ş ă PROIECTAREA ECHIPAMENTELOR – DISPOZITIVELOR …. 08_Notiuni Dispo…Prof. Dr. Ing. Aurelian...
4
© Fiecare student poate realiza ntru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora. o singură copie a acestui material, numai pe Universitatea POLITEHNICA din Bucure ş ti Prof. Dr. Ing. Aurelian VI Ş AN , Conf. Dr. Ing. Nicolae IONESCU TEHNOLOGII SI ECHIPAMENTE DE FABRICARE ♦ Pentru uzul studen ţ ilor ♦ Partea a doua PROIECTAREA ECHIPAMENTELOR – DISPOZITIVELOR DE FABRICARE Capitolul 8 NO Ţ IUNI DEFINITORII PRIVIND DISPOZITIVELE DE FABRICARE ♦ Rezumat ♦ Bucure ş ti, UPB, Catedra TCM Capitolul 8 NO Ţ IUNI DEFINITORII PRIVIND DISPOZITIVELE DE FABRICARE 8. 1. DEFINIREA, ROLUL ŞI CONDI ŢIILE CERUTE DISPOZITIVELOR DE FABRICARE A. Definirea ş i rolul dispozitivelor de fabricare a. Conceptul de dispozitiv ş i defini ţ ia dispozitivului • Conceptul de dispozitiv Termenul de „dispozitiv” are un înţ eles complex. Pentru înţ elegerea conceptului de „dispozitiv” trebuie precizat că pentru realizarea orică rei activit ăţ i umane problemele care se pun şi r ăspunsurile sunt: 1. Ce facem ?, O activitate oarecare, chiar ş i un produs. Este ş tiut că „produsul” se define ş te ca fiind „rezultat al oric ărei activit ăţ i sau proces”; 2. Cum facem ?, Conform unui „plan” sau mai concret pe baza unei „tehnologii”; 3. Pe ce facem ceea ce ne propunem ?, Pe un utilaj, sau „ maşină unealt ă”; 4. Cu ce facem ?, Cu mijloace de fabricare, denumite de obicei „scule”; 5. Cum facem să ne „uş ur ăm” munca, mai ales când aceasta este repetabil ă ? Folosim anumite echipamente denumite „dispozitive”. Exemple : − Patentul , care ţ ine loc de menghină şi care ne uş urează munca când pilim o sârmă acasă; − Clema , care ţ ine părul strâns în coc; − Cricul , care ajut ă la ridicarea maşinii, pentru schimbarea roţ ilor etc. În sistemele tehnice , dispozitivul este un element component al acestora care realizează anumite funcţ ii, precum: − Prinderea , adică pozi ţ ionarea, orientarea şi fixarea, sculelor sau pieselor, la opera ţ iile de fabricare, adică de prelucrare, de inspecţ ie, de asamblare sau manipulare; − Prelucrarea – Generarea unor suprafeţ e complexe; − Divizarea , în cazul fabricării - prelucrării, inspecţ iei, asambl ării etc., unor suprafeţ e multiple etc. • Defini ţ ia dispozitivului Dispozitivul se defineş te, în caz general , conform DEX, ca fiind „ansamblu de piese legate între ele într-un anumit fel (de obicei imobil), care îndeplineş te o funcţ ie bine determinat ă într-un sistem tehnic”. Defini ţ ia dispozitivului utilizat în sistemele tehnologice de fabricare poate fi „sistem tehnic constituind o unitate din punct de vedere constructiv-func ţ ional, care stabile şte ş i menţ ine pozi ţ ia ş i orientarea produselor, sculelor sau altor mijloace de fabricare ş i care poate prelua şi alte funcţ ii ale maş inii sau operatorului uman”.
Transcript of ş ă PROIECTAREA ECHIPAMENTELOR – DISPOZITIVELOR …. 08_Notiuni Dispo…Prof. Dr. Ing. Aurelian...

© Fiecare student poate realiza ntru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora. o singură copie a acestui material, numai pe
Universitatea POLITEHNICA din Bucureşt i
Prof. Dr. Ing. Aurelian VIŞAN, Conf. Dr. Ing. Nicolae IONESCU
T E H N O L O G I I S I E C H I P A M E N T E D E F A B R I C A R E
♦ Pent ru uzu l s tuden ţ i l o r ♦
Par tea a doua PROIECTAREA ECHIPAMENTELOR – D ISPOZIT IVELOR
DE FABRICARE
C a p i t o l u l 8
N OŢ I U N I D E F I N I T O R I I P R I V I N D D I S P O Z I T I V E L E D E F A B R I C A R E
♦ Rezumat ♦
Bucureşti, UPB, Catedra TCM
C a p i t o l u l 8 N OŢ I U N I D E F I N I T O R I I P R I V I N D D I S P O Z I T I V E L E
D E F A B R I C A R E
8.1. DEFINIREA, ROLUL ŞI CONDIŢIILE CERUTE DISPOZITIVELOR DE FABRICARE
A. Definirea ş i rolul dispozitivelor de fabricare
a. Conceptul de dispozit iv ş i def iniţ ia d ispozit ivului
• Conceptul de dispozit iv
Termenul de „dispozitiv” are un înţeles complex. Pentru înţelegerea conceptului de „dispozitiv” trebuie precizat că pentru realizarea oricărei activităţi umane problemele care se pun şi răspunsurile sunt: 1. Ce facem ?, O activitate oarecare, chiar şi un produs. Este ştiut că „produsul”
se defineşte ca fiind „rezultat al oricărei activităţi sau proces”; 2. Cum facem ?, Conform unui „plan” sau mai concret pe baza unei
„tehnologii”; 3. Pe ce facem ceea ce ne propunem ?, Pe un utilaj, sau „maşină unealtă”; 4. Cu ce facem ?, Cu mijloace de fabricare, denumite de obicei „scule”; 5. Cum facem să ne „uşurăm” munca, mai ales când aceasta este repetabilă ?
Folosim anumite echipamente denumite „dispozitive”. Exemple: − Patentul, care ţine loc de menghină şi care ne uşurează munca când
pilim o sârmă acasă; − Clema, care ţine părul strâns în coc; − Cricul, care ajută la ridicarea maşinii, pentru schimbarea roţilor etc.
În sistemele tehnice, dispozitivul este un element component al acestora care realizează anumite funcţii, precum: − Prinderea, adică poziţionarea, orientarea şi fixarea, sculelor sau pieselor, la
operaţiile de fabricare, adică de prelucrare, de inspecţie, de asamblare sau manipulare;
− Prelucrarea – Generarea unor suprafeţe complexe; − Divizarea, în cazul fabricării - prelucrării, inspecţiei, asamblării etc., unor
suprafeţe multiple etc. • Definiţ ia d ispozit ivului
Dispozitivul se defineşte, în caz general, conform DEX, ca fiind „ansamblu de piese legate între ele într-un anumit fel (de obicei imobil), care îndeplineşte o funcţie bine determinată într-un sistem tehnic”. Definiţia dispozitivului utilizat în sistemele tehnologice de fabricare poate fi „sistem tehnic constituind o unitate din punct de vedere constructiv-funcţional, care stabileşte şi menţine poziţia şi orientarea produselor, sculelor sau altor mijloace de fabricare şi care poate prelua şi alte funcţii ale maşinii sau operatorului uman”.

Prof. Dr. Ing. Aurelian VIŞAN, Conf. Dr. Ing. Nicolae IONESCU, Capitolul 8.
Tehnologii şi Echipamente de Fabricare, Noţiuni definitorii privind dispozitivele de fabricare - Rezumat 2
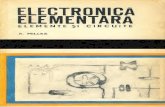
b. Locul dispozitivelor în sistemele tehnologice de fabricare Locul dispozitivului în cadrul sistemelor tehnologice de fabricare poate fi evidenţiat pe baza unui model mai general al sistemului tehnologic de fabricare, precum cel prezentat în continuare
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora.
Pe baza modelului rezultă locul dispozitivului şi rolul acestuia într-un sistem tehnologic de fabricare, prin legăturile de intercondiţionare reciprocă dintre elementele componente.
c . R o l u l ş i i n f l u e n ţ a u t i l i z ă r i i d i s p o z i t i v e l o r a s u p r a u n o r indicatori tehnico economici ai proceselor de fabricare
Utilizarea dispozitivelor în STF are o influenţă mare asupra următorilor indicatori tehnico - economici:
I. Creşterea preciziei fabricării pieselor, prin realizarea următoarelor condiţii: 1. Eliminarea erorilor de trasaj şi de verificare a poziţiei piesei în raport cu
traiectoriile mijloacelor de lucru – scule, palpatoare etc.; 2. Păstrarea - menţinerea constantă a condiţiilor de generare-prelucrare,
măsurare, asamblare sau manipulare, care facilitează interschimbabilitatea pieselor fabricate;
3. Diminuarea sau eliminarea vibraţiilor din procesele de prelucrare, măsurare, asamblare şi manipulare, cu avantaje foarte mari asupra creşterii preciziei de prelucrare (a dimensiunilor, formei macro şi microgemetrice, poziţiei relative etc.), de măsurare – inspecţie, de asamblare sau de manipulare;
II. Creşterea productivităţii muncii, prin realizarea următoarelor condiţii: 1. Eliminarea totală a operaţiilor de trasare, care sunt scumpe deoarece solicită
mult timp şi operatori cu înaltă calificare; 2. Eliminarea verificării poziţionării şi orientării piesei şi reducerea timpilor
auxiliari; 3. Suprapunerea timpilor auxiliari şi a timpilor de bază şi reducerea timpilor pe
bucată; 4. Micşorarea timpilor de fixare – desfacere; 5. Reducerea timpilor de bază prin aplicarea unor regimuri mai intense datorită
posibilităţilor de strângere a pieselor cu forţe mai mari: 6. Reducerea timpilor de asamblare şi montaj, prin micşorarea sau eliminarea
timpilor pentru ajustările suplimentare şi potriviri; 7. Creşterea productivităţii prin cele două căi şi anume:
− Creşterea numărului de piese fabricate în aceeaşi durată de timp, respectiv:
tNQQ
dat
maxmax ==
−
;
Reducerii timpului de fabricare la acelaşi număr de piese, respectiv:
tQQ
mi
N
n
datmax ==
III.
.
Îmbunătăţirea condiţiilor de muncă ale operatorilor, prin: 1. Reducerea efortului fizic şi intelectual, cerut de poziţionarea şi orientarea
pieselor; 2. Reducerea consumului de energie musculară, prin mecanizarea sau chiar
automatizarea strângerii şi desfacerii pieselor; 3. Asigurarea protecţiei muncii pentru operatori, prin dotarea dispozitivelor cu
sisteme de protecţia muncii.
Utilaj de fabricare
Mijloc de fabricare Proces de fabricare Piesa de fabricat
Dispozitiv de fabricare
Verificator
Figura 8.1. Model pentru un sistem tehnologic de fabricare

Prof. Dr. Ing. Aurelian VIŞAN, Conf. Dr. Ing. Nicolae IONESCU, Tehnologii şi Echipamente de Fabricare, Noţiuni definitorii privind dispozitivele de fabricare - Rezumat Capitolul 8.
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora.
3
IV. Reducerea investiţiilor, prin: 1. Adaptarea maşinilor existente pentru realizarea de produse noi; 2. Modernizarea maşinilor existente; 3. Schimbarea destinaţiei şi reutilizarea unor M-U depreciate fizic şi moral.
V. Obţinerea unor dezavantaje, legate în special de: 1. Reducerea în anumite situaţii a rigidităţii sistemelor tehnologice, care poate
impune scăderea forţelor de lucru, prin micşorarea regimurilor şi, pe această bază, a productivităţii;
2. Creşterea costului fabricării, prin realizarea unor cheltuieli de proiectare şi realizare a dispozitivelor, îndeosebi în cazul utilizării dispozitivelor specializate şi în mod deosebit a dispozitivelor speciale.
B. Condi ţ i i le tehnico-economice impuse dispozit ivelor
Principalele condiţii tehnico – economice pe care trebuie să le îndeplinească dispozitivele sunt:
I. Condiţii tehnice, referitoare la:
1. Precizia reazemelor şi a celorlalte elemente componente; 2. Rigiditatea reazemelor şi a celorlalte elemente componente, pentru a nu se
deforma; 3. Uşurarea şi simplificarea manevrelor;
II. Condiţii economice, privind:
1. Costul dispozitivelor, care impune condiţia de a fi ieftine; 2. Reducerea timpilor auxiliari;
III. Condiţii de protecţia muncii, referitoare la:
3. Reducerea efortului operatorului la prinderea şi desprinderea pieselor; 4. Existenţa unor sisteme de protecţia muncii.
8.2. CLASIFICAREA DISPOZITIVELOR DE FABRICARE
Principalele criterii şi categorii de dispozitive asociate acestora sunt considerate cele ce urmează.
I. În funcţie de natura operaţiei tehnologice, există următoarele categorii:
1. Dispozitive de prelucrare; 2. Dispozitive de asamblare şi montaj; 3. Dispozitive de inspecţie – măsurare; 4. Dispozitive de automatizare - manipulare şi transport.
II. Din punct de vedere al activităţii tehnologice pe care o realizează, cele 4 categorii de dispozitive se clasifică în:
• Dispozitivele de prelucrare pot fi: 1. Dispozitive de prindere: a sculelor, a pieselor, a altor componente ale STF; 2. Dispozitive de divizare; 3. Dispozitive de manipulare; 4. Dispozitive de generare.
• Dispozitivele de inspecţie - măsurare pot fi: 1. Dispozitive pentru măsurarea dimensiunilor liniare sau unghiulare 2. Dispozitive pentru măsurarea formei macrogeometrice; 3. Dispozitive pentru măsurarea formei microgeometrice; 4. Dispozitive pentru măsurarea poziţiei relative etc. La fel se pot clasifica şi dispozitivele de asamblare şi cele de manipulare. !!!
III. În funcţie de tipul procedeului prin care se realizează operaţia de prelucrare, dispozitivele de prindere, de divizare, de manipulare şi de generare pot fi : 1. Dispozitive de găurit; 2. Dispozitive de strunjit; 3. Dispozitive de frezat; 4. Dispozitive de mortezat. 5. Dispozitive de rectificat.
IV. Din punct de vedere al modului de acţionare, există
1. Dispozitive cu acţionare manuală; 2. Dispozitive cu acţionare mecanizată, respectiv:
− Dispozitive cu acţionare mecanică; − Dispozitive cu acţionare pneumatică; − Dispozitive cu acţionare hidraulică; − Dispozitive cu acţionare mecanohidraulică; − Dispozitive cu acţionare pneumohidraulică; − Dispozitive cu acţionare cu vacuum; − Dispozitive cu acţionare electromecanică; − Dispozitive cu acţionare magnetică; − Dispozitive cu acţionare electromagnetică etc.

Prof. Dr. Ing. Aurelian VIŞAN, Conf. Dr. Ing. Nicolae IONESCU, Capitolul 8.
Tehnologii şi Echipamente de Fabricare, Noţiuni definitorii privind dispozitivele de fabricare - Rezumat
© Fiecare student poate realiza o singură copie a acestui material, numai pentru uzul personal. Orice altă multiplicare / utilizare fără acordul autorului contravine legilor dreptului de autor / copyright şi poate fi pedepsită în baza acestora.
4
V. În funcţie de gradul de automatizare, există
1. Dispozitive neautomate; 2. Dispozitive semiautomate; 3. Dispozitive automate.
VI. Din punct de vedere al tipului constructiv, există
1. Dispozitive în construcţie clasică, respectiv; − Dispozitive în construcţie laminată şi asamblată; − Dispozitive în construcţie sudată; − Dispozitive în construcţie turnată etc.
2. Dispozitive în construcţie modulară, şi anume: − Dispozitive cu canale T; − Dispozitive cu găuri etc.
VII. În funcţie de gradul de universalitate, există:
1. Dispozitive universale, recomandate pentru producţia individuală şi de serie mică;
2. Dispozitive specializate, care pot fi − Dispozitive modulate, recomandate pentru producţia individuală şi de
serie mică; − Dispozitive clasice cu acţionare manuală, recomandate pentru
producţia de serie mică şi mijlocie; − Dispozitive clasice cu acţionare mecanizată, recomandate pentru
producţia mijlocie şi de serie mare; 3. Dispozitive speciale, care pot fi
− Dispozitive clasice cu acţionare manuală, recomandate pentru producţia mijlocie şi de serie mare;
− Dispozitive clasice cu acţionare mecanizată, recomandate pentru producţia de serie mare şi de masă.
VIII. Din punct de vedere al numărului de piese fabricate simultan, există:
1. Dispozitive pentru o singură piesă; 2. Dispozitive pentru o mai multe piese.
IX. În funcţie de modul de instalare, există:
1. Dispozitive cu instalarea piesei în dispozitiv; 2. Dispozitive cu instalarea dispozitivului pe piesă.
X. Din punct de vedere al mişcărilor realizate de dispozitive, există: 1. Dispozitive statice; 2. Dispozitive în mişcare de rotaţie; 3. Dispozitive în mişcare de rotaţie alternativă; 4. Dispozitive în mişcare de translaţie; 5. Dispozitive în mişcare de translaţie alternativă; 6. Dispozitive cu mişcare complexă.
8.3. STRUCTURA DISPOZITIVELOR DE FABRICARE
Principalele grupe de elemente componente care se pot găsi în structura diferitelor dispozitive de fabricare sunt:
1. Elemente pentru poziţionarea şi orientarea pieselor, denumite reazeme principale sau auxiliare singulare;
2. Elemente pentru asigurarea contactului pieselor cu reazemele;
3. Elemente pentru fixarea pieselor în dispozitiv;
4. Elemente de tip mecanisme pentru poziţionarea, orientarea şi fixarea pieselor;
5. Elemente pentru rigidizarea pieselor, denumite reazeme suplimentare;
6. Elemente pentru indexare sau divizare şi blocarea dispozitivului;
7. Elemente pentru reglarea sau/şi ghidarea mijloacelor de lucru;
8. Elemente de sprijin, care constituie corpul dispozitivului;
9. Elemente pentru asigurarea legăturii cu corpul dispozitivului;
10. Elemente pentru echilibrarea dispozitivului;
11. Elemente pentru antrenarea sau realizarea mişcărilor dispozitivului;
12. Elemente pentru scoaterea sau aruncarea pieselor;
13. Elemente pentru mecanizarea şi automatizarea dispozitivului;
14. Elemente pentru asamblarea dispozitivului;
15. Elemente pentru asigurarea legăturii, poziţiei şi orientării cu utilajul-maşina de fabricare;
16. Elemente pentru protecţia operatorului;
17. Elemente pentru manevrarea şi transportul dispozitivelor
Observaţii
− Cele 17 grupe de elemente nu se pot regăsi simultan în structura aceluiaşi dispozitiv considerat;
− În structura celor mai multe dispozitive, elementele din grupele 1, 2, 3, 7, 8, 9, 13, 14, 15, 16 şi 17 se regăsesc cel mai des;
− Celelalte elemente se regăsesc în structura unor dispozitive la care se impun condiţii specifice care necesită prezenţa acestora.