Sudarea Cu Gaz Sudarea Cu Aliaj Si Taierea Cu Flacara Oxiacetilenica
16
MANUAL DE UTILIZARE pentru sudarea cu gaz, sudarea cu aliaj şi tăierea cu flacără oxiacetilenică
-
Upload
delia-pitariu -
Category
Documents
-
view
143 -
download
13
Transcript of Sudarea Cu Gaz Sudarea Cu Aliaj Si Taierea Cu Flacara Oxiacetilenica

MANUAL DE UTILIZARE
pentru sudarea cu gaz, sudarea cu aliaj
şi tăierea cu flacără
oxiacetilenică

2
INDEX Pag INSTRUCŢIUNI DE SIGURANŢĂ ......................................................................................... 2
FIXAREA OXIGENULUI ŞI A ACETILENEI – INSTRUCŢIUNI ........................................ 5
PROCEDURI DE SUDARE DE BAZĂ .................................................................................... 7
SUDURA – PRACTICI ŞI EXERCIŢII ..................................................................................... 9
SUDURA CU ALIAJ – DEFINIŢII ŞI INSTRUCŢIUNI .......................................................... 11
TĂIEREA CU FLACĂRĂ – DIMENSIUNEA BECULUI DE TĂIAT PT. FLACĂRA
OXIACETILENICĂ .............................................................................................................. 12
DEPANARE ............................................................................................................................... 15
CUVÂNT ÎNAINTE
Instalaţia pe care aţi cumpărat-o a fost testată şi verificată în detaliu înainte de a fi scoasă din
fabrică. Dacă o întreţineţi în mod corespunzător şi respectaţi instrucţiunile de utilizare, atunci ea
va funcţiona eficient şi fără probleme timp de mulţi ani.
Instrucţiunile, aplicaţiile şi tehnicile descrise în prezentul manual sunt menite să vă ajute să
înţelegeţi principiile de bază ale sudurii, tăierii cu flacără, sudurii cu aliaj, sudurii cu aliaj de
argint, încălzirii, precum şi folosirea în siguranţă a gazelor, regulatoarelor şi arzătoarelor.
Exersând, un începător poate deveni în scurt timp un experimentat în arta sudurii cu gaz şi a
tăierii cu flacără. Odată dobândită, această pricepere se va dovedi folositoare şi profitabilă.
CITI ŢI CU ATENŢIE ACEST MANUAL ŞI RESPECTAŢI INSTRUCŢIUNILE

3
IMPORTANT!
INSTRUCŢIUNI DE SIGURAN ŢĂ
Purtaţi echipament de protecţie
Purtaţi întotdeauna ochelari de sudură pentru a vă proteja ochii de scântei şi raze. Folosiţi mănuşi
de protecţie împotriva scânteilor.
Manevraţi buteliile cu atenţie
Fixaţi buteliile cu lanţ sau cu alte metode de siguranţă. Mişcaţi buteliile cu grijă. Folosiţi butelia
de acetilenă dizolvată numai în poziţie verticală.
Păstraţi curăţenia în suprafeţele de lucru
Feriţi scânteile şi fl ăcările de substanţe combustibile. Pregătiţi suprafaţa de lucru înainte de
sudare sau tăiere. Lucraţi în spaţii bine aerisite.
Asiguraţi-vă că toate racordurile sunt strânse
Nu verificaţi niciodată cu ajutorul flăcării dacă există vreo scurgere. Folosiţi în schimb o soluţie
de apă cu săpun. Nu forţaţi racordurile.
Folosiţi presiunea la valorile recomandate
Presiuni necorespunzătoare nu aduc randament. Dacă în regulatoare se acumulează o presiune
excesivă, atunci acestea trebuie reparate.
Nu folosiţi niciodată oxigenul pentru a îndepărta obiecte sau haine
Oxigenul pur este combustibil şi o scânteie poate aprinde haine saturate de oxigen.
Nu lubrifia ţi instalaţia
Instalaţia nu necesită lubrifiere. Lubrifianţii se aprind uşor şi ard puternic în prezenţa oxigenului
sub presiune.

4
Înainte de a instala regulatorul, deschideţi uşor robinetul buteliei de oxigen
Deschideţi uşor robinetul şi apoi închideţi-l. (Feriţi robinetul de scântei sau flăcări). Astfel vor fi
evacuate praful sau mizeria strânse în regulator şi care ar putea cauza daune sau accidente.
Oxigenul pur şi gazul combustibil se propagă separat înainte de a se aprinde
Această atenţionare serveşte pentru a preveni amestecul necorespunzător de gaze.
Curăţaţi sistemul după utilizare
După oprirea sistemului, închideţi robineţii şi curăţaţi sistemul golind separat cele două furtunuri.
Mai întâi, deschideţi robinetul cu ac al buteliei de oxigen, goliţi-o până când presiunea scade la 0
şi apoi închideţi robinetul. Repetaţi acelaşi proces cu robinetul cu ac al buteliei de acetilenă
dizolvată.
Nu folosiţi instalaţia spartă sau deteriorată
Folosiţi apa cu săpun atunci când verificaţi dacă există scurgeri. Nu folosiţi furtunuri uzate sau
deteriorate. Nu folosiţi niciodată arzătorul pe post de ciocan sau pentru a elimina zgura de pe
suprafaţa de lucru.

5
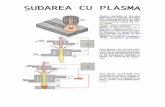
FIXAREA OXIGENULUI ŞI A ACETILENEI – INSTRUC ŢIUNI
Ataşarea regulatoarelor
Deschideţi uşor robinetul de butelie pentru a evacua
mizeria şi apoi închideţi-l. Ataşaţi regulatoarele,
strângeţi bine racordurile, ataşaţi furtunurile de
regulatoare şi strângeţi. (ATENŢIE: racordurile
furtunului de acetilenă se înfiletează la stânga, iar
racordurile furtunului de oxigen se înfiletează la
dreapta. )
Ataşarea arzătorului
Ataşaţi furtunul de acetilenă (ROŞU) de robinetul
arzătorului marcat „AC”, cu filetul în partea stângă.
Ataşaţi furtunul de oxigen (VERDE) de robinetul
arzătorului marcat „OX”, cu filetul în partea dreaptă.
Închideţi ambii robineţi pe arzător înainte de a
deschide buteliile.
Deschiderea robineţilor
Asiguraţi-vă că cheile cu deschidere reglabilă ale
regulatoarelor sunt deschise adică rotite în sens
antiorar până când se degajează.

6
Reglarea presiunii
Strângeţi cheia cu deschidere reglabilă a fiecărui regulator
până când atingeţi presiunea de lucru dorită pentru fiecare
gaz. Aceasta este indicată de manometrul de presiune
joasă (stânga) de pe fiecare regulator. Manometrul de
presiune ridicată (dreapta) indică presiunea din butelie.
Presiunile potrivite sunt redate în tabelul de la pagina 13.
Instalarea becului de tăiat/sudat
Instalati/alegeti corect dimensiunea duzei in functie de
grosimea metalului ce urmeaza a fi sudat sau taiat .
Duzele de sudare se strang doar cu mana.
Înlăturaţi piuliţa becului de tăiat din dispozitivului de
tăiere. Plasaţi becul în piuliţă şi apoi înşurubaţi strâns
piuili ţa la loc folosind cheia de piuliţe.

7
Aprinderea arzătorului
Deschideţi robinetul arzătorului cu aproximativ o
jumătate de rotire şi aprindeţi acetilena. Continuaţi să
deschideţi robinetul arzătorului până când flacăra
încetează să mai afume şi se distanţiază de capătul
vârfului cu 0.32 cm- apoi reduceţi uşor pentru a readuce
flacăra la vârf. Deschideţi arzătorul robinetului de
oxigen până când un con interior luminos apare pe
flacără. Punctul la care contururile flăcării dispar iar un
con interior ascuţit devine vizibil se numeşte „Flacără
neutră”.
PROCEDURI DE SUDARE DE BAZĂ
Sudarea cu gaz este o metodă de îmbinare a unor metale similare prin încălzirea cu o flacără
oxiacetilenică a suprafeţelor adiacente până la punctul de topire şi îmbinarea celor două părţi cu
ajutorul unui metal de adaos cu grosimea de 0.48 cm sau mai mare. Sudura rezultată este la fel de
rezistentă ca metalul de bază.
Toate metalele trebuie curăţate înainte de sudare. Lubrifianţii, rugina sau alte impurităţi afectează
calitatea sudurii dar şi rezistenţa la rupere. Metalele cu o grosime de 0.48 cm sau mai mare
trebuie tăiate oblic înainte de sudare iar atunci când părtile tăiate oblic sunt îmbinate este nevoie
de o vergea de metal de adaos.
Tabelul privind mărimea duzei de pe pagina următoare indică mărimile potrivite pentru duză şi
presiunile oxigenului şi ale acetilenei în funcţie de mărimea materialelor care trebuie sudate.
Tabelul este un instrument la îndemână şi poate fi consultat deseori. Dacă folosiţi o duză prea
largă, atunci flacăra scade iar duza se înfierbântă fără folos fiind deseori însoţită de un pocnet
care împrăştie baia de sudură. O flacără prea puternică arde oţelul, iar una prea slabă nu sudează
în mod corespunzător.

8
Flacăra neutră este folosită pentru aproape toate tipurile de sudare cu gaz. Flacăra oxiacetilenică
consumă tot oxigenul din aerul din jurul suprafeţei de sudură ceea ce determină o suprafaţă de
sudură necontaminată şi o sudură de rezistenţă maximă. Flacăra oxidantă se foloseşte arareori, iar
flacăra carburantă este folositoare în cazul călirii superficiale cu flacără sau a lipirii cu alamă.
Bagheta de sudură
Este disponibilă în următoarele dimensiuni – 0.16 cm, 0.24 cm, 0.32 cm, 0.40 cm, 0.48 cm, 0.64
cm - pentru toate tipurile de sudură, inclusiv pentru oţel moale, fontă şi aluminiu. Dimensiunea
necesară se va determina în funcţie de tipul de sudură, grosimea metalului şi cantitatea de metal
de adaos necesară.
Flacără neutră Roşu-portocaliu
Aproape incolor Alb
Flacără carburantă Portocaliu deschis
Alb Alb intens
Flacără oxidantă Aproape incolor
Roşu-portocaliu Alb

9
Grosimea
metalului în
mm
Dimensiunea
duzei
Dimensiunea
baghetei de sudură
in mm
Presiune oxigen
P.S.I
Presiune acetilenă
P.S.I
0.2 – 0.5 0 1.6 1 1
0.5 - 1 1 1.6 3 3
1 - 2 3 2.4 5 5
2 - 4 5 3.2 5 5
4 - 6 6 4.0 7 7
6 - 9
9 - 14
8
9
4.8-6.4
4.8-6.4
9
11.7
9
11.7
SUDURA – PRACTICI ŞI EXERCI ŢII
Sudarea cu gaz nu este dificilă. Următoarele exemple de mişcare a arzătorului sunt exerciţii
eficiente şi facilitează operaţia de sudură.
Alegeţi o duză de sudură mică şi fixaţi presiunile
corespunzătoare (a se vedea tabelul cu duze de la
pag. 13). Îndreptaţi flacăra direct pe oţel (se
recomandă un material cu o grosime de 0.32 cm)
cu conul flăcării deasupra suprafeţei metalului.
Când se formează baia de sudură, începeţi să
deplasaţi arzătorul înainte şi înapoi pentru a
împrăştia baia pe suprafaţa oţelului. Acţionaţi
uşor. Este nevoie de o bună penetraţie şi aceasta
rezultă dintr-o baie de sudură adâncă. Atunci când
deplasaţi baia de sudură este bine să înclinaţi duza
la 45˚ faţă de direcţia spre care doriţi să împrăştiaţi
baia (a se vedea figura 1).
Figura 1

10
Lipi ţi două bucăţi de oţel de 0.32 cm după cum se indică
în figura 2. Creaţi o baie de sudură şi mişcaţi înainte şi
înapoi arzătorul pentru a împrăştia baia pe suprafaţa de
îmbinare a celor două bucăţi. Acţionaţi încet pentru a
asigura o bună penetraţie. Aceasta se poate verifica
întorcând cele două părţi. Penetraţia trebuie să fie
vizibilă în partea interioară. Testaţi rezistenţa sudurii
încercând să rupeţi cele două părţi.
Figura 2
Repetaţi exerciţiul 2, adăugând de această dată o baghetă
de sudură. În timp ce direcţionaţi flacăra spre oţel
pentru a crea baia de sudură, plasaţi bagheta de sudură
direct în flacără. Când aceasta devine roşie, menţineţi-i
temperatura, apropiind-o şi depărtând-o de flacără.
Odată începută sudarea, înmuiaţi bagheta în baie. Astfel
se creează sudura care va avea partea superioară
rotunjită şi nu concavă, ca şi cum nu s-ar fi folosit o
baghetă. Nu uitaţi: bagheta de sudură este necesară când
se sudează părţi duble dar un sudor experimentat va
prefera să folosească bagheta pentru orice tip de sudură,
indiferent de grosimea oţelului. A se vedea figura 3.
Figura 3
Materialele de 0.48 cm sau mai groase trebuie tăiate
oblic înainte de a fi sudate. O oblicitate de 30˚ pe fiecare
bucată este optimă. Aceasta este necesară pentru a obţine
o bună penetraţie de-a lungul grosimii bucăţilor. Bagheta
este necesară pentru toate tipurile de sudură realizată cu
bucăţi cu capete oblice. Odată stăpânite mişcarea
arzătorului şi baia de sudură, sudorul poate realiza suduri
orizontale, verticale sau drepte. A se vedea figura 4.
Figura 4

11
SUDURA CU ALIAJ
Sudarea cu aliaj diferă de sudarea cu gaz întrucât cele două bucăţi de metal nu fuzionează.
Bagheta de aliaj se topeşte la o temperatură mai joasă decât metalul de bază, iar rezistenţa sudurii
cu aliaj rezultă din suprafaţa metalică a baghetei de aliaj.
Avantajul sudării cu aliaj asupra sudării cu gaz îl constituie faptul că este metoda optimă de a uni
metale diferite sau de a repara fonta. De exemplu, sudura cu aliaj este optimă pentru a fixa
cămaşa de apă. Se pot uni aproape toate tipurile de metal, cu excepţia aluminiului şi a
magneziului.
Sudura cu aliaj este de două feluri, în funcţie de tipul de baghetă folosit. Bronzul este mai ieftin
decât argintul şi trebuie folosit atunci când distanţa dintre cele două metale care urmează să fie
unite este mai mare. Metalele trebuie să fie bine curăţate şi mai apoi flacăra trebuie îndreptată
spre ele până când vor dobândi o culoare roşie mată. Ambele bucăţi de metal trebuie să aibă
aceeaşi temperatură, altfel bagheta va curge spre bucata mai fierbinte. Încălziţi bagheta plasând-o
în flacără şi apoi înmuiaţi-o în cutia cu material pentru sudarea metalelor. Căldura ve determina
materialul să se lipească de baghetă. Dacă se foloseşte o baghetă cu material de sudură deja lipit
pe ea, atunci se va sări peste această etapă de încălzire şi înmuiere a baghetei. După obţinerea
baghetei înmuiate în materialul de sudură şi după ce bucăţile de metal au atins temperatura
necesară, bagheta trebuie apropiată de suprafaţa de legătură a metalelor iar flacăra trebuie
îndreptată spre baghetă până când aceasta se topeşte. Bagheta se topeşte şi curge peste suprafaţa
încălzită, unind cele două metale. Trebuie folosit din abundenţă material de sudură. Fără un
material de sudură suficient, bagheta nu se lipeşte de metale.

12
Sudarea cu argint este puţin mai rapidă decât sudarea cu bronz. Aceasta deoarece argintul se
topeşte la o temperatură mai scăzută şi necesită mai puţină căldură. Totuşi, suprafaţa de legătură
dintre cele două metale trebuie să se potrivească la fix. Bronzul umple un gol mult mai uşor decât
argintul. În loc de a îmbrăca bagheta de argint în material de sudură, suprafaţa de legătură dintre
cele două metale trebuie pictată cu acest material. Puteţi verifica dacă metalele au atins
temperatura necesară privind materialul de sudură. Atunci când clocoteşte, trebuie adăugat
argintul. Argintul se topeşte şi curge peste suprafaţa de legătură dintre metale.
TĂIEREA CU FLAC ĂRĂ A OŢELULUI
Tăierea cu flacără este un proces simplu care poate fi uşor învăţat. Numai oţelul poate fi tăiat cu
flacăra oxiacetilenică deoarece fonta, oţelul inoxidabil, aluminiul, alama şi alte metale feroase nu
ard la fel ca oţelul.
Metoda de tăiere a oţelului constă în încălzirea acestuia până la temperatura de ardere (o culoare
roşie) şi apoi arderea lui rapidă cu oxigen pur. Un arzător de tăiere oxi-gaz furnizează atât
flăcările de preîncălzire cât şi unda de oxigen de tăiere. Acetilena şi oxigenul se îmbină în capătul
arzătorului şi ard în duză la o flacără de 3315 ˚C, acestea fiind flăcările de preîncălzire. Orificiul
central din becul de tăiat este orificiul pentru oxigenul de tăiere prin care oxigenul pur, care nu se
amestecă cu acetilena, curge pentru a tăia oţelul după ce metalul a fost suficient încălzit.
BECURI DE TĂIAT
Becurile de tăiat sunt disponibile în mai multe dimensiuni, dimensiunea necesară fiind
determinată în funcţie de grosimea oţelului. Consultaţi tabelul următor pentru a afla în mod corect
presiunile şi dimeniunile becurilor.

13
Grosimea metalului
în mm
Dimensiunea
becului de tăiat*
Presiune oxigen*
P.S.I
Presiune
acetilenă*
P.S.I
5 - 10 00 25-35 6
10 - 15 0 25-35 6
15 - 25 1 35-45 6
25 - 50 2 45-50 6
50 - 100 3 45-55 6
100 - 175 4 55-65 6
* Dimensiunea becului şi valoarea presiunii pot varia în funcţie de alegerea
sudorului. Tabelul serveşte doar ca model de consultat.
TĂIEREA
După ce aţi fixat pe arzătorul de tăiere oxi-gaz becul de tăiat corespunzător şi aţi fixat presiunile
corecte în regulatoare, reglate pentru flacără neutră, puteţi începe tăierea cu flacără, respectând
următoarele proceduri.
1. Înainte de aprindere, deschideţi robinetul cu ac al buteliei de oxigen de pe mânerul
arzătorului, întorcându-l în sens complet. Efectuaţi toate reglajele oxigenului pe
dispozitivul de tăiere folosind robinetul cu ac.
2. Deplasaţi flacăra spre muchia oţelului şi poziţionaţi conurile de preîncălzire deasupra
metalului.
3. Atunci când oţelul devine roşu, apăsaţi uşor levierul cu oxigen de tăiere spre a elibera
unda de oxigen pentru a tăia prin oţel.
4. Deplasaţi uşor arzătorul în direcţia de tăiere. Viteza de tăiere corectă este însoţită de un
sunet sfârâitor şi de o undă uniformă de scântei. Aceasta determină o tăiere curată, cu o
suprafaţă superioară netedă şi muchii inferioare.
5. O mişcare prea rapidă nu oferă undei de oxigen suficient timp să taie prin metal. Zgura
umple tăietura şi metalul nu se taie.
6. O mişcare prea înceată lasă muchia superioară rotunjită cu zgură lipită de muchia
inferioară a metalului.
7. Mărimea flăcării de preîncălzire determină cât de repede poate fi începută tăierea.
Deseori, este de dorit o flacără de preîncălzire mică pentru a conserva gazele şi a preveni
topirea muchiilor superioare.

14
Tăietură perfectă
Indică o suprafaţă regulată cu urme uşoare pe suprafaţa tăieturii. Suprafaţa poate avea diverse
utilizări fără a necesita prelucrare.
Tăietură prea rapidă
Nu se acordă suficient timp zgurii să dispară de pe tăietură. Tăietura este deseori uşor concavă.
Tăietură prea înceată
Produce urme de presiune care indică o cantitate prea mare de oxigen pentru condiţiile de tăiere.
Preîncălzire prea fierbinte
Se formează muchii superioare rotunjite din cauza supraîncălzirii. Preîncălzirea excesivă nu
măreşte viteza de tăiere. Iroseşte gazele.

15
TABEL DE DEPANARE
PROBLEMĂ EVENTUALĂ CAUZĂ SOLUŢIE
Duza pocneşte • Duza este folosită la o
temperatură prea scăzută
• Duză prea largă
• Duză prea apropiată de
metal
• Măriţi presiunile şi
consultaţi tabelul cu
dimensiunile corecte
ale duzei
• Folosiţi următoarea
duză mai mică ca
dimensiune
• Îndepărtaţi duza de
suprafaţa de lucru
Flăcările nu sunt clar
definite, fine şi uniforme
• Duză murdară • Curăţaţi duza sau
schimbaţi-o
Regulatorul nu păstrează
presiunea constantă
• Locaş defectuos • Returnaţi unitatea
pentru a fi schimbată
Becul de tăiat pocneşte • Strâns prea slab
• Locaş crestat
• Strângeţi piuli ţa
becului de tăiat
• Schimbaţi becul de
tăiat
Scurgere în jurul robinetului
cu ac
• Piuliţa de ermetizare
strânsă prea slab
• Strângeţi uşor piuliţa
de ermetizare
Greu de aprins • Prea multă presiune • Consultaţi tabelul cu
dimensiunile corecte
ale becului de tăiat
Flacăra se schimbă la tăiere • Robinetul cu ac al
buteliei de oxigen de pe
mâner este parţial închis
• Butelia de oxigen este
aproape goală
• Deschideţi larg
robinetul buteliei de
oxigen
• Schimbaţi butelia cu
una plină

16
IDEI DE PROIECTE DE SUDURĂ
Semn de circulaţie Suporturi-presă
Suport de lumânări Suport de ghiveci
Ştergător pt. picioare
Balansoar
Scară