Modulul 21.ppt
11
MODULUL 21 PROGRAMAREA PRODUCŢIEI DE SERIE MARE ŞI MASĂ II Profesor: dr. ing. Bungau Constantin 1 Ingineria sistemelor de productie
-
Upload
sideacristian -
Category
Documents
-
view
5 -
download
0
Transcript of Modulul 21.ppt
-
MODULUL 21PROGRAMAREA PRODUCIEI DE SERIE MARE I MAS II
Profesor:dr. ing. Bungau Constantin*Ingineria sistemelor de productie
Ingineria sistemelor de productie
-
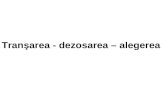
21.1 Echilibrarea (proiectarea) liniilor de producie n fluxDin discuia anterioar este evident c programarea de detaliu a produciei de mas este n mod implicit determinat de modul de organizare a liniei. Prin gruparea fazelor n operaii i apoi materializarea fiecrei operaii sub forma unui post de lucru se decide de fapt asupra modului de deplasare a produsului de-a lungul procesului de fabricaie, adic se ordonaneaz fabricaia liniei respective. Programarea produciei de mas este deci indisolubil legat de problema echilibrrii liniilor n flux.Se va conduce discuia asupra echilibrrii liniilor n flux pe baza unui exemplu [1], [3]. S admitem c avem un proces tehnologic care a fost descompus n 12 faze. n figura 21.1 sunt artate durata fiecrei faze i relaiile de preceden-succesiune ntre faze aa cum rezult din considerente de natur tehnologic. Reeaua trasat dup sistemul activitilor n noduri are nscris durata fiecrei faze deasupra nodului care o reprezint.
Ingineria sistemelor de productie*
Ingineria sistemelor de productie
-
Figura 21.1. Proces tehnologic cu 12 faze
Ingineria sistemelor de productie*
Ingineria sistemelor de productie
-
n trasarea reelei s-a urmat urmtoarea procedur:Pasul 1. n coloana 1, n stnga desenului, se reprezint toate fazele care nu au predecesori.Pasul m (se ncepe cu m=2; acest pas se repet pn ce toate fazele apar n reea; la fiecare execuie a pasului se mrete m cu 1).a) n coloana m, spre dreapta fa de coloana m-1, se reprezint toate fazele care nu sunt nc n reea i care nu au nici un predecesor care nu a fost nc reprezentat.b) Se traseaz arce de la fazele din coloana m-1 pn la fazele succesoare din coloana m. Se continu trasarea arcelor considernd succesiv, n locul coloanei m-1, coloanele m-2,...,l. Pentru a evita arce redundante nu se va trasa arc de la o faz spre alt faz dac se poate merge de la prima spre a doua de-a lungul unor arce deja existente n reea.
Ingineria sistemelor de productie*
Ingineria sistemelor de productie
-
Ceea ce se dorete este s organizm o linie n flux pe care s se desfoare procesul tehnologic luat ca exemplu. Pentru motivele artate anterior dorim ca linia s fie ct mai bine echilibrat, adic s asigure o valoare minim produsului Nr i, deci i pentru d%.nainte de a aborda problema echilibrrii se prezint un sumar al notaiilor:r = ritmul liniei;N = numrul posturilor de lucru;j = indice care arat faza;Fj = faza cu numrul j;J = numrul total al fazelor;tj = durata fazei j;i = indice care arat operaia ce se desfsoar la al i-lea post de lucru;pi = durata operaiei i;d = timpul mort total al liniei n flux;d% = timpul mort total, exprimat ca procent din Nr.
Ingineria sistemelor de productie*
Ingineria sistemelor de productie
-
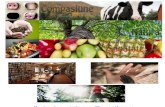
Pentru o sincronizare unitar nseamn c: r max pi.n vederea unei mai bune nelegere a problemei este util s considerm legtura dintre ritm i numrul de posturi [1], [3]. Figura 21.2 arat modul n care timpul mort d% variaz cu N i r. Graficul de sus conine familia de hiperbole:
(21.1)
Ecuaia acestei familii de curbe l are pe d% ca parametru i este obinut din relaia 21.1. S remarcm c, datorit meninerii discuiei doar la cazul sincronizrii unitare, avem r max pi max tj. Cum max tj = 10 este suficient s ne limitm la valori pentru r peste 10. De asemenea, atunci cnd N=1 toate fazele se execut la unicul post de lucru existent, ritmul liniei fiind r = 55; ca urmare, pentru r vom considera doar valori pn la 55.
Ingineria sistemelor de productie*
Ingineria sistemelor de productie
-
Figura 21.2. Timpul mort n funcie de ritm i numrul posturilor de lucru
Ingineria sistemelor de productie*
Ingineria sistemelor de productie
-
Urmrind minimizarea timpului mort d% vom tinde s alegem pe N i r astfel nct s fim permanent pe curba cu d% = 0. Acest lucru ns nu este totdeauna posibil din cauza faptului c numrul N al posturilor de lucru trebuie s fie ntreg. Pentru un ritm dat r, numrul minim Nmin de posturi pe linie este:
(21.2)
De exemplu, dac r = 22 sunt necesare cel puin 3 posturi de lucru, n care caz d% = 16,67%. Evident, din cauza cerinei ca N s fie numr ntreg, cu r = 22 nu se poate realiza o echilibrare perfect.
Ingineria sistemelor de productie*
Ingineria sistemelor de productie
-
Curba n trepte din graficul de sus al figurii ine cont de condiia ca N s fie ntreg i este locul geometric al perechilor (r, Nmin). Ea este transpus apoi sub forma curbei timpului mort n graficul de jos. Apare clar c ritmul r = 11 ar fi cel mai avantajos ntruct, cu N = 5, duce la d% = 0. De asemenea i r = 28 este o valoare bun deoarece combinat cu N = 2 asigur un timp mort sczut, d% = 1,78%.Trebuie ns s atragem atenia c, curbele din figur sunt pur teoretice; la trasarea lor nu s-a inut seam de relaiile de preceden succesiune dintre fazele procesului tehnologic. Astfel, teoretic exist o linie n flux cu r = 11 i N = 5, avnd d% = 0; n realitate ns, se dovedete imposibil gruparea fazelor din exemplul nostru pentru a constitui o linie cu 5 posturi i un ritm de 11.
Ingineria sistemelor de productie*
Ingineria sistemelor de productie
-
Pentru a ajunge la acea grupare de faze n posturi de lucru care s conduc la un minim al valorii produsului Nr se poate proceda n dou feluri: a) fie c se fixeaz valoarea ritmului i se caut gruparea cu numr minim de posturi, sau, b) se prestabilete numrul de posturi i se grupeaz fazele astfel nct ritmul liniei s fie minim.n general alternativa a este mai folosit ntruct aproape ntotdeauna ritmul liniei este impus de sarcina de producie (plan) a unitii. De exemplu, dac trebuiesc realizate 960 de buci pe zi i linia va lucra ntr-un singur schimb, este necesar un ritm r = 30 secunde. S observm c exist o oarecare flexibilitate n stabilirea ritmului. Astfel, aceeai producie de 960 buc/zi se poate face cu o linie care lucreaz n dou schimburi, avnd ritmul r = 1 minut; sau se pot organiza dou linii identice, care s lucreze n paralel ntr-un schimb, fiecare cu ritmul de 1 minut etc. n orice caz, urmrim s stabilim un astfel de ritm nct s fim ct mai aproape de unul dintre punctele de minim de pe curba timpului mort.
Ingineria sistemelor de productie*
Ingineria sistemelor de productie
-
Uneori trebuie ns utilizat alternativa b, cum ar fi n cazul reechilibrrii unei linii existente pentru fabricarea unui produs reproiectat. S admitem c vechea linie n flux este echipat cu o serie de maini fixate pe fundaii, ceea ce face neeconomic schimbarea amplasrii sau reproiectarea lor. n acest caz numrul posturilor de lucru este preluat de la vechea linie, urmnd a se grupa fazele noului proces tehnologic astfel nct s se obin un ritm minim sau, atunci cnd n funcionarea unei linii apar perturbaii cum ar fi neprezentarea la lucru a unui muncitor sau cderea unei maini, linia trebuie reechilibrat n sensul reatribuirii fazelor numrului de posturi dat.n cele ce urmeaz ne vom concentra asupra primei alternative a problemei de echilibrare.
Ingineria sistemelor de productie*
Ingineria sistemelor de productie