Modulul 23.ppt
11
MODULUL 23 PROGRAMAREA PRODUCŢIEI DE SERIE MARE ŞI MASĂ IV Profesor: dr. ing. Bungau Constantin 1 Ingineria sistemelor de productie
-
Upload
sideacristian -
Category
Documents
-
view
213 -
download
1
Transcript of Modulul 23.ppt
-
MODULUL 23PROGRAMAREA PRODUCIEI DE SERIE MARE I MAS IV
Profesor:dr. ing. Bungau Constantin*Ingineria sistemelor de productie
Ingineria sistemelor de productie
-
23.1. Procedura Euristic 3 (regula timpului cel mai lung de operare)Aceast metod acord prioritate fazei cu cel mai lung timp de operare.Etapele necesare aplicri metodei (TLO) sunt:Regula (TLO) 1: Pe baza condiiilor de preceden se include n ir, ca prim faz a postului, faza cu timpul operaional cel mai lung.Regula (TLO) 2: Dup includerea sarcinii n cadrul postului se determin timpul rmas pn la atingerea ritmului impus.Regula (TLO) 3: Se introduce n cadrul postului faza care i creaz un timp total ct mai aproape de ritm. Se menin relaiile de preceden. n cazul n care durata fazelor dintr-un post depete ritmul, se revine la regula 1. Se continu pn cnd toate fazele au fost atribuite posturilor.
Ingineria sistemelor de productie*
Ingineria sistemelor de productie
-
Exemplu:O firm produce n serie mare ui metalice. n tabelul 9.1 se prezint fazele, predecesorii i timpii fazelor necesari la producerea unei uniti de produs finit (ua metalic). Tabelul 23.1. Proces tehnologic cu 8 faze
Ingineria sistemelor de productie*
Nr.crtDenumire fazPredecesoriTimpul (secunde)AAsamblare cadru-35BInstalare armtur interioarA40CInstalarea ncuietorilor perifericeA20DIntroducerea uruburilor cadruluiA10EInstalarea ncuietorii centraleA20FInstalarea mneruluiB,C15Gnfolierea uii metaliceC25HAmbalarea produsului finitD,E,F,G25Total:190
Ingineria sistemelor de productie
-
Pentru a aplica metoda, aranjm nti fazele n ordinea descresctoare a timpului: B(40), A(35), G(25), H(25), C(20), E(200), F(15) i D(10).Ca urmare a TLO 1 ncercm s atribuim faza B postului 1, pentru c B are cea mai mare durat. Totui, B nu poate fi aleas, deoarece trebuie s urmeze fazei A(conform cerinei de preceden). Se renun la B i se alege faza A, faza care necesit an al doilea timp ca durat. Dup atribuirea fazei A postului 1, acest post mai are 10 secunde pentru TLO 2 ca urmare a TLO 3, se observ c D este prima faz de pe list care dureaz 10 secunde sau mai puin, deci o atribuim pe aceasta postului 1. Prin urmare, postul 1 este alctuit din fazele A i D pentru un total de 45 de secunde timp de funcionare.
Ingineria sistemelor de productie*
Ingineria sistemelor de productie
-
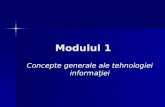
Acum se ncepe din nou cu TLO 1 i postul 2. Faza B dureaz cel mai mult, satisface cerinele de preceden, i este deci atribuit postului 2. n TLO 2, vom vedea c postul are 5 secunde (45-40) rmase neacoperite. Deoarece toate celelate faze necesit mai mult de 5 secunde, nici una nu este eligibil de a fi atribuit postului 2.Postului 3 i putem atribui faza C sau E. Alte opiuni ar nclca cerinele de precedena. Selectm arbitrar faza C, cu un timp de operare de 20 de secunde. Timpul rmas la postul 3 este prin urmare de 25 de secunde(45-20). Acum fazele G i E devin eligibile la acest post. Pentru c faza G dureaz cel mai mult, se atribuie postului. Astfel, postul 3 este alctuit di fazele C i G cu un timp total de funcionare de 45 secunde(20+25).Procesul este rezumat n tabelul 9.3 i reprezentat n figura 9.1 ca o linie de asmblare cu cinci posturi ce cuprind opt faze.
Ingineria sistemelor de productie*
Ingineria sistemelor de productie
-
Tabelul 23.2. Iteraiile bazate pe regula TLOIngineria sistemelor de productie*
EtapePostulFaze eligibileFaze atribuiteTimp faz(sec)Timp rmas pentru completarea postuluiFaze rmase eligibile11AA3510D21DD100-32B,C,EB405-43C,EC2025E,F,G53E,F,GG250-64E, FE2025F74FF1510-85HH2520-
Ingineria sistemelor de productie
-
Figura 23.1. Gruparea fazelor n posturi la procesul tehnologic cu 8 faze
Ingineria sistemelor de productie*
Ingineria sistemelor de productie
-
Regulile de selecie, cele de mai sus i altele, pot fi combinate n diferite moduri pentru a se obine reguli mai complexe i, de dorit, mai eficace. Spre exemplu se poate combina de o manier probabilistic astfel; se folosete n loc de o singur regul de selecie, un set de astfel de reguli. n procesul de echilibrare a liniei de fiecare dat cnd urmtoarea faz trebuie aleas i inclus n irul executabil, regula cu care se va face selectarea fazei este extras, la rndul ei printr-un mecanism aleator din acest set.
Ingineria sistemelor de productie*
Ingineria sistemelor de productie
-
23.2. Principii de baz n funcionarea liniilor n flux
Liniile de producie n flux se bazeaz pe urmtoarele principii de baz n procesul de organizare [16]:1. Principiul micrilor pe distane minime. n cazul spaiilor de lucru adiacente, o operaiune ncepe acolo unde precedenta se ncheie: un lucrtor preia lucrul acolo unde cel precedent l-a ncheiat.2. Principiul fluxului muncii. Fluxul implic o micare continu, cu o vitez constant, asigurat de linia de producie. Fluxul se msoar mai mult prin ritmul de producie dect printr-o anumit cantitate specific.3. Principiul diviziunii muncii. Cel mai eficient mod de utilizare a muncii este cel de a repartiza poriuni reduse, specifice, fiecrui lucrtor, de a diviza munca i de a nsrcina executarea unei operaiuni sau a unei anumite faze, unui singur muncitor.
Ingineria sistemelor de productie*
Ingineria sistemelor de productie
-
4. Principiul simultaneitii sau execuiei simultane a operaiunilor. n susul i josul liniei n flux, lucrtorii execut simultan operaiile; prima operaiune, ultima i operaiunea din mijloc se execut simultan, fra ca s se execute aceeai operaiune, la un anumit moment dat, pe toate piesele.5. Principiul operaiunii unitare. Linia de producie n flux este considerat ca o fabric care produce un singur produs - o serie de operaiuni sau un grup de lucrtori sunt repartizai unui singur produs. ntreaga linie funcioneaz ca o unitate de producie.6. Principiul circuitului fix. Procesul de fabricaie este prestabilit ca linia s se constituie , iar posibilitatea de apariie a dereglrilor sau pierderilor sunt minime. Ideea de baz este de a se fixa un circuit i de a mica materialele pe acesta.7. Principiul timpului sau materialului minim n procesul de fabricaie. Linia de producie asigur un flux rapid i curgtor de materiale - o secven fix de operaiuni - cu executarea simultan a operaiunilor. Aceasta permite un timp minim i materiale minime pe linie, n oricare moment.8. Principiul interschimbabilitiii. Reperele i componentele interschimbabile sunt o condiie obligatorie. Liniile de producie sunt avantajate de aceast similaritate, fiind n acelai timp n mare msur dependente de aceasta.
Ingineria sistemelor de productie*
Ingineria sistemelor de productie
-
Pentru ca o linie de producie s fie eficient, trebuie s fie asigurate anumite condiii. Aceste premise sunt:Cantitatea. Cantitatea sau volumul de producie trebuie s fie suficient de mare ca s justifice costul construirii liniei. Aceasta depinde, deci, de ritmul de producie i de durata ct va funciona linia. Cantitatea considerat trebuie s se refere la un singur reper standardizat sau produs sau un grup de produse standardizate.Echilibrarea. Timpul necesar pentru executarea fiecrei operaiuni pe linie trebuie s fie aproximativ acelai. Timpul trebuie s fie suficient pentru fiecare operaiune iar echipamentele i operatorii sincronizai funcie de un factor de echilibrare, de obicei exprimat n funcie de timp per post de lucru.Continuitatea. O dat pornit, linia trebuie s continue s funcioneze, deoarece o oprire la oricare din posturi oprete toate celelalte operaiuni. Aceasta nseamn c trebuie s se ia toate msurile pentru a se asigura o furnizare continu cu materiale, repere i subansambluri i independen fa de o eventual defectare a unor echipamente.
Ingineria sistemelor de productie*
Ingineria sistemelor de productie