice, se anulează tensiunea negativă -σ2, elementul revenind la o
deformaţie specifică nulă (fig. 4.2).
Proprietăţile vâscoelastice de fluaj şi relaxare ale aluaturilor de panificaţie sunt influenţate în
mod hotărâtor de temperatură.
4.4. Modelul liniar elastic Hooke
Legea de comportare a unui mediu liniar elastic corespunzătoare modelului Hooke arată că
în cazul unei experienţe de fluaj sau o încărcare cu un semnal de tip treaptă având tensiunea σ0 se
produce instantaneu o deformaţie specifică ε0 conform relaţiei: [Steffe, G., 1996]
ε
0 = σ 0

/ E , (4.1)
în care E este modulul de elasticitate longitudinal.
La anularea sarcinii exterioare are loc o revenire elastică instantanee cu aceeaşi valoare a
deformaţiei ε=σ0/E (fig. 4.3). Modelul liniar elastic Hooke răspunde imediat la semnalul aplicat
printr-o valoare a deformaţiei, proporţională cu aceasta.
În cazul încărcării cu un semnal de tip treaptă negativ -σ0 se produce o deformaţie elastică
instantanee negativă: ε=-σ0/E.
În cazul încărcării cu un semnal armonic, răspunsul este o deformaţie armonică
proporţională cu semnalul, de aceeaşi pulsaţie şi în fază cu acesta. Modelul Hooke nu produce
defazaj între încărcare şi răspuns. [43; 45]
Fig.4.3 Comportarea modelului Hooke la o încărcare de tip treaptă şi descărcare[Marin, C.,
2010]23
4.5. Modelul liniar vâscos Newton
Modelul liniar vâscos Newton supus unei experienţe de fluaj arată o lege liniară de
comportare la un semnal de tip treaptă, datorită proporţionalităţii între viteza de variaţie a
deformaţiei specifice ε& şi tensiunea corespunzătoare:
σ
λ
ε
1
& = , (4.2)
în care λ este coeficientul de vâscozitate al modelului Newton.
Prin integrarea ecuaţiei diferenţiale (4.2), cu dererminarea constantei de integrare C, din
condiţii iniţiale, se obţine relaţia liniară reprezentată în figura 4.4:
t C dtt t t

t
λ
σ
σ ε
λ
ε
0
0
)( )(
1
)( = + ⇒ =
∫
(4.3)
Fig.4.4 Comportarea modelului liniar vâscos Newton la un semnal de tip treaptă şi la
descărcare [Marin, C., 2010]
La anularea sarcinii exterioare nu mai au loc nici un fel de deformaţii, deformaţia ε1=σ0/E
păstrându-şi valoarea (fig.4.3). Modelul liniar vâscos Newton nu răspunde imediat la semnalul
aplicat, ci treptat după o lege liniară. În cazul încărcării cu un semnal de tip treaptă negativ -σ0 se
produc deformaţii plastice în sens negativ, conform relaţiei (4.3): ε t)( = ε
1 −σ 0
t / λ . În cazul
încărcării cu un semnal armonic, răspunsul este o deformaţie armonică proporţională cu
semnalul, de aceeaşi pulsaţie dar defazat cu π/2. Dacă se aplică o sarcină armonică
σ σ sinωt = 0
, conform relaţiei (4.3) se obţine următorul răspuns:

= + = − ⇔ = + −
∫
2
sin cos )( sin
1
)(
0
0
0
0
0
0
π
ω
λω
σ
ω ε ε
λω
σ

ω ε
λ
ε t ε tdt t t t
t
(4.4)
Pentru studiul comportării materialelor de tip vâscoelastic (ex. aluatul de pâine) se folosesc
diferite modele reologice având la bază modele liniare prezentate, a căror legi de comportare
sunt caracterizate de ecuaţii diferenţiale ordinare cu coeficienţi constanţi care se pot scrie sub
formă generală astfel:
b ε + b ε& + b ε&& + ... = a σ + a σ& + a σ&& + ...
0 1 2 0 1 2
(4.5)
Simularea dinamicii sistemului aluat se face în continuare pentru următoarele modele:
Kelvin- Voigt, Maxwell şi Burgers, utilizând mediul de programare MATLAB Simulink.
4.6. Modelul matematic vâscoelastic Kelvin-Voigt
Modelul vâscoelastic Kelvin-Voigt este un model folosit frecvent în modelarea şi simularea
dinamicii sistemelor reologice, fiind format dintr-un element liniar elastic Hooke şi un element 24
de amortizare vâscoasă de tip Newton, legate în paralel ca în figura 4.9. Acest model posedă
elasticitate amortizată. [Verhlest, M., 2001; Steffe, G.F., 1996]
Fig. 4.9 Modelul vâscoelastic Kelvin-Voigt
Pentru a deduce ecuaţia diferenţială a modelului vâscoelastic Kelvin-Voigt se observă că
deformaţia celor două elemente este aceeaşi, iar tensiunea σ este egală cu suma tensiunilor
corespunzătoare celor două elemente:
ε
k = ε

c = ε ; , σ k +σ c = σ (4.6)
în care:
λ
σ
ε
σ
ε
c
c
k
k
E
= ; conform rela & = ţiilor (4.1) şi (4.2).
Înlocuind relaţiile (4.1) şi (4.2) în (4.6) se obţine ecuaţia diferenţială a modelului KelvinVoigt:
σ = Eε + λε& ⇔ ( )t
E
σ
τ
ε
τ
ε
1 1
& + = , (4.7)
unde s-a notat cu τ = λ / E timpul de întârziere al modelului Kelvin-Voigt (parametru intrinsec
ale mediului vâscoelastic, direct proporţional cu coeficientul de amortizare vâscoasă).

Ecuaţia diferenţială (4.7) are soluţia generală de forma:
( )
( ) ( )
( )t
t dtt
E
C
t
ρ
σ ρ
τ
ε
∫
+
=
1
, (4.8)
în care: ( )
τ
τ
ρ
t
t dt = e

=
∫
1
exp , (4.9)
iar C este o constantă care se determină din condiţiile iniţiale.
Înlocuind expresia (4.9) în soluţia (4.8) rezultă soluţia generală a modelului Kelvin-Voigt,
valabilă pentru orice tip de sarcină aplicată σ(t):
( ) ( )
τ τ
σ
τ
ε
t s t
s e ds e
E
t C
−
= + ⋅

∫
0
1
(4.10)
În continuare este prezentată dinamica modelului Kelvin-Voigt pentru diferite cazuri de
încărcare prezentate la paragraful 4.1. 25
În figurile 4.12.a,b se prezintă schema bloc şi rezultatele obţinute folosind programul
SIMULINK.
Fig. 4.12.a. Schema bloc SIMULINK pentru fluaj şi descărcarea după fluaj
f1 t( ) 0.09 8 exp t := ⋅ ( ) − f1 4( ) 1. 79 5 10
− 3
= ×
0 1 2 3 4
0
0.02
0.04
0.06
0.08
0.1
f1 t( )
t
Fig. 4.11 Simularea comportării la descărcarea după fluaj pentru modelul Kelvin-Voigt
f1 t( ) 0.1 1 exp t := − ( ) − f1 4( ) 0.098 =
0 1 2 3 4
0

0.02
0.04
0.06
0.08
0.1
f1 t( )
t
Fig. 4.10 Simularea comportării la fluaj pentru modelul Kelvin-Voigt 26
Fig. 4.12.b. Răspunsul modelului la fluaj şi descărcarea după fluaj
Comportarea la fluaj şi la descărcarea după fluaj a modelului Kelvin-Voigt (figura 4.12b) nu
indică deformaţii elastice instantanee, indicând o variaţie asimptotică spre o valoare de echilibru.
f1 t( ) sin 10t( ) :=
f2 t( ) 2 exp t ( ) −
10
1 100 +
:= + ( ) sin 10t( ) 10 cos 10t( ) −
0 1 2 3 4
1
0.5
0
0.5
1
1.5
2
2.5

f1 t( )
f2 t( )
t
Fig. 4.15 Simularea încărcării armonice
În figurile 4.16.a,b se prezintă schema bloc şi rezultatele obţinute folosind programul
SIMULINK.
Fig. 4.16.a. Schema bloc SIMULUNK pentru simularea încărcării cu o sarcină armonică27
Fig. 4.16.b. Răspunsul modelului la simularea încărcării cu o sarcină armonică
Comportarea la acţiunea unor sarcini armonice a modelului Kelvin-Voigt arată un defazaj
între sarcina armonică aplicată şi răspunsul armonic în regim staţionar, modelul putând fi astfel
folosit pentru descrierea comportării aluatului, datorită lipsei componentei de deformare elastică
iniţială.
4.7. Modelul matematic vâscoelastic Maxwell
Modelul vâscoelastic Maxwel este un model format dintr-un element liniar elastic Hooke şi
un element liniar vâscos Newton legate în serie ca în figura 4.23, care permite interpretarea
curbelor de relaxare a tensiunii. [Verhlest, M., 2001; Steffe, G.F., 1996]
Fig. 4.23. Modelul vâscoelastic Maxwell
Pentru a deduce ecuaţia diferenţială a modelului vâscoelastic Maxwel se observă din figura
4.23 că tensiunea σ în cele două elemente are aceeaşi valoare iar deformaţia totală ε este egală cu
suma deformaţiilor celor două elemente:
λ
σ
σ ελ ε
σ
σ ε ε

ε ε ε ε ε ε
σ σ σ
c
c c c
k
k k k
k c k c
c k
E
E
= ⇒ =
= ⇒ =
= + ⇒ = +
= =
& &
&
&
& & &
(4.45)
Eliminând
k c
ε si ε se obţine relaţia diferenţială a modelului Maxwel:

= + ⇔ = + σ
τ
ε σ
λ
σ σ
ε
1 1
& &
&
&
E E
, (4.46)
unde s-a notat: τ = λ / E timpul de întârziere al modelului.
Soluţia ecuaţiei diferenţială (4.46) se obţine prin integrare directă:
( ) ( )
( )
∫

= + + dt
t
t
E
t C
τ
σ
ε σ&
1
, (4.47)
în care C este o constantă de integrare care se determină din condiţiile iniţiale: 28
t=0 ⇒ ( )
0
ε 0 = ε (4.48)
Soluţia (4.47) este valabilă pentru orice tip de sarcină aplicată σ(t).
Pentru cazul particular al aplicării unei sarcini de tip treaptă ( ) σ = σ 0
t , soluţia (4.47) devine:
( )
( )
E
t t
t C
τ
σ
ε

0 − 0
= + , (4.49)
în care constanta C se determină din condiţia iniţială la t0.
La aplicarea sarcinii constante de tip treaptă ( ) σ = σ 0
t datorită elementului Hooke, modelul
Maxwell suferă o deformaţie instantanee egală cu:
E
0
0
σ
ε = (4.50)
Înlocuind în relaţia (4.49) se obţine constanta de integrare:
E
C
σ 0
= (4.51)
Înlocuind constanta C soluţia (4.49) pentru fluaj devine:
( )
−
= +
τ

σ
ε
0 0
1
t t
E
t (4.52)
Soluţia (4.52) este o funcţie liniară având forma din figura 4.24.
În figurile 4.25.a,b se prezintă schema bloc şi rezultatele obţinute folosind programul
SIMULINK .
Fig. 4.25.a. Schema bloc SIMULINK pentru fluaj şi descărcarea după fluaj pentru modelul
Maxwell
Fig. 4.25.b. Răspunsul modelului Maxwell la fluaj şi descărcarea după fluaj29
În cazul unei sarcini armonice de forma:
σ (t) σ sinωt = 0
(4.63)
soluţia (4.47) devine:
( ) dt
t
t
E
t
t
∫

= + +
0
0
0
sin
cos
τ
ω
ω ω
σ
ε ε (4.64)
Efectuând integrala din relaţia (4.57) se obţine:
( )
( ) ( )
0
22
0
0
0
0

sin
1
cos
sin
−
+
= +
= + −
t
E
t
t
t
E
t
ω
ω τ
σ
ε ε

ωτ
ω
ω
σ
ε ε
(4.65)
Defazajul ϕ0 între sarcina aplicată şi răspunsul modelului este:
τω
ϕ
1
tg
0 = (4.66)
Pentru cazul particular ε0=2, 1 σ 0 = , 10
0
=
E
σ
, ω=10 şi τ =1 soluţia (4.65) şi sarcina
armonică aplicată (4.63) au forma din figura 4.29.
Defazajul depinde de pulsaţia sarcinii armonice aplicate cât şi de timpul de întârziere τ .
Pentru valorile numerice de mai sus rezultă:
/1( ) 1,0 71,5( )
0
0 ϕ = arctg τω = rad (4.67)
f1 t( ) sin 10t( ) :=

f2 t( ) 2 10 sin 10 t ( ) ⋅1
10
− cos 10 t ( ) ⋅
⋅+:=
0 0.5 1 1.5 2
10
5
0
5
10
15
f1 t( )
f2 t( )
t
Fig. 4.29 Simularea încărcării cu o sarcină armonică
În figurile 4.30.a,b se prezintă schema bloc şi rezultatele obţinute folosind programul
SIMULINK.
Fig. 4.30.a. Schema bloc pentru simularea încărcării cu o sarcină armonică30

Fig. 4.30.b. Răspunsul modelului la încărcarea cu o sarcină armonică
4.8. Modelul matematic vâscoelastic Burgers
Modelul vâscoelastic Burgers este un model folosit în modelarea şi simularea dinamicii
aluaturilor, obţinut prin legarea în serie a unui model Kelvin-Voigt şi un model Maxwell (figura
4.35). Prezenţa unui amortizor liber, a unui arc liber şi a unui cuplu format dintr-un arc şi un
amortizor, conferă corpului viscozitate, elasticitate instantanee, şi elasticitate întârziată.
[Verhlest, M., 2001; Steffe, G.F., 1996]
Fig. 4.35 Modelul vâscoelastic Burgers
Pentru a deduce ecuaţia diferenţială a modelului vâscoelastic Burgers se observă din figura
4.35 că tensiunea σ în cele două elemente Kelvin-Voigt şi Maxwell are aceeaşi valoare iar
deformaţia totală ε este egală cu suma deformaţiilor elementelor:
1 1 1 11 11
2 2
1 2 2 1
1
1
1
1
1
1 1 1 1
2
2
2
2
2

1 2 2 2
1 2 2
; ;
; ;
;
σ σ σ σ ε ελ
λ
σ σ
ε ε ε ε ε ε
λ
σ
ε
σ
ε ε ε ε
λ
σ
ε
σ
ε ε ε ε ε
σ σ σ σ
&
&
& & & & & &
&
&

= + ⇒ = +
= + + ⇒ = + +
= = = =
= + + = =
= = =
E
E
E
E
k c
k c
c
c
k
k c k
c
c
k
k c k
c k
(4.81)
Eliminând pe ε1 din cele două relaţii se obţine o ecuaţie diferenţială de ordinul al II lea cu
coeficienţi constanţi neomogenă:
2
1

2
1
2
1
2
1
1 1 1
λ
σ
λ
λ
σ
λ
λε ε σ
E
E
E
E
E +
&& + & = && + & + + (4.82)
Soluţia ecuaţiei (4.82) este de forma:

(t) (t) (t)
om p
ε = ε + ε , (4.83) 31
în care:
1
1
1 2
)(
λ
ε
E
om
t C C e
−
= + este soluţia ecuaţiei omogene; (t)
p
ε este o soluţie particulară a
ecuaţiei diferenţiale, iar C1 şi C2 constante care se determină din condiţiile iniţiale ale funcţiei
ε (t).
Pentru cazul particular al unei sarcini constante de tip treaptă ( ) σ = σ 0
t soluţia (4.83)
devine:
( )t C C e t
t
E

2
0
1 2
1
1
λ
σ
ε
λ
= + +
−
(4.84)
Constantele C1 şi C2 se determină din condiţia la momentul iniţial:
)0( )0( 0
2
0
= ε =
σ
ε si &
E
(4.85)
Înlocuind în (4.84) rezultă constantele C1 şi C2:
2
1
1

0
2
1
2
2
1
2
0
1 1 ;
λ
σ λ
λ
σ λ
E
C
E
E
E
C =
= − (4.86)
Înlocuind constantele C1 şi C2 în expresia (4.84) a soluţiei se obţine:

( ) e t
E E
t
t
E
2
0
2
1
1
0
2
0 1
1
1
λ
σ
λ
σ σ λ
ε
λ
+

= − −
−
(4.87)
Se obţine o curbă exponenţială care admite o asimptotă de ecuaţie:
( ) t
E
E
E
ty
2
0
2
1
1
2
2
0
1
λ
σ
λ
σ λ
+

= − (4.88)
Pentru cazul particular al valorilor parametrilor: 10 σ 0 = , E1=10, E2 =5 , λ1=10, λ2=2
soluţia dată de relaţia (4.87) şi asimptota (4.88) au forma din figura 4.36.
După un timp t1 =2s se obţine o deformaţia:
1 1 677.7
2
0
2
1
1
0
2
0
1
1
1
1
+ =

= − −
−
e t
E E
t
E
λ
σ
λ
σ σ λ
ε
λ
(4.89)
Fig. 4.36 Răspunsul la fluaj al modelului Burgers 32
În figura 4.37.b se prezintă rezultatele obţinute folosind programul SIMULINK.
Fig. 4.37.b. Rezultatul simulării fluajului pentru modelul Burgers
În cazul descărcării după fluaj a modelului Burgers, dacă după fluaj s-a obţinut deformaţia
1
ε , în cazul unei sarcini nule înlocuind în ecuaţia diferenţială (4.82) σ (t) = 0 se obţine ecuaţia
diferenţială de ordinul al doilea omogenă:
&&λε
1 + ε&E1 = 0 (4.90)
avînd soluţia de forma: ( )
t
E

t C C e
1
1
1 2
λ
ε
−
= + (4.91)
Constantele C1 şi C2 se determină din condiţia la momentul iniţial:
2
0
1
)0( ( )
λ
σ
ε = ε si ε ∞ = (4.92)
Rezultă:
2
0
2 1
2
0
1
;
λ

σ
ε
λ
σ
C = C = − (4.93)
Înlocuind Constantele C1 şi C2 în soluţia (4.91) se obţine:
( )
t
E
t
E
t e e
1
1
1
1
1
2
0
1
λ λ
ε
λ
σ
ε

− −
+
= − (4.94)
Pentru cazul particular 10 σ 0 = , E1=10, E2 =5 , λ1=10, λ2=2 soluţia dată de relaţia (4.94)
are forma din figura 4.38.
Fig. 4.38 Răspunsul la descărcarea după fluaj a modelului Burgers
În figura 4.39.b se prezintă rezultatele obţinute folosind programul SIMULINK. 33
Fig. 4.39.b. Rezultatul simulării descărcării după fluajul modelului Burgers
Comportarea la fluaj şi la descărcarea după fluaj a modelului Burgers indică deformaţii
elastice instantanee şi o variaţie asimptotică asemenea modelului Maxwell.
Dacă în modelul Burgers s-a produs deformaţia remanentă ε1 şi dacă se menţine constantă
această deformaţie (ε& = ,0 ε&& = 0), atunci tensiunea scade exponenţial conform ecuaţiei (4.82)
care devine:
1 0
2
1
2
1
2
1
2

1
+ =
+ + +
λ
σ
λ
λ
σ
λ
σ
E
E
E
E
&& & (4.95)
Astfel se obţine soluţia de forma:
tr tr
t C e C e
1 2
1 2
)(

− −
σ = + , (4.96)
în care: r1 şi r2 sunt rădăcinile ecuaţiei caracteristice:
1 0
2
1
2
1
2
1
2
2 1
+ =
+ + +
λ λ
λ λ E
E
E
r
E
r (4.97)

C1 şi C2 sunt constante care se determină din condiţiile iniţiale:
)0( 0 0
)0(
11 2 2
0 1 2 0
= ⇒ − − =
= ⇒ + =
Cr r C
C C
σ
σ σ σ
&
(4.98)
Rezultă soluţia de forma: ( )
tr tr
er er
r r
t
1 2
2 1
2 1
0
)(
− −
−

−
=
σ
σ (4.99)
Pentru cazul particular 10 σ 0 = , E1=10, E2 =5 , λ1=10, λ2=2 soluţia este de forma:
( )
( )
( )
( )
[ ]
t t
t e e
65.02 65.02
2 5.0 6 2 5.0 6
6
10
)(
−− +−
σ = − + − − − (4.100)
şi este reprezentată în figura 4.40. 34
Fig. 4.40 Răspunsul la relaxare a modelului Burgers
În figura 4.41.b se prezintă rezultatele obţinute folosind programul SIMULINK.
Fig. 4.41.b. Rezultatul simulării relaxării modelului Burgers
Comportarea la relaxare a modelului Burgers arată că aceasta se produce sub acţiunea unei
sarcini ce scade asimptotic spre zero.

4.9. Simularea procesului de malaxare a aluatului folosind metode
numerice
Utilizarea fluidelor non-newtonian cu vâscozitate crescută este frecventă în multe operaţii
industriale, în special, în procesele de malaxare. Aceste fluide au adesea proprietăţi reologice
complexe, care pot creşte costurile de operare. Vâscozitatea este una dintre cele mai importante
proprietăţi ale aluatului, proprietăţi reologice care variază în timp. Aluatul de pâine prezintă un
comportament vâscoelastic complex. La scară macroscopică, acesta este un mediu continuu
omogen, a cărui comportare reologică este vâscoelastică, şi depinde de conţinutul de umiditate şi
temperatură. La o scara microscopică, comportarea aluatului depinde de interacţiunile între
componente, făină, apă, drojdie.
Amestecarea diferitelor ingrediente trebuie să confere aluatului omogenitate, fiind o operaţie
crucială în industria de panificaţie, prin care făină de grâu, apa, precum şi ingredientele
suplimentare, sunt modificate prin fluxul de energie mecanică în aluat legat. Proprietăţile
aluatului sunt puternic influenţate de modul de amestecare a componentelor.
Dimensiunile spaţiului de amestecare şi cantitatea de material malaxat joacă un rol
important în formarea aluatului şi influenţează proprietăţile acestuia.
Acest studiu abordează simularea numerică tridimensională a malaxării aluatului de
panificaţie într-un malaxor cu braţ elicoidal şi cuvă fixă – model SILVER 50, cu scopul de a
dezvolta o tehnologie avansată pentru modelarea procesului de malaxare a aluatului, şi pentru a
putea oferi o capacitate de predicţie a parametrilor optimi de proiectare a acestui tip de malaxor.
Malaxorul Silver 50 prezintă un braţ elicoidal amplasat excentric faţă de cuva de malaxare. 35
Braţul de malaxare spiral are o mişcare de rotaţie în jurul unei axe verticale proprii, în interiorul
cuvei malaxorului, într-o orientare verticală, întreg ansamblul fiind amplasat într-un sistem
cartezian tridimensional. Studiul a fost realizat pentru cazul în care cuva malaxorului este
umplută la capacitatea maximă.

Mişcarea fiecărei particule de aluat poate fi descrisă printr-un sistem explicit de ecuaţii
Euleriene. Procedura de simulare abordează rezolvarea numerică a ecuaţiilor Navier-Stokes în
formă generală, pentru fluide incompresibile.
În acest studiu este aplicat un pachet CFD (Computational Fluid Dynamics), pentru a
construi modelul de calcul şi pentru estimarea rezultatelor.
Procesul de modelare CFD (fig. 4.42) în vederea îmbunătăţirii performanţei unui sistem
poate fi divizat în patru etape de bază: modelarea geometriei, definirea fizică a modelului,
rezolvarea modelului numeric şi postprocesarea datelor obţinute [He şi alţii, 1999; Dyakowski şi
alţii, 1993; Nowakowski şi alţii, 2000].
Fig. 4.42 Etapele modelarii CFD
Modelele riguroase fenomenologic în dinamica fluidelor au la bază trei componente
principale: bilanţul de masă descris de ecuaţia de continuitate, conservarea impulsului descris de
ecuaţiile Navier-Stokes şi efectul turbulenţei.
Rezolvarea ecuaţiei de continuitate şi a ecuaţiilor Navier-Stokes pentru curgerea
neturbulentă poate fi efectuată astăzi pentru modele geometrice simple sau complexe cu ajutorul
tehnologiilor de calcul. Pentru numere Reynolds mari tehnica de calcul obişnuită întâmpină
dificultăţi în obţinerea soluţiilor pentru vitezele instantanee sau pentru câmpurile de presiune,
chiar şi în cazul unor geometrii simple [Hubred şi alţii, 2000].
În prima etapă a studiului de simulare a procesului de malaxare a aluatului, a fost proiectat
un model geometric tridimensional parametrizat al malaxorului cu braţ spiral şi cuvă fixă –
model SILVER 50. În acest scop, a fost aplicat un software tip CAD (numit Solid Works),
utilizat în proiectarea obiectelor, chiar foarte complexe geometric (fig. 4.43, fig. 4.44).
Geometria transferată de la Solid Works la pachetul preprocesor CFD este mult mai flexibilă şi
precisă, decât în cazul în care ar fi realizată cu preprocesorul însuşi.
Specificaţiile tehnice ale malaxorului cu braţ elicoidal şi cuvă fixă – model SILVER 50 sunt

prezentate în Tabelul 4.3
Tabelul 4.3
Specificaţii geometrice ale malaxorului Model Silver 50
Diametrul cuvei [mm] 530
Înălţimea cuvei [mm] 330
Capacitate cuvă [L] 55
Dimensiuni braţ spiral [mm] 50x13x350
Diametru braţ spiral [mm] 32.5
Putere [kW] 380/50/3-2V
Număr rotaţii pe minut 90; 180
Fig. 4.43 Modelul geometric real al malaxorului cu braţ elicoidal şi cuvă fixă –SILVER 50 36
a. Sectiune 3D a modelului
geometric
b. Modelul discretizat
c. Sectiune 3D a modelului
discretizat
Fig. 4.44 Aspecte ale modelului geometric
Modelarea numerică şi condiţiile modelării. Dezvoltarea aluatului este un proces dinamic în
care proprietăţile vâscoelastice ale acestuia se schimbă continuu. Complexitatea schimbărilor
cauzate de mişcarea particulelor de aluat în timpul procesului de malaxare trebuie să fie luate în
considerare pentru fiecare tip de malaxor, deoarece a fost dovedit în numeroase studii anterioare
că în afară de viteza de malaxare, tipul de forţe aplicate şi fluxul de energie sunt factori care
influenţează major consistenţa aluatului final [Moritaka H., Sato E., 2005].
Simularea 3D a sistemului de malaxare a aluatului de panificaţie are ca obiectiv principal
studiul comportării aluatului de pâine în timpul procesului de malaxare. Prima fază a acestei

modelări o reprezintă generarea modelului geometric urmată apoi de generarea modelului
discretizat. Între aceste două faze se aplică ipotezele simplificatore cu ajutorul cărora modelul va
putea fi rulat.
Pentru realizarea simulării este necesară parcurgerea următoarelor etape prezentate în figura
4.45.
Fig. 4.45 Etapele realizării simulării
În acest studiu tridimensional, au fost considerate condiţiile de curgere pentru starea de
echilibru. Pentru a simula comportarea aluatului, pe parcursul malaxării au fost utilizate
următoarele ipoteze: curgerea corespunde stării de echilibru, este laminară şi izotermă, cuva este
plină cu aluat, aluatul este considerat incompresibil şi perfect vâscos non-newtonian, cu inerţie
neglijabilă. Efectul gravitaţiei este luat în considerare pentru cantităţi mari de aluat, în cazul
stratului limită, efectul gravitaţiei fiind neglijabil. Pe baza ipotezelor de mai sus, continuitatea,
ecuaţiile de moment şi vâscozitate sunt reduse la:
− ∇V = 0 , V - mare (4.122)
− ∇p + ∇τ = 0 (4.123) 37
( )
∞
∞
+
−
−
= µ
γλ
µ µ
µ

m
1 &
0
(4.124)
unde: V este vectorul vitezei, p – presiunea, τ – tensorul tensiunilor, µ – vâscozitatea variabilă, µo
– vâscozitatea de referinţă la rate de forfecare mici, µ∞ – o valoare asimptotică a vâscozităţii la
rate de forfecare mari, 5.0 2
γ& = I , m este un indice de material, iar λ – o constantă de material,
cu invariantul secundar I2 al ratei tensorului deformaţiilor, determinat din relaţia [Chopin
Alveograph Guide]:
∂
∂
+
∂
∂
+

∂
∂
+
∂
∂
+
∂
∂
+
∂
∂
+
∂
∂
⋅∂
∂

+
∂
∂
⋅∂
∂
=
2 2 2
2
4
1
x
v
y
u
z
u
x
w
z
v
y
w
y
v

x
u
z
w
y
v
I (4.125)
unde: u, v şi w sunt vitezele pe direcţiile x, y şi z în sistem de coordonate carteziene.
Pentru simulare, s-a considerat aluatul format din apă, făină şi sare. Proprietăţile modelului
de aluat amestecat la 20
o
C, cu vâscozitatea dependentă de rata de forfecare descrisă de ecuaţia
(4.124).
Rezultatele numerice au fost obţinute pentru valoare densităţii aluatului ρ = 1200 kg/m
3
,
vâscozitatea dinamică a aluatului 30 Pa·s, viteza de rotaţie a braţului spiral de 180 rpm şi viteza
de rotaţie a cuvei malaxorului de 30 rpm.
Distribuţia aluatului, în secţiune transversală a malaxorului, pentru diferite regiuni cu
aceeaşi viteză poate fi vizualizată în figurile 4.46…4.52.
Fig. 4.46 Regiune cu viteza 0.25 m/s Fig. 4.47 Regiune cu viteza 0.50 m/s
Fig. 4.48 Regiune cu viteza 0.75 m/s Fig. 4.49 Regiune cu viteza 1 m/s38
Fig. 4.50 Regiune cu viteza 1.25 m/s Fig. 4.51 Regiune cu viteza 1.50 m/s
Fig. 4.52 Regiune cu viteza 1.75 m/s
Figurile 4.46…4.52 prezintă modul în care masa de aluat se deplasează în momentul

aplicării unei anumite viteze. Analizând aceste figuri se poate observa că distribuţiile vitezei de
curgere în cuva malaxorului sunt asimetrice şi aluatul curge prin regiunile libere atunci când
braţul de amestecare se deplasează o rotaţie. Rezultatele obţinute în urma simulării oferă
posibilitatea estimării forţei motrice a braţului elicoidal, permiţând astfel evaluarea consumului
de energie. Putem astfel estima o creştere a energiei cinetice a aluatului şi o disipare a energiei.
Trebuie remarcat faptul că energia cinetică depinde de viteza de ordinul doi.
Fig. 4.53 Stratul limită cu consum de energie primară
În figura 4.53 suprafaţa aluatului este la distanţă egală de 3 cm faţă de peretele cuvei,
distanţă aproximativ egală cu grosimea stratului limită. 39
Fig. 4.54 Distribuţia de energie la malaxare Fig. 4.55 Distribuţia de energie la niveluri
diferite
Disiparea de energie în aluat în timpul procesului de malaxare (figurile 4.54 şi 4.55) este
proporţională cu cu gradientul vitezei de deformare. Zonele cu o distribuţie mai mare de energie
sunt situate în jurul braţului elicoidal, peretele cuvei, dar şi în zona braţului contrast.
Figurile 4.56 şi 4.57 ilustrează distribuţia de presiune în aluat, în diferite regiuni, pentru o
turaţie de 180rot/min. Aceste figuri arată că domeniul de curgere variază în mod semnificativ pe
înălţimea cuvei. De asemenea, se poate observa că gradientul de presiune al aluatului în zona
inferioară a minimei distanţe dintre peretele cuvei şi dispozitivul de malaxare este mai mare ca
urmare a acţiunii forţelor de gravitaţie.
Datorită faptului că secţiunea de trecere a aluatului între dispozitivul de malaxare şi perete
este mică, iar presiunea este ridicată, rezultă că energia este proporţională cu forţa de deformaţie
a aluatului.
Fig. 4.56 Distribuţia de presiune în cuva
malaxorului
Fig. 4.57 Distribuţia de presiune la diferite

niveluri
Fig. 4.58 Distribuţia de presiune pe braţul
elicoidal
Fig. 4.59 Distribuţia de presiune în zona
inferioară
Conform rezultatului simulării (figura 4.58) presiune pe braţul elicoidal este mai ridicată în
regiunea inferioară a dispozitivului de malaxare.
Din figura 4.59 se observă că distribuţia de presiune în zona inferioară este mare. Figurile
4.60…4.62 prezintă variaţia vitezei în procesul de malaxare a aluatului, la o turaţie a braţului
spiral de 180 rpm pentru aluatul cu densitatea ρ = 1200 kg/m
3
. 40
Fig. 4.60 Variaţia vitezei în zona inferioară
Fig. 4.61 Variaţia vitezei în zona centrală (imagine stânga- pe direcţia verticală, imagine
dreapta – direcţie orizontală)
Fig. 4.62 Variaţia vitezei în zona centrală (imagine stânga –în apropierea peretelui cuvei,
imagine dreapta – spre centrul cuvei)
Fig. 4.63 Vizualizarea vectorului viteză Fig. 4.64 Vizualizarea vectorului viteză la
diferite niveluri
În figura 4.63, datorită rotirii aluatului în acelaşi sens cu braţul elicoidal, se observă
existenta unor zone cu viteză sporită.
Analizând rezultatele obţinute în figura 4.64 se obswervă faptul că în zona inferioară a cuvei
viteza atinge un maxim de 1,06 m/s, în timp ce în zona centrală această valoare este de
aproximativ 1,36 m/s. 41

În vederea încercării de a reduce consumul de energie s-a continuat simularea prin reducerea
diametrului exterior al braţului elicoidal cu 12 mm, ceea ce reprezintă o reducere a dimensiunii
acestuia de 7%, iar consumul de energie este redus astfel în proporţie de 19,8%.
Formula utilizată pentru calcularea disipării de energie este: [Литовченко, И.Н., 1985]
+
−
Α = ⋅ µ ⋅⋅ sinα
2
124
3
2
4
1
4
2
3 br
l f
r r
n , (4.126)
în care, a – numărul de dispozitive de malaxare; µ – vâscozitatea dinamică, n – viteza de rotaţie,
r2 – raza mare a braţului spiral, r1 – raza mică a braţului spiral, l – grosimea stratului limită, f –

distanţa până la partea de jos, b – diametrul dispozitivului elicoidal şi α – unghiul braţului de
malaxare (pentru un cilindru sin α = 1)
În cele ce urmează sunt comparate rezultatele obţinute pentru două diametre exterioare
diferite ale braţului elicoidal (d1 = 172 mm şi d2 = 160 mm).
a. d=172 mm b. d=160 mm
Fig. 4.65 Distribuţia de energie la malaxare
Din figurile 4.65a,b şi 4.66a,b se observă că rezultatele obţinute, pentru ambele diametre,
sunt similare (diferă foarte puţin).
a. d=172 mm b. d=160 mm
Fig. 4.66 Distribuţia de energie (secţiune transversală)
a. d=172 mm b. d=160 mm
Fig. 4.67 Reprezentarea vectorului viteză42
a. d=172 mm b. d=160 mm
Fig. 4.68 Distribuţia vectorului viteză pe braţul elicoidal
Analizând rezultatele obţinute în figura 4.67 se constată, că pentru cele două diametre
vectorii viteză diferă foarte puţin
Distribuţia vectorul viteză pe suprafaţa braţului elicoidal (figura4.68) prezintă direcţia în
care aluatul este îndepărtat de pe acesta. Odată cu creşterea distanţei dintre particulele de aluat şi
braţul de malaxare, viteza acestora scade şi implicit are loc o scădere a energiei consumate
pentru deformarea aluatului.
a. d=172 mm b. d=160 mm
Fig. 4.69 Variaţia de energie pe braţul spiral
În figura 4.69a, b se pot vizualiza suprafeţele dispozitivului de malaxare în care gradientul
de viteză prezintă valori ridicate.
a. d=172 mm b. d=160 mm

Fig. 4.70 Variaţia de energie – reprezentare grafică
Reprezentările grafice obţinute în figura 4.70 arată energia consumată înregistrează valori
mai mari între braţul elicoidal şi peretele cuvei. În această zonă se înregistrează o valoare
maximă a gradientului vitezei de deformare a aluatului.
Analiza studiului malaxării aluatului prin metode de simulare numerică evidenţiază faptul că
prin aceste tehnici este posibilă estimarea rezultatelor prin utilizarea unor parametrii reologici,
cinematici şi dinamici diferiţi.
Având în vedere numărul mic de ipoteze simplificatoare, rezultatele obţinute sunt similare
celor obţinute prin mijloace de măsurare experimentale. 43
5. CERCETAREA EXPERIMENTALĂ A DINAMICII ALUATULUI ŞI A
CONSUMURILOR ENERGETICE ÎN PROCESUL DE MALAXARE A
ALUATULUI DE PÂINE
5.1. Obiectivele cercetării experimentale
În cercetarea ştiinţifică inginerească, o deosebită importanţă o au aplicaţiile experimentale,
care constituie pe de o parte, un criteriu de bază pentru verificarea veridicităţii ipotezelor şi
teoriilor ştiinţifice elaborate, iar pe de altă parte o sursă bogată de corectare şi completare a
acestora. În general cercetările experimentale au ca obiectiv central verificarea ipotezelor
teoretice care stau la baza fenomenului studiat.
Pentru obţinerea unor date pertinente, la efectuarea cercetărilor experimentale este necesară
parcurgerea următoarele etape:
alcătuirea programului de desfăşurare a cercetărilor experimentale;
măsurarea mărimilor fizice specifice fenomenului, în regim static sau dinamic,
folosind o aparatură sau mijloace de măsurare adecvate scopului;
prelucrarea datelor obţinute;
compararea datelor obţinute pe cale experimentală cu cele obţinute prin modelarea

teoretică şi stabilirea concluziilor pe baza cărora se poate trece la valorificarea rezultatelor.
Valoarea rezultatelor cercetării experimentale depinde de conceperea unei metodici de
cercetare corecte, de alegerea celor mai potrivite mijloace de investigare şi tehnici de măsurare,
de buna organizare a etapelor cercetării şi de culegerea datelor, precum şi de modul de prelucrare
şi interpretare a acestora.
Obiectivul principal al cercetărilor experimentale din cadrul acestei lucrări de doctorat îl
reprezintă optimizarea energetică a procesului de malaxare a aluatului de pâine.
În vederea atingerii obiectivului principal al acestor cercetări a fost necesară parcurgerea
secvenţială şi rezolvarea mai multor obiective complementare, precum:
întocmirea unei metodici complete şi raţionale pentru cercetarea experimentală, cu
luarea în considerare a caracteristicilor echipamentelor tehnice necesare;
determinarea indicilor calitativi ai materiilor prime supuse cercetărilor experimentale;
determinarea parametrilor reologici ai aluaturilor din cele două sortimente de făină de
grâu;
determinarea parametrilor reologici ai aluaturilor din cele două sortimente de făină de
grâu cu adaos de acid ascorbic;
determinarea parametrilor reologici ai aluaturilor fără şi cu adaos de acid ascorbic,
prin teste dinamice oscilatorii;
determinarea consumului de energie în procesul de malaxare, pentru aluaturi cu
consistente şi compoziţii diferite.
5.2. Obiectul cercetărilor experimentale
Obiectul principal al acestor studii experimentale îl constituie aluatul de pâine şi
comportamentul său, precum şi consumul de energie în procesul de malaxare a acestuia. Pentru
efectuarea cercetărilor experimentale s-au utilizat două tipuri de făină de grâu, având
caracteristicile prezentate în tabelul 5.1.

Materialele auxiliare folosite în determinările experimentale, pentru obţinerea aluaturilor de
pâine au fost: drojdia comprimată pentru panificaţie Pakmaya, sare alimentară având
caracteristicile din SR 13360:1996 şi apă.
În vederea determinării consumului de energie în timpul procesului de malaxare s-a utilizat
un malaxor cu braţ elicoidal şi cuvă fixă – model SILVER 50 produs de Sigma Italia (figura 5.1),
malaxor existent în cadrul Facultăţii de Alimentaţie şi Turism. 44
Tabelul 5.1.
Caracteristicile fizice ale sortimentelor de făină de grâu utilizate în cadrul cercetărilor
experimentale
Caracteristica FA-500 FA-650
Umiditate, % 11,9 13,9
Cenuşă, % 0,44 0,51
Conţinut proteine, % 11,24 11,20
Gluten umed, % 26,1 27,4
Deformare gluten, [mm] 3,5 5,2
Aciditate, % 2,5 2,4
Fig. 5.1 Malaxor cu braţ spiral şi cuvă fixă – model SILVER 50
Alte malaxoare utilizate, în cadrul determinărilor de consum energetic, sunt malaxorul cu
braţ elicoidal şi cuvă extractibilă Gostol SMH 125N (figura 5.3) şi malaxorul cu braţ elicoidal şi
cuvă extractibilă 250ES produs de Logiudice Forny Italia (figura 5.4).
Ambele tipuri de malaxoare sunt utilizate în cadrul secţiei de preparare a aluatului de
panificaţie din cadrul S.C. Vel Pitar S.R.L. Braşov, iar caracteristicile acestora sunt prezentate în
tabelul 5.3.
Fig. 5.3 Malaxorul Gostol SMH 125N Fig. 5.4 Malaxorul Logiudice Forni 250ES
5.3. Metodica cercetării experimentale

În vederea atingerii obiectivului principal şi obiectivelor complementare ale cercetării
experimentale (subcapitolul 5.1) s-a conceput şi s-a urmărit un program al cercetării
experimentale prezentat în figura 5.5 45
În cadrul programului cercetărilor experimentale sunt precizate: locul de desfăşurare a
cercetării experimentale, materialele utilizate, condiţiile în care se desfăşoară cercetările
experimentale, aparatura utilizată şi parametrii urmăriţi.
Fig. 5.5 Programul cercetării experimentale
5.4. Aparatura utilizată la cercetarea experimentală
Determinările experimentale privind calitatea materiei prime (făina) au fost efectuate în
cadrul Universităţii de Tehnologii Alimentare, în laboratoarele de Echipamente pentru
procesarea cerealelor, Pâine şi produse de patiserie, dar şi în cadrul Institutului Naţional de
Cercetare-dezvoltare pentru Bioresurse Alimentare – IBA Bucureşti.
În ceea ce priveşte măsurătorile privind consumul energetic în procesul de malaxare, acestea
au fost efectuate în cadrul laboratorului de Tehnologia Panificaţiei din cadrul Facultăţii de
Alimentaţie şi Turism a Universităţii Transilvania din Braşov, dar şi în cadrul fabricii de pâine
S.C. Vel Pitar S.R.L. sucursala Braşov.
Aparatura utilizată în cercetarea experimentală a constat din: farinograful Brabender,
mixographul, reometrul Bohlin C-VOR, camera de termoviziune Flir B60, cântarul electronic de
uz comercial, termometru digital, analizorul trifazic de energie Chauvain Arnoux.
5.4.1. Aparatura utilizată pentru studiul comportării la malaxare a aluatului
5.4.1.1. Farinograful
Farinograful Brabender (figura 5.6) dă informaţii asupra modificării proprietăţilor reologice
ale aluatului în timpul frământării şi permite evaluarea factorilor critici care influenţează aceste
proprietăţi, cum sunt calitatea făinii (puterea făinii şi cantitatea de apă). Cu ajutorul
Desfăşurarea cercetării experimentale

Laborator Exploatare
Făină albă
tip 500
Făină albă
tip 650
Oxidant: Acid
Ascorbic
Aparate folosite
Farinograf
Brabender
Mixograf Reometru
Bohlin VOR
Proces
malaxare
Malaxor
Silver
SL50
Malaxor
Logiudici
Forni 125 ES
Malaxor
Gostol
SMH 125
În gol În sarcină
Condiţii funcţionare

Aparate folosite
Analizor Chauvain
Arnoux
Camera de
termoviziune Flir B60
Indicatori urmăriţi:
•Caracteristici reologice făină cu/fără adaos oxidant;
•Comportare aluat cu/fără adaos oxidant, prin teste dinamice;
•Consum energie malaxare – consum energetic mers în gol
- consum energetic în sarcină;
•Indici calitativi ai aluaturilor obţinute 46
farinografului se obţin informaţiile referitoare la modificarea proprietăţilor reologice ale
aluatului în timpul malaxării şi pot fi evaluaţi factorii care influenţează aceste proprietăţi.
Fig. 5.6 Farinograful Brabender Fig. 5.7 Cuva şi braţele de frământare ale
farinografului
5.4.1.2. Mixograful
Un alt dispozitiv care măsoară caracteristicile la malaxare ale aluatului este mixograful
(figura 5.8). Acesta a fost construit după un principiu diferit de cel al farinografului, efectul de
frământare fiind realizat de patru bare verticale, ataşate unui cap rotativ de frământare, care se
rotesc în aluat într-o mişcare planetară în jurul a trei braţe drepte fixe. Capacitatea acestui
dispozitiv este de 35 g de făină.
Fig. 5.8 Mixograful
5.4.2. Aparatura utilizată pentru măsurători de dinamica aluatului
Reometrul Bohlin VOR (figura 5.9) este un instrument de mare precizie destinat
măsuratorilor reologice şi permite investigarea comportării la curgere a unei game variate de

materiale în stare fluidă pentru un domeniu de temperaturi cuprins între 20…180°C.
Fig. 5.9 Rheometrul Bohlin VOR
Fig. 5.10 Dispozitivele plan-plan ale
rheometrului 47
5.4.3. Aparatura utilizată pentru măsurarea temperaturii aparente a aluatului
Camera de termoviziune, sau camera în
infraroşu (fig. 5.11), este un instrument de
diagnosticare ce foloseşte radiaţia infraroşie
pentru a reda imagini cu o distribuţie de culori ce
corespund temperaturilor aparente ale suprafeţei
corpurilor scanate. Radiaţia infraroşie aparţine
spectrului electromagnetic într-un interval al
lungimilor de undă ce nu corespunde cu cel
vizibil ochiului uman şi este emisă de orice obiect
cu o temperatură mai mare decât zero absolut (-
273°C).
Cu ajutorul unei camere în infraroşu se pot
vizualiza cantităţile de căldură pe care corpurile
le emit.
5.4.4. Aparatura utilizată pentru măsurarea consumului energetic
Analizorul trifazic de energie, produs de Chauvin Arnoux – France (fig. 5.12), este un
dispozitiv electronic inteligent destinat conectării directe sau prin intermediul transformatoarelor
pentru măsurarea de tensiune din staţiile de transformare şi punctele de alimentare. Acesta
permite obţinerea unor informaţii privind calitatea tensiunii în nodurile reţelei electrice
Echipamentul monitorizează următorii parametri electrici:

• tensiuni, curenţi, puteri;
• factori de putere, armonice, energii;
• evenimente (memorate separat), împreună cu momentul când au apărut şi durata lor
Fig. 5.12 Analizorul trifazic de energie (www.arc.ro)
5.5. Desfăşurarea cercetărilor experimentale
Pentru efectuarea cercetării s-au folosit două tipuri de făină albă de grâu ale căror
caracteristici fizice sunt prezentate în tabelul 5.1.
Pentru caracterizarea calităţii celor două tipuri de făină au fost utilizate următoarele metode
de analiză:
- determinarea umidităţii, conform SR ISO 712:2005, prin uscare la etuvă la 130°C, timp
de 60 de minute;
- determinarea conţinutului de cenuşă, conform SR 90:2007, prin calcinare la 550-600°C
timp de 6 ore;
- determinarea conţinutului de gluten umed, conform SR ISO 21415-2:2007 prin spălarea
aluatului obţinut din făină de analizat cu o soluţie de 2 % sare şi zvântarea glutenului
obţinut;
Fig.5.11 Camera termoviziune Flir B60 48
- determinarea deformării glutenului umed, conform SR 90:2007 prin măsurarea a două
diametre (în mm), înainte şi după termostatare şi calcularea diferenţei dintre valorile
medii obţinute din măsurători;
- determinarea acidităţii făinii, conform SR 90:2007, reprezentând numărul de mL de
soluţie de hidroxid de sodiu 1n consumaţi pentru neutralizarea acidităţii făinii, adusă sub
formă de suspensie în apă, raportată la 100g probă de analizat;
La prepararea aluatului s-a măsurat temperatura făinii şi în funcţie de aceasta s-a încălzit apa
care a fost înglobată în aluat. Temperatura aluatului după malaxare a fost cuprinsă între

29…30°C.
Pentru măsurarea temperaturii aparente a aluatului a fost utilizată camera de termoviziune
Flir B60, consumul de energie al fiecărui echipament de malaxare studiat a fost măsurat cu
ajutorul analizorului de energie Chauvin Arnoux CA 8332B-INT AMPLFEX, iar pentru analiza
mecanică dinamică a aluatului a fost utilizat Rheometrul Bohlin VOR.
5.5.1. Măsurarea consumului de energie la malaxarea aluatului de pâine
Cercetările experimentale pentru determinarea consumului de energie, în procesul de
malaxare a aluatului de pâine, s-au efectuat atât în cadrul S.C. Vel Pitar S.R.L. Braşov cât şi în
cadrul laboratorului specializat de Tehnologia Panificaţiei de la Facultatea de Alimentaţie şi
Turism din cadrul Universităţii Transilvania Braşov. În figurile 5.20…5.22 se prezintă secvenţe
din timpul cercetărilor experimentale şi anume montarea senzorilor de curent la panoul central.
a. malaxor în timpul
funcţionării
b. conectarea traductorilor la panoul de
comandă
c. înregistrarea valorilor puterii
şi energiei
Fig. 5.20 Montarea senzorilor de curent malaxor Logiudice Forni 250ES
Fig. 5.21 Malaxor Gostol SMH
125N
Fig. 5.22 Montarea senzorilor pe malaxorul Silver SL5049
5.6. Prelucrarea, analiza şi interpretarea rezultatelor cercetării
experimentale
5.6.1. Prelucrarea, analiza şi interpretarea rezultatelor privind consumul de energie la
malaxare

5.6.1.1. Prelucrarea analiza şi interpretarea rezultatelor cercetărilor experimentale
efectuate în cadrul S.C. Vel Pitar S.R.L
În ultimii ani s-au făcut eforturi însemnate în vederea clarificării importanţei energiei
absorbite la malaxare pentru proprietăţile aluatului şi calitatea pâinii. Consumul de energie la
malaxare depinde de calitatea făinii, în special de calitatea şi cantitatea glutenului, de conţinutul
de apă, de starea materiilor prime înainte de malaxare, de felul şi turaţia braţului de malaxare.
Astfel, măsurarea energiei consumate şi a puterii necesare, în procesul de malaxare, s-a
efectuat pe o durată de 10 minute, în primele 5 minute fiind realizată o malaxare la turaţie mică a
braţului de malaxare, urmată de încă 5 minute de malaxare rapidă.
Pentru realizarea măsurătorilor s-au montat în prima fază senzorii de curent la panou,
ulterior fiind măsurată puterea activă şi energia consumată pe cele 3 faze, atât la mersul în gol al
malaxorului, cât şi pentru mersul în sarcină al acestuia.
Principiile de măsurare a puterii active în circuitele trifazate sunt conţinute în teorema lui
Blondel: “Puterea activă totală, într-un circuit polifazat cu n conductoare, se poate măsura cu
ajutorul a n wattmetre montate astfel încât bobinele de curent să fie parcurse de curenţii de linie
iar bobinele de tensiune să fie conectate între conductoarele respective şi un punct comun N, de
referinţă, de potenţial oarecare”.
În reţelele trifazate puterea activă este definită astfel:
1 2 3
P = Pf + Pf + Pf
(5.1)
unde Pfk (k=1,2,3) sunt puterile active pe fiecare fază.
Există numeroase metode de măsurare a puterii, metode care depind de frecvenţa aplicată (în
cazul nostru 50Hz), de felul tensiunilor, de felul circuitului, de puterea receptorului, de precizia
dorită în măsurare.

Respectând acest principiu de măsurare a puteri unui circuit trifazat s-a realizat conexiunea
ce poate fi observată în figura 5.23 a analizorului de energie Chauvin Arnoux.
Fig. 5.23 Conexiunea trifazată a analizorului de energie Chauvin Arnoux
S-au realizat măsurători ale puterii consumate şi a energiei pe parcursul malaxării aluatului,
aluaturi cu diferite consistenţe şi compoziţii. Datele ce au fost înregistrate în memoria internă a
analizorului Chauvin Arnoux au fost exportate în calculator odată cu încheierea cercetărilor
experimentale. Prelucrarea datelor s-a realizat cu ajutorul programului DataView, program
special creat pentru analiza rezultatelor returnate de analizorul de energie Chauvin Arnoux,
valorile înregistrate fiind prezentate grafic în cele ce urmează.
Prima mărime analizată a fost cea a puterii active la mersul în gol în cazul malaxorului
Logiudice Forni 250ES şi a malaxorului Gostol SMH 125N iar graficul rezultat poate fi observat
în figura 5.24 50
Fig.5.24 Înregistrarea evoluţiei puterii active la funcţionarea în gol a malaxoarelor
Puterea medie transferată unei porţiuni de circuit se numeşte putere activă. Din
reprezentarea grafică (fig. 5.24) se observă că puterea medie măsurată la funcţionarea în gol, în
decursul a 10 minute (5 minute de malaxare lentă, urmate de alte 5 minute de malaxare rapidă),
în cazul malaxorului Logiudice Forni 250 ES, are o valoare relativ constată, prezentând o mică
variaţie pentru momentul în care se trece de la malaxarea lentă la cea rapidă.
Pentru malaxorul Gostol SMH 125N, se observă două zone de palier, pentru malaxarea lentă
şi mers în gol înregistrându-se o valoare de aproximativ 6kW, iar pentru malaxarea rapidă
valoare este de aproximativ 8,5 kW.
Fig.5.25 Evoluţia puterii active măsurată la funcţionarea în sarcină cu malaxorul LF 250ES
În figura 5.25 sunt prezentate valorile puterii înregistrate pentru două semifabricate diferite
(prospătura, maia) utilizând malaxorul Logiudice Forni LF 250ES. Rezultatele obţinute prezintă
valori similare, neexistând diferenţe majore. 51

Fig. 5.26 Evoluţia consumului de energie al malaxorului LF 250 ES la preparare maia
În figura 5.26 se prezintă evoluţia consumului de energie al malaxorului LF 250ES la
prepararea maielei, care ulterior va fi utilizată pentru prepararea aluatului. Se observă că odată cu
începerea malaxării propriu-zise se înregistrează o creştere a consumului de energie până la
aproximativ 10,5 kWh.
Fig.5.27 Puterea activă măsurată la mersul în sarcină cu malaxorul Gostol SMH 125N
Analizând figura 5.27 se poate concluziona faptul că la malaxarea aluatului puterea activă
înregistrează valori mai ridicate decât în cazul maielei, acest lucru datorându-se consistenţei
diferite a celor două semifabricate, existând două zone de palier: prima zonă de palier se
înregistrează la malaxarea lentă, valorile obţinute fiind apropiate ca valoare, şi o a doua zonă de
palier înregistrată pentru malaxarea rapidă. 52
Fig. 5.28 Consumul de energie al malaxorului Gostol SMH 125N
În cazul malaxorului Gostol SMH 125N se înregistrează un consum de energie (figura 5.28)
cu o valoare medie de aproximativ14 KWh pentru obţinerea aluatului şi aproximativ 12.5 KWh
pentru obţinerea maielei.
Calitatea aluatului, obţinut după malaxare, este foarte importantă, pentru care este necesară
un nivel optim de energie transmis aluatului, dar şi o anumită viteză cu care acesta se aplică
aluatului. AStfel, unui nivel optim de energie trebuie să îi corespundă o viteză optimă de consum
a acesteia, respectiv un anumit timp de malaxare.
5.6.1.2. Prelucrarea analiza şi interpretarea rezultatelor cercetărilor experimentale
efectuate în laborator
Măsurarea energiei consumate şi a puterii necesare s-a efectuat în laborator pentru
malaxorul cu braţ elicoidal şi cuvă fixă din seria SL 50 pe o durată de 10 minute (5 minute
malaxare lenta urmată de 5 minute malaxare rapidă) conform metodicii experimentale. Pentru
realizarea măsurătorilor s-au montat senzorii de curent şi s-a măsurat energia consumată şi

puterea necesară pe cele trei faze in timp.
Fig. 5.31 Variaţia consumului de energie în funcţie de umiditatea aluatului 53
Consumului de energie în funcţie de umiditatea aluatului (fig. 5.31) este mai mic în cazul
aluatului cu umiditate mare (64%), înregistrându-se un consum de energie mai ridicat pentru
aluaturile cu consistenţă mare (61% şi 58% apă).
Fig.5.32 Variaţia puterii active în funcţie de conţinutul de sare adăugat la malaxare
În figurile 5.32 şi 5.33 sunt reprezentate valorile puterii active, respectiv energia consumată
la malaxarea aluaturilor cu concentraţii de sare de 1, 1.5, 2 şi 2.5% sare. Din analiza graficelor
rezultate se poate observa faptul că cu cât conţinutul de sare este mai mare, cu atât creşte şi
consumul de putere şi energie
Fig. 5.33 Energia consumată la malaxarea aluatului în funcţie de cantitatea de sare adăugată
În cadrul procesului a fost studiat şi consumul de energie şi putere pentru aluaturile în care
s-a adăugat ca substanţă cu caracter oxidant acidul ascorbic. 54
Fig. 5.34 Energia consumată la malaxarea aluatului în funcţie de conţinutul de acid ascorbic
adăugat
Astfel, analizând figura 5.34 se observă că energia consumată la malaxare creşte cu
cantitatea de acid ascorbic adăugată.
În urma analizei tuturor rezultatelor obţinute privind consumul de putere şi energie la
malaxare putem concluziona următoarele:
- pentru aluaturile cu umiditate mai mare este necesar un consum de energie mai mic decât
în cazul aluaturilor cu consistenţă mare;
- viteza cu care se consumă energia, în procesul de malaxare a aluatului de pâine, este
influenţată de consistenţa aluatului;
- aluaturile consistente au o viscozitate mare şi opun rezistenţă sporită la malaxare, motiv
pentru care într-un timp mai scurt se absoarbe o cantitate mai mare de energie decât în cazul

aluatului de consistenţă mică unde este necesar un timp mai lung pentru a se consuma aceeaşi
cantitate de energie;
- sarea şi substanţele oxidante măresc consumul de energie la malaxare.
Energia de malaxare se consumă numai parţial pentru dezvoltarea aluatului. O parte din
această energie este utilizată la amestecarea componentelor aluatului în vederea obţinerii unui
amestec omogen, iar alta se pierde prin transformarea ei în căldură.
Energia utilizată pentru dezvoltarea aluatului este utilă pentru formarea în aluat a unei faze
continue de gluten, formarea particulelor de gluten fiind dependentă de elasticitatea aluatului.
Influenţa vitezei de consum a energiei de malaxare se reflectă şi asupra calităţii pâinii.
5.6.2. Prelucrarea, analiza şi interpretarea rezultatelor privind evoluţia temperaturii
aluatului prin metoda termografică
Termografia (determinarea temperaturii cu ajutorul camerei de termoviziune) este o metodă
de măsurare pasivă, fără contact. Astfel, s-au realizat o serie de imagini termice cu ajutorul
camerei de termoviziune de tip Flir ce pun în evidenţă temperatura radiată de pe suprafaţa
aluaturilor preparate. S-a recurs la această metodă de măsurare deoarece posibilităţile de a
înregistra temperatura reală a aluatului în timpul procesului de malaxare este limitată de
dinamica procesului, necesitând întreruperea acestuia pentru măsurarea temperaturii. 55
S1
S100
0
5
10
15
20
25

30
35
Temperatura °C
Suprafa
30-35
25-30
Fig. 5.35 Temperatura aparentă la
suprafaţa aluatului în primele minute de
malaxare
Fig. 5.36 Histograma temperaturilor la suprafaţa
aluatului
Deoarece instalaţia de malaxare nu este prevăzută cu sisteme de măsurare a temperaturii
aluatului, s-a realizat o imagine termică (figura 5.35) a zonei de malaxare a aluatului şi a cuvei în
care se realizează operaţia de malaxare. Temperatura aparentă maximă măsurată la începutul
procesului de malaxare a aluatului a fost de 31.1°C în zona cuvei, iar temperatura aluatului avea
o valoare medie de 26°C.
Din histograma prezentată în figura 5.36 se observă faptul că distribuţia temperaturii
aluatului în primele 2 minute de malaxare este uniformă, aceasta având o valoare medie de
26,5°C.
Fig.5.37 Temperatura aparentă a aluatului
după 9 minute de malaxare
Fig.5.38 Obţinerea aluatului cu
consistenţă şi temperatură optime
Temperatura optimă pentru aluat este de 28…30°C. În timpul procesului de malaxare,
temperatura aluatului creşte datorită pe de o parte căldurii degajate la hidratarea particulelor de

făină, iar pe de ală parte, trecerii unei cantităţi de energie mecanică în energie termică. Creşterea
temperaturii peste temperatura optimă duce la înrăutăţirea elasticităţii şi consistenţei aluatului, ca
urmare a creşterii activităţii fermentative. Din figura 5.37 se poate observa că după 9 minute de
malaxare aluatul atinge o valoare maximă a temperaturii de 30,9°C. Aluatul supus operaţiei de
malaxare prezintă acum o consistenţă optimă aşa cum reiese din figura 5.38.
Consistenţa este o proprietate de natură reologică complexă, care depinde de umiditatea,
temperatura, de compoziţia biochimică a făinii, a materialelor adăugate, de cantitatea de energie
consumată la malaxare. 56
Fig.5.39 Temperatura aparentă a aluatului după 10 minute de malaxare
În figura 5.39 este prezentată termograma cu temperatura aparentă a aluatului versus
temperatura măsurată cu un termometru digital, imediat după finalizarea procesului de malaxare,
temperatura medie a aluatului obţinut având valoarea de 32,5°C.
1
0
5
10
15
20
25
30
35
40
Temperatura °C
Suprafaţa
30-35

25-30
Fig. 5.40 Histograma temperaturii aluatului imediat după încetarea malaxării
Din histograma trasată în figura 5.40.se observă, de asemenea, faptul că temperatura
aluatului final obţinut prezintă valori uniforme, cuprinse în intervalul 30…32,5°C.
Fig.5.41 Evoluţia temperaturii în timpul procesului de malaxare 57
Pentru o reprezentare mai sugestivă a evoluţiei temperaturii s-a realizat graficul din figura
5.41 din care se observă evoluţia temperaturii aluatului pe durata procesului de malaxare,
temperatură măsurată pe o perioadă de 10 minute cu ajutorul termometrului electronic.
5.6.4. Prelucrarea, analiza şi interpretarea rezultatelor obţinute prin teste dinamice
oscilatorii
Testele oscilatorii pot fi utilizate pentru studiul comportării vâscoelastice a aluatului şi
pentru a determina caracteristicile fundamentale ale aluaturilor.
Testele oscilatorii de joasă amplitudine constau în aplicarea unei deformări (tensiuni)
sinusoidale mici, de obicei de ordinul 0,1…3%, şi măsurarea deformării (tensiunii) rezultate.
Astfel, deformarea aplicată este foarte mică pentru a se asigura faptul că răspunsul materialului
va fi în domeniul liniar, domeniu în care tensiunea este proporţională cu deformarea aplicată.
La amplitudini mici, atunci când materialul este deformat sinusoidal la o frecvenţă dată ω
[rad/s] deformaţia poate fi exprimată sub forma ecuaţiei (5.2)
γ (t) γ sin(ωi) = 0
(5.2)
Răspunsul la tensiune al unui material vâscoelastic liniar la o deformare sinusoidală este dat
de relaţia:
σ (t) γ G'(ω)sin(ωt) γ G"(ω)cos(ωt) = 0 + 0
, (5.3)
în care σ reprezintă tensiunea determinată, γ0 – este deformaţia (funcţie sinusoidală dependentă

de timp); G' este modulul de acumulare, G" modulul de pierdere, iar G'= σ 0
γ
0
cosδ şi
G"= σ 0
γ
0
sinδ . [89]
Acest răspuns are o distribuţie sinusoidală, defazată faţă de deformaţie cu unghiul δ,
asemănătoare cu cea din figura 5.42.
Fig. 5.42 Răspunsul la tensiune al unui material vâscoelastic liniar dependent de timp [89; 101]
Modulul de acumulare G' reprezintă o măsură a energiei de deformare acumulată în aluat în
cursul procesului de forfecare, caracterizând comportarea elastică a probei de aluat analizate.
Modulul de pierdere G" reprezintă o măsură a energiei de deformare utilizată de aluat în
cursul procesului de forfecare, energia fiind complet pierdută la îndepărtarea solicitării, iar acest
modul caracterizând comportarea vâscoasă a aluatului.
Alte mărimi caracteristice care pot fi determinate în urma testelor reologice oscilatorii pot fi
reprezentate şi de către factorul de pierderi şi vâscozitatea complexă.
Factorul de pierderi, tgδ = G" G', caracterizează contribuţiile porţiunilor elastice şi
vâscoase în comportarea globală a probei analizate.
Testul de baleiaj de amplitudine
Testele reologice în regim oscilatoriu oferă posibilitatea măsurătorilor nedistructive.
Pentru determinările care implică o metodă oscilatorie de joasă amplitudine, se începe cu
determinarea deformării sau a limitei de tensiune pentru care teoria vâscoelasticităţii liniare este 58
aplicată. Astfel, un test de deformare sau de creştere progresivă a tensiunii este realizat la o

frecvenţă mică (1 Hz) prin creşterea deformării sau tensiunii. Odată ce limita de vâscoelasticitate
liniară este determinată se pot realiza restul determinărilor la deformări sau tensiuni în această
limită. Repetarea testului de creştere progresivă a frecvenţei la extremele variabilelor
experimentale este recomandată deoarece există date care indică faptul că regiunea de
vâscoelasticitate liniară poate varia cu frecvenţa testului, temperatura, compoziţia, etc. [69; 86;
87; 101]
În testul de baleiaj de amplitudine frecvenţa este menţinută constantă, iar amplitudinea
oscilaţiilor (și deformaţia) creşte progresiv. Valorile modulelor vor rămâne nemodificate până la
o valoare critică a deformaţiei, confirmând existenţa unui domeniu vâscoelastic liniar. [89]
În cadrul testelor efectuate a fost studiată comportarea în regim oscilatoriu a aluatului, prin
determinarea modulului de elasticitate (de acumulare), modulului de vâscozitate (de pierderi) şi
determinarea vâscozităţii dinamice complexe. Pentru măsurarea parametrilor mai sus amintiţi a
fost utilizat reometrul Bohlin VOR, utilizând o geometrie plan-plan, în care a fost introdusă
fiecare probă de aluat.
Testele au fost efectuate la valoarea temperaturii de 30°C, păstrând frecvenţa constantă de 1
Hz şi variind viteza de deformare. Probele de făină au fost pregătite prin amestecarea a 10 grame
de făină, cu umiditatea de 14%, la capacitatea de hidratare optimă determinată anterior cu
ajutorul farinografului. Două bile de aluat de aproximativ 2 g, din fiecare tip de aluat obţinut, au
fost puse pe câte o sticlă de ceas şi ţinute timp de 10 minute la temperatură constantă de 30°C şi
umiditate relativă de 80%. După perioada de odihnă, bucăţile de aluat au fost puse pe placa
reometrului, unde excesul de aluat a fost îndepărtat, probele fiind lăsate încă 20 de minute la
odihnă înainte de testare.
Pentru fiecare probă de aluat au fost efectuate minim 5 determinări, rezultatele obţinute fiind
prelucrate şi reprezentate utilizând programul Origin 6.0 Profesional.
Comportamentul neliniar pentru probele de aluat analizate la o frecvenţă unghiulară aplicată

de 1 Hz sunt prezentate în figurile 5.43…5.45.
Fig. 5.43 Variaţia modulelor de depozitare G' şi de pierderi G" în funcţie de deformaţie
În figura 5.43 se observă că valorile pentru modulul de depozitare (G') şi modulul de
pierderi (G") au fost relativ constante pentru valori ale deformaţiei mai mici decât 0,1%, urmând
apoi o descreştere a acestora pentru valori ale deformaţiei mai mari, indicând începutul
comportamentului neliniar. 59
În zona deformaţiei cu valoarea 0,5% apare o intersectare a valorilor modulelor de
depozitare şi de pierderi, ceea ce indică prezenţa unui caracter vâscos accentuat în cazul celor
patru probe analizate. În regiunea de vâscoelasticitate liniară valorile obţinute pentru făina albă
tip 650 (FA-650) şi făina albă tip 500 (FA-500) au valori mai mari comparativ cu valorile
obţinute pentru făina albă tip 500 cu adaos de 50 ppm acid ascorbic (FA-500+AA) şi făina albă
tip 650 cu adaos de 50 ppm acid ascorbic (FA-650+AA).
Fig. 5.44 Variaţia modulului complex G
*
în funcţie de deformaţie
Alura curbelor privind variaţia modulului complex (G
*
) în funcţie de deformaţia aplicată
(fig. 5.44) este similara celei privind variaţia modulului de depozitare.
Fig. 5.45 Reprezentarea unghiului de fază în funcţie de deformaţie
Reprezentarea unghiului de fază în funcţie de deformaţia aplicată (figura 5.45) prezintă
valori similare pentru cele patru probe analizate, comportamentul vâscos fiind observat la
deformaţii mari. 60
Testul de baleiaj de frecvenţă
În cazul testelor de frecvenţă efectuate s-a păstrat constantă tensiunea aplicată la 0,1% şi s-a

urmărit variaţia modulelor de forfecare pe un domeniu de frecvenţe cuprins în intervalul
0,1…100 Hz. Pe baza valorilor obţinute la testele experimentale, privind comportarea reologică a
aluaturilor din cele două tipuri de făină cu/fără adaos de acid ascorbic (50 ppm), la teste
dinamice oscilatorii de joasă amplitudine, au fost trasate graficele modulelor de forfecare G' şi
G", a modulului complex G
*
şi a vâscozităţii dinamice complexe η
*
, în funcţie de frecvenţa
unghiulară aplicată (figurile 5.46, 5.47 şi 5.48).
Fig. 5.46 Variaţia modulelor de depozitare G' şi de pierderi G" în funcţie de frecvenţa
aplicată
Rezultatele obţinute pentru cele patru probe de făină (fig. 5.46) arată faptul că odată cu
creşterea solicitării aplicate aluatului, valoarea modulului de acumulare scade şi treptat începe să
predomine componenta vâscoasă. Astfel, comportamentul celor patru tipuri de aluat la solicitări
mari este similar cu cel al unui lichid vâscos cu o mică componentă elastică.
Fig. 5.47 Reprezentarea modulului complex G
*
în funcţie de frecvenţa aplicată61
Valorile mari a tuturor modulelor pentru făina FA-650 şi FA-500 pe întregul interval de
frecvenţă se datorează forţelor mai mari care apar în aluat, care sunt corelate cu valorile mici ale
modulelor obţinute la aplicarea unor deformaţii mici.
Fig. 5.48 Variaţia vâscozităţii dinamice complexe η
*
în funcţie de frecvenţa aplicată

În urma trasării grafice a rezultatelor în funcţie de frecvenţa aplicată se observă pentru toate
probele de aluat, faptul că valorile modulelor de acumulare G' şi de pierderi G" sunt mai mari la
frecvenţe mari comparativ cu frecvenţele joase, existând o dependenţă şi o creştere a valorilor
obţinute cu frecvenţa aplicată. Aceste rezultate indica faptul ca refacerea reţelei aluatul după
aplicarea deformaţiei se produce lent, reţeaua nefiind complet elastică.
Analizând figura 5.48 se observă că vâscozitatea complexă η
*
descreşte cu creşterea
frecvenţei unghiulare aplicate.
Analiza fluajului şi descărcării după fluaj
Măsurătorile au fost efectuate pentru fiecare din cele patru tipuri de făină, în condiţii de
temperatură constantă de 30°C şi tensiune de forfecare de 50 Pa pentu o perioadă de fluaj şi
descărcare după fluaj de 1200 secunde.
Fig. 5.49 Fluajul şi descărcarea după fluaj al probelor de aluat62
Curbele fluajului şi ale descărcării după fluaj sunt prezentate în figura 5.49. Din analiza
rezultatelor grafice se observă un comportament vâscoelastic tipic pentru cele patru tipuri de
aluaturi. În timpul aplicării solicitării asupra aluaturilor (perioada de fluaj) complianţa creşte
rapid la început, ajungând ulterior la o stare de echilibru aproape liniară. După eliminarea
solicitării apare o scădere a complianţei, urmată de o perioadă de recuperare şi ulterior trecerea la
starea de echilibru.
5.6.5. Prelucrarea analiza şi interpretarea rezultatelor privind influenţa intensităţii
malaxării asupra calităţii pâinii
Modificarea duratei şi intensităţii malaxării este unul din mijloacele eficiente pentru
stabilirea însuşirilor reologice ale aluatului. În procesul de malaxare după umezirea particulelor,
acţiunea mecanică favorizează unirea lor într-o masă de aluat. Continuarea malaxării conduce la

obţinerea unui aluat care îşi îmbunătăţeşte treptat însuşirile reologice.
Atât malaxarea exagerată cât şi cea insuficientă conduc la obţinerea unui aluat de calitate
inferioară. Însuşirile aluatului obţinut la malaxare sunt influenţate într-o mare măsură de
intensitatea acţiunii mecanice.
Acţiunea mecanică de malaxare se poate mări prin prelungirea timpului de malaxare, dar şi
prin mărirea turaţiei dispozitivului de malaxare al malaxorului. Pentru fiecare turaţie a braţului
de malaxare există un timp optim pentru care se obţine pâinea de cea mai bună calitate.
Timpul de formare al aluatului scade odată cu creşterea turaţiei braţului de malaxare.
Astfel s-au realizat probe de coacere folosind două tipuri de malaxare: malaxare lentă la
turaţie de 90 rotaţii/minut a braţului de malaxare timp de 15 minute şi malaxare rapidă folosind
amestecarea componentelor la turaţia de 90 rotaţii/minut a braţului de frământare timp de 1
minut, urmată de malaxarea rapidă la turaţia de 180 rotaţii/minut timp de 9 minute. S-a folosit
metoda directă de preparare a aluatului.
Fig. 5.50 Influenţa intensităţii malaxării asupra volumului pâinii
În urma analizei rezultatelor, se poate constata că modificarea intensităţii braţului de
malaxare influenţează calitatea produsului finit. Comparând produsele obţinute folosind o
malaxare cu o turaţie de 180 rot/min a braţului de malaxare cu cele obţinute printr-o malaxare
lentă (turaţie a braţului de malaxare de 90 rot/min.), se observă o îmbunătăţire a caracteristicilor
pâinii cum ar fi volumul şi porozitatea, lucru explicabil dacă ţinem cont că la malaxarea energică
a aluatului are loc formarea mai completă a glutenului. Cea mai semnificativă creştere s-a putut
observa la produsele obţinute din făină cu adaos de acid ascorbic Prin mărirea turaţiei braţului de
malaxare se realizează o dispersie mai fină a aerului în aluat şi respectiv un contact mai intim cu
componentele aluatului, iar ca urmare, procesele de oxidare din aluat sunt mult mai intense. 63
6. CONCLUZII GENERALE, CONTRIBUŢII PERSONALE ŞI DIRECŢII
VIITOARE DE CERCETARE

6.1 Concluzii generale
La fabricarea pâinii şi a produselor de panificaţie se utilizează materii prime şi materii
auxiliare, însă făina de grâu reprezintă materia primă de bază, participând în proporţia cea mai
mare la fabricarea produselor. Calitatea făinii este esenţială pentru obţinerea unor produse de
bună calitate.
Calitatea finală a pâinii şi produselor de panificaţie depinde de calitatea materiilor prime şi
auxiliare, dar şi de parcurgerea tuturor etapelor procesului tehnologic cu respectarea strictă a
specificaţiilor precizate în fiecare situaţie.
Proprietăţile reologice ale aluatului joacă un rol important în calitatea produselor de
panificaţie. Calitatea finală a produselor de panificaţie depinde de calitatea materiilor prime şi
auxiliare dar şi de parcurgerea tuturor etapelor procesului tehnologic.
Cunoaşterea parametrilor reologici ai făinurilor de panificaţie, în general şi ai aluaturilor în
special este utilă specialiştilor şi lucrătorilor în domeniu atât pentru evaluarea parametrilor
tehnologici şi funcţionali ai utilajelor care prelucrează aluaturile din făină precum şi pentru
stabilirea parametrilor tehnologici ai procesului de panificaţie.
Proprietăţile reologice ale aluatului se datorează în cea mai mare parte însuşirilor glutenului,
care se formează la malaxare şi modului în care acesta interacţionează cu celelalte componente
ale făinii şi ingredientele produsului. Acestea sunt influenţate de o serie de factori precum:
calitatea făinii, umiditatea aluatului, temperatura, prelucrarea mecanică, durata de fermentare
(perioada de relaxare) sau tipul adaosurilor.
Proprietăţile aluatului sunt puternic influenţate de modul de malaxare a lui, dimensiunile
spaţiului de malaxare şi cantitatea de aluat malaxată.
6.2 Concluzii privind cercetările teoretice
Alegerea echipamentelor tehnologice pentru obţinerea produselor de panificaţie reprezintă o
problemă tehnico-economică complexă: Din acest considerent echipamentele tehnologice de

calitate şi performanţe superioare pot reprezenta un important factor pentru obţinerea unor
produse de panificaţie de înaltă calitate.
Caracterizarea reologică a aluatului este dificilă datorită comportamentului său vâscoelastic
neliniar, iar în acest scop pot fi utilizate modele de complexitate mai redusă (modele reologice).
În urma analizei rezultatelor simulării procesului de malaxare a aluatului de panificaţie s-a
constatat faptul că se poate estima puterea consumată.
Rezultatele arată că este posibilă predicţia cu exactitate relativă a celor mai multe
caracteristici de malaxare a aluaturilor de pâine.
În general, simularea numerică este aplicabilă la optimizarea proceselor reale de malaxare
acolo unde măsurătorile experimentale sunt dificil sau imposibil de realizat.
Modelul matematic prezentat în lucrare şi rezultatele obţinute pot fi de ajutor specialiştilor
din domeniul proiectării, construcţiei şi utilizării malaxoarelor pentru aluaturi de panificaţie.
6.3 Concluzii privind cercetările experimentale
Pentru realizarea obiectivelor cercetării experimentale s-a utilizat ca material de studiu, două
tipuri de făină: făină albă tip 500 şi făină albă tip 650, a căror caracteristici de calitate au fost
determinate conform SR 90:2007. Alte materiale folosite pentru obţinerea aluatului au fost
drojdia, sarea alimentară (având caracteristicile din SR 13360:1996), apa şi acidul ascorbic. 64
În vederea atingerii obiectivelor propuse în cadrul cercetării experimentale şi urmărind
metodica de cercetare stabilită s-au efectuat determinări ale consumurilor de energie pentru trei
tipuri de malaxoare: malaxorul Gostol SMH 125N, malaxorul Logiudice Forni 250 ES şi
malaxorul de capacitate mică Silver 50. Aparatura utilizată include farinograful şi mixograful
utilizate pentru studiul comportării la malaxare a aluatului, reometrul Bohlin VOR pentru
măsurători de dinamica aluatului, camera de termoviziune de tip Flir B60 pentru măsurarea
temperaturii aparente, analizorul trifazic de energie (produs de Chauvain Arnoux – Franţa)
pentru analiza consumului energetic, termometre pentru măsurarea temperaturii aluatului,

balanţe electronice pentru măsurarea maselor.
Cercetările experimentale pentru determinarea consumului de energie, în procesul de
malaxare a aluatului de pâine, s-au efectuat atât în cadrul S.C. Vel Pitar S.R.L. Braşov cât şi în
cadrul laboratorului specializat de Tehnologia Panificaţiei de la Facultatea de Alimentaţie şi
Turism din cadrul Universităţii Transilvania Braşov. S-au realizat măsurători ale puterii
consumate şi a energiei pe parcursul a 10 minute de malaxare a aluatului, în primele 5 minute
fiind realizată o malaxare lentă urmată de încă 5 minute de malaxare rapidă.
Consumul de energie la malaxarea aluatului de pâine depinde de calitatea făinii, în special
de calitatea şi cantitatea glutenului, de conţinutul de apă, de starea materiilor prime înainte de
malaxare, de felul şi turaţia braţului de malaxare.
Aluatul cu umiditate mare necesită un consum de energie mai mic decât cel de consistenţă
mare. Sarea şi substanţele oxidante măresc consumul de energie al procesului.
Pentru calitatea aluatului obţinut la malaxare este important nu numai nivelul optim de
energie ci şi viteza cu care aceasta se aplică aluatului. Astfel, unui nivel optim de energie trebuie
să-i corespundă o viteză optimă de consum a acesteia, respectiv un anumit timp de malaxare.
Influenţa vitezei de consum a energiei la malaxare se reflectă şi asupra calităţii produsului
final. Viteza cu care se consumă energia de malaxare este influenţată de consistenţa aluatului.
Aluaturile consistente au o viscozitate mare şi opun rezistenţă ridicată la malaxare, motiv pentru
care într-un timp mai scurt se absoarbe o cantitate mai mare de energie decât în cazul aluatului
de consistenţă mică unde este necesar un timp mai lung pentru a se consuma aceeaşi cantitate de
energie.
Energia de malaxare se consumă numai parţial pentru dezvoltarea aluatului, o parte din
aceasta fiind utilizată pentru amestecarea componentelor aluatului în vederea obţinerii unui
amestec omogen, iar altă parte se pierde prin transformarea ei în căldură.
Deoarece instalaţia de malaxare nu este prevăzută cu sisteme de măsurare a temperaturii

aluatului s-au realizat o serie de imagini termice cu ajutorul camerei de termoviziune Flir ce pun
în evidenţă temperatura radiantă de pe suprafaţa acestuia.
Imaginile obţinute au evidenţiat faptul că la începutul operaţiei de malaxare temperatura
aluatului avea o valoare medie uniformă de 26°C. În timpul procesului de malaxare temperatura
aluatului creşte datorită pe de o parte căldurii degajate la hidratarea particulelor de făină, iar pe
de altă parte trecerii unei cantităţi de energie mecanică în energie termică.
Creşterea temperaturii peste temperatura optimă duce la înrăutăţirea elasticităţii şi
consistenţei aluatului ca urmare a creşterii activităţii fermentative. După 9 minute de malaxare
aluatul atinge o consistenţă optimă, iar temperatura aparentă înregistrată a fost de 30.9°C.
Aluatul prezintă un comportament vâscoelastic, iar proprietăţile vâscoelastice pot fi
determinate prin metode dinamice. Un test dinamic este realizat prin aplicarea unei deformaţii
sinusoidale mici şi măsurarea deformării rezultate.
Investigarea aluatului, utilizând teste dinamice oscilatorii, a început cu determinarea
deformării sau a limitei de stres pentru care teoria de vâscoelasticitate liniară este aplicabilă.
Testul de deformare a fost realizat la o frecvenţă mică prin creşterea amplitudinii deformării. În
momentul determinării limitei de vâscoelasticitate liniară s-au realizat experimente la deformări
în această limită. Astfel pentru probele de aluat analizate valorile modulelor de depozitare şi de
pierderi au fost relativ constante pentru valori ale deformaţiei mai mici de 0.1%, ulterior acestea
înregistrându-se o descreştere a acestora pentru valori ale deformaţiei mai mari, fapt ce indică
începutul comportamentului neliniar. De asemenea, în zona deformaţiei cu valoarea 0.5% a 65
apărut o intersectare a valorilor pentru cele două module, acest lucru indicând prezenţa unui
caracter vâscos accentuat pentru toate cele patru probe analizate.
În testul de baleiaj de frecvenţă a fost păstrată constantă amplitudinea şi s-a urmărit variaţia
modulelor de forfecare pe un domeniu larg de frecvenţe. În cazul diagramelor obţinute la
baleiajul de frecvenţă, modulul de acumulare descrie comportarea elastică a probelor oferind

informaţii cu privire la stabilitatea şi rigiditatea probelor, în timp ce modulul de pierderi oferă
informaţii cu privire la comportarea vâscoasă. Valorile mari ale modulului de acumulare indică
prezenţa unei reţele interne stabile de forţe în interiorul probelor, măsură a stabilităţii mecanice şi
structurale a acesteia. În urma trasării grafice a rezultatelor în funcţie de frecvenţa aplicată s-a
constatat faptul că pentru toate cele patru probe valorile modulelor de forfecare sunt mai mari
pentru frecvenţe mari existând o dependenţă şi o creştere a valorilor obţinute cu frecvenţa
aplicată.
Din analiza curbele fluajului şi ale descărcării după fluaj se observă un comportament
vâscoelastic tipic pentru probele analizate.
6.4 Contribuţii personale
realizarea unui studiu privind comportarea la malaxare a aluatului din făină de grâu şi
evaluarea teoretică a parametrilor care caracterizează comportarea reologică a acestuia;
simularea comportării aluatului la malaxare cu utilizarea unor programe de simulare pe
calculator;
stabilirea unei metodici de cercetare pentru determinarea comportării dinamice a
aluaturilor din făină de grâu, şi determinarea consumului de energie la malaxare;
efectuarea de experimente cu ajutorul farinografului Brabender pentru evaluarea
comportării reologice, la malaxare, a aluaturilor din făină de grâu în amestec cu acid ascorbic
şi a influenţei conţinutului de acid ascorbic asupra parametrilor reologici ai aluatului şi a pâinii
produs final;
efectuarea de teste dinamice oscilatorii pe aluaturi din făină de grâu cu/fără adaos de acid
ascorbic în vederea comportării reologice a acestuia;
efectuarea de determinări de consum energetic cu ajutorul analizorului de energie, în
vederea optimizării consumului energetic.
6.5 Direcţii viitoare de cercetare

În acest domeniu pot fi continuate şi dezvoltate o serie de cercetări teoretice şi
experimentale care să contribuie la obţinerea în final a unor aluaturi de panificaţie de înaltă
calitate cu consumuri energetice minimizate;
Continuarea cercetărilor experimentale pentru alte tipuri de malaxoare de panificaţie, în
vederea reducerii consumurilor energetice;
studierea consumurilor energetice şi pentru alte tipuri de aluaturi, preparate din alte tipuri
de făină; 66
BIBLIOGRAFIE SELECTIVĂ
1. Baltsavias, A., Jurgens, A., Vilet van T., Rheological properties of short doughs at small
deformation, Journal of Cereal Science, 26, p. 289-300, 1997;
2. Baltsavias, A., Jurgens, A., Vilet van T., Rheological properties of short doughs at large
deformation, Journal of Cereal Science, 29, p. 33-42, 1999;
3. Banu, C., Manualul inginerului de industrie alimentară, vol. I, Editura Tehnică, Bucureşti,
2000;
4. Banu, C., Manualul inginerului de industrie alimentară, vol. II, Editura Tehnică, Bucureşti,
2000;
5. Banu, C. (coordonator) ş.a., Aditivi şi ingrediente pentru industria alimentară, Editura
Tehnică, Bucureşti, 2000;
6. Barnes, H.A., Handbook of Elementary Rheology, Institute of Non-Newtonian Fluid
Mechanics, University of Wales, 2000;
7. Barnes, H.A., Hutton, J.F., Walters, K., An introduction to rheology, Elsevier, Amsterdam,
1989;
8. Basaran, A., Gocmen, D., The effects of low mixing temperature on dough rheology and
bread properties, International Journal of Food Properties, 217, p. 138-142; 2003;
9. Bică (Canja), C.M., Cercetări privind influenţa parametrilor constructivi şi funcţionali ai

echipamentelor pentru coacerea pâinii – teză de doctorat, Braşov, 2007;
10. Bordei, D., Teodorescu, F., Toma, M., Ştiinţa şi tehnologia panificaţiei, Editura Agir,
Bucureşti, 2000;
11. Bordei, D., Tehnologia modernă a panificaţiei, Editura Agir, Bucureşti, 2005;
12. Cauvain, S., Young, L., Baking problems solved, Woodhead Publish. Ltd., Cambridge,
2004;
13. Dobraszaczy, B.J., Morgenstern, M.P., Rheology and the breadmaking process, Journal of
Cereal Science, 38, p. 229-245, 2003;
14. Every, D., Simmons, L., Sutton, K.H., Ross, M., Studies on the mechanism of the ascorbic
acid improver effect on bread using fractionation and reconstitution methods, Journal of
Cereal Science, 30, p. 147-158;
15. Ghimbăşan, R., Tehnologii în industria alimentară, Reprografia Universităţii Transilvania
Braşov, 2000;
16. Ghimbăşan, R., Tehnologii generale în industria alimentară, Culegere de date utile,
Editura Universităţii Transilvania Braşov, 2005;
17. Giurcă, V., Danciu, I., Tehnologia panificaţiei, Reprografia Universităţii Lucian Blaga
Sibiu, 2002;
18. Giurcă, V., Tehnologia şi utilajul industriei de panificaţie, vol. 2, Universitatea din Galaţi,
1980;
19. He, H., Hoseney, R.C., Differences in the gas retention, protein solubility and rheological
properties between flours of different backing quality, Cereal chemistry, 68, p. 526-530,
1991;
20. Hwang, C.H., Gunasekaran, S., Determining wheat dough mixing characteristics from
power consumption profile of conventional mixer, Cereal Chemistry, 78, p. 88-92, 2001;
21. Janssen, A.M., Vilet van T., Vereijken, M., Rheological behavior of wheat gluten at small

and large deformation. Comparation of two glutens differing in bread making potential,
Journal of Cereal Science, 23, p. 19-31, 1996;
22. Janssen, A.M., Vilet van T., Vereijken, M., Rheological behavior of wheat gluten at small
and large deformation. Effect of gluten composition, Journal of Cereal Science, 23, p. 33-
42, 1996;
23. Jişcanu, V., Operaţii şi utilaje în industria alimentară, vol.1-2, Universitatea Galaţi, 1972; 67
24. Jongen, T.R.G., Bruschke, M.V., Dekker, J.G., Analysis of dough kneaders using Numerical Flow
Simulations, Cereal Chemistry, 80(4), p. 383-389, 2003;
25. Kokelaar, J.J., Vliet, T., Prins, A., Strain hardening properties and extensibility of flour and gluten
doughs in relation to breadmaking performance, Journal of Cereal Science, 24, p. 199-214, 1996;
26. Kuktaine, R., Larsson, H., Johansson, E., Variation in protein composition of wheat flour and its
relationship to dough mixing behaviour, Journal of Cereal Science, 40, p.31-39, 2004;
27. Launay, B., A simplified nonlinear model for descrying the viscoelastic properties of wheat flour
doughs at high shear strain, Cereal Chemistry, 79, p. 25-31, 1990;
28. Li, W., Dobraszezyk, B. J., Schofield, J.D., Stress relaxation behaviour of wheat dough, gluten and
gluten protein fractions, Cereal Chemistry, p. 333-338, 2003;
29. Литовченко, И.Н., Интенсификация процесса замеса и совершенствование
тестомесильных машин периодического действия, Киев, 1985;
30. Mann, G., Diffey, S., Allen, H., Pumpa, J., Natha, Z., Morell, M.K., Cullis, B., Smith, A.,
Comparison of small-scale and large-scale mixing characteristics: Correlation between small-scale
and large-scale mixing and extensional characteristics of wheat flour dough, Journal of Cereal
Science, 47, p. 90-100, 2008;
31. Marin, C., Metode numerice în inginerie, Editura Politehnica Press, Bucureşti, 2005;
32. Marin, C., Tehnici de modelare şi simulare în ingineria mecanică, Editura Bibliotheca,
2010;

33. Mezger, T.G., The Rheology Handbook, 2
nd
Edition, Vincentz Network GmbH, Hannover,
2006;
34. Mert, B., A new instrumental setup for determination of small amplitude viscoelastic
properties of dough during fermentation, Eur Food Research Technology, 2007;
35. Moldoveanu, Gh., Niculescu, N.I., Melniciuc, G, Panificaţia modernă, Editura Tehnică,
Bucureşti, 2001;
36. Moraru, C., Georgescu, D., Danciu, I., Metode de analiză la cereale, făinuri şi produse
derivate, vol. 3, Galaţi, 1983;
37. Salvador, A., Sanz, T., Fiszman, S.M., Dynamic rheological characteristics of wheat
flour-water doughs. Effect of adding NaCl, sucrose and yeast, Food Hydrocolloids, 20, p.
780-786, 2006;
38. Safari-Ardi, M., Phan-Thein, N., Stress relaxation and oscillatory tests to distinguish
between doughs prepared from wheat flours at different varietals origin, Cereal
Chemistry, 75, p. 80-84, 1998;
39. Steffe, G., Rheological methods in food process engineering, Freeman Press, U.S.A.,
1996;
40. Stauffer, C.E., Functional additives for bakery foods, U.S.A., 1990;
41. Talabă, D., Bazele CAD –Proiectare asistată de calculator, Editura Universităţii
Transilvania Braşov, 2000;
42. Verhlest, M., Model evaluation and dynamics of viscoelastic fluid in a complex flow, Delft
University Press, 2001;
43. Voicu, Gh., Procese şi utilaje pentru panificaţie, Editura Bren, Bucureşti, 1999;
44. Voicu, Gh., Constantin, Gh., Ştefan, E.M., Proprietăţile reologice relevante ale aluatului

de pâine în teste dinamice oscilatorii de joasă amplitudine, INMATEH-I Agricultural
Engineering, 2011;
45. Wang, F. C., Sun, X.S., Creep-recovery of wheat flour doughs and relationships to other
physical dough tests and breadmaking performance, Cereal Chemistry, 79, p. 567-571,
2002;
46. Wehrle, K., Arendt, E.K., Rheological changes in wheat sourdough during controlled and
spontaneous fermentation, Cereal Chemistry, 75, p. 882-886, 1998;
47. Zeng, H., Morgenstern, M.P., Companella, O.H., Larsen, N.G., Rheological properties of
dough during mechanical dough development, Journal of Cereal Science, 32, p. 293-306,
2000; 68
CURRICULUM VITAE
Informaţii personale
Nume / Prenume LUCHIAN Mihaela Ionela
Adresă(e) Str. Armoniei, Nr. 7, Bl. 56, Sc. B, Ap. 3, Braşov
Data naşterii 30 Septembrie 1981
Experienţa
profesională
Funcţia sau postul ocupat Referent Specialitate Microbiologie
Numele şi adresa
angajatorului
S.C. Ursus Breweries S.A. filiala Braşov, Str. Calea Bucureşti, Nr. 251,
Braşov
Perioada 25 ianuarie 2007 – 6 septembrie 2008
Funcţia sau postul ocupat Reprezentant Relaţii Clienţi Vodafone România
Numele şi adresa

angajatorului
S.C. Professional S.R.L. Braşov, Str. Calea Bucureşti, Nr.5
Educaţie şi formare
Perioada 1 octombrie 2009 – 30 septembrie 2012
Calificarea / diploma obţinută
Doctorand Universitatea Transilvania Braşov, Facultatea de Alimentaţie şi
Turism
Stagiu extern: University of Food Technology, Plovdiv, Bulgaria (ianuarie –
aprilie 2012)
Perioada 1 octombrie 2007 – 28 februarie 2009
Calificarea / diploma obţinută
Diplomă de Master Ingineria şi Managementul Calităţii, Universitatea
Transilvania Braşov, Facultatea de Inginerie Tehnologică, Specializarea
Ingineria si Managementul Calităţii
Perioada 1 octombrie 2003 – 30 iulie 2007
Calificarea / diploma
obţinută
Licenţiat în Fizică - Chimie, Certificat Absolvire Modul Pregătire Personal
Didactic, Universitatea Transilvania Braşov, Facultatea de Ştiinţa şi
Ingineria Materialelor, Specializarea Fizică - Chimie
Perioada 15 septembrie 1996 – 30 iunie 2000
Calificarea / diploma
obţinută
Absolvent Liceu specializarea Chimie Biologie, Colegiul Naţional Mihai
Eminescu Topliţa, Jud. Harghita

Limba(i) maternă(e) Română
Limba(i) străină(e)
cunoscută(e)
Autoevaluare Înţelegere Vorbire Scriere
Nivel european (*) Ascultare Citire Participare la
conversaţie
Discurs oral Exprimare
scrisă
Engleză bine bine bine bine bine
Franceză bine bine bine satisfăcător satisfăcător
(*) Nivelul Cadrului European Comun de Referinţă Pentru Limbi Străine69
CURRICULUM VITAE
Personal information
Surname(s) / First name (s) LUCHIAN Mihaela Ionela
Address(es) Str. Armoniei, No. 7, Bl. 56, Sc. B, Ap. 3, Braşov
Date of birt 30 September 1981
Work experience
Dates 14 April 2008 - 25 September 2009
Occupation or position held Microbiologist
Name and address of
employer
S.C. Ursus Breweries S.A. Braşov, Str. Calea Bucureşti, No. 251, Braşov
Dates 25 January 2007 – 6 September 2008
Occupation or position held Customer Support Representative Vodafone Romania
Name and address of

employer
S.C. Professional S.R.L. Braşov, Str. Calea Bucureşti, No.5
Education and training
Dates 1 October 2009 – 30 September 2012
Title of qualification awarded
PhD Student at Transilvania University of Brasov, Food and Tourism Faculty
External Stage: University of Food Technology, Plovdiv, Bulgaria (January –
March 2012)
Dates 1 October 2007 – 28 February 2009
Title of qualification awarded
Master Degree Engineering and Management Quality, Transilvania University
Brasov, Technical Engineering Faculty, specialty Engineering and Quality
Management
Dates 1 October 2003 – 30 July 2007
Title of qualification
awarded
Bachelor in Physical - Chemistry, Bachelor Certificate Teachers Training
Module, Transilvania University Brasov, Faculty of Science and
technology, Specialty Physical - Chemistry
Dates 15 September 1996 – 30 June 2000
Title of qualification
awarded
Bachelor High School specialty Chemical-Biology, National College
Mihai Eminescu Topliţa, Harghita
Personal skills and

competences
Mother tongue (s) Romanian
Other language (s)
Self-assessment Understanding Speaking Writing
European level (*) Listening Reading Spoken
interaction
Spoken
production
Written
expression
English Good Good Good Very Good Good
Franch Good Good Good Good Good
(*) Common European Framework of Reference (CEE) level70
LUCRĂRI elaborate de autor în domeniul tezei de doctorat
1. Luchian, M.I., Csatlos, C., Research regarding the optimisation of consumption energy in
bread dough mixing process, Proceedings of the 15
th
International Conference Modern
Technologies, Quality and Innovation, vol.1, Chişinău, 2011;
2. Luchian, M., Csatlos, C., Particularity of the dough mixing in breadmaking process,
Journal of EcoAgriTourism, Vol.6, No. 2, p. 56-59, 2010;
3. Luchian, M., Csatlos, C., Research on the effect of α-amylase used in bakery, Journal of
EcoAgriTourism, vol.6, No. 3, p. 111-115, 2010;
4. Luchian, M.I., Canja, C.M., Effect of salt on gas production in bread dough, Bulletin of
the Transilvania University of Brasov, vol. 3(52), series II, p. 167-170, 2010;

5. Luchian, M.I., Csatlos, C., Research on change in protein composition during dough
processing, Bulletin of the Transilvania University of Brasov, vol. 4(53), no.1, series II,
p. 109-114, 2011;
6. Luchian, M.I., Csatlos, C., Research on rheological properties of bread dough, 3
rd
International Conference Advanced Composite Materials Engineering, Transilvania
University Press of Brasov, vol.3, p. 108-111, 2010;
7. Luchian, M.I., Research on dynamics of carbohydrates fermentation in bread dough, 3
rd
International Conference Advanced Composite Materials Engineering, Transilvania
University Press of Brasov, vol.3, p. 104-107, 2010;
8. Luchian, M., Research on the kinematics of flow regime on fluid mixing, Journal of
EcoAgriTourism, vol.7, No. 1, p. 30-34, 2011;
9. Luchian, M., Csatlos, C., Research on the energy generated during mixing process,
Proceedings of the Third International Conference Research People and Actual Tasks on
Multidisciplinary Sciences, vol.2, p. 142-146, Lozenec, Bulgaria, 2011;
10. Luchian, M.I., Canja, C.M., Csatlos, C., Studies on influence of water on dough
rheology and bread quality, The 4
th
International Conference Computational mechanics
and Virtual Engineering, Lux Libris Publishing House, p. 132-135, 2011;
11. Luchian, M.I., Litovchenko, I., Stefanov, S., Csatlos, C., Numerical simulation of energy
dissipation in mixing process of bread dough , Journal of EcoAgriTourism, vol. 8, No. 1,
2012, p. 30-34;
12. Luchian, M.I., Litovchenko, I., Stefanov, S., Csatlos, C., Numerical modelling and

simulation of bread dough mixing using concept of Computational Fluid Dynamics
(CFD), 5
th
International Mechanical Engineering Forum 2012, p. 584-590, Prague, Czech
Republic, 2012; 71
CONTRIBUŢII PRIVIND OPTMIZAREA ENERGETICĂ A
PROCESULUI DE MALAXARE A ALUATULUI DE PANIFICAŢIE
REZUMAT
Conducător ştiinţific, Doctorand,
Prof. univ. Dr. Ing. Carol CSATLOS Mihaela Ionela LUCHIAN
Procesul de panificaţie este un process complex. Complexitatea procesului de panificaţie se
datorează în mare măsură aluatului care se formează în timpul procesului de malaxare. Având în vedere
faptul că obţinerea pâinii are loc după un şir de operaţii tehnologice, toate consumatoare de energie,
lucrarea de faţă îşi propune să aducă o contribuţie esenţială în ceea ce priveşte consumul energetic
specific procesului de malaxare.
Cercetările teoretice întreprinse în cadrul lucrării au constat în modelarea şi simularea dinamicii
aluatului şi a procesului de malaxare a acestuia. Pentru realizarea simulării procesului de malaxare a
aluatului a fost realizat un model geometric al malaxorului real utilizat în cercetările experimentale
utilizând programul SolidWorks, o serie de rezultate importante privind distribuţia de viteze, energie şi
presiune fiind obţinute în urma simulării effectuate cu ajutorul programului FlowVision. În vederea
studierii dinamicii aluatului s-a pornit de la analiza modelelor reologice vascoelastice Kelvin-Voigt,
Maxwell şi Burgers, modele prin care poate fi descris comportamentul vâscoelastic al aluatului, simularile
fiind realizate cu ajutorul programului Matlab Simulink.
Consumul de energie la malaxarea aluatului de pâine depinde de calitatea făinii, în special de

calitatea şi cantitatea glutenului, de conţinutul de apă, de starea materiilor prime înainte de malaxare, de
felul şi turaţia braţului de malaxare. S-a constat în urma determinărilor efectuate faptul că aluatul cu
umiditate mare necesită un consum de energie mai mic decât cel de consistenţă mare, iar sarea şi
substanţele oxidante măresc consumul de energie al procesului.
CONTRIBUTION ON THE ENERGETIC OPTIMIZATION OF BREAD
DOUGH MIXING PROCESS
ABSTRACT
The bakking process is very complex. Baking complexity is largely due dough that is
formed during the mixing process. Because bread comes after a number of technological
operations, all energy consumption, the aim of this PhD is to contribute to reduce specific energy
consumption in bread dough mixing process.
Theoretical research undertaken in this paper consisted of modeling and simulating the
dynamics of dough and its mixing process. To achieve the simulation process of dough mixing,
there was made a real mixer geometry model used in experimental research, using SolidWorks
program, a series of important results on the distribution of speed, power and pressure were
obtained from the simulation program performed by FlowVision. In order to study the bread
dough dynamics it was started from the analysis of rheological viscoelastic models: KelvinVoigt, Maxwell and Burgers, models which can describe viscoelastic behavior of dough,
simulations performed using Matlab Simulink program.
Energy consumption on bread dough mixing process depends by flour quality, gluten quality
and quantity, water content, state of raw and auxiliary materials, type and speed of mixer arm.
It was found after the experiments that bread dough with high water content require a small
energy consumption comparative with dough with high consistency, and also the salt and
oxidants increase the energy consumption of bread dough mixing process.



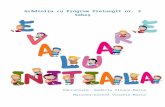


![P] ]v } µo }v µ ]]o} ]vuµvX Z] ]vµ ] SECTORULUI ... · 2 8. 1 ö 1 al Monumentelor Istorice 9. £ 1 ò & 1 1 1 1 1 1 ©1 1](https://static.fdocumente.com/doc/165x107/5fb7a327e1e27656a034c5c9/p-v-o-v-o-vuvx-z-v-sectorului-2-8-1-1-al-monumentelor.jpg)