Referat Final TG- Conservarea Carnii

If you can't read please download the document
-
Upload
creatza102 -
Category
Documents
-
view
717 -
download
10
Transcript of Referat Final TG- Conservarea Carnii
Tehnologii de conservare a produselor din carne
Student:Balteanu Rodica-Elena Specializarea:CEPA Anul:III Grupa:4301
GENERALITATI:
Carnea alaturi de alte alimente de origine animala aduce o valoroasa contributie inalimentatia omului ,este considerata un aliment de mare pret datorita proprietatilor organoleptice si proteice,este frecvent privita ca fiind un aliment central in jurul caruia graviteaza celelalte sortimente alimentare. Chiar daca valoarea nutritiva a acesteia nu este disputata nici la nivel stiintific si nici popular, se poate spune totusi ca nu reprezinta o componenta esentiala in alimentatie insa lipsa completa a produselor animale necesita cunostinte dezvoltate in nutritie. In tarile industrializate s-a ridicat o serie de de probleme privind consumul crescut de grasimi saturate si reducerea riscului de contaminare a carnii pe tot parcursul fluxului de la taierea anumalului pana la comercializarea acesteia fie in stare bruta sau produs procesat. O problema prioritara in ceea ce priveste comercializarea in industria alimentara a carnii este reprezentata de prospetimea produsului comercializat. Pentru asigurarea acestui factor s-au utilizat frecvent procedee de conservare aplicate doar produselor in stare absoluta de prospetime deoarece tehnologiile de conservare nu au ca rezultat reversibilitatea proceselor alterative incipiente sau profunde fie ele produse ale unor factori microbiologici sau fizici. Conservarea produselor alimetare indiferent daca sunt sau nu de origine animala constituie o veriga importanata in asigurarea calitati acestora si au in vedere fie prelungirea duratei de valabilitate, fie modificarea caracteristicilor organeoleptice.
In principal metodele de conservare se impart in urmatoarele grupe si anume: conservarea prin metode fizice: -prin actiunea caldurii: fierbere clasic (100C); sterilizare apertizare (110...140C); UHT; refrigerarea prin scderea temperaturii la 0...3C; congelare; supracongelare. -prin radiatii ionizante: electroni accelerai; raze i X; radiaii ultraviolete; conservarea prin metode fizico-chimice: - reducerea coninutului de ap: uscare i uscare-afumare; deshidratare; liofilizare. conservarea prin metode chimice: - folosirea antisepticelor lichide sau gazoase: alcooli; acizi; conservani chimici. -protecie prin ncorporare, nglobare de inhibitori: srare uscat i umed; conservare n saramur; conservare cu zahr; conservare n oet(marinare); fermentaie (produse lactate).
CONSERVAREA PRIN METODE FIZICE Agentii fizici folositi frecvent la conservarea carnii sunt frigul si caldura. Frigul se aplica in special in procesele de refrigerare si congelare a carnii, iar caldura se aplica in special in procesele de fierbere, pasteurizare, sterilizare etc., unele procedee tehnologice (ex.: deshidratarea carnii) pot fi realizate fie prin aplicarea caldurii (uscarea obisnuita), fie prin aplicarea frigului (uscarea prin sublimare). De asemenea se pot folosi pentru sterilizare curenti alternativi de inalta frecventa care produc incalzire. PRINCIPIILE CONSERVARII CARNII PRIN FRIG Conservarea carnii prin frig se bazeaza pe actiunea frigului asupra microorganismelor ce se comporta diferit la frig. Unele din ele, dupa o mentinere indelungata la temperaturi scazute, pierd capacitatea de a se dezvolta, altele nu. Astfel bacilii coli si proteus dupa mentinerea lor 12 luni la -;80C isi pierd complet vitalitatea si chiar daca sunt adusi in conditii optime de dezvoltare nu se mai dezvolta. Bacteriile sporogene isi pierd din vitalitate prin mentinere la frig, dar readuse in conditii normale ele incep sa se dezvolte. Factorii care influenteaza racirea produselor Racirea produselor este influentata de urmatorii factori: -natura produsului care se raceste; -aspectul suprafetei; -forma si dimensiunile lineare ale produsului; -proprietatile mediului de racire.
Dintre proprietatile mediului de racire se mentioneaza: starea de agregare a mediului, caracterul si viteza de miscare, proprietatile fizice ale mediului (capacitatea calorica, conductibilitatea calorica, viscozitate etc.), diferenta dintre temperatura produsului si a mediului. In mod practic, importanta principala o au urmatorii factori: starea de agregare a mediului, viteza miscarii lui si diferenta de temperatura dintre mediu si produs. Durata racirii este cu atat mai mica cu cat diferenta de temperatura intre produs si mediu este mai mare. Aceasta diferenta poate fi dirijata prin scaderea temperaturii mediului, insa este conditionata in primul rand de influenta pe care o poate avea asupra calitatii produsului si in al doilea rand de criterii economice. Durata racirii in functie de produs este cu atat mai mica, cu cat raportul intre suprafata si volum este mai mare. La corpurile in forma de placa acest raport este cel mai convenabil. Acest raport se poate realiza prin parcelarea carnii in bucati cu suprafete drepte, avand dimensiunile si formele cerute de necesitatile practice si posibilitatile tehnice. Mediul de racire. Agentul intermediar care preia caldura din produs si o cedeaza aparatelor de racire este considerat mediu de racire. Drept mediu de racire poate servi: aerul, unele gaze ( bioxid de carbon), apa, solutiile apoase ale unor saruri (clorura de sodiu, clorura de calciu etc.), precum si anumite corpuri solide care pot fi metalice sau geluri solide. Alegerea mediului de racire este determinata atat de posibilitatile tehnice cat si de influenta pe care o poate avea asupra produsului.
Aerul, desi este mediul de racire cel mai raspandit, aplicarea lui fiind cea mai convenabila din punct de vedere tehnic, prezinta totusi unele dezavantaje: coeficient de transmitere a caldurii mic, prin actiune indelungata asupra produsului determina modificari nedorite (oxidarea grasimii, evaporarea apei si deci scazamant, modificarea aromei in straturile superficiale ec.). Aerul transporta umiditatea din produs la aparatele de racire. Aerul rece in contact cu carnea se incalzeste incat absoarbe usor umiditatea. Elasticitatea vaporilor de apa la suprafata carnii este mai mare decat elasticitatea in aerul inconjurator, din care cauza se formeaza un curent continuu de aer care preia umiditatea si o duce in mediul inconjurator. Scazamantul este cu atat mai mare cu cat este mai mare diferenta intre entalpii si cu cat este mai mica diferenta de temperatura. Deci scaderea temperaturii micsoreaza scazamantul. Scazamantul este favorizat si de viteza de circulatie a aerului si de aceea trebuie gasita viteza optima de circulatie a aerului pentru obtinerea de scazaminte minime de asemenea este influentat si de durata procesului de racire. El poate fi redus prin marirea umiditatii aerului. Acest lucru creeaza insa conditii favorabile dezvoltarii microorganismelor, mai ales in cazul refrigerarii; in cazul congelarii, acest lucru este impiedicat de temperatura scazuta. Depozitarea produsului in aer prea umed, avand o temperatura mai ridicata decat a produsului, da loc la condensari de vapori de apa (bruma). Gazele au un coeficient de transmitere a caldurii mult mai mare decat aerul. Mediul de racire sub forma de vapori se formeaza prin evaporarea agentului frigorific in incaperea unde are loc racirea. Un astfel de mediu il constituie bioxidul de carbon in stare solida folosit sub denumirea de gheata carbonica.
Caldura de sublimare a ghetii carbonice este de 137kcal/kg. Temperatura de evaporare este de -;78,90C. In aceleasi conditii de temperatura durata racirii cu vapori de bioxid de carbon este mai mica decat in cazul unei raciri obisnuite avand ca agent de racire aerul. Apa in forma naturala nu poate fi folosita decat la temperaturi ce depasesc 00C. Solutiile apoase de saruri au o putere de racire mai mare decat apa, dar au dezavantajul ca, venind in contact cu produsul, produc unele modificari de aspect si de gust in stratul superficial al acestuia. Solutiile de saruri mai au dezavantajul ca, venind in contact cu suprafetele metalice ale instalatiei si conductelor de racire, provoaca corodarea acestora. Mediile de racire solide pot fi metalice sau geluri solide. Metalele servesc drept mediu de racire in cazul cand racirea se face cu ajutorul unor placi metalice sau tuburi racite la interior, si care vin in contact cu produsul. In acest scop sunt folosite metale cu o buna conductibilitate calorica, cu greutate specifica mica cu o buna rezistenta la coroziune si care sa nu dauneze deloc produsului. Raspandirea cea mai mare, pentru calitatile sale, a luat-o otelul indoxidabil. In toate cazurile, racirea se poate face fie prin contact direct cu mediul de racire (aer, lichid, solid), fie fara contact direct, produsul respectiv fiind preambalat. Racirea prin contact direct este cea mai simpla, transmisia caldurii facandu-se direct la mediul de racire; dezavantajele acestei metode sunt scazamintele mari care se realizeaza si unele modificari organoleptice. Racirea produsului preambalat, imbunatateste simtitor starea igienico-sanitara a acestuia si reduce scazamintele; dezavantajul metodei este insa marirea duratei de racire a produselor, determinata de conductivitatea scazuta a ambalajului plastic.
Circulatia mediului de racire. Pentru uniformizarea regimului de temperatura si umiditate din incaperea in care racirea se face cu aer, este necesar ca acesta sa fie pus in miscare. Miscarea aerului are de asemenea rolul de a mari transmisia de caldura a produsului si de a impiedica dezvoltarea mucegaiului. Distribuirea aerului se poate face prin: -canale de aer ce pot fi asezate in incapere uniform, sub tavan, aerul incalzit fiind eliminat prin canale de absorbtie. -prin injectoare unde se folosesc ventilatoare cu orificii speciale asezate fie sub tavan, fie in alta parte a camerei. Primenirea si purificarea aerului. Intrucat produsele supuse racirii sau pastrarii la rece elimina vapori si gaze, care fie ca produc un miros de statut, fie ca favorizeaza dezvoltarea microflorei, este necesar ca aerul sa fie primenit sau purificat periodic ce se realizeaza cu ajutorul ventilatiei si al filtrelor de purificare. Refrigerarea carnii Refrigerarea este procesul de racire al unui produs pana in apropierea punctului de inghetare al acestuia. In cazul carnii, aceasta se considera refrigerata atunci cand in centrul carcasei sau al bucatii celei mai groase se obtine o temperatura cuprinsa intre +4 si 00C. Prin aceasta racire se reduce procesul de dezvoltare a microflorei banale, care in conditii favorabile ar duce la descompunerea putrifica a carnii. Procesul stabilizator al frigului este favorizat si de pelicula de acoperire care se formeaza pe suprafata carnii in timpul refrigerarii.
In timpul refrigerarii carnii, activitatea enzimelor din carne continua, procesele autolitice urmandu-si cursul lor. Dupa 24 ore procesul de rigiditate musculara inceteaza, iar carnea incepe sa capete proprietatile organoleptice specifice inceputului maturarii. Materia prima supusa refrigerarii trebuie sa fie foarte proaspata si prelucrata, in abator, in conditii perfecte de igiena si tehnologie. Viteza de refrigerare a carnii este proportionala cu diferenta de temperatura dintre carne si mediul inconjurator in functie de forma si dimensiunile produsului, de capacitatea lui termica si de viteza aerului. Ca urmare a evaporarii umiditatii, pe suprafata carnii se formeaza pelicula de uscare care, contribuie la inhibarea activitatii microorganismelor. Tehnica refrigerarii carnii Refrigerarea carnii de bovine, porcine si ovine se face in tunele sau in camere de refrigerare prevazute cu linii aeriene montate la o distanta convenabila si anume: 0,7 m de la perete si 0,9 m intre linii, in camerele de refrigerare a carnii de bovine; 0,7 m intre linii in camerele de refrigerare a carnii de porcine si ovine. Liniile trebuie sa fie astfel calculate ca sa suporte greutatea incarcarii pe metrul liniar, plus greutatea carligelor si carucioarelor, plus greutatea proprie. In mod obisnuit pe un metru liniar de linie se pot incarca 2-3 jumatati de carcase de bovine sau 3-4 jumatati de carcase de porcine, reprezentand: la bovine o greutate de circa 280 kg, la porcine de 200 kg, iar la ovine de 180 kg. Transportul carnii din sala de taiere la frigorifer se face cu carlige cu role. Inaltimea la care se monteaza linia este de 4,2 m la refrigerarea carnii de bovine in jumatati si de 2,35 m kg refrigerarea carnii de bovine in sferturi sau a carnii de porcine in jumatati. Pentru refrigerarea subproduselor si a pasarilor se folosesc carucioare cu stelaje cu cuier sau cu stelaje aeriene.
Pentru produsele neambalate cele mai indicate aparate de racire sunt racitoarele cu aer umed, iar pentru produsele ambalate elementele de perete. Inainte de inceperea lucrului se verifica starea de curatenie a incaperii si a utilajelor, pentru a preveni raspandirea mucegaiurilor incaperile se dezinfecteaza periodic, se verifica daca carligele sunt cositorite. In momentul introducerii carnii la refrigerat se noteaza temperatura camerei. Pe unele carcase se pun etichete cu ora cand au fost introduse la refrigerat si se aseaza in asa fel incat de pe culoarul de trecere sa se poata controla durata racirii. Intre carcase trebuie sa existe o distanta de 5 cm ca sa nu se atinga si sa lase loc pentru aer (in locurile in care carcasele se ating una de alta carnea pierde culoarea normala, aparand pete rosii). Toate carcasele trebuie refrigerate uniform. Interiorul carcasei trebuie orientat spre curentul de aer. Metode de refrigerare n funcie de natura i caracteristicile finale ale produsului precum i de scopul urmrit, refrigerarea se poate realiza prin una dintre urmtoarele metode principale: -refrigerarea cu aer rcit; - refrigerarea cu ap rcit; - refrigerarea cu ghea de ap. Indiferent de metoda aplicat, un proces de refrigerare poate fi caracterizat din punct de vedere al intensitii de rcire prin viteza de rcire. Aceasta se definete, pentru produsele alimentare solide sau lichide dar care nu curg n timpul rcirii, prin raportul dintre scderea temperaturii centrului termic al produsului i intervalul de timp necesar acestei scderi.
Cum ns procesul de refrigerare, ca de altfel orice proces de rcire; este un proces tipic nestaionar de transfer de cldur, nsi definiia vitezei de rcire este deficitar. Din aceste motive, se accept drept criteriu de comparaie a intensitii proceselor de refrigerare viteza de rcire global definit ca raportul dintre scderea total a temperaturii medii a produsului(diferena dintre temperatura medie iniial i medie final) i durata total a procesuluide refrigerare. Un proces de refrigerare se poate considera terminat atunci cnd temperatura m e d i e a p r o d u s u l u i s u p u s r c i r i i a a t i n s v a l o a r e a t e m p er a t u r i i l a c a r e u r m e a z a f i depozitat sau valoarea temperaturii necesare prelucrrii ulterioare refrigerrii propriu-zise. Refrigerarea cu aer rcit Refrigerarea cu aer rcit este metoda cea mai rspndit datorit n primul rnd a faptului c este pretabil marii majoriti a produselor alimentare.Indiferent de natura i caracteristicile produselor supuse rcirii i de sistemulc o n s t r u c t i v u t i l i z a t , u n s p a i u d e r e f r i g er a r e c u a er c u p r i n d e n e s e n u r m t o ar e l e elemente: a) o incint izolat termic; b) produse alimentare supuse rcirii; c) schimbtorul de cldur n care este rcit aerul (vaporizatorul i n s t a l a i e i frigorifice aferente, rcitorul de aer cu agent intermediar .a.). d) circulaia aerului ntre rcitor-produse-rcitor. A e r u l , l a t r e c e r e a p e s t e r c i t or u l d e a e r, i s c a d e t e m p e r a t ur a i i r e d u c e umiditatea absolut, iar la trecerea peste produse se nclzete i se umidific.Procesul de refrigerare se poate realiza: -n mod discontinuu (n arje), caz n care spaiul de rcire este ncrcat cu produsele calde care rmn n poziie fix pn la terminarea procesului de refrigerare;
-n mod continuu, c a z n c a r e n s p a i u l d e r c i r e s u n t i n t r o d u s e c o n t i n u u produsele calde care parcurg spaiul rcit (perioada de timp n care sunt refrigerate) i tot n mod continuu sunt evacuate produsele deja refrigerate; -n mod semicontinuu, caz n care la anumite intervale de timp sunt introduse n spaiul rcit produse calde i concomitent evacuate produsele deja refrigerate.
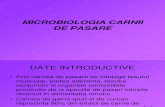
Imag 1. Seciunea longitudinal n plan vertical printr-un tunel de refrigerare cu circulaia aerului predominant longitudinal:1- rcitor de aer; 2 electroventilator; 3- spaiu frigorific izolat termic;4 rastele, stelaje, containere etc; 5 tavan fals;6 icane pentru evitarea baipasrii aerului;7 tav de scurgere a apei de la decongelarea rcitorului de aer.
Depozitarea carnii refrigerate Carnea refrigerata se pastreaza in camere frigorifere prevazute cu linii aeriene inalte 22,35 m, cu distanta intre linii de 0,7-0,8 m si cu acelasi grad de incarcare ca in tunelele de refrigerare. Sistemele de racire din camerele de pastrare a carnii sunt prevazute cu racitoare de aer cu viteze mici sau cu elemente de perete, intrucat se urmareste realizarea unei circulatii minime a aerului, atat cat sa impiedice stagnarea aerului, care ar favoriza
dezvoltarea mucegaiurilor. Temperatura se mentine in jurul a 00C, umiditatea adaptata este de 80-85%, iar circulatia aerului de 4-6 volume pe ora. Durata pastrari este legata de proprietatile carnii si starea suprafetei ei. Carcasele de carne fara leziuni, acoperite cu grasime, avand pelicula de uscare, se pot pastra pana la 21 zile, carnea cu leziune pe suprafata nu se poate pastra mai mult de 14 zile. Avand in vedere ca activitatea microorganismelor la temperatura de refrigerare nu este oprita, ci numai incetinita, este recomandabil ca produsele refrigerate sa fie pastrate numai timpul necesar unei bune maturari. Pentru evitarea pierderilor prin scazamant este mai convenabila pastrarea produselor la temperaturi scazute si umiditate mare, fara insa a se depasi anumite limite.
Congelarea carnii
Congelarea este metoda industriala cea mai raspandita pentru conservarea carnii pe o durata mai mare de timp. Aceasta metoda de conservare se aplica in special in cazul necesitatii asigurarii unor stocuri de rezerva sau aprovizionarii ritmice a pietei. La abatoarele din centrele de crestere a animalelor, congelarea se face tot timpul anului, atat pentru acoperirea deficitelor din celelalte raioane cat si pentru export. Baza stiintifica a acestui proces o constituie impiedicarea dezvoltarii microorganismelor, prin deranjarea metabolismului lor ca o consecinta a blocarii apei din produs. Congelarea intregii cantitati de apa din produs ar duce insa la inutilizarea produsului intrucat, la temperatura de -;620-650C se realizeaza punctul criohidratic al sucului muscular, care corespunde cu congelarea apei la 100%.
Prin congelarea intregii cantitati de apa din tesuturi se produce deci o denaturare a substantelor proteice, care isi pierd reversibilitatea. Prin urmare pentru ca produsul sa fie reversibil el trebuie sa mai contina o anumita cantitate de umiditate. Se considera ca in produs este necesar sa mai ramana o cantitate de minimum 46 % umiditate, intrucat congelarea acestui minim de apa ar distruge starea de dispersie din tesuturi si ca urmare tesuturile si-ar pierde proprietatile de reversibilitate. Astazi se considera ca cea mai buna congelare se realizeaza la temperatura de -;25300C, o temperatura mai scazuta nefiind avantajoasa din punct de vedere economic. In aceste conditii cristalele de gheata sunt mici si nu produc ruptura celulelor. In cazul congelarii la temperaturii mai ridicate, procesul de congelare decurge lent, incat in spatiul dintre celule se formeaza cristale mari care pot rupe tesuturile, iar la decongelare se poate pierde o cantitate mai mare de suc. Cercetarile facute au aratat ca: -prin congelarea carnii, in primele 2 ore de la taiere, pierderea de suc este minima; - prin congelarea cu refrigerare prealabila de 24 ore pierderea de suc este maxima; -prin congelarea cu refrigerare prealabila mai avansata pierderea de suc se reduce din nou. Urmarindu-se capacitatea de hidratare a carnii decongelate, in functie de timpul scurs intre taiere si congelare, s-a constatat ca aceasta proprietate este in corelatie cu pierderea de suc, adica muschii congelati dupa 2 ore de la taiere absorb mai multa apa decat cei congelati dupa o refrigerare de 24 ore; cei congelati mai tarziu de 24 ore isi recapata puterea de absorbtie.
Metode de congelare Se pot clasifica dupa mediul in care se face congelarea si dupa viteza de congelare. Dupa mediul de racire, congelarea se clasifica in: -congelare in aer; -congelare prin contact direct cu refrigerentul ; -congelare prin contact indirect cu refrigerentul. Congelarea in aer este procedeul cel mai frecvent intrebuintat la congelarea carnii, datorita simplitatii lui cum si datorita faptului ca nu influenteaza defavorabil tesuturile, se poate face in camere si in tunele. Congelarea in camere se face numai in abatoarele cu instalatii vechi; in abatoarele moderne congelarea se face in tunele reprezentate de incaperi inguste si lungi a caror lungime este de 3-4 ori mai mare decat latimea si in care circula un curent fortat de aer rece. Congelarea prin contact direct cu refrigerentul se face prin imersia produsului de congelat intr-un lichid cu temperatura joasa, fie direct, fie aparat de o invelitoare, este aplicat mai putin in industria carnii din cauza ca sarurile din mediul refrigerent patrund in tesuturile produsului influentand gustul si culoarea. Metoda poate fi folosita cu bune rezultate la congelarea pasarilor, in cazul cand acestea sunt preambalate. Congelarea prin contact direct se poate realiza si prin pulverizarea refrigerentului lichid. Congelarea prin contact indirect cu refrigerentul se realizeaza prin contactul produsului cu suprafata metalica racita cu ajutorul unui mediu de racire. Din aceasta categorie face parte congelarea carnii sau a produselor sub forma de pachete sau de blocuri in dulapuri de congelare cu placi sau in aparate cu membrana.
Dupa viteza de congelare exista: o congelare lenta; o congelare rapida; o congelare ultrarapida. Congelarea lenta se realizeaza in camere de racire, fara circulatie fortata de aer, in care viteza de congelare este intre 0,1 si 1 c,m/h, unde in spatiul dintre fibrele musculare se formeaza cristale mari de gheata, datorita faptului ca celulele musculare, avand membrana semipermeabila, permit trecerea apei libere in spatiul dintre celule. Cu cat congelarea se face mai incet cu atat in spatiul dintre celule trece o cantitate mai mare de apa. Congelarea rapida se realizeaza in tunele cu circulatia puternica de aer sau in cazul congelarii prin imersie, viteza de congelare fiind de 3-5 cm/h, unde apa nu mai are timp sa difuzeze, incat formarea cristalelor de gheata are loc chiar in interiorul celulelor. Cu cat viteza de congelare este mai mare cu atat numarul centrelor de cristalizare pe unitatea de timp este mai mare si cu atat dimensiunile cristalelor sunt mai mici. Congelarea ultrarapida se realizeaza in tunele sau in aparate cu placi. Viteza de congelare depaseste 5 cm/h, unde se scurteaza faza in care are loc denaturarea proteinelor, si anume faza cuprinsa intre temperatura de -;4 si -;100C denumita faza critica a congelari. Procesul congelarii cuprinde 3 faze si anume: -racirea produsului pana la punctul crioscopic; -congelarea propriu-zisa a sucului din carne; -racirea produsului congelat la temperatura dorita.
Viteza congelarii determina modificarile autolitice din carne si tot ea determina economicitatea metodei. Modificarile ce se produc in carne prin congelare: modificari fizice: consistenta,culoarea si greutatea carni; chimice: datorate factorilor externi, la grasime se remarca schimbarea culori spre galben si aparitia mirosului si gustului ranced si de asemenea actiunile autolitice enzimatice din tesutul muscular produc modificari asupra glicogenului, a substantelor proteice, vitaminelor si a acidului lactic. biologice si microbiologice: prin congelarea carnii microorganismele sunt aduse in stare de anabioza, insa formele larvare ale parazitilor sunt distruse. de structura: consistenta scazuta dupa decongelare improprie
CONSERVAREA CARNII PRIN CALDURA Fierberea Fierberea se aplica salamurilor, la majoritatea sortimentelor de carnati, precum si altor produse de carne. n industria carnii notiunea de fierbere se refera la temperaturi cuprinse ntre 720-950 C. Ca atare, aceasta practica se ncadreaza tot atat de bine si n conceptul de pasteurizare. Mezelurile se fierb n cazane cu apa sau n celule cu aburi. Indiferent de metoda aplicata, procesul de fierbere ncepe cu temperatura de cca 800 C, precum este cazul la sunca presata, tobe.
Temperatura trebuie sa fie cu atat mai ridicata cu cat batoanele sunt mai subtiri si compotia mai saraca n umiditate. Daca batoanele sunt de calibre mai mari si compozitia lor contine mai multa umiditate, apa din produs se ncalzeste repede la temperaturi nalte, compozitia se dilata puternic si nvelisul se poate rupe. Durata fierberii variaza n functie de grosimea produsului, tinand seama ca, n centrul geometric al acestuia, temperatura sa ajunga la 680-690-720 C, dupa caz, timp de 10 minute. Acest interval, pentru produsele care contin carne separata mecanic, trebuie sa fie prelungit la 20 minute. La fierberea n cazane, preparatele se introduc atarnate pe bete. Capetele betelor sunt sprijinite pe marginea cazanului sau pe traverse metalice, fixate pe peretii acestuia. n acelasi cazan se introduc batoane de acelasi calibru si din acelasi sortiment. Batoanele se acopera cu gratare de lemn, pentru ca produsul sa fie complet cufundat n apa. De asemenea, cazanele trebuie sa fie prevazute cu capace, pentru a se micsora pierderile de caldura prin evaporarea apei si prin radiatii. Deasupra cazanelor se monteaza hote pentru aspiratia vaporilor de apa. Pentru tratamentul termic n aburi, produsele agatate pe bete si asezate pe rame se introduc n celule de fierbere, nchise etans. Temperatura n timpul fierberii se controleaza cu termometre gradate si expuse n mod vizibil. Controlul temperaturii si cel al perioadei de fierbere este de importanta majora, ntrucat reglarea corecta a acestor parametri determina n mare masura calitatea produselor.
Racirea produselor Dupa fierbere, produsele din carne din categoria propaturilor si preparatelor din subproduse sunt supuse imediat unui proces de racire. Aceasta operatie are, n primul rand, scopul de a realiza o trecere rapida de la temperatura de fierbere la o temperatura sub 370 C, pentru a se mpiedica dezvoltarea germenilor care, sub 600 C, au conditii favorabile de nmultire. n al doilea rand, prin racire se evita ncretirea membranelor. Racirea se face sub dus cu apa rece, n bazine sau granduri cu apa rece de la robinet sau racita cu gheata, timp de 15-30 minute, n functie de calibrul produsului. Se evita o racire exagerata, deoarece la o temperatura prea scazuta membrana si pierde luciul. Mezelurile racite se depoziteaz n spatii frigorifice la 20-120 C, dupa caz, uscate si bine ventilate, pana la livrare.
Pasteurizarea In acest caz, pasteurizarea are urmatoarele scopuri: -intarirea produselor prin coagularea proteinelor si printr-o deshidratare partiala -fixarea culorii prin formarea nitrozohemocromogenilor -distrugerea formelor vegetative ale microorganismelor si inactivarea enzimelor in vederea prelungirii duratei de pastrare a produsului -obtinerea unui produs consumabil fara o alta pregatire culinara,cu un grad mare de digestibilitate si cu insusiri senzoriale care sa stimuleze apetitul
CONSERVAREA PRIN METODE FIZICO-CHIMICE SI CHIMICE
Sararea carnii este una din cele mai vechi metode de conservare, ca mijloc de conservare in industria carnii este aplicata atat ca atare cat si asociata cu frigul sau cu afumarea si fierberea in cazul preparatelor de carne. In ultimul timp, datorita dezvoltarii tehnicii frigului si a sterilizarii prin caldura, sfera conservarii prin sarare s-a restrans. La noi in tara sararea se aplica ca atare, industrial, la sararea slaninii, a baconului, a pastramei uscate, iar in anii de abundenta de carne si la sararea carnii care nu poate fi conservata prin congelare. Actiunea conservanta a sarii este datorita presiunii osmotice ridicate, rezultata in urma dizolvarii sarii in sucul de carne. Din cauza presiunii osmotice ridicate, bacteriile de putrefactie isi pierd vitalitatea, intrucat se produce o deshidratare a celulei microbiene si deci o dereglare a metabolismului. La aceasta se mai adauga in parte si actiunea deshidratanta asupra carnii, din care cauza bacteriile nu mai au aceleasi conditii de viata. Actiunea solutiilor de sare de bucatarie asupra microorganismelor nu se poate insa explica numai pe baza presiunii osmotice, intrucat alte saruri cu presiune osmotica mai mare decat sare de bucatarie au totusi o actiunea conservanta mai redusa. Efectul conservant al sarii de bucatarie se explica si prin actiunea ei asupra activitatii fermentative a bacteriilor, precum si prin mobilitatea redusa a ionilor de sodiu, din care cauza se deregleaza schimbul normal prin peretii celulelor bacteriene. O actiune defavorabila asupra microorganismelor o au si ionii de clor.
Aceasta migrarea a apei din interiorul celulei microbiene face ca protoplasma sa se stranga in jurul nucleului. Din aceasta cauza activitatea vitala a microorganismului este jenata, o actiune prelungita a solutiei hipertonice asupra microorganismului putand duce la moartea lui. Inhibarea activitatii vitale a microorganismelor care degradeaza carnea (bacterii de putrefactiei) se produce nu numai datorita actiunii clorurii de sodiu, ci si datorita actiunii antagoniste a unor germeni care se dezvolta in mediul salin. In afara de actiunea directa asupra microorganismelor, sarea mai are si o actiune indirecta, prin aceea ca datorita presiunii osmotice ridicate ea produce o deshidratare a carnii, care deranjeaza activitatea microorganismelor. Deshidratarea carnii poate ajunge pana la 50%, in functie de durata si de felul sararii. Dupa faza de deshidratare, o anumita cantitate de apa si de sare din solutie patrund din nou in carne, cu o anumita viteza, in functie de felul carnii. Capacitatea de retinere a sarii de catre carne este maxima in timpul maturatiei carnii, cand are loc o umflare a carnii datorita modificarii starii coloidale a proteinelor ei. Actiunea antiseptica a sarii Cu toate calitatile antiseptice pe care le are sarea, ea nu este totusi un antiseptic perfect. Astfel, la o concentratie de sare mai mica de 5%, nu numai ca activitatea bacteriilor nu este oprita ci, in cazul bacteriilor saprofite si chiar al unor bacterii patogene, ea este chiar stimulata La o concentratie de sare cuprinsa intre 5 si 6%, aerobii si anaerobii cresc si se dezvolta fara nici un impediment, in timp ce strict anaerobii nu se pot dezvolta. Dupa o serie de autori, bacteriile de putrefactie, cele mai active, sunt oprite din cresterea lor la o concentratie de sare de 10-15%.
Bacteriile din grupul coli pot rezista in solutii saturate de sare de la 6 saptamani pana la 6 luni. Actiunea azotatului, azotitului si a acidului ascorbic La sararea carnii, in afara de sare, se folosesc in procesul sararii azotat de sodiu sau de potasiu si azotit de sodiu. Azotatul si azotitul sunt folosite in primul rand pentru mentinerea culorii caracteristice carnii, care altfel sub influenta sarii, ar deveni cenusiebruna. Dupa cum s-a mai aratat, culoarea caracteristica a carnii crude, respectiv a tesutului muscular, se datoreaza pe de o parte colorantului propriu al acesteia, mioglobina, iar pe de alta parte hemoglobinei care mai ramane in muschi. Cei doi coloranti sunt aproape identici fiind din punct de vedere chimic combinatii proteice care contin fier, foarte usor oxidabile, si reductibile. Inrosirea carnii nu este produsa de azotati sau azotiti ca atare, ci de produsul rezultat din reducerea lor si anume oxidul de azot. In industria carnii denumirea obisnuita, atat a azotatului de sodiu cat si a celui de potasiu este silitra, iar a azotitului de sodiu de nitrit. Azotatul si azotitul mai au si o actiune antiseptica, ce se manifesta prin inhibarea bacteriilor de putrefactie de catre azotit si acidul azotos rezultat din aceasta. Majoritatea bacteriilor care iau parte la procesele de alterare ale carnii nu au nevoie de oxigen liber (aer) pentru desfasurarea activitatii lor. Azotatul, degradandu-se sub actiunea bacteriilor denitrifiante pune in libertate oxigen, creand conditii aerobe, care jeneaza activitatea bateriilor anaerobe. La transformarea azotitului in oxid de azot rezulta o noua cantitate de oxigen, care jeneaza si mai mult bacteriile anaerobe.
Actiunea zaharului in procesul sararii In amestecurile de sarare, mai ales la fabricarea suncilor, se adauga si o anumita cantitate de zahar. Practicienii cu experienta arata ca zaharul este foarte necesar in saramurare intrucat fragezeste carnea si-i pune in valoare aroma specifica de produs sarat, bine maturat. Persistenta mai buna a culorii rosii, sub actiunea zaharului, este datorita actiunii reducatoare a monozaharidelor asupra pigmentilor din carne. Influenta zaharului asupra activitatii vitale a bacteriilor denitrifiante, pe seama glucozei, are loc mai intens. Bacteriile denitrifiante elimina produsi acizi din care cauza pH-ul saramurii scade, creand conditii defavorabile pentru bacteriile de putrefactie. Sub actiunea pH-ului scazut se dezvolta si unele bacterii care dau aroma specifica de sunca. O cantitate prea mare de zahar (peste 2%)) are actiune defavorabila, intrucat se favorizeaza aparitia unui mucus, ce rezulta din condensarea polizaharidelor sau a monozaharidelor. Metode de sarare Sararea carnii si a produselor de carne se poate face prin mai multe metode si anume: -prin sarare uscata; -prin sarare umeda; -prin injectare de saramura; -prin sarare mixta. Alegerea metodei celei mai indicate este determinata de felul si caracteristicile materiei prime, de conditiile de mediu, de viteza necesara procesului sararii si de cerintele produsului finit.
Sararea uscata Sararea uscata consta din tratarea carnii sau a produselor de carne cu sare uscata sau cu amestec de sarare uscat (sare, silitra, nitrit, zahar ). Pentru aceasta, materia prima respectiva se freaca cu sare, se aseaza in stive sau in recipiente de sarare si se presara deasupra cu un strat de sare. In timpul procesului de sarare este necesar sa se faca una sau doua restivuiri, randurile de sus asezandu-se jos si invers. Sararea in bazine de sarare este cu mult mai avantajoasa fata de sararea in stive, deoarece fereste produsele de actiunea luminii si a aerului. La sararea uscata, din cauza fenomenelor de osmoza si difuzie, produsul cedeaza sarii o parte din umiditate, care impreuna cu substantele solubile ale carnii, substante proteice, extractive si minerale, formeaza saramura. Aceasta metoda este indicata pentru sararea slaninii, dar nu este indicata pentru carne mai ales pentru organele vascularizate, din cauza ca se produc scaderi mari in greutate, care pot ajunge la unele organe pana la 40%. Aceste scaderi in greutate au ca urmare o depreciere a proprietatilor organoleptice, produsul devenind mai aspru, si o scadere insemnata a valorii nutritive. Un alt neajuns este neuniformitatea sararii. Sararea umeda Aceasta metoda se realizeaza prin introducerea produsului de sarat intr-o solutie de sare, cu o anumita concentratie, in care se mentine un timp variabil in functie de tipul produsului si durabilitate lui. Prepararea saramurii se face prin dizolvarea sarii de bucatarie intr-un vas special, pana la saturatie, adica pana la concentratia de 260Be .
Dupa dizolvarea sarii, solutia se sterilizeaza la 900C timp de 10 minute si apoi se raceste si se decanteaza. Silitra, nitritul si eventual zaharul se dizolva in solutie de sare saturata, in vase separate, dupa care se introduce in bazinele sau cazile cu saramura. Cantitatea de sare necesara pentru obtinerea saramurilor de diferite concentratii. Amestecurile de sarare din care se fac saramurile trebuie astfel calculate incat sa asigure o buna inrosire a produselor. Sararea prin injectare Pentru grabirea procesului de sarare o parte din saramura se introduce in carne prin injectare, dupa care carnea se pune in bazin sau cazi in care se toarna saramura. Injectarea saramurii se poate face intramuscular sau intraarterial. Pentru injectarea intraarteriala este necesar ca la transare sa se pastreze integritatea vaselor. a. Injectarea in muschi se face cu ace lungi de 20 cm, cu diametrul interior de 2-3 mm, prevazute cu mai multe gauri laterale pentru ca saramura sa poata tasni in toate directiile. Inainte de pomparea saramurii acul se retrage pe o distanta de circa 0,5-1 cm, pentru ca saramura sa poata ajunge si in punctul in care se aflase varful acului. Injectarea se face in timpul retragerii acului din carne. Saramura nu trebuie introdusa perpendicular pe fibrele carnii pentru a se evita formarea gaurilor de injectare. b. Injectarea in artera a luat in ultimul timp o larga raspandire. Acest sistem de sarare poate fi aplicat numai la pulpele si spetele la care s-au pastrat, la transare, arterele principale care iriga regiunea respectiva. Sararea mixta Sararea mixta este metoda de sarare cea mai folosita in industria carnii, intrucat asigura o sarare mai uniforma. De obicei metoda se aplica la fabricarea rapida a produselor sarate care se consuma crude. Dupa aceasta metoda produsele se realizeaza in jumatatea timpului necesar pentru sararea uscata sau prin saramurare.
Pentru sararea mixta carnea se injecteaza mai intai cu o saramura cu concentratie de 16%, in proportie de 10% saramura fata de greutatea carnii. Dupa aceasta carnea se freaca bine cu amestec de sarare si apoi se aseaza in bazine unde se formeaza o saramura proprie. Peste produsele presate se toarna pentru completare o saramura de 13-15 0Be. De altfel concentratia saramurii variaza in functie de reteta de fabricare a produsului. Accelerarea sararii carnii Pentru accelerarea sararii carnii s-au experimentat diferite metode intre care: sararea cu recircularea saramurii, folosirea saramurilor calde, folosirea curentului electric si folosirea vibratoarelor cu frecventa marita. Sararea carnii cu saramura calda
Aceasta metoda a fost incercata in 1952, in vederea scurtarii timpului de saramurare. Cele mai bune produse au fost obtinute prin saramurarea la temperatura de 48,90C, timp de 24 ore, cu o saramura avand concentratia de 14,5%, formata din sare, zahar, azotati si azotiti. Sararea cu ajutorul curentului electric Aceasta metoda a fost experimentata tot in scopul accelerarii procesului de sarare. Dupa datele din literatura, in unele intreprinderi se foloseste in acest scop sararea carnii cu ajutorul curentului electric. Se foloseste fie curent electric alternativ de 30-35 A cu o tensiune pana la 40V si cu o frecventa de 6 Hz, care circula intre doi electrozi de carbune, fie curent continuu de 1-2 A, cu o tensiune de 8 V.
Sararea cu ajutorul vidului O alta metoda pentru accelerarea sararii carnii este saramurarea in vid prin introducerea carnii in recipiente care se pot inchide ermetic, urmata de vacuumarea recipientelor si introducerea unei saramuri de o anumita concentratie, sub presiune. Experientele au aratat ca saramura patrunde repede in straturile externe, patrunderea in straturile interioare facandu-se incet. In cazul in care produsele de carne se injecteaza cu saramura este posibil sa se produca o uniformizarea a sararii. Prin aplicarea acestui procedeu sararea completa a unei bucati de carne poate fi realizata in decurs de cateva minute. Metoda poate fi aplicata la sararea suncilor, a bucatilor de carne dezosata si chiar a slaninii. Pierderile se reduc la minimum, sucul de carne fiind retinut in produs, ceea ce asigura produse finite cu gust placut. Prin expunerea saramurii unor vibratii sonore sau ultrasonore se poate accelera simtitor procesul de sarare. Folosindu-se ultrasunetele si o baie de saramura obisnuite s-a reusit sa se reduca durata de sarare de 4,5 ori fata de saramurarea stationara. Ultrasunetele exercita si o actiune bactericida asupra saramurii ferindu-o de infectare.
Conservarea carnii prin afumare
Principiile conservarii carnii prin afumare Afumarea este un proces ajutator de conservare a produselor sarate, care de cele mai multe ori este insotit si de actiunea temperaturii ridicate. Efectul principal al afumarii consta in imbunatatirea gustului datorita proprietatilor componentilor fumului si actiunii temperaturii la care se face afumarea.
La aceasta se mai adauga imbunatatirea aspectului datorita culorii specifice pe care o capata produsele, prelungirea duratei de conservare datorita actiunii antibacteriene a componentilor fumului, precum si o actiune antioxidanta. Fumul este un aerosol format dintr-un amestec de aer cu produsi ai arderii incomplete a lemnului sau rumegusului. Agentul de dispersare este aerul, iar faza dispersa este atat lichida cat si solida si gazoasa (vapori de apa, particule solide, gaze etc.) Fata de solutiile coloidale, aerosolii au o instabilitate foarte mare. Particulele lor prezinta o miscare browniana foarte intensa si se coaguleaza usor. Particulele puternic dispersate ale aerosolului sunt acoperite cu un fel de pelicula formata din molecule de aer, din care cauza patrunderea in produs a componentilor activi ai fumului este ingreunata Cantitatea si felul substantelor chimice din fum, precum si cantitatea de fum care se obtine intr-o afumare depinde de felul combustibilului si de conditiile de ardere. Indiferent de esenta lemnului se obtin, in general, urmatorii componenti: gaze (CO, CO2, CH4, H2, C2H4); vapori de apa; lichide constand din seria de acizi; alcooli; aldehide; gudroane usoare; solide constituite din: particule de carbune (funingine), cenusa etc. Actiunea antiseptica a fumului Aceasta actiune este determinata de componentii fumului si de temperatura de afumare. Majoritatea cercetarilor atribuie actiunea bactericida a fumului, fenolilor, aldehidelor si acizilor. Fenolii sunt una din substantele bactericide cele mai puternice din fum, cu toate ca in fum se afla un continut de fenoli destul de mic. In ceea ce priveste rezistenta microorganismelor la actiunea fumului majoritatea sunt distruse dupa 1-2 ore de afumare.
In fum rezista de asemenea si multe mucegaiuri. Uneori sporii de mucegai sunt adusi o data cu rumegusul, infectand produsele, din care cauza se impune controlul atent al rumegusului. Cu cat mediul este mai acid, cu atat actiunea bactericida a fumului creste. Dintre bacteriile patogene o rezistenta mica la afumare o are bacilul tuberculozei, care este distrus dupa doua ore de afumare. Actiunea cancerigena a fumului O problema foarte mult discutata o constituie presupunerea ca fumul, in anumite conditii, ar avea o actiune cancerigena, datorita anumitor hidrocarburi din fum. Din datele existente nu se poate aprecia pana in prezent daca intr-adevar produsele afumate pot constitui sau nu un pericol pentru sanatatea consumatorilor. Pentru conditiile actuale din fabricile de produse de carne din tara noastra se considera necesar ca sa se ia masuri de curatire periodica a gudroanelor din afumatorii si de asigurare a unei temperaturi de producere a fumului sub 3000 C. Patrunderea fumului in produse Mecanismul afumarii este destul de simplu si are loc in doua faze: 1. Prima depunerea substantelor de afumare pe suprafata produsului prin gazele din fum care circula liber, 2. A doua, difuzia substantelor depuse, in interiorul produsului. Modificarile din produs sunt determinate de felul afumarii. In functie de felul produsului, actiunea principala in procesul de afumare o are caldura sau fumul care actioneaza prin compusii lui volatili. La majoritatea produselor care se fabrica in Romania se plica mai mult afumarea calda, incat in procesul de afumare intervine atat temperatura cat si fumul.
Patrunderea fumului in produs are loc prin difuziune. Viteza difuziunii este direct proportionala cu temperatura fumului, durata fumarii, densitatea fumului si viteza lui de circulatie; ea este influentata de asemenea si de caracteristicile produsului. Temperatura si umiditatea fumului fac ca depunerea substantelor de afumare pe suprafata produsului sa se faca repede sau mai incet, in functie de natura suprafetei. Dupa Watts, fumul se concentreaza, in cea mai mare parte, pe suprafata produsului, patrunzand foarte putin in interior. Majoritatea autorilor sunt de acord ca in stratul extern al carnii se acumuleaza mai multi fenoli decat in profunzime. In grasime insa fenolii patrund destul de usor. Modificari suferite de produse prin afumare Prin afumare produsele sufera pierderi in greutate, precum si unele modificari chimice, fizico-chimice si structurale. a. Pierderile in greutate sunt determinate de temperatura, umiditatea si viteza aerului din afumatori, precum si de caracteristicile produsului. Pierderile in greutate variaza intre limite mari, din cauza variatiei raportului grasime proteine si a dimensiunilor produsului (suprafata specifica) si reprezinta intre 6 si 12%, in functie de compozitia produsului si durata afumarii. b. Modificarile chimice, altele decat cele aratate anterior, sunt legate si de procesul de sarare in care prin actiunea silitrei si a nitritului se obtine culoarea rosie caracteristica. In urma afumarii cantitatea de nitrit din produs scade cu circa 25%. Culoarea se mentine frumoasa in urma actiunii temperaturii ridicate, care favorizeaza transformarea azoximioglobinei in azoximiocromogen, compus mai stabil, cu o culoare rosie caracteristica. Mare parte din modificarile chimice care au loc sunt datorite temperaturii care produce o denaturare a proteinelor.De asemenea se produc unele modificari fermentative.
Imbunatatirea proprietatilor organoleptice si a digestibilitatii sunt influentate atat de actiunea componentilor fumului cat si de actiunea temperaturii care determina o umflare a colagenului si deci o marire a suculentei si fragezimii produsului si o marire a indicelui de digestibilitate. Trebuie mentionat ca, sub influenta afumarii, continutul de vitamina B1 se reduce in proportie de 15-20%. Celelalte vitamine sufera sub influenta afumarii modificari neinsemnate. Metode de afumare Metodele de afumare se clasifica, dupa mediul in care se face afumarea: dupa temperatura si durata de afumare; dupa tehnica de afumare.
Dupa mediul de afumare se disting: -afumarea in curent de fum; -afumarea cu preparate lichide. Afumarea in curent de fum se poate fi de doua feluri: -afumare cu particule in stare coloidala (fumul obisnuit); -afumarea in care toti componentii fumului sunt in stare gazoasa, iar nuanta fumului nu se observa numita impropriu afumare fara fum. Dupa temperatura si durata de afumare se deosebeste: -afumarea cum fum cald (60-1000C) denumita in industria noastra hituire, cu o durata scurta (1/2 -;3 ore); -afumarea cu fum de 25-400C, cu o durata de 12-48 ore; -afumarea cu fum rece (10-180C) cu o durata de 5-15 zile.
Dupa tehnica afumarii exista o afumare in camere cu tiraj natural sau artificial, in care produsele sunt afumate cu fum produs in camera respectiva si afumare in care fumul este produs in afara camerei de afumare, in instalatii speciale, de unde este condus prin tuburi in camera de afumare. Afumarea rece se aplica salamurilor semiafumate si de durata, unor categorii de carnati, afumaturilor n general, precum si unor specialitati. Mezelurile afumate, cum sunt unele sortimente de carnati, dupa fierbere, sunt supuse suplimentar la fum rece, 150-400 C, un timp variabil. Aceasta afumare ar avea rolul de a mari rezistenta produsului. Conform unor cercetari, ar trebui sa se renunte la a doua afumare, deoarece acest proces mareste, prin cumulare, cantitatea unor produsi nocivi din fum, care difuzeaza n produs. Salamurile crude-uscate si etuvate se afuma la temperaturi de 120-140 C, iar salamul tip Sibiu se afuma la 90-120 C. Durata afumarii este n functie de tipul produsului, diametrul batoanelor, temperatura de afumare si umiditatea produsului. Operatia se poate realiza n afumatorii clasice, boxe de afumare sau n afumatorii cu generator de fum. n afumatorie, produsele agatate pe bete si aranjate pe rame se pastreaza cu distante de 5-7 cm ntre batoane pentru ca fumul sa poata cuprinde toata suprafata acestora. Trebuie mentinut faptul ca, n fabricile moderne, produsele din carne se realizeaza de la tocare pana la racire n instalatii complexe, cu echipamente aranjate n flux continuu. Acest mod de lucru si dotare asigura o mai mare operativitate, numar mai redus de angajati si conditii superioare de igiena.
n perioada pe care o parcurgem, consumatorii devin din ce n ce mai constienti de aspectele igienice ale vietii si alimentatiei lor si de aceea a devenit absolut obligatoriu ca toti producatorii de alimente sa respecte att exigentele tehnologice, ct si pe cele de ordin igienico-sanitar. Sistemele moderne de asigurare si conducere a calitatii care fac obiectul standardelor ISO , realizarea calitatii totale n industria alimentara sunt obiective care nu se pot atinge fara a fi rezolvata mai nti problema productiei igienice. n tarile cu o industrie si o economie dezvoltata (tarile din Uniunea Europeana, Statele Unite, Canada) nca din perioada anilor 80 s-a preconizat introducerea sistemelor bazate pe evaluarea si prevenirea riscurilor asociate productiei de alimente, de tipul HACCP. HACCP este un acronim care provine de la expresia din limba engleza ,,Hazard Analysis Critical Control Points, care este o metoda sistematica de identificare, evaluare si control a riscurilor associate produselor alimentare. Multe cazuri de mbolnaviri alimentare se datoreaza consumului de preparate din carne, cauza fiind microorganismele prezente n flora intestinala a animalelor sanatoase sau a celor bolnave, dar care nu au fost detectate la inspectiile veterinare de rutina. Aceste microorganisme, prezente initial n numar redus, se pot nmulti atunci cnd produsul este incorect prelucrat, transportat, depozitat sau preparat. Prevenirea mbolnavirilor de origine alimentara depinde, deci, de masurile de control aplicate de-a lungul ntregului circuit al produsului respective, de la animalul viu si pna la consumul produsului finit. Utilizarea unor practici bune de lucru, cuplata cu efectuarea unor analize de laborator ale produsului finit, nu da ntotdeauna rezultatele dorite. Problema sigurantei pentru consum a produselor finite poate fi rezolvata complet doar prin aplicarea sistemului HACCP, care permite identificarea si mentinerea sub control a riscurilor identificate.
Este universal acceptat astazi faptul ca metoda HACCP este deosebit de importanta pentru industria carnii. Raspndirea acestei metode va spori ncrederea consumatorilor n produsele de carne si va reduce barierele n comertul international. Industria carnii si a preparatelor din carne poate obtine mai multe beneficii prin aplicarea metodei HACCP, principalul fiind acela ca aceasta metoda reprezinta instrumental de management cel mai eficient, chiar din punct de vedere al costurilor, pentru producerea unor alimente ct mai sigure pentru consum cu tehnologia existenta.