Sistem de Dozare Cu Lichide
25
Universitatea “Politehnica” București Facultatea Ingineria Sistemelor Biotehnice Specializarea Tehnologii Avansate în Industria Alimentară PROIECT : Sistem tehnic de dozare și umplere cu lichide
-
Upload
rubennarcis -
Category
Documents
-
view
28 -
download
2
description
Proiect despre sistemul de dozare cu lichide
Transcript of Sistem de Dozare Cu Lichide
Universitatea Politehnica BucuretiFacultatea Ingineria Sistemelor BiotehniceSpecializarea Tehnologii Avansate n Industria Alimentar
PROIECT: Sistem tehnic de dozare i umplere cu lichide
2015 BucurestiCuprinsI.IntroducereII.Clasificarea metodelor de dozareII.1 Procedee de dozare prin contorizarea debitului de material II.2 Procedee de dozare prin determinarea masei materialului dozat II.3 Analiza factorilor care influeneaz dozareaIII. MASINI SI UTILAJE PENTRU DOZAREA PRODUSELOR ALIMENTAREIII.1 Generalitati. ClasificareIII.2 Dozatoare pentru produse lichide III.2.1 Dozatoare la nivel constantIII.2.2 Dozatoare volumetriceIII.2.3 Dozatoare continue de debit III.2.4 Dozatorul cu ventil comandat electromagneticIV. MASINI SI UTILAJE PENTRU UMPLEREA AMBALAJELOR CU LICHIDEIV.1 Dispozitivul de umplere izobarometrica a sticlelorIV.2 Dispozitiv de umplere cu robinet canaIV.3 Dispozitiv de umplere fara robineteIV.4 Fazele dozarii lichidelorIV.5 Instalatii de dozat si umplut bere in butoaieIV.6 Instalatia de dozare sub vidBIBLIOGRAFIE
I.Introducere
Dozarea poate fi definit c fiind procedeul de fracionare dup o anumit regul a unei cantiti de material, n porii, operaie care va fi fcut n condiii specificate de domeniul concret de aplicaie. n funcie de material i gradul de compactare al acestuia, precum i de diferitele soluii tehnice utilizate n msurare, respectiv de diferitele principii de funcionare, sistemele de porionare se pot numi dispozitive de dozare, sisteme de dozare i msurare compuse din ansamble de msurare / dozare precum i instalaii de dozare. Dispozitivele de dozare reprezint pri importante ale procesului de automatizare. Ansamblele de dozare sunt o combinaie de diferite dispozitive de dozare, iar instalaiile de dozare pot cuprinde mai multe componente cu dispozitive de dozare. Dozarea, este urmat de obicei de ambalare, se face n flux continuu sau discontinuu. Scopul etichetrii produselor alimentare este de a garanta accesul consumatorilor la informaii complete cu privire la coninutul i compoziia produselor, pentru a proteja sntatea i interesele acestora. Alte informaii pot oferi detalii despre o caracteristic specific a produsului, cum ar fi originea sau procedeul de fabricaie. Unele produse alimentare, cum ar fi organismele modificate genetic, alimentele alergenice, alimentele destinate sugarilor sau chiar diverse buturi fac, de asemenea, obiectul unor reglementri specifice. In cadrul unei linii de ambalare sau inbuteliere cea mai importanta operatie este dozarea deoarece de precizia acestea depinde eficienta econimica a ambalarii. Dozarea este divizarea in cantitati egale diferite prestabilite si poate fi: Dozarea volumetrica-Prin care produsul de ambalat este divizat in unitati egale de volum. Dozarea gravimetrica-care consta in divizarea produsului de ambalat in unitati de masa egale; Dozarea cu bucata-prin care produsul de ambalat este divizat in unitati continand un numar egal de bucati.Deoarece umplerea se confunda de cele mai multe ori cu dozarea aceste operatii se realizeaza concomitent si operatiile de dozare-umplere din punct de vedere al caracteristicilor fizice ale produselor de ambalat se pot clasifica astfel: Dozarea volumetrica si umplerea produselor lichide cu vascozitate mica si pulverulente ce curg foarte bine in ambalaje; Dozarea volumetrica si umplerea produselor lichide vascoase si a produselor granulate ce curg greu in ambalaje; Dozarea gravimetrica a produselor pastoase si granulate; Dozarea cu bucata a produselor solide;
II.Clasificarea metodelor de dozareDozarea vizeaz ntotdeauna mas materialului n vrac, astfel nct, sustragerea cantitativ de material este asociat cu determinarea masei de material, chiar dac metod n sine se bazeaz pe volumul de material sustras. Sistemele de dozare au c scop porionarea masei de material, definindu-se dou clase principale de procedee de dozare: Procedee de dozare prin msurarea debitului de material; Procedee de dozare la care metod de msurare a debitului de material ine cont de ali parametri cum ar fi nivelul de umplere a unor volume, for Coriolis, absorbia radiaiilor .
II.1 Procedee de dozare prin contorizarea debitului de material Procedeele automate de dozare prin analizarea masei sau a volumelor de material pot fi clasificate n funcie de modul de funcionare n: procedee de dozare cu funcionare discontinu la care se realizeaz dozarea n arje cu controlul debitului secvenial de material msurat; procedee de dozare cu funcionare continu la care se realizeaz controlul permanent al masei de material supus dozrii. Dozarea discontinu poate fi executat lin sau grosier prin aproximarea unui interval de timp ce depinde de controlul debitului de material dar i prin aranjamente de dozri continue .II.2 Procedee de dozare prin determinarea masei materialului dozat n cazul acestor procedee, tehnicile de cntrire utilizate determin indirect masa prin efectele date de mas cum ar fi: ineria, impulsul, absorbia radiaiei i transportul cldurii .Cele mai precise metode sunt cele gravimetrice, deoarece singura lor valoare msurat este fora de greutate (acceleraia gravitaional este o constant local). Aplicaia se extinde la materialele n vrac i fluide, de la cteva grame la mii de tone pe arja msurat. Cntrirea este efectuat prin adugare sau prin sustragere de volum. Dozarea prin radiaie a fluxului de material n vrac, denumit uneori eronat cntrirea nuclear, se bazeaz pe fenomenul de absorbie a radiaiei de ctre materialul expus determinndu-se astfel ncrcarea specific a benzii transportoare. Calibrarea este necesar pentru fiecare tip de material dozat. Aceast metod se preteaz pentru curgeri mari de material, cum se ntlnesc n instalaiile cu transportoare cu benzi, dar nu este potrivit pentru cntriri datorit preciziei limitate .II.3 Analiza factorilor care influeneaz dozarea Comportarea materialelor n timpul procesului de dozare este influenat de numeroi parametri. Acetia pot modifica funcionarea i productivitatea dozatoarelor. Experimentele practice i teoretice s-au axat, n ultimii ani, pe examinarea efectelor impactului acestor parametri de influen asupra curgerii materialelor. Astfel s-a artat c aceti parametri interfereaz ntre ei, accentundu-i influena asupra procesului de dozare .Studiul analizei influenei parametrilor de lucru asupra operaiei de transport n funcie de necesarul de putere s-a concretizat prin rezultate sub forma unor diagrame. Factorii de influen ai procesului de dozare pot fi mprii n trei grupe principale: parametri constructivi; parametri de lucru; parametri legai de materialul dozat. Cercetrile efectuate de Rehkugler G. E. ,Fehlauer B. i Ertl S. prezint o privire de ansamblu asupra valorilor de influen a unor parametri. Parametrii ce pot influena funcionarea dispozitivelor de dozare sunt: debitul sau rata de dozare; sensibilitatea; timpul de rspuns; temporizarea operaiei; caracteristica de rspuns a frecvenei; precizia dozrii sau reproductibilitatea ei.
III.MASINI SI UTILAJE PENTRU DOZAREA PRODUSELOR ALIMENTAREIII.1 Generalitati. ClasificareProdusele alimentare obtinute din procesul tehnologic de fabricatie necesita, in vederea ambalarii si livrarii sau a depozitarii, dozarea acestora.Operatia prin care se stabileste volumul, debitul volumetric sau masa produselor se numestedozare.Dozarea, urmata de obicei de ambalare, se face in flux continuu sau discontinuu.In anumite operatii cu caracter tehnologic, materiile prime si auxiliare se distribuie in cantitati prevazute cu retetele de fabricatie.Umplerea ambalajelor trebuie sa asigure continutul dorit de produs. Aceasta operatie necesita masini speciale, in componenta carora sunt necesare dispozitive de dozare specifice naturii fiecarui fel de produs. Masinile de dozat pot fi volumetrice, gravimetrice sau numerice.Pentru produse solide pulverulente dozarea se face volumetric sau gravimetric. In cazul produselor solide in forma de bucati mici, cu o configuratie geometrica regulata, cum sunt bomboanele, dozarea se face cu ajutorul masinilor cu inregistrator numeric. Masinile sau dispozitivele pentru dozarea gravimetrica a produselor solide, folosesc platane de balanta, care masoara cu precizie cantitatea de produs destinata ambalarii. Dozatoare volumetrice se intalnesc si la dozarea produselor de dimensiuni mici si cu forma regulata, cum ar fi mazarea verde, ciresele etc.Pentru produsele lichide se folosesc dozatoare volumetrice. Acestea acumuleaza, in prealabil, un volum de produs egal cu cel al recipientului in care urmeaza sa fie ambalat si pe care il descarca in momentul umplerii. Pentru a se asigura o precizie a dozarii, se impune realizarea acestei operatii in anumite conditii de temperatura, pentru a se evita variatiile de volum datorate variatiilor de temperatura a produsului.Masinile de dozat produse vascoase, cum ar fi pasta de carne, gemurile, se folosesc dozatoare volumetrice cu functionare discontinua sau dozatoare volumetrice de debit cu functionare continua (spriturile pentru umplut pasta de carne in membrane).In industria conservelor, se folosesc masini speciale de dozare automata pentru solide si lichide, de exemplu, la dozarea fructelor si a siropului in acelasi recipient.Astfel, clasificarea masinilor si dispozitivelor pentru dozarea produselor alimentare se poate face dupa mai multe criterii:-dupa proprietatile fizico-dinamice ale produselor avem:-dozatoare pentru produse solide, lichide, vascoase, solide si lichide;-dupa modul de functionare:-dozatoare cu functionare continua si discontinua;-dupa principiul de dozare:-dozatoare gravimetrice, volumetrice si numerice;-dupa conditiile in care se desfasoara operatiunea de dozare avem:-dozare la presiune atmosferica, izobarometrica, la suprapresiune, in vid;-dupa fortele care asigura deplasarea materialului doza:-cu piston, cu transportor elicoidal, cu transportor cu racleti sau cu banda, disc rotativ cu razuitor, mecanism vibrator, etc.;Dozatoarele sunt dispozitive cu functionare comandata si cu functionare automata.In continuare vor fi prezentate principalele masini si instalatii pentru dozarea produselor alimentare, dupa proprietatile fizico-chimice ale acestora.
III.2 Dozatoare pentru produse lichide Dozarea lichidelor este o operaie realizat n scopul umplerii recipienilor folosii pentru ambalare. Debitul de dozare este determinat de vitez de curgere i diametrul conductelor prin care lichidele alimenteaz aparatele i utilajele de imbuteliere. Dozarea lichidelor n volum se realizeaz la mainile de dozat i ambalat, printr-o succesiune de faze. Principiul de funcionare a dozatoarelor se difereniaz, dup modul de transferare al cantitii de produs n recipient, n dozatoare: -la nivel constant, cnd este meninut un nivel constant al lichidului n rezervorul mainii; -la volum constant, cnd din rezervorul mainii se transfer cu pahare de msur de volum egal cu al recipientului ce urmeaz a fi umplut, cantitile necesare.
III.2.1 Dozatoare la nivel constantDozatoarele la nivel constant echipeaza masinile de imbuteliat lichide in sticle, care asigura automatizat procesul de umplere si inchidere. Masinile pot asigura introducerea lichidului la presiune atmosferica, izobarometric, cu suprapresiune de gaz sau sub vid.Dozatorul de nivel (Fig. 1)este un dispozitiv alcatuit din: corpul dozatorului (1) fixat la baza rezervorului de alimentare al masinii cu piulita (2) si mansonul metalic (3) liber sa culiseze pe portiunea cilindrica a corpului de umplere. Mansonul (3) este prevazut cu un centrator (4) pentru sticlele care sunt aduse pe rand la umplere, in interiorul corpului se gaseste o conducta de eliminare a aerului (5), care asigura comunicarea dintre spatiile de aer situate deasupra nivelului de lichid din rezervorul de alimentare a masinii si interiorul sticlei atasate la capul de dozare.Conducta are la partea inferioara o garnitura de etansare (6) care inchide sau deschide sectiunea de trecere a lichidului prin corpul dozatorului. Cand dozatorul nu are atasata sticla, arcul (7) mentine mansonul in pozitie inferioara, astfel ca sectiunea de curgere a lichidului din rezervor este obturata de garnitura de etansare. La ridicarea sticlei prin dispozitivul masinii de imbuteliat gatul ei se sprijina de centrator, ridicand mansonul, care comprima arcul (7), asigurand deschiderea sectiunii prin care lichidul va curge in sticla, iar aerul va trece prin conducta (5) in spatiul din rezervor pana la atingerea nivelului in sticla redat prin linia punctata b-b'. La coborarea sticlei, dupa scurgerea timpului necesar umplerii acesteia, mansonul deplasat de arc va inchide sectiunea de curgere a lichidului, fiind presat pe garnitura de etansare.
1 -corpul dozatorului;2 - piulita;3 - manson culisant;4 - centrator;5 - conducta de eliminarea aerului; 6 - garnitura de etansare;7 -arc;8 - rezervorul de alimentare.
Fig. 1.Dozator de nivel
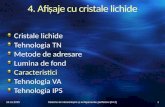
III.2.2 Dozatoare volumetriceDozatorul volumetric (Fig. 2) se compune dintr-un rezervor de alimentare (1), in care se gasesc mai multe cupe (2) cu un volum egal cu al produsului ce urmeaza sa fie dozat.Conducta (3), solidara cu cupa, are un robinet cep si la partea inferioara un centrator pentru gatul ambalajului Recipientul (6) este ridicat de platoul (7) sub actiunea tijei (8) a unui piston, determinand ridicarea ansamblului cupa de masura, conducta, robinet. Pentru a impiedica pierderile de lichid din rezervor, o garnitura fixata in aceasta etanseaza spatiul in care culiseaza conducta (3). Robinetul (4) deschide sau inchide scurgerea lichidului din cupa fiind actionat de un limitator. Un arc readuce cupa in pozitia initiala, la retragerea platoului cu ambalajul.Pentru functionarea normala a dozatorului, capatul superior al cupei de masura (2), la golirea acesteia, trebuie sa fie ridicat deasupra nivelului lichidului din rezervorul (1) cu 15-20 mm.a- pozitia initiala; b - pozitia de umplere:1 - rezervorul de alimentare; 2 - cupa de masura; 3 - conducta; 4 - robinet; 5 - centrator;6 ambalaj; 7 - platou; 8 - tija.Fig. 2. Dozator volumetricIII.2.3Dozatoare continue de debitPentru dozarea diferitelor materii prime sau auxiliare lichide, cum ar fi solutii de saramura, apa etc., se utilizeaza dozatoare de debit prevazute a asigura aportul acestora in cantitatile prevazute de retelele de fabricatie pentru fiecare sort de produs. Acestea fac parte din instalatiile dotate cu posibilitati de citire sau inregistrare a debitului masic sau volumetric si eventual a temperaturii acestuia (in cazul apei).Cele mai reprezentative instalatii sunt:-dozatoarele semiautomate;-dozatoarele automate.Dozatorul semiautomat reprezinta un vas cilindric (1) avand un indicator de nivel (2) si un termometru.Alimentarea cu lichidul care trebuie masurat se face prin conducta (4), iar evacuarea prin conducta de golire (S). Dozatorul poate fi utilizat si la amestecarea apei, in care caz alimentarea se face prin doua conducte, una de apa calda si alta de apa rece, prin intermediulrobinetelorcorespunzatoare. In acest dozator apa se poate incalzi si prin barbotare cu abur, introdusprintr-oconducta separata.Dozatorul automat permite masurarea (si inregistrarea) de precizie a cantitatii de lichid stabilite, fiind cuplat la un termoregulator pentru pregatirea lichidului la temperatura prescrisa. De la termoregulatorul (1), lichidul trece la debitmetrul cu elice (2). Debitmetrul este prevazut cu un dispozitiv de indicare al cantitatii prestabilite si masurate de lichid, precum si cu un ventil electromagnetic pentru inchiderea si deschiderea automata a alimentarii cu lichidul dozat. In cazul solutiei de sare sau al suspensiei de drojdie, dozatorul se racordeaza direct la conducta pe care se pompeaza aceste lichide.Pentru dozarea grasimilor fluidificate se utilizeaza instalatii similare a caror alimentare se face prin conducte incalzite cu abur, pentru a se mentine grasimea in stare fluida.III.2.4 Dozatorul cu ventil comandat electromagnetic Este utilizat la masinile de ambalat lapte in pungi din material plastic.Dozatorul DM-1 se compune dintr-un bazin (4), avand un racord de admisie a laptelui (6) si un tub de dozare (8). Atat admisia cat si dozarea se face prin intermediul unor ventile 7 si 9 actionate alternativ de electromagnetii (l) prin intermediul tijelor (2).
1 -electromagneti; 2-tije; 3 - resort; 4 - bazin; 5-plutitor;6 - racord de admisie;7,9- ventile de dozare; 8 - tub de dozare.
Fig.3Schema dozatorului DM-1Revenirea ventilelor in pozitia deshis asigura cu ajutorul a doua resorturi (3).In prima faza ventilul de admisie (7) este in pozitie deschisa, ventilul de dozare (9) este inchis, fiind tras in pozitia superioara de electromagnetul sau. Laptele patrunde prin conducta (6) in bazinul (4) al dozatorului, dupa care nivelul se stabilizeaza prin inchiderea orificiului la ridicarea plutitorului (5). Urmeaza deschiderea ventilului de dozare prin incetarea actiunii electromagnetului sau si inchiderea ventilului de admisie prin actionarea electromagnetului respectiv.Frecventa actiunii dozatorului este reglata de forma camei ce comanda alternativ electromagnetii.Pentru dozarea berii, bauturilor racoritoare a apei minerale sau a altor produse lichide sub presiune de gaz, se folosesc dozatoarele ce functioneaza sub presiune egala atat a lichidului din rezervorul de alimentare a masinii de umplut ambalaje (sticle, butoaie) cat si din ambalaje.Aceste aparate de umplere izobarometrica sunt dupa constructie prevazute cu sau fara robinete de comanda.
IV.MASINI SI UTILAJE PENTRU UMPLEREA AMBALAJELOR CU LICHIDEPentru umplerea buteliilor se folosesc masini rotative (Fig.4) avand un numar de dispozitive de umplere corespunzator cucapacitatea urmarita, fiecare butelie ajungand in contact cu cate un dispozitiv de umplere prin care se asigura echilibrarea presiunii prin introducerea de aer sau CO2, umplerea propriu-zisa si evacuarea aerului din sticla pe masura umplerii acesteia. Pentru acest scop, dispozitivul de umplere izobarometrica este prevazut cu trei canale functionale sau cu un numar mai redus, un canal putand prelua succesiv mai multe functii.IV.1 Dispozitivul de umplere izobarometrica a sticlelorMasinile de umplut sticle constau dintr-un rezervor de alimentare cu bere si din dispozitivele de umplere dispuse periferic. Buteliile de sticla spalate ajung prin intermediul unui transportor cu placi articulate si a unor stelute de leviere combinate cu dispozitive elicoidale de alimentare, la elementele de ridicare (pistoane cu platouri actionate pneumatic). Acestea asigura ridicarea sticlelor in cursul rotirii pana ce ajung in contact cu dispozitivele de umplere.
Fig. 4. Dispozitivul de umplere izobarometrica a sticlelor
IV.2 Dispozitiv de umplere cu robinet canaDispozitivul de umplere izobarofnetrica a sticlelor preintampina degajarea bioxidului de carbon din bere datorita spumarii pe durata umplerii.Partile componente ale dispozitivului sunt prezentate in figurile 5 si 6.Urmeaza umplerea prin cele trei operatiuni de egalizare a presiunii, umplerea propriu-zisa si eliminarea aerului, dupa care in continuarea rotirii, sticlele coboara din nou pana ce ajung la nivelul transportorului, unde cu ajutorul stelutei de deviere sunt dirijate spre masina de capsulat.1-carcasa robinetului; 2 - cep; 3 - pintenul robinetului -cep; 4 - conducte de aer; 5 - piesade mijloc; 6 -centrator pentru gatul sticlei;7 - conducta de umplere; 8 -ambalaj; 9 - platoul cilindrului de ridicare; 10 - garnitura decauciuc; 11 - suportul dispozitivului;12 - inchizator;13 -ventil de aer;a - sectiune; b - vedere laterala.Fig. 5.Dispozitiv de umplere cu robinet canaOrganele de umplere de tipul cu robinet cu trei canale comandate prin came (Fig. 5) prezinta neajunsuri prin uzura prematura si aparitia neetanseitatii la inchiderea celor trei canale, ceea ce conduce la limitarea productivitatii si scaderea calitatii produsului imbuteliat (in cazul berii, aceasta devine opalescenta).
IV.3 Dispozitiv de umplerefara robineteLa dispozitivul de umplere fara robinete (Fig. 6) este specific faptul ca lichidul patrunde in sticla prin curgere peliculara dea-lungul peretelui acesteia, iar aerul este evacuat prin conducta centrala.1-rezervor; 2 - caseta dispozitivului de umplere; 3 - carcasa resortului; 4-ghidaj;5 - tije ridicatoare; 6 - tub de umplere; 7 - resort de deschidere; 8 - resort de inchidere;9-ghidaj; 10 - cap de centrare a sticlei; 11- ghidajul capului de centrare;12 - supapa de descarcare (evacuare aaerului).Fig. 6. Dispozitiv de umplerefara robinete (sectiune)IV.4 Fazele dozarii lichiduluia fixarea sticlei pe dispozitiv; b deschiderea admisiei de aer sau CO2in sticla;c deschiderea lichidului din rezervor in sticla si evacuarea aerului;d inchiderea admisiei lichidului si coborarea sticlei:1 conducta de intrare aer sau CO2din rezervor in sticla;2 conducta intrare produs; 3 conducta iesire aer.Fig. 7Fazele dozarii lichiduluiIV.5 Instalatii de dozat si umplut bere in butoaieUmplerea berii in butoaie se efectueaza in mod asemanator cu cea a buteliilor de sticla, pe principiul izobarometric, cu deosebirea canuse aplica rotirea recipientelor si umplerea la nivel constant. Butoiul este adus pe un stativ cu orificiul in sus, dupa care se coboara dispozitivul de umplere, ce intra prin acesta pana aproape de fundul butoiului. Dispozitivele de dozare sunt deplasate manual sau hidraulic.In figura 8 sunt prezentate fazele umplerii butoaielor cu bere pe principiul izobarometric.
Fig. 8.Fazele umplerii butoaielor pe principiul izobarometricI.a deshiderea robinetului de aer; b- deschiderea robinetului de bere;c asezarea butoiului pe suport.II.introducerea aerului (sau Co2) din tancul de bere in butoi.III.a deschiderea ventilului de umplere; b introducerea aerului deasupra pistonului prin manevrarea manetei M; c intrarea berii in butoi concomitent cu evacuarea aerului din butoi in rezervorul masinii; d se urmareste aparitia berii in lanterna V, cand va fi extras elementul de umplere.IV.a inchiderea butoiului; b se scoate butoiul de sub aparat.Instalatiile moderne de umplere sunt prevazute cu tancuri de alimentare, presiunea berii din conducta regland, printr-un ventil cu membrana, operatiunile de egalizare a presiunii si de alimentare treptata cu bere pe masura umplerii butoiului. In unele cazuri ventilele de aer cu membrana au fost inlocuite cu ventile cu comanda independenta pe baza de diferente de presiune, berea ajungand in contact cu aerul numai in faza de echilibrare a presiunii.IV.6 Instalatia de dozare sub vidInstalatiile de dozare sub vid sunt folosite la imbutelierea produselor lichide sensibile la oxidari, pentru a le feri de contactul cu aerul.In figura 9 este reprezentata schema unei instalatii de dozare sub vid.1 -ambalaj; 2 -platou; 3 - garnitura de etansare; 4 - placa; 5 - rezervor; 6 - conducte de scurgere; 7 - centrator; 8 -pompa de vacuum; 9 - conducta; 10,11 - conducte de aer;12 - conducta de alimentare; 13-plutitor.Fig. 9.Instalatie de dozare sub vid
Umplerea sticlelor decurge in felul urmator: un transportor cu placi aduce ambalajele care sunt asezate pe platourile (2) ale masinii. Platourile actionate pneumatic ridica si fixeaza gatul sticlei prin centratorul inelar (7) la garnitura de cauciuc (3), impingand placa (4) si comprimand resortul de readucere. Lichidul alimentat prin conducta (12) in rezervorul (5) are mentinut nivelul constant prin plutitorul (13). Din rezervor lichidul curge in sticla prin conducta (6). Curgerea este activata de absorbtia aerului din sticla prin depresiunea realizata de pompa de vacuum (8) in instalatie.
BIBLIOGRAFIE1. BACOANU, Ana. Operaii i utilaje n industria alimentar. Iai: Universitatea Tehnic Gheorghe Asachi 1997.2. BANU, C., GEORGESCU, Gh., MRGINEAN, Gh., PASAT, Gh. D., DORIN, S.Cartea productorului i procesatorului de lapte. Bucureti : Editura Ceres, 2005.3. BANU, Constantin. Dicionar explicativ pentru tiin i tehnologie : Industrie alimentar : romn englez francez rus.Bucureti : Editura Academiei Romne, Comisia de Terminologie pentru tiinele exacte, AGIR, 2006.4.BANU, Constantin. Exploatarea, ntreinerea i repararea utilajelor din industria crnii. Bucureti : Editura Tehnic, 1990.5. BANU, Constantin. Manualul inginerului de industrie alimentar : Vol. 1. Bucureti : Editura Tehnic, 1998.6. BIBIRE, Luminia. Operaii i aparate : industria alimentar.Chiinu : Tehnica- Info, 2004.7. Bratu, E.: Operatii unitare in ingineria chimica, vol. 1-3, Ed. Tehnica, Bucuresti,1984-1985.8. Gavril, L.: Operaii unitare 1 note de curs 2008-2009, format electronic.9. Gavril, L.: Operaii unitare n industria alimentar i biotehnologii, Vol.1.2. Amestecarea,Universitatea din Bacu, 2001, format electronic.10. Gavril, L.:Transportul fluidelor Aplicaii n industria alimentar i biotehnologii, Ed.Tehnica-Info,Chiinu, 2002.11. Gavril, L., Zichil, V.:Bazele ingineriei n industria alimentar i biotehnologii Fenomene de transfer, Ed. Tehnica-Info, Chiinu,2000.12. Gavril, L.: Fenomene de transfer, vol. I-II, Ed. Alma Mater, Bacu,2000.13. LUCA, Ghe.:Operaii i utilaje din industria vinului, Editura Tehnic, Bucureti. 1997.14. PASAT, Gh. D,Utilaje i instalaii n industria alimentar. EdituraPrintech, Bucureti, 2005.15. PASAT, Gh. D.Operaii unitare n industria alimentar. Editura Printech, Bucureti,2007.16. PASAT, Gh. D.,Operaii n industria alimentar. Caiet de seminar i laborator. Editura Printech, Bucureti, 2004.17. RENESCU, Ioan. Operaii i utilaje n industria alimentar.Vol.1 i 2.Bucureti : Editura Tehnic,1971- 1972.18.RENESCU, Ioan. Lexicon- ndrumar pentru industria alimentar: tehnologii, operaii, procese i produse. Vol. 1: A- L. Bucureti : Editura Tehnic.19. STAN, C., CRCIUN,I. Operaii i utilaje n industria chimic.Bucureti : Editura Tehnic,1993.20. STOICA, Anicua. Operaii termice n industria alimentar. Bucureti : Politehnica Press, 2007.21. STROIA, Ion. Utilaje pentru industria alimentarfermentativ : Vol.1. Bucureti,1997.22. TELEOAC, R., PETCULESCU, E., ONOFREI,I. Procese i aparate n industria alimentar.Bucureti : Editura Didactic i Pedagogic,1993.23. VOICU, Gheorghe. Procese i utilaje pentru panificaie : curs. Bucureti: Editura Bren,1999.24.http://aspeckt.unitbv.ro/jspui/bitstream/123456789/52/1/Rezumat_teza%20Manescu.pdf25. http://www.scritub.com/economie/Ambalarea-i-implicaiile-ei-eco54521216.php26. http://www.creeaza.com/tehnologie/tehnica-mecanica/MASINI-SI-UTILAJE-PENTRU-DOZAR863.php27. http://www.masini-de-ambalat.ro/produse/masini_verticale_de_dozat_si_ambalat_255/pagina_2.html .