Sisteme Inteligente de Comandă Adaptivă
19
Universitatea „Gheorghe Asachi” Iași CMMI Sisteme inteligente de comandă adaptivă Comanda adaptivă limitativă. Comanda adaptivă optimală.
Transcript of Sisteme Inteligente de Comandă Adaptivă
Universitatea Gheorghe Asachi IaiCMMI
Sisteme inteligente de comand adaptiv
Comanda adaptiv limitativ. Comanda adaptiv optimal.
2015
Cuprins
Introducere1Scheme de comand adaptiv2Scheme cu amplificare planificat (variabil)2Sisteme adaptive cu model referin (etalon)2Regulatoare auto-racordabile3Scheme de control adaptiv dual4Comanda adaptiv in prelucrare5Funciile comenzii adaptive5Sisteme adaptive de control5Definirea prelucrrii cu CA6Utilizarea CA6Surse de variabilitate7Tipuri de CA7CA limitativ (ACC)7ADAPTIVE CONTROL OPTIMIZATION (ACO)9ADAPTIVE CONTROL MACHINING SYSTEM (ACC SYSTEM)9BENEFITS10CONCLUSION10
Sisteme inteligente de comand adaptivComanda adaptiv limitativ. Comanda adaptiv optimal.
Introducere
Un sistem automat realizeaz o anumit dependen dorit ntre mrimile sale de ieire i de intrare. n cazul optimizrii sistemului, acesta este astfel proiectat nct s fie asigurat o funcionare optim n conformitate cu criteriul de calitate ales.n proiectarea unui sistem automat se pornete de la un ansamblu de date iniiale, care cuprind caracteristicile instalaiei tehnologice supuse automatizrii i ale semnalelor care acioneaz din exterior, precum i performanele impuse sistemului proiectat; ca rezultat al proiectrii se obine blocul regulatorului automat, respectiv se obin caracteristicile, structura i valorile parametrilor acestui bloc.Datele iniiale referitoare la instalaia tehnologic i semnalele care acioneaz din exterior asupra sistemului automat formeaz informaia aprioric referitoare la sistem (denumit uneori i informaie iniial). n funcionarea sistemului are loc msurarea unor mrimi, rezultatele acestor msurri determinnd modul de acionare a sistemului automat (de exemplu, n sistemele de reglare mrimea de ieire este permanent msurat i transmis prin intermediul reaciei principale la elementul de comparaie); datele obinute prin msurarea anumitor mrimi n cursul funcionrii sistemului formeaz informaia curent .n unele cazuri din practic sunt cunoscute cu un grad de precizie suficient de ridicat caracteristicile instalaiei tehnologice i ale semnalelor care acioneaz din exterior asupra sistemului; aceste caracteristici pot fi deci formulate matematic, sub form deterministic sau sub form statistic. n asemenea cazuri, informaia aprioric este complet (sau suficient). n alte cazuri, anumite caracteristici ale instalaiei sau semnalelor nu sunt cunoscute, datorit faptului c nu sunt constante, ci variaz n timp, sau datorit complexitii instalaiei; de exemplu, factorul de amplificare al instalaiei tehnologice poate fi modificat n limite largi de aciunea unor perturbri parametrice, sau pot avea loc modificri ale caracteristicilor statistice ale mrimii de intrare a sistemului. n asemenea cazuri, informaia aprioric este incomplet (sau insuficient).Dac informaia aprioric este complet, atunci proiectarea blocului de reglare poate include stabilirea pentru acest bloc a unui program de funcionare care s asigure un extrem al criteriului de calitate ales, n condiiile restriciilor existente; acest program este introdus nc de la realizarea blocului de reglare, prin intermediul structurii i parametrilor acestui bloc. Sistemele automate din aceast categorie sunt denumite sisteme optimale.Dac informaia aprioric este incomplet, datorit variaiilor neprevzute ale caracteristicilor instalaiei tehnologice sau ale semnalelor exterioare atunci pentru blocul de 11 reglare nu poate fi stabilit un program fix de funcionare, ci este necesar s se introduc elemente suplimentare cu rolul de a determina modificri ale caracteristicilor regulatorului care s compenseze modificrile neprevzute ale caracteristicilor instalaiei tehnologice sau ale semnalelor exterioare. Asemenea sisteme automate sunt denumite sisteme adaptive i au rolul de a asigura o funcionare optim a sistemului n condiiile variaiilor neprevzute menionate.
Scheme de comand adaptiv
Scheme cu amplificare planificat (variabil)
Una dintre primele abordri n conducerea adaptiv a fost metoda amplificrii planificate (variabile). Aceast metod a fost introdus n anii 1950-1960 n sistemele de control al zborului. Ideea metodei const n gsirea unor variabile auxiliare msurabile (altele dect ieirile utilizate ca mrimi de reacie) ale procesului, variabile ce pot determina schimbri n dinamica procesului. Schema bloc a unui sistem cu amplificare planificat este prezentat n Fig. 1.1.
Fig. 1.1. Schema bloc a unui sistem cu amplificare planificata
Sistemul poate fi considerat ca avnd dou bucle: o bucl interioar, clasic, alctuit din procesul condus i regulator i o bucl exterioar care ajusteaz parametrii regulatorului utiliznd msurtorile variabilelor auxiliare ale procesului. Amplificarea planificat poate fi privit ca o relaie ce se stabilete ntre parametrii procesului i parametrii regulatorului i poate fi implementat ca o funcie sau un tabel. Dei aceast schem este foarte utilizat n practic, are dezavantajul c ea este o schem de adaptare n circuit deschis.
Sisteme adaptive cu model referin (etalon)
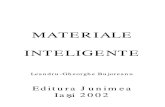
Sistemele adaptive cu model referin (etalon) au fost propuse pentru a rezolva problem n care performanele sistemului sunt formulate n funcie de parametrii unui model de referin. Modelul precizeaz comportamentul ideal al procesului. Sistemul adaptiv trebuie s urmreasc asimptotic ieirea yM a modelului referin. Schema bloc a unui astfel de sistem este prezentat n Fig. 1.2. Regulatorul poate fi gndit ca avnd dou bucle: o bucl intern este o bucl cu reacie dup ieire ce conine procesul i regulatorul i o bucl extern care ajusteaz parametrii regulatorului astfel nct eroarea e = y yM adic diferena dintre ieirea y a procesului i ieirea modelului s tind la zero. Problema esenial n acest sistem const n proiectarea unui mecanism de ajustare care s fie stabil i s determine eroarea e s tind la zero.
Fig. 1.2. Schema bloc a unui sistem adaptiv cu model de referin (etalon)
Regulatoare auto-racordabile
Schemele adaptive prezentate mai sus sunt scheme de control adaptive directe, deoarece actualizarea parametrilor regulatorului (cu structur cunoscut) se face direct de ctre mecanismul de ajustare pe baza relaiilor dintre parametrii procesului i cei ai regulatorului. ntruct parametrii procesului sunt de fapt necunoscui, acetia trebuie nlocuii cu valorile lor estimate, furnizate de un algoritm recursiv de estimare a parametrilor. Parametrii regulatorului vor fi calculai i actualizai utiliznd estimrile parametrilor procesului, exact ca i n cazul n care parametrii ar fi cei adevrai. Aceast metod este cunoscut sub numele de principiul echivalenei certe. Schema bloc a unui astfel de sistem este prezentat n Fig. 1.3.
Fig. 1.3. Schema bloc a unui regulator cu auto-racordare
n contrast cu schemele cu model de referi, unde parametrii regulatorului sunt actualizate direct astfel nct sistemul adaptiv s urmreasc modelul impus, n aceast situaie, se constat c are loc o separare a operaiilor de identificare i control. Regulatorul adaptiv din Fig. 1.3 poate fi gndit ca avnd dou bucle: o bucl intern format din procesul condus i un regulator convenional, dar cu parametrii variabili, i o bucl extern care conine un estimator recursiv al parametrilor i un bloc de proiectare care ajusteaz on-line aceti parametrii. Sistemul poate fi privit ca un automat n care la fiecare perioad de eatioare are loc att actualizarea modelului procesului ct i proiectarea noii comenzi, respectiv a noilor valori ale parametrilor regulatorului. Un regulatorul cu aceast structur se numete regulator cu autoacordare deoarece acesta are capacitatea de a-i acorda proprii parametri n scopul obinerii performanelor dorite ale sistemului n circuit nchis. Blocul de proiectare reprezint o soluie on-line a unei probleme de proiectare pentru un sistem cu parametri cunoscui. Aceast tip de problem adaptiv este considerat o schem de adaptare indirect. Schemele cu autoacordare sunt foarte flexibile n raport cu alegerea metodelor de proiectare (metode liniar-ptratice, metode bazate pe principiul varianei minime etc.) i de estimare (metoda celor mai mici ptrate, principiul probabilitii maxime etc.).
Scheme de control adaptiv dual
Schemele prezentate mai sus prezint anumite limitri. De exemplu, n proiectarea regulatorului incertitudinile parametrice nu sunt luate n considerare. Apare ca natural ntrebarea: exist i alte abordri mai bune dect schemele bazate pe principiul echivalenei certe? Este posibil obinerea unor astfel de regulatoare adaptive pe baza unor principii teoretice generale ? Rspunsul la aceste ntrebri este afirmativ, adic este posibil gsirea unei soluii pornind de la o formulare abstract a unei probleme i utiliznd teoria optimizrii. Aceasta se bazeaz pe controlul stochastic, sau mai nou, pe noiunea de control dual. Aceast abordare conduce la o structur de regulator cu proprieti interesante. O remarc important este aceea c regulatorul va lua n considerare i incertitudinile n estimarea parametrilor. Abordarea este totui foarte complicat i pn acum nu a fost utilizat n probleme practice. Ideea metodei este urmtoarea. Sistemul se va descrie printr-un model stochastic, apoi se va formula un criteriu care s minimizeze o funcie cost, scalar, care depinde de starea i comanda procesului. Problema gsirii unui regulator care s minimizeze funcia cost n raport cu comanda este foarte dificil. Dac aceasta poate fi rezolvat, regulatorul optimal are structura din Fig. 1.4, unde vectorul hiperstare conine att starea procesului ct i parametrii acestuia.
Fig. 1.4. Schema bloc a unui regulator dual
Regulatorul poate fi privit ca fiind alctuit din dou pri: un estimator neliniar i un regulator cu reacie. Pe baza msurtorilor din proces, estimatorul genereaz distribuia de probabilitate condiionat a strii numit hiperstare. Regulatorul este o funcie neliniar care realizeaz o legtur ntre hiperstare i spaiul variabilelor de comand.Comanda adaptiv in prelucrare
Funciile comenzii adaptive
Cele trei funcii ale comenzii adaptive sunt: Funcia de identificareAceasta funcie implica determinarea performanei curente a procesului sau sistemului. In mod normal, calitatea performantei sistemului este definita printr-un index relevant. Funcia de identificare determina aceasta calitate cu ajutorul informaiilor primite din proces. Performanta sistemului variaz in timp, o data cu schimbrile mediului. Astfel, funcia de identificare trebuie sa acioneze pe un anumit interval de timp sau discontinuu, si poate consta in mai multe activiti de msurtori posibile.
Funcia de decizieDin moment ce performanta sistemului este determinata, urmtoarea operaie este alegerea ajustrilor necesare pentru mbuntirea procesului. Procedura de decizie este ndeplinita de logica pre-programata de ctre proiectant. In funcie de aceasta logica, decizia poate schimba una sau mai multe variabile.
Funcia de implementareA treia funcie a CA este implementarea deciziei. In timp ce funcia de decizie este o funcie logica, implementarea privete o schimbare mecanica sau fizica in sistem. Este mai degrab o funcie hardware, dect software. Implementarea implica schimbarea parametrilor sau variabilelor pentru a duce procesul ntr-un stadiu optim. Se presupune ca procesul este influenat de mediul variabil in timp. Sistemul adaptiv nti identifica performanta curenta prin msurtori ale intrrilor si ieirilor. In funcie de performanta curenta, o decizie este implementata pentru a aduce schimbrile necesare mbuntirii performantei sistemului. Modificrile propriu-zise din sistem sunt aplicate prin funcia de implementare.
Sisteme adaptive de control
Comanda adaptiva a prelucrrilor metalului este o extensie fireasca a controlului numeric si a controlului computerizat. In procesul CN de pana acum, viteza si avansul erau prescrise de programator. Aceti parametri depind de experiena si cunotinele sale despre semifabricat, scule, rcire si ali factori. Ideea principala in CA este mbuntirea procesului de achiere prin automatizarea determinrii vitezei si avansului. CA este practic un sistem in care viteza si avansul se ajusteaz automat la condiiile curente ale procesului si variaz in funcie de schimbri pe msura ce prelucrarea avanseaz. Aceasta se realizeaz prin capturarea informaiilor de ieire si calcularea fie a unui nivel de performanta sau a unor limitri impuse mainii-unelte.In practica CA poate fi clasificat in doua categorii: CA cu optimizare (eng. ACO) CA cu limitare (eng. ACC)
ACO se refer la sistemele n care performana este optimizata n funcie de un parametru prescris, uneori numita cifra de merit. Acest parametru este de obicei o funcie economic, cum ar fi rata de producie maxim sau costul minim de prelucrare.
ACC sunt sisteme n care condiiile de prelucrare, cum ar fi viteza arborelui sau viteza de alimentare sunt maximizate n limitele prescrise ale mainii, si constrngerilor uneltelor, cum ar fi cuplu maxim, for sau putere. S-a artat, n cazul n care configuraia piesei nu este simpl, cum CN are multe avantaje economice peste procesele de prelucrare convenionale. Similar utilizarea sistemelor de CA este n mare parte justificat atunci cnd materiale extrem de dure, cum ar fi titan i inox oel, trebuie s fie prelucrate. O reducere suplimentar a timpului se realizeaz n faza de programare. n selectarea avansurilor i vitezelor, programatorul trebuie s acomodeze cele mai rele condiii de tiere. n sistemele CA, avansurile si vitezele corecte sunt gsite n mod automat i nu sunt necesare calculele operatorului. Prin creterea vieii sculei simultan cu economisirea de timp, sistemul de control adaptiv contribuie la costuri de operare mai mici, ceea ce justific preul suplimentar de adugare CA unei maini convenionale cu CN.
Definirea prelucrrii cu CA
Pentru o operaiune de prelucrare termenul CA denot sisteme de control care msoar anumite variabilele de ieire i utilizri pentru a controla viteza sau avansul. Unele dintre variabilele de proces care au fost utilizate n sistemele de prelucrare CA includ deformarea axului sau for, cuplu, temperatura de tiere i putere. Motivaia pentru dezvoltarea unui sistem de CA const n operarea unui proces mai eficient. Msurtorile tipice din prelucrare au fost rata de ndeprtare a metalului i costul per volum de metal ndeprtat.
Utilizarea CA
Unul dintre principalele motive pentru folosirea CN este acela c reduce timpul neproductiv dintr-o operaie de prelucrare. Aceast economie de timp se realizeaz prin reducerea elementelor, cum ar fi timpul de manipulare al pieselor, pregtire de prelucrare, schimbrile de scule i alte surse de ntrziere datorate operatorului i mainii. Controlul adaptiv nu este potrivit pentru fiecare situaie de prelucrare. n general, urmtoarele caracteristici pot fi folosite pentru a identifica situaiile n care controlul adaptiv poate fi benefic aplicat. Timpul n proces consum o parte semnificativ din durata ciclului de prelucrare. Exist surse semnificative de variabilitate pentru care CA poate compensa. Costul de operare al mainii-unelte este ridicat. Aplicaiile tipice implica oeluri, titan i aliaje de nalt rezisten.
Surse de variabilitate
Urmtoarele sunt sursele tipice de variabilitate n prelucrare, unde CA poate fi avantajos aplicat. Geometrie variabil a tierii, sub form de schimbare de adncime sau lime de tiere: n aceste cazuri, avansul este de obicei ajustat pentru a compensa variabilitatea. Duritate si prelucrabilitate variabile ale piesei: cnd suprafee dificile sunt ntlnite ntr-un semifabricat, fie viteza sau avansul sunt reduse pentru a evita cedarea prematura a sculei. Rigiditate variabil a semifabricatului: n cazul n care piesa de lucru deviaz, ca urmare a rigiditii insuficiente n fixare, viteza de avans trebuie s fie redus pentru a menine acurateea procesului. Uzura sculei: s-a fost observat n cercetare ca o data cu uzarea sculei, crete fora de tiere. Controlerul adaptiv va rspunde de obicei la uzarea sculei prin reducerea avansului.Acestea sunt sursele de variabilitate ce se prezint ca variabile n timp i pentru cea mai mare parte, schimbri imprevizibile n procesul de prelucrare.
Tipuri de CA
Practic, exista doua tipuri de CA: Control adaptiv geometricAcest tip de control adaptiv se refer la monitorizarea formei i dimensiunii unui component prelucrate. Ea se bazeaz pe unele n proces de instrumente de msurare a retransmite informaii cu un timp de rspuns foarte scurt.Indicele de performan a unui astfel de syst4em este dimensiunea final i forma de componenta. Se poate spune c scopul final dorit de prelucrare automat proces este faptul c desenul a piesei de lucru pentru a fi prelucrat componente este de ieire. Control adaptiv tehnologicIn aceasta categorie sunt grupate doua sisteme distincte: CA limitativ (ACC) CA optimal (ACO)
CA limitativ (ACC)
Sistemul dezvoltat de producia efectiv a fost ceva mai puin sofisticat dect cercetare sisteme ACO. Sistemele de AC producie vor utiliza limite de constrngere impuse anumitor Variabilele de proces msurate. n consecin, acestea sunt numite constrngere control adaptiv (ACC) sisteme. Obiectivul n acest sistem este acela de a manipula hrana pentru animale i / sau viteza, astfel nct acestea msurate Variabilele de proces sunt meninute la sau sub valorile lor de constrngere. Constrngerile cele mai utile n sistemele practice ACC sunt F fora de tiere, puterea de tiere P, iar T. cuplu n cazul n care fora de tiere i cuplul sunt prea mari, cutter poate rupe n ndoire sau n poft de mncare. Pe de alt parte, pentru productivitate maxim, admisibil maxim hrnete i tiere Trebuie folosit vitez. Principiul sistemului ACC este de a sens variabila constrngere i s se adapteze viteza de tiere i a furajelor conform aceast msurtoare i o strategie programat. ntr-un caz n cazul n care dou constrngeri sunt folosite simultan, sistemul trebuie s ia n considerare variabila care a valoarea maxim admisibil. Avantajul acestui sistem este acela c CCA scula de tiere este protejate mpotriva eec catastrofal, simultan cu meninerea cea mai mare rata de alimentare este posibil. comenzi de poziie i de vitez sunt alimentate de sistemul NC de a conduce masina. Rezultai micare este detectat prin dispozitive de feedback i trimis napoi la sistemul NC pentru a finaliza o bucl servo. Controlerul adaptiv funcioneaz ca un al doilea bucl de feedback n afara buclei servo. Semnalele la senzorii montai pe utilajul sunt introduse n controlul adaptiv. Urm determin, n conformitate cu constrngerile programate i strategia, coreciile corespunztoare n avansul i viteza ax i trimite rezultatele la sistemul AC. Asta nseamn c, n fiecare segment al piesa de lucru viteza i alimentarea programate sunt reglate fin de controlerul adaptiv n conformitate cu modificri ale condiiilor de munc.Controlerul adaptiv este alimentat de semnalele doi senzori:I. ax senzor de cuplu: cuplul ax este msurat prin tensometrice-manometre montate pe main ax.II. Senzor de vibraii instrument: vibraia instrument este msurat prin dou accelerometre montate pe prelucrare ax de locuine.Datele senzor sunt alimentate de unitatea de control adaptiv care calculeaz nou de alimentare i viteza de optimiza rata de ndeprtare de metal n limitele unui set de constrngeri. Aceste constrngeri sunt urmeaz:1. Viteza maxim admis n ax rpm. Aceast limit poate fi impus fie de ctre aparatul Capacitatea sau din considerente de tiere metal.2. Viteza minim de ax. Se ia n considerare limitrile unitii arbore.3. Cuplul maxim permis. Aceast limit este prescris de ctre raza de tiere i lungimea, precum i prin adncimea de tiere i finisare cerine.4. Sarcina maxim permis cip, in / rev. sarcina cip este de fapt hrana pe dinte. Numarul dinilor de pe dispozitivul de tiere trebuie alimentat control de ctre operator.5. Sarcina minim cip. Aceast constrngere este necesar pentru a preveni fluxuri lente.6. Federal-maxim admis n rpm. Aceast constrngere ia n considerare raza de tiere i lungime, materiale ax, acuratee i cerina finisare.7. Vibraii permis maxim, msurat ca procent din intervalul de funcionare acceptabil.punctul zero este utilizat pentru a indica gol de aer.8. ncrcare cip Impact, n / rev. Aceast limit este hrana maxim de tiere pe rotaie a axului care ar fi permis n deplasare prin golurile de aer neprogramate. Aceasta limiteaz hrana instrumentelor atunci cnd intr n a piesa de lucru. Constrngerile trebuie experimental determinate din testele de tiere anterioare sunt manual prestabilit de ctre operatorii de maini la valorile necesare nainte de a ncepe operatorului mainii la valorile necesare nainte de a ncepe procesului mainii. Stabilirea constrngerilor definete domeniul de funcionare permis pentru sistemele ACC.
ADAPTIVE CONTROL OPTIMIZATION (ACO)
Sistemele ACO pentru N / C masini-unelte este un sistem de control care optimizeaz performana subiecte index pentru diverse constrngeri. Acesta este n esen un sistem sofisticat de control nchis bucl, care funcioneaz n mod automat n condiii optime, chiar i n prezenele de piese i instrumente de lucru variaii materiale.
ADAPTIVE CONTROL MACHINING SYSTEM (ACC SYSTEM)
Aplicaiile tipice de prelucrare de control adaptiv sunt de profil sau contur de locuri de munc de frezat pe o main unealt NC. Hrana este folosit ca variabil controlat i fora tietoare i cai putere sunt utilizate ca variabil msurat. Aceasta este comun pentru a ataa un controler adaptiv la o NC maini-unelte. Main cu comand numeric sunt un punct de plecare natural pentru AC pentru dou motive. Primele masini-unelte cu comand numeric dispun de multe ori motoarele sero necesare pe mas axele de a accepta control automat. n al doilea rnd, descoperirile de obicei pentru prelucrare de locuri de munc pentru care CN este utilizat posed surse de variabilitate care face AC fezabile. Adaptiv pachetului de control aducere const dintr-un combinaie de componente hardware sunt:1. Senzor montat pe axul pentru a msura deformarea tiere (for)2. Senzor pentru a masura curent motor cu ax. Aceasta este folosit pentru a furniza o indicaie a puterii consum.3. Unitate de control i panoul de afiaj pentru a opera sistemul4. Hardware interfa pentru a conecta sistemul AC la unitatea de control existente NC sau CNC. Software-ul n pachetele AC const ntr-un program de incapacitate urmtor care poate fi numit ca un declaraii MACRO APT. Program n partea. Intrrile la programul cuprinde tiere parametri, cum ar fi dimensiunea de tiere i geometria, duritate materiale de lucru. Dimensiunea de tiere i Caracteristicile maini-unelte. Din calcule pe baza acestor parametri, ieirile din program sunt colegi alimente, viteze ax, i limitele de for de tiere pentru fiecare seciune a tiat. obiectiv n aceste calcule este de a determina condiiile de tiere, care va maximiza metalice Ratele de eliminare. NC parte Programatorul care are de obicei pentru a specifica feed i Vitezele de locuri de munc de prelucrare. Cu control adaptiv, aceste condiii sunt calculate de incapacitatea urmtor pe baza datelor de intrare furnizate de programator parte de program. n prelucrare, sistemul AC funcioneaz la valoarea forelor calculat pentru particular de tiere i maini-unelte axul. Ratele maxime de producie sunt obinute prin rularea mainii la cea mai mare viteza de avans n concordan cu acest nivel for. Deoarece vigoare depinde de astfel de factor a aciunii de control este de a maximiza ratele de ndeprtare de metal n limitele impuse de condiiile de tiere existente. Cnd fora crete din cauza crescut duritatea piesei de adncime sau limea de tiere, hrana rat este redus pentru a compensa. Cnd fora scade, datorit scderea mai sus variabile sau goluri de aer in parte, rata de alimentare este crescut pentru a maximiza ratele de ndeprtare metal. Dac fora de tiere real este sub acest nivel prag, operatorul presupune c tiere este trecnd printr-o fant de aer, atunci cnd un strat de aer este simtit, viteza de avans este dublat sau triplat la minimiza timpul pierdut care traverseaz golul de aer. Dac dispozitivul de tiere Turaia de pornire de metal cu privire la cealalt parte a diferenei, alimentarea revine la modul for de tiere de control. Mai mult de un variabil de proces poate fi msurat ntr-un control adaptiv de prelucrare, sistem. Iniial ncercri s-au fcut s foloseasc trei semnale msuri n unele sistem: temperatura, cuplul i vibraii. n prezent, un sistem a folosit att de ncrcare de tiere i de cai putere generat la masina motorului. Acest scop a senzorului de putere este de a proteja motorul de suprasarcin n cazul n care metalul Rata de ndeprtare este constrns de cai putere ax, mai degrab dect fora ax.
BENEFITS
O serie de beneficii poteniale revin utilizatorului unei maini unelte AC. AC a fost aplicat cu succes n astfel de procese de prelucrare ca gaurire, frezare, filetare, rectificare, plictisitor. n urma sunt unele dintre beneficiile obinute de la AC.1. Ratele de producie a crescut. mbuntirea productivitii a fost fora motivaia din spatele dezvoltarea AC ajustri de prelucrare online, pentru a permite variaiile geometrie munc, materiale i instrumente purta ofer maina cu capacitatea de a atinge cel mai nalt metalul Ratele de ndeprtare care sunt n concordan cu condiiile de tiere existente.2. A crescut de via a sculei. n plus fa de ratele de producie mai mari, AC va oferi, n general, o mai utilizarea eficient i uniform a cutter de-a lungul duratei sale de via instrument.3. O mai mare protecie parte. n loc de a stabili limite constrngere vigoare de tiere pe baza tip de tiere maxim admisibil i devierea axului, limita forei poate fi stabilit pe baza de a lucra toleran dimensiuni.4. Mai puin intervenia operatorului. Apariia de prelucrare AC a transferat controlul asupra proces mai mult din minile operatorului mainii i n minile management prin partea programator.
CONCLUSION
Pentru o operaiune de prelucrare de control adaptiv este cea mai bun metod pentru controlul procesului. AC Sistemele sunt cele mai potrivite pentru aplicaii cum ar fi piese de lucru cu geometrie variabil a tiat n form de adncime schimbare i limea de tiere, goluri de aer, etc. Ea are o serie de avantaje, dar dezavantajele sunt costul ridicat i nu este potrivit pentru toate operare prelucrare.Sisteme inteligente de comand adaptiv
2
Bibliografie
1. M.P.Groover CAD/CAM Computer aided design and Manufacturing2. M.P.Groover Automation, Production system and Computer Integrated Manufacturing3. S.E.Oltean (2009) Controlul inteligent si adaptiv