
model_raport_de_practica-3.doc
26
Investeşte în oameni ! FONDUL SOCIAL EUROPEAN Programul Operaţional Sectorial pentru Dezvoltarea Resurselor Umane 2007 – 2013 Axa prioritară 2 – „Corelarea învăţării pe tot parcursul vieţii cu piaţa muncii” Domeniul major de intervenţie: 2.1. „Tranziţie de la şcoală la viaţa activă” Titlul proiectului: Student azi! Profesionist maine! - Imbunătăţirea procesului de inserţie pe piaţa muncii a studenţilor din domeniile tehnic / economic / medical veterinar (IMPULS) Codul proiectului: POSDRU/160/2.1./S/139928 RAPORT DE PRACTICA Student practicant Matei Madalina Adriana 1
-
Upload
madalinaamg -
Category
Documents
-
view
5 -
download
1
Transcript of model_raport_de_practica-3.doc
Investeşte în oameni !FONDUL SOCIAL EUROPEANProgramul Operaţional Sectorial pentru Dezvoltarea Resurselor Umane 2007 – 2013 Axa prioritară 2 – „Corelarea învăţării pe tot parcursul vieţii cu piaţa muncii”Domeniul major de intervenţie: 2.1. „Tranziţie de la şcoală la viaţa activă”Titlul proiectului: Student azi! Profesionist maine! - Imbunătăţirea procesului de inserţie pe piaţa muncii a studenţilor din domeniile tehnic / economic / medical veterinar (IMPULS)Codul proiectului: POSDRU/160/2.1./S/139928
RAPORT DE PRACTICA
Student practicant
Matei Madalina Adriana
2015Investeşte în oameni !FONDUL SOCIAL EUROPEAN
1
Programul Operaţional Sectorial pentru Dezvoltarea Resurselor Umane 2007 – 2013 Axa prioritară 2 – „Corelarea învăţării pe tot parcursul vieţii cu piaţa muncii”Domeniul major de intervenţie: 2.1. „Tranziţie de la şcoală la viaţa activă”Titlul proiectului: Student azi! Profesionist maine! - Imbunătăţirea procesului de inserţie pe piaţa muncii a studenţilor din domeniile tehnic / economic / medical veterinar (IMPULS)Codul proiectului: POSDRU/160/2.1./S/139928
RAPORT DE PRACTICA
Student practicant : Matei Mădălina Adriana
Semnătura ……………………………………
Universitatea Politehnica din Bucureşti
Facultatea de Chimie Aplicată şi Ştiinţa Materialelor
Specializarea Controlul şi Expertiza Produselor Alimentare
2015
2

CUPRINS
Sectiunea A – Informaţii privind unitatea parteneră de
practică:
o Date de identificare ale unităţii (denumire, adresă, date de
contact);
o Poziţionarea geografică;
o Scurtă descriere a companiei, număr de angajaţi;
o Domeniul de activitate (se vor menţiona serviciile/produsele
oferite/realizate de către unitate);
o Poziţionare în piaţă; principali clienţi şi furnizori;(in cazul in
care acestea nu fac obiectul unor date confidentiale ale
operatorului economic/institutiei/organizatiei))
o Structura organizatorică (departamente, secţii – se prezintă
pe scurt rolul fiecaruia şi interacţiunea dintre acestea);
o Perspective de angajare (departamente în care există poziţii
disponibile).
Sectiunea B – Informaţii privind activitatile prestate de către
student
o Durata perioadei de practică;
o Descrierea detaliată a departamentelor în care şi-a desfăşurat
activitatea (servicii/produse, încadrarea în schema funcţională
a unităţii);
o Descrierea activitatilor efectuate de către student in domeniul
programului de studii
o Descrierea procesului tehnologic cu toate etapele sale;
3

o Materii prime si auxiliare.
o Aparatura utilizata
o Analize pe fluxul tehnologic.
Sectiunea C – Informatii privind abilitatile personale
o Gradul de integrare/acceptare în echipa de lucru;
o Competenţele şi abilităţile dobândite în perioada de practică;
o Colaborarea cu tutorele reprezentant al societatii.
Sectiunea A – Informaţii privind unitatea parteneră de practică
Date de identificare
-denumire: S.C. Caroli Foods Group
4

-adresa: Judeţul Argeş Str. Intrarea Abatorului nr. 30
-date de contact: tel. 0248 615 252 , fax. 0248 615 292
Pozitionare geografică
Fabrica de preparate din carne este amplasată în partea de Sud a
municipiului Piteşti. Amplasamentul se află situat pe str. Intrarea Abatorului
nr. 30.
Scurtă descriere a companiei
Caroli Foods Group este una dintre cele mai mari companii
producătoare de mezeluri proaspete din România. Compania a luat naştere
în 1994 şi în mai bine de două decenii de activitate a oferit produse de
calitate pentru toate tipurile de consumatori. Compania are peste 1200 de
angajaţi şi o singură fabrică în Piteşti. Aceasta este certificată ISO
9001:2008, IFS vs.6 “Higher Level” şi are implementat standardul HACCP
pentru siguranţa alimentelor.
Caroli Foods Group şi Campofrio Foods Group au semnat în 2010 un
acord de parteneriat (joint venture) pentru a ridica standardul de calitate şi
pentru a acoperi mai bine piaţa de mezeluri din Europa de SE: România,
Bulgaria, Republica Moldova, Serbia, Ucraina şi Turcia.
În prezent, portofoliul conţine 4 mărci: Caroli, Campofrio, Sissi şi
Maestro, cu peste 200 de produse pentru toate gusturile.
Domeniul de activitate
Compania se ocupă cu tehnologia de fabricare a preparatelor din
carne, cu focus pe salamuri, şunci, cârnaţi, cremwursti şi specialităţi.
Operaţiile unitare comune ale tehnologiei de fabricare se referă la recepţia şi
depozitarea cărnii la frig, sărarea şi maturarea, prepararea semifabricatelor
5

şi compoziţiilor, legarea produselor ( afumături şi specialităţi), umplerea
produselor în membrane şi legarea batoanelor, afumarea caldă, fierberea,
afumarea rece, depozitarea produselor finite.
Tehnologiile de fabricaţie aflate în producţia de mezeluri includ
automatizări complexe ale diferitelor operaţiuni desfăşurate, factorul uman
intervenind pentru acţiunile de supervizare.
Majoritatea operaţiilor se desfăşoară pe utilaje moderne, dotate cu
computer de proces, care derulează programe prestabilite pentru fiecare
operaţie şi produs fabricat. În acest fel, parametrii calitativi ai produselor se
păstreză în timp, iar gradul de siguranţă alimentară al produselor este
maxim.
Poziţionarea în piaţă
Caroli Foods group este liderul pieţei de mezeluri din România,atât în
valoare, cât şi în volum. Compania are vânzări anuale de peste 400.000 tone
şi venituri de 1.9 miliarde de euro. Este alcătuită din 8 companii
interdependente, plus 2 joint ventures.
Principalii clienţi sunt: METRO, LaDoiPaşi, AUCHAN România, Penny
Market, Carrefour, Lidl, Cora, Real, Billa România, Kaufland România, XXL
Mega Discount, Mega Image.
Principalii furnizori sunt: Agricola International S.A., Avicarvil S.R.L. ,
BURANI INTERFOOD, Danish Crown A.S, Danish Crown France SAS, Campofrio
Foods Group S.A., Carmistin S.R.L., Carnica Batalle, Danubius Exclusiv S.R.L.,
Diana S.R.L., EUROAVI S.R.L.
Structura organizatorică
Compania funcţionează conform următoarei organigrame:
Contabilitate IT Resurse umane
6

Achiziţii (materia primă, condimentePlanificare membrane) Producţie
Administrativ Tehnic
Vânzări Logistică Asigurarea calităţii
Marketing R&D
Fabrica este împărţită în 4 departamente:
Asigurarea calităţii
Producţie & Tehnic
Cercetare-Dezvoltare
Logistică
Structura departamentului AQ este următoarea:
1. Controlul Tehnic de calitate (CTC)
2. Laborator
3. Mediu
CTC verifică şi monitorizează întregul flux tehnologic, starea de igienă
a spaţiilor de procesare şi a mijloacelor de transport a mărfurilor, dar asigură
şi respectarea regulilor de igienă şi bună practică de către personal.
Laboratorul analizează parametrii fizico-chimici pentru materiile prime
recepţionate şi pentru produsul finit şi emite buletine de analiză pentru toate
probele analizate. Buletinele emise pentru produsul finit însoţesc marfa până
la client.
Responsabilul AQ pentru Protecţia Mediului şi Apă Potabilă
monitorizează respectarea cerinţelor de mediu referitoare la aer, sol, apă şi
prelevează periodic probe, verifică colectarea selectivă a deşeurilor şi
raporează situaţiile la Fondul de Mediu.
În ceea ce priveşte departamentul Producţie&Tehnic, acesta are
urmatoarea structură organizatorică:
7

Zona de producţie este împărţită în 3 sectoare, care la rândul lor sunt
împărţite în mai multe secţii, după cum urmează:
-Sectorul 1: recepţie, decongelare, tranşare, injectare, tumblerizare, legare;
-Sectorul 2: pregătire şarje, tocare, cuterizare, umplere, paste fine;
-Sectorul 3: tratament termic, ambalare-etichetare, depozitare.
Fiecare dintre aceste secţii este coordonată de către un şef, a cărui
activitate este supervizată şi în strânsă legătură cu şeful de sector.
Departamentul R&D se ocupă cu crearea şi implementarea de noi
reţete, optimizarea produselor şi procedeelor tehnologice. De asemenea, au
posibilitatea de a concepe produse Marcă Proprie adaptate perfect cerinţelor
magazinelor naţionale şi internaţionale.
Perspective de angajare
La ora actuală, în fabrică sunt disponibile următoarele posturi:
-controlor calitate;
-inginer tehnolog;
8
Manager fabrică
Manager fabricaţie Şef Birou Evidenţa Producţiei
Manager tehnic
Şef Sector 2
Şef Sector 3
Şef Sector 1Key User Evidenţa
Producţiei
Responsabil
Evidenţa producţiei Sector 2
Responsabil
Evidenţa producţiei Sector 3
Responsabil Evidenţa
producţiei sector 1 şi Mixuri
Responsabil energetic Mijloace
FixeEchipă
întreţinere exterior
Mecanic Şef interior
Responsabil igienizare interioara
-operator depozit;
-revizor tehnic.
9

Sectiunea B – Informaţii privind activitatile prestate de către
student
Durata perioadei de practică: 22.06-14.08.2015
Descrierea detaliată a departamentelor în care şi-a desfăşurat activitatea
În primul rând, trebuie menţionat faptul că fabrica îşi desfăşoară
activitatea conform principalelor cerinţe sanitar-veterinare constructive şi de
finisare, printre care putem enumera:
-reţele de colectare şi evacuare separate pentru apele uzate tehnologice şi
menajere;
-pardoseli antiacide şi antiderapante;
-spălătorie echipamente de protecţie;
-instalaţii frigorifice şi de climatizare conform cerinţelor tehnologice;
-instalaţii cu apă rece şi apă caldă (+37 ◦C şi +65◦C );
-instalaţii mobile pentru sterilizarea cu apă +83 ◦C;
-spălătoare de mâini fără acţionare manuală pentru apă la +37 ◦C;
-ecluze igienice.
Accesul în fabrică se face numai pe la vestiarele filtru. Aici fiecare
angajat/vizitator are obligaţia de a se echipa corespunzător înainte de
intrarea în zona de producţie. Fiecare punct de acces este dotat cu ecluza
igienică, prevăzută cu dozator de săpun, robineţi pentru apă, perii pentru
pantofi şi dozator de dezinfectant, toate acestea fiind automatizate şi
funcţionând pe bază de senzori.
Pe tot lanţul de producţie se respectă regulile de igienă şi de bună
practică, asigurându-se totodată şi trasabilitatea unui produs. Pentru
aceasta, unitatea a implementat sistemele de siguranţă alimentară şi
anume: regulile de igienă şi bună practică, sistemul HACCP în care s-a făcut
10

analiza riscurilor, identificându-se şi monitorizându-se punctele critice(PCC)
şi punctele de control (PC), programul şi procedurile de igienizare, controlul
preoperaţional de igienă, controlul sănătăţii şi igiena personalului, programul
de control al dăunătorilor, controlul produsului finit, controlul apei, controlul
manipulării şi evacuării deşeurilor, instruirea personalului şi tot ceea ce ţine
de programul de autocontrol.
Aşa cum am menţionat anterior, zona de producţie este împărţită în 3
sectoare, fiecare dintre acestea având subdiviziunile sale. În rândurile
următoare voi descrie succint fiecare dintre aceste subdiviziuni.
Sector 1
Zona de recepţie a materiilor prime se face în arii special destinate,
prevăzute cu rampe de descărcare cu nivelator cu nivelator şi burduf. Aceste
zone sunt prevăzute cu instalaţii de climatizare pentru asigurarea unei
temperaturi maxime de 10-12 ◦C, cu dispozitive de captare a insectelor („fly-
killer”), spălătoare de mâini şi sterilizatoare de cuţite.
În această arie se face atât recepţia cantitativă ( este prevăzut un
cântar), cât şi calitativă a materiilor prime. Carcasele se recepţionează pe
linie aeriană, iar carnea congelată sau refrigerată sub formă de paleţi. După
recepţie,carnea este dirijată către depozitare.
Depozitarea materiilor prime se realizează în funcţie de starea lor
termică, în depozitele de congelate la -18/-20 ◦C sau de refrigerate la 0-4 ◦C.
Dezambalarea se realizează în incinte special amenajate cu posibilităţi
de evacuare a ambalajelor. Ambalajele sunt constituite din folie şi cartoane,
care voi fi considerate deşeuri şi vor fi tratate ca atare, fiind depozitate în
containere, în incinte dedicate, până vor fi preluate din unitate de către o
companie autorizată.
11

Decongelarea are loc într-un spaţiu special, prevăzut cu un utilaj de
decongelat. Procesul este atent monitorizat, urmărindu-se ca temperatura în
produs să fie de -2 ◦C (0-4 ◦C). După ce s-au decongelat, produsele se
aşează în cimbere sau pe rastele.
Pe secţia de decongelare se verifică scăzămintele. Obiectivul este ca
pierderile înregistrate să fie cat mai mici şi să se încadreze în normat (2%)
sau dacă se poate mai mici ca acesta. Sunt analizate şi abaterile de la
normat.
Zona tranşare, preambalare şi depozitare carne proaspătă.
Sala de tranşare este conectată la centrala frigorifică prin intermediul
unor sisteme de răcire care asigură o temperatură constantă de 0-4 ◦C.
Aceasta din urmă este monitorizată în fiecare oră cu ajutorul unui
termometru de cameră, pe fiecare schimb de lucru, de către şeful secţiei şi
notată într-o fişă specială. De asemenea, este monitorizată temperatura
materiei prime înainte şi după tranşare.
Materia ce intră în tranşare provine fie din decongelare, fie direct de la
recepţie, în cazul materiei prime în stare refrigerată. Toată materia este
cântărită şi înregistrată atât la intrarea, cât şi la ieşirea din această zonă cu
ajutorul unui cântar platformă şi a unui program dezvoltat de Departamentul
IT numit Charisma.
12

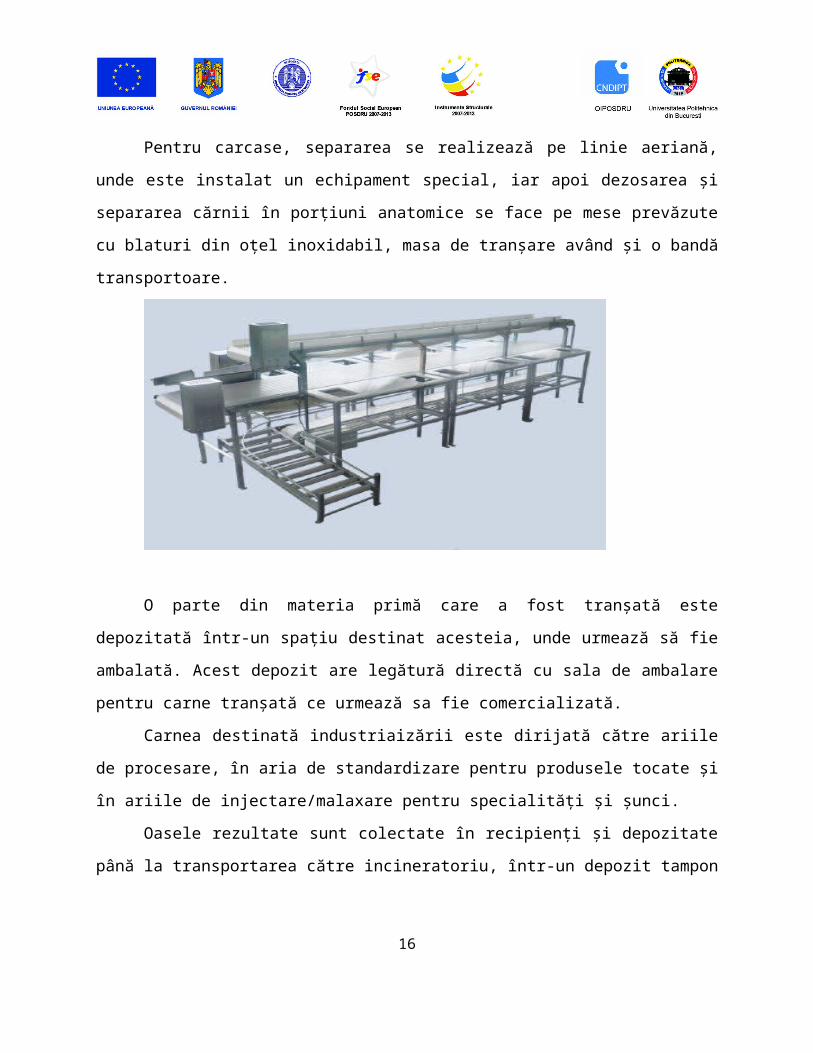
Pentru carcase, separarea se realizează pe linie aeriană, unde este
instalat un echipament special, iar apoi dezosarea şi separarea cărnii în
porţiuni anatomice se face pe mese prevăzute cu blaturi din oţel inoxidabil,
masa de tranşare având şi o bandă transportoare.
O parte din materia primă care a fost tranşată este depozitată într-un
spaţiu destinat acesteia, unde urmează să fie ambalată. Acest depozit are
legătură directă cu sala de ambalare pentru carne tranşată ce urmează sa fie
comercializată.
Carnea destinată industriaizării este dirijată către ariile de procesare,
în aria de standardizare pentru produsele tocate şi în ariile de
injectare/malaxare pentru specialităţi şi şunci.
Oasele rezultate sunt colectate în recipienţi şi depozitate până la
transportarea către incineratoriu, într-un depozit tampon răcit la 0-4 ◦C, care
este prevăzut cu un spaţiu dedicat pentru evacuarea acestora.
Cârligele cu care au fost transportate carcasele sunt colectate,navetele
şi cimberele folosite la transportul cărnii sunt spălate şi dezinfectate într-un
spaţiu situat în zona tranşării, special destinat acestui scop. Resturile de
carne rezultate în urma spălării se evacuează către depozitul de deşeuri.
13

De asemenea, echipamentul de proctecţie folosit de tranşatori
(mănuşă şi şorţ), cât şi cuţitele sunt igienizate cu ajutorul unor utilaje special
destinate acestui scop.
În funcţie de lansarea primită de şeful de sector, se ştie câte tranşe din
fiecare sortiment de carne sunt necesare pentru a fi lucrate în ziua
respectivă pentru fiecare tip de produs finit.
Se urmăreşte eficienţa tranşării prin rapoarte de tranşare. Se doreşte
ca marfa recepţionată să renteze atât din punct de vedere calitativ, cât şi
cantitativ, adică marfa achiziţionată trebuie să fie calitativ superioară şi la un
preţ cât mai bun. Pierderile din tranşare trebuie să fie de cel mult 1.5 %.
Eficienţa şi randamentul se verifică din punct de vedere al preţului şi
anume: carnea rezultată în urma tranşării să aibă preţul mai mare decât
preţul pieselor din care a rezultat.
La sfârşitul fiecărui schimb se întocmeşte un raport de activitate
pentru a urmări productivitatea.
În această secţie se mai gasesc următoarele utilaje: maşină de
deşoricat, maşină de depieliţat, cimbere, rastele, bazine (cu care se
transportă materia primă), fierăstrău bandzic şi spălătoare de mâini.
Adiacent sălii de tranşare se află secţia de mici. Tocarea, cutterizarea
şi condimentarea pastei are loc în Sectorul 2. Aceasta este adusă în cimbere
şi pusă în utilajul destinat, ce se compune din 2 părţi: cuva de dozare şi
banda de porţionat. Dozarea(grosimea) se face prin orificii de dimensiuni
cunoscute, iar lungimea este fixata cu ajutorul unui senzor, ce activează o
pereche de cuţite. Utilajul este conceput pentru preparatele din carne tocată
porţionate pe suporţi din hârtie pergament şi aşezate în ambalaje plane,
având propriul transportor cu bandă pentru evacuarea produselor.
Ambalarea, etichetarea şi cântărirea se realizează manual. În cazul în care
micii sunt destinaţi exportului, aceştia sunt supuşi congelării rapide.
14
Secţia injectare-tumblerizare. Materia primă ce urmează a fi
injectată provine direct din tranşare. Aceasta este recântărită şi este scanată
reclama cu care a venit, pentru a putea fi verificată în sistem şi înregistrată.
Saramura cu care se injectează carnea se prepară într-un tanc ce are o
capacitate de 700 L. Acesta este prevăzut cu palete, care ajută la
solubilizarea tuturor ingredientelor şi cu dozator de apă. În funcţie de tipul de
saramură, condimentele folosite sunt adăugate într-o anumită ordine.
Temperatura saramurii trebuie să fie de 0-2 ◦C, iar a materiei prime ce
urmează a fi injectată de 2-4 ◦C. Pentru a menţine o temperatura atât de
joasă în tancul de saramură se foloseşte gheaţă. Saramurile mai vâscoase,
care sunt folosite la anumite produse, sunt realizate la cutter.
Injectarea materiei prime se face cu maşini de injectat Schröder, având
2 paturi cu câte 150 ace, sau Günther, cu un singur pat cu 54 ace. Acestea
lucrează la presiune mică ( mai puţin de 4 bari). Injectorele de joasă presiune
introduc saramura în timpul deplasării acului prin carne.
În general, fiecare ac are 2-4 orificii cu diametrul mai mare de 1 mm în
vârf şi pe părţile laterale. Carnea ce urmează a fi injectată este trecută 15
treptat pe banda maşinii transportoare, iar când stratul de carne antrenat de
bandă ajunge sub rândurile de ace, maşina le introduce pe acestea dintr-o
dată în masa de carne şi pompează prin ele doze determinate de saramură,
apoi acele se extrag şi operaţia se continuă automat. Presiunea de injectare
trebuie sa fie constantă, deoarece o presiune mai mare distruge structura
cărnii, fibra acesteia şi formează pungi de saramură în interiorul produsului.
Sunt notate şi tabelate toate sortimentele care au fost injectate şi care
urmează a fi injectate şi tumblerizate.
Tumblerizarea este un tratament mecanic de masare mai puternic, în
care bucăţile de carne sunt ridicate la partea superioară a maşinii, de unde
sunt lăsate să cadă. Înălţimea maximă de cădere recomandată într-un
tambur rotativ este de 0.9 m, pentru a produce o acţiune mecanică eficientă.
Acţiunea mecanică a tumblerizării este legată de viteza de rotaţie, de timp şi
de temperatură.
Alternanţa perioadelor de tumblerizare cu perioadele de repaus este
importantă pentru asigurarea timpului necesar pentru migrarea saramurii,
prevenirea distrugerii excesive a muşchiului şi dispersarea saramurii.
Utilajele cu care se realizează aceste masări se numesc tumblere, care
funcţionează după anumite programe prestabilite în funcţie de tipul de
produs. Sunt folosite tumblere Lutetia de capacităţi diferite, pornind de la
150 kg, folosite pentru şarje foarte mici sau pentru experimente, şi pot
ajunge la 2.8 tone.
16

Fiecare tumbler este prevăzut cu o pompă de vid pentru a asigura
vidul în interiorul utilajului. Acesta are rolul de a ajuta saramura să pătrundă
cât mai bine în carne, crescând astfel frăgezimea. Pentru produsele al căror
procent de injectare nu corespunde reţetei, acesta este corectat în tumbler:
dacă este prea mare, se scoate saramura prin mărirea timpului de cădere,
iar dacă este insuficient se adaugă o cantitate suplimentară de saramură
alături de produsul injectat.
Sala legare. Legarea se realizează manual, cu precădere în cazul
specialităţilor. Produsele sunt perforate cu ajutorul unor ace foarte mari,
legate cu sfoară, după care sunt puse pe beţe şi aşezate pe rame, apoi sunt
trimise la tratament termic. Unele produse sunt imersate într-o soluţie din
apă şi colorant pentru a căpăta un aspect specific sortimentului.
Sector 2
Secţia de tocare este compusă din două săli: una penru tocarea
efectivă a materiei prime şi una pentru pregătirea şi cântărirea şarjelor, în
funcţie de reţetele de formulare ale produselor.
În sala de pregătire a şarjelor, materia primă se cântăreşte în cimbere
şi ea poate proveni din: congelare (recepţie), decongelare, refrigerare
17

(recepţie), tranşare sau din secţia injectare-tumblerizare. Aceasta este
operată în program, conform lansării din ziua respectivă. După aceea
primeşte o reclamă specifică produsului finit pentru care este tocată.
Tocarea materiei prime se realizează cu utilajul corespunzător stării
sale termice: pentru carne refrigerată se folosesc maşini de tocat volf, de
tipul Laska sau Wetter, iar pentru carnea congelată se utilizează ghilotina.
Poze ghilotina si masina de tocat!!!!!!
În funcţie de gradul de mărunţire dorit, la maşina de tocat se folosesc
site cu diferite dimensiuni ale ochiurilor, ce se pot schimba în funcţie de
caracteristicile produsului finit.
Secţia cutterizare este prevăzută cu 4 cuttere şi 2 utilaje de gheaţă.
Fiecare cutter are un panou de comandă de unde se stabileşte programul
după care lucrează şi timpul de cutterizare. Ele sunt prevăzute şi cu un
elevator cu care se ridică cimberele în care se află materia primă, şi o rolă de
evacuare a produsului cutterizat.
Cutterizarea este o operaţie de mărunţire a materiei prime şi totodată
de omogenizare a acesteia împreună cu restul condimentelor la o
temperatură de ≈ 10 ◦C. În timpul cutterizării temperatura produsului creşte,
lucru nedorit deoarece afectează calitatea pastei, iar pentru menţinerea
temperaturii scăzute trebuie adăugată gheaţă, în funcţie de reţetă.
Utilajul principal care se foloseşte este cutterul. Acesta este prevăzut
cu o pereche de cuţite, care se rotesc în funcţie de gradul de mărunţire dorit.
Poza cutter!!!!!!!!!!!
Cuţitele au tăiş pe o singură parte a lamelor, însă pentru o simplă
malaxare/omogenizare a pastei, există opţiunea de rotire în sens invers a
acestora. Mărunţirea omogenă a componentelor are loc prin rotirea cuvei în
jurul axului de care este fixată perechea de cuţite.
18

Secţia umplere este aria special amenajată pentru umplerea
diferitelor membrane cu pasta primită de la cuttere. Umplerea compoziţiei în
membrane este un proces de deformare plastică, realizat prin împingerea
compoziţiei prin ţeava şpriţului ( de la maşina de umplut), presiunile de lucru
pentru împingerea compoziţiei fiind diferite în funcţie de produsul finit.
Ordinea în care se realizează umplerea membranelor este dată de
lansarea din ziua respectivă, ordine programată de către şeful de sector. În
cazurile excepţionale, ordinea poate fi modificată din pricina unei urgenţe a
unui anumit produs sau din lipsă de materie primă pregătită la timp.
Membranele folosite pentru umplere trebuie pregatite în prealabil,
pregătirea fiind specifică membranelor naturale, semisintetice şi sintetice.
Lungimea şi diametrul acestora diferă în funcţie de sortimentul ce se
realiează. Toate membranele sunt aşezate în apă caldă înainte de fi utilizate.
Unele dintre acestea sunt puse doar în apă, altele necesită o saramură
pentru a putea fi maleabile la umplere. De asemenea pot fi şi unse cu ulei
pentru a se evita spargerea în timpul operaţiei.
Poza membrana!!!!
Umplerea se realizează cu maşini de umplut cu acţiune periodică (cu
acţionare hidraulică) şi cu funcţionare continuă cu spirale (melci), şuruburi
sau palete, care lucrează sub un anumit grad de vid, pentru dezaerarea
compoziţiei. Acestea sunt prevăzute cu dozator şi pot fi cu site sau fara site.
Cele cu site au întotdeauna 2 site: una este fixă, iar cea de-a doua se poate
schimba în funcţie de granulozitatea dorită pentru produsul finit. Sunt
folosite pentru produsele cu structură, precum Salamul Sandvis. Cele fără
site sunt utilizate la umplerea salamurilor de tip Victoria, Şunca Praga, dar şi
altele.
Poza masina de umplut handtman sau vemag!!!!!
19

Toate maşinile sunt dotate cu un panou de comandă, în care sunt
înregistrate cantităţile, lungimile, dar şi diametrele produselor ce urmează a
fi realizate.
Membranele sunt poziţionate pe ţeava de umplere a maşinii şi derulate
cu ajutorul şi răsucite cu ajutorul unei filiere. În funcţie de diametrul
produsului finit, ţeava de umplere se poate schimba. Aceasta poate avea
dimensiuni ce variază între 24 şi 60 mm.
La maşinile de umplere se ataşează câte un utilaj numit Poly-clip, care
realizează clipsarea şi ataşarea funiei de agăţat la produs. Clipsurile de
asemenea au diferite dimensiuni în funcţie de grosimea produsului finit şi pot
fi cu sau fără labirint. În general, clipsurile cu labirint se folosesc la produsele
cu membrană mai groasă (colagenică) deoarece sunt mai maleabile ca
material şi strâng mult mai bine decât celelalte.
Fiecare maşină de umplere are ataşat cate un detector de metale care,
în cazul unei infestări cu metale grele, îndepărtează cantitatea respectivă de
pastă printr-un racord special. Acesta are fixată o limită de detecţie, în
funcţie de calibrarea facută.
În ceea ce priveşte cârnaţii, sunt produse care se răsucesc şi se leagă
manual, dar şi alte sortimente care necesită doar legarea manuală, răsucirea
fiind realizată de filieră. De regulă, produsele trase în membrană naturală
sunt cele care necesită o manipulare atentă, fiind mai utilă legarea şi
răsucirea manuală.
Şuncile, alături de unele specialităţi, pentru a avea o anumită formă,
sunt aşezate în prese OTT. Presarea se realizează fie cu perne de aer, fie prin
străngerea unor şuruburi. Specialităţile care necesită şi afumare, după
ferberea în forma respectivă, sunt scoase şi aşezate pe rastele, după care
sunt retrimise la tratament termic pentru afumare.
Poza forme si prese!!!!
Secţia de paste fine.20

Sunt produse care, după tragerea în membrană, necesită o anumită
perioadă de maturare. Între sălile de fabricaţie si cele de tratament termic s-
au prevăzut spaţii tampon, de aşteptare, răcite la temperatura de +4 ◦C, în
care se depozitează ramele şi presele cu produse pentru situaţii în care
secţia de tratament termic este complet ocupată.
21






![Paisie Aghioritul - [Cuvinte duhovnicesti] Nevointa duhovniceasca (v.1.0)_Vol.3.doc](https://static.fdocumente.com/doc/165x107/577c7f2a1a28abe054a37eab/paisie-aghioritul-cuvinte-duhovnicesti-nevointa-duhovniceasca-v10vol3doc.jpg)











