Universitatea “Transilvania Braşov Școala Doctorală ...old.unitbv.ro/Portals/31/Sustineri de...
76
Universitatea “Transilvania” Braşov Școala Doctorală Interdisciplinară Departament: Ingineria Materialelor și Sudură Ing. Ionuţ UNCU Cercetări și experimentări privind încercarea distructivă a îmbinărilor sudate electric prin presiune în puncte la structura metalică a șezuturilor de scaun auto tip Zafira Research and experimentation regarding destructive test of resistance spot welds within cushion metal frames of automotive seat model Zafira Conducător ştiinţific Prof.univ.dr.ing. Radu IOVĂNAȘ Braşov, 2014
Transcript of Universitatea “Transilvania Braşov Școala Doctorală ...old.unitbv.ro/Portals/31/Sustineri de...
Universitatea “Transilvania” Braşov
Școala Doctorală Interdisciplinară
Departament: Ingineria Materialelor și Sudură
Ing. Ionuţ UNCU
Cercetări și experimentări privind încercarea distructivă a
îmbinărilor sudate electric prin presiune în puncte la structura
metalică a șezuturilor de scaun auto tip Zafira
Research and experimentation regarding destructive test of
resistance spot welds within cushion metal frames of automotive seat
model Zafira
Conducător ştiinţific
Prof.univ.dr.ing. Radu IOVĂNAȘ
Braşov, 2014
MINISTERUL EDUCAŢIEI NAȚIONALE
Universitatea Transilvania din BRAŞOV
Bd. Eroilor 29, 500036 Brașov, România, Tel/Fax: +40 268 410525, +40 268 412088
www.unitbv.ro
______________________________________________________________________________
D-lui (D-nei)
.............................................................................................................................
COMPONENŢA
Comisiei de doctorat
Numită prin ordinul Rectorului Universităţii “Transilvania” din Braşov
nr. 6048 din 27.09.2013
PREȘEDINTE:
CONDUCĂTOR ȘTIINȚIFIC:
REFERENȚI:
- Prof. univ. dr. ing Mircea Horia ȚIEREAN
DIRECTOR – Dep. did. Ingineria Materialelor și Sudură
Universitatea “Transilvania” din Braşov
- Prof. univ. dr. ing. Radu IOVĂNAȘ
Universitatea “Transilvania” din Braşov
- Prof. univ. dr. ing. Mihai MANGRA
Universitatea din Craiova
- Prof. univ. dr. ing. Dănuț MIHĂILESCU
Universitatea “Dunărea de Jos” din Galați
- Prof. univ. dr. ing. Teodor MACHEDON PISU
Universitatea “Transilvania” din Braşov
Data, ora şi locul susţinerii publice a tezei de doctorat: 21.02.2014, ora 11, sala II-6 (corpul
I, etaj I, cam. 6), Colina Universității.
Vă rugăm să transmiteți în timp util eventualele aprecieri sau observații asupra conținutului
lucrării pe adresa: [email protected]
Totodată, vă invităm să luați parte la ședința publică de susținere a tezei de doctorat .
Vă mulțumim.
3
CUPRINS
pag. pag.
rezu. teză
mat
Introducere................................................................................................................................ 7 7
1.OBIECTIVELE TEZEI DE DOCTORAT ........................................................................... 8 9
1.1.Tendinţe actuale în domeniul abordat ......................................................................... 8 9
1.2.Delimitarea domeniului de cercetare .......................................................................... 9 9
1.3.Obiectivele tezei de doctorat ...................................................................................... 9 10
2.STUDIU TEORETIC PRIVIND SUDAREA ELECTRICĂ PRIN PRESIUNE ÎN PUNCTE ŞI
ÎNCERCĂRILE ÎMBINĂRILOR SUDATE ......................................................................... 10...11
2.1. Noţiuni teoretice de sudare electrică prin presiune în puncte .................................. 10...11
2.2 .Tipuri de echipamente pentru sudarea electrică prin presiune în puncte..................- 29
2.3. Încercările îmbinărilor sudate electric prin presiune în puncte.................................- 30
2.4.Concluzii................................................................................................................... - 35
3.STADIUL ACTUAL AL FABRICAȚIEI STRUCTURII METALICE A SCAUNELOR
AUTO TIP ZAFIRA ȘI AL ÎNCERCĂRILOR ÎMBINĂRILOR SUDATE ........................ 18 36
3.1.Tipuri de structuri metalice de scaun auto..................................................................- 36
3.2 Procesul de fabricaţie al structurii metalice a scaunului auto de tip Zafira .............. 18 39
3.2.1. Procesul de fabricaţie al structurilor metalice ale spătarelor de scaun
auto tip Zafira...................................................................................................- 39
3.2.1.1. Tehnologia de sudare electrică prin presiune în puncte a
structurilor metalice a spătarelor de scaun auto tip Zafira....................- 39
3.2.1.2. Încercările îmbinărilor sudate ale structurii metalice de spătar
tip Zafira...............................................................................................- 45
3.2.2. Procesul de fabricaţie al structurii metalice a şezutului de scaun auto
de tip Zafira.....................................................................................................17 46
3.2.2.1. Planul de amplasare al celulelor de lucru din procesul de
fabricaţie al structurii metalice de şezut tip Zafira................................- 46
3.2.2.2. Structura metalică a şezutului scaunelor auto tip Zafira.......................- 47
3.2.2.3. Tehnologia de sudare electrică prin presiune în puncte a structurilor
metalice a şezuturilor de scaun auto tip Zafira...................................18 52
3.2.2.4. Echipamente utilizate în procesul de fabricaţie....................................- 61
3.2.2.5. Dispozitive utilizate în procesul de fabricaţie......................................- 64
3.2.2.6. Sistemul antigreşeală sau “poka yoke” instalat în celula
automată de sudare electrică prin presiune în puncte…………………- 65
3.2.2.7. Tipuri de portelectrozi pentru sudarea electrică prin presiune
în puncte……………………………………………………………...- 68
3.2.2.8. Tipuri de electrozi pentru sudarea electrică prin presiune în
puncte..................................................................................................- 68
4
3.3. Concluzii...................................................................................................................- 71
4.CONTROLUL CALITATIV AL STRUCTURII METALICE A ȘEZUTULUI DE SCAUN
AUTO DE TIP ZAFIRA ........................................................................................................ 26 72
4.1. Examinarea vizuală .................................................................................................. 26 72
4.2. Marcarea şezutului sudat, anterior încercării distructive ......................................... 27 72
4.3. Încercarea distructivă a punctelor sudate şi înregistrarea datelor obţinute .............. 28 74
4.4. Analiza datelor înregistrate în Minitab .................................................................... 35 80
4.5. Analiza macroscopică …………………………………………................................- 91
4.6. Concluzii………………………………………………………................................- 93
5.DISPOZITIVUL EXPERIMENTAL PENTRU SUDAREA ELECTRICĂ PRIN PRESIUNE
ÎN PUNCTE A EȘANTIOANELOR DIN TABLĂ .............................................................. 45 94
5.1.Conceptul şi principiile de funcţionare ..................................................................... 45 94
5.2. Proiectarea dispozitivului ........................................................................................ 47 97
5.3. Fabricarea dispozitivului ........................................................................................ 49 100
5.4. Prelevarea eşantioanelor din tablă .......................................................................... 56 107
5.5. Procesul de sudare a eşantioanelor din tablă cu ajutorul dispozitivului
experimental....................................................................................................................57 108
5.6. Controlul dimensional al dispozitivului experimental ............................................ 58 109
5.7. Concluzii………………………………………………………………...................- 111
6.CERCETĂRI ŞI DETERMINĂRI CALITATIVE ALE ÎMBINĂRILOR OBŢINUTE,
UTILIZÂND SUDAREA ELECTRICĂ PRIN PRESIUNE ÎN PUNCTE A EŞANTIOANELOR
DIN TABLĂ FIXATE ÎN DISPOZITIVUL EXPERIMENTAL ......................................... 60 112
6.1. Examinarea vizuală………………………………………………...........................- 112
6.2. Marcarea eşantioanelor sudate ................................................................................ 60 119
6.3.Confecţionarea instrumentului pentru încercarea distructivă a punctelor sudate .... 61 120
6.4. Încercarea distructivă a punctelor sudate şi înregistrarea datelor obţinute ............. 63 122
6.5. Analiza macroscopică ............................................................................................. 68 127
6.6. Concluzii………………………………………………………..............................- 128
7.CONCLUZII FINALE, CONTRIBUȚII PERSONALE ȘI DEZVOLTĂRI
VIITOARE............................................................................................................................69 129
7.1. Concluzii finale ....................................................................................................... 69 129
7.2. Contribuţii personale .............................................................................................. 70 129
7.3. Dezvoltări viitoare .................................................................................................. 70 130
8.BIBLIOGRAFIE .................................................................................................................71 132
5
TABLE OF CONTENTS
Introduction...............................................................................................................................7 7
1. Thesis objectives ………………………………………………………..............................8 9
1.1.Current research in the thesis field . …………………………………………………8 9
1.2.Research domain of the thesis......................................................................................9 9
1.3.Thesis objectives ........................................................................................................ 9 10
2. Theoretical study regarding resistance spot welding and destructive tests of the
weldments ……………………………………………………………………………..….10 11
2.1. Theoretical knowledge of resistance spot welding...................................................10 11
2.2.Types of resistance spot welding machines.................................................................- 29
2.3.Destructive tests of the resistance spot weldments......................................................- 30
2.4.Conclusions..................................................................................................................- 35
3. Actual status of metal frame cushion fabrication of automotive seat Zafira and
destructive tests ................................................................................................................18 36
3.1.Types of metal structures for automotive seat............................................................- 36
3.2 Fabrication proces of metal structure for automotive seat type Zafira. .................... 18 39
3.2.1 Fabrication process of the back metal structures for automotive seat type
Zafira....................................................................................................................- 39
3.2.1.1. Resistance spot welding technology of the back metal structures for
automotive seat type Zafira...................................................................................- 39
3.2.1.2. Destructive tests of the weldments within back metal structures for
automotive seat type Zafira...................................................................................- 45
3.2.2 Fabrication process of the cushion metal structure for automotive
seat type Zafira ................................................................................................... 17 46
3.2.2.1. Fabrication process layout of the cushion metal structure for automotive seat
type Zafira..............................................................................................................- 46
3.2.2.2. Cushion metal structure for automotive seat type Zafira..........................- 47
3.2.2.3. Resistance spot welding technology of cushion metal structures for
automotive seat type Zafira …………………………………………….………18 52
3.2.2.4. Welding machines used within fabrication process.................................- 61
3.2.2.5. Jigs used within fabrication process.........................................................- 64
3.2.2.6. “Poka yoke” system of the automated resistance spot welding work
cell…………………………………………………………………………….…- 65
3.2.2.7. Types of portelectrodes for resistance spot welding …………………...- 68
3.2.2.8. Types of electrodes for resistance spot welding………………………...- 68
3.3. Conclusions.................................................................................................................- 71
4.Quality check of the cushion metal structure for automotive seat type Zafira.....................26 72
4.1. Visual examination .................................................................................................. 26 72
4.2. Marking of the welded cushion metal structure, prior to the destructive test ……..27 72
4.3. Destructive test of the spot welds and achieved data recording .............................. 28 74
4.4. Data analysis using Minitab..................................................................................... 34 80
4.5. Macrographic analysis………………………............................................................- 91
4.6.Conclusions………………………………………….................................................- 93
6
5.Experimental fixture for resistance spot welding of plate samples…………...…………45 94
5.1. Concept and functionallity principles ...................................................................... 45 94
5.2. Experimental fixture designing process .................................................................. 47 97
5.3. Experimental fixture manufacturing process .......................................................... 49 100
5.4. Sampling of plate specimen .................................................................................... 56 107
5.5. Welding process of the plate samples using the experimental fixture ................... 58 108
5.6. Experimental fixture dimensional check ................................................................ 59 109
5.7. Conclusions………………………………............................................……...........- 111
6.Research and quality determination of the achieved weldments between plate samples
resistance spot welded using the experimental fixture.............................. ………………....60 112
6.1. Visual examination……………………………………………................................- 112
6.2. Marking of the welded plate samples ..................................................................... 60 119
6.3. Tool fabrication used for destructive test of the spot welds ................................... 61 120
6.4. Destructive test of the spot welds and achieved data recording ............................. 63 122
6.5. Macrographic analysis ............................................................................................ 68 127
6.6. Conclusions…………………………………………………................................. - 128
7.Final conclusion, original contributions and further research……………………………69 129
7.1. Final conclusions…………………………………………………………………..69 129
7.2. Original contributions……………………………………………………………..70 129
7.3. Further research ...................................................................................................... 70 130
8.Bibliography.......................................................................................................................71 132
7
Introducere
Criza economică mondială a afectat şi România şi, implicit, companiile din domeniul
industriei auto aflate aici. Impactul s-a resimţit şi asupra fabricilor care făceau parte din companii
globale. Întâi și-au făcut apariția sub formă de influenţe din alte zone ale globului şi apoi din
vestul Europei şi apoi lovind chiar în România. Începând cu 2008, în industria constructoare de
scaune auto, ca de altfel întreaga industrie auto, au început ample restructurări ale afacerilor.
Producătorii de automobile au solicitat bineînţeles reduceri de costuri furnizorilor astfel încât,
păstrând nivelul de calitate, preţul automobilelor să scadă. Aceste cerinţe au generat şi în cadrul
firmei JCR mai multe proiecte care au avut ca scop reducerea cheltuielilor şi creşterea
productivităţii. În acest context, pe lângă multe alte proiecte de îmbunătăţire continuă am
demarat şi proiectul care stă la baza lucrării de faţă. Dorind o cat mai eficientă aplicare a politicii
firmei în ceea ce înseamnă reducerea de costuri, a ratei defectelor şi a rebuturilor, am considerat
că e momentul ideal de a realiza și de a testa o idee experimentală care ar satisface toate cele trei
deziderate amintite. Implementarea acestei idei ar conduce la reducerea costurilor implicate de
încercarea îmbinărilor sudate. În prezent, sudarea electrică prin presiune în puncte are o pondere
foarte mare în industria de fabricare a structurii metalice a scaunelor auto. Din acest domeniu am
ales sudarea electrică prin presiune în puncte a structurilor metalice de șezut auto tip Zafira şi am
experimentat şi analizat sudarea de eşantioane din tablă fixate într-un dispozitiv experimental.
Am dorit ca în aceleaşi condiţii tehnice şi obţinând o calitate a îmbinărilor conform
specificaţiilor din domeniu, să pot reduce rata de rebutare şi, implicit, costurile. Obiectivele
acestei teze sunt prezentate şi detaliate în subcapitolul 1.3.
Teza de doctorat se înscrie, prin tematica abordată, în domeniul preocupărilor existente pe
plan mondial de eficientizare a activităţilor, proceselor şi a reducerii cheltuielilor.
Pentru realizarea obiectivelor, teza de doctorat a fost structurată în 7 capitole cu următorul
conţinut rezumativ:
În capitolul 1, intitulat „Obiectivele tezei de doctorat”, se realizează o prezentare a
direcţiilor de dezvoltare a cercetărilor şi experimentărilor din această teză.
În capitolul 2, care poartă titlul „Studiu teoretic privind sudarea electrică prin presiune în
puncte şi încercările îmbinărilor sudate”, se urmărește, pe baza materialului bibliografic
consultat, o trecere în revistă a noţiunilor de bază din domeniul sudării electrice prin presiune în
puncte şi a încercărilor îmbinărilor sudate.
În capitolul 3, intitulat „Stadiul actual al fabricaţiei structurii metalice a scaunelor auto
tip Zafira şi al încercărilor îmbinărilor sudate”, se configurează, pe baza materialului
bibliografic consultat şi a documentaţiei tehnice existente, o prezentare a procesului de fabricaţie
8
a structurii metalice a scaunelor auto tip Zafira şi a încercărilor îmbinărilor sudate aplicate
acestor structuri.
În capitolul 4, cu titlul „Controlul calitativ al structurii metalice a şezutului de scaun auto
de tip Zafira”, se face o prezentare a etapelor de pregătire a cercetării, de colectare a datelor şi de
interpretare a rezultatelor.
În capitolul 5, intitulat „Dispozitivul experimental pentru sudarea electrică prin presiune
în puncte a eşantioanelor din tablă”, sunt înfățișate proiectarea, fabricarea şi testarea unui
dispozitiv experimental utilizat la sudarea eşantioanelor din tablă prin procesul de sudare
electrică prin presiune în puncte.
În capitolul 6, „Cercetări şi determinări calitative ale îmbinărilor obţinute, utilizând
sudarea electrică prin presiune în puncte a eşantioanelor din tablă fixate în dispozitivul
experimental”, se prezintă modul de încercare a îmbinărilor sudate pe eşantioanele din tablă.
În capitolul 7, intitulat „Concluzii finale, contribuţii personale şi dezvoltări viitoare”, se
precizează care sunt rezultatele cercetărilor şi testelor, sunt dezvoltate concluziile finale în
domeniul cercetării teoretice şi experimentale, precum şi direcţiile ulterioare de cercetare şi
modul de diseminare a rezultatelor.
Capitolul 1
OBIECTIVELE TEZEI DE DOCTORAT
1.1. Tendinţe actuale în domeniul abordat
În industria auto, ca de altfel şi în alte domenii, există preocuparea continuă pentru
îmbunătăţirea proceselor existente într-o fabrică. Acest deziderat se realizează prin eficientizarea
şi păstrarea sau creşterea nivelului de calitate. Literatura de specialitate analizează diferite
tehnologii de sudare electrică prin presiune în puncte şi, de asemenea, diferite metode de
încercare a îmbinărilor sudate.
În industria fabricaţiei structurilor metalice pentru scaune auto se întâlnesc mai multe
tehnologii de sudare electrică prin presiune şi, bineînţeles, variate teste şi încercări ale
îmbinărilor sudate. În funcţie de structurile metalice analizate şi de caracteristicele
componentelor metalice se propune şi metoda de testare. În această lucrare se analizează în
special testul distructiv al îmbinărilor sudate prin presiune în puncte. Volumul de structuri
metalice distruse prin testele distructive determină costuri semnificative pentru activitatea unei
fabrici. Conform standardelor în vigoare testele se pot efectua atât pe structuri metalice standard,
cât şi pe eşantioane produse în condiţii identice utilizând mijloace mecanice sau manuale.
Având în vedere că cercetările din domeniul testelor distructive din industria fabricării
structurilor metalice pentru scaune auto sunt relativ restrânse, prin prezenta dizertație îmi propun
să contribui prin cercetări experimentale la evaluarea testării distructive, folosind eşantioane din
tablă sudate electric prin presiune în puncte
9
1.2. Delimitarea domeniului de cercetare
După ce am studiat literatura de specialitate şi după ce am efectuat cercetările de la JCR
Piteşti, am creat un dispozitiv experimental pentru fixarea eşantioanelor din tablă înainte de a fi
sudate electric prin presiune în puncte. Îmbinările sudate de pe eşantioane sunt testate distructiv
folosind în principal metode manuale.
Cercetările experimentale din cadrul tezei au ca scop determinarea posibilităţii de a executa
testele distructive, solicitate în planul de control al structurii metalice de şezut auto tip Zafira, şi
pe eşantioane sudate în aceleaşi condiţii de producţie.
În acest context teza de doctorat va analiza următoarele direcţii de cercetare:
1. Analiza rezultatelor obţinute în urma testelor distructive în condiţiile actuale de sudare şi testare
2. Întocmirea unui calcul de fezabilitate privind noua metodă de sudare şi testare folosind
eşantioane din tablă
3. Proiectarea şi fabricarea unui dispozitiv experimental 4. Testarea dispozitivului experimental
5. Testarea distructivă a eşantioanelor din tablă sudate electric prin presiune în puncte
1.3. Obiectivele tezei de doctorat
Obiectivul general urmărit constă în reducerea costurilor implicate de testarea distructivă a
structurilor metalice a şezuturilor de scaun auto tip Zafira. Din obiectivul general am extras
următoarele obiective specifice de cercetare, detaliate după cum urmează:
Obiectivul 1 – Studierea literaturii de specialitate referitoare la procesul de sudare prin
presiune în puncte şi încercarea distructivă a îmbinărilor sudate:
Procesul de sudare electrică prin presiune în puncte;
Testarea distructivă a îmbinărilor sudate electric prin presiune în puncte.
Obiectivul 2 – Realizarea unui studiu teoretic asupra tehnologiei de asamblare a structurii
metalice a şezutului auto tip Zafira, cu referire la:
Structura metalică a şezutului scaunelor auto tip Zafira;
Diagrama procesului de fabricaţie;
Tehnologia de sudare electrică prin presiune în puncte;
Echipamente utilizate;
Dispozitive utilizate;
Sistemul poka yoke (antigreşeală);
Tipuri de portelectrozi şi electrozi.
Obiectivul 3 – Realizarea unui studiu teoretic utilizând datele obţinute din testarea
distructivă a structurilor metalice de şezut de scaun auto tip Zafira într-un interval de timp, cu
referire la:
Încercarea distructivă a punctelor sudate şi înregistrarea datelor obţinute;
Analiza datelor înregistrate.
10
Obiectivul 4 – Sudarea experimentală a unor eşantioane din tablă utilizând un dispozitiv
experimental pentru fixarea acestora, cu referire la:
Conceptul şi principiile de funcţionare a dispozitivului de fixare a eşantioanelor;
Proiectarea dispozitivului de fixare;
Fabricarea dispozitivului de fixare;
Prelevarea eşantioanelor din tablă şi sudarea acestora;
Confecţionarea instrumentului pentru încercarea distructivă a punctelor sudate şi executarea încercărilor pe eşantioanele din tablă după sudare.
Capitolul 2
STUDIU TEORETIC PRIVIND SUDAREA ELECTRICĂ PRIN PRESIUNE ÎN PUNCTE
ŞI ÎNCERCĂRILE ÎMBINĂRILOR SUDATE
2.1. Noţiuni teoretice de sudare electrică prin presiune în puncte
În industria confecţiilor metalice pentru structura scaunelor auto se întâlnesc mai multe
tipuri de sudare electrică prin presiune. Printre cele mai utilizate se numără sudarea electrică prin
presiune în relief şi sudarea electrică prin presiune în puncte. În continuare sunt prezentate
noţiuni teoretice care stau la baza proceselor întâlnite şi nu numai. Astfel sudarea prin presiune
cu nucleu topit, care este un caz particular al sudării electrice în puncte şi linie reţine în interior
metalul topit sub forma de nuclee. Forţa de presare determină calitatea îmbinării având rolul de a
asigura un contact electric ferm în locul de trecere al curentului dar şi de a proteja nucleul ca într-
o cochilie metalică închisă.
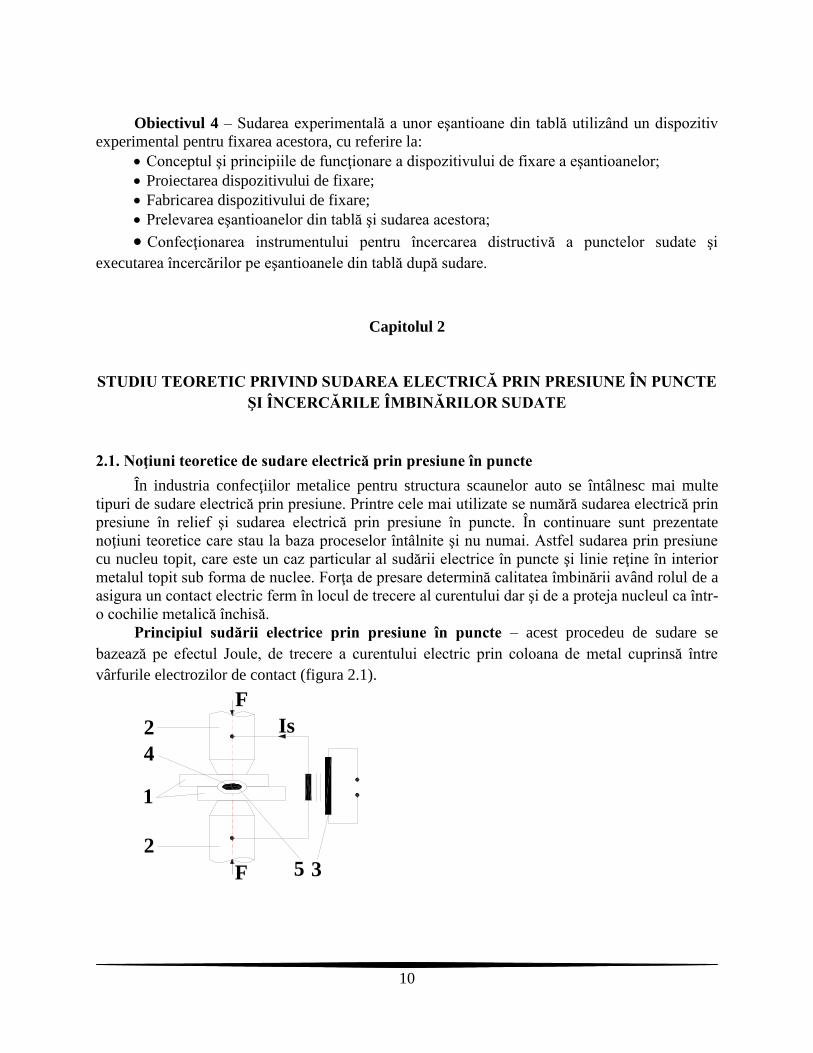
Principiul sudării electrice prin presiune în puncte – acest procedeu de sudare se
bazează pe efectul Joule, de trecere a curentului electric prin coloana de metal cuprinsă între
vârfurile electrozilor de contact (figura 2.1).
F
F
Is
5 3
2
4
1
2
11
Fig.2.1 - Schema de principiu a sudării în puncte directe [38]: 1) Componentele de sudat, 2)
Electrozi de contact, 3) Sursa de sudare, 4) Punct de sudură, 5) ZITM (zona influenţată termic şi
mecanic).
Conform [13,16,22,23,25,38,39,40,41] după poziţia electrozilor de contact se deosebesc
două tipuri de sudare electric prin presiune:
Sudarea directă în puncte – electrozii de contact sunt plasaţi de ambele părţi ale
componentelor. Principiul de lucru este cel prezentat in figura 2.1, componentele fiind strânse
între electrozii de contact cu o forţă (F), care sunt conectaţi la sursa de curent, ce furnizează un
curent de intensitate ridicată (de ordinul miilor de amperi) şi tensiune mică (de ordinul
volţilor).Acesta este şi principiul de sudare, care stă la baza tezei. Echipamentele incluse în
analiză şi experimente folosesc sudare directă în puncte (schema este prezentată mai sus).
Sudarea indirect în puncte – numită şi sudare în puncte pe o singură parte, la care se
utilizează un electrod ascuţit (electrod activ) pentru realizarea punctului de sudură şi un al doilea
electrod cu suprafaţa de contact mărită şi este dispus pe aceeaşi parte cu primul şi prin
intermediul căruia se realizează închiderea circuitului electric. În acest caz piesele sunt aşezate
pe un suport, punctual sudat obţinându-se, în principiu, în acelaşi mod ca şi în cazul precedent.
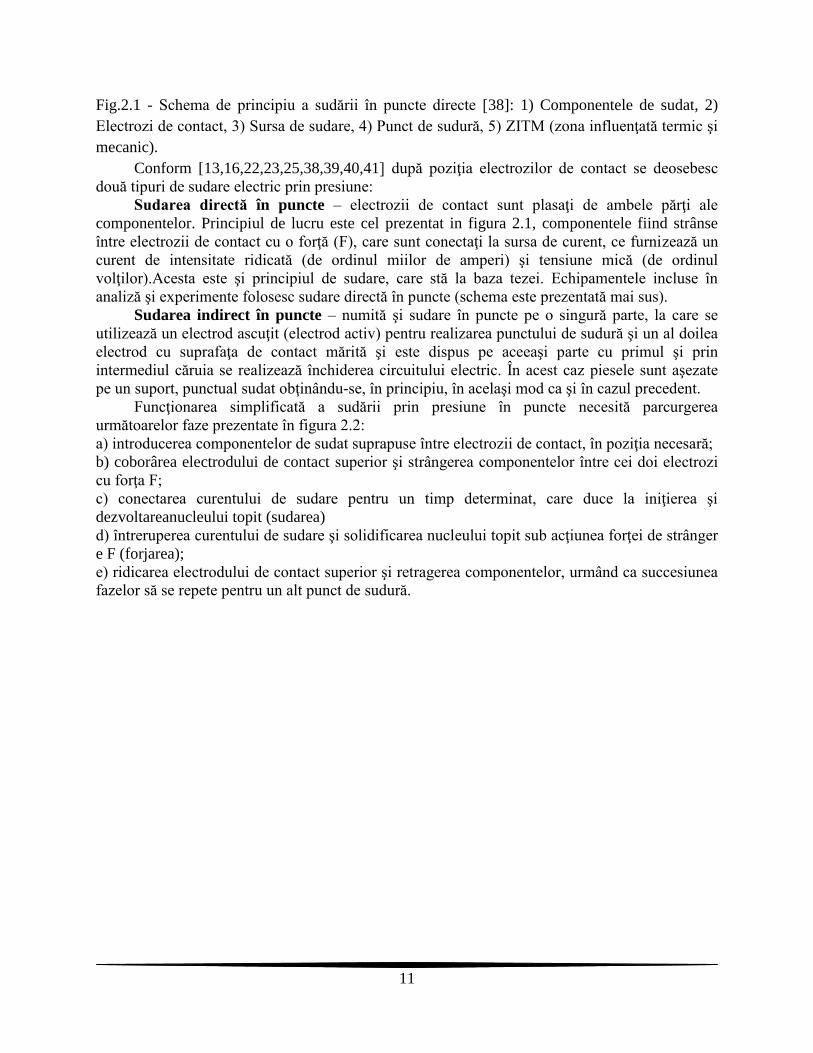
Funcţionarea simplificată a sudării prin presiune în puncte necesită parcurgerea
următoarelor faze prezentate în figura 2.2:
a) introducerea componentelor de sudat suprapuse între electrozii de contact, în poziţia necesară;
b) coborârea electrodului de contact superior şi strângerea componentelor între cei doi electrozi
cu forţa F;
c) conectarea curentului de sudare pentru un timp determinat, care duce la iniţierea şi
dezvoltareanucleului topit (sudarea)
d) întreruperea curentului de sudare şi solidificarea nucleului topit sub acţiunea forţei de strânger
e F (forjarea);
e) ridicarea electrodului de contact superior şi retragerea componentelor, urmând ca succesiunea
fazelor să se repete pentru un alt punct de sudură.
12
F
F
F
F
Is
F
F
F
Is
a) b) c) d) e)
Introducerea componentelor si
coborarea electrodului superior
INTENSITATEA CURENTULUI DE SUDARE
FORTA DE STRNGERE
tcoborare tintarziere tsudare tforjare tridicare
Timp
Sudare Mentinerea fortei
(Forjare)
Ridicarea electrodului
Fig.2.2 - Fazele operaţiilor la sudarea în puncte; a) Introducerea componentelor, b) Coborârea
electrodului superior, c) Sudare; d) Menţinerea forţei (forjare); e) Ridicarea electrodului [38].
Formarea punctului de sudură cuprinde trei procese distincte care se produc concomitent:
- procesul electric
- procesul metalurgic
- procesul mecanic
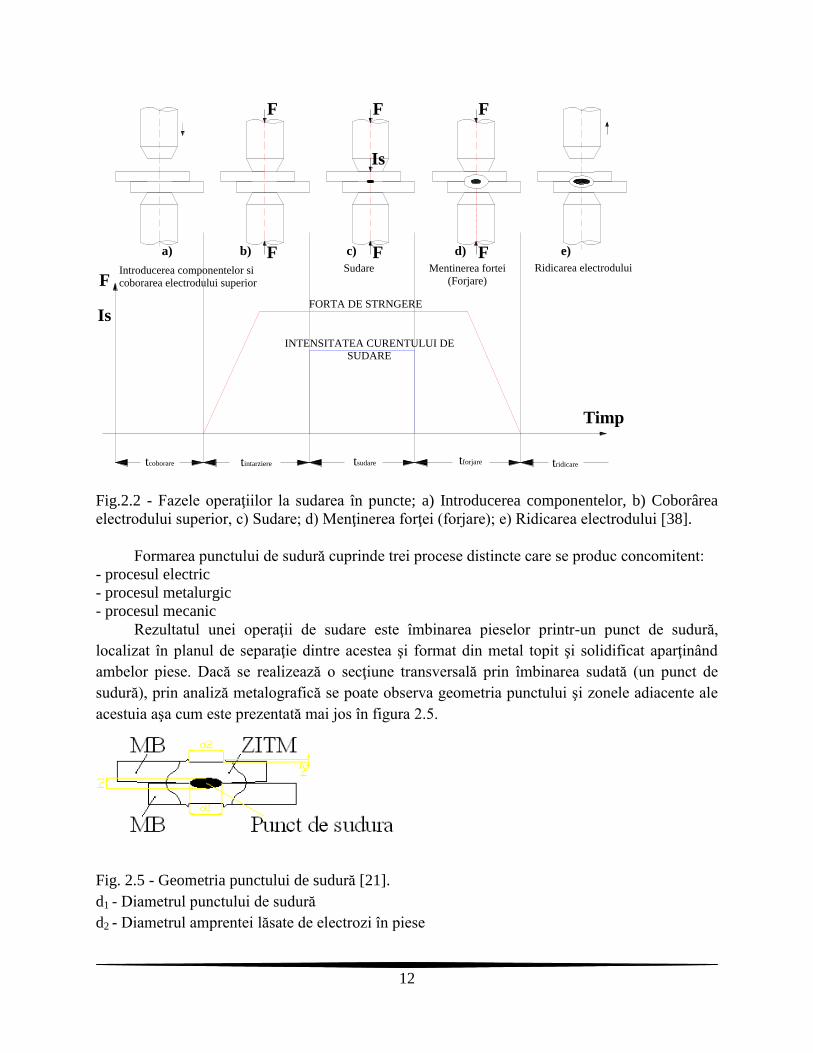
Rezultatul unei operaţii de sudare este îmbinarea pieselor printr-un punct de sudură,
localizat în planul de separaţie dintre acestea şi format din metal topit şi solidificat aparţinând
ambelor piese. Dacă se realizează o secţiune transversală prin îmbinarea sudată (un punct de
sudură), prin analiză metalografică se poate observa geometria punctului şi zonele adiacente ale
acestuia aşa cum este prezentată mai jos în figura 2.5.
Fig. 2.5 - Geometria punctului de sudură [21].
d1 - Diametrul punctului de sudură
d2 - Diametrul amprentei lăsate de electrozi în piese
13
h2 - Adâncimea amprentei
h1 - Înălţimea punctului de sudură
ZITM - Zona influenţată termomecanic
MB – Material de bază
În cadrul procesului de sudare electrică prin presiune în puncte parametrii regimului de
sudare sunt acele mărimi pe care sudorul le poate regla din controlerul echipamentului de sudare:
- Intensitatea curentului de sudare Is[A]
- Timpul de sudare ts [secunde sau perioade]
- Forţa de apăsare aplicată electrozilor de contact F[N]
Calitatea îmbinărilor sudate electric prin presiune în puncte este influenţată printre alți
factori de factorii tehnologici. Aceștia sunt:
- Grosimea materialului
- Diametrul la varf al electrozilor de contact
- Calitatea suprafeţelor în contact a componentelor ce se vor suda
Alți factori care influențează calitatea îmbinărilor sudate sunt factorii constructivi
[38,59,73,75,76,77,83,87]. Aceștia sunt următorii:
- Influenţa circuitului secundar
- Masa magnetică introdusă între braţele instalaţiei de sudat
- Fenomenul de şuntare
- Amplasarea punctelor faţă de marginea componentelor de sudat
- Pasul între punctele sudate
- Direcţia de solicitare etc.
Regimurile de sudare în puncte utilizate în mod obișnuit se împart în două categorii:
1. Regim de sudare moale – intensitatea curentului aproape de valoarea minimă a intensităţii de
sudare, timp de sudare lung, sudarea se produce lent. În acest caz se încălzeşte un volum mare de
metal, care depăşeşte zona punctului de sudură, iar electrozii în contact cu metalul în stare
plastică lasă în componentele de sudat amprente adânci. Starea suprafeţelor componentelor ce
urmează a fi sudate influenţează în mai mică măsură dimensiunile şi rezistenţa punctului de
sudat. Pregătirea suprafeţelor este mai puţin pretenţioasă.
2. Regim de sudare dur – intensitatea curentului mult superioară celei minime de sudare, timpul
de sudare foarte scurt. Numai zona punctului de sudură este adusă la o temperatură ridicată,
sudarea terminându-se înainte ca suprafaţa componentelor de sudat în contact cu electrozii să
atingă o temperatură ridicată. În consecinţă capetele electrozilor sunt menţinute la o temperatură
scăzută păstrându-se la valoarea iniţială duritatea şi diametrul la vârf. Densitatea de curent
rămâne constantă, rezultând o bună repetabilitate a valorii rezistenţei punctelor sudate. În figura
2.11 sunt prezentate dimensiunile punctului de sudură în funcţie de tipul regimului de sudare.
14
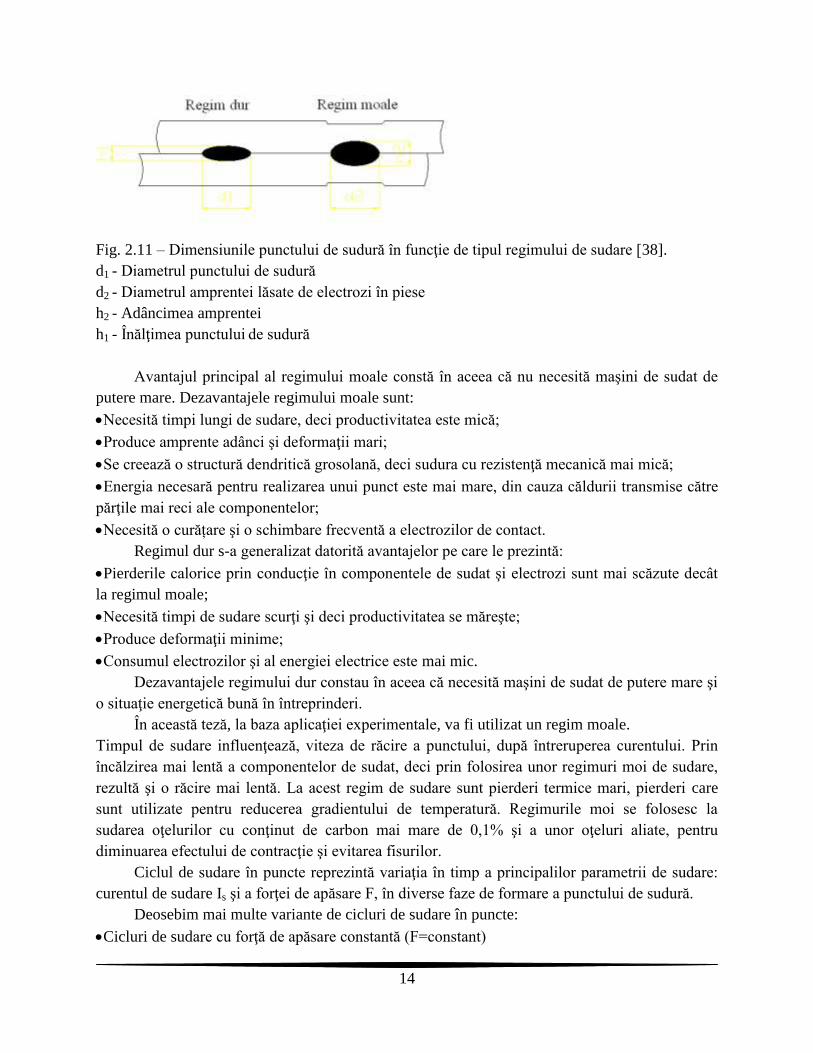
Fig. 2.11 – Dimensiunile punctului de sudură în funcţie de tipul regimului de sudare [38].
d1 - Diametrul punctului de sudură
d2 - Diametrul amprentei lăsate de electrozi în piese
h2 - Adâncimea amprentei
h1 - Înălţimea punctului de sudură
Avantajul principal al regimului moale constă în aceea că nu necesită maşini de sudat de
putere mare. Dezavantajele regimului moale sunt:
Necesită timpi lungi de sudare, deci productivitatea este mică;
Produce amprente adânci şi deformaţii mari;
Se creează o structură dendritică grosolană, deci sudura cu rezistenţă mecanică mai mică;
Energia necesară pentru realizarea unui punct este mai mare, din cauza căldurii transmise către
părţile mai reci ale componentelor;
Necesită o curățare şi o schimbare frecventă a electrozilor de contact.
Regimul dur s-a generalizat datorită avantajelor pe care le prezintă:
Pierderile calorice prin conducţie în componentele de sudat şi electrozi sunt mai scăzute decât
la regimul moale;
Necesită timpi de sudare scurţi şi deci productivitatea se măreşte;
Produce deformaţii minime;
Consumul electrozilor şi al energiei electrice este mai mic.
Dezavantajele regimului dur constau în aceea că necesită maşini de sudat de putere mare şi
o situaţie energetică bună în întreprinderi.
În această teză, la baza aplicaţiei experimentale, va fi utilizat un regim moale.
Timpul de sudare influenţează, viteza de răcire a punctului, după întreruperea curentului. Prin
încălzirea mai lentă a componentelor de sudat, deci prin folosirea unor regimuri moi de sudare,
rezultă şi o răcire mai lentă. La acest regim de sudare sunt pierderi termice mari, pierderi care
sunt utilizate pentru reducerea gradientului de temperatură. Regimurile moi se folosesc la
sudarea oţelurilor cu conţinut de carbon mai mare de 0,1% şi a unor oţeluri aliate, pentru
diminuarea efectului de contracţie şi evitarea fisurilor.
Ciclul de sudare în puncte reprezintă variaţia în timp a principalilor parametrii de sudare:
curentul de sudare Is şi a forţei de apăsare F, în diverse faze de formare a punctului de sudură.
Deosebim mai multe variante de cicluri de sudare în puncte:
Cicluri de sudare cu forţă de apăsare constantă (F=constant)
15
o Sudarea cu un singur impuls constant de curent – sudarea oţelurilor cu conţinut redus de
carbon şi grosime mică (s<4...6mm), cu un timp de întârziere de 0,1 .. 0,15 secunde.
o Sudarea cu impulsuri de curent
o Sudarea cu preîncălzire
o Sudarea cu tratament termic
o Sudarea cu impuls variabil
Cicluri de sudare cu forţă de apăsare variabilă
o Sudare cu un singur impuls constant de curent
o Sudare cu răcire dirijată a nucleului topit
o Sudare cu impuls variabil de curent
o Sudarea cu program pentru forţă şi curent (se poate executa cu impulsuri de curent
pentru fiecare fază, preîncălzire, sudare şi respectiv postîncălzire.
Instalaţia de sudare în puncte pe care se axează această teză are la baza funcţionării cicluri
de sudare cu forţă de apăsare constantă. Curentul de sudare influenţează proprietăţile mecanice a
îmbinărilor sudate aceasta fiind evaluată prin forţa de rupere la forfecare a punctului sudat.
Totodată influenţează diametrul punctului de sudură şi adâncimea amprentei lăsate de electrodul
de sudare.
Independent de reglajul maşinii de sudat în puncte, curentul poate avea variaţii
întâmplătoare datorită următoarelor cauze:
Variaţia tensiunii în reţea;
Modificarea rezistenţei şi reactanţei maşinii de sudat, ca urmare a încălzirii sau a introducerii de
material feromagnetic între cele două parţi ale maşinii (partea superioară şi cea inferioară);
Variaţia rezistenţei electrice a zonei cuprinse între electrozi ca urmare a variaţiei rezistenţei de
contact la componentele pregătite necorespunzător sau a modificărilor întâmplătoare de grosime;
Ramificarea curentului prin punctele sudate anterior sau alte contacte, etc.
Alegerea tehnologiei de sudare în puncte se face ţinând cont de următorii factori
tehnologici:
Tipul şi dimensiunile electrozilor de contact;
Pregătirea suprafeţelor componentelor de sudat;
Sudarea a două sau mai multe componente de grosimi sau materiale diferite.
Electrozii de contact constituie partea activă a unei instalaţii de sudare în puncte. Calitatea
şi tipul constructiv al acestora influenţează în mare parte calitatea punctului de sudură.
Pe lângă parametrii principali ai regimurilor de sudare şi factori tehnologici, la formarea
unui punct de sudură de calitate contribuie şi o serie de factori constructivi, care depind de
construcţia şi forma instalaţiei de sudare în puncte (a circuitului secundar exterior), configuraţia
geometrică a componentelor de sudat, solicitările la care sunt supuse punctele de sudură, etc.
La realizarea structurilor sudate prin mai multe puncte trebuie să se ţină seama de următorii
factori constructivi:
Distanţa dintre două puncte alăturate (pasul), p;
16
Distanţa punctelor până la marginea componentelor, L;
Lăţimea zonei suprapuse a componentelor, b;
Dispunerea punctelor de sudură faţă de diecţia de solicitare.
Distanţa dintre punctele sudate succesiv (pasul) p, nu poate fi oricât de mică, datorită
efectului de şuntare a curentului. Pasul minim posibil de realizat creşte odată cu grosimea
tablelor. Dacă punctul de sudat este amplasat prea aproape de marginea componentelor se
produce o deformare plastică a marginilor sau chiar o expulzare parţială a metalului topit din
nucleul punctului de sudură. Lungimea minimă de suprapunere cerută creşte cu grosimea
componentelor şi cu diametrul varfului electrodului.
Din punct de vedere constructiv, trebuie ca în procesul de fabricaţie al subansamblurilor
sudate să se ţină cont şi de direcţia de solicitare şi de natura solicitării.
Solicitarea îmbinările sudate în puncte este indicat să fie forfecarea. Rezistenţa punctului sudat
este mai mică decât la forfecare. Nu sunt acceptate punctele sudate solicitate la răsucire şi
întindere.
Punctele sudate trebuie să fie poziţionate în planul de acţionare al forţelor. În caz contrar,
solicitările complexe care apar conduc la debutonarea sudurilor
La calculul îmbinărilor realizate din două sau mai multe materiale, cu grosime sau rezistenţă
diferite, se va lua în seamă grosimea cea mai mică a materialului, respectiv, rezistenţa cea mai
mică.
Punctele de sudură trebuie astfel dispuse încât să fie accesibilă sudarea lor;
Tablele de grosime diferite se recomandă a se suda doar până la raportul 1:3, 1:5.
La toate variantele are loc o şuntare parţială a curentului
Îmbinările sudate în puncte întâlnite în acest domeniu (structura metalică a scaunelor auto)
sunt:
Sudarea a două componente cu placă de cupru şi electrozi inferiori la partea inferioară
Sudarea componentelor de grosimi inegale
Sudarea a trei componente suprapuse de grosimi inegale
Sudarea sârmei pe ţeavă – circuitul de sudare se închide prin peretele ţevii.
Dacă au pereţi subţiri sau se utilizează un regim moale de sudare, atunci sudarea nu se poate
realiza, ţeava deformându-se.
Procesul tehnologic cuprinde succesiunea operaţiilor necesare realizării îmbinării unor
ansamble sau subansamble sudate în puncte, tinând cont de condiţiile impuse de calitate şi
siguranţă în funcţionare.
În pregătirea acestui proces se urmăresc următoarele etape:
1. Se analizează reprezentarea grafică a ansamblului ce urmează a fi sudat în puncte. În desen
sunt prezentate următoarele aspecte: configuraţia geometrică a ansamblului; numărul
componentelor de sudat şi tipurile de îmbinări care sunt aplicate; grosimea componentelor ce
alcătuiesc ansamblul; materialul din care sunt confecţionate; diametrul punctelor de sudură,
numărul acestora etc. Sunt specificate de asemenea nivelul de calitate sau cerinţele privind
suprafaţa exterioară a componentelor după sudare.
17
2. Analiza tipurilor de îmbinări în puncte care intervin, specificate în desen. Astfel vom fi în
măsură să observăm dacă materialele care se sudează sunt de acelaşi fel, dacă au aceeaşi
grosime, poziţii de sudare, şi alte cerinţe constructive.
3. Rezistenţa de contact se determină acolo unde este cazul prin teste înaintea sudării,
determinându-se intervalul de variaţie al acesteia prin diferite moduri de pregătire a suprafeţelor.
4. Există mai multe metode de pregătire a suprafeţelor, în funcţie de tipul materialului
(sablare, curăţare, decapare, pasivizare, etc.), cu scopul de a obţine o rezistenţă de contact care să
se încadreze în intervalul optim.
5. Alegerea şi reglarea parametrilor se face în funcţie de clasa de calitate cerută în proiect.
Sunt trei clase de calitate :
Clasa de calitate I – puncte sudate cu rezistenţă mecanică ridicată şi fără defecte;
Clasa de calitate II – puncte sudate cu rezistenţă mecanică ridicată, dar prezintă unele defecte
admisibile;
Clasa de calitate III – puncte sudate cu rezistenţă mecanică mai redusă şi unele defecte
admisibile.
În funcţie de cele enumerate mai sus se vor stabili valorile aproximative pentru: curentul de
sudare, Is(A); forţa (presiunea de apăsare), F(N;N/mm); timpul de sudare, t(secunde sau
perioade); ciclul de sudare necesar; diametrul şi forma electrozilor de contact şi forma
portelectrozilor.
6. Pentru a cumpăra maşina de sudat necesară se ţine cont de: puterea necesară cerută de
parametrii de sudare; ciclurile de sudare; nivel de automatizare; dimensiunile şi forma braţelor;
mobilitatea; dimensiunile piesei ce urmează a fi sudată, timpii de ciclu.
7. Dispozitivele de fixare, mecanizare, şi automatizare se face în funcţie de: dimensiunile şi
configuraţia geometrică a ansamblului sau subansamblului; seria necesară (mică, mijlocie, mare);
efectul economic obţinut; asigurarea accesului cu cleştii sau între braţele maşinii de sudat.
8. Controlul de calitate care cuprinde: efectuarea de teste pe epruvete realizate la anumiţi
parametrii; controlul dimensional al ansamblului (subansamblului); control vizual; control
nedistructiv sau/şi distructiv al ansamblului.
9. Analiza operaţie cu operaţie într-un post de lucru pentru creşterea productivităţii
(cronometrare operaţii, etc.). Alimentarea postului cu referinţe simple, stocarea lor, aşezarea lor
în dispozitiv, sudarea lor propriu-zisă, scoaterea din dispozitiv după sudare, depozitarea sau
scoaterea din post a ansamblurilor-subansamblurilor sudate.
Viteza de încălzire atinge adesea valoarea de 750°C/s sau mai mult. Pentru un oţel moale de
exemplu, în timp de o perioadă, adică 1/50s, metalul trebuie să atingă temperatura de topire
1500°C. Oţelurile cu un conţinut scăzut de C, până la 0,22%C, se sudează uşor în puncte datorită
următorilor factori:au un interval larg de temperatură în care materialul se comportă plastic; sunt
puţin sensibile la călire; au o rezistenţă electrică relativ mare, ceea ce asigură încălzirea lor
suficient de mare prin efect Joule. Componentele din oţel cu conţinut scăzut în carbon, având
grosime sub 6mm se sudează, de obicei, după cel mai simplu ciclu de sudare, curentul fiind
18
menţinut fără întrerupere la o forţă constantă de apăsare a electrozilor. Aceste oţeluri se sudează
bine atât în regimuri moi, cât şi în regimuri dure.
Sudabilitatea oţelurilor nealiate şi slab aliate se evaluează pe baza conţinutului de carbon
echivalent
2.13
Limita superioară a carbonului echivalent la care nu apar dificultăţi de sudare este considerată
0,45%.
Capitolul 3
STADIUL ACTUAL AL FABRICAȚIEI STRUCTURII METALICE A SCAUNELOR
AUTO TIP ZAFIRA ȘI AL ÎNCERCĂRILOR ÎMBINĂRILOR SUDATE
3.2 Procesul de fabricaţie al structurii metalice a scaunului auto de tip Zafira
3.2.2 Procesul de fabricaţie al structurii metalice a şezutului de scaun auto de tip Zafira
Subiectul tezei îl va constitui structura metalică a şezutul de scaun auto rândul 3 tip Zafira
care este comun atât pentru scaunul auto din dreapta, cât şi pentru cel din stânga. Pentru acest
rând de scaune, există diferențieri doar la spătarele în funcție de două tipuri, și anume structură
metalică de spătar dreapta și structură metalică de spătar stânga.
3.2.2.3. Tehnologia de sudare electrică prin presiune în puncte a structurilor metalice a
şezuturilor de scaun auto tip Zafira
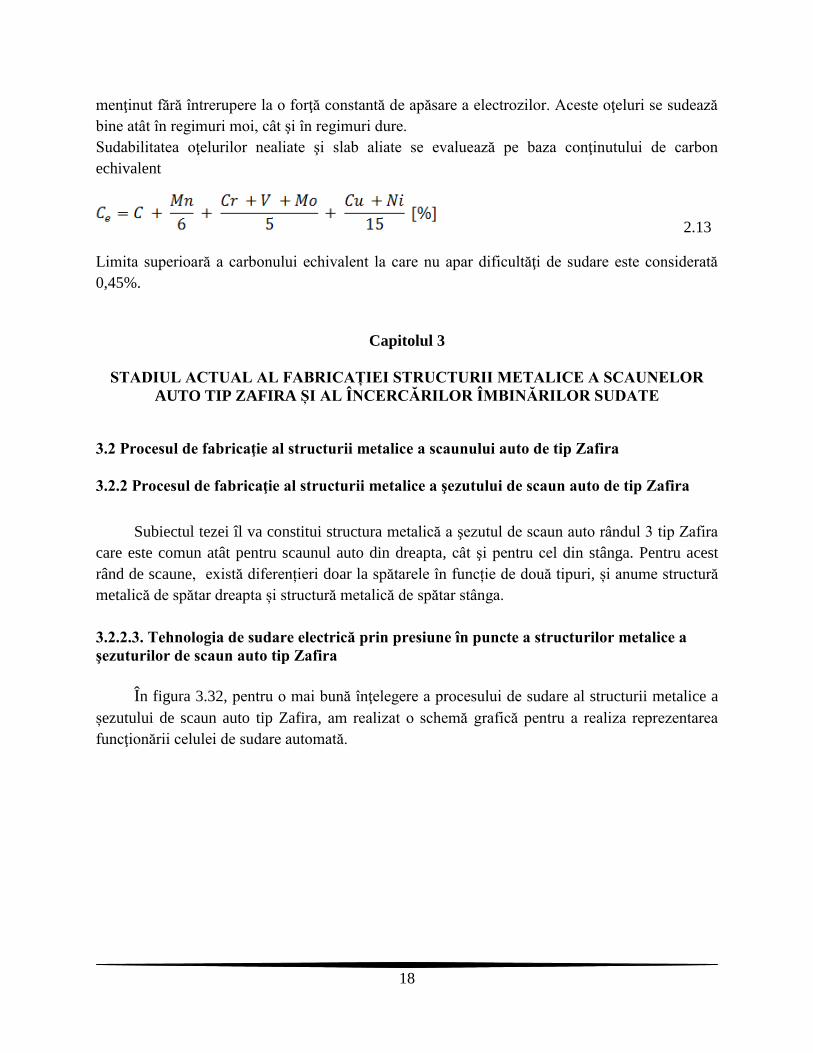
În figura 3.32, pentru o mai bună înţelegere a procesului de sudare al structurii metalice a
șezutului de scaun auto tip Zafira, am realizat o schemă grafică pentru a realiza reprezentarea
funcţionării celulei de sudare automată.
19
Fig. 3.32 - Schema principiului de funcţionare a celulei automate de sudare electrică prin
presiune în puncte.
S1 – masă pentru sudare 1
S2 – masă pentru sudare 2
TR1 – transformatorul numărul 1
TR2 – transformatorul numărul 2
P1 – postul de lucru 1
P2 – postul de lucru 2
P3 – postul de lucru 3
P4 – postul de lucru 4
În postul 1 se aşează în dispozitivul de sudare subansamblele pentru sudare. În postul 2 se
execută primul set de puncte de sudură, pe masa de sudare 1 (S1), în seturi de câte 2 puncte
simultan, fiecare pe câte un transformator (TR1/TR2). În postul 3 se execută al doilea set de
puncte de sudură, pe masa de sudare 2 (S2), în grupaje de câte 2 puncte simultan, fiecare pe câte
un transformator (TR1/TR2). În postul 4 se descarcă de pe dispozitiv piesa, pentru a fi trimisă
20
către celula de sudare robotizată a bracheţilor pentru fixarea scaunului pe maşină.
Transformatoarele TR1 si TR2 sunt legate electric la ambele mese de sudare S1 si S2. Fiecărui
punct de sudură îi corespunde un program de sudare diferit care se poate regla și modifica de pe
cele 4 interfețe S1TR1, S1TR2, S2TR1 şi S2TR2.
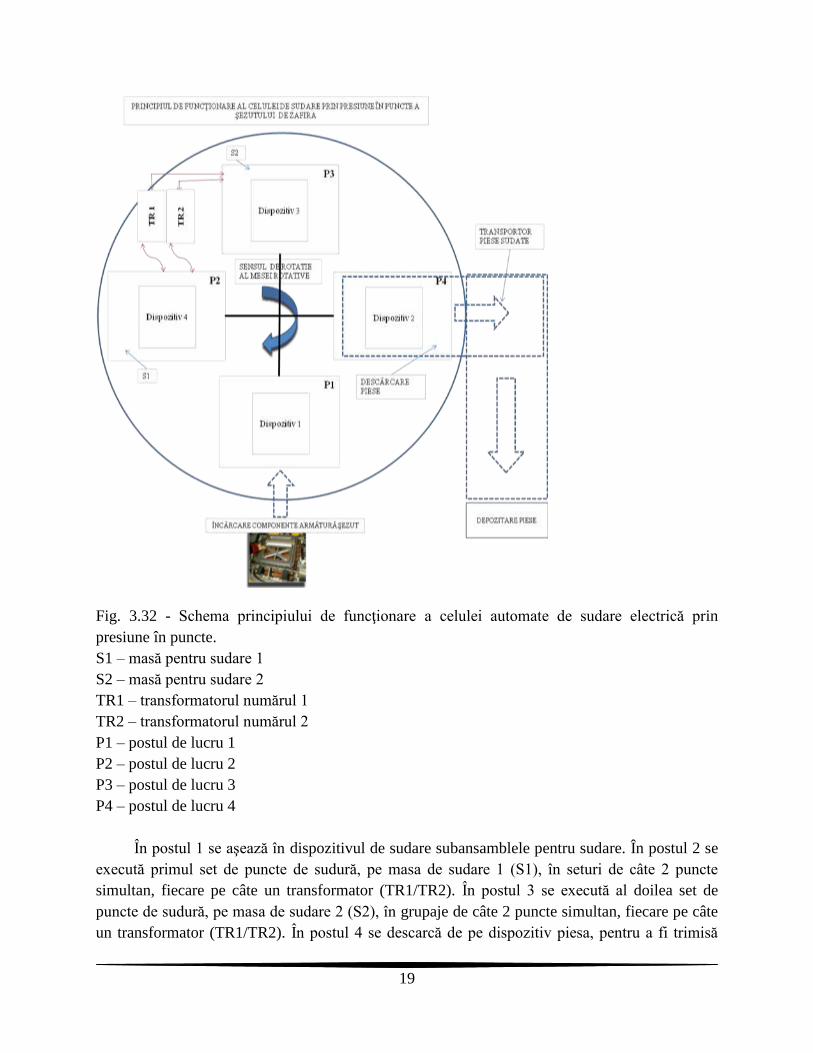
Pentru a identifica cu uşurinţă un punct, fiecare interfaţă are un cod de culori, cod care se
regăseşte şi în numerotarea punctelor de pe piesa etalon afişată în postul de lucru. Numărul
punctului corespunde cu numărul programului pentru acel punct.
Ex: Punctului 2 îi corespunde programul cu nr. 2 de pe interfaţa S1 TR2.
Punctului 10 îi corespunde programul 10 de pe interfaţa S2 TR2.
Corespondența dintre punctele sudate, controler și transformator este prezentată în figura
3.33.
Fig. 3.33 – Corespondenţa dintre punctele de sudură de pe structura metalică de șezut,
controlerele celulei de lucru și transformatoarele echipamentului de sudare electrică prin
presiune.
Modul de așezare și fixare a componentelor în dispozitivul pentru sudare este prezentat în
figura 3.34.

21
a) b) c)
d) e) f)
Fig. 3.34 – Modul de așezare a componentelor în dispozitivul de sudare; a) Aşezare capac
inferior, b) Poziționare balama, c) Fixare balama; d) Poziționare întăritură, e) Poziționare capac
superior, f) Închiderea clemelor de fixare [54]
După ce se finalizează așezarea componentelor în dispozitivul de sudare și în cazul în care
pe controler nu se semnalează nici o eroare, butonul de ʺSTARTʺ se va aprinde și procesul de
sudare va începe după apăsarea "START".
Parametrii echipamentelor de sudare electrica prin presiune în puncte se selectează
utilizând funcţiile existente pe cele patru controlere localizate pe cabinetul electric al celulei de
lucru (Figura 3.35).
Fig. 3.35 – Controlerele echipamentelor de sudare electrică prin presiune în puncte [54]
22
Lângă cele patru controlere se află amplasată și piesa-tip pentru a ajuta la setarea
parametrilor de funcționare și sudare a echipamentelor de sudare electrică prin presiune în puncte
(Figura 3.36).
Fig. 3.36 – Piesă tip [54]
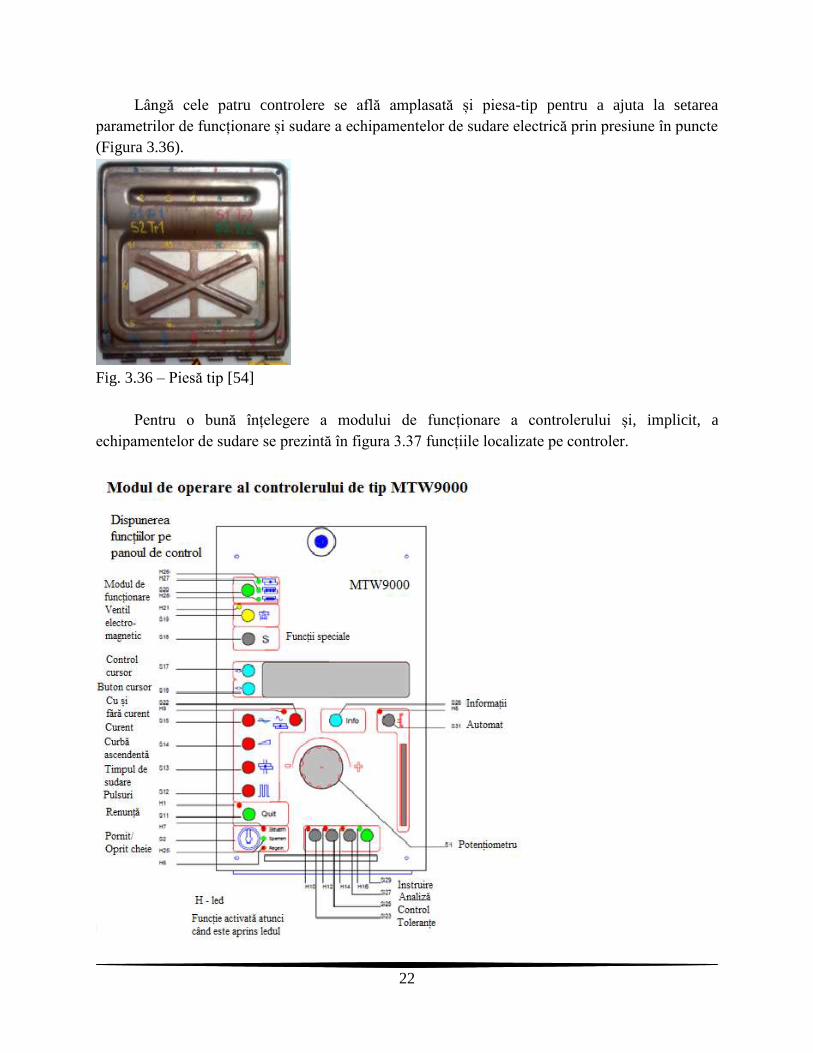
Pentru o bună înțelegere a modului de funcționare a controlerului și, implicit, a
echipamentelor de sudare se prezintă în figura 3.37 funcțiile localizate pe controler.
23
Fig. 3.37 – Funcțiile controlerului celulei automate de lucru [54]
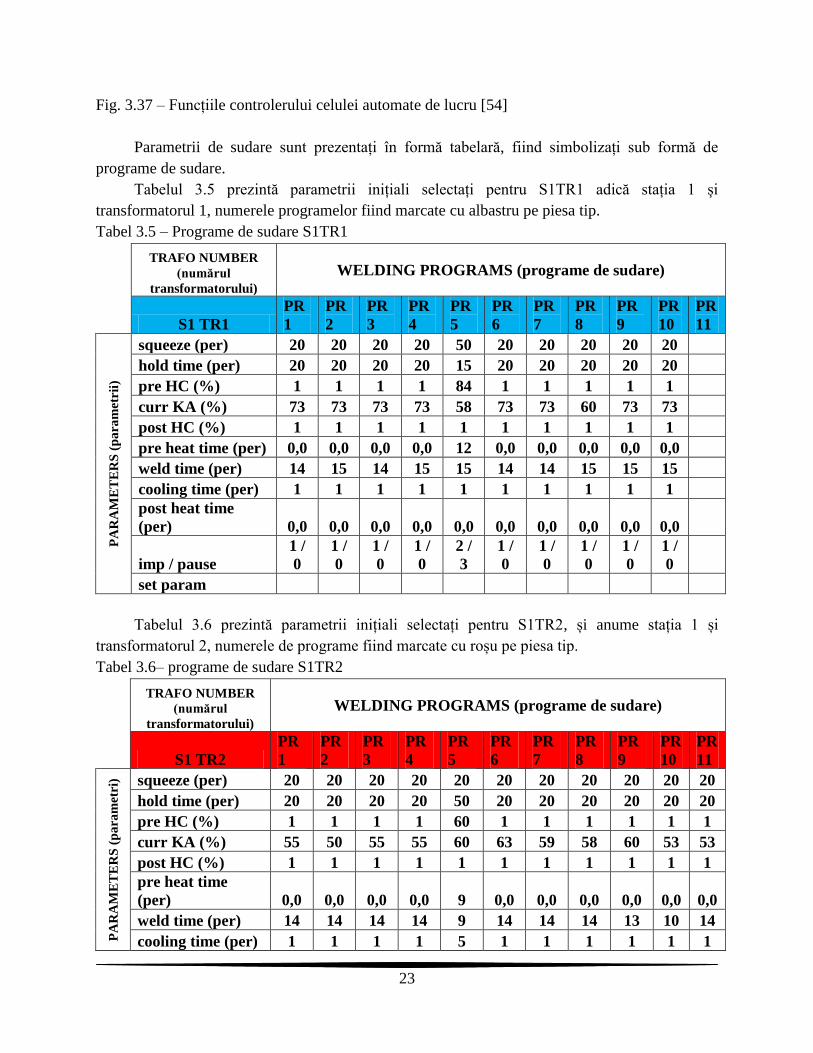
Parametrii de sudare sunt prezentați în formă tabelară, fiind simbolizați sub formă de
programe de sudare.
Tabelul 3.5 prezintă parametrii inițiali selectați pentru S1TR1 adică stația 1 și
transformatorul 1, numerele programelor fiind marcate cu albastru pe piesa tip.
Tabel 3.5 – Programe de sudare S1TR1
TRAFO NUMBER
(numărul
transformatorului)
WELDING PROGRAMS (programe de sudare)
S1 TR1
PR
1
PR
2
PR
3
PR
4
PR
5
PR
6
PR
7
PR
8
PR
9
PR
10
PR
11
PA
RA
ME
TE
RS
(p
ara
met
rii)
squeeze (per) 20 20 20 20 50 20 20 20 20 20
hold time (per) 20 20 20 20 15 20 20 20 20 20
pre HC (%) 1 1 1 1 84 1 1 1 1 1
curr KA (%) 73 73 73 73 58 73 73 60 73 73
post HC (%) 1 1 1 1 1 1 1 1 1 1
pre heat time (per) 0,0 0,0 0,0 0,0 12 0,0 0,0 0,0 0,0 0,0
weld time (per) 14 15 14 15 15 14 14 15 15 15
cooling time (per) 1 1 1 1 1 1 1 1 1 1
post heat time
(per) 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0
imp / pause
1 /
0
1 /
0
1 /
0
1 /
0
2 /
3
1 /
0
1 /
0
1 /
0
1 /
0
1 /
0
set param
Tabelul 3.6 prezintă parametrii inițiali selectați pentru S1TR2, și anume stația 1 și
transformatorul 2, numerele de programe fiind marcate cu roșu pe piesa tip.
Tabel 3.6– programe de sudare S1TR2
TRAFO NUMBER
(numărul
transformatorului)
WELDING PROGRAMS (programe de sudare)
S1 TR2
PR
1
PR
2
PR
3
PR
4
PR
5
PR
6
PR
7
PR
8
PR
9
PR
10
PR
11
PA
RA
ME
TE
RS
(p
ara
met
ri) squeeze (per) 20 20 20 20 20 20 20 20 20 20 20
hold time (per) 20 20 20 20 50 20 20 20 20 20 20
pre HC (%) 1 1 1 1 60 1 1 1 1 1 1
curr KA (%) 55 50 55 55 60 63 59 58 60 53 53
post HC (%) 1 1 1 1 1 1 1 1 1 1 1
pre heat time
(per) 0,0 0,0 0,0 0,0 9 0,0 0,0 0,0 0,0 0,0 0,0
weld time (per) 14 14 14 14 9 14 14 14 13 10 14
cooling time (per) 1 1 1 1 5 1 1 1 1 1 1
24
post heat time
(per) 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0
imp / pause
1 /
0
1 /
0
1 /
0
1 /
0
2 /
3
1 /
0
1 /
0
1 /
0
1 /
0
1 /
0
1 /
0
set param
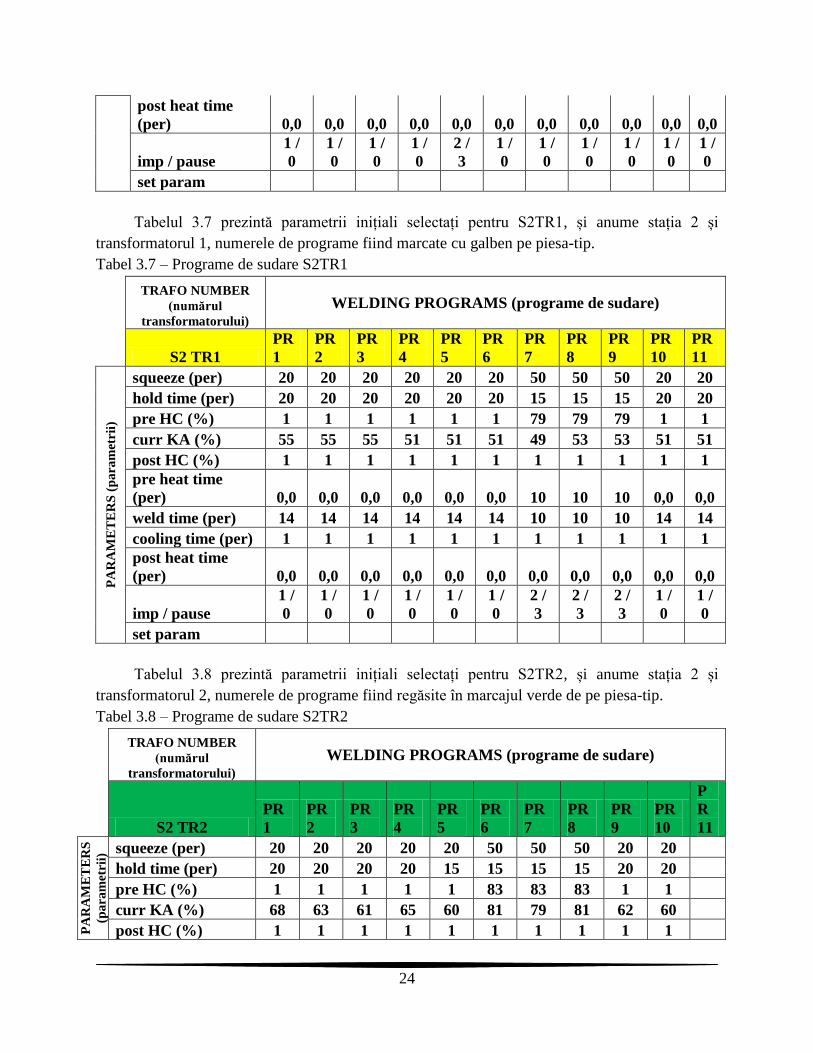
Tabelul 3.7 prezintă parametrii inițiali selectați pentru S2TR1, și anume stația 2 și
transformatorul 1, numerele de programe fiind marcate cu galben pe piesa-tip.
Tabel 3.7 – Programe de sudare S2TR1
TRAFO NUMBER
(numărul
transformatorului)
WELDING PROGRAMS (programe de sudare)
S2 TR1
PR
1
PR
2
PR
3
PR
4
PR
5
PR
6
PR
7
PR
8
PR
9
PR
10
PR
11
PA
RA
ME
TE
RS
(p
ara
met
rii)
squeeze (per) 20 20 20 20 20 20 50 50 50 20 20
hold time (per) 20 20 20 20 20 20 15 15 15 20 20
pre HC (%) 1 1 1 1 1 1 79 79 79 1 1
curr KA (%) 55 55 55 51 51 51 49 53 53 51 51
post HC (%) 1 1 1 1 1 1 1 1 1 1 1
pre heat time
(per) 0,0 0,0 0,0 0,0 0,0 0,0 10 10 10 0,0 0,0
weld time (per) 14 14 14 14 14 14 10 10 10 14 14
cooling time (per) 1 1 1 1 1 1 1 1 1 1 1
post heat time
(per) 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0
imp / pause
1 /
0
1 /
0
1 /
0
1 /
0
1 /
0
1 /
0
2 /
3
2 /
3
2 /
3
1 /
0
1 /
0
set param
Tabelul 3.8 prezintă parametrii inițiali selectați pentru S2TR2, și anume stația 2 și
transformatorul 2, numerele de programe fiind regăsite în marcajul verde de pe piesa-tip.
Tabel 3.8 – Programe de sudare S2TR2
TRAFO NUMBER
(numărul
transformatorului)
WELDING PROGRAMS (programe de sudare)
S2 TR2
PR
1
PR
2
PR
3
PR
4
PR
5
PR
6
PR
7
PR
8
PR
9
PR
10
P
R
11
PA
RA
ME
TE
RS
(pa
ram
etri
i) squeeze (per) 20 20 20 20 20 50 50 50 20 20
hold time (per) 20 20 20 20 15 15 15 15 20 20
pre HC (%) 1 1 1 1 1 83 83 83 1 1
curr KA (%) 68 63 61 65 60 81 79 81 62 60
post HC (%) 1 1 1 1 1 1 1 1 1 1
25
pre heat time (per) 0,0 0,0 0,0 0,0 0,0 10 12 10 0,0 0,0
weld time (per) 14 16 14 14 14 10 12 10 14 14
cooling time (per) 1 1 1 1 1 1 1 1 1 1
post heat time
(per) 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0
imp / pause 1 / 0 1 / 0 1 / 0 1 / 0 1 / 0 2 / 3 2 / 3 2 / 3 1 / 0
1 /
0
set param
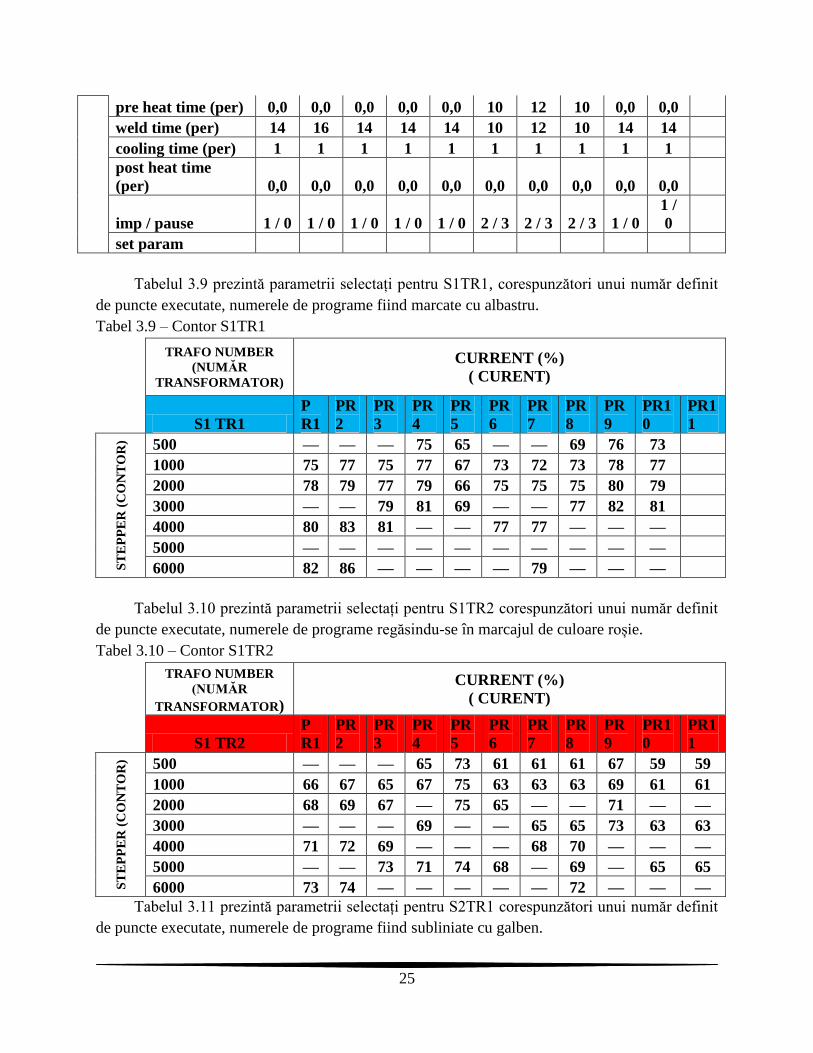
Tabelul 3.9 prezintă parametrii selectați pentru S1TR1, corespunzători unui număr definit
de puncte executate, numerele de programe fiind marcate cu albastru.
Tabel 3.9 – Contor S1TR1
TRAFO NUMBER
(NUMĂR
TRANSFORMATOR)
CURRENT (%)
( CURENT)
S1 TR1
P
R1
PR
2
PR
3
PR
4
PR
5
PR
6
PR
7
PR
8
PR
9
PR1
0
PR1
1
ST
EP
PE
R (
CO
NT
OR
) 500 — — — 75 65 — — 69 76 73
1000 75 77 75 77 67 73 72 73 78 77
2000 78 79 77 79 66 75 75 75 80 79
3000 — — 79 81 69 — — 77 82 81
4000 80 83 81 — — 77 77 — — —
5000 — — — — — — — — — —
6000 82 86 — — — — 79 — — —
Tabelul 3.10 prezintă parametrii selectați pentru S1TR2 corespunzători unui număr definit
de puncte executate, numerele de programe regăsindu-se în marcajul de culoare roșie.
Tabel 3.10 – Contor S1TR2
TRAFO NUMBER
(NUMĂR
TRANSFORMATOR)
CURRENT (%)
( CURENT)
S1 TR2
P
R1
PR
2
PR
3
PR
4
PR
5
PR
6
PR
7
PR
8
PR
9
PR1
0
PR1
1
ST
EP
PE
R (
CO
NT
OR
) 500 — — — 65 73 61 61 61 67 59 59
1000 66 67 65 67 75 63 63 63 69 61 61
2000 68 69 67 — 75 65 — — 71 — —
3000 — — — 69 — — 65 65 73 63 63
4000 71 72 69 — — — 68 70 — — —
5000 — — 73 71 74 68 — 69 — 65 65
6000 73 74 — — — — — 72 — — —
Tabelul 3.11 prezintă parametrii selectați pentru S2TR1 corespunzători unui număr definit
de puncte executate, numerele de programe fiind subliniate cu galben.
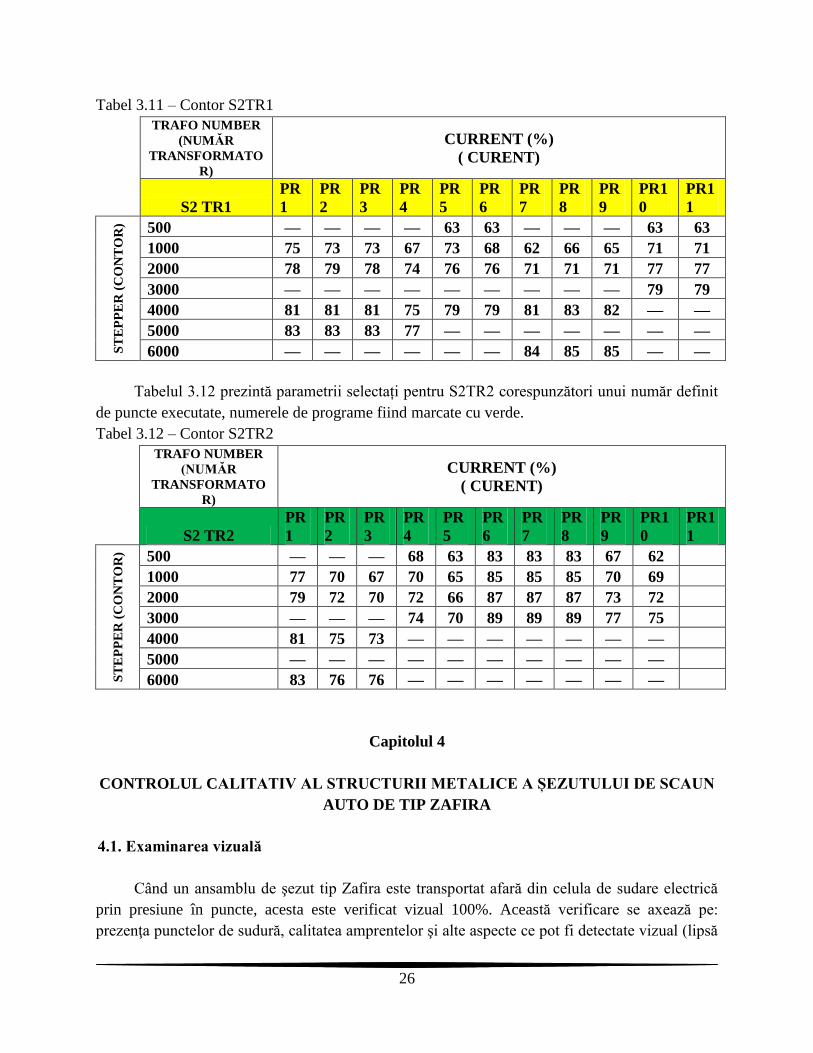
26
Tabel 3.11 – Contor S2TR1
TRAFO NUMBER
(NUMĂR
TRANSFORMATO
R)
CURRENT (%)
( CURENT)
S2 TR1
PR
1
PR
2
PR
3
PR
4
PR
5
PR
6
PR
7
PR
8
PR
9
PR1
0
PR1
1
ST
EP
PE
R (
CO
NT
OR
) 500 — — — — 63 63 — — — 63 63
1000 75 73 73 67 73 68 62 66 65 71 71
2000 78 79 78 74 76 76 71 71 71 77 77
3000 — — — — — — — — — 79 79
4000 81 81 81 75 79 79 81 83 82 — —
5000 83 83 83 77 — — — — — — —
6000 — — — — — — 84 85 85 — —
Tabelul 3.12 prezintă parametrii selectați pentru S2TR2 corespunzători unui număr definit
de puncte executate, numerele de programe fiind marcate cu verde.
Tabel 3.12 – Contor S2TR2
TRAFO NUMBER
(NUMĂR
TRANSFORMATO
R)
CURRENT (%)
( CURENT)
S2 TR2
PR
1
PR
2
PR
3
PR
4
PR
5
PR
6
PR
7
PR
8
PR
9
PR1
0
PR1
1
ST
EP
PE
R (
CO
NT
OR
) 500 — — — 68 63 83 83 83 67 62
1000 77 70 67 70 65 85 85 85 70 69
2000 79 72 70 72 66 87 87 87 73 72
3000 — — — 74 70 89 89 89 77 75
4000 81 75 73 — — — — — — —
5000 — — — — — — — — — —
6000 83 76 76 — — — — — — —
Capitolul 4
CONTROLUL CALITATIV AL STRUCTURII METALICE A ȘEZUTULUI DE SCAUN
AUTO DE TIP ZAFIRA
4.1. Examinarea vizuală
Când un ansamblu de şezut tip Zafira este transportat afară din celula de sudare electrică
prin presiune în puncte, acesta este verificat vizual 100%. Această verificare se axează pe:
prezenţa punctelor de sudură, calitatea amprentelor şi alte aspecte ce pot fi detectate vizual (lipsă
27
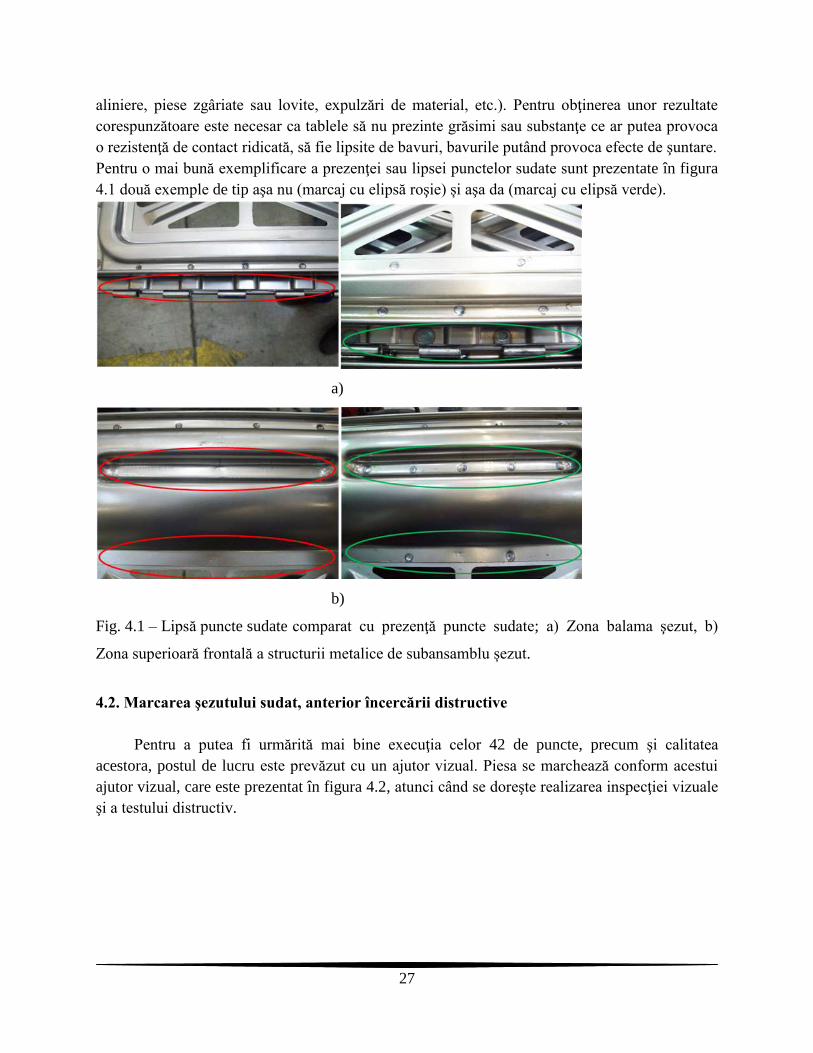
aliniere, piese zgâriate sau lovite, expulzări de material, etc.). Pentru obţinerea unor rezultate
corespunzătoare este necesar ca tablele să nu prezinte grăsimi sau substanţe ce ar putea provoca
o rezistenţă de contact ridicată, să fie lipsite de bavuri, bavurile putând provoca efecte de şuntare.
Pentru o mai bună exemplificare a prezenţei sau lipsei punctelor sudate sunt prezentate în figura
4.1 două exemple de tip aşa nu (marcaj cu elipsă roşie) și aşa da (marcaj cu elipsă verde).
a)
b)
Fig. 4.1 – Lipsă puncte sudate comparat cu prezenţă puncte sudate; a) Zona balama şezut, b)
Zona superioară frontală a structurii metalice de subansamblu șezut.
4.2. Marcarea şezutului sudat, anterior încercării distructive
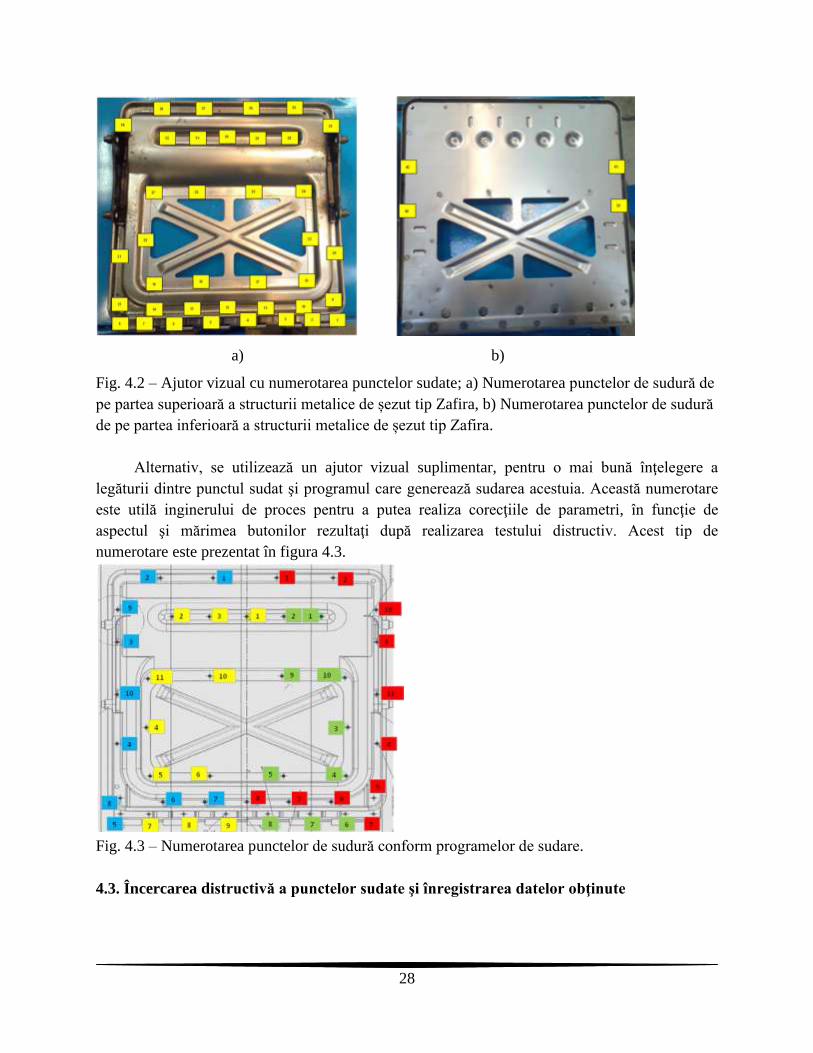
Pentru a putea fi urmărită mai bine execuţia celor 42 de puncte, precum şi calitatea
acestora, postul de lucru este prevăzut cu un ajutor vizual. Piesa se marchează conform acestui
ajutor vizual, care este prezentat în figura 4.2, atunci când se doreşte realizarea inspecţiei vizuale
şi a testului distructiv.
28
a) b)
Fig. 4.2 – Ajutor vizual cu numerotarea punctelor sudate; a) Numerotarea punctelor de sudură de
pe partea superioară a structurii metalice de șezut tip Zafira, b) Numerotarea punctelor de sudură
de pe partea inferioară a structurii metalice de șezut tip Zafira.
Alternativ, se utilizează un ajutor vizual suplimentar, pentru o mai bună înţelegere a
legăturii dintre punctul sudat şi programul care generează sudarea acestuia. Această numerotare
este utilă inginerului de proces pentru a putea realiza corecţiile de parametri, în funcţie de
aspectul şi mărimea butonilor rezultaţi după realizarea testului distructiv. Acest tip de
numerotare este prezentat în figura 4.3.
Fig. 4.3 – Numerotarea punctelor de sudură conform programelor de sudare.
4.3. Încercarea distructivă a punctelor sudate şi înregistrarea datelor obţinute
29
Controlul calitativ al structurii metalice a şezutului de scaun auto se execută conform
planului de control al produsului care are în vedere și principiile cuprinse în
[13,43,44,45,46,47,48,49,54,66,67,69,70]. În mod obişnuit frecvenţa de control se realizează la
început de schimb, la mijlocul acestuia și la final. În plus, atunci când se remediază anumite
defecţiuni ale dispozitivului sau ale echipamentului, prima piesă produsă în noile condiţii se
examinează vizual şi se testează distructiv.
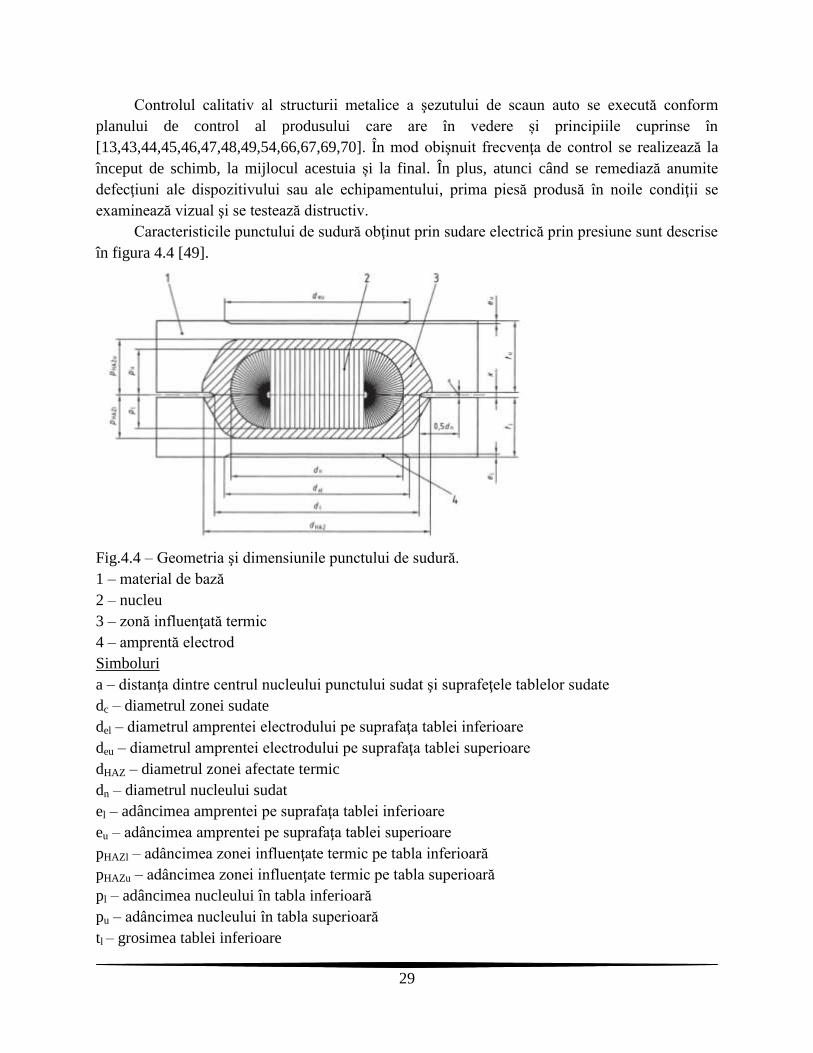
Caracteristicile punctului de sudură obţinut prin sudare electrică prin presiune sunt descrise
în figura 4.4 [49].
Fig.4.4 – Geometria şi dimensiunile punctului de sudură.
1 – material de bază
2 – nucleu
3 – zonă influenţată termic
4 – amprentă electrod
Simboluri
a – distanţa dintre centrul nucleului punctului sudat şi suprafeţele tablelor sudate
dc – diametrul zonei sudate
del – diametrul amprentei electrodului pe suprafaţa tablei inferioare
deu – diametrul amprentei electrodului pe suprafaţa tablei superioare
dHAZ – diametrul zonei afectate termic
dn – diametrul nucleului sudat
el – adâncimea amprentei pe suprafaţa tablei inferioare
eu – adâncimea amprentei pe suprafaţa tablei superioare
pHAZl – adâncimea zonei influenţate termic pe tabla inferioară
pHAZu – adâncimea zonei influenţate termic pe tabla superioară
pl – adâncimea nucleului în tabla inferioară
pu – adâncimea nucleului în tabla superioară
tl – grosimea tablei inferioare
30
tu – grosimea tablei superioare
x – distanţa dintre suprafeţele tablelor
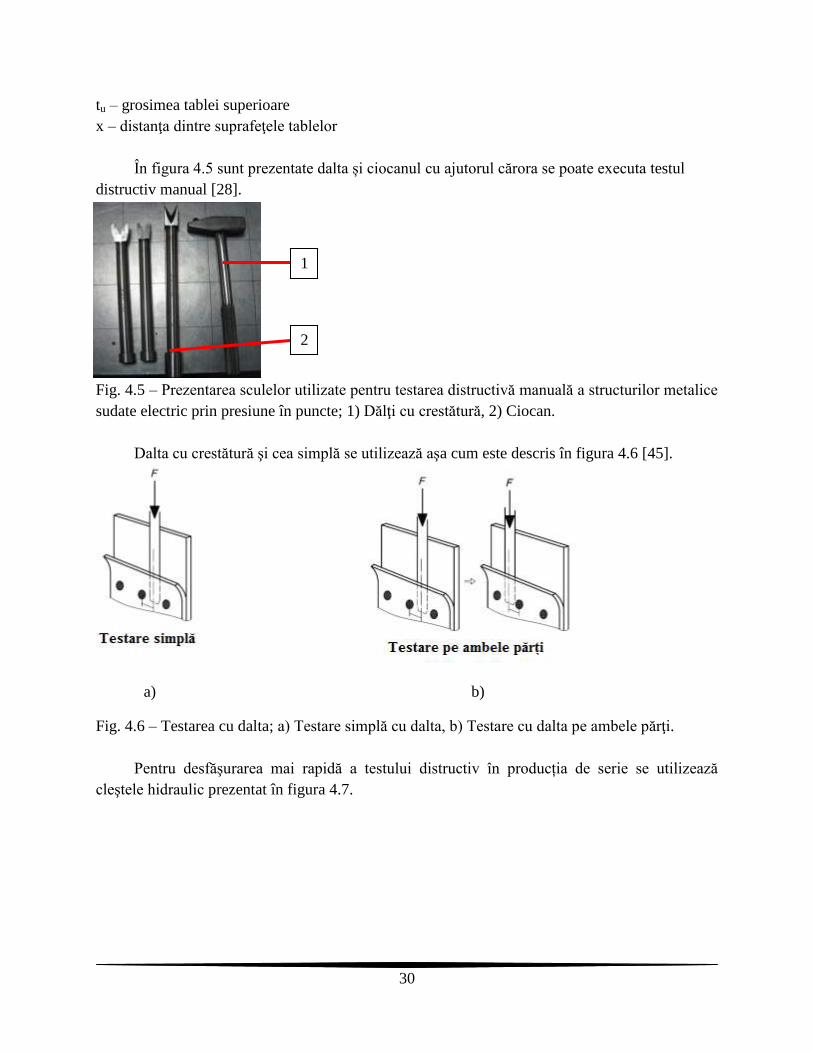
În figura 4.5 sunt prezentate dalta și ciocanul cu ajutorul cărora se poate executa testul
distructiv manual [28].
Fig. 4.5 – Prezentarea sculelor utilizate pentru testarea distructivă manuală a structurilor metalice
sudate electric prin presiune în puncte; 1) Dălţi cu crestătură, 2) Ciocan.
Dalta cu crestătură şi cea simplă se utilizează aşa cum este descris în figura 4.6 [45].
a) b)
Fig. 4.6 – Testarea cu dalta; a) Testare simplă cu dalta, b) Testare cu dalta pe ambele părţi.
Pentru desfăşurarea mai rapidă a testului distructiv în producția de serie se utilizează
cleştele hidraulic prezentat în figura 4.7.
1
2

31
Fig. 4.7 - Cleşte hidraulic pentru încercare distructivă mecanizată.
Specificațiile tehnice ale cleștelui hidraulic [18]
Lichidul hidraulic este funcţional la o temperatură cuprinsă între -20ºC±1ºC şi +80ºC±1ºC
Cleştele funcţionează în intervalul de temperatură -20ºC±1ºC şi +55ºC±1ºC cu o marjă de
±10%
Durata de închidere şi de deschidere a fălcilor nu trebuie să depăşească 80s
Parametrii de mai jos sunt prezentaţi în specificaţiile cleştelui [18]
PN = 70MPa = 700bar presiunea nominală
PP= 84MPa = 840bar presiunea de test
Masa cleştelui = 18,3kg
Volum de ulei = 0,11 l
Modul în care se realizează testul distructiv al structurii metalice de șezut tip Zafira, cu
ajutorul cleştelui hidraulic este prezentat în figura 4.8.
Fig. 4.8 – Încercarea distructivă a structurii metalice de subansamblu șezut; a) Fixarea structurii
metalice în dispozitiv, b) Utilizarea dălţii și a ciocanului pentru a distanța componentele, c)
Utilizarea cleștelui hidraulic.
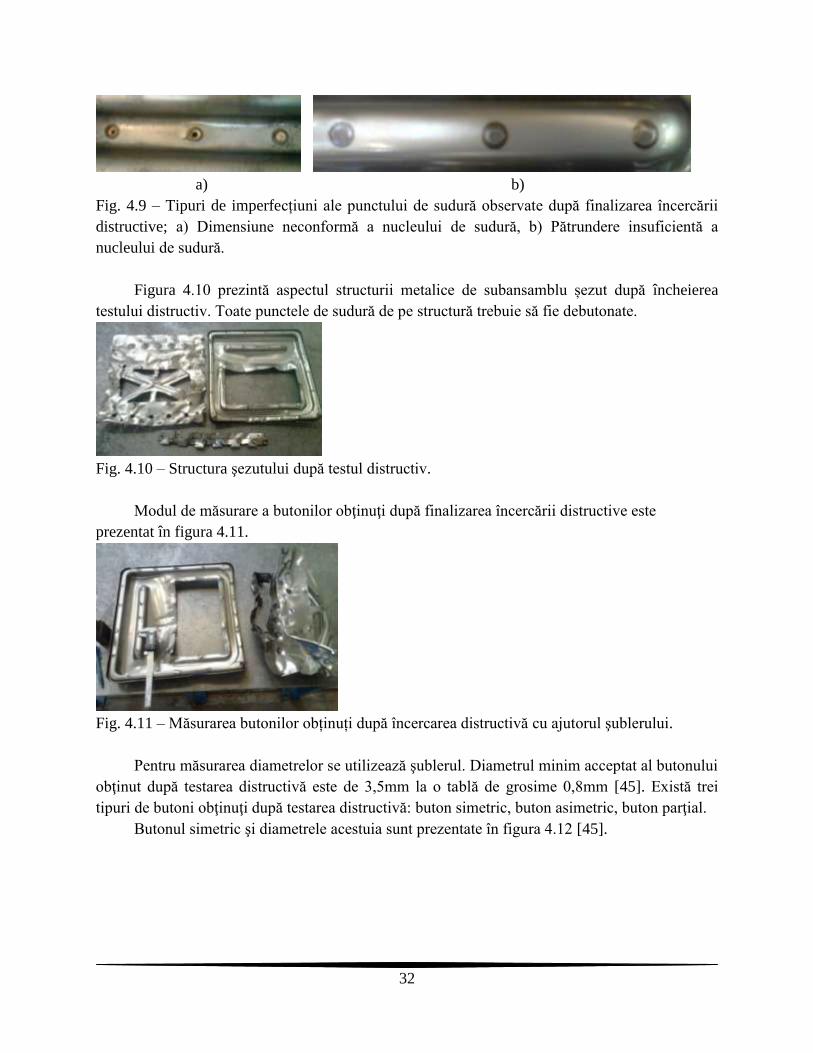
În figura 4.9 sunt indicate două tipuri de imperfecțiuni evidențiate de încercarea distructivă
a punctelor sudate electric prin presiune: dimensiunea neconformă a nucleului punctului sudat şi
pătrunderea insuficientă a nucleului [13].
32
a) b)
Fig. 4.9 – Tipuri de imperfecțiuni ale punctului de sudură observate după finalizarea încercării
distructive; a) Dimensiune neconformă a nucleului de sudură, b) Pătrundere insuficientă a
nucleului de sudură.
Figura 4.10 prezintă aspectul structurii metalice de subansamblu șezut după încheierea
testului distructiv. Toate punctele de sudură de pe structură trebuie să fie debutonate.
Fig. 4.10 – Structura şezutului după testul distructiv.
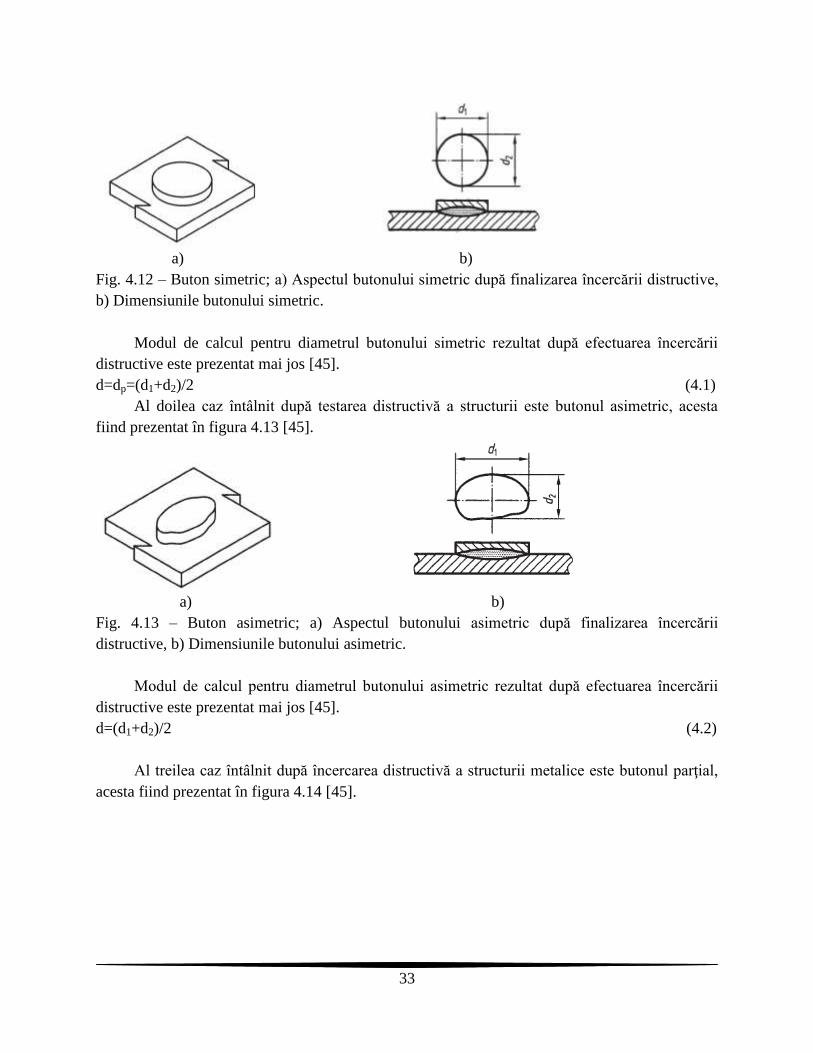
Modul de măsurare a butonilor obţinuţi după finalizarea încercării distructive este
prezentat în figura 4.11.
Fig. 4.11 – Măsurarea butonilor obținuți după încercarea distructivă cu ajutorul şublerului.
Pentru măsurarea diametrelor se utilizează şublerul. Diametrul minim acceptat al butonului
obţinut după testarea distructivă este de 3,5mm la o tablă de grosime 0,8mm [45]. Există trei
tipuri de butoni obţinuţi după testarea distructivă: buton simetric, buton asimetric, buton parţial.
Butonul simetric şi diametrele acestuia sunt prezentate în figura 4.12 [45].
33
a) b)
Fig. 4.12 – Buton simetric; a) Aspectul butonului simetric după finalizarea încercării distructive,
b) Dimensiunile butonului simetric.
Modul de calcul pentru diametrul butonului simetric rezultat după efectuarea încercării
distructive este prezentat mai jos [45].
d=dp=(d1+d2)/2 (4.1)
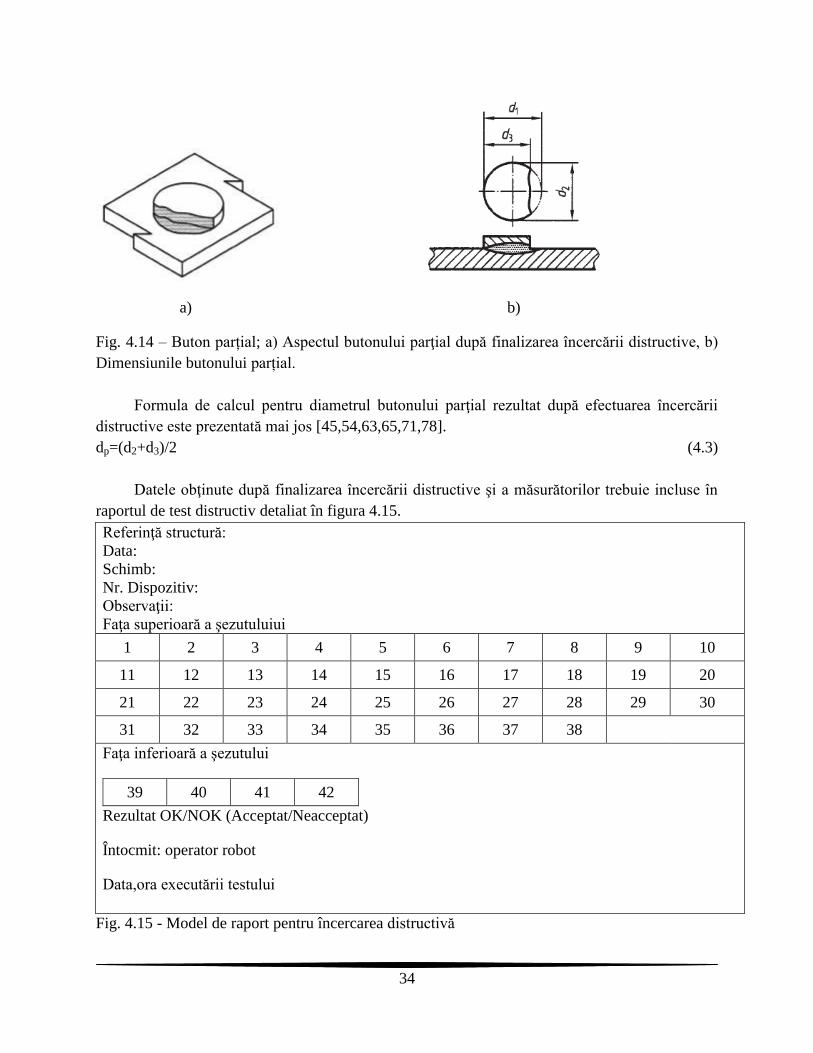
Al doilea caz întâlnit după testarea distructivă a structurii este butonul asimetric, acesta
fiind prezentat în figura 4.13 [45].
a) b)
Fig. 4.13 – Buton asimetric; a) Aspectul butonului asimetric după finalizarea încercării
distructive, b) Dimensiunile butonului asimetric.
Modul de calcul pentru diametrul butonului asimetric rezultat după efectuarea încercării
distructive este prezentat mai jos [45].
d=(d1+d2)/2 (4.2)
Al treilea caz întâlnit după încercarea distructivă a structurii metalice este butonul parţial,
acesta fiind prezentat în figura 4.14 [45].
34
a) b)
Fig. 4.14 – Buton parțial; a) Aspectul butonului parţial după finalizarea încercării distructive, b)
Dimensiunile butonului parțial.
Formula de calcul pentru diametrul butonului parţial rezultat după efectuarea încercării
distructive este prezentată mai jos [45,54,63,65,71,78].
dp=(d2+d3)/2 (4.3)
Datele obţinute după finalizarea încercării distructive şi a măsurătorilor trebuie incluse în
raportul de test distructiv detaliat în figura 4.15.
Referinţă structură:
Data:
Schimb:
Nr. Dispozitiv:
Observaţii:
Faţa superioară a şezutuluiui
1 2 3 4 5 6 7 8 9 10
11 12 13 14 15 16 17 18 19 20
21 22 23 24 25 26 27 28 29 30
31 32 33 34 35 36 37 38
Faţa inferioară a şezutului
39 40 41 42
Rezultat OK/NOK (Acceptat/Neacceptat)
Întocmit: operator robot
Data,ora executării testului
Fig. 4.15 - Model de raport pentru încercarea distructivă
35
4.4. Analiza datelor înregistrate în Minitab
Pentru a putea studia capabilitatea procesului de sudare electrică prin presiune în puncte
am colectat date pe care le-am procesat în Minitab. Am dorit să analizez valorile intervalului
dimensional de variație a diametrului punctelor de sudură pentru a observa importanța variaţiilor
de curent.
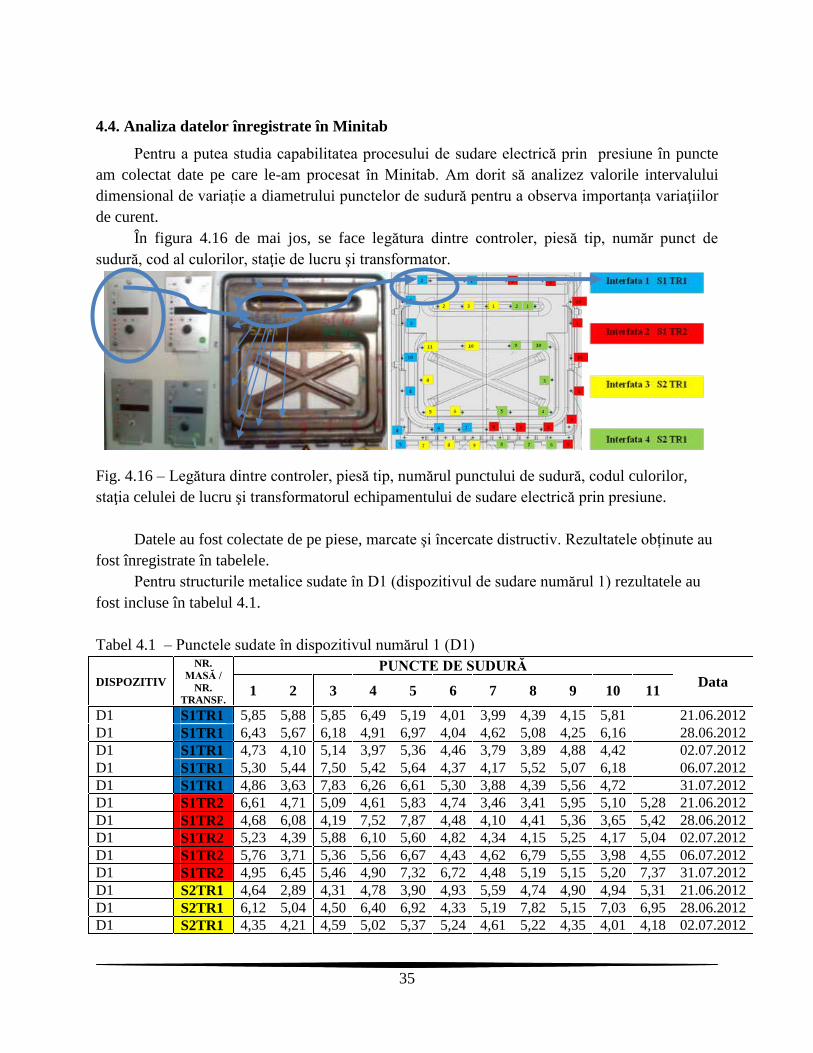
În figura 4.16 de mai jos, se face legătura dintre controler, piesă tip, număr punct de
sudură, cod al culorilor, staţie de lucru şi transformator.
Fig. 4.16 – Legătura dintre controler, piesă tip, numărul punctului de sudură, codul culorilor,
staţia celulei de lucru şi transformatorul echipamentului de sudare electrică prin presiune.
Datele au fost colectate de pe piese, marcate şi încercate distructiv. Rezultatele obținute au
fost înregistrate în tabelele.
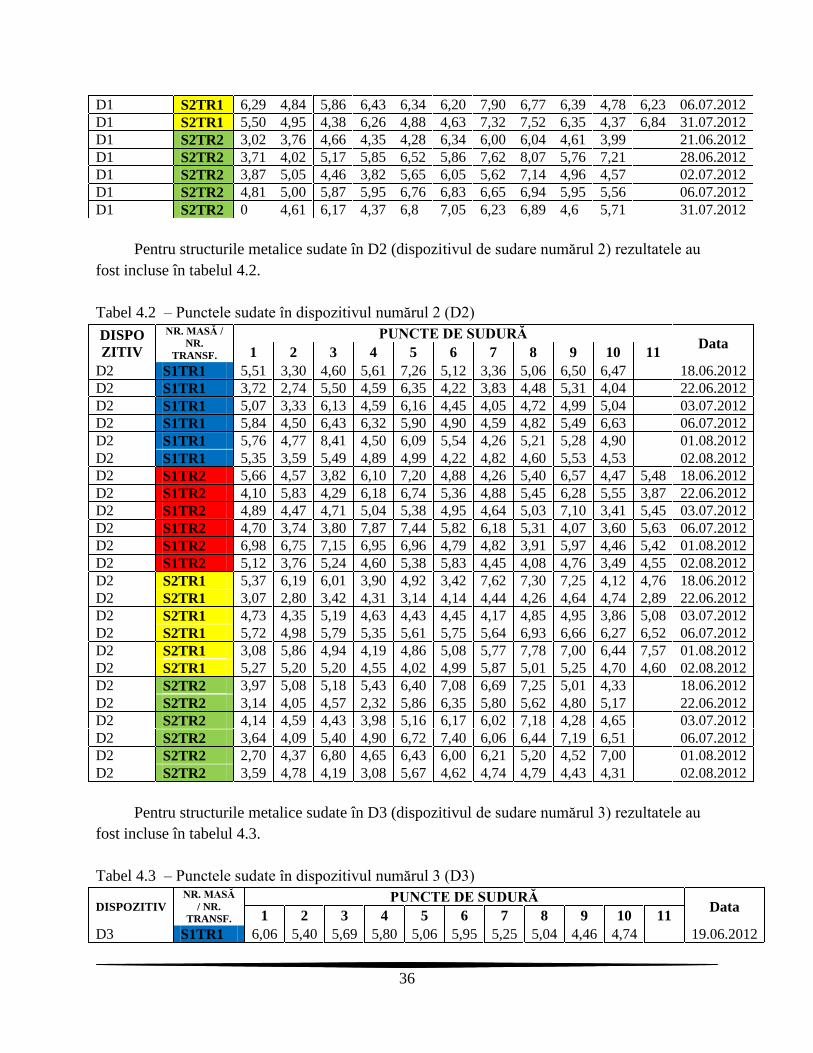
Pentru structurile metalice sudate în D1 (dispozitivul de sudare numărul 1) rezultatele au
fost incluse în tabelul 4.1.
Tabel 4.1 – Punctele sudate în dispozitivul numărul 1 (D1)
DISPOZITIV
NR.
MASĂ /
NR.
TRANSF.
PUNCTE DE SUDURĂ Data
1 2 3 4 5 6 7 8 9 10 11
D1 S1TR1 5,85 5,88 5,85 6,49 5,19 4,01 3,99 4,39 4,15 5,81 21.06.2012
D1 S1TR1 6,43 5,67 6,18 4,91 6,97 4,04 4,62 5,08 4,25 6,16 28.06.2012
D1 S1TR1 4,73 4,10 5,14 3,97 5,36 4,46 3,79 3,89 4,88 4,42 02.07.2012
D1 S1TR1 5,30 5,44 7,50 5,42 5,64 4,37 4,17 5,52 5,07 6,18 06.07.2012
D1 S1TR1 4,86 3,63 7,83 6,26 6,61 5,30 3,88 4,39 5,56 4,72 31.07.2012
D1 S1TR2 6,61 4,71 5,09 4,61 5,83 4,74 3,46 3,41 5,95 5,10 5,28 21.06.2012
D1 S1TR2 4,68 6,08 4,19 7,52 7,87 4,48 4,10 4,41 5,36 3,65 5,42 28.06.2012
D1 S1TR2 5,23 4,39 5,88 6,10 5,60 4,82 4,34 4,15 5,25 4,17 5,04 02.07.2012
D1 S1TR2 5,76 3,71 5,36 5,56 6,67 4,43 4,62 6,79 5,55 3,98 4,55 06.07.2012
D1 S1TR2 4,95 6,45 5,46 4,90 7,32 6,72 4,48 5,19 5,15 5,20 7,37 31.07.2012
D1 S2TR1 4,64 2,89 4,31 4,78 3,90 4,93 5,59 4,74 4,90 4,94 5,31 21.06.2012
D1 S2TR1 6,12 5,04 4,50 6,40 6,92 4,33 5,19 7,82 5,15 7,03 6,95 28.06.2012
D1 S2TR1 4,35 4,21 4,59 5,02 5,37 5,24 4,61 5,22 4,35 4,01 4,18 02.07.2012
36
D1 S2TR1 6,29 4,84 5,86 6,43 6,34 6,20 7,90 6,77 6,39 4,78 6,23 06.07.2012
D1 S2TR1 5,50 4,95 4,38 6,26 4,88 4,63 7,32 7,52 6,35 4,37 6,84 31.07.2012
D1 S2TR2 3,02 3,76 4,66 4,35 4,28 6,34 6,00 6,04 4,61 3,99 21.06.2012
D1 S2TR2 3,71 4,02 5,17 5,85 6,52 5,86 7,62 8,07 5,76 7,21 28.06.2012
D1 S2TR2 3,87 5,05 4,46 3,82 5,65 6,05 5,62 7,14 4,96 4,57 02.07.2012
D1 S2TR2 4,81 5,00 5,87 5,95 6,76 6,83 6,65 6,94 5,95 5,56 06.07.2012
D1 S2TR2 0 4,61 6,17 4,37 6,8 7,05 6,23 6,89 4,6 5,71 31.07.2012
Pentru structurile metalice sudate în D2 (dispozitivul de sudare numărul 2) rezultatele au
fost incluse în tabelul 4.2.
Tabel 4.2 – Punctele sudate în dispozitivul numărul 2 (D2)
DISPO
ZITIV
NR. MASĂ /
NR.
TRANSF.
PUNCTE DE SUDURĂ Data
1 2 3 4 5 6 7 8 9 10 11
D2 S1TR1 5,51 3,30 4,60 5,61 7,26 5,12 3,36 5,06 6,50 6,47 18.06.2012
D2 S1TR1 3,72 2,74 5,50 4,59 6,35 4,22 3,83 4,48 5,31 4,04 22.06.2012
D2 S1TR1 5,07 3,33 6,13 4,59 6,16 4,45 4,05 4,72 4,99 5,04 03.07.2012
D2 S1TR1 5,84 4,50 6,43 6,32 5,90 4,90 4,59 4,82 5,49 6,63 06.07.2012
D2 S1TR1 5,76 4,77 8,41 4,50 6,09 5,54 4,26 5,21 5,28 4,90 01.08.2012
D2 S1TR1 5,35 3,59 5,49 4,89 4,99 4,22 4,82 4,60 5,53 4,53 02.08.2012
D2 S1TR2 5,66 4,57 3,82 6,10 7,20 4,88 4,26 5,40 6,57 4,47 5,48 18.06.2012
D2 S1TR2 4,10 5,83 4,29 6,18 6,74 5,36 4,88 5,45 6,28 5,55 3,87 22.06.2012
D2 S1TR2 4,89 4,47 4,71 5,04 5,38 4,95 4,64 5,03 7,10 3,41 5,45 03.07.2012
D2 S1TR2 4,70 3,74 3,80 7,87 7,44 5,82 6,18 5,31 4,07 3,60 5,63 06.07.2012
D2 S1TR2 6,98 6,75 7,15 6,95 6,96 4,79 4,82 3,91 5,97 4,46 5,42 01.08.2012
D2 S1TR2 5,12 3,76 5,24 4,60 5,38 5,83 4,45 4,08 4,76 3,49 4,55 02.08.2012
D2 S2TR1 5,37 6,19 6,01 3,90 4,92 3,42 7,62 7,30 7,25 4,12 4,76 18.06.2012
D2 S2TR1 3,07 2,80 3,42 4,31 3,14 4,14 4,44 4,26 4,64 4,74 2,89 22.06.2012
D2 S2TR1 4,73 4,35 5,19 4,63 4,43 4,45 4,17 4,85 4,95 3,86 5,08 03.07.2012
D2 S2TR1 5,72 4,98 5,79 5,35 5,61 5,75 5,64 6,93 6,66 6,27 6,52 06.07.2012
D2 S2TR1 3,08 5,86 4,94 4,19 4,86 5,08 5,77 7,78 7,00 6,44 7,57 01.08.2012
D2 S2TR1 5,27 5,20 5,20 4,55 4,02 4,99 5,87 5,01 5,25 4,70 4,60 02.08.2012
D2 S2TR2 3,97 5,08 5,18 5,43 6,40 7,08 6,69 7,25 5,01 4,33 18.06.2012
D2 S2TR2 3,14 4,05 4,57 2,32 5,86 6,35 5,80 5,62 4,80 5,17 22.06.2012
D2 S2TR2 4,14 4,59 4,43 3,98 5,16 6,17 6,02 7,18 4,28 4,65 03.07.2012
D2 S2TR2 3,64 4,09 5,40 4,90 6,72 7,40 6,06 6,44 7,19 6,51 06.07.2012
D2 S2TR2 2,70 4,37 6,80 4,65 6,43 6,00 6,21 5,20 4,52 7,00 01.08.2012
D2 S2TR2 3,59 4,78 4,19 3,08 5,67 4,62 4,74 4,79 4,43 4,31 02.08.2012
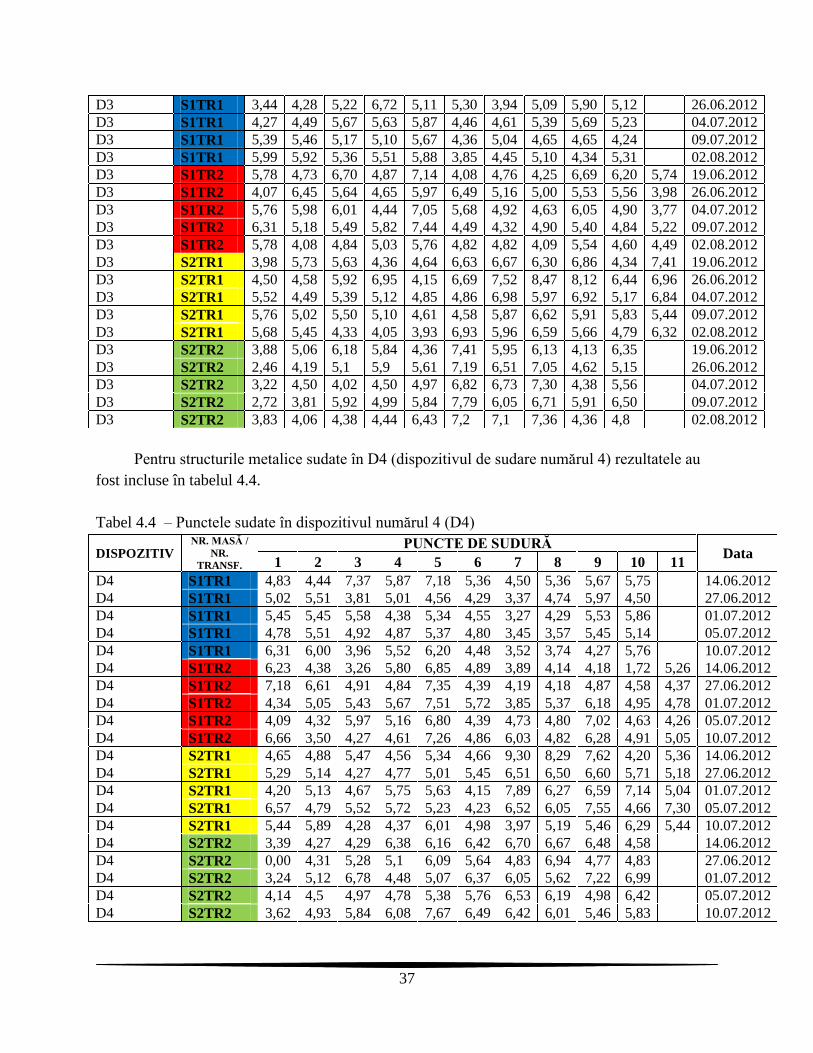
Pentru structurile metalice sudate în D3 (dispozitivul de sudare numărul 3) rezultatele au
fost incluse în tabelul 4.3.
Tabel 4.3 – Punctele sudate în dispozitivul numărul 3 (D3)
DISPOZITIV NR. MASĂ
/ NR.
TRANSF.
PUNCTE DE SUDURĂ Data
1 2 3 4 5 6 7 8 9 10 11
D3 S1TR1 6,06 5,40 5,69 5,80 5,06 5,95 5,25 5,04 4,46 4,74 19.06.2012
37
D3 S1TR1 3,44 4,28 5,22 6,72 5,11 5,30 3,94 5,09 5,90 5,12 26.06.2012
D3 S1TR1 4,27 4,49 5,67 5,63 5,87 4,46 4,61 5,39 5,69 5,23 04.07.2012
D3 S1TR1 5,39 5,46 5,17 5,10 5,67 4,36 5,04 4,65 4,65 4,24 09.07.2012
D3 S1TR1 5,99 5,92 5,36 5,51 5,88 3,85 4,45 5,10 4,34 5,31 02.08.2012
D3 S1TR2 5,78 4,73 6,70 4,87 7,14 4,08 4,76 4,25 6,69 6,20 5,74 19.06.2012
D3 S1TR2 4,07 6,45 5,64 4,65 5,97 6,49 5,16 5,00 5,53 5,56 3,98 26.06.2012
D3 S1TR2 5,76 5,98 6,01 4,44 7,05 5,68 4,92 4,63 6,05 4,90 3,77 04.07.2012
D3 S1TR2 6,31 5,18 5,49 5,82 7,44 4,49 4,32 4,90 5,40 4,84 5,22 09.07.2012
D3 S1TR2 5,78 4,08 4,84 5,03 5,76 4,82 4,82 4,09 5,54 4,60 4,49 02.08.2012
D3 S2TR1 3,98 5,73 5,63 4,36 4,64 6,63 6,67 6,30 6,86 4,34 7,41 19.06.2012
D3 S2TR1 4,50 4,58 5,92 6,95 4,15 6,69 7,52 8,47 8,12 6,44 6,96 26.06.2012
D3 S2TR1 5,52 4,49 5,39 5,12 4,85 4,86 6,98 5,97 6,92 5,17 6,84 04.07.2012
D3 S2TR1 5,76 5,02 5,50 5,10 4,61 4,58 5,87 6,62 5,91 5,83 5,44 09.07.2012
D3 S2TR1 5,68 5,45 4,33 4,05 3,93 6,93 5,96 6,59 5,66 4,79 6,32 02.08.2012
D3 S2TR2 3,88 5,06 6,18 5,84 4,36 7,41 5,95 6,13 4,13 6,35 19.06.2012
D3 S2TR2 2,46 4,19 5,1 5,9 5,61 7,19 6,51 7,05 4,62 5,15 26.06.2012
D3 S2TR2 3,22 4,50 4,02 4,50 4,97 6,82 6,73 7,30 4,38 5,56 04.07.2012
D3 S2TR2 2,72 3,81 5,92 4,99 5,84 7,79 6,05 6,71 5,91 6,50 09.07.2012
D3 S2TR2 3,83 4,06 4,38 4,44 6,43 7,2 7,1 7,36 4,36 4,8 02.08.2012
Pentru structurile metalice sudate în D4 (dispozitivul de sudare numărul 4) rezultatele au
fost incluse în tabelul 4.4.
Tabel 4.4 – Punctele sudate în dispozitivul numărul 4 (D4)
DISPOZITIV NR. MASĂ /
NR.
TRANSF.
PUNCTE DE SUDURĂ Data
1 2 3 4 5 6 7 8 9 10 11
D4 S1TR1 4,83 4,44 7,37 5,87 7,18 5,36 4,50 5,36 5,67 5,75 14.06.2012
D4 S1TR1 5,02 5,51 3,81 5,01 4,56 4,29 3,37 4,74 5,97 4,50 27.06.2012
D4 S1TR1 5,45 5,45 5,58 4,38 5,34 4,55 3,27 4,29 5,53 5,86 01.07.2012
D4 S1TR1 4,78 5,51 4,92 4,87 5,37 4,80 3,45 3,57 5,45 5,14 05.07.2012
D4 S1TR1 6,31 6,00 3,96 5,52 6,20 4,48 3,52 3,74 4,27 5,76 10.07.2012
D4 S1TR2 6,23 4,38 3,26 5,80 6,85 4,89 3,89 4,14 4,18 1,72 5,26 14.06.2012
D4 S1TR2 7,18 6,61 4,91 4,84 7,35 4,39 4,19 4,18 4,87 4,58 4,37 27.06.2012
D4 S1TR2 4,34 5,05 5,43 5,67 7,51 5,72 3,85 5,37 6,18 4,95 4,78 01.07.2012
D4 S1TR2 4,09 4,32 5,97 5,16 6,80 4,39 4,73 4,80 7,02 4,63 4,26 05.07.2012
D4 S1TR2 6,66 3,50 4,27 4,61 7,26 4,86 6,03 4,82 6,28 4,91 5,05 10.07.2012
D4 S2TR1 4,65 4,88 5,47 4,56 5,34 4,66 9,30 8,29 7,62 4,20 5,36 14.06.2012
D4 S2TR1 5,29 5,14 4,27 4,77 5,01 5,45 6,51 6,50 6,60 5,71 5,18 27.06.2012
D4 S2TR1 4,20 5,13 4,67 5,75 5,63 4,15 7,89 6,27 6,59 7,14 5,04 01.07.2012
D4 S2TR1 6,57 4,79 5,52 5,72 5,23 4,23 6,52 6,05 7,55 4,66 7,30 05.07.2012
D4 S2TR1 5,44 5,89 4,28 4,37 6,01 4,98 3,97 5,19 5,46 6,29 5,44 10.07.2012
D4 S2TR2 3,39 4,27 4,29 6,38 6,16 6,42 6,70 6,67 6,48 4,58 14.06.2012
D4 S2TR2 0,00 4,31 5,28 5,1 6,09 5,64 4,83 6,94 4,77 4,83 27.06.2012
D4 S2TR2 3,24 5,12 6,78 4,48 5,07 6,37 6,05 5,62 7,22 6,99 01.07.2012
D4 S2TR2 4,14 4,5 4,97 4,78 5,38 5,76 6,53 6,19 4,98 6,42 05.07.2012
D4 S2TR2 3,62 4,93 5,84 6,08 7,67 6,49 6,42 6,01 5,46 5,83 10.07.2012
38
În urma debutonării punctelor sudate, se urmăreşte dacă variația diametrelor de buton
obținută este exclusiv superioară faţă de dimensiunea de referinţă. Variaţia mare în diametru
ilustrează faptul că intensitatea curentului folosit în procesul analizat se exprimă în procente din
curentul de reţea. Din cauza acestei variaţii, diametrul punctelor sudate electric prin presiune se
poate situa şi sub pragul de acceptabilitate.
Cu ajutorul Minitab-ului se generează grafice care ilustrează modul în care variază
diametrele butonilor rezultați după încercarea distructivă efectuată pe structurile metalice de
șezut tip Zafira.
Graficele generate de Minitab cuprind următoarele noțiuni:
UCL – upper critical limit – limita critică superioară (generată automat)
LCL – lower critical limit – limita critică inferioară (generată automat)
X - media valorilor
Valoare individuală – fiecare valoare obținută și înregistrată tabular și utilizată la întocmirea
graficului
Dispozitivul 1,2,3 și 4 – gruparea punctelor de sudură în funcție de dispozitivul pe care au fost
sudate
Cu linie punctată trasată pe orizontală, de culoare albastră, se evidențiază pragul de
acceptabilitate al butonilor obținuți după încercarea distructivă.
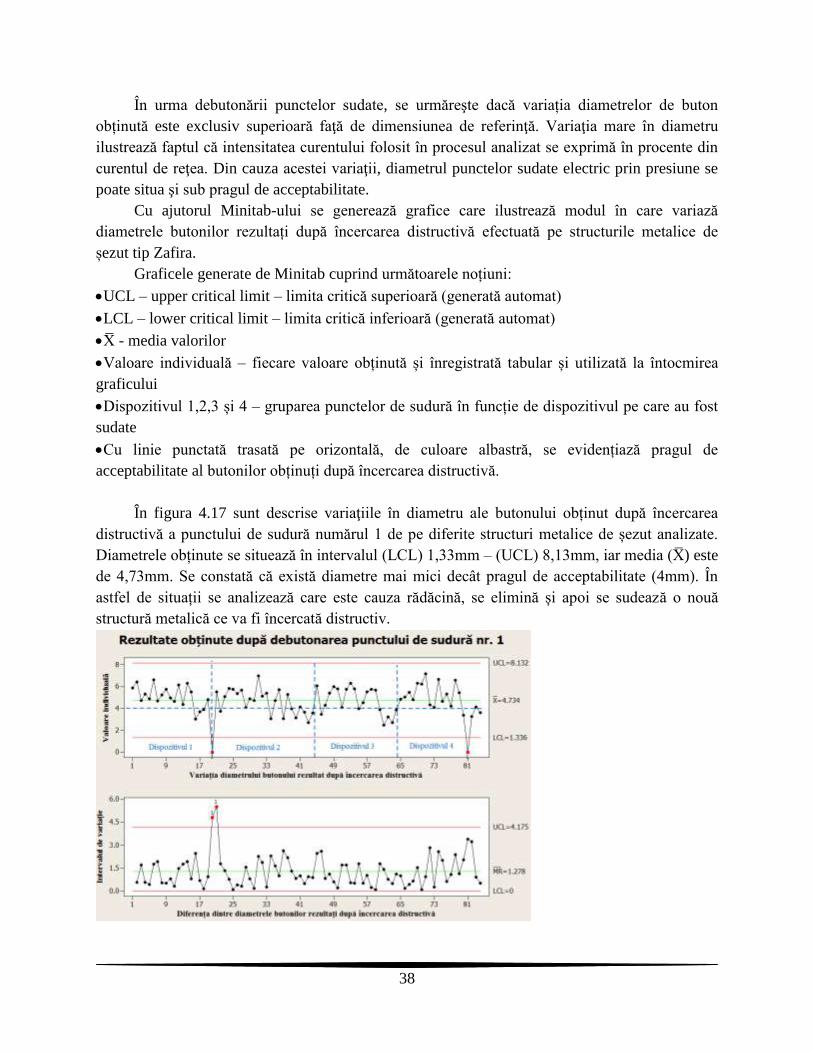
În figura 4.17 sunt descrise variaţiile în diametru ale butonului obținut după încercarea
distructivă a punctului de sudură numărul 1 de pe diferite structuri metalice de șezut analizate.
Diametrele obținute se situează în intervalul (LCL) 1,33mm – (UCL) 8,13mm, iar media (X ) este
de 4,73mm. Se constată că există diametre mai mici decât pragul de acceptabilitate (4mm). În
astfel de situații se analizează care este cauza rădăcină, se elimină și apoi se sudează o nouă
structură metalică ce va fi încercată distructiv.
39
Fig. 4.17 – Variația diametrului butonului rezultat după încercarea distructivă a punctului de
sudură numărul 1.
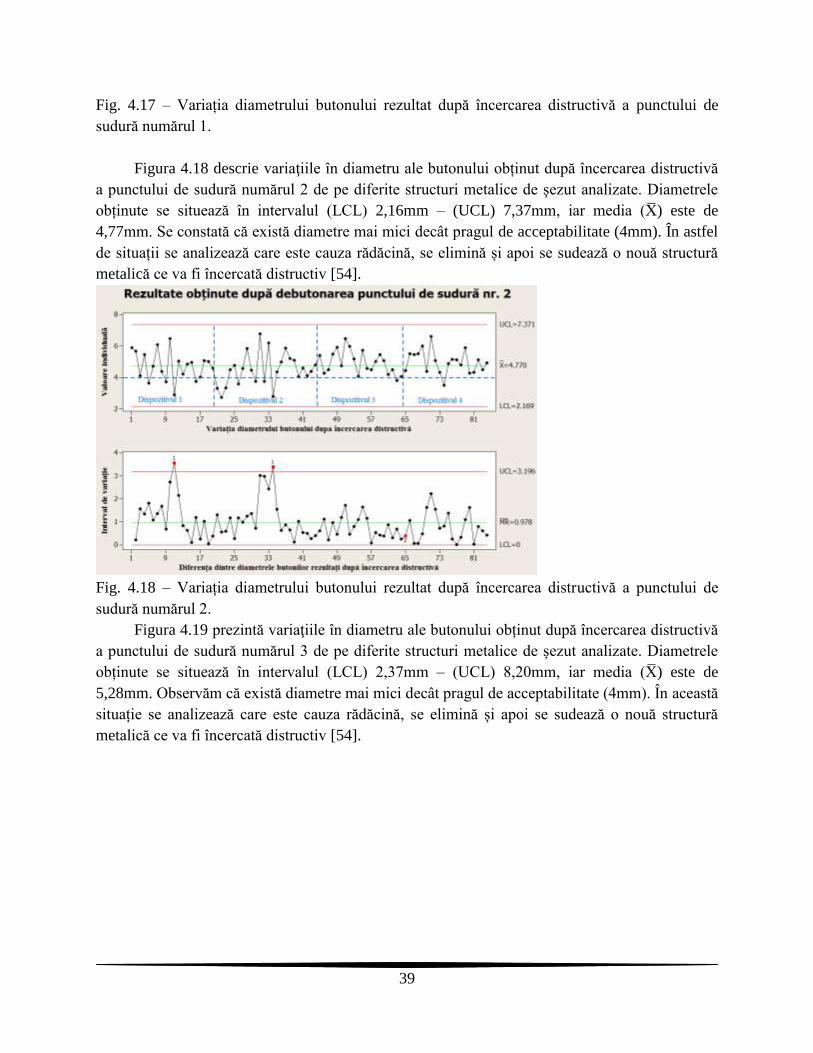
Figura 4.18 descrie variaţiile în diametru ale butonului obținut după încercarea distructivă
a punctului de sudură numărul 2 de pe diferite structuri metalice de șezut analizate. Diametrele
obținute se situează în intervalul (LCL) 2,16mm – (UCL) 7,37mm, iar media (X ) este de
4,77mm. Se constată că există diametre mai mici decât pragul de acceptabilitate (4mm). În astfel
de situații se analizează care este cauza rădăcină, se elimină și apoi se sudează o nouă structură
metalică ce va fi încercată distructiv [54].
Fig. 4.18 – Variația diametrului butonului rezultat după încercarea distructivă a punctului de
sudură numărul 2.
Figura 4.19 prezintă variaţiile în diametru ale butonului obținut după încercarea distructivă
a punctului de sudură numărul 3 de pe diferite structuri metalice de șezut analizate. Diametrele
obținute se situează în intervalul (LCL) 2,37mm – (UCL) 8,20mm, iar media (X ) este de
5,28mm. Observăm că există diametre mai mici decât pragul de acceptabilitate (4mm). În această
situație se analizează care este cauza rădăcină, se elimină și apoi se sudează o nouă structură
metalică ce va fi încercată distructiv [54].
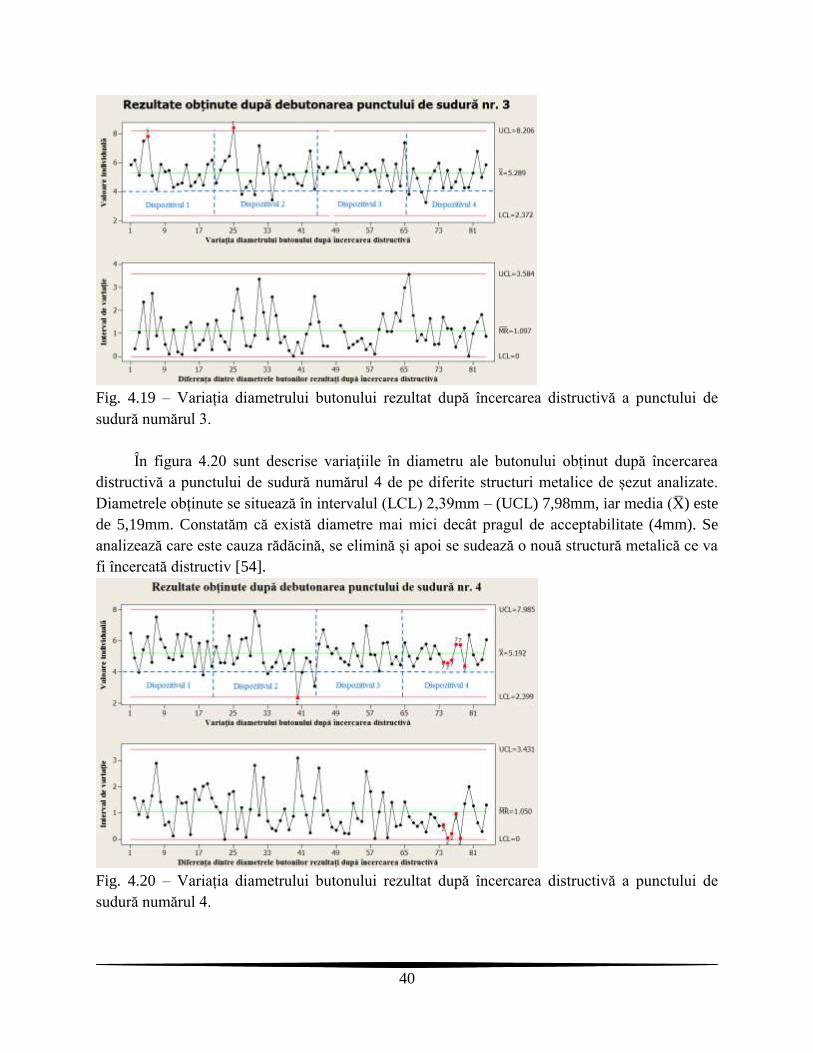
40
Fig. 4.19 – Variația diametrului butonului rezultat după încercarea distructivă a punctului de
sudură numărul 3.
În figura 4.20 sunt descrise variaţiile în diametru ale butonului obținut după încercarea
distructivă a punctului de sudură numărul 4 de pe diferite structuri metalice de șezut analizate.
Diametrele obținute se situează în intervalul (LCL) 2,39mm – (UCL) 7,98mm, iar media (X ) este
de 5,19mm. Constatăm că există diametre mai mici decât pragul de acceptabilitate (4mm). Se
analizează care este cauza rădăcină, se elimină și apoi se sudează o nouă structură metalică ce va
fi încercată distructiv [54].
Fig. 4.20 – Variația diametrului butonului rezultat după încercarea distructivă a punctului de
sudură numărul 4.
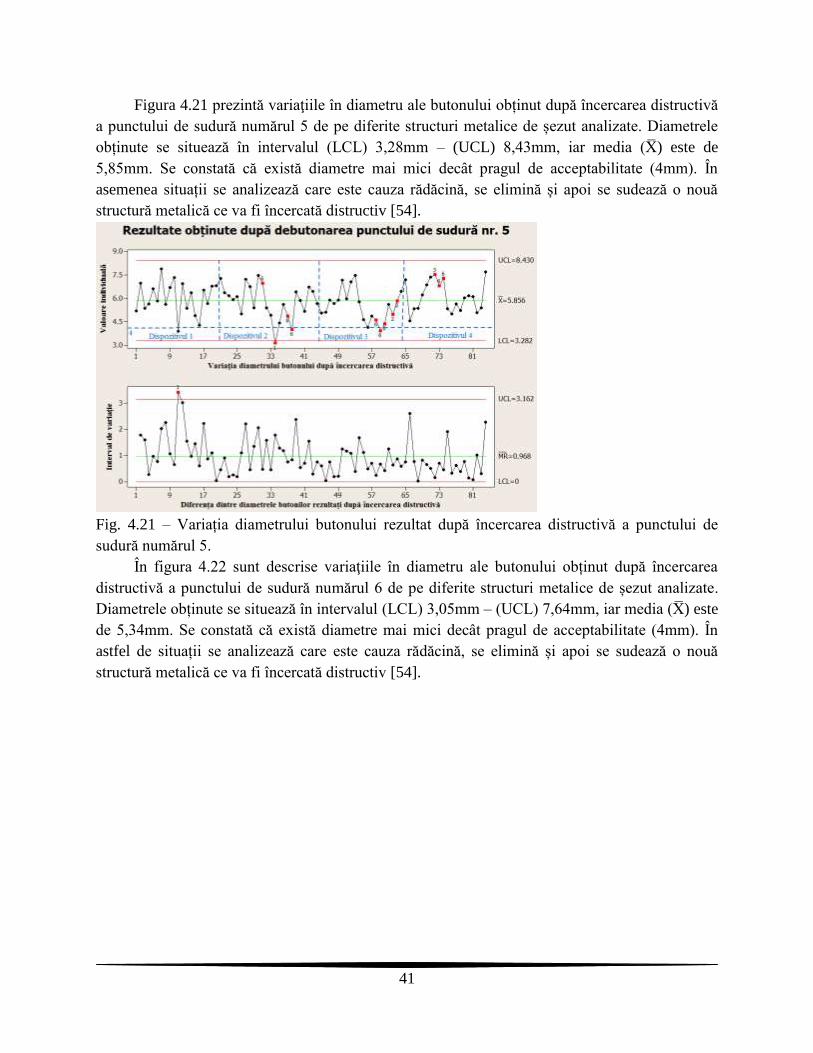
41
Figura 4.21 prezintă variaţiile în diametru ale butonului obținut după încercarea distructivă
a punctului de sudură numărul 5 de pe diferite structuri metalice de șezut analizate. Diametrele
obținute se situează în intervalul (LCL) 3,28mm – (UCL) 8,43mm, iar media (X ) este de
5,85mm. Se constată că există diametre mai mici decât pragul de acceptabilitate (4mm). În
asemenea situații se analizează care este cauza rădăcină, se elimină și apoi se sudează o nouă
structură metalică ce va fi încercată distructiv [54].
Fig. 4.21 – Variația diametrului butonului rezultat după încercarea distructivă a punctului de
sudură numărul 5.
În figura 4.22 sunt descrise variaţiile în diametru ale butonului obținut după încercarea
distructivă a punctului de sudură numărul 6 de pe diferite structuri metalice de șezut analizate.
Diametrele obținute se situează în intervalul (LCL) 3,05mm – (UCL) 7,64mm, iar media (X ) este
de 5,34mm. Se constată că există diametre mai mici decât pragul de acceptabilitate (4mm). În
astfel de situații se analizează care este cauza rădăcină, se elimină și apoi se sudează o nouă
structură metalică ce va fi încercată distructiv [54].
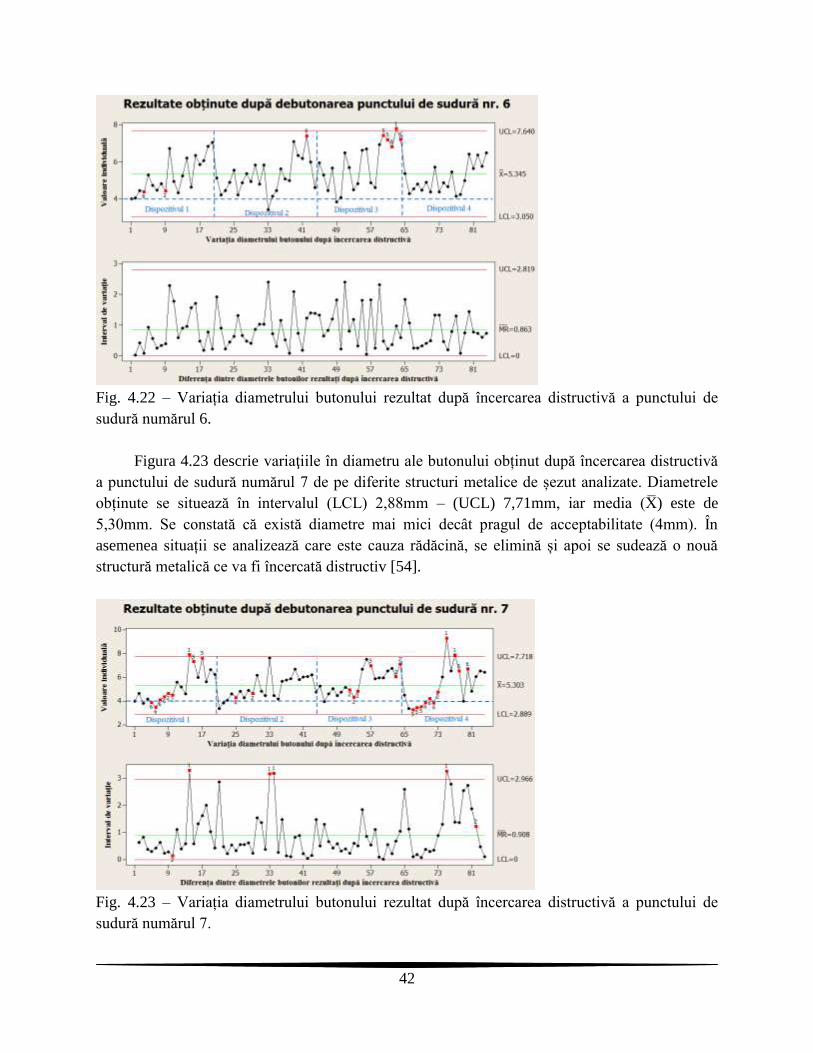
42
Fig. 4.22 – Variația diametrului butonului rezultat după încercarea distructivă a punctului de
sudură numărul 6.
Figura 4.23 descrie variaţiile în diametru ale butonului obținut după încercarea distructivă
a punctului de sudură numărul 7 de pe diferite structuri metalice de șezut analizate. Diametrele
obținute se situează în intervalul (LCL) 2,88mm – (UCL) 7,71mm, iar media (X ) este de
5,30mm. Se constată că există diametre mai mici decât pragul de acceptabilitate (4mm). În
asemenea situații se analizează care este cauza rădăcină, se elimină și apoi se sudează o nouă
structură metalică ce va fi încercată distructiv [54].
Fig. 4.23 – Variația diametrului butonului rezultat după încercarea distructivă a punctului de
sudură numărul 7.
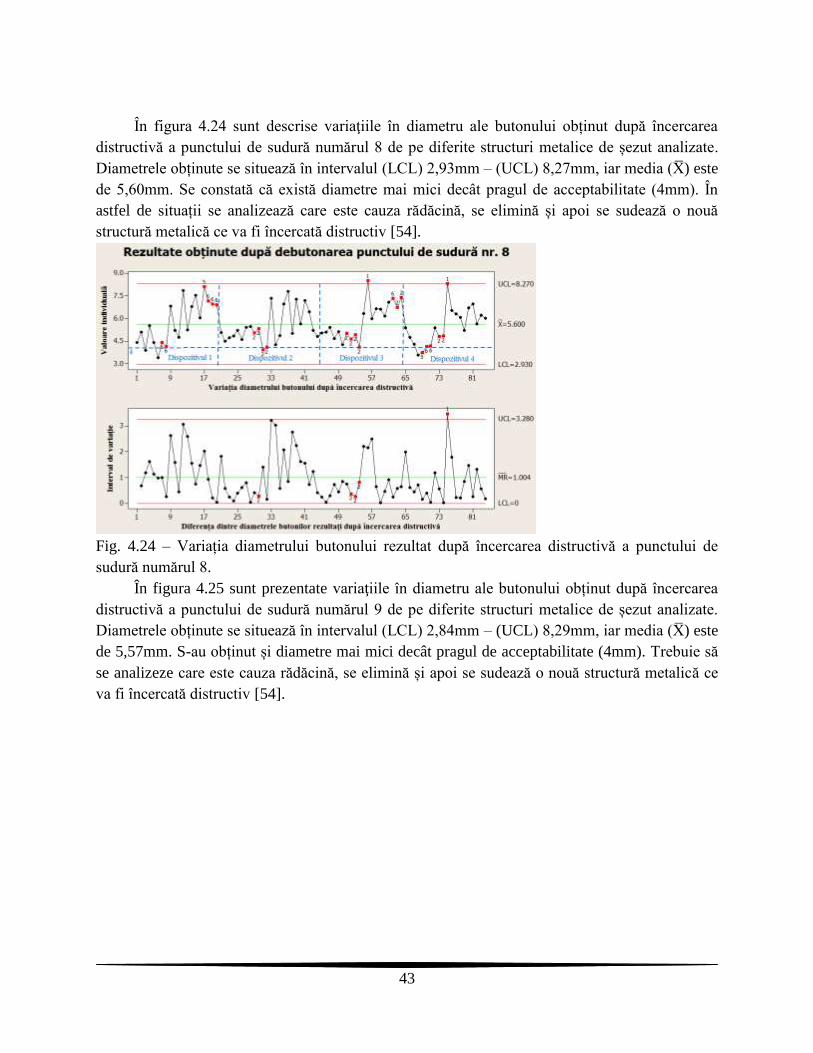
43
În figura 4.24 sunt descrise variaţiile în diametru ale butonului obținut după încercarea
distructivă a punctului de sudură numărul 8 de pe diferite structuri metalice de șezut analizate.
Diametrele obținute se situează în intervalul (LCL) 2,93mm – (UCL) 8,27mm, iar media (X ) este
de 5,60mm. Se constată că există diametre mai mici decât pragul de acceptabilitate (4mm). În
astfel de situații se analizează care este cauza rădăcină, se elimină și apoi se sudează o nouă
structură metalică ce va fi încercată distructiv [54].
Fig. 4.24 – Variația diametrului butonului rezultat după încercarea distructivă a punctului de
sudură numărul 8.
În figura 4.25 sunt prezentate variaţiile în diametru ale butonului obținut după încercarea
distructivă a punctului de sudură numărul 9 de pe diferite structuri metalice de șezut analizate.
Diametrele obținute se situează în intervalul (LCL) 2,84mm – (UCL) 8,29mm, iar media (X ) este
de 5,57mm. S-au obținut și diametre mai mici decât pragul de acceptabilitate (4mm). Trebuie să
se analizeze care este cauza rădăcină, se elimină și apoi se sudează o nouă structură metalică ce
va fi încercată distructiv [54].
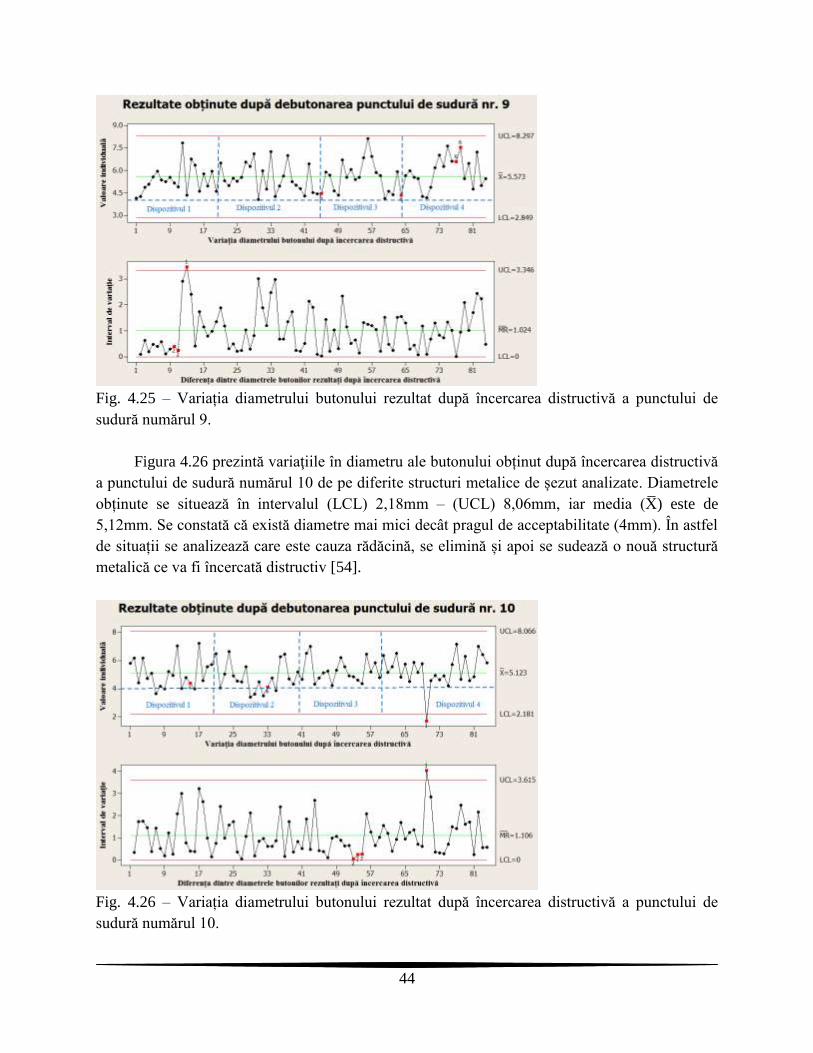
44
Fig. 4.25 – Variația diametrului butonului rezultat după încercarea distructivă a punctului de
sudură numărul 9.
Figura 4.26 prezintă variaţiile în diametru ale butonului obținut după încercarea distructivă
a punctului de sudură numărul 10 de pe diferite structuri metalice de șezut analizate. Diametrele
obținute se situează în intervalul (LCL) 2,18mm – (UCL) 8,06mm, iar media (X ) este de
5,12mm. Se constată că există diametre mai mici decât pragul de acceptabilitate (4mm). În astfel
de situații se analizează care este cauza rădăcină, se elimină și apoi se sudează o nouă structură
metalică ce va fi încercată distructiv [54].
Fig. 4.26 – Variația diametrului butonului rezultat după încercarea distructivă a punctului de
sudură numărul 10.
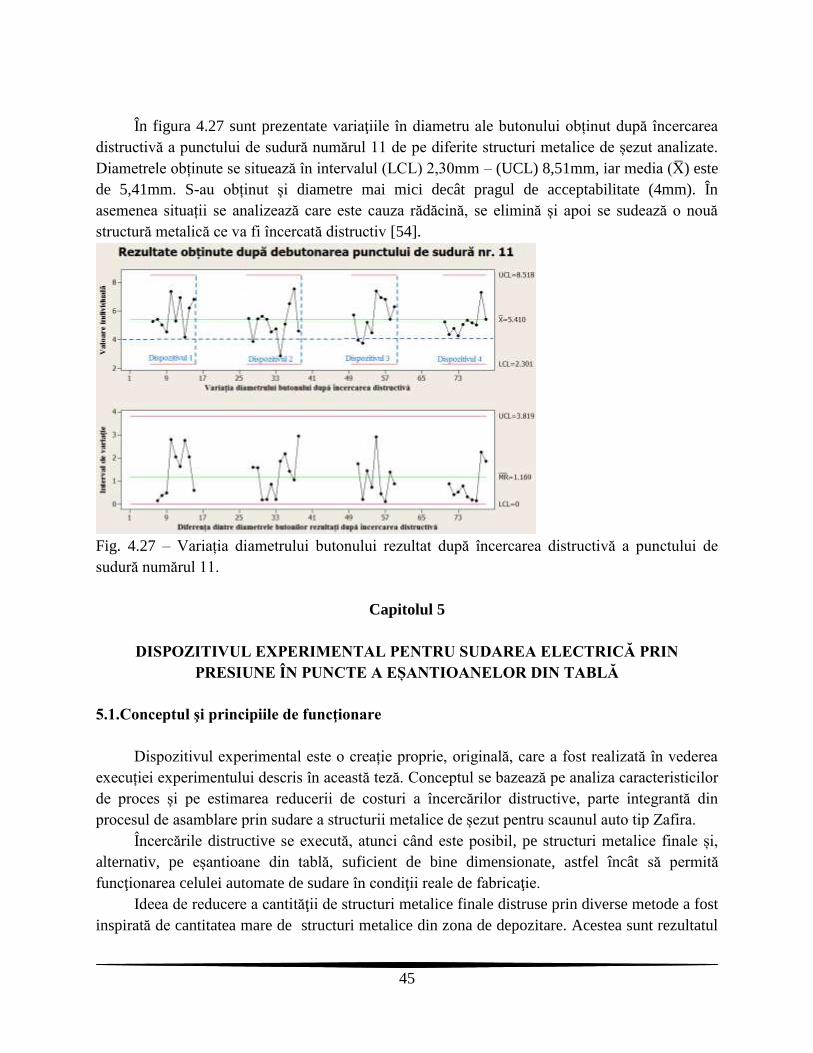
45
În figura 4.27 sunt prezentate variaţiile în diametru ale butonului obținut după încercarea
distructivă a punctului de sudură numărul 11 de pe diferite structuri metalice de șezut analizate.
Diametrele obținute se situează în intervalul (LCL) 2,30mm – (UCL) 8,51mm, iar media (X ) este
de 5,41mm. S-au obținut și diametre mai mici decât pragul de acceptabilitate (4mm). În
asemenea situații se analizează care este cauza rădăcină, se elimină și apoi se sudează o nouă
structură metalică ce va fi încercată distructiv [54].
Fig. 4.27 – Variația diametrului butonului rezultat după încercarea distructivă a punctului de
sudură numărul 11.
Capitolul 5
DISPOZITIVUL EXPERIMENTAL PENTRU SUDAREA ELECTRICĂ PRIN
PRESIUNE ÎN PUNCTE A EȘANTIOANELOR DIN TABLĂ
5.1.Conceptul şi principiile de funcţionare
Dispozitivul experimental este o creație proprie, originală, care a fost realizată în vederea
execuției experimentului descris în această teză. Conceptul se bazează pe analiza caracteristicilor
de proces și pe estimarea reducerii de costuri a încercărilor distructive, parte integrantă din
procesul de asamblare prin sudare a structurii metalice de șezut pentru scaunul auto tip Zafira.
Încercările distructive se execută, atunci când este posibil, pe structuri metalice finale și,
alternativ, pe eșantioane din tablă, suficient de bine dimensionate, astfel încât să permită
funcţionarea celulei automate de sudare în condiţii reale de fabricaţie.
Ideea de reducere a cantităţii de structuri metalice finale distruse prin diverse metode a fost
inspirată de cantitatea mare de structuri metalice din zona de depozitare. Acestea sunt rezultatul
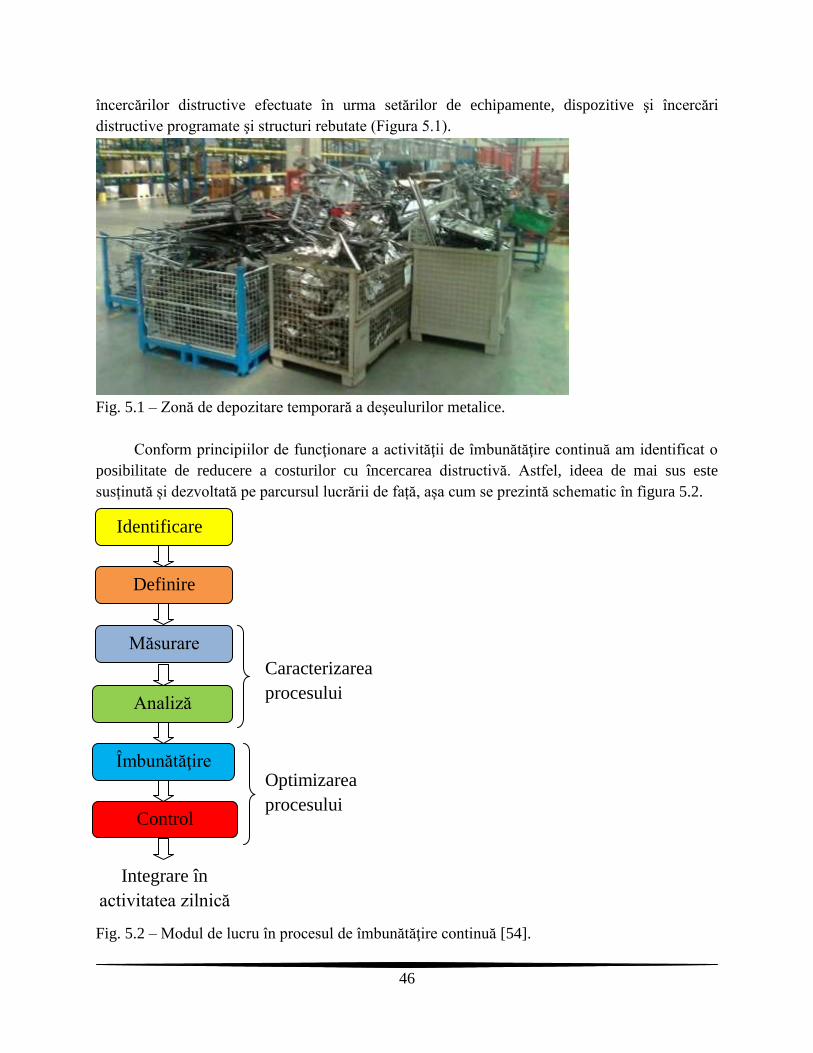
46
încercărilor distructive efectuate în urma setărilor de echipamente, dispozitive şi încercări
distructive programate şi structuri rebutate (Figura 5.1).
Fig. 5.1 – Zonă de depozitare temporară a deşeulurilor metalice.
Conform principiilor de funcţionare a activităţii de îmbunătăţire continuă am identificat o
posibilitate de reducere a costurilor cu încercarea distructivă. Astfel, ideea de mai sus este
susținută și dezvoltată pe parcursul lucrării de față, așa cum se prezintă schematic în figura 5.2.
Fig. 5.2 – Modul de lucru în procesul de îmbunătăţire continuă [54].
Identificare
Măsurare
Îmbunătăţire
Control
Definire
Analiză
Integrare în
activitatea zilnică
Caracterizarea
procesului
Optimizarea
procesului
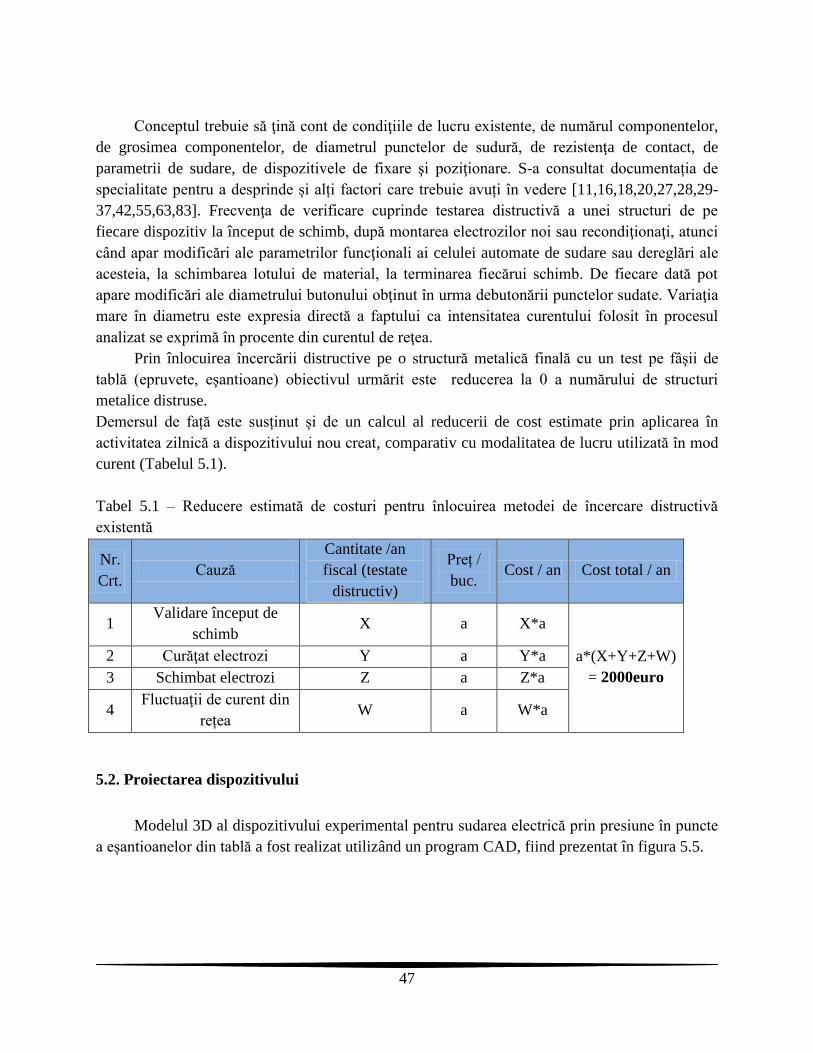
47
Conceptul trebuie să ţină cont de condiţiile de lucru existente, de numărul componentelor,
de grosimea componentelor, de diametrul punctelor de sudură, de rezistenţa de contact, de
parametrii de sudare, de dispozitivele de fixare şi poziţionare. S-a consultat documentația de
specialitate pentru a desprinde și alți factori care trebuie avuți în vedere [11,16,18,20,27,28,29-
37,42,55,63,83]. Frecvenţa de verificare cuprinde testarea distructivă a unei structuri de pe
fiecare dispozitiv la început de schimb, după montarea electrozilor noi sau recondiţionaţi, atunci
când apar modificări ale parametrilor funcţionali ai celulei automate de sudare sau dereglări ale
acesteia, la schimbarea lotului de material, la terminarea fiecărui schimb. De fiecare dată pot
apare modificări ale diametrului butonului obţinut în urma debutonării punctelor sudate. Variaţia
mare în diametru este expresia directă a faptului ca intensitatea curentului folosit în procesul
analizat se exprimă în procente din curentul de reţea.
Prin înlocuirea încercării distructive pe o structură metalică finală cu un test pe fâşii de
tablă (epruvete, eşantioane) obiectivul urmărit este reducerea la 0 a numărului de structuri
metalice distruse.
Demersul de față este susținut și de un calcul al reducerii de cost estimate prin aplicarea în
activitatea zilnică a dispozitivului nou creat, comparativ cu modalitatea de lucru utilizată în mod
curent (Tabelul 5.1).
Tabel 5.1 – Reducere estimată de costuri pentru înlocuirea metodei de încercare distructivă
existentă
Nr.
Crt. Cauză
Cantitate /an
fiscal (testate
distructiv)
Preț /
buc. Cost / an Cost total / an
1 Validare început de
schimb X a X*a
a*(X+Y+Z+W)
= 2000euro
2 Curăţat electrozi Y a Y*a
3 Schimbat electrozi Z a Z*a
4 Fluctuaţii de curent din
rețea W a W*a
5.2. Proiectarea dispozitivului
Modelul 3D al dispozitivului experimental pentru sudarea electrică prin presiune în puncte
a eșantioanelor din tablă a fost realizat utilizând un program CAD, fiind prezentat în figura 5.5.
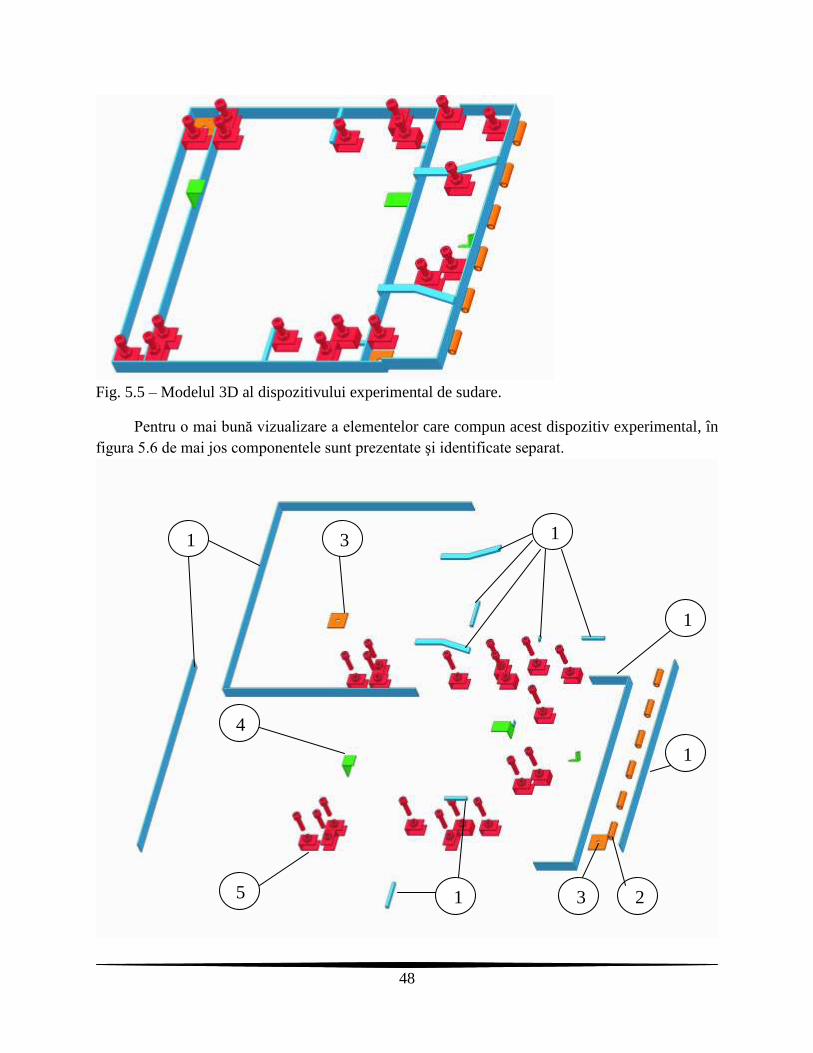
48
Fig. 5.5 – Modelul 3D al dispozitivului experimental de sudare.
Pentru o mai bună vizualizare a elementelor care compun acest dispozitiv experimental, în
figura 5.6 de mai jos componentele sunt prezentate şi identificate separat.
1
1 1
1
3
1 2
4
3 5
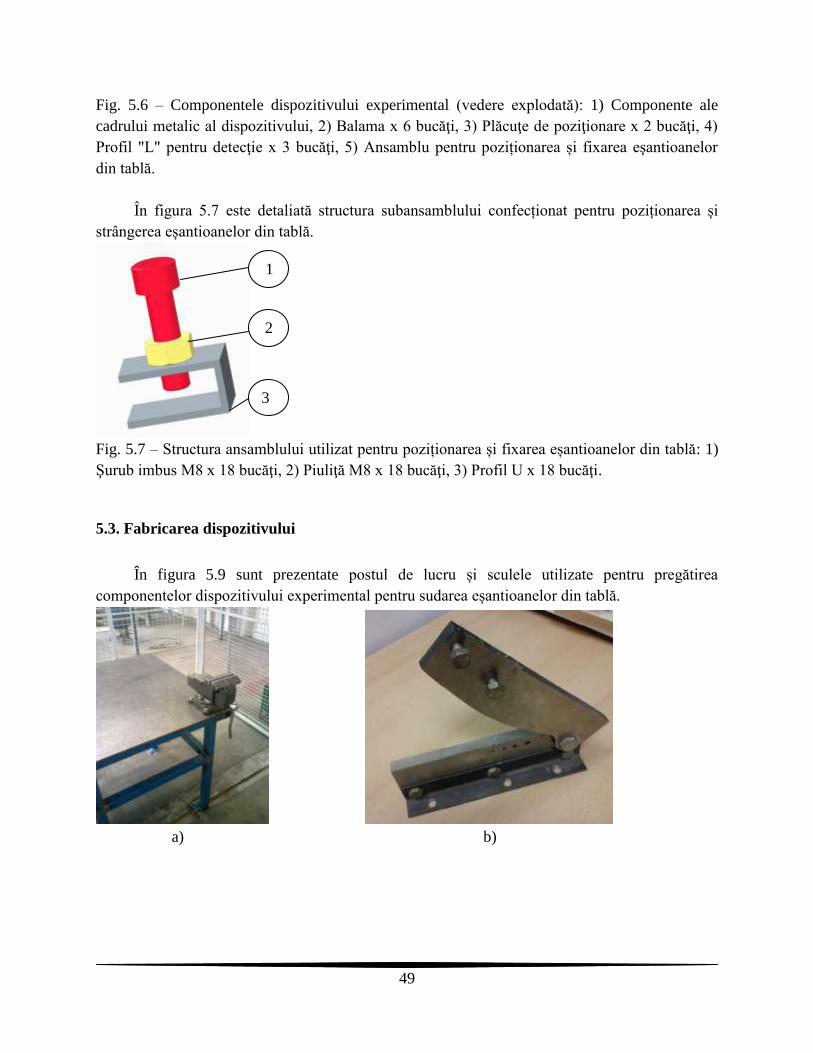
49
Fig. 5.6 – Componentele dispozitivului experimental (vedere explodată): 1) Componente ale
cadrului metalic al dispozitivului, 2) Balama x 6 bucăţi, 3) Plăcuţe de poziţionare x 2 bucăţi, 4)
Profil "L" pentru detecţie x 3 bucăţi, 5) Ansamblu pentru poziționarea și fixarea eşantioanelor
din tablă.
În figura 5.7 este detaliată structura subansamblului confecționat pentru poziționarea și
strângerea eșantioanelor din tablă.
Fig. 5.7 – Structura ansamblului utilizat pentru poziționarea și fixarea eșantioanelor din tablă: 1)
Şurub imbus M8 x 18 bucăţi, 2) Piuliţă M8 x 18 bucăţi, 3) Profil U x 18 bucăţi.
5.3. Fabricarea dispozitivului
În figura 5.9 sunt prezentate postul de lucru și sculele utilizate pentru pregătirea
componentelor dispozitivului experimental pentru sudarea eșantioanelor din tablă.
a) b)
1
2
3
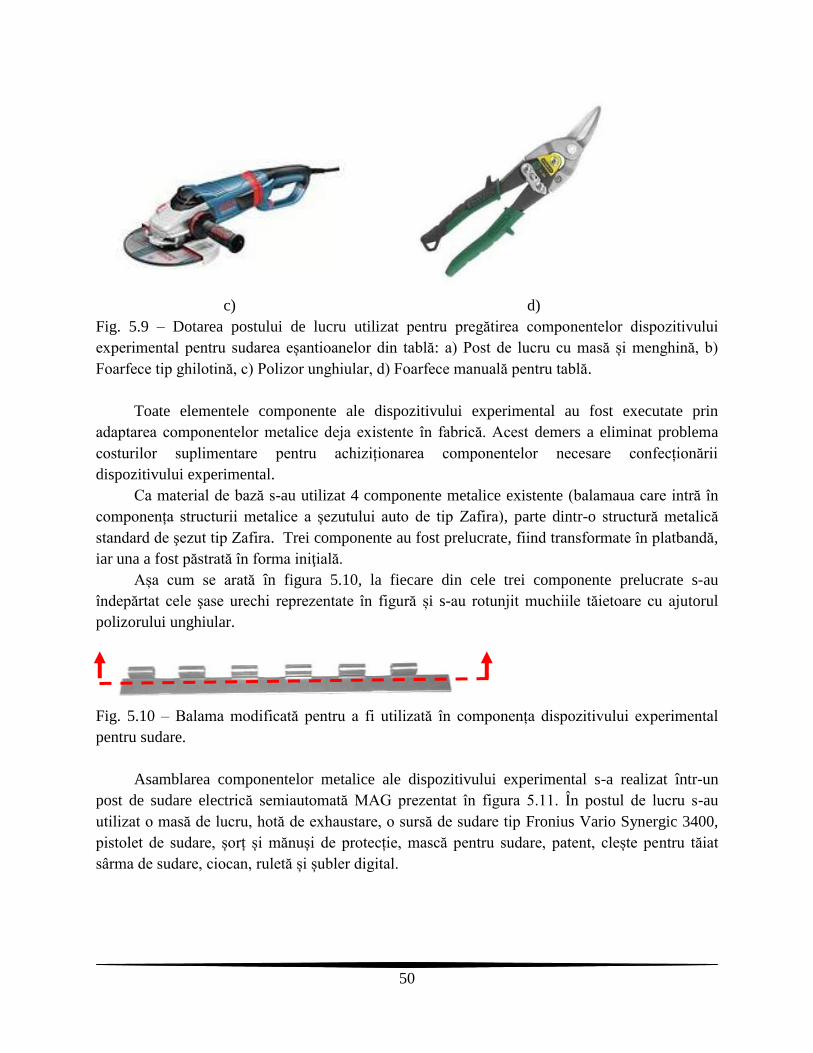
50
c) d)
Fig. 5.9 – Dotarea postului de lucru utilizat pentru pregătirea componentelor dispozitivului
experimental pentru sudarea eșantioanelor din tablă: a) Post de lucru cu masă și menghină, b)
Foarfece tip ghilotină, c) Polizor unghiular, d) Foarfece manuală pentru tablă.
Toate elementele componente ale dispozitivului experimental au fost executate prin
adaptarea componentelor metalice deja existente în fabrică. Acest demers a eliminat problema
costurilor suplimentare pentru achiziționarea componentelor necesare confecționării
dispozitivului experimental.
Ca material de bază s-au utilizat 4 componente metalice existente (balamaua care intră în
componența structurii metalice a șezutului auto de tip Zafira), parte dintr-o structură metalică
standard de şezut tip Zafira. Trei componente au fost prelucrate, fiind transformate în platbandă,
iar una a fost păstrată în forma iniţială.
Așa cum se arată în figura 5.10, la fiecare din cele trei componente prelucrate s-au
îndepărtat cele şase urechi reprezentate în figură și s-au rotunjit muchiile tăietoare cu ajutorul
polizorului unghiular.
Fig. 5.10 – Balama modificată pentru a fi utilizată în componența dispozitivului experimental
pentru sudare.
Asamblarea componentelor metalice ale dispozitivului experimental s-a realizat într-un
post de sudare electrică semiautomată MAG prezentat în figura 5.11. În postul de lucru s-au
utilizat o masă de lucru, hotă de exhaustare, o sursă de sudare tip Fronius Vario Synergic 3400,
pistolet de sudare, șorț și mănuși de protecție, mască pentru sudare, patent, clește pentru tăiat
sârma de sudare, ciocan, ruletă și șubler digital.
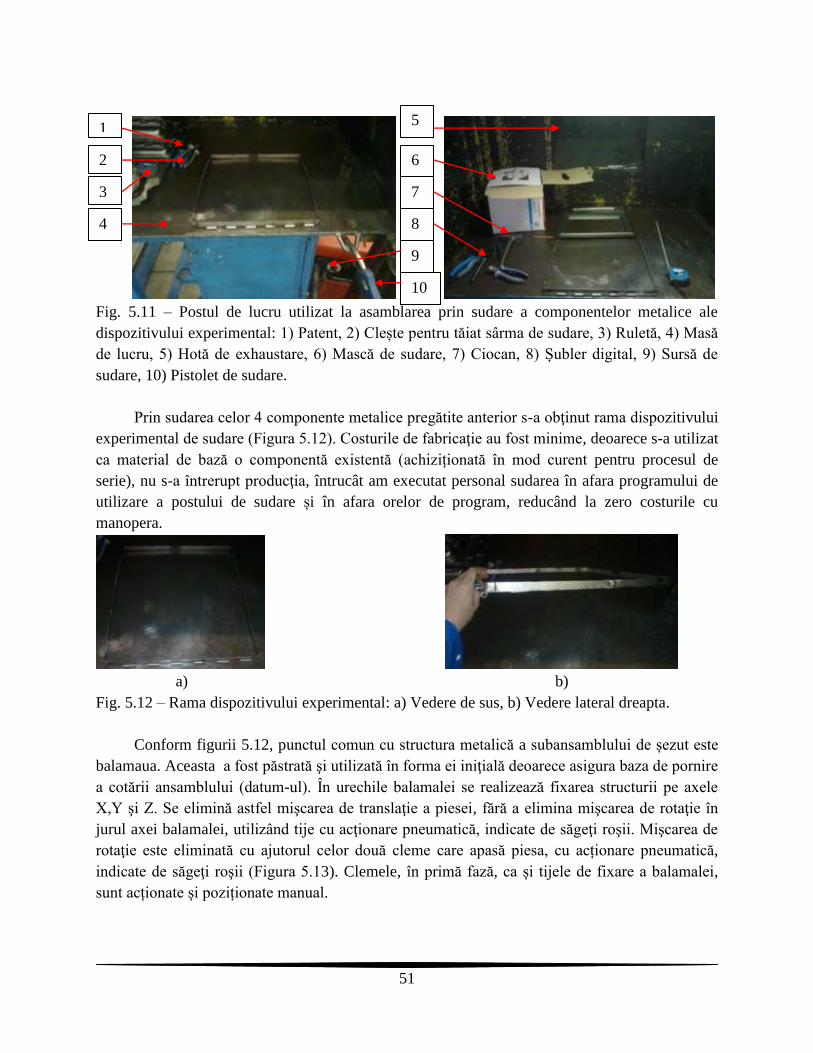
51
Fig. 5.11 – Postul de lucru utilizat la asamblarea prin sudare a componentelor metalice ale
dispozitivului experimental: 1) Patent, 2) Clește pentru tăiat sârma de sudare, 3) Ruletă, 4) Masă
de lucru, 5) Hotă de exhaustare, 6) Mască de sudare, 7) Ciocan, 8) Șubler digital, 9) Sursă de
sudare, 10) Pistolet de sudare.
Prin sudarea celor 4 componente metalice pregătite anterior s-a obţinut rama dispozitivului
experimental de sudare (Figura 5.12). Costurile de fabricaţie au fost minime, deoarece s-a utilizat
ca material de bază o componentă existentă (achiziționată în mod curent pentru procesul de
serie), nu s-a întrerupt producţia, întrucât am executat personal sudarea în afara programului de
utilizare a postului de sudare și în afara orelor de program, reducând la zero costurile cu
manopera.
a) b)
Fig. 5.12 – Rama dispozitivului experimental: a) Vedere de sus, b) Vedere lateral dreapta.
Conform figurii 5.12, punctul comun cu structura metalică a subansamblului de șezut este
balamaua. Aceasta a fost păstrată şi utilizată în forma ei iniţială deoarece asigura baza de pornire
a cotării ansamblului (datum-ul). În urechile balamalei se realizează fixarea structurii pe axele
X,Y şi Z. Se elimină astfel mişcarea de translaţie a piesei, fără a elimina mişcarea de rotaţie în
jurul axei balamalei, utilizând tije cu acţionare pneumatică, indicate de săgeţi roşii. Mişcarea de
rotaţie este eliminată cu ajutorul celor două cleme care apasă piesa, cu acționare pneumatică,
indicate de săgeţi roşii (Figura 5.13). Clemele, în primă fază, ca și tijele de fixare a balamalei,
sunt acționate și poziționate manual.
1
2
3
4
9
10
5
6
7
8

52
a) b)
Fig. 5.13 – Rama fixată în dispozitivul de sudare automată: a) Tijele cilindrilor pentru fixarea
balamalei ramei metalice (săgeți roșii), b) Clemele de fixare a ramei metalice în dispozitivul de
sudare automată (săgeți roșii).
Pentru a putea asambla un dispozitiv de sudare a eşantioanelor din tablă am analizat în
primă fază caracteristicile echipamentului de sudare prin presiune în puncte, specificaţiile tehnice
ale mesei rotative, dispozitivele de sudare şi sistemul poka yoke (sistemul antigreşeală). Astfel, a
trebuit ca dispozitivul experimental de sudare să ţină cont de acest sistem pentru a putea fi
utilizat în condiții normale de producție. La proiectarea şi fabricarea dispozitivului a trebuit să
am în vedere cei trei senzori optici şi de senzorul M8 standard. Aceştia asigură prezenţa și
fixarea în poziția optimă a tuturor componentelor în dispozitivul de sudare automată (Figura
5.14).
Fig. 5.14 – Zonele de incidenţă ale celor trei senzori optici.
Primul senzor optic este situat la o distanţă de 110.9 mm față de partea superioară a piesei
tip aşezate în dispozitiv (Figura 5.15).
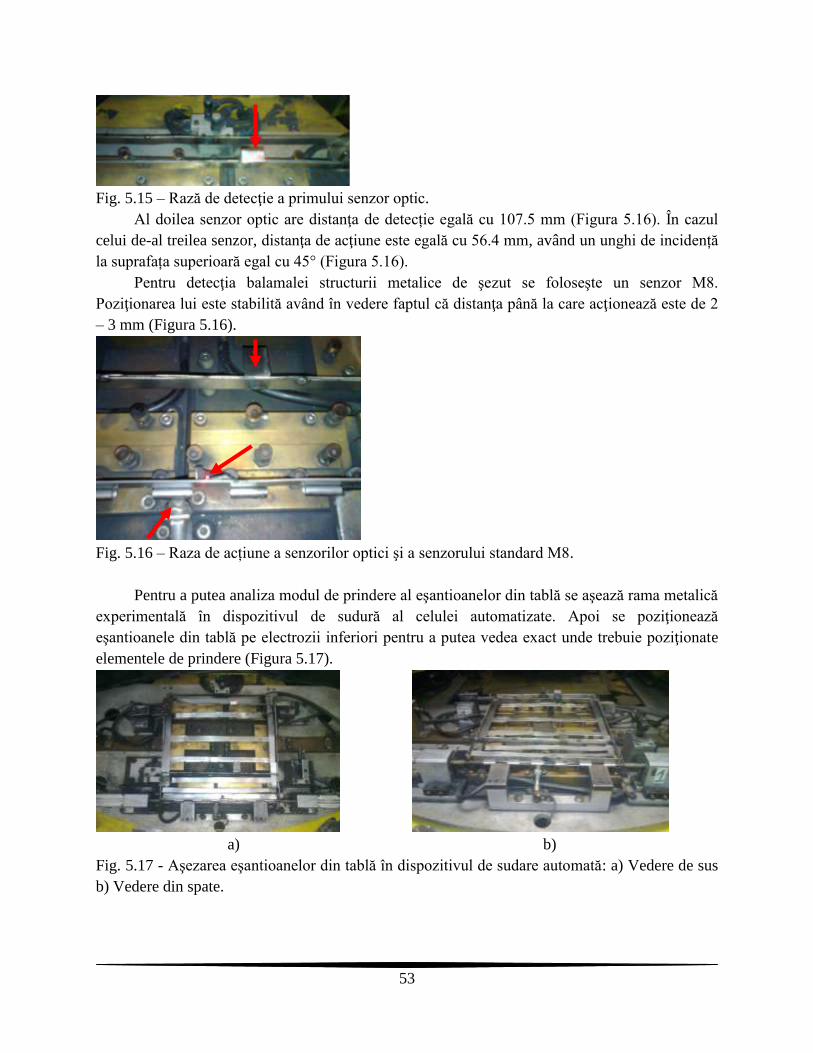
53
Fig. 5.15 – Rază de detecţie a primului senzor optic.
Al doilea senzor optic are distanţa de detecție egală cu 107.5 mm (Figura 5.16). În cazul
celui de-al treilea senzor, distanţa de acţiune este egală cu 56.4 mm, având un unghi de incidență
la suprafața superioară egal cu 45° (Figura 5.16).
Pentru detecţia balamalei structurii metalice de şezut se foloseşte un senzor M8.
Poziţionarea lui este stabilită având în vedere faptul că distanţa până la care acţionează este de 2
– 3 mm (Figura 5.16).
Fig. 5.16 – Raza de acțiune a senzorilor optici şi a senzorului standard M8.
Pentru a putea analiza modul de prindere al eşantioanelor din tablă se aşează rama metalică
experimentală în dispozitivul de sudură al celulei automatizate. Apoi se poziţionează
eşantioanele din tablă pe electrozii inferiori pentru a putea vedea exact unde trebuie poziţionate
elementele de prindere (Figura 5.17).
a) b)
Fig. 5.17 - Aşezarea eşantioanelor din tablă în dispozitivul de sudare automată: a) Vedere de sus
b) Vedere din spate.

54
Confecţia sistemului de prindere a eşantioanelor a avut ca punct de plecare un profil U,
obţinut prin decuparea unui tub rectangular cu ajutorul polizorului unghiular. În figura 5.18 de
mai jos este prezentat profilul U utilizat în continuare la sistemul de fixare a eşantioanelor din
tablă.
Fig. 5.18 – Subansamblul sistemului de prindere (profil U).
Fiecare profil astfel obţinut este mai departe alezat, sudându-se o piuliţă tip M8 centrată pe
orificiu. Prin subansamblul astfel creat se înfiletează un şurub imbus M8. De la caz la caz, în
funcţie de locul unde va fi poziţionat acest subansamblu, se va adăuga prin sudare şi o extensie.
Pentru dispozitivul experimental din teză am folosit pentru ca extensie sau element de legătura
cu structura ramei bolțuri (Figura 5.19).
Fig. 5.19 – Sistem de poziționare și fixare a eşantioanelor din tablă: 1) Șurub imbus M8, 2)
Piuliţă M8 aplicată prin sudare, 3) Subansamblul profil ʺUʺobţinut din tăierea unui tub
rectangular și apoi găurit, 4) Bolț.
Pentru a putea surprinde toate detaliile constructive ale dispozitivului fabricat, și fixarea
perechilor de eșantioane din tablă în dispozitivul experimental în figura 5.20 sunt prezentate mai
multe vederi ale acestuia.
a) b)
1
2
3
4

55
c) d)
Fig. 5.20 – Dispozitiv experimental cu eșantioanele din tablă fixate, înainte de procesul de
sudare; a) Vedere din față, b) Vedere din spate, c) Vedere din stânga, d) Vedere de sus.
În figura 5.21 este prezentat dispozitivul experimental introdus în dispozitivul de sudare
automată și executarea ultimele măsurători. După poziționarea în dispozitivul de sudare a
dispozitivului experimental complet încărcat cu eşantioanele din tablă, elementele de fixare din
dispozitivul de lucru se aduc în poziţia de lucru în mod manual.
a) b) c)
Fig. 5.21 – a) Măsurarea lățimii dispozitivului experimental l=380,5mm, b) Măsurarea lungimii
dispozitivului experimental L=420mm, c) Măsurarea înălțimii dispozitivului experimental
H=5,5mm.
Senzorul M8 are ledul aprins ceea ce confirmă faptul că balamaua dispozitivului
experimental există şi este așezată în poziţia corectă (Figura 5.22).
Fig. 5.22 – Senzor M8 activat.
Razele de detecție ale celor 3 senzori optici au intrat în contact cu dispozitivul
experimental în trei puncte și mesajul de pe ecranul controlerului a confirmat geometria
conformă și poziționarea corectă a dispozitivului experimental.
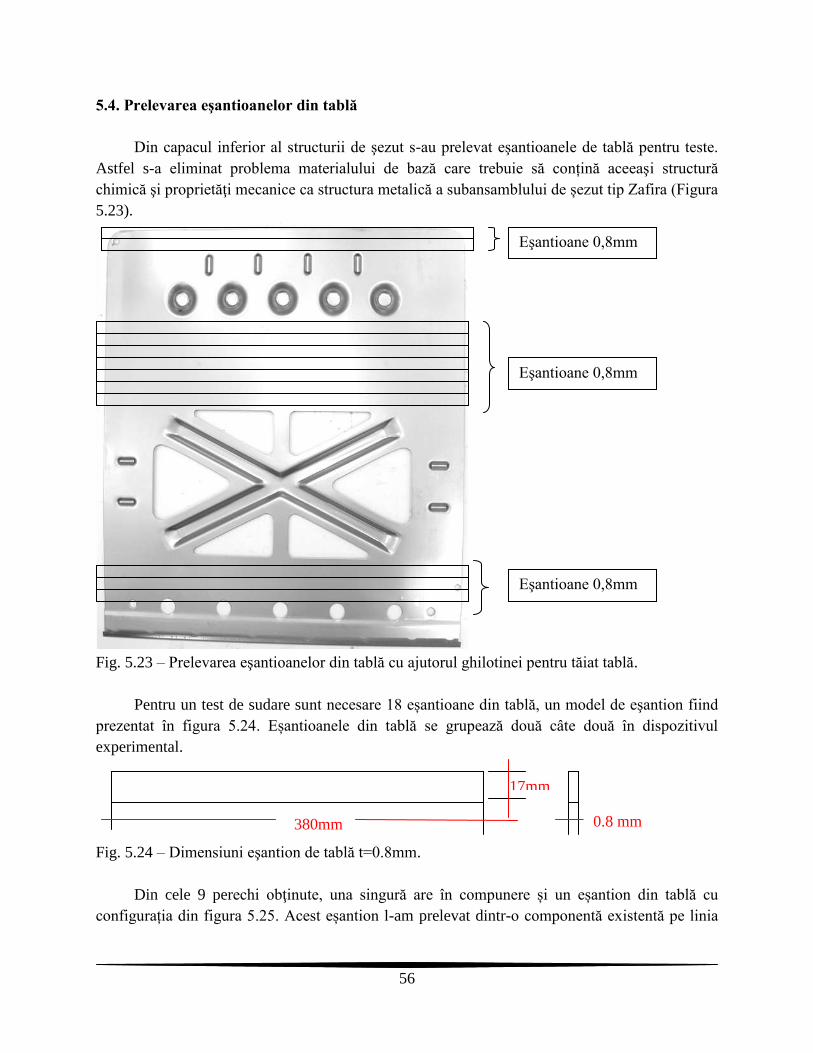
56
5.4. Prelevarea eşantioanelor din tablă
Din capacul inferior al structurii de şezut s-au prelevat eşantioanele de tablă pentru teste.
Astfel s-a eliminat problema materialului de bază care trebuie să conțină aceeaşi structură
chimică şi proprietăţi mecanice ca structura metalică a subansamblului de șezut tip Zafira (Figura
5.23).
Fig. 5.23 – Prelevarea eşantioanelor din tablă cu ajutorul ghilotinei pentru tăiat tablă.
Pentru un test de sudare sunt necesare 18 eșantioane din tablă, un model de eşantion fiind
prezentat în figura 5.24. Eșantioanele din tablă se grupează două câte două în dispozitivul
experimental.
Fig. 5.24 – Dimensiuni eşantion de tablă t=0.8mm.
Din cele 9 perechi obţinute, una singură are în compunere și un eșantion din tablă cu
configurația din figura 5.25. Acest eșantion l-am prelevat dintr-o componentă existentă pe linia
Eşantioane 0,8mm
Eşantioane 0,8mm
Eşantioane 0,8mm
17mm
380mm 0.8 mm
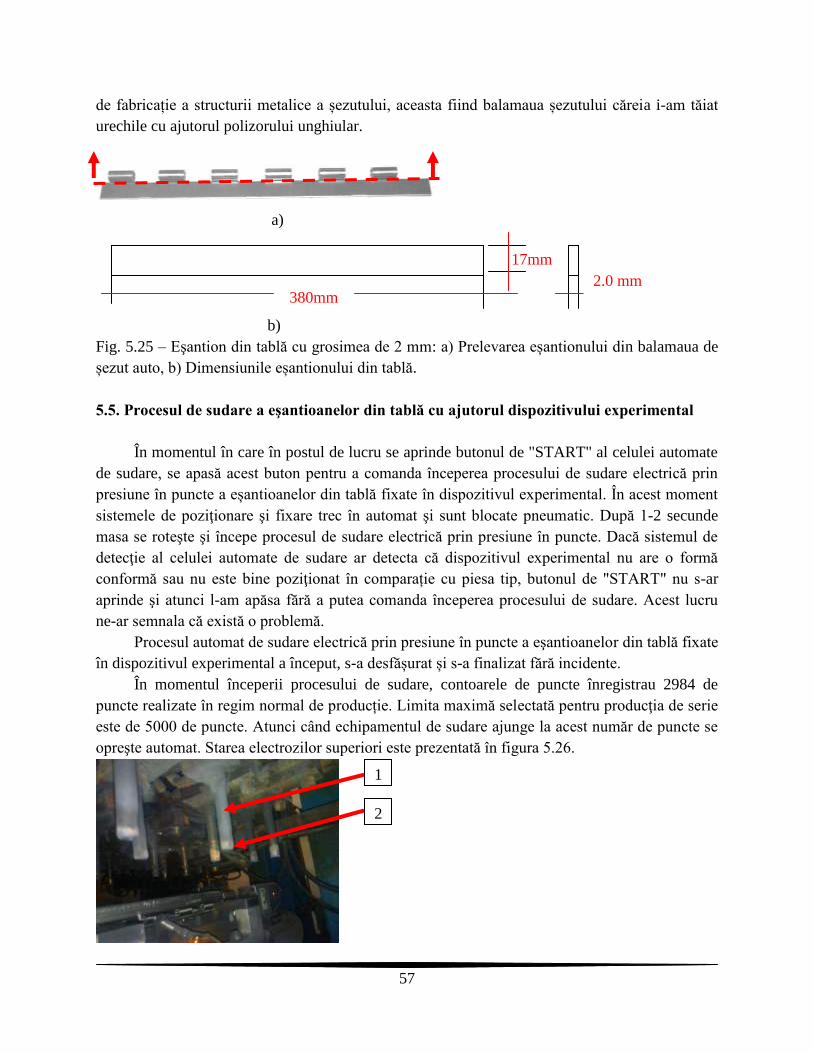
57
de fabricație a structurii metalice a șezutului, aceasta fiind balamaua șezutului căreia i-am tăiat
urechile cu ajutorul polizorului unghiular.
a)
b)
Fig. 5.25 – Eşantion din tablă cu grosimea de 2 mm: a) Prelevarea eșantionului din balamaua de
șezut auto, b) Dimensiunile eșantionului din tablă.
5.5. Procesul de sudare a eşantioanelor din tablă cu ajutorul dispozitivului experimental
În momentul în care în postul de lucru se aprinde butonul de "START" al celulei automate
de sudare, se apasă acest buton pentru a comanda începerea procesului de sudare electrică prin
presiune în puncte a eșantioanelor din tablă fixate în dispozitivul experimental. În acest moment
sistemele de poziţionare şi fixare trec în automat şi sunt blocate pneumatic. După 1-2 secunde
masa se roteşte şi începe procesul de sudare electrică prin presiune în puncte. Dacă sistemul de
detecţie al celulei automate de sudare ar detecta că dispozitivul experimental nu are o formă
conformă sau nu este bine poziţionat în comparație cu piesa tip, butonul de "START" nu s-ar
aprinde şi atunci l-am apăsa fără a putea comanda începerea procesului de sudare. Acest lucru
ne-ar semnala că există o problemă.
Procesul automat de sudare electrică prin presiune în puncte a eşantioanelor din tablă fixate
în dispozitivul experimental a început, s-a desfășurat și s-a finalizat fără incidente.
În momentul începerii procesului de sudare, contoarele de puncte înregistrau 2984 de
puncte realizate în regim normal de producție. Limita maximă selectată pentru producţia de serie
este de 5000 de puncte. Atunci când echipamentul de sudare ajunge la acest număr de puncte se
opreşte automat. Starea electrozilor superiori este prezentată în figura 5.26.
17mm
380mm 2.0 mm
1
2
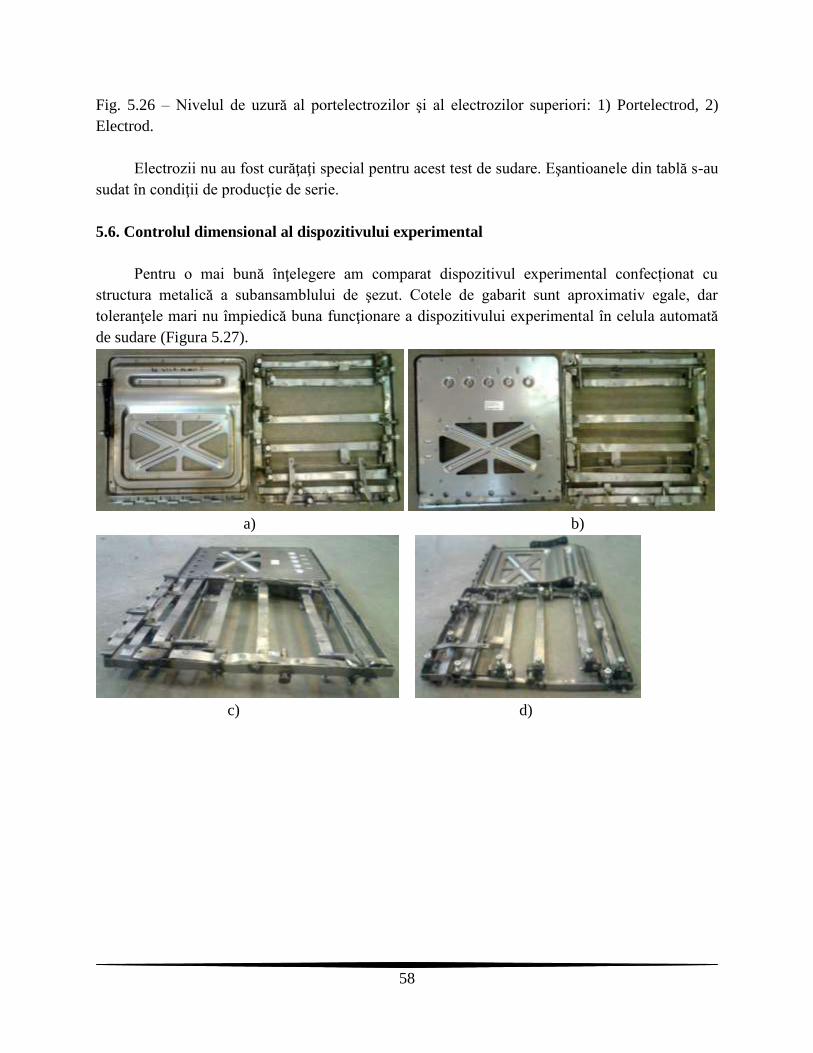
58
Fig. 5.26 – Nivelul de uzură al portelectrozilor şi al electrozilor superiori: 1) Portelectrod, 2)
Electrod.
Electrozii nu au fost curăţaţi special pentru acest test de sudare. Eşantioanele din tablă s-au
sudat în condiţii de producţie de serie.
5.6. Controlul dimensional al dispozitivului experimental
Pentru o mai bună înţelegere am comparat dispozitivul experimental confecționat cu
structura metalică a subansamblului de şezut. Cotele de gabarit sunt aproximativ egale, dar
toleranţele mari nu împiedică buna funcţionare a dispozitivului experimental în celula automată
de sudare (Figura 5.27).
a) b)
c) d)

59
e)
Fig. 5.27 - Comparaţie cu piesa tip: a) Vedere de sus, b) Vedere de jos; c) Vedere laterală stânga;
d) Vedere laterală dreapta, e) Vedere din spate.
În figura 5.28 este prezentat modul de verificare al structurii metalice de șezut tip Zafira în
macheta de control. Cele patru punctele de interes sunt indicate prin săgețile roșii:două săgeți
indică fixarea pe cepii de poziționare și două săgeți indică fixarea balamalei prin acționarea
tijelor din cadrul machetei de control.
Fig. 5.28 – Piesa tip verificată în macheta de control.
Pentru a compara cu verificarea piesei tip în macheta de control se prezintă în Figura 5.29
și modul de verificare al dispozitivului experimental, utilizând aceleași condiții. Singura
diferență este că dispozitivul experimental nu prezintă bracheții de prindere pe structura metalică
a autoturismului. Săgețile de culoare roșie au aceeași semnificație ca în figura 5.28.
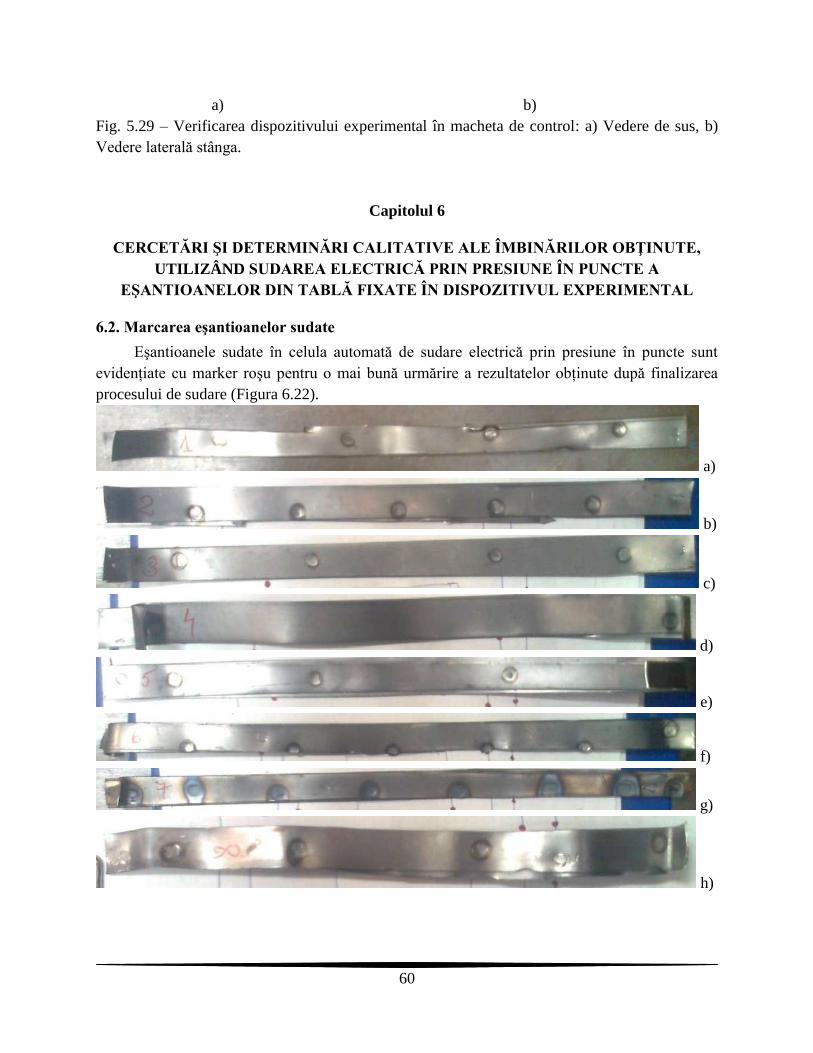
60
a) b)
Fig. 5.29 – Verificarea dispozitivului experimental în macheta de control: a) Vedere de sus, b)
Vedere laterală stânga.
Capitolul 6
CERCETĂRI ŞI DETERMINĂRI CALITATIVE ALE ÎMBINĂRILOR OBŢINUTE,
UTILIZÂND SUDAREA ELECTRICĂ PRIN PRESIUNE ÎN PUNCTE A
EŞANTIOANELOR DIN TABLĂ FIXATE ÎN DISPOZITIVUL EXPERIMENTAL
6.2. Marcarea eşantioanelor sudate
Eşantioanele sudate în celula automată de sudare electrică prin presiune în puncte sunt
evidențiate cu marker roşu pentru o mai bună urmărire a rezultatelor obținute după finalizarea
procesului de sudare (Figura 6.22).
a)
b)
c)
d)
e)
f)
g)
h)
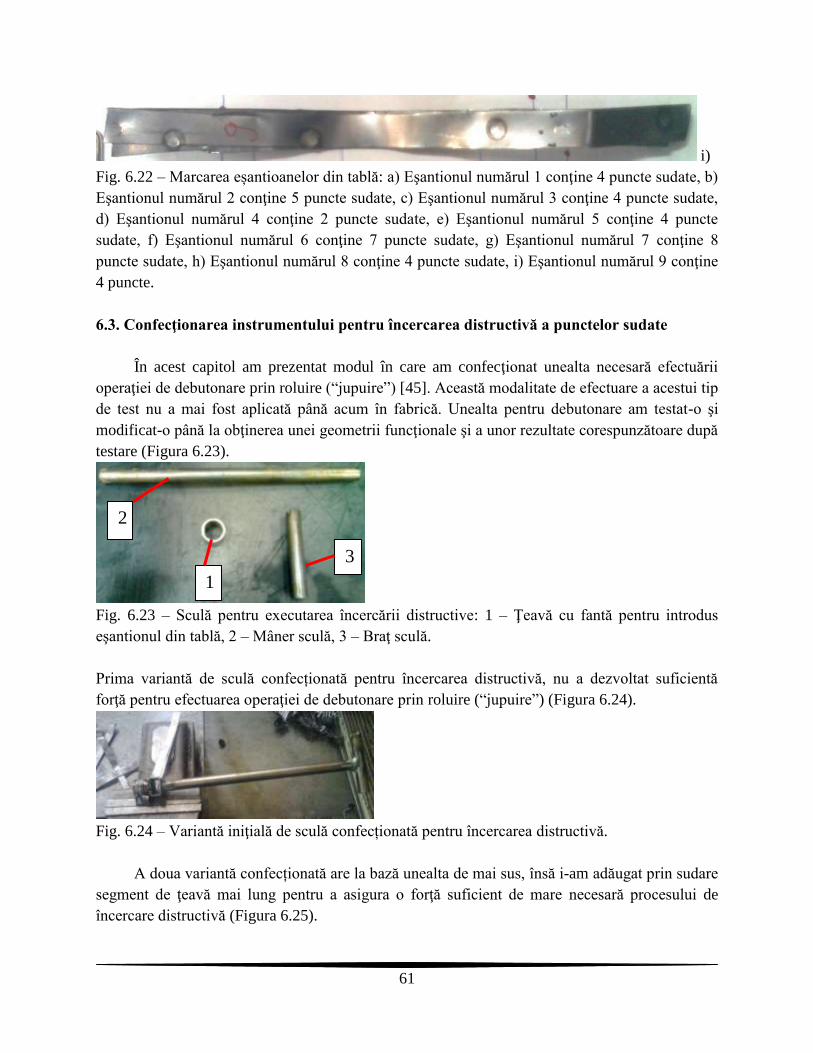
61
i)
Fig. 6.22 – Marcarea eșantioanelor din tablă: a) Eşantionul numărul 1 conţine 4 puncte sudate, b)
Eşantionul numărul 2 conţine 5 puncte sudate, c) Eşantionul numărul 3 conţine 4 puncte sudate,
d) Eşantionul numărul 4 conţine 2 puncte sudate, e) Eşantionul numărul 5 conţine 4 puncte
sudate, f) Eşantionul numărul 6 conţine 7 puncte sudate, g) Eşantionul numărul 7 conţine 8
puncte sudate, h) Eşantionul numărul 8 conţine 4 puncte sudate, i) Eşantionul numărul 9 conţine
4 puncte.
6.3. Confecţionarea instrumentului pentru încercarea distructivă a punctelor sudate
În acest capitol am prezentat modul în care am confecţionat unealta necesară efectuării
operaţiei de debutonare prin roluire (“jupuire”) [45]. Această modalitate de efectuare a acestui tip
de test nu a mai fost aplicată până acum în fabrică. Unealta pentru debutonare am testat-o şi
modificat-o până la obţinerea unei geometrii funcţionale şi a unor rezultate corespunzătoare după
testare (Figura 6.23).
Fig. 6.23 – Sculă pentru executarea încercării distructive: 1 – Ţeavă cu fantă pentru introdus
eşantionul din tablă, 2 – Mâner sculă, 3 – Braţ sculă.
Prima variantă de sculă confecționată pentru încercarea distructivă, nu a dezvoltat suficientă
forţă pentru efectuarea operaţiei de debutonare prin roluire (“jupuire”) (Figura 6.24).
Fig. 6.24 – Variantă iniţială de sculă confecționată pentru încercarea distructivă.
A doua variantă confecționată are la bază unealta de mai sus, însă i-am adăugat prin sudare
segment de ţeavă mai lung pentru a asigura o forţă suficient de mare necesară procesului de
încercare distructivă (Figura 6.25).
2
1
3
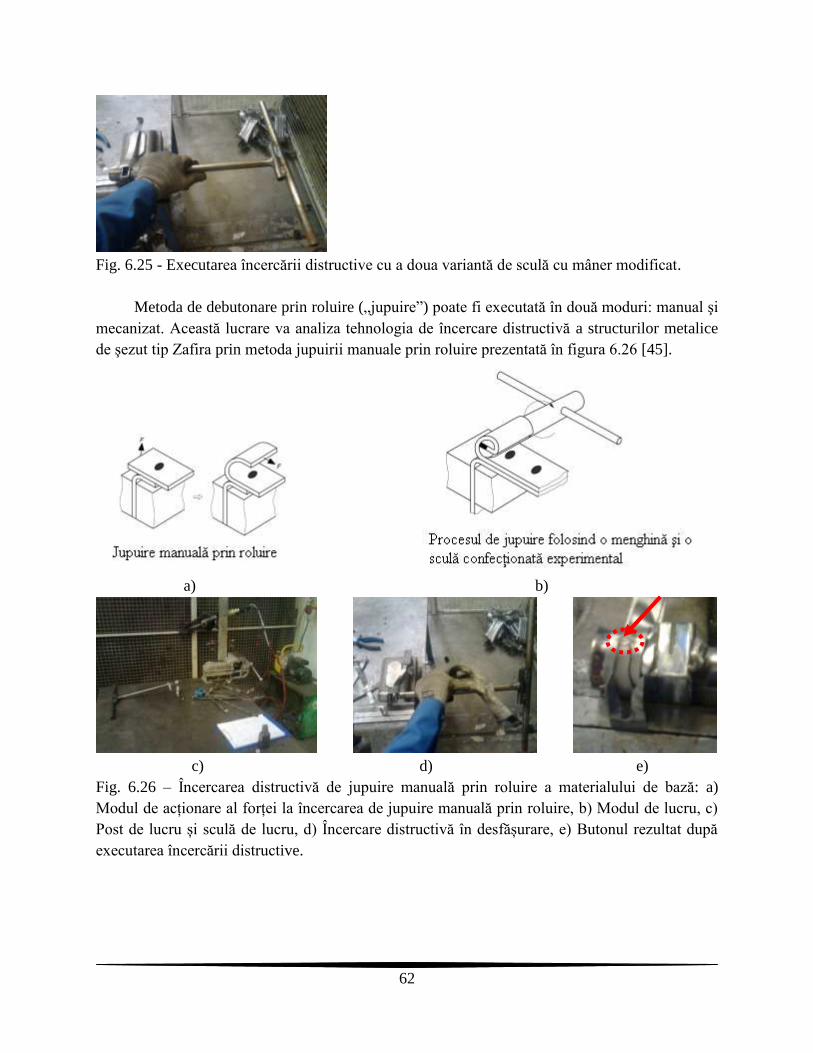
62
Fig. 6.25 - Executarea încercării distructive cu a doua variantă de sculă cu mâner modificat.
Metoda de debutonare prin roluire („jupuire”) poate fi executată în două moduri: manual şi
mecanizat. Această lucrare va analiza tehnologia de încercare distructivă a structurilor metalice
de şezut tip Zafira prin metoda jupuirii manuale prin roluire prezentată în figura 6.26 [45].
a) b)
c) d) e)
Fig. 6.26 – Încercarea distructivă de jupuire manuală prin roluire a materialului de bază: a)
Modul de acționare al forței la încercarea de jupuire manuală prin roluire, b) Modul de lucru, c)
Post de lucru și sculă de lucru, d) Încercare distructivă în desfășurare, e) Butonul rezultat după
executarea încercării distructive.
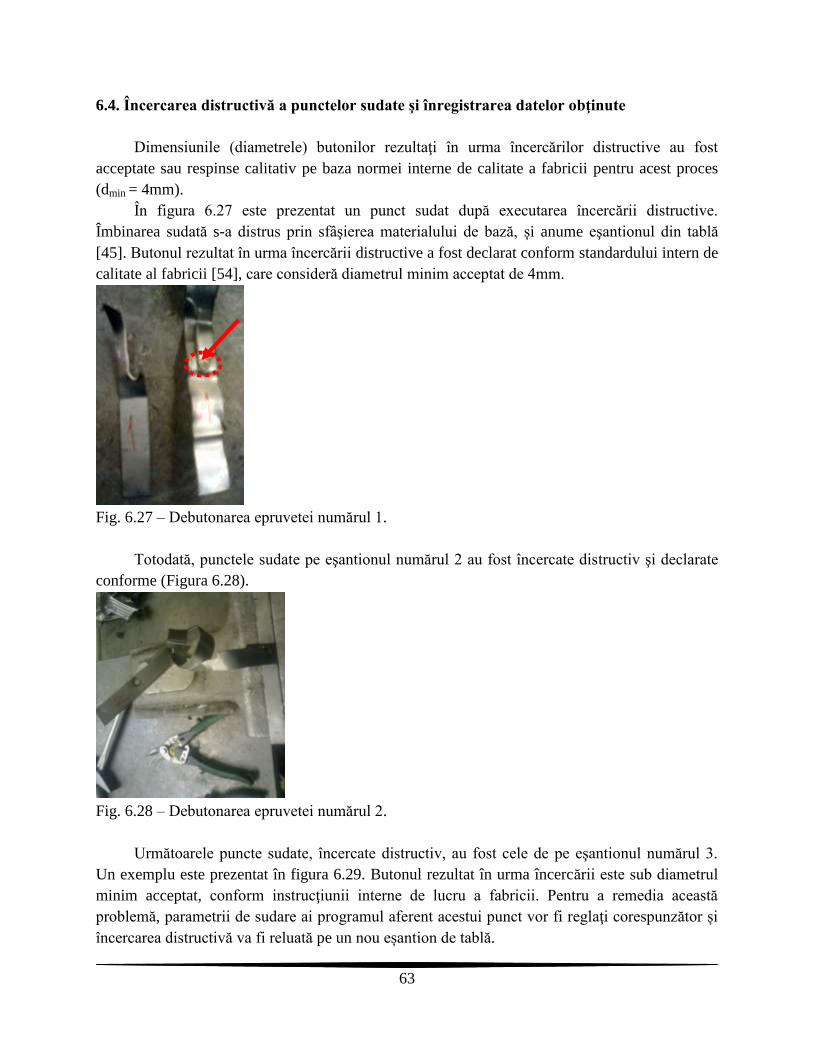
63
6.4. Încercarea distructivă a punctelor sudate şi înregistrarea datelor obţinute
Dimensiunile (diametrele) butonilor rezultaţi în urma încercărilor distructive au fost
acceptate sau respinse calitativ pe baza normei interne de calitate a fabricii pentru acest proces
(dmin = 4mm).
În figura 6.27 este prezentat un punct sudat după executarea încercării distructive.
Îmbinarea sudată s-a distrus prin sfâşierea materialului de bază, și anume eşantionul din tablă
[45]. Butonul rezultat în urma încercării distructive a fost declarat conform standardului intern de
calitate al fabricii [54], care consideră diametrul minim acceptat de 4mm.
Fig. 6.27 – Debutonarea epruvetei numărul 1.
Totodată, punctele sudate pe eşantionul numărul 2 au fost încercate distructiv şi declarate
conforme (Figura 6.28).
Fig. 6.28 – Debutonarea epruvetei numărul 2.
Următoarele puncte sudate, încercate distructiv, au fost cele de pe eşantionul numărul 3.
Un exemplu este prezentat în figura 6.29. Butonul rezultat în urma încercării este sub diametrul
minim acceptat, conform instrucţiunii interne de lucru a fabricii. Pentru a remedia această
problemă, parametrii de sudare ai programul aferent acestui punct vor fi reglaţi corespunzător și
încercarea distructivă va fi reluată pe un nou eșantion de tablă.
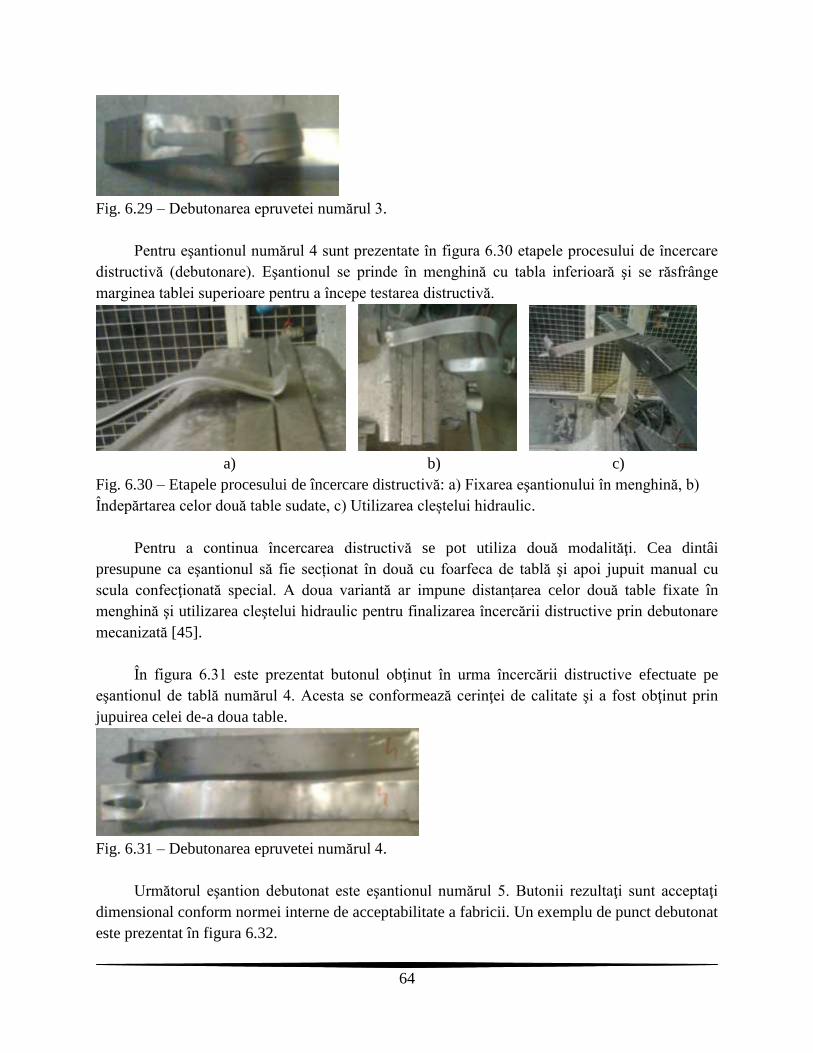
64
Fig. 6.29 – Debutonarea epruvetei numărul 3.
Pentru eşantionul numărul 4 sunt prezentate în figura 6.30 etapele procesului de încercare
distructivă (debutonare). Eşantionul se prinde în menghină cu tabla inferioară şi se răsfrânge
marginea tablei superioare pentru a începe testarea distructivă.
a) b) c)
Fig. 6.30 – Etapele procesului de încercare distructivă: a) Fixarea eşantionului în menghină, b)
Îndepărtarea celor două table sudate, c) Utilizarea cleștelui hidraulic.
Pentru a continua încercarea distructivă se pot utiliza două modalităţi. Cea dintâi
presupune ca eşantionul să fie secționat în două cu foarfeca de tablă şi apoi jupuit manual cu
scula confecţionată special. A doua variantă ar impune distanțarea celor două table fixate în
menghină şi utilizarea cleştelui hidraulic pentru finalizarea încercării distructive prin debutonare
mecanizată [45].
În figura 6.31 este prezentat butonul obţinut în urma încercării distructive efectuate pe
eşantionul de tablă numărul 4. Acesta se conformează cerinţei de calitate şi a fost obţinut prin
jupuirea celei de-a doua table.
Fig. 6.31 – Debutonarea epruvetei numărul 4.
Următorul eşantion debutonat este eşantionul numărul 5. Butonii rezultaţi sunt acceptaţi
dimensional conform normei interne de acceptabilitate a fabricii. Un exemplu de punct debutonat
este prezentat în figura 6.32.

65
Fig. 6.32 – Debutonarea epruvetei numărul 5.
Pe eşantionul numărul 6 butonii rezultaţi după realizarea încercării distructive au fost
corespunzători dimensional. Pentru exemplificare, butonul din figura 6.33 este un buton
asimetric, având d1 = 7,34mm şi d2 = 4,83mm [28]. Diametrul rezultat se conformează din punct
de vedere dimensional cu norma internă de calitate a fabricii. Butonul are un diametru mult mai
mare decât cel minim acceptat deoarece măsurătorile au fost afectate de neregularităţile
conturului butonului (adaos de material de bază neinfluenţat termic).
a) b)
Fig. 6.33 – Dimensiunile butonului obținut după încercarea distructivă: a) Diametrul numărul 1,
b) Diametrul numărul 2.
Cazul eşantionului numărul 7 este mai interesant de studiat pentu că el conţine trei
eşantioane din tablă sudate împreună. Tabla superioară şi cea inferioară sunt de aceeaşi grosime
0,8mm, iar tabla din mijloc este de 2mm grosime. La încercarea distructivă a acestui eşantion
după sudarea prin presiune în puncte se foloseşte atât scula nou confecţionată, cât şi cleştele
hidraulic (Figura 6.34).
a) b)
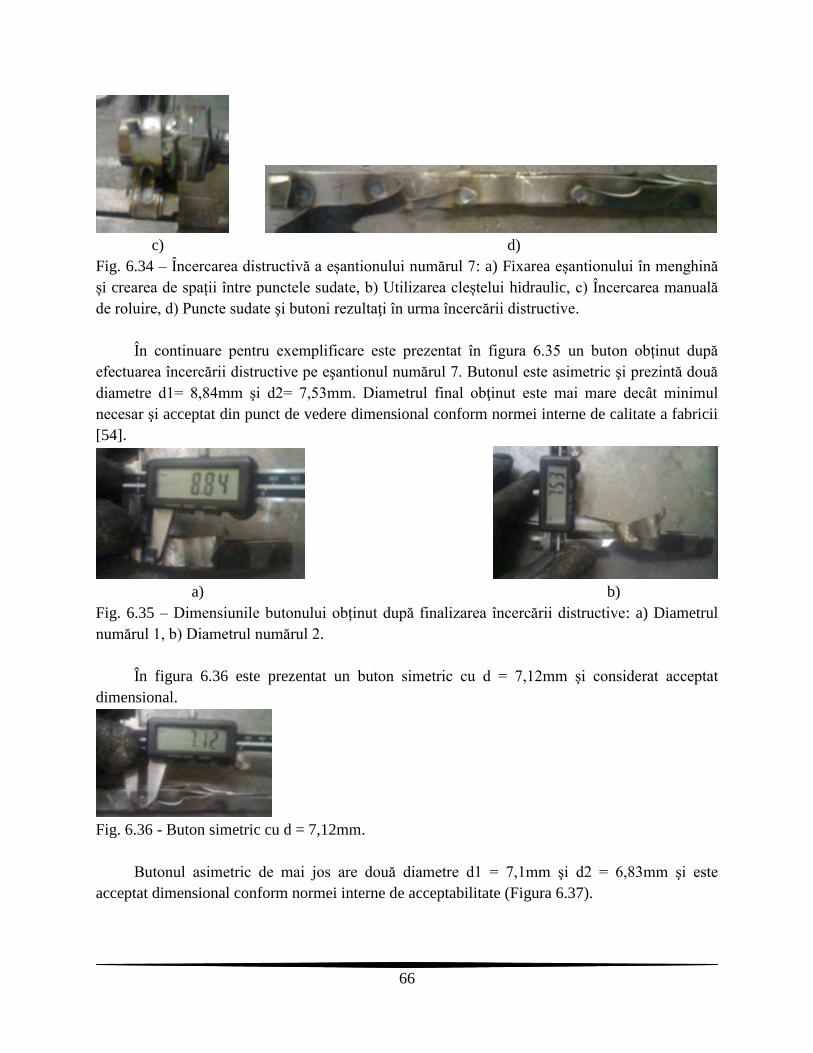
66
c) d)
Fig. 6.34 – Încercarea distructivă a eșantionului numărul 7: a) Fixarea eșantionului în menghină
și crearea de spații între punctele sudate, b) Utilizarea cleștelui hidraulic, c) Încercarea manuală
de roluire, d) Puncte sudate şi butoni rezultaţi în urma încercării distructive.
În continuare pentru exemplificare este prezentat în figura 6.35 un buton obținut după
efectuarea încercării distructive pe eşantionul numărul 7. Butonul este asimetric şi prezintă două
diametre d1= 8,84mm şi d2= 7,53mm. Diametrul final obţinut este mai mare decât minimul
necesar şi acceptat din punct de vedere dimensional conform normei interne de calitate a fabricii
[54] .
a) b)
Fig. 6.35 – Dimensiunile butonului obținut după finalizarea încercării distructive: a) Diametrul
numărul 1, b) Diametrul numărul 2.
În figura 6.36 este prezentat un buton simetric cu d = 7,12mm şi considerat acceptat
dimensional.
Fig. 6.36 - Buton simetric cu d = 7,12mm.
Butonul asimetric de mai jos are două diametre d1 = 7,1mm şi d2 = 6,83mm şi este
acceptat dimensional conform normei interne de acceptabilitate (Figura 6.37).
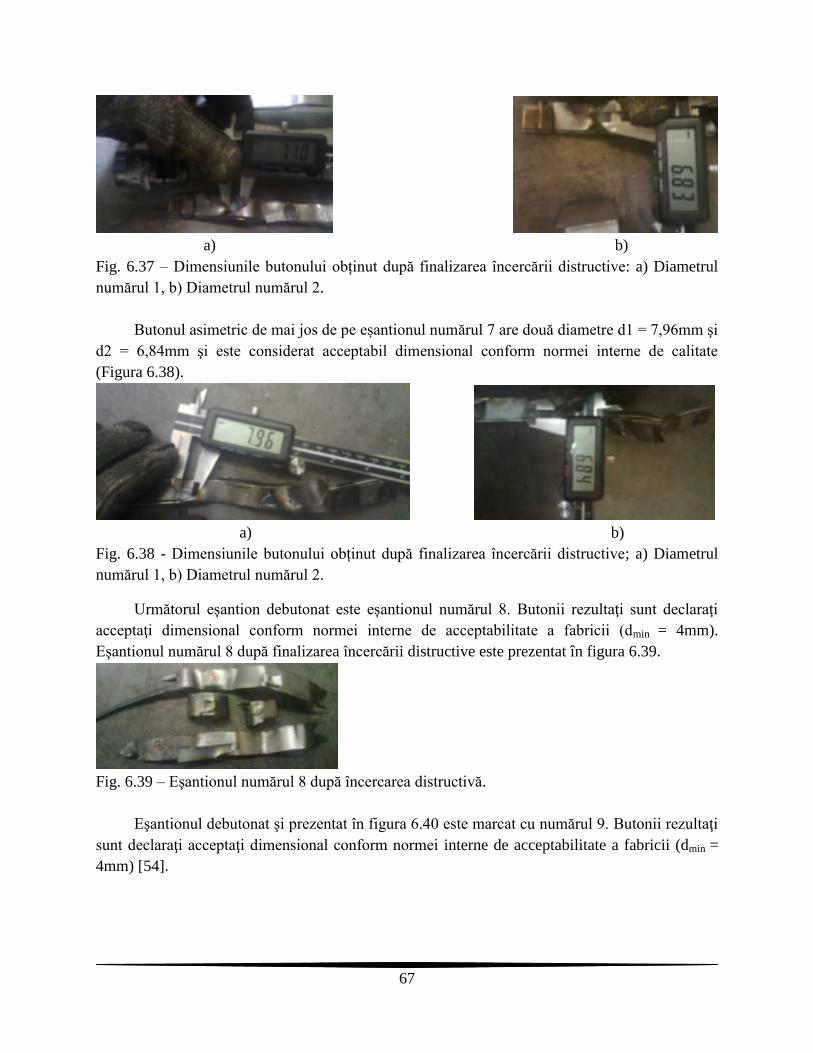
67
a) b)
Fig. 6.37 – Dimensiunile butonului obținut după finalizarea încercării distructive: a) Diametrul
numărul 1, b) Diametrul numărul 2.
Butonul asimetric de mai jos de pe eșantionul numărul 7 are două diametre d1 = 7,96mm şi
d2 = 6,84mm şi este considerat acceptabil dimensional conform normei interne de calitate
(Figura 6.38).
a) b)
Fig. 6.38 - Dimensiunile butonului obținut după finalizarea încercării distructive; a) Diametrul
numărul 1, b) Diametrul numărul 2.
Următorul eşantion debutonat este eşantionul numărul 8. Butonii rezultaţi sunt declaraţi
acceptaţi dimensional conform normei interne de acceptabilitate a fabricii (dmin = 4mm).
Eşantionul numărul 8 după finalizarea încercării distructive este prezentat în figura 6.39.
Fig. 6.39 – Eşantionul numărul 8 după încercarea distructivă.
Eşantionul debutonat şi prezentat în figura 6.40 este marcat cu numărul 9. Butonii rezultaţi
sunt declaraţi acceptaţi dimensional conform normei interne de acceptabilitate a fabricii (dmin =
4mm) [54].
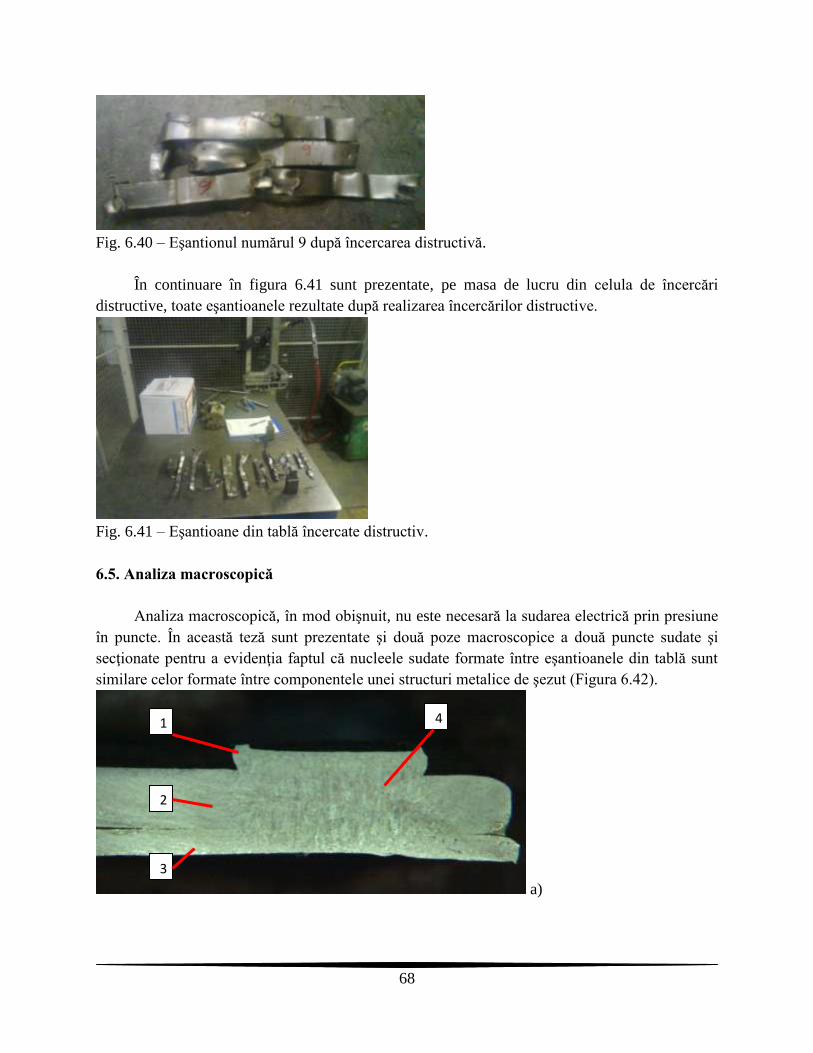
68
Fig. 6.40 – Eşantionul numărul 9 după încercarea distructivă.
În continuare în figura 6.41 sunt prezentate, pe masa de lucru din celula de încercări
distructive, toate eşantioanele rezultate după realizarea încercărilor distructive.
Fig. 6.41 – Eşantioane din tablă încercate distructiv.
6.5. Analiza macroscopică
Analiza macroscopică, în mod obişnuit, nu este necesară la sudarea electrică prin presiune
în puncte. În această teză sunt prezentate şi două poze macroscopice a două puncte sudate şi
secţionate pentru a evidenţia faptul că nucleele sudate formate între eşantioanele din tablă sunt
similare celor formate între componentele unei structuri metalice de şezut (Figura 6.42).
a)
1
2
3
4
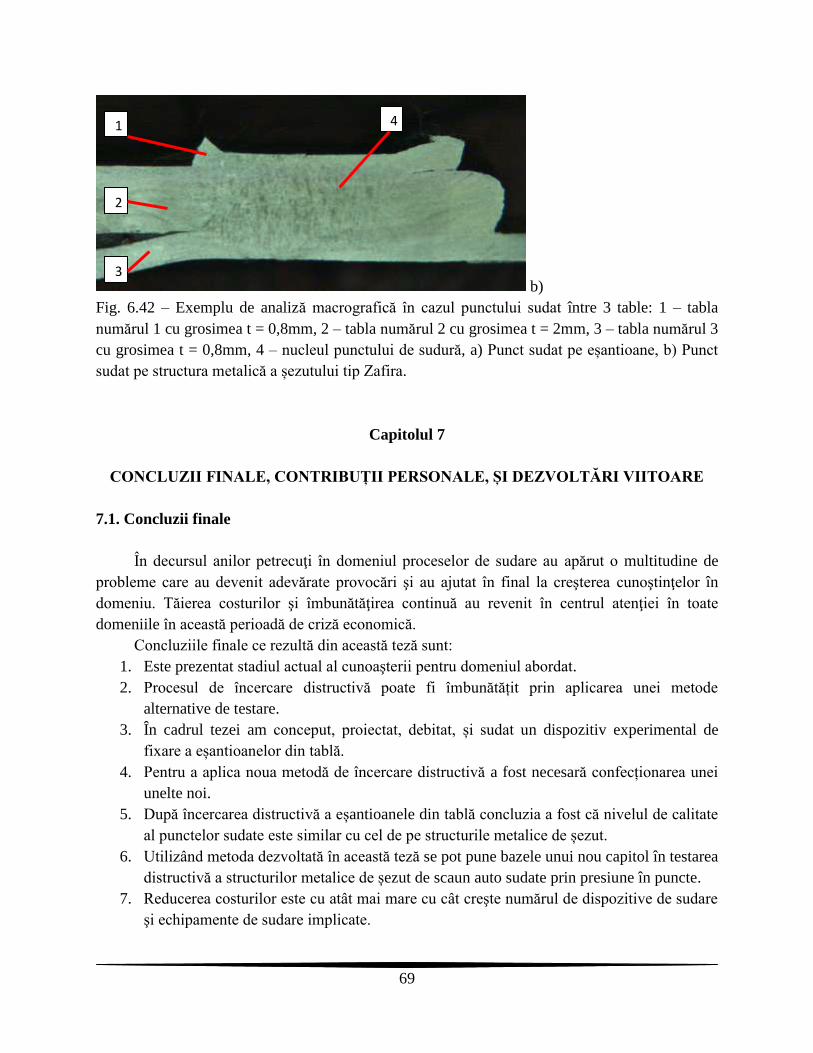
69
b)
Fig. 6.42 – Exemplu de analiză macrografică în cazul punctului sudat între 3 table: 1 – tabla
numărul 1 cu grosimea t = 0,8mm, 2 – tabla numărul 2 cu grosimea t = 2mm, 3 – tabla numărul 3
cu grosimea t = 0,8mm, 4 – nucleul punctului de sudură, a) Punct sudat pe eșantioane, b) Punct
sudat pe structura metalică a șezutului tip Zafira.
Capitolul 7
CONCLUZII FINALE, CONTRIBUȚII PERSONALE, ȘI DEZVOLTĂRI VIITOARE
7.1. Concluzii finale
În decursul anilor petrecuţi în domeniul proceselor de sudare au apărut o multitudine de
probleme care au devenit adevărate provocări şi au ajutat în final la creşterea cunoştinţelor în
domeniu. Tăierea costurilor şi îmbunătăţirea continuă au revenit în centrul atenţiei în toate
domeniile în această perioadă de criză economică.
Concluziile finale ce rezultă din această teză sunt:
1. Este prezentat stadiul actual al cunoaşterii pentru domeniul abordat.
2. Procesul de încercare distructivă poate fi îmbunătățit prin aplicarea unei metode
alternative de testare.
3. În cadrul tezei am conceput, proiectat, debitat, și sudat un dispozitiv experimental de
fixare a eșantioanelor din tablă.
4. Pentru a aplica noua metodă de încercare distructivă a fost necesară confecționarea unei
unelte noi.
5. După încercarea distructivă a eșantioanele din tablă concluzia a fost că nivelul de calitate
al punctelor sudate este similar cu cel de pe structurile metalice de șezut.
6. Utilizând metoda dezvoltată în această teză se pot pune bazele unui nou capitol în testarea
distructivă a structurilor metalice de șezut de scaun auto sudate prin presiune în puncte.
7. Reducerea costurilor este cu atât mai mare cu cât creşte numărul de dispozitive de sudare
şi echipamente de sudare implicate.
1
2
3
4
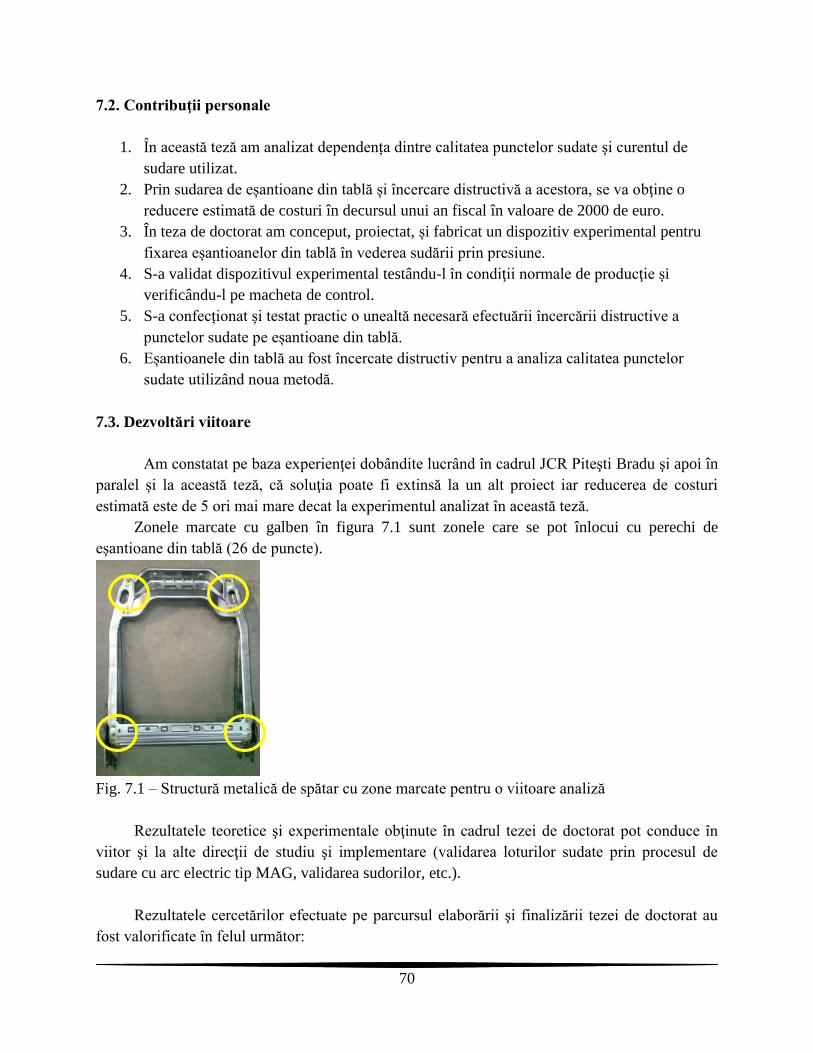
70
7.2. Contribuţii personale
1. În această teză am analizat dependența dintre calitatea punctelor sudate și curentul de
sudare utilizat.
2. Prin sudarea de eșantioane din tablă și încercare distructivă a acestora, se va obţine o
reducere estimată de costuri în decursul unui an fiscal în valoare de 2000 de euro.
3. În teza de doctorat am conceput, proiectat, și fabricat un dispozitiv experimental pentru
fixarea eșantioanelor din tablă în vederea sudării prin presiune.
4. S-a validat dispozitivul experimental testându-l în condiţii normale de producţie și
verificându-l pe macheta de control.
5. S-a confecționat și testat practic o unealtă necesară efectuării încercării distructive a
punctelor sudate pe eșantioane din tablă.
6. Eșantioanele din tablă au fost încercate distructiv pentru a analiza calitatea punctelor
sudate utilizând noua metodă.
7.3. Dezvoltări viitoare
Am constatat pe baza experienţei dobândite lucrând în cadrul JCR Piteşti Bradu şi apoi în
paralel și la această teză, că soluţia poate fi extinsă la un alt proiect iar reducerea de costuri
estimată este de 5 ori mai mare decat la experimentul analizat în această teză.
Zonele marcate cu galben în figura 7.1 sunt zonele care se pot înlocui cu perechi de
eşantioane din tablă (26 de puncte).
Fig. 7.1 – Structură metalică de spătar cu zone marcate pentru o viitoare analiză
Rezultatele teoretice şi experimentale obţinute în cadrul tezei de doctorat pot conduce în
viitor şi la alte direcţii de studiu şi implementare (validarea loturilor sudate prin procesul de
sudare cu arc electric tip MAG, validarea sudorilor, etc.).
Rezultatele cercetărilor efectuate pe parcursul elaborării şi finalizării tezei de doctorat au
fost valorificate în felul următor:
71
1. Prezentarea rezultatelor cercetării în cadrul unei şedinţe interdepartamentale
(departament Îmbunătăţire continuă, departament Inginerie, departament Producţie,
departament Calitate) în cadrul JCR Piteşti Bradu;
2. Prin publicarea rezultatelor într-o revistă naţională de specialitate.
BIBLIOGRAFIE SELECTIVĂ
4. ASM Handbook, Mechanical Testing and evaluation volume 8.
5. ASM Handbook, Mechanical Testing and evaluation volume 11.
11. Bobancu, S., Creativitate și inventică, Universitatea, „Transilvania” din Brașov, 2005.
13. Colecţia de standarde comentate în domeniul sudării şi tehnicilor conexe vol. V - Sudarea
şi tăierea cu gaze. Echipamente de protecţie. Sudarea electrică prin presiune, Ed. Sudura,
Timişoara, 2002.
16. Dumitrache F., Tehnologii de sudare prin presiune, Curs Institutul Politehnica București,
1985.
18. EN13204:2004 Double acting hydraulic rescue tools for fire and rescue service use. Safety
and performance requirements.
20. Fleșer, T., Fabricarea sistemelor tehnice mecanice – procese tehnologice de bază, Editura
SUDURA Timișoara, 2008.
22. Georgescu V., Iordăchescu, D., Mircea, O., Tehnica sudării prin presiune, Lucrări practice.
Universitatea din Galați, 1992.
23. Georgescu V., Tehnologii de sudare prin presiune, Curs Universitatea Dunărea de Jos
Galați, 1985.
25. Handbook for Resistance Spot Welding, Miller, 2010.
27. http://www.amweld.org
28. http://www.aro.fr
29. http://www.faurecia.com
30. http://www.forster-welding-systems.com
31. http://www.johnsoncontrols.com
32. http://www.laska.com.pl
33. http://www.magna.com
34. http://www.rwma.org
35. http://www.soudec.fr
36. http://www.tecna.net
37. http://www.twi.co.uk
38. Iovănaş R., Sudarea electrică prin presiune, Ed. Sudura, Timişoara, 2005.
39. Iovănaş R., Tehnologii de sudare prin presiune, Curs Universitatea din Braşov, 1981.
40. Iovănaş, R., Cândea V., Tehnologii de sudare prin presiune, Îndrumar de laborator
Universitatea Braşov, 1988.
72
41. Iovănaş, R., Andreescu, F., Cândea, V., Machedon-Pisu, T., Muntean, M., Sudarea prin
presiune în puncte, Ed. Lux Libris, Braşov, 1995.
42. Iovănaş, R., Andreescu, F., Cândea, V., Machedon-Pisu, T., Muntean, M., Echipamente
pentru sudarea prin presiune în puncte, Ed. Lux Libris, Braşov, 1999.
43. ISO 14272:2002 Specimen dimensions and procedure for cross tension testing resistance
spot and embossed projection welds.
44. ISO 14273:2000 Specimen dimensions and procedure for shear testing resistance spot and
embossed projection welds.
45. ISO 10447:2006 Resistance welding – Peel and chisel testing of resistance spot and
projection welds.
46. ISO 14323:2006 Resistance spot welding and projection welds — Destructive testing of
welds - Specimen dimensions and procedure for impact shear test and cross-tension testing.
47. ISO 14324 Resistance spot welding — Destructive tests of welds — Method for the fatigue
testing of spot welded joints.
48. ISO 18278-1:2004 Resistance welding – Weldability – Part 1: Assessment of weldability
for resistance spot, seam and projection welding of metallic materials.
49. ISO 14329: 2003 Resistance welding - Destructive tests of welds - Failure types and
geometric measurements for resistance spot, seam and projection welds.
54. Johnson Controls, Documentație tehnică, proces&calitate&îmbunătățire continuă.
55. Joni, N., Chevereşan, T., Aplicaţii practice ale sudării prin presiune, SC ROBCONTM
SRL
Timişoara, 2004.
59. Kuščer, L, Polajnar, I., Diaci. J, “A method for measuring displacement and deformation of
electrodes during resistance spot welding”, “Measurement science and Technology”, Vol.
22 (6), DOI:10.1088/0957-0233/22/6/067002, Jun 2011.
63. Macarie, F., Olaru, I., Desen tehnic, Note de curs și aplicații practice, Universitatea din
Bacău, Editura Alma Mater Bacău, 2007.
65. Neugebauer, R., Wiener, T., Zosch, A., “Quality Control of Resistance Spot Welding of
High Strength Steels”, “Procedia CIRP”, Vol. 12, pp. 139-144, 2013.
66. Nielsen K.L., Tvergaard V., “Ductile shear failure or plug failure of spot welds modelled
by modified Gurson model”, “Engineering Failure Analysis”, Vol.77 (7), pp. 1031-1047,
May 2010.
67. Payen, G.R., Klocker, H., Lens A., Wilkinson D.S., Embury, J.D., “Design of an in situ
mechanical test for spot-welded joints”, “Engineering Fracture Mechanics”, Vol. 96, pp.
528-538, Dec 2012.
69. Pouranvari, M., Marashi, S.P.H, “Critical review of automotive steels spot welding:
process, structure and properties”, “Science and Technology of Welding and Joining”, Vol.
18 (5), pp. 361-403, Jul 2013.
70. Pouranvari, M., Marashi S.P.H., “Weld nugget formation and mechanical properties of
three-sheet resistance spot welded low carbon steel”, “Canadian Metallurgical Quaterly”,
Vol. 51 (1), DOI 10.1179/1879139511Y.0000000028, pp. 105-109, 2012.
73
71. Pouranvari, M., Marashi S.P.H., “Failure of resistance spot welds: tensile shear versus
coach peel loading conditions”, “Ironmaking & Steelmaking”, Vol. 39 (2),
DOI:10.1179/1743281211Y.0000000066, pp. 104-111, Ian. 2012.
73. Radu D., Negoițescu S., Perșa G., Tehnologia sudării prin presiune, Îndrumar pentru
lucrări practice Universitatea Tehnică Timișoara, 1983.
75. Sapariuc, F.A., Uncu, I., Dragan, A.M., Hanea, R.C.M., Banea, A., Trif, I.N.,
Mechanization and welding control structure metal seat auto - DAAAM , 2011, Vienna,
Austria.
76. Sapariuc, F.A., Uncu, I., Herescu (Rosca), M., Radu (Hanea), C., Trif, I.N., Mechanization
and control of the welding for auto seats structure - AFASES, 2011, Brasov, Romania.
77. Sapariuc, F., Dragan, A., Uncu, I., Parpalea, A., Trif, I.N., Specialized devices for
positioning and fixing, the mechanization of welding operation – AFASES, 2011, Brasov,
Romania.
78. Song, J.H., Huh, H., “Failure characterization of spot welds under combined axial–shear
loading conditions”, “International Journal of Mechanical Sciences”, Vol. 53 (7), pp. 513-
525, Jul. 2011.
83. Uncu, I., Gansca, G.S., Sapariuc, F., Trif, I.N., A new system for controlling the car seats
welding points – Bramat, 2011, Brasov, Romania.
87. Wang, X. F., Li, Y. B., Li, R. H., Meng, G. X., “Experimental study on electrode
displacement fluctuation characteristics during resistance spot welding”, “Science and
Technology of Welding and Joining”, Vol. 16 (2), pp. 140-145, Feb. 2011.
74
REZUMAT
Teza de doctorat intitulată “Cercetări şi experimentări privind încercarea distructivă a
îmbinărilor sudate electric prin presiune în puncte la structura metalică a şezutului de scaun auto
tip Zafira” aparţine domeniului Ingineriei Industriale, are un caracter multidisciplinar, în ea
regăsindu-se elemente şi noţiuni de analiză statistică şi testări experimentale.
Obiectivul principal al tezei este optimizarea procesului de încercare distructivă a structurii
metalice a şezutului de scaun auto tip Zafira, pentru a reduce costurile determinate de distrugerea
acestor structuri metalice. Concomitent, se analizează condiţiile optime de utilizare a unui
dispozitiv experimental de fixare a eşantioanelor din tablă pentru a fi sudate electric prin
presiune în puncte.
Teza de doctorat conţine proiectarea, fabricarea şi testarea funcţională a unui dispozitiv
experimental pentru fixarea eşantioanelor din tablă în vederea sudării electrice prin presiune în
puncte în condiţii normale de producţie. Totodată, în această teză se analizează metoda de
încercare distructivă a punctelor sudate pe eşantioanele din tablă şi calitatea punctelor sudate
obţinute prin sudarea electrică prin presiune.
ABSTRACT
The PhD thesis entitled “Research and experimentation regarding destructive test of
resistance spot welds within cushion metal frame of automotive seat model Zafira” belongs to
the domain of Industrial Engineering, it has multidisciplinary character, within being found
elements and notions of statistical analysis and experimental tests.
The main objective of the thesis is optimizing the destructive test process of the cushion
metal frame of automotive seat model Zafira in order to reduce the costs determinated by the
destruction of these metal structures. Simultaneously, it analyzes the optimal conditions of using
an experimental device for fixing the plate samples to be resistance spot welded.
The PhD thesis contains the drafting, fabrication and functional testing of an experimental
device for fixing the plate samples to be resistance spot welded using regular production
conditions. Concurrently, within this thesis, it being analysed the method of destructive testing of
the plate samples spot welds and the quality of the spot welds produced by resistance spot
welding.
75
CURRICULUM VITAE
INFORMAȚII PERSONALE
NUME
ADRESĂ
TELEFON
NAȚIONALITATE
DATA NAȘTERII
EDUCAȚIE ȘI FORMARE
LIMBI STRĂINE CUNOSCUTE
COMPETENȚE TEHNICE
HOBBY
ACTIVITATE ȘTIINȚIFICĂ
UNCU Ionuț
Sulina, Str. Costache Negri, nr. 11
0752 452 620
Română
09-SEPTEMBRIE-1979
2008-2013
Student-Doctorand
Universitatea “Transilvania” Brasov
Facultatea de Știința și Ingineria Materialelor
2005-2006
Student-masterand
Universitatea “Transilvania” Brasov
Facultatea de Știința și Ingineria Materialelor
1999-2004
Student
Universitatea “Transilvania” Brasov
Facultatea de Știința și Ingineria Materialelor
Engleză (bine/bine/bine)
Cunoștințe ale sistemului de operare
MicrosoftWindows și alte aplicații uzuale
(Microsoft Office, Microsoft Visio, Microsoft
Project, Internet Web Browsers, etc.)
Editare grafică: CorelDraw
Calcul statistic: Minitab
Editare CAD: AutoCAD
Modelare: Catia
Turismul
6 articole științifice și 2 conferințe internaționale
CURRICULUM VITAE
PERSONAL INFORMATION
NAME
ADDRESS
TELEPHONE
NATIONALITY
DATE OF BIRTH
EDUCATION AND TRAINING
FOREIGN LANGUAGES
TECHNICAL SKILLS
HOBBY
SCIENTIFIC ACTIVITY
UNCU Ionuț
Sulina, Str. Costache Negri, nr. 11
0752 452 620
Română
09-SEPTEMBRIE-1979
2008-2013
Doctoral student
University Transilvania of Brasov
Faculty of Materials Science and Engineering
2005-2006
Master of Science in Welding Engineering
University Transilvania of Brasov
Faculty of Materials Science and Engineering
1999-2004
Bachelor of Science in Engineering
University Transilvania of Brasov
Faculty of Materials Science and Engineering
English (Proficient user / Proficient user / Proficient
user)
Good knowledge of Microsoft OfficeTM
tools
(WordTM
, ExcelTM
, PowerPointTM
, OutlookTM
,
VisioTM
, ProjectTM
)
Digital image processing – CorelDrawTM
Statistic calculation – MinitabTM
CAD tool – AutoCADTM
3D modelling – CatiaTM
Turism
6 scientific papers and 2 International Conferences