MEIA PDF.pdf
63
UNIVERSITATEA ŞTEFAN CEL MARE DIN SUCEAVA FACULTATEA DE INGINERIE ALIMENTARĂ DEPARTAMENTUL DE TEHNOLOGII ALIMENTARE, SIGURANŢA PRODUCŢIEI ALIMENTARE ŞI A MEDIULUI Materiale metalice şi nemetalice pentru echipamente din industria berii tip “BEER-COOLER” Cadru didactic: Şef lucrări dr. ing. Silviu-Gabriel STROE Student:Balan Alexandra- Mihaela Program de studii: CEPA 1a Anul:III SUCEAVA 2014
-
Upload
alexandra-balan -
Category
Documents
-
view
4 -
download
2
Transcript of MEIA PDF.pdf
UNIVERSITATEA ŞTEFAN CEL MARE DIN SUCEAVA
FACULTATEA DE INGINERIE ALIMENTARĂ
DEPARTAMENTUL DE TEHNOLOGII ALIMENTARE,
SIGURANŢA PRODUCŢIEI ALIMENTARE ŞI A MEDIULUI
Materiale metalice şi nemetalice pentru echipamente din industria berii tip
“BEER-COOLER”
Cadru didactic:
Şef lucrări dr. ing. Silviu-Gabriel STROE
Student:Balan Alexandra- Mihaela
Program de studii: CEPA 1a
Anul:III
SUCEAVA
2014

Materiale metalice şi nemetalice pentru echipamente din industria berii tip
“BEER-COOLER”
Page 2
Tema: Studierea problematicii globale privind influenţa materialelor pentru
echipamentele din industria alimentară asupra calităţii finale a
produselor alimentare

Materiale metalice şi nemetalice pentru echipamente din industria berii tip
“BEER-COOLER”
Page 3
CUPRINS
Capitolul I
Materiale pentru echipamente din industria berii
I. Introducere........................................................................................................................6
Materiale pentru echipamente din industria berii….............................................................7
I.1.1.Moara cu valțuri.........................................................................................................7
I.1.2.Cazan de plămădire...................................................................................................10
I.1.3.Cazan de filtrare..........................................................................................................12
I.1.4.Cazan de fierbere.....................................................................................................15
I.1.5.Răcitor cu plăci.......................................................................................................19
I.1.6.Filtrarea cu Kiselgur......................................................................................................29
I.2. Oţelul..........................................................................................................................39
A. Proprietăţile oţelului.......................................................................................................39
B. Domeniile în care sunt utilizate oţelurile.......................................................................39
C. Reglementari privind utilizarea metalelor ca materiale de contact cu alimentele….……41
a. Fierul ..............................................................................................................................41
b. Fonta...............................................................................................................................41
c. Cuprul...........................................................................................................................42
d. Aluminiul.........................................................................................................................42

Materiale metalice şi nemetalice pentru echipamente din industria berii tip
“BEER-COOLER”
Page 4
e.Tabla cositorită..............................................................................................................42
f. Metalele.......................................................................................................................43
I.3. Materiale filtrante........................................................................................................44
I.3.1. Cartoanele filtrante.................................................................................................44
I.3.2. Perlita.........................................................................................................................45
I.3.3. Celuloza..............................................................................................................45
I.3.4. Cărbune activ......................................................................................................46
I.4. Îmbutelierea berii………….......................................................................................47
I.4.1. Buteliile din sticlă .................................................................................................47
I.4.2. Cutiile metalice și buteliile din material plastic ......................................................49
Capitolul II
Identificarea condiţiilor de lucru
Identificarea condiţiilor de lucru
II.1. Menţinerea condiţiilor de igienă.............................................................................51
II.2. Condiţiile în care se realizează fermentarea mustului de malț………………………..51
A. Factorii fizici. ..........................................................................................................51
B. Factorii chimici. ......................................................................................................52
II.3. Temperatura……………........................................................................................52
II.4. Variaţia de pH.......................................................................................................53
II.5. Timpul…………………………………………………………………………………..53

Materiale metalice şi nemetalice pentru echipamente din industria berii tip
“BEER-COOLER”
Page 5
Capitolul III
Identificarea si studierea fenomenelor de la interfata material-mediu alimentar
III.1. Difuzia in metale si aliaje.....................................................................................53
III.1.1.Difuzia staţionară. Legea I a lui Fick………………………………………………..54
III.1.2. Difuzia nestaţionară. A doua lege a lui Fick……………………………………….55
III.2. Modificările nedorite care pot să apară în timpul procesului de fermentare.............56
III.3.Metode de testare la coroziune………………………………………………………...56
III.3.1. Masuratori de coroziune…………………………………………………………….57
III.3.2.Oxidarea fierului……………………………………………………………………..58
III.3.3. Oxidarea aliajelor metalice………………………………………………………….59
III.4. Modelarea matematică………………………………………………………………..59
Concluzii……………………………………………………………………………………62
Bibliografie
Materiale metalice şi nemetalice pentru echipamente din industria berii tip
“BEER-COOLER”
Page 6
INTRODUCERE
Berea este o băutură slab alcoolică, nedistilată, obţinută prin fermentare, cu ajutorul
drojdiei, a unui must fabricat din malţ, apă şi hamei, malţul putând fi înlocuit parţial cu
cereale nemalţificate (porumb, brizură de orez, orz) şi eventual enzime.
Calităţile organoleptice/gustative ale berii conferă acestui produs o largă adresabilitate la
mai multe categorii de consumatori, este un produs de masă, se consumă indiferent de momentul
zilei, indiferent de starea sufletească.
Berea specialitate este o categorie aparte în familia berilor belgiene, care include berile
ce nu pot fi clasificate în celelalte categorii. Acestea sunt beri locale, legate de un oraş sau o
regiune. Adesea aceste beri reprezintă mândria comunitatii locale, care o sprijină permanent
pentru păstrarea tradiţiei. Calitatea lor este foarte ridicată. Unele dintre ele au un larg renume,
inclusiv internaţional, aşa ca aceasta categorie de beri belgiene trebuie privită cu respect. În
general ele sunt obţinute prin procesul de fermentaţie înaltă şi au culori şi gusturi foarte diferite.
Produsele tip “beer-cooler” reprezintă o categorie în plină expansiune în Belgia. Pornind
de la Kriek s-au dezvoltat foarte multe beri pe bază de fructe. În majoritate sunt beri rezultate
prin fermentaţie spontană, dar ca şi Kriek-ul se obţin şi pe baza berii albe. Există o mare
diversitate de arome - piersici, zmeură, căpşuni, caise, struguri,măr, caise, lămâi şi chiar fructe de
pădure. Au în general o tărie alcoolică scăzută (până în 5o) şi se servesc foarte reci. Adaosul de
suc de fructe se găseşte în proporţie de 12% în produsul finit, iar valoarea energetică a acestei
băuturi răcoritoare este de aproximativ 370 cal/litru. Această băutură se adresează în special
femeilor, datorită calităţilor gustative şi a tăriei alcoolice scăzute.
Materiale metalice şi nemetalice pentru echipamente din industria berii tip
“BEER-COOLER”
Page 7
CAPITOLUL I. MATERIALE PENTRU ECHIPAMENTE DIN INDUSTRIA
BERII TIP “BEER-COOLER”
I.1. Moara cu valțuri
Măcinarea malțului
Măcinarea malţului este o operaţie tehnologică care se face cu scopul de a permite
solubilizare enzimatică a malţului, solubilizare care are loc în procesul de plămădire-zaharificare.
Măcinarea trebuie realizată în aşa fel încât cojile să nu fie rupte. Numai în aceste condiţii
borhotul devine afânat, se poate realiza o scurgere normală a mustului şi o spălare mai rapidă a
borhotului. Totodată se urmăreşte ca miezul făinos al bobului de malţ să fie transformat, prin
măcinare, într-o făină foarte fină. Ambele cerinţe se pot realiza numai folosind un malţ de
calitate corespunzătoare.
Cu cât măcinişul este mai fin, cu atât volumul ocupat de acesta este mai redus, iar stratul
filtrant în cazanul de filtrarea fiind şi el mai compact, se îngreunează procesul de filtrare. Din
contră, măcinişul grosier ocupă un volum mai mare, cu consecinţe favorabile asupra operaţiei de
filtrare.
După filtrare, borhotul reţine încă cantităţi apreciabile cu extract ce pot fi recuperate în
cea mai mare parte prin spălări repetate. Spălările exagerate însă conduc la extragerea unor
cantităţi de substanţe nedorite din tegument, care influenţează negativ culoarea mustului.
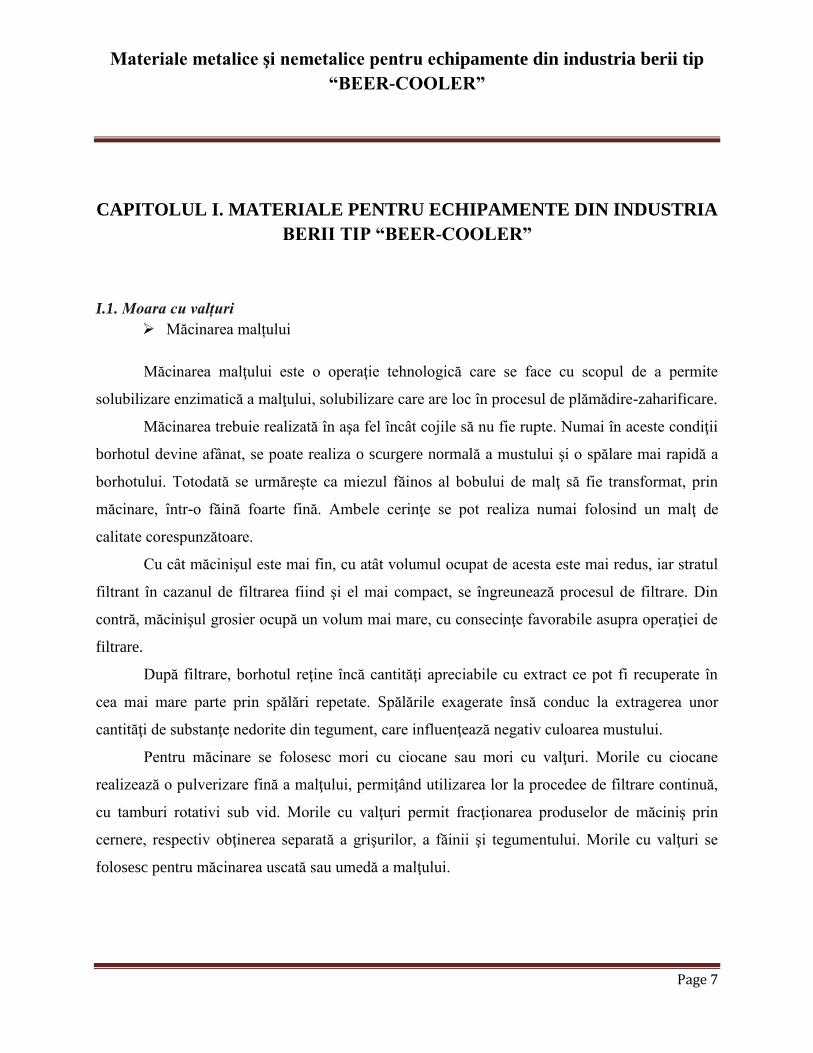
Pentru măcinare se folosesc mori cu ciocane sau mori cu valţuri. Morile cu ciocane
realizează o pulverizare fină a malţului, permiţând utilizarea lor la procedee de filtrare continuă,
cu tamburi rotativi sub vid. Morile cu valţuri permit fracţionarea produselor de măciniş prin
cernere, respectiv obţinerea separată a grişurilor, a făinii şi tegumentului. Morile cu valţuri se
folosesc pentru măcinarea uscată sau umedă a malţului.

Materiale metalice şi nemetalice pentru echipamente din industria berii tip
“BEER-COOLER”
Page 8
Măcinarea uscată
Prin măcinare uscată cu ajutorul valţurilor se obţin mai multe fracţiuni de măciniş,
urmărindu-se menajarea tegumentului în vederea utilizării acestuia ca strat filtrant în cazanele de
filtrare. Morile pentru măcinarea uscată a malţului se execută cu 2, 4, 5 sau 6 valţuri riftuite sau
netede cu viteze de rotaţie egale sau diferite. Cele mai răspândite mori sunt cele cu 3 perechi de
valţuri. Prima pereche zdrobeşte boabele după care urmează o cernere pentru îndepărtarea făinei
şi a grişurilor fine, care nu necesită altă măcinare. Astfel de mori realizează până la 45 kg
măciniş pe cm/valţ şi oră. Moara cu valțuri este confecționată din tablă de oțel.
Fig.1. Moară cu trei perechi de valţuri:
1 – valţ de distribuire; 2 – pereche de valţuri de prezdrobire; 3 – pereche de valţuri pentru coji; 4
– pereche de valţuri pentru grişuri; 5 – sită oscilantă superioară; 6 – sită oscilantă inferioară;
8 – grişuri; 9 – făină.

Materiale metalice şi nemetalice pentru echipamente din industria berii tip
“BEER-COOLER”
Page 9
Măcinarea umedă
În vederea reducerii duratei de filtrare a mustului şi a măririi înălţimii stratului de borhot în
cazanele de filtrare, s-au introdus în ultimii ani procedee şi instalaţii de măcinare umedă a
malţului.
Procedeul se bazează pe înmuierea cu apă a malţului înainte de măcinare până la o
umiditate de circa 30%, prin care cojile devin elastice astfel că în timpul măcinării rămân întregi.
Ca urmare borhotul format în cazanul de filtrare este mult mai afânat, filtrarea decurge mai rapid,
astfel încât se poate mări înălţimea stratului de borhot cu circa 50% faţă de procedeul clasic cu
cazan de filtrare. Datorită păstrării cojilor întregi se diminuează şi trecerea polifenolilor în must,
rezultând beri de culoare mai deschisă şi cu un gust mai fin.
Măcinarea umedă a malţului se realizează în mori speciale (Maişomat-uri) prevăzute
deasupra cu un buncăr de înmuiere şi cu numai o pereche de valţuri rifluite la distanţa de
0,35÷0,45 mm.
Procesul de măcinare se realizează în patru faze şi anume:
• înmuierea cu apă cu temperatura de 30÷500C în buncărul de înmuiere timp de 20÷25 minute,
urmată de recircularea apei timp de 10 minute până la atingerea unei umidităţi a malţului de
circa 30%. Temperatura apei de înmuiere este cu atât mai ridicată cu cât malţul este mai bine
solubilizat;
• evacuarea apei de înmuiere cu un extract de circa 0,3÷1% care poate fi trecută în cazanul de
plămădire ca apă de plămădire sau aruncată la canal. Această operaţie durează în medie 5
minute;
• măcinarea umedă propriu-zisă a malţului timp de 40 minute, perioadă în care se introduce în
camera de amestec de sub valţuri, apă de plămădire, raportul dintre malţ şi apă fiind de 1:3
sau chiar mai mult;
• curăţirea şi spălarea morii prin şpriţuire de apă şi pomparea apei de spălare în cazanul de
plămădire în timp de 5 minute.

Materiale metalice şi nemetalice pentru echipamente din industria berii tip
“BEER-COOLER”
Page 10
Măcinarea umedă prezintă următoarele avantaje:
Se păstrează bine integrabilitatea tegumentului diminuându-se posibilitatea extracţiei
substanţelor polifenolice în cursul procesului de plămădire
Se pot realiza straturi de borhot la filtrare cu înălţimi până la 6080 cm faţă de circa 30 cm
la măcinarea uscată
Se pot obţine randamente mai mari, ca urmare a intensificării proceselor de măcinare şi
plămadire
Se evită pierderile de malţ la măcinare prin generare de praf.
I.1.2. Cazan de plămădire
Plămădirea malțului
După măcinarea malţului, în procesul de plămădire se urmăreşte solubilizarea
componenţilor solizi ai malţului prin procese de amestecare cu apă şi cu ajutorul enzimelor. Se
obţine astfel mustul de bere în care suma componenţilor solubili constituie extractul. Principalii
componenţi solubili reprezintă hidraţii de carbon, proteinele şi substanţele minerale. Prin
stimularea activităţii enzimatice din malţ, ceea ce se realizează conferind enzimelor temperaturi
optime de activitate la anumite intervale de timp, zise şi de odihnă, se măreşte considerabil
cantitatea de extract obţinută.
De multe ori se adaugă la plămădire şi alte făinuri nemalţificate în vederea măririi
cantităţii de extract. Prin simpla solubilizare cu apă rece se realizează un randament de extract
până la 15% faţă de cantitatea de substanţă uscată din malţ. În urma acţiunii enzimelor,
randamentul de extracţie creşte la peste 70%.
Principalul proces de solubilizare enzimatică, care are loc în decursul plămădirii, este cel
al degradării amidonului. În afară de aceasta au loc descompuneri ale proteinelor, a

Materiale metalice şi nemetalice pentru echipamente din industria berii tip
“BEER-COOLER”
Page 11
hemicelulozelor şi substanţelor mucilaginoase, a polifenolilor şi antocianogenelor, precum şi a
unor fosfaţi.
În cazanul de plămadire are loc amestecarea omogenă cu ajutorul unui agitator a
măcinisului de malţ cu apă caldă. Conform reţetei de fabricaţie, plămada este menţinuta pe
paliere de temperatură pentru transformarea amidonului din malţ în zaharuri simple. În cursul
fermentării acestea pot fi transformate de către drojdie în alcool şi CO2.
Încalzirea plămezii are loc gradual cu ajutorul aburului ce circulă prin mantaua cazanului
de plămadire. Procesele enzimatice ce au loc la plămădire (solubilizarea amidonului, degradarea
proteinelor în compuşi mai simpli şi aminoacizi, solubilizarea vitaminelor şi substanţelor
minerale din malţ) duc la formarea mustului de malţ. Acesta conţine substanţele solubile
necesare drojdiei la fermentare.
Fig.2. Cazan clasic de plămădire cu serpentine de încălzire
1-preplămăditor; 2-hotă; 3-vizor; 4-serpentină de încălzire; 5-oală de condens; 6-ventile de abur
pentru două rânduri de serpentine; 7-ventile de golire; 8-ventile de evacuare directă a
condensului; 9-agitator; 10-motor

Materiale metalice şi nemetalice pentru echipamente din industria berii tip
“BEER-COOLER”
Page 12
Cazanul de plămădire este un recipient metalic cu încălzire indirectă şi prevăzut cu un
sistem de agitare. La instalaţia clasică predomină secţiunea rotundă, fundul bombat sau plan,
manta de încălzire izolată, capacul cu hotă pentru evacuarea vaporilor. Părţile în contact cu
produsul sunt confecţionate din cupru şi mai rar din tablă de oţel.
Capacitatea utilă necesară este de 6÷8 hl/100 kg măciniş, ceea ce corespunde cu o
cantitate de apă de 3÷4 hl apă. Agitatorul trebuie astfel dimensionat încât să asigure o amestecare
intimă, o mărire a turbulenţei pentru creşterea coeficientului de transmisie a căldurii prin perete
şi să evite o vătămare a cojilor ce vor constitui patul filtrant în cazul utilizării de cazane de
filtrare. Forma şi turaţia agitatorului sunt astfel alese încât să realizeze o ridicare a plămezii pe
marginea cazanului şi căderea acesteia în partea centrală, asigurându-se obţinerea unei turbulenţe
ridicate. Se preferă agitatorul tip elice. Acţionarea agitatorului are loc de jos, realizându-se de
cele mai multe ori două viteze. În momentul încărcării se lucrează cu viteza mare de 35÷40
rot./min., iar la sfârşitul procesului, în momentul transvazării, cu 10÷12 rot./min.
Încălzirea are loc prin manta cu abur, aplicată pe fund sau cu serpentine. Acestea din
urmă se construiesc mai uşor, dar se curăţă mai greu. În mod uzual, serpentinele se amplasează
pe unul sau două rânduri inelare.
I.1.3. Cazan de filtrare
Filtrarea plămezii zaharificate
Filtrarea are ca scop separarea mustului de malţ limpede de particulele aflate în suspensie şi
de precipitatele formate la brasaj. Partea insolubilă a plămezii este denumit borhot de malţ.
Filtrarea plămezii comport doua faze:
Scurgerea primului must;
Spălarea borhotului de malţ, rezultând ape de spălare sau mustul secundar.
Spălarea şi epuizarea borhotului sunt necesare pentru recuperarea extractului rămas în borhot
după scurgerea primului must. Cantitatea de apă utilizată la spălare depinde de concentraţia
primului must. Spălarea trebuie să antreneze cât mai mult din extractul in borhot, epuizarea
borhotului oprindu-se când ultima apă de spălare are 0.5-0.6% extract, având în vedere fabricarea
de bere cu 11-14% extract. În cazul fabricării berii cu 16-17% extract, spălarea borhotului se
Materiale metalice şi nemetalice pentru echipamente din industria berii tip
“BEER-COOLER”
Page 13
opreşte la concentraţii mai mari ale apelor de spălare, care apoi sunt utilizate ca apă de plămădire
în şarjele următoare.
Filtrarea cu ajutorul cazanului de filtrare este cel mai răspândit procedeu de filtrare a
plămezii, folosindu-se atât cazane clasice cât şi cazane de filtrare rapidă în cadrul fierberilor cu
măcinare umedă a malţului system Hydro-Automatic.
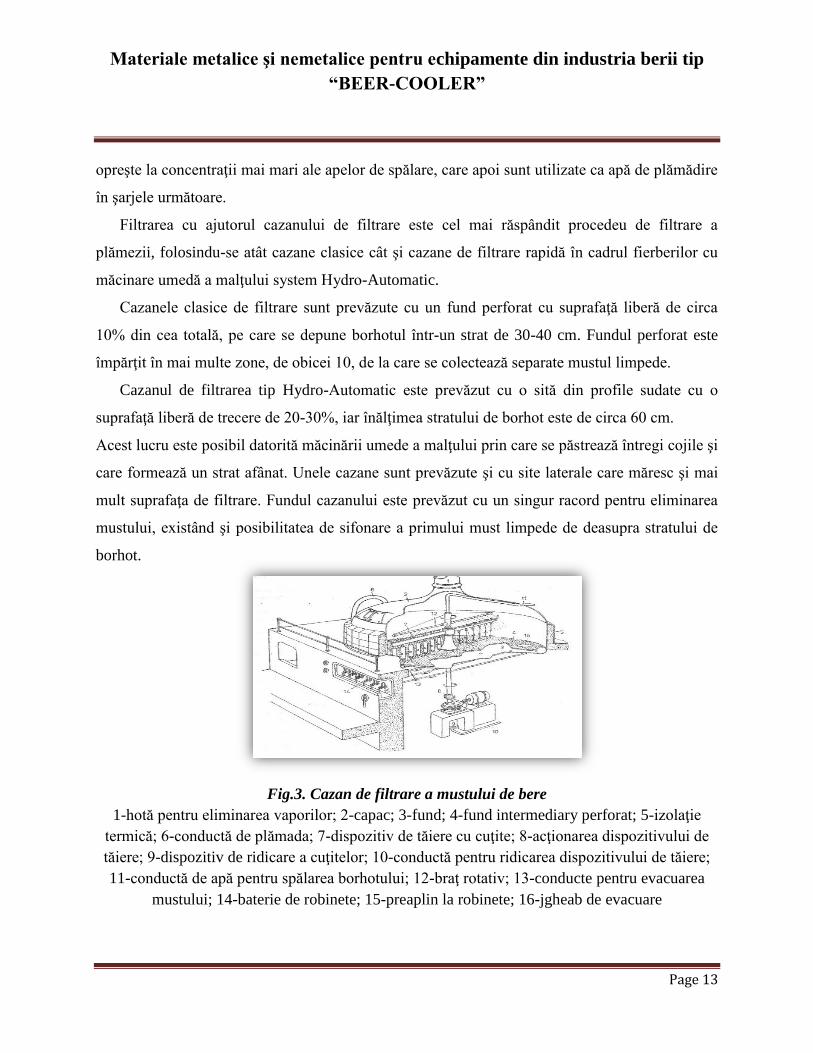
Cazanele clasice de filtrare sunt prevăzute cu un fund perforat cu suprafaţă liberă de circa
10% din cea totală, pe care se depune borhotul într-un strat de 30-40 cm. Fundul perforat este
împărţit în mai multe zone, de obicei 10, de la care se colectează separate mustul limpede.
Cazanul de filtrarea tip Hydro-Automatic este prevăzut cu o sită din profile sudate cu o
suprafaţă liberă de trecere de 20-30%, iar înălţimea stratului de borhot este de circa 60 cm.
Acest lucru este posibil datorită măcinării umede a malţului prin care se păstrează întregi cojile şi
care formează un strat afânat. Unele cazane sunt prevăzute şi cu site laterale care măresc şi mai
mult suprafaţa de filtrare. Fundul cazanului este prevăzut cu un singur racord pentru eliminarea
mustului, existând şi posibilitatea de sifonare a primului must limpede de deasupra stratului de
borhot.
Fig.3. Cazan de filtrare a mustului de bere
1-hotă pentru eliminarea vaporilor; 2-capac; 3-fund; 4-fund intermediary perforat; 5-izolaţie
termică; 6-conductă de plămada; 7-dispozitiv de tăiere cu cuţite; 8-acţionarea dispozitivului de
tăiere; 9-dispozitiv de ridicare a cuţitelor; 10-conductă pentru ridicarea dispozitivului de tăiere;
11-conductă de apă pentru spălarea borhotului; 12-braţ rotativ; 13-conducte pentru evacuarea
mustului; 14-baterie de robinete; 15-preaplin la robinete; 16-jgheab de evacuare

Materiale metalice şi nemetalice pentru echipamente din industria berii tip
“BEER-COOLER”
Page 14
Conducerea practică a filtrării plămezii cu ajutorul cazanului de filtrare se realizează astfel:
Înainte de introducerea plămezii în cazan se pompează apă fierbinte având temperatura cu
3oC mai ridicată decât cea a plămezii zaharificate, de exemplu 78
oC pănă ce nivelul apei
ajunge la 10 mm faţă de sita perforată; în acest fel se realizează dezaerarea spaţiului de
sub sita perforată;
Se pompează plămada în cazan, se uniformizează grosimea stratului filtrant cu ajutorul
dispozitivului de afânare şi se lasă în repaus 10-30 minute pentru sedimentare. Cu cât
malţul este mai bine solubilizat cu atât durata de sedimentare este mai mică;
Se pompează primele porţiuni de must tulbure din nou în cazanul de filtrare şi se începe
filtrarea primului must. Când mustul a ajuns la nivelul borhotului se opreşte colectarea şi
se face afânarea cu ajutorul dispozitivului de afânare. Se continuă colectarea primului
must şi afânarea în acelaşi fel până când nivelul primului must ajunge la circa 40 mm faţă
de sita perforată. Durata de scurgere a primului must este de 1-2 ore;
În scopul scurtării duratei de obţinere a primului must se practică şi sifonarea mustului
limpede de deasupra după terminarea sedimentării, pâna ce nivelul mustului ajunge la
circa 20 mm faţă de stratul de borhot. Prin acest procedeu are loc o scurtare a duratei de
scurgere a apelor de spălare, întrucât stratul de borot este mai puţin solicitat;
Upă scurgerea primului must se face spălarea borhotului, deoarece particulele de borhot
reţin o mare cantitate de extract, atât la suprafaţă cât şi în interiorul lor. Spălarea se
realizează cu apă caldă cu temperature de 75oC, care se adaugă în 2-3 porţiuni, uneori
chiar 4. În timpul spălării borhotului se controlează epuizarea în extract, considerându-se
spălarea terminată când extractul ultimelor ape de spălare nu depăşeşte 0.6-0.8%. Durata
de spălare a borhotului este de 1 ½ -2 ore;
După scurgerea apelor de spălare se face evacuarea borhotului cu ajutorul dispozitivului
de afânare. Evacuarea se efectuează într-un şnec dozator şi de aici borhotul este
transportat cu aer cu aer comprimat la silozul de borhot, aşezat la înălţine pe un schelet de
beton sau metallic, astfel încât borhotul să poată fi descărcat direct în autocamioane.
Durata de evacuare a borhotului este de circa 15 minute.
Materiale metalice şi nemetalice pentru echipamente din industria berii tip
“BEER-COOLER”
Page 15
În acest fel durata totală a filtrării cu ajutorul cazanului de filtrare este de 4 ore, astfel încât se
pot realize maximum 6 fierberi pe zi.
I.1.4. Cazanul de fierbere
Fierberea mustului cu hamei
Fierberea mustului diluat, rezultat din amestecarea primului must cu apele de spălare a
borhotului are următoarele scopuri:
Extracţia şi transformarea substanţelor amare, de aromă şi polifenolice din hamei;
Definitivarea compoziţiei chimice a mustului prin inactivarea enzimelor;
Sterilizarea mustului;
Evaporarea surplusului de apă şi atingerea concentraţiei în extract a mustului specific
sortimentului de bere produs;
Formarea de substanţe reducătoare şi de culoare;
Eliminarea unor substanţe cu sulf;
Coagularea unor substanţe cu azot şi a complexelor protein-polifenoli şi intensificarea
stabilizării natural a viitoarei beri.
Ca efecte secundare la fierberea mustului de bere se constată o închidere de culoare a
acestuie, formarea de substanţe reducătoare cu acţiune protectoare faţă de oxidare şi creşterea
acidităţii mustului.
Gustul amar al mustului depinde de următorii factori:
-solubilizarea anumitor componenţi din hamei şi în special a substanţelor amare în must;
-reacţiile dintre componenţii solubilizaţi ai hameiului cu substanţele solubilizate din must,
precum şi din apa de brasaj;
-natura şi calitatea hameiului sau a produsului de hamei;
-modul de administrare şi doza de hamei;
-durata şi temperature de fierbere.
Materiale metalice şi nemetalice pentru echipamente din industria berii tip
“BEER-COOLER”
Page 16
Conducerea fierberii mustului cu hamei
Hameiul adăugat la fierbere conferă mustului un gust amar şi o anumită aromă, ca urmare
a solubilizării substanţelor amare şi respectiv a uleiurilor eterice. În afară de aceasta hameiul
favorizează precipitarea proteinelor şi asigură o anumită conservabilitate berii finite.
La fierberea mustului cu hamei prezintă importanţă felul de adăugare a hameiului (hamei
natural, pulberi şi extracte de hamei), cantitatea adăugată, divizarea acesteia pe porţiuni şi
momentul în care se adaugă acestea. Adăugarea hameiului natural la fierberea mustului are
dezavantajul unei extracţii mai lente a substanţelor amare cât şi a unor pierderi mai ridicate în
substanţe amare în borhotul de hamei (în medie 10%). La adăugarea pulberilor şi extractelor de
hamei trebuie să se ţină seama în primul rând de raportul de înlocuire faţă de hameiul natural şi
în al doilea rând de procentul de economisire a substanţelor amare. Astfel, de exemplu, la
folosirea pulberilor de hamei procentul de economisire este de 10÷15%, iar în cazul extractelor
de hamei 20÷25%.
Hameiul se poate adăuga la fierbere în 1, 2, 3 sau chiar mai multe porţiuni, primele
servind pentru amăreală, iar ultimele în special pentru aromă. Pe baza cercetărilor din ultimii ani
s-a simplificat mult modul de adăugare a hameiului, preferându-se adaosul în două porţiuni:
• circa 80% la începutul fierberii pentru amăreală (hamei sau extract);
• circa 20% (min. 50g/hl) cu 10÷30 minute înainte de sfârşitul fierberii pentru aromă, sau chiar
o mică porţiune de 20÷50 g/hl în separatorul de hamei.
Cantitatea de hamei adăugată la fierbere se stabileşte având în vedere următoarele:
• conţinutul de substanţe amare al hameiului natural sau a produselor din hamei;
• conţinutul în substanţe amare al berii finite;
• pierderile în substanţe amare şi respectiv randamentele în substanţe amare de la must la berea
finită;
• rezultatele degustării pe baza cărora să se facă eventual corecţii.4
Solubilizarea componenţilor utili ai hameiului şi coagularea proteinelor progresează cu
durata de fierbere. În practică se tinde la realizarea unor durate de circa 2 h, în care conţinutul de
Materiale metalice şi nemetalice pentru echipamente din industria berii tip
“BEER-COOLER”
Page 17
izohumulone din must creşte treptat şi se influenţează favorabil procesul de izomerizare a α-
acizilor. Prin fierbere sub o uşoară subpresiune de 0.2-0.3 bar se poate realize o reducere a
duratei de fierbere,o ruptură mai grosieră şi un luciu mărit al mustului. Fenomenul este mai
pronunţat dacă în primele 45 minute se fierbe sub presiune atmosferică. În astfel de condiţii
durata totală de fierbere poate fi redusă la circa 1 h.
Prin procesul de fierbere se urmăreşte şi o mărire a concentraţiei mustului. Pentru soiurile
de bere obţinută dintr-un must cu un conţinut final în extract de 12% se pleacă de obicei de la un
must primar cu un conţinut în extract de 14-17.5%. După spălarea borhotului şi amestecarea cu
ape de spălare conţinutul în extract scade astfel la 9-10%. Prin fierbere acesta creşte din nou cu
circa 2% pentru a se ajunge la un extract de 12%.
Ca un fenomen nedorit, dar inevitabil, în decursul procesului de fierbere are loc o
închidere la culoare amustului. Colorarea este cauzată de fenomenele de îmbrunare neenzimatică
prin reacţii melanoidice, precum şi de procese de oxidare a polifenolilor, reductonelor şi unor
reacţii de oxidare enzimatică.
În decursul procesului de fierbere creşte aciditatea mustului cu până la 0.3 unităţi de pH.
Fenomenul este atribuit formării melanoidelor şi prezenţei aminoacizilor, cât şi a unor acizi
amari aduşi de către hamei. De obicei, pH-ul mustului scade de la valori iniţiale de 5.8-5.9 în
momentul umplerii cazanului până la 5.2-5.4.
Borhotul de hamei trebuie eliminate din must pentru a nu perturba procesele de filtrare şi
fermentare şi a nu înrăutăţi însuşirile senzoriale ale berii. Aceasta se realizează în recipient
prevăzute cu site metalice denumite separator de hamei. După strecurarea borhotului de hamei
acesta reţine încă cantităţi apreciabile de must, care ajung la 67 l/kg hamei uscat. Pentru
recuperarea mustului aderent se procedează la spălarea borhotului cu apă fierbnte până la un
conţinut în extract al apelor de spălare de circa 3%. Procesul se completează cu presarea finală a
borhotului epuizat cu filter presă sau cu dispositive cu şnec şi sită care sunt înglobate în sita
propriu-zisă.
Compoziţia medie a borhotului de hamei exprimată în substanţă uscată este următoarea:
substanţe extractibile neazotoase 47%, substanţe extractibile azotoase 17%, celuloză 25%,
cenuşă 5%, extract în eter 6%.

Materiale metalice şi nemetalice pentru echipamente din industria berii tip
“BEER-COOLER”
Page 18
Randamentul la fierbere se calculează cu relaţia:
Rf = 10096,020
20
M
eW p , [%], unde:
W – volumul de must fierbinte în hl;
0,96 – factor de corecţie care ţine seama de contracţia de 4% la răcirea mustului la 200C şi de
borhotul de hamei prezent în must;
ep – extractul mustului fiert, în procente masice;
ρ20
20- densitatea mustului la 200C;
M – cantitatea de măciniş, pe şarjă, în kg.4
Metodele de fierbere a mustului sunt:
-fierberea convenţională
-fierberea la presiune joasă
-fierberea la presiune ridicată
Fierberea la presiune joasă se poate realize în instalaţii dediferite construcţii, care au
incluse în construcţie suprafeţe suplimentare de căldură de tipul fierbătorului interior şi al
fierbătorului exterior. Fierberea se realizează la 102-106oC (maximum 110
oC), cifra de evaporare
fiind de 3-6%.
Cazanul de fierbere cu fierbător exterior, care este folosit pentru o primă fierbere în
interiorul cazanului la 100oC, urmată de o fierbere la 102…108
oC. într-un fierbător exterior
reprezentat de un schimbător de căldură multitubular. În decursul fierberii, mustul este recirculat
de 7-12 ori/h prin fierbătorul exterior. La întoarcerea mustului din fierbătorul exterior în cazan
are loc o evaporare intensă, datorită diferenţei de presiune. În schimbătorul tubular exterior,
mustul circulă cu viteza de 2.5 m/s. Temperatura de fierbere în fierbător este de 102…104oC,
pentru berile de fermentaţie inferioară şi de 104-…108oC, pentru berile de fermentaţie
superioară.
Cazanul cu fierbător exterior permite un randament de utilizare a hameiului mai ridicat, o
foarte bună coagulare a proteinelor, utilizarea unui abur de foarte joasă presiune (0.3 bar), o
foarte bună eliminare a compuşilor volatile nedoriţi, obţinerea de beri de bună calitate.
Materiale metalice şi nemetalice pentru echipamente din industria berii tip
“BEER-COOLER”
Page 19
Dezavantajele se referă la: consumul ridicat de energie electric pentru pompare, pierdere de
căldură prin radiaţie.
Fig.4.Cazan de fierbere must cu fierbător exterior
I.1.5. Răcitor cu plăci
Răcirea mustului
Răcirea mustului este o operaţie tehnologică care se efectuează cu scopul:
reducerea temperaturii mustului până la 5-12oC, temperature la care se va realize
însămânţarea mustului de bere cu drojdie pentru fermentare;
formării trubului la rece, trub ce se formează din complexe proteine-polifenoli care
precipită la răcirea mustului.
Pentru răcire se pot utiliza:
• linuri de răcire, în care mustul se aduce în strat de 10 cm – metoda nu mai este folosită,
deoarece prin acest procedeu mustul se poate contamina;

Materiale metalice şi nemetalice pentru echipamente din industria berii tip
“BEER-COOLER”
Page 20
• răcitoare deschise formate din ţevi orizontale prin care circulă agentul de răcire, iar mustul
este răcit la suprafaţa ţevilor – procedeu utilizat foarte rar, datorită pericolului de contaminare
a mustului;
• răcitoare plane care prezintă acelaşi dezavantaj ca precedentele;
• răcitoare tubulare închise;
• răcitoare ţeavă în ţeavă;
• răcitoare aeratoare;
• răcitoare cu plăci în sistem închis, care permit o răcire rapidă a mustului, evitându-se
contaminările cu microorganisme. Aceste răcitoare sunt cele mai utilizate deoarece prezintă
următoarele avantaje:
• suprafaţa ocupată de utilaj este mică;
• transferul de căldură este foarte bun şi pierderile de presiune sunt mici;
• sunt uşor de curăţat şi pot fi conectate la sistem CIP;
• durata de trecere a mustului prin răcitor este foarte scurtă;
• nu există pericolul contaminării mustului cu microorganisme.
Răcitoarele cu plăci sunt formate din pachete de plăci din tablă de oţel inoxidabil prevăzute
cu orificii pentru introducerea şi ieşirea mustului şi a apei de răcire. Utilajul este împărţit în
două zone:
-în prima zonă, format dintr-un număr mai mare de plăci se realizează răcirea mustului cu
apă potabilă obişnuită până la temperature de 20-25oC;
-în cea de-a doua zonă se răceşte mustul până la temperature de însămânţare cu drojdie de
5-12oC, folosind ca agent de răcire apă răcită la 0.5-1
oC.
Plăcile schimbătoare de căldură au un profil special cu nervure sub formă de arc de cerc
pentru realizarea unor regimuri de curgere favorabile transferului termic intens. Montarea lor se
efectuează în mod alternative, o placă cu raza nervurilor în sus, una cu raza nervurilor în jos.
Plăcile sunt prevăzute cu garniture de etanşare care rezistă la temperature de 120oC, în vederea
sterilizării lor.
Tiranţii laterali au rolul de a strange plăcile în vederea realizării canalelor de curgere. Ei sunt
formaţi din câte două tije articulare la un capăt şi filetate un ape dreapta, un ape stânga şi un
Materiale metalice şi nemetalice pentru echipamente din industria berii tip
“BEER-COOLER”
Page 21
manşon filetat dreapta-stânga. Strângerea se execută cu alternaţie pe o parte şi cealaltă a
schimbătorului, pentru a realize o presiune uniform pe garnitură.
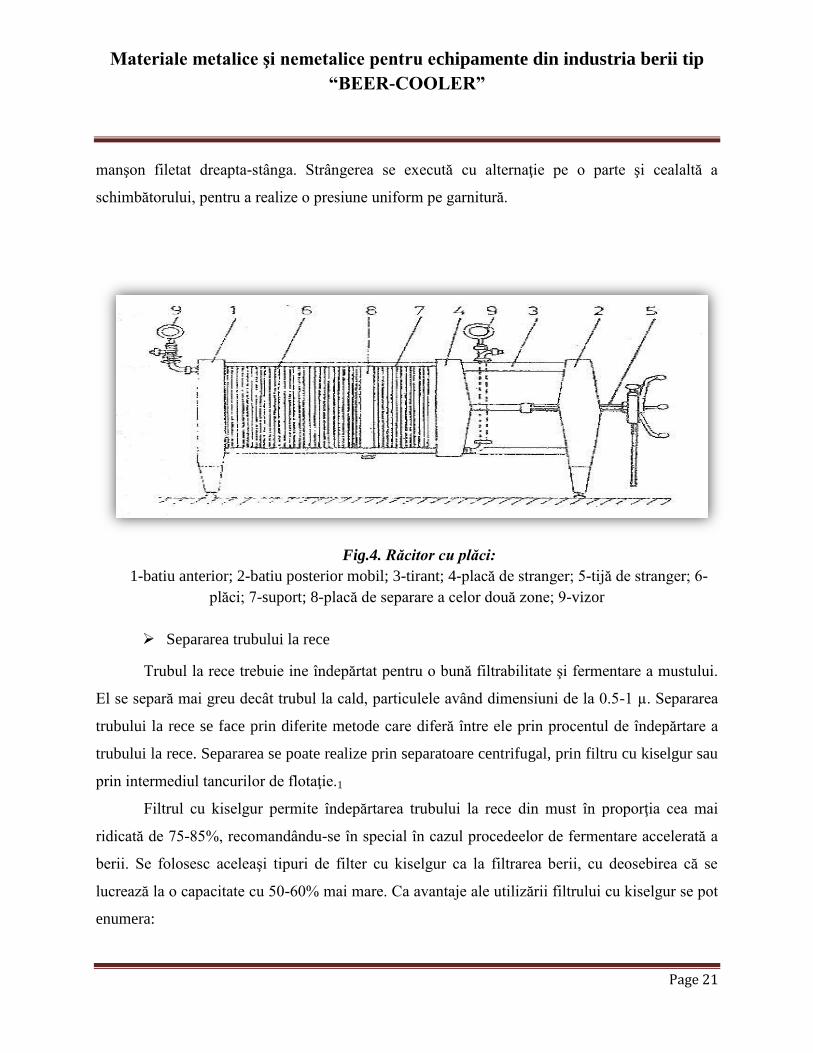
Fig.4. Răcitor cu plăci:
1-batiu anterior; 2-batiu posterior mobil; 3-tirant; 4-placă de stranger; 5-tijă de stranger; 6-
plăci; 7-suport; 8-placă de separare a celor două zone; 9-vizor
Separarea trubului la rece
Trubul la rece trebuie ine îndepărtat pentru o bună filtrabilitate şi fermentare a mustului.
El se separă mai greu decât trubul la cald, particulele având dimensiuni de la 0.5-1 µ. Separarea
trubului la rece se face prin diferite metode care diferă între ele prin procentul de îndepărtare a
trubului la rece. Separarea se poate realize prin separatoare centrifugal, prin filtru cu kiselgur sau
prin intermediul tancurilor de flotaţie.1
Filtrul cu kiselgur permite îndepărtarea trubului la rece din must în proporţia cea mai
ridicată de 75-85%, recomandându-se în special în cazul procedeelor de fermentare accelerată a
berii. Se folosesc aceleaşi tipuri de filter cu kiselgur ca la filtrarea berii, cu deosebirea că se
lucrează la o capacitate cu 50-60% mai mare. Ca avantaje ale utilizării filtrului cu kiselgur se pot
enumera:
Materiale metalice şi nemetalice pentru echipamente din industria berii tip
“BEER-COOLER”
Page 22
mărirea eficienţei de separare a trubului la rece
scăderea azotului coagulabil cu 10-15% şi a polifenolilor cu 17-20% rezultând beri cu o
bună stabilitate coloidală.
Ca dezavantaje, în cazul utilizării filtrului cu kiselgur, se pot enumera:
manoperă mai ridicată necesară pentru deservirea filtrului
se produc pierderi în substanţe amare de 10-14% în berea finită şi o uşoară diminuare a
spumării berii.
Fermentarea mustului de bere
Principal transformare în must este fermentaţia alcoolică a glucidelor fermentescibile cu
formare de alcool etilic şi CO2. Se formează în acelaşi timp şi produşi secundari de fermentaţie,
care intervin în determinarea însuşirilor berii.
Mustul de bere răcit reprezintă un semifabricat pentru următoarea etapă importantă din procesul
tehnologic de fabricare a berii, fermentarea, şi în acelaşi timp substratul pentru activitatea
drojdiei de bere ca agent al fermentaţiei alcoolice.
Fermentarea în industria berii este utilizată pentru transformarea mustului de malţ în bere,
respectiv pentru transformarea glucidelor fermentescibile din must (maltoză) în alcool etilic şi
dioxid de carbon ca produse principale cât şi o serie de produse secundare de fermentaţie care
contribuie la gustul şi aroma berii.
Fermentarea mustului se realizează în două faze:
• fermentarea principală sau primară;
• fermentarea secundară (finală).
În timpul fermentării primare are loc transformarea celei mai mari părţi a extractului
fermentescibil în alcool etilic şi dioxid de carbon, iar în timpul fermentării secundare se continuă
fermentarea extractului nefermentat, făcându-se totodată şi limpezirea berii, urmată de saturarea
ei în dioxid de carbon.
Rezultatul fermentării primare a mustului este aşa numita bere tânără, care este trecută în
continuare la fermentarea secundară, apoi la filtrare, după care se obţine berea finită.
Materiale metalice şi nemetalice pentru echipamente din industria berii tip
“BEER-COOLER”
Page 23
Fermentarea primară a mustului de bere
Are loc la temperatura de 6÷80C, timp de maximum 8 zile. Prin compoziţia sa, mustul
este un mediu de cultură ideal pentru diferite microorganisme dăunătoare berii. De aceea se
impune o bună curăţire şi dezinfectare a vaselor, utilajelor şi încăperilor unde are loc procesul de
fermentare.
În timpul fermentării primare se deosebesc patru faze distincte:
• faza iniţială (la 15÷20 de ore după însămânţare), care durează 2÷3 zile şi care se
caracterizează prin apariţia la suprafaţa mustului a unei spume albe, care conţine proteine şi
răşini de hamei precipitate. În această fază drojdia se dezvoltă intens, iar extractul scade cu
0,1÷0,2% zilnic;
• faza crestelor joase este însoţită de o degajare intensă de dioxid de carbon, se formează o
spumă groasă, cu o formă frumoasă a crestelor. Această fază durează 2÷3 zile şi extractul
scade cu 0,5÷1,0% zilnic;
• faza crestelor înalte, este caracterizată printr-o fermentaţie intensă, cu o îndepărtare mai
accentuată a răşinilor de hamei. Crestele capătă o culoare brună cu nuanţă cenuşie-murdară.
Faza durează 3÷4 zile, iar extractul scade cu 1,0÷1,5% zilnic. În această fază dezvoltarea
drojdiei este frânată semnificativ, cauza fiind epuizarea oxigenului din mediu şi începe şi
flocularea. La sfârşitul acestei faze, gradul de fermentare pentru berea blondă trebuie să fie de
40÷45%;
• faza finală este însoţită de scăderea treptată a spumei, depunerea drojdiei sub formă de strat
compact şi limpezirea berii în circa 2 zile, fermentarea primară considerându-se terminată
când extractul mustului scade cu 0,1÷0,2% zilnic.
La sfârşitul fermentării primare, berea tânără se acoperă cu un strat de spumă uniformă.
Fermentarea primară are loc în linuri deschise sau în vase de fermentare amplasate într-
o încăpere specială denumită pivniţă de fermentare, deoarece înainte aceasta era situată la
subsol. În fabricile mai noi de bere fermentarea primară ocupă nivelele superioare ale secţiei de

Materiale metalice şi nemetalice pentru echipamente din industria berii tip
“BEER-COOLER”
Page 24
fermentare, fiind situată deasupra palierelor cu tancuri de fermentaţie secundară astfel încât
berea tânără să parcurgă cel mai scurt drum până la tancuri.
Pivniţa de fermentare primară trebuie să fie bine izolată şi răcită la o temperatură de
5÷7ºC . Linurile de fermentare primară au de obicei formă paralelipipedică şi capacităţi până la
1000 hl. De obicei, capacitatea unui lin corespunde unei fierberi sau la 2÷3 fierberi, capacitatea
utilă a linurilor este de circa 90%, lăsându-se loc deasupra pentru stratul de spumă. Forma
paralelipipedică a linurilor permite cea mai bună utilizare a spaţiului de fermentare.
Linurile de fermentare pot fi construite din tablă de oţel sau aluminiu, consolidată în
exterior cu beton, sau din beton armat, protejat în interior prin smolire sau cu materiale
plastice.
Linurile metalice se construiesc pentru capacităţi mai mici de până la 500 hl, în timp ce
linurile din beton au practic o capacitate şi o durată de funcţionare nelimitată.
Cele mai folosite linuri închise sunt din beton armat, prevăzute cu conducte de captare a
dioxidului de carbon rezultat în timpul fermentaţiei, care este evacuat în exterior cu ajutorul
unui ventilator sau trimis în instalaţia de prelucrare a dioxidului de carbon.
Un lin de fermentare primară din beton armat este prevăzut cu o serpentină de răcire,
prin care circulă agentul de răcire, un racord de evacuare a berii tinere, un robinet de luat probe
şi o teacă pentru termometru. Pentru o uşoară deservire, linurile de beton sunt dispuse la o
înălţime de 60÷100 cm de pardoseală şi prezintă o înclinare a fundului spre racordul de
evacuare de 5%. Periodic este necesară smolirea şi curăţirea pietrei depuse şi a serpentinelor de
răcire din cupru cu ajutorul unei soluţii de acid sulfuric 10% sau a altor substanţe.
În afară de linurile de fermentare închise se folosesc astăzi şi tancuri de fermentaţie
primară de diverse tipuri: cilindrice orizontale sau verticale, cilindro-conice sau sfero-conice,
având capacităţi de până la 5000 hl, sau chiar mai mult. Cu ajutorul tancurilor cilindro-conice
se poate lucra după procedeul Uni-tanc, de fermentare primară şi secundară în acelaşi tanc,
după ce la sfârşitul fermentaţiei primare se evacuează drojdia depusă la baza tancului.
Tancurile de fermentare de mare capacitate se amplasează astăzi în aer liber şi
realizează o fermentare accelerată a berii.

Materiale metalice şi nemetalice pentru echipamente din industria berii tip
“BEER-COOLER”
Page 25
Tancurile metalice de fermentare primară se utilizează astăzi şi în cadrul procedeului de
fermentare sub presiune, după care lucrează unele fabrici noi din ţara noastră.
Pivniţa de fermentare primară trebuie să fie bine izolată şi răcită la o temperatură de
5÷70C. În cazul folosirii vaselor deschise de fermentare sunt prevăzute ventilatoare pentru
evacuarea dioxidului de carbon degajat.
În timpul fermentării primare se dezvoltă o cantitate de dioxid de carbon de aproximativ
50% din glucidele care fermentează. O parte din dioxidul de carbon se elimină la începutul
fermentării o dată cu aerul din vas, altă parte rămâne dizolvată în mediu, iar o anumită cantitate
se degajă. În condiţii bune de captare, la 1 hl de bere cu un extract iniţial de 12%, poate fi
recuperat aproximativ 2,8 kg dioxid de carbon.
Pentru captarea dioxidului de carbon, vasele de fermentare primară trebuie să fie închise
cu capace, prevăzute cu guri de vizitare, închise ermetic prin intermediul capacelor. Capacele
vaselor de fermentare primară, trebuie să fie prevăzute şi cu orificiu pentru serpentina de răcire,
vizoare de sticlă, supapă de siguranţă şi conductă pentru evacuarea dioxidului de carbon.
Din linurile de fermentare dioxidul de carbon este trecut la instalaţia de prelucrare a
acestuia, în care se realizează atât îndepărtarea impurităţilor volatile pe care le antrenează, cât şi
comprimarea şi eventual lichefierea. Instalaţia cuprinde un gazometru, care alimentează
compresorul de dioxid de carbon; la instalaţiile mai mari compresorul este legat direct la
conducta de dioxid de carbon. Se face mai întâi o comprimare până la circa 12 at. şi apoi o răcire
pentru îndepărtarea unei părţi din vaporii de apă şi alte produse volatile, care se separă prin
centrifugare. Dioxidul de carbon astfel purificat est trecut într-un tanc de depozitare, care să
asigure capacitatea pe circa 2 zile, după care este trimis prin conducte la consumatorii din
fabrică, reducându-se în prealabil presiunea la 2-3 at. Din tancul de depozitare, dioxidul de
carbon poate fi în continuare comprimat sau lichefiat cu ajutorul unui compresor frigorific la
temperatura de - 330C şi trimis apoi la aparatul de umplere în butelii sub presiune.
Răcirea mustului în fermentaţie trebuie să se realizeze cu atenţie, îndepărtându-se numai
căldura degajată din procesul de fermentaţie. Pentru răcire se utilizează de obicei apă răcită la
0,5÷10C, amestecuri de apă şi alcool etilic sau etilenglicol şi uneori chiar un sistem de răcire
directă.
Materiale metalice şi nemetalice pentru echipamente din industria berii tip
“BEER-COOLER”
Page 26
Fermentarea secundară a mustului de bere
Fermentarea secundară a berii se realizează în două faze mai importante:
• în prima fază, procesul de fermentare se face cu vasul deschis, timp de 24 ore de la trecerea
berii tinere la fermentarea secundară;
• a doua fază a fermentării are loc în aceleaşi vase, dar închise.
După închidere, vasele de fermentare secundară se cuplează la dispozitivele de siguranţă,
care menţin o anumită presiune a dioxidului de carbon în vas.
Berea tânără conţine aproximativ 0,2% dioxid de carbon dizolvat, în timp ce conţinutul
de dioxid de carbon al berii finite este de 0,35÷0,4%. Deci, în timpul fermentării secundare
trebuie să se acumuleze în mediu o cantitate de 0,15÷0,2% dioxid de carbon. Saturarea berii cu
CO2 depinde de solubilitatea acestuia în bere, solubilitate care creşte cu scăderea temperaturii
berii şi, conform legii lui Henry, cu creşterea presiunii exercitate asupra berii.
În timpul fermentării secundare are loc şi limpezirea berii, ca urmare a scăderii
temperaturii şi agitării, produse de bulele de dioxid de carbon care provoacă coagularea
substanţelor azotate, a răşinilor de hamei şi a taninului, celulele de drojdie, substanţele proteice şi
răşinile de hamei (coagulate) depunându-se pe fundul vaselor de fermentare.
Fermentarea secundară are loc în vase închise sub presiune, în încăperi cu o temperatură
cuprinsă între – 20C şi + 3
0C, denumite pivniţe de fermentare. Secţia de fermentare secundară
este amplasată la un nivel inferior secţiei de fermentare primară, berea tânără fiind transportată la
fermentarea secundară prin cădere liberă.
Pivniţele de depozitare se amplasează astăzi pe mai multe nivele sub pivniţa de
fermentare primară şi în apropiere de secţia de filtrare – umplere, astfel încât să rezulte trasee
cât mai scurte de bere.
Pivniţa de depozitare este răcită cu ajutorul unor răcitoare de aer cu saramură (RAS),
sau prin evaporarea directă a agentului frigorific.
Pentru fermentaţia secundară se folosesc astăzi două tipuri de tancuri:
• metalice;
• din beton armat.

Materiale metalice şi nemetalice pentru echipamente din industria berii tip
“BEER-COOLER”
Page 27
În fabricile vechi de bere sau în cele unde nu s-a renunţat la tradiţie (de exemplu, Pilsen)
se mai întâlnesc şi vase din lemn.
Tancurile metalice pot fi confecţionate din tablă de oţel protejat în interior prin smolire,
oţel inoxidabil, aluminiu şi aliaje ale acestuia cu manganul şi magneziul. Ele prezintă un grad
de utilizare a spaţiului de fermentare secundară de 50%.
Forma tancurilor metalice este de cele mai multe ori cilindrică, cu funduri bombate.
Asemenea tancuri pot fi orizontale sau verticale. În afară de acestea se mai cunosc astăzi şi
tancurile de formă cilindro-conică, folosite atât pentru fermentaţia primară cât şi pentru
fermentaţia secundară.
La noi în ţară se folosesc cel mai mult tancurile metalice orizontale şi în mai mică
măsură tancurile din beton.
Tancurile sunt prevăzute cu un racord de umplere-golire, cu o gură de vizitare, un aparat
de siguranţă (pentru menţinerea suprapresiunii dorite) şi un robinet de luat probe.
Tancurile metalice au capacităţi de până la 2000 hl, cu excepţia tancurilor amplasate în
aer liber. De obicei, se folosesc capacităţi de 200, 400, 800 hl, capacităţi egale cu cele ale
linurilor de fermentare.
Tancurile din aluminiu nu se pretează însă decât până la suprapresiuni de lucru până la o
atmosferă, iar cele din oţel emailat au capacitatea limitată până la 400 hl. Din oţel inoxidabil se
pot construi tancuri de mare capacitate până la 4000 hl, însă acest material este scump.
Tancurile din beton prezintă un grad ridicat de utilizare a spaţiului de fermentare
secundară de până la 85%. Ele sunt de formă paralelipipedică, cu colţurile rotunjite şi sunt
acoperite în interior cu un strat de smoală ca şi linurile de fermentaţie primară. Ele se
construiesc odată cu clădirea, fiind dispuse pe mai multe etaje, datorită rezistenţei mecanice
ridicate. Asemenea tancuri sunt însă sensibile la suprapresiuni mai mari de o atmosferă şi
prezintă pericol de infiltraţii, deci pierderi în dioxid de carbon.
Tancurile de fermentaţie secundară sunt prevăzute cu dispozitive de menţinere a
suprapresiunii dorite, denumite aparate de siguranţă (spundaparate), care au rol şi de supape de
siguranţă, asigurând securitatea tancurilor de eventualele spargeri ca urmare a dezvoltării unor
presiuni mai mari datorită degajării dioxidului de carbon.

Materiale metalice şi nemetalice pentru echipamente din industria berii tip
“BEER-COOLER”
Page 28
În ultimul timp, în locul aparatelor de siguranţă cu mercur se folosesc dispozitive
manometrice cu membrană, de diferite tipuri, care pot fi reglate la suprapresiunea dorită.
Vasul de fermentare se umple cu bere tânără pe la partea inferioară, lăsându-se un spaţiu
liber de 10÷15 cm. Legarea tancurilor la aparatul de siguranţă se poate face imediat sau după
circa 24 ore, când începe degajarea unei cantităţi mai mari de dioxid de carbon. În curs de 2÷3
zile se ajunge la suprapresiunea dorită, iar dioxidul de carbon rezultat din fermentaţie se
solubilizează treptat în bere.
În timpul fermentării secundare se face un control al temperaturii şi a suprapresiunii din
tancuri, care trebuie să fie de 0,3÷0,4 at. Conţinutul în dioxid de carbon al berii se poate
determina pe cale manometrică sau pe cale chimică în laborator.
Este necesar de asemenea să se urmărească procesul de limpezire a berii, prin luarea unei
probe de bere într-un pahar de sticlă şi observarea limpidităţii. Dacă se lasă paharul timp de 24
ore, la fundul lui se formează un depozit, iar berea de deasupra trebuie să fie limpede. Acest
lucru denotă o bună limpezire la fermentarea secundară. Dacă la sfârşitul fermentării secundare
berea rămâne tulbure este necesar să se depisteze cauzele acestei tulbureli.
În timpul fermentării secundare mai este necesară şi determinarea gradului de fermentare,
la început săptămânal şi apoi mai rar, urmărindu-se obţinerea unui grad de fermentare
corespunzător tipului de bere produs. La circa jumătate din perioada fermentării secundare este
necesar să se facă şi o degustare a berii, apreciindu-se culoarea, limpiditatea, pH-ul, gustul şi
spumarea, astfel încât, dacă este cazul să se mai poată face corecţiile necesare.
Durata fermentării secundare depinde de tipul de bere şi concentraţia ei în extract, de
cantitatea de hamei şi de gradul de fermentare care trebuie realizat, cât şi de temperatură.
Tragerea berii la filtrare trebuie să se facă de asemenea în condiţii speciale, pentru a se
evita pierderile de dioxid de carbon şi accesul oxigenului. La tragere se creează cu ajutorul
aerului comprimat o suprapresiune mai mare de 1,0÷1,2 at. în vas, închizându-se în acest scop
aparatul de siguranţă.
Din vasul de fermentare berea este trecută la o lanternă de cupajare la care se pot lega
două sau mai multe tancuri cu acelaşi sortiment de bere şi astfel se poate obţine o calitate mai
uniformă a berii care merge la filtrare.
Materiale metalice şi nemetalice pentru echipamente din industria berii tip
“BEER-COOLER”
Page 29
Berea este trecută la filtrare cu ajutorul unei pompe centrifugale, care are rolul de a
trimite berea la filtru la o suprapresiune constantă. Pentru a se evita contaminările este necesară
spălarea periodică a lanternei de cupajare şi a pompei.
Sedimentul rămas în vasele de fermentare, format în cea mai mare parte din drojdii şi
proteine precipitate, este separat de bere cu ajutorul unui filtru-presă şi apoi valorificat la
furajarea animalelor.
Berea recuperată este pasteurizată şi adăugată în cantităţi mici în bere. După golirea
completă, vasele se spală şi se dezinfectează, pregătindu-se pentru un nou ciclu de fermentare
secundară.
I.1.6. Filtrarea cu Kiselgur
Filtrarea berii
Berea finită, după terminarea fermentării secundare, poate fi imediat desfăcută la halbă
sau la pahar sub formă de bere nefiltrată, sau poate fi filtrată în vederea îmbutelierii la butoi sau
la sticle, sau desfacerii directe la pahar sau la halbă ca bere filtrată. Prin filtrare, din bere se
înlătură acele substanţe care se află în stare de suspensie şi care produc tulburarea acesteia.
Materialele filtrante utilizate la fabricarea berii prezintă acţiune diferită de filtrare.
Astfel, masa filtrantă, în funcţie de grosime şi de presare, prezintă o reţinere mecanică
mai mare sau mai mică. Capacitatea de adsorbţie este scăzută şi poate fi îmbunătăţită prin adaos
de azbest.
Kieselgurul posedă numai un efect de reţinere mecanică, fineţea limpezirii fiind în
funcţie de dimensiunea şi forma particulelor acestuia. În practică, kieselgurul se foloseşte în
cantitate de 150÷180 g/hl bere. Efectul său de adsorbţie poate fi realizat prin adaos de azbest,
cărbune activ sau stabilizatori (bentonită, silicagel, poliamide, etc.). Kieselgurul este obţinut din
roca diatomitică sau pământul de diatomee care conţine alge unicelulare fosilizate. Pământul de
diatomee conţine dioxid de siliciu în proporţie de peste 85%. În funcţie de modul de pregătire,
kieselgurul poate fi:

Materiale metalice şi nemetalice pentru echipamente din industria berii tip
“BEER-COOLER”
Page 30
• kieselgur fin, în care caz pământul de diatomeee se încălzeşte la 600÷8000C, se macină şi se
cerne;
• kieselgur grosier, care se obţine din kieselgur mediu ce se recalcinează la 10000C cu adaos de
carbonat de calciu sau carbonat de sodiu, astfel că se obţin structuri de dimensiuni mari.
Se utilizează atât ca un component al plăcilor de filtrare care sunt confecţionate din fibră
de celuloză cu adaos de 2% kieselgur, cât şi ca material de adaos la prealuvionare şi filtrare
aluvionară.
Cartoanele filtrante prezintă o acţiune de reţinere mecanică puternică, care este în funcţie
de structura fibrelor celulozice şi de gradul de presare. Prin adaos de azbest se poate îmbunătăţi
şi în acest caz efectul de adsorbţie, ajungându-se la proporţii ridicate de azbest. Cartoanele
filtrante sunt confecţionate din:
• fibre de celuloză cu adaos de 2% particule de kieselgur fin, care prezintă avantajele reţinerii
adecvate a particulelor şi a microorganismelor;
• fibre de celuloză cu adaos de polimer sintetic.
Perlita este un silicat de aluminiu care conţine 65÷75% acid silicic şi 10÷15% aluminiu,
restul până la 100% fiind reprezentat de alte săruri. Se foloseşte ca material de adaos la
prealuvionare şi filtrare aluvionară. Comparativ cu kieselgurul, perlita are caracteristici inferioare
de filtrare. Se recomandă să se folosească la filtrarea mustului, pentru reţinerea drojdiilor şi nu la
filtrarea berii.
Celuloza este utilizată pentru filtrare cu prealuvionare sau drept component al masei
filtrante şi se prezintă sub formă de fibre lungi obţinute din pulpa de lemn.
Cărbunele activ are o suprafaţă mare de adsorbţie şi se foloseşte în proporţii de 26 g/hl
bere la filtrarea aluvionară.
Cele mai bune rezultate se obţin de obicei prin amestecul în diferite proporţii a
sortimentelor de materiale filtrante pulverulente de diferite calităţi şi granulaţii.
Filtrarea este o operaţie complexă care se desfăşoară în regim nestaţionar şi care constă în
curgerea laminară a berii printr-un mediu poros, ca urmare a diferenţei de presiune dintre cele
două feţe ale stratului filtrant, având ca rezultat separarea fazei lichide de cea solidă.
Tipurile de filtre utilizate în industria berii sunt clasificate în:

Materiale metalice şi nemetalice pentru echipamente din industria berii tip
“BEER-COOLER”
Page 31
• filtre cu material filtrant fix:
o filtre cu plăci şi masă filtrantă;
o filtre cu plăci şi cartoane filtrante;
o filtre cu membrană filtrantă;
• filtre cu aluvionarea materialului filtrant:
o filtre cu rame şi plăci şi cu cartoane suport pentru kieselgur;
o filtre cu suport de site metalice;
o filtre cu lumânări.
Principiul filtrării ci kieselgur constă în formarea unui strat filtrant de kieselgur prin
colmatare iniţială prin care se introduce apoi bere nefiltrată, în care se dozează în mod continuu o
suspensie de kieselgur. Ca suport pentru stratul de kieselgur se pot utiliza cartoane din material
celulozic, site metalice fine, lumânări ceramice sau din material poros.
În practică sunt cunoscute următoarele tipuri de filtre cu kieselgur:
• filtre orizontale cu plăci verticale a căror suprafaţă de filtrare este de 75,6 m2;
• filtre verticale cu plăci verticale;
• filtre cu lumânări filtrante.
Fig.5. Filtrul cu lumânări:
1 – placă; 2- tablă perforată; 3 – lumânare; 4 – recipient anexă; 5 – cărucior – colector de nămol;
6 – partea inferioară a filtrului; 7 – dozator; 8 – pompă.
Materiale metalice şi nemetalice pentru echipamente din industria berii tip
“BEER-COOLER”
Page 32
Filtrul cu lumânări dispune de mai multe elemente filtrante fixate de către o placă 1.
Tuburile constau din tablă perforată 2, învelită cu o spirală de sârmă. În fantele subţiri dintre
aceste spirale are loc aluvionarea şi filtrarea. Pe placă sunt fixate prin înşurubare lumânările în
poziţie verticală 3. Berea supusă filtrării este alimentată de către pompa 8, printr-o conductă
legată de dozatorul 7 şi pătrunde din partea inferioară din exterior spre lumânări. Filtrul este
echipat cu 25÷700 lumânări. Lungimea lumânărilor este de până la 2m. Operaţiile de filtrare şi
curăţire a filtrului se desfăşoară astfel:
• în prima fază se formează stratul filtrant prin depunerea unei suspensii de kieselgur (grosier şi
mediu) pe elementele de filtrare (lumânări);
• în a doua fază se realizează operaţia propriu-zisă de filtrare a berii, cu dozare de kieselgur
(granulaţie fină) direct în bere, pe parcursul filtrării acesteia;
• în a treia fază se evacuează conţinutul filtrului cu ajutorul aerului sub presiune;
• în a patra fază se face curăţirea filtrului prin introducerea unui amestec de apă-aer care
îndepărtează trubul depus pe lumânări;
• în faza a cincea se face o spălare a filtrului în curenţi turbulenţi formaţi din apă-aer astfel ca
toate impurităţile depuse pe filtru să fie eliminate.
Datorită numărului mare de lumânări şi aranjamentului acestora în filtru, capacitatea de
filtrare este foarte ridicată.
La sfârşitul filtrării are loc eliminarea berii reziduale prin suflare de aer, iar nămolul
rămâne încă aderent de lumânări. Dintr-un recipient separat se debitează sub presiune un amestec
de aer şi apă în sens contrar cu cel de filtrare, trecând prin lumânări. În consecinţă nămolul cade
în partea conică a filtrului şi de aici, cu aer, este trecut într-un recipient colector, de unde poate fi
evacuat cu un cărucior.
Avantajele filtrului cu lumânări constau în faptul că nu conţine părţi în mişcare,
reducându-se astfel consumul de energie şi uzura. Deservirea este uşoară, iar procesul poate fi
automatizat (Berzescu, P., et al., 1985).
Materiale metalice şi nemetalice pentru echipamente din industria berii tip
“BEER-COOLER”
Page 33
Limpezirea berii prin centrifugare
Este un procedeu folosit în special pentru prelimpezirea berii şi mai rar pentru limpezirea
berii. Se folosesc în acest scop separatoare centrifugale cu talere cu turaţia de 6000÷7000
rot./minut. Prin centrifugare se îndepărtează numai particulele din prima grupă, aflate în
suspensie, fără ca să se modifice structura coloidală a berii.
Deservirea separatoarelor centrifugale este uşoară şi nu are loc o amestecare a berii cu
apă la începutul şi sfârşitul filtrării.
Îmbutelierea berii în sticle
Procesul tehnologic de îmbuteliere se realizează cu ajutorul utilajelor componente din linia de
îmbuteliere. Acestea pot fi simple sau complexe, semiautomate sau automate şi auxiliare.
Totalitatea utilajelor cu funcţionare corelată pentru îmbutelierea berii, de regulă începând cu
introducerea pe linie a buteliilor goale din depozitul de ambalaje până la predarea în depozitul de
produs finit a produsului îmbuteliat, poartă denumirea de linie de îmbuteliere.
Buteliile din sticlă pentru bere au culoarea verde sau brună, constituie ambalaj recuperabil.
Buteliile de sticlă folosite în industria berii pot fi:
• forma B, cu capacitatea nominală de 0,330 l;
• forma E (Euro), cu capacitatea nominală de 0,500 l;
• butelii de sticlă de 1 l.
Datorită procentului ridicat de spargere al acestora, la operaţiile de spălare, îmbuteliere,
capsare şi chiar în timpul manipulării, precum şi dificultăţilor de colectare, au apărut restricţii la
utilizarea acestora şi înlocuirea lor cu cutii metalice.
Deoarece din circuit sticlele vin murdare este necesară spălarea şi dezinfectarea lor înainte de
umplere. Cele mai folosite maşini de spălat sunt de tip tunel. În timpul trecerii prin maşina-
tunel, buteliile sunt supuse următoarelor operaţii:
• trecerea prin mai multe băi cu agenţi de spălare fierbinţi;
• spălarea cu sodă caustică fierbinte;
• spălarea cu apă fierbinte;

Materiale metalice şi nemetalice pentru echipamente din industria berii tip
“BEER-COOLER”
Page 34
• spălarea cu apă rece;
• clătirea cu apă proaspătă.
Ciclul de spălare durează 10÷15 minute. Se recomandă răcirea la o temperatură cât mai
scăzută a sticlelor deoarece o diferenţă mare de temperatură între pereţii sticle şi berea rece care
intră în sticlă duce la o spumare abundentă a berii şi deci o pierdere de dioxid de carbon, sau
chiar o pierdere de bere prin deversarea acesteia din sticlă.
Instalaţiile pentru îmbutelierea berii la sticle funcţionează pe principiul izobarometric
(umplere la aceeaşi presiune), la fel ca şi cel de îmbuteliere la butoi.
La umplere, o atenţie deosebită trebuie acordată următorilor factori care pot influenţa negativ
calitatea berii:
• menţinerea concentraţiei de dioxid de carbon în bere, care, la degajare produce spumarea
puternică a berii;
• absorbţia minimă a oxigenului de către bere în timpul îmbutelierii;
• reducerea intensităţii fenomenelor ce se petrec la suprafaţa de contact bere-aer.
În funcţie de suprapresiunea la care se realizează umplerea, aceste aparate se pot împărţi
în două grupe:
• aparate de joasă presiune, care lucrează cu o suprapresiune ceva mai mare decât presiunea de
saturaţie a berii în dioxid de carbon şi anume 0,8÷1,5 at.;
• aparate de înaltă presiune, care lucrează cu o suprapresiune ridicată de umplere de 3÷8 at.
Asemenea maşini, care trebuie să lucreze cu dioxid de carbon în locul aerului comprimat
pentru a se evita impregnarea berii cu aer, se folosesc la umplerea berilor spumante, cu
conţinut ridicat de dioxid de carbon cât şi în cadrul procedeului de umplere la cald.
În mod obişnuit se folosesc aparate de umplere de joasă presiune de diferite tipuri în funcţie
de firmele producătoare (Seitz, Nagema, Nama, Tehnofrig, ş.a.), la care menţinerea
suprapresiunii de umplere, se realizează de regulă cu aer comprimat şi care funcţionează
automat.
Sticlele de bere spălate şi controlate sunt aduse pe bandă la capetele de umplere ale maşinii,
deasupra pistoanelor de susţinere a sticlelor.
Materiale metalice şi nemetalice pentru echipamente din industria berii tip
“BEER-COOLER”
Page 35
Îmbtelierea berii în cutii metalice și în butelii de material plastic
Folosirea cutiilor metalice la îmbutelierea berii prezintă următoarele avantaje:
• nu se sparg;
• sunt mult mai uşoare decât buteliile de sticlă;
• pot fi depozitate şi stocate uşor;
• pot fi deschise uşor de consumator (fără instrumente de deschidere);
• pot fi stocate uşor la consumatori;
• sunt impermeabile la lumină, protejând astfel aroma berii;
• berea poate fi supusă operaţiei de pasteurizare în cutii închise;
• cutiile metalice constituie cea mai economică cale de ambalare a berii.
Principalul dezavantaj îl constituie deformarea cutiilor goale. Cutiile de bere sunt alcătuite
din două elemente (corp şi capac) executate din tablă cositorită sau din tablă de aluminiu foarte
pur, având capacitatea de 0,330 l şi 0,500 l.
Buteliile pentru bere din material plastic sunt executate din PVC, dar caşerate cu clorură de
poliviniliden, de culoare deschisă, transparentă, ce asigură o permeabilitate ridicată faţă de
dioxid de carbon. Acestea sunt de formă cilindrică, cu fundul uşor bombat prevăzut cu cinci
denivelări ce asigură stabilitatea în poziţie verticală şi rezistenţa mecanică necesară. Capacitatea
buteliei este de 1,5 l. Avantajele folosirii acestora constau în:
• uşurinţa de manipulare şi deschidere;
• masă proprie extrem de mică (goală cu dop – 50 g);
• lipsa cioburilor;
• lipsa modificării însuşirilor organoleptice ale berii. Corespunzător acestor tipuri de butelii au
apărut navete speciale pentru ambalarea buteliilor, precum şi dispozitive pentru scoaterea şi
introducerea lor în navete.
Buteliile sunt folosite la liniile obişnuite de îmbuteliere a berii, au reglajele corespunzătoare
ale capului de umplere, diferind doar tehnica de umplere.

Materiale metalice şi nemetalice pentru echipamente din industria berii tip
“BEER-COOLER”
Page 36
Pasteurizarea berii
Pasteurizarea berii este operaţia tehnologică care are drept scop protejarea acesteia,
pentru a putea fi conservată o perioadă mai mare de 30 zile, împotriva unei degradări biologice.
Prelungirea duratei de păstrare a berii este realizată, în cazul pasteurizării, prin inactivarea
microorganismelor capabile să se dezvolte în bere şi respectiv inactivarea enzimelor, care pot
cauza modificări chimice nedorite Se pretează pasteurizării, berea cu un grad avansat de
fermentare şi o bună stabilitate proteică. Instalaţiile de pasteurizare folosite în industria berii
funcţionează pe unul din următoarele principii:
• pasteurizare cu abur – se realizează prin introducerea de abur pentru încălzire directă într-o
încăpere ermetic închisă în care au fost introduse sticlele de bere. În acest mod, timpul pentru
atingerea temperaturii de pasteurizare este de 30 minute, iar berea este menţinută la această
temperatură timp de 60 minute, se efectuează apoi răcirea timp de 30 minute, instalaţia
funcţionând discontinuu;
• pasteurizarea prin stropire – cu apă caldă la început, apoi fierbinte a sticlelor, până când
acestea ajung la temperatura de pasteurizare, după care sunt răcite treptat. Procesul de
pasteurizare se desfăşoară în mod continuu, aceste instalaţii fiind de mare capacitate;
• pasteurizarea în băi cu apă caldă se realizează prin transportul navetelor de bere, în flux
continuu, înainte de etichetare, prin băi cu apă caldă;
• pasteurizarea berii prin umplere la cald constă în pasteurizarea berii înainte de umplere şi
apoi îmbutelierea ei în stare fierbinte.
În practică se pot utiliza următoarele procedee de pasteurizare a berii:
• pasteurizarea berii în sticle, cu ajutorul pasteurizatoarelor tunel;
• pasteurizarea în flux (vrac) a berii cu ajutorul pasteurizatoarelor cu plăci, cu tragerea berii la
rece, în condiţii sterile sau cu îmbutelierea la cald a berii.
Pasteurizarea berii în sticle. Pentru reuşita pasteurizării berii ambalate în sticle, este
necesar ca temperatura apei de stropire să fie cu 50C mai mare ca cea de pasteurizare. Creşterea
temperaturii până la temperatura de pasteurizare trebuie să se realizeze lent, cu 30C/minut, iar
răcirea sticlelor cu bere pasteurizată cu 20C/minut, pentru a evita spargerea sticlelor. Utilizarea
tunelului de pasteurizare prezintă dezavantajul că ocupă un spaţiu de amplasare mare (3÷3,5 m2
Materiale metalice şi nemetalice pentru echipamente din industria berii tip
“BEER-COOLER”
Page 37
pentru 1000 sticle/h) este scump, necesită un consum mare de energie (1,2 milioane kj/1000
sticle) şi prezintă, de asemenea, riscul unei suprapasteurizări.
Pasteurizarea berii în flux („flash pasteurizator”) se efectuează cu ajutorul
pasteurizatorului cu plăci, care necesită un spaţiu relativ redus pentru amplasare şi asigură, prin
modul de concepţie, un coeficient de recuperare a căldurii de 97% din energia utilizată la
pasteurizare. Regimul de temperatură poate fi controlat cu stricteţe. Berea iese din pasteurizator
cu temperatura de 40C şi poate fi apoi îmbuteliată. Menţinerea saturaţiei berii în CO2, în timpul
pasteurizării, se efectuează cu ajutorul unei pompe de presiune înaltă, care asigură presiuni mai
mari de 12 bar.
Pasteurizarea berii este obligatorie pentru unele tipuri de bere, ca de exemplu berea
caramel şi facultativă pentru celelalte tipuri de bere, blonde şi brune.
Berea pasteurizată în sticle se poate păstra la temperaturi mai ridicate cuprinse între 4 şi
200C.
Umplerea la cald a berii este o alternativă de stabilizare biologică a berii. Îmbutelierea la
cald urmăreşte încălzirea berii la temperaturi corespunzătoare, cu cele de pasteurizare, respectiv
la 68÷750C şi umplerea în sticle, care după spălare nu mai sunt supuse răcirii. Pentru acest scop,
sunt necesare maşini de umplut cu ventil, fără tuburi, fiindcă altfel s-ar produce o spumare
puternică la presiunea mărită de umplere. Din cauza umplerii la cald, după răcire berea se
contractă şi în spaţiul gol al sticlelor pătrunde dioxid de carbon, ceea ce îmbunătăţeşte
stabilitatea. Efectul este mărit prin preumplerea sticlelor cu dioxid de carbon. Ca dezavantaje al
acestui procedeu se pot enumera mărirea proporţiei de spargeri de sticle, înrăutăţirea calităţii
berii datorită timpului mai îndelungat de menţinere a acesteia la temperaturi mai ridicate. De
asemenea, din cauza presiunii ridicate la umplere, solicitarea capsulelor este mai puternică, ceea
ce conduce la creşterea pierderilor prin rezistenţă insuficientă la închidere. Buteliile de sticlă
îmbuteliate la cald pot fi etichetate mai uşor şi se răcesc în timpul depozitării. Avantajul principal
al acestui procedeu constă în renunţarea la instalaţiile de pasteurizare care ocupă un loc foarte
mare şi consumă cantităţi apreciabile de utilităţi.
Sterilizarea la rece a berii. Deoarece tratamentul termic pentru stabilizarea biologică
implică riscul înrăutăţirii calităţii berii, îndepărtarea microorganismelor din bere se poate realiza
Materiale metalice şi nemetalice pentru echipamente din industria berii tip
“BEER-COOLER”
Page 38
prin filtrare sterilizantă. Se utilizează în acest scop filtrarea cu membrane filtrante şi cu filtre cu
module. La filtrarea sterilizantă la rece trebuie să se respecte următoarele condiţii:
• sistemul să asigure o bună filtrabilitate a berii;
• evitarea oricărei surse de contaminare, prin apă, CO2 sau aerul utilizat;
• sistemul să poată fi igienizat şi sterilizat. După filtrarea sterilizantă, berea trebuie astfel
păstrată până la îmbuteliere încât să se evite orice contaminare, deoarece s-a constatat că în
jur de 50% din contaminări au avut loc după filtrarea sterilizantă. În acelaşi timp trebuie să se
asigure o îmbuteliere cât mai aseptică (recipiente sterile, îmbutelierea în absenţa aerului,
etc.);
• regenerarea chimică a elementelor de filtrare trebuie realizată cu multă atenţie şi numai o dată
pe săptămână. La folosirea substanţelor alcaline şi acizilor trebuie avut în vedere că
elementele de filtrare confecţionate din celuloză pot fi dizolvate, iar în cazul celor
confecţionate din polimeri sintetici se afectează potenţialul zeta.

Materiale metalice şi nemetalice pentru echipamente din industria berii tip
“BEER-COOLER”
Page 39
I.2. Oţelul
Oţelul este un aliaj de fier, carbon şi alte elemente, obţinut în stare lichidă. Majoritatea
oţelurilor nu conţin fosfor, sulf şi siliciu şi au între 0,1 si 1,5% carbon. Oţelurile moi sunt oţeluri
cu puţin carbon (mai puţin de 0,2%). Ele sunt maleabile şi ductile şi se folosesc în locul fierului
forjat. Ele nu sunt întărite prin călire. Oţelurile mijlocii, conţin între 0,2-0,6% carbon. Oţelurile
moi şi mijlocii pot fi forjate şi sudate. Oţelurile medii şi cele bogate în carbon pot fi întarite sau
pot suferi operaţia de revenire.Oţelul se fabrică în general din fier turnat prin procedeul cu
cuptor cu vatră (prin care se fabrică mai mult de 80% din oţelul obţinut in S.U.A).
A. Proprietăţile oţelului
Când oţelul bogat în carbon este încălzit la roşu şi răcit încet, el este relativ moale. Dacă
este răcit brusc, prin cufundare în apă, ulei sau mercur, devine mai dur ca sticla şi casant. Acest
oţel tare poate suferi fenomenul de revenire printr-o reîncălzire, obţinându-se un produs cu
combinaţia dorită de rezistenţă şi duritate. Deseori revenirea se face astfel încat să se lase în
piesă o margine ascuţită pentru tăiat, sprijinită pe un alt oţel mai moale. Aceste procese de
întărire şi revenire pot fi înţelese prin luarea în considerare a fazelor pe care le poate forma fierul
şi carbonul. Acest material este dur şi casant. El conferă duritate şi fragilitate oţelului călit bogat
în carbon.Când oţelul întărit este supus procesului de revenire printr-o reîncalzire lentă,
martensitul suferă o transformare într-o fază mai stabilă. Oţelul cu 0,9% carbon se schimbă prin
revenire în perlit, care este compus din straturi alternative, extrem de subţiri, de ferită şi
cementit. Perlitul este rezistent şi dur. Oţelul conţinând mai puţin de 0,9% carbon se schimbă
prin revenire într-un metal microcristalin constând din graunţe de ferită şi de perlit, în timp ce în
oţelul care conţine mai mult de 0,9% carbon, prin revenire apar grăunţe de cementit şi de perlit.
B. Domeniile în care sunt utilizate oţelurile:
Corespondenţa mărcilor de oţeluri laminate sau trase este în conformitate cu STAS 4400/1-80.
1. Oțel de uz general pentru construcții(STAS 500/2-80)
2. Oțel pentru arcuri(STAS 795-80)

Materiale metalice şi nemetalice pentru echipamente din industria berii tip
“BEER-COOLER”
Page 40
3. Oțel pentru scule(STAS 1700-80)
4. Oțel rezistent la coroziune şi refractar, prelucrat la cald(STAS 3583-80)
5. Oțel inoxidabil şi refractar(STAS 11523-80)
6. Oțel pentru rulmenți(STAS 1456/1-80)
7. Oțel rezistent la uzură(STAS 11513-80)
8. Oțel pentru table groase destinate recipienților sub
presiune, cu condiții speciale de calitate(STAS 11502-80)
9. Oțel pentru table destinate cazanelor şi recipientelor sub
presiune, pentru temperatură ambiantă ridicată(STAS 2883/3-80)
10. Oțel pentu țevi utilizate la temperaturi ridicate(STAS 8184-80)
11. Oțel pentru țevi utilizate la temperaturi scăzute(STAS 10382-80)
12. Oțeluri rezistente la coroziune(STAS 500/3-80)
13. Oțel pentru organe de asamblare(STAS 11511-80)
14. Oțel pentru țevi fără sudură, de uz general(STAS 8183-80)
15. Oțel pentru supapele motoarelor cu ardere internă(STAS 11311-80)
16. Oțel pentru supape de evacuare(STAS 11524-80)
17. Oțel termorezistent pentru organe de asamblare(STAS 11512-80)
Tabel I.1. Standarde româneşti [1]
Indicativ Titlu Ȋnlocuit prin STAS 93-80 Aliaje cupru-staniu deformabile.
Mărci
SR ISO 427:1996
STAS 94/1-84 Table si benzi din aliaje cupru-
staniu deformabile.
SR EN 1652:2000; SR ISO
1652:2000
STAS 96-87 Lipirea metalelor. Aliaje de lipire
moale cu continut de staniu, plumb,
cadmiu si zinc
SR EN 29453:1995; SR ISO
10564:1995
SR EN ISO 105-X12:1998 Textile. Incercări de rezistentă a
vopsirilor.
SR EN ISO 105-X12:2003
SR ISO 105-B06:2000 Materiale textile. Încercări de
rezistentă a vopsirilor.
SR EN ISO 105-B06:2004
STAS 165-83 Încercările metalelor. Încercarea de
duritate Brinell
SR EN 10003-1:1997

Materiale metalice şi nemetalice pentru echipamente din industria berii tip
“BEER-COOLER”
Page 41
STAS 200-87 Încercările metalelor. Încercarea la
tractiune
SR EN 10002-1:1995
STAS 203-80 Aliaje cupru-aluminiu deformabile.
Mărci
SR ISO 428:1996
STAS 204-77 Aliaje cupru-zinc pentru lipire.
Mărci
SR EN 1044:2002
SR EN 210:1996 Butoaie de tablă de otel. SR EN 210:2003
STAS 334-88 Otel laminat la cald. Otel pătrat SR EN 10059:2004
SR 404-1:1998 Tevi de otel SR 404-1:2001
STAS 428/2-91 Table de aluminiu. Dimensiuni SR EN 485-4:1995
A. Reglementari privind utilizarea metalelor ca materiale de contact cu alimentele
a. Fierul
Fierul este constituentul major al oţelului fiind folosit ca oţel cu învelis de electrocrom.
Totuşi, suprafaţa de oţel este întotdeauna protejată de un strat cositor şi/sau un înveliş organic
protector. Fierul nu este controlat de reglementări pentru limite specifice, deşi comitetul de
experţi în domeniul aditivilor alimentari a stabilit un nivel maxim de ingerare zilnică la 0.8
miligrame/kg greutate corporală.
Datorită puternicei alterări a culorii alimentelor de către fier este puţin probabil ca această
limită să fie depaşită prin utilizarea oţelului în ambalajele alimentare. Migraţia fierului din
ambalajele metalice pentru alimente este monitorizată de către industrie în timpul testelor
calificative datorită riscului pătării/alterării culorii şi datorită faptului că dizolvarea fierului
poate indica corodarea substratului ducând la o potenţială pierdere a integrităţii recipientelor.
Există standarde pentru sortimentele de ambalaje alimentare: (EN10333) şi EC(EN335).
b. Fonta
Fonta este un aliaj casant de fier, carbon și alte elemente, cu un conținut ridicat de
carbon ( 2,11- 6,67%). În afară de fier și carbon, atât fontele cât și oțelurile, mai conțin, în
cantități mici, și alte elemente ca siliciu, mangan, sulf, fosfor (numite elemente însoțitoare),

Materiale metalice şi nemetalice pentru echipamente din industria berii tip
“BEER-COOLER”
Page 42
care nu au putut fi complet îndepărtate în procesul de elaborare sau care au fost introduse în
mod voit, pentru a le conferi anumite proprietăți. (STAS 4834-86)
c. Cupru
Datorită stabilităţii sale chimice, cuprul este apreciat ca un material cu o bună rezistenţă
la coroziune. În aer uscat, umed sau în vapori supraîncălziţi cuprul nu corodează, dar în aer umed
şi bogat în CO2 cuprul se acoperă cu un strat verde de carbonat (malahit). Butanul, freonul,
hidrogenul şi gazul natural nu atacă cuprul doar acetilena, hidrogenul sulfurat, amoniacul gazos
îl corodează formând diverşi compuşi chimici. De asemenea, apa potabilă, distilată sau de mare
nu constituie agenţi corozivi faţă de cupru. În schimb, apa oxigenată, hidroxizi de sodiu, calciu,
magneziu şi potasiu precum şi o serie de substanţe organice sau anorganice atacă într-o proporţie
mai mare sau mai mică acest material. Cupru de convertizor conţine 97,8 % - 99,0 % Cu şi este
destinat producerii cuprului rafinat termic şi electrolitic. Cuprul rafinat termic conţine min. 99,9
% Cu, iar cupru rafinat electrolitic are un conţinut mai mare de 99,9 % Cu. Pe lângă aceste
sortimente, în românia se mai fabrică cupru fără oxigen (99,99 % Cu) destinat îndeosebi
industriei electrotehnice şi care se obţine printr-o dezoxidare avansată.
d. Aluminiu
Aluminiul este un metal de culoare albă , ușor moale , plastic, cu temperature de topire
658̊C. Conduce foarte bine căldura și electricitatea. În medii acide, aluminiul se dizolvă sub
formă de ioni Al3+
, cu degajare de H, în soluții alcaline manifestă de asemenea, tendința
accentuată de a se dizolva sub forma ionului aluminat AlO2-
. Rezistnța la coroziune este
determinată de comportarea stratului de oxid de aluminu care se formează spontan și uniform pe
suprafața metalului. Pelicula formată natural în contact cu aerul are grosimea de 0,01-0,03µm,
este compact, dură, are o foarte bună aderență și are un character amfoter.
e. Tabla cositorită
Tabla cositorită este o tablă de oțel moale acoperită cu staniu pe ambele fețe. În urma
operației de cositorire rezultă o structură stratificată. Filmul de ulei ușurează glisarea foilor una

Materiale metalice şi nemetalice pentru echipamente din industria berii tip
“BEER-COOLER”
Page 43
peste alta, reduce zgârierea la manipulare, ușurează ambutisarea, asigură o ușoară protecție
împotriva oxidării și usurează lăcuirea și executarea decorației interioare. La tabla cositorită la
cald se folosește ulei de bumbac rafinat, îngrijit și eliberat de conținutl de stearați, iar la table
cositorită la rece se folosește ulei de palmier. Stratul de staniu este cel acre asigură protecția
fierului împotriva atacării sale de către agenții corozivi.
d. Metalele
Metalele sunt elemente chimice cu proprietăți fizice specifice, precum: luciu caracteristic, bun
conducător de căldură și electricitate, ductil și maleabil, și solid la temperatură obișnuită (cu
excepția mercurului).
Proprietatea metalelor de a fi buni conducători de electricitate se datorează structurii atomice
a lor, având electroni liberi care la apariția unei diferențe de potențial vor avea o mișcare dirijată.
Tabel I.2. Procesele naturale de formare a metalelor [2]
Tip de zăcământ Proces Metale
obținute
Zăcăminte primare în zone de
activitate vulcanică și eruptivă de
formare a rocilor
Metalele se separă de alte roci și se adună odată cu
răcirea magmei.
Uraniu și
platină
Zăcăminte primare în zone de
activitate vulcanică și eruptivă de
formare a rocilor
Metalele dizolvate în apă și vapori foarte fierbinți
percolează prin rocile înconjurătoare
Aur, argint,
mercur, cupru
Zăcăminte aluvionare se gasesc în
râuri
Pepitele eliberate din zăcămintele primare prin eroziune
sunt spălate de râuri și depuse în locuri unde apa curge
mai încet. Au provocat multe „goane după aur”, cum a
fost cea din California, din 1848-1849
Aur, uraniu,
cositor, platină.
Zăcăminte oceanice răsuflatori Minerale dizolvate din crustă se colectează pe fundul Cupru, fier,
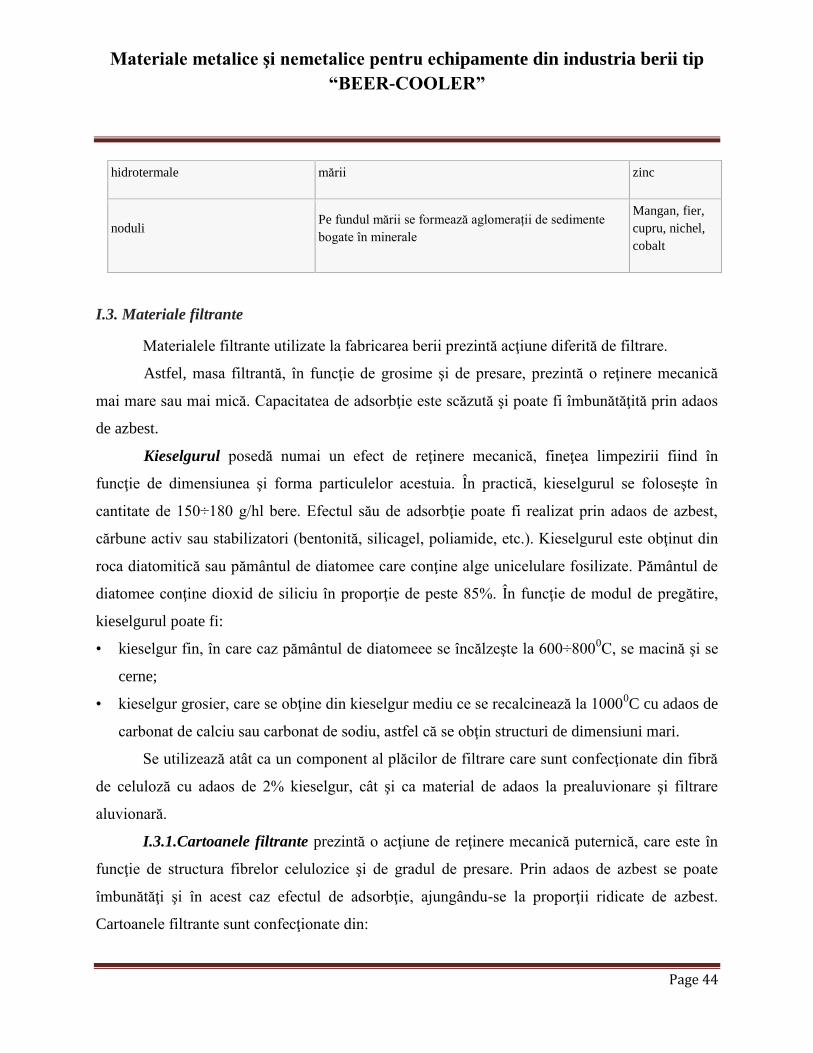
Materiale metalice şi nemetalice pentru echipamente din industria berii tip
“BEER-COOLER”
Page 44
hidrotermale mării zinc
noduli Pe fundul mării se formează aglomerații de sedimente
bogate în minerale
Mangan, fier,
cupru, nichel,
cobalt
I.3. Materiale filtrante
Materialele filtrante utilizate la fabricarea berii prezintă acţiune diferită de filtrare.
Astfel, masa filtrantă, în funcţie de grosime şi de presare, prezintă o reţinere mecanică
mai mare sau mai mică. Capacitatea de adsorbţie este scăzută şi poate fi îmbunătăţită prin adaos
de azbest.
Kieselgurul posedă numai un efect de reţinere mecanică, fineţea limpezirii fiind în
funcţie de dimensiunea şi forma particulelor acestuia. În practică, kieselgurul se foloseşte în
cantitate de 150÷180 g/hl bere. Efectul său de adsorbţie poate fi realizat prin adaos de azbest,
cărbune activ sau stabilizatori (bentonită, silicagel, poliamide, etc.). Kieselgurul este obţinut din
roca diatomitică sau pământul de diatomee care conţine alge unicelulare fosilizate. Pământul de
diatomee conţine dioxid de siliciu în proporţie de peste 85%. În funcţie de modul de pregătire,
kieselgurul poate fi:
• kieselgur fin, în care caz pământul de diatomeee se încălzeşte la 600÷8000C, se macină şi se
cerne;
• kieselgur grosier, care se obţine din kieselgur mediu ce se recalcinează la 10000C cu adaos de
carbonat de calciu sau carbonat de sodiu, astfel că se obţin structuri de dimensiuni mari.
Se utilizează atât ca un component al plăcilor de filtrare care sunt confecţionate din fibră
de celuloză cu adaos de 2% kieselgur, cât şi ca material de adaos la prealuvionare şi filtrare
aluvionară.
I.3.1.Cartoanele filtrante prezintă o acţiune de reţinere mecanică puternică, care este în
funcţie de structura fibrelor celulozice şi de gradul de presare. Prin adaos de azbest se poate
îmbunătăţi şi în acest caz efectul de adsorbţie, ajungându-se la proporţii ridicate de azbest.
Cartoanele filtrante sunt confecţionate din:
Materiale metalice şi nemetalice pentru echipamente din industria berii tip
“BEER-COOLER”
Page 45
• fibre de celuloză cu adaos de 2% particule de kieselgur fin, care prezintă avantajele reţinerii
adecvate a particulelor şi a microorganismelor;
• fibre de celuloză cu adaos de polimer sintetic.
I.3.2. Perlita este un silicat de aluminiu care conţine 65÷75% acid silicic şi 10÷15%
aluminiu, restul până la 100% fiind reprezentat de alte săruri. Se foloseşte ca material de adaos la
prealuvionare şi filtrare aluvionară. Comparativ cu kieselgurul, perlita are caracteristici inferioare
de filtrare. Se recomandă să se folosească la filtrarea mustului, pentru reţinerea drojdiilor şi nu la
filtrarea berii.
I.3.3.Celuloza este utilizată pentru filtrare cu prealuvionare sau drept component al masei
filtrante şi se prezintă sub formă de fibre lungi obţinute din pulpa de lemn. Celuloza este o
substanță macromoleculară naturală din clasa glucidelor, fiind constituentul principal al
membranelor celulelor vegetale. Celuloza este polizaharidă și împreună cu lignina (un compus
macromolecular aromatic) și alte substanțe, formează pereții celulelor vegetale și conferă plantei
rezistență mecanică și elasticitate. Aceasta are aceeași formulă brută ca și amidonul (C6H10O5)n,
unde n poate atinge cifra miilor.
-Proprietăți fizice
Formula: (C6H10O5)n
Culoarea: poate fi opacă sau transparentă; deoarece este foarte stabilă poate rezista la umezeală
sau la contactul cu alte grăsimi foarte bine, dar fiind ușor distrusă la contactul cu acizii.
Punctul de topire: necunoscut
Punctul de fierbere: necunoscut
Temperatura de descompunere: 2600°C
Densitatea (în stare naturală): între 1,27 - 1,60 g/ml
Masa: 162g
Compoziția: 44,4% din componența celulozei este carbon; 6,2% hidrogen; 49,4% oxigen.

Materiale metalice şi nemetalice pentru echipamente din industria berii tip
“BEER-COOLER”
Page 46
I.3.4. Cărbunele activ are o suprafaţă mare de adsorbţie şi se foloseşte în proporţii de 26
g/hl bere la filtrarea aluvionară.
Cele mai bune rezultate se obţin de obicei prin amestecul în diferite proporţii a
sortimentelor de materiale filtrante pulverulente de diferite calităţi şi granulaţii.
Efectul calitativ al filtrării berii depinde de alegerea corectă a materialului de
filtrare, cu considerarea calităţii şi însuşirilor precipitatului, care se afla în produs. Materialele
filtrante, folosite în industria berii, trebuie să îndeplinească următoarele condiţii:
-să nu se dizolve în bere şi să fie chimic neutre faţă de aceasta;
-să aibă o mare capacitate de adsorbţie pentru particulele şi microorganisme;
-să-şi păstreze microstructura poroasă afânată la creşterea presiunii;
-să aibă o rezistenţă mecanică suficientă;

Materiale metalice şi nemetalice pentru echipamente din industria berii tip
“BEER-COOLER”
Page 47
I.4. Ȋmbutelierea berii
Procesul tehnologic de îmbuteliere se realizează cu ajutorul utilajelor componente din
linia de îmbuteliere. Acestea pot fi simple sau complexe, semiautomate sau automate şi auxiliare.
Totalitatea utilajelor cu funcţionare corelată pentru îmbutelierea berii, de regulă începând
cu introducerea pe linie a buteliilor goale din depozitul de ambalaje până la predarea în depozitul
de produs finit a produsului îmbuteliat, poartă denumirea de linie de îmbuteliere.
Din punct de vedere funcţional, liniile de îmbuteliere pot fi:
• semimecanizate;
• semiautomate;
• automate.
Din punct de vedere al capacităţii de producţie (Q), în butelii/h, liniile de îmbuteliere pot
fi:
• de capacitate mică, Q< 3000 butelii/h;
• de capacitate mijlocie, Q = 3000÷12000 butelii/h;
• de capacitate mare, Q = 12000÷36000 butelii/h;
• de capacitate foarte mare, Q> 36000 butelii/h.
O linie tehnologică complexă de îmbuteliere bere se compune din:
• maşini de depaletizare;
• maşini de scos butelii din navete;
• maşini de spălat navete;
• maşini de spălat butelii;
• ecran de control;
• maşini de umplut;
I.4.1.Buteliile din sticlă
Marea majoritate a buteliilor folosite în industria berii sunt confecţionate din sticlă(STAS
2863/1 – 89). Sticla este o substanţa dură omogenă, nealterabilă care în esenţă se obţine prin
Materiale metalice şi nemetalice pentru echipamente din industria berii tip
“BEER-COOLER”
Page 48
topirea la 1500ᵒC a unui amestec format din siliciu (72%), sodium (13%), var (12%), la care se
adaugă diferiţi stabilizatori şi coloranţi.
Sticlele de bere spălate şi controlate sunt aduse pe bandă la capetele de umplere ale
maşinii, deasupra pistoanelor de susţinere a sticlelor. Procesul de umplere se realizează în patru
faze:
• în prima fază pistonul pe care stă sticla se ridică cu ajutorul aerului comprimat şi fixează
sticla pe dispozitivul de umplere;
• în cea de a doua fază se face umplerea sticlei cu aer din spaţiul de aer al rezervorului de bere
din maşină, prin rotirea unui robinet cu trei căi, care deschide conducta de aer;
• în cea de a treia fază, printr-o nouă rotire a robinetului cu trei căi se închide conducta de aer
şi se deschide conducta de bere şi cea de evacuare a aerului din sticlă; în acest fel sticla se
umple până la înălţimea orificiului de evacuare a aerului;
• printr-o nouă rotire înapoi a robinetului cu trei căi, se întrerupe legătura sticlei cu rezervorul
de bere, sistemul de susţinere a sticlei coboară, iar sticla plină cu bere este trecută la maşina
de închis (capsulat).
Imediat după umplere se face închiderea sticlelor pentru a se evita pierderile în dioxid de
carbon. În acest scop se pot folosi capsule metalice cu garnituri din plută sau masă plastică, pe
care este indicată marca fabricii.
Capsularea se face cu ajutorul unei maşini speciale cu mai multe capete de închidere, iar
capsulele pot fi sterilizate în prealabil cu radiaţii ultraviolete sau dezinfectate pentru a se evita
contaminarea berii.
De la capsulare, sticlele de bere pot trece la pasteurizare în cazul anumitor sortimente,
apoi la etichetare. Lipirea etichetelor se face cu ajutorul unor maşini speciale. La etichetare
prezintă importanţă atât calitatea hârtiei din care sunt confecţionate etichetele cât şi calitatea
cleiului folosit.
Eticheta şi etichetarea formează obiect de preocupare continuă, de recomandări şi
reglementări speciale.
Materiale metalice şi nemetalice pentru echipamente din industria berii tip
“BEER-COOLER”
Page 49
Conform recomandărilor „Comitetului pentru etichetarea bunurilor alimentare din cadrul
Comisiei Codes Alimentarius (FAO/OMS), etichetele trebuie să conţină următoarele menţiuni:
• denumirea produsului;
• lista ingredientelor;
• conţinutul net;
• elementele de identificare a lotului şi data fabricaţiei;
• termenul limită pentru consum;
• numele şi adresa producătorului, distribuitorului, importatorului sau exportatorului, ţara de
origine.
În condiţiile fabricării unui număr mare de produse alimentare şi de clasificare a fost
nevoie de o codificare a acestora pentru identificare.
Pentru ţările din Europa a fost adoptat sistemul „Codul european al articolelor” bazat pe
un cod cu 13 caractere, cu următoarele specificaţii: primele două cifre indică ţara de origine,
cinci cifre indică furnizorul, cinci cifre produsul şi ultima cifră este cifra de control.
I.4.2 Cutiile metalice și buteliile din material plastic
Folosirea cutiilor metalice la îmbutelierea berii prezintă următoarele avantaje:
• nu se sparg;
• sunt mult mai uşoare decât buteliile de sticlă;
• pot fi depozitate şi stocate uşor;
• pot fi deschise uşor de consumator (fără instrumente de deschidere);
• pot fi stocate uşor la consumatori;
• sunt impermeabile la lumină, protejând astfel aroma berii;
• berea poate fi supusă operaţiei de pasteurizare în cutii închise;
• cutiile metalice constituie cea mai economică cale de ambalare a berii.
Principalul dezavantaj îl constituie deformarea cutiilor goale. Cutiile de bere sunt
alcătuite din două elemente (corp şi capac) executate din tablă cositorită sau din tablă de
aluminiu foarte pur, având capacitatea de 0,330 l şi 0,500 l.

Materiale metalice şi nemetalice pentru echipamente din industria berii tip
“BEER-COOLER”
Page 50
Buteliile pentru bere din material plastic sunt executate din PVC, dar caşerate cu clorură
de poliviniliden, de culoare deschisă, transparentă, ce asigură o permeabilitate ridicată faţă de
dioxid de carbon. Acestea sunt de formă cilindrică, cu fundul uşor bombat prevăzut cu cinci
denivelări ce asigură stabilitatea în poziţie verticală şi rezistenţa mecanică necesară. Capacitatea
buteliei este de 1,5 l. Avantajele folosirii acestora constau în:
• uşurinţa de manipulare şi deschidere;
• masă proprie extrem de mică (goală cu dop – 50 g);
• lipsa cioburilor;
• lipsa modificării însuşirilor organoleptice ale berii. Corespunzător acestor tipuri de butelii au
apărut navete speciale pentru ambalarea buteliilor, precum şi dispozitive pentru scoaterea şi
introducerea lor în navete.
Buteliile sunt folosite la liniile obişnuite de îmbuteliere a berii, au reglajele
corespunzătoare ale capului de umplere, diferind doar tehnica de umplere.

Materiale metalice şi nemetalice pentru echipamente din industria berii tip
“BEER-COOLER”
Page 51
CAPITOLUL II. IDENTIFICAREA CONDIŢIILOR DE LUCRU
II.1. Menţinerea condiţiilor de igienă
Fabricile de bere trebuie să se găsească în orice moment într-o stare de curăţenie
exemplară. A nu menţine curăţenia, înseamna nu numai a prezenta un aspect urât, ci a favoriza
dezvoltarea unor focare a tot feluri de microorganisme (mucegaiuri, drojdii, bacterii, în primul
rând infecţii acetice). Orice operaţie tehnologică ( filtrare, pasteurizare), trebuie urmată de
spălarea utilajelor, spălarea recipienţilor şi furtunelor, spălarea localului. Pentru a favoriza
menţinerea igienei, fabricile trebuie prevăzute în toate punctele de interes cu guri de apă, pereţii
trebuie căptuşiţi cu faianţă sau cel puţin vopsiţi cu vopsea lavabilă, iar pardoselile trebuie
prevăzute cu gresie antiacidă care să permit o bună igienizare. La majoritatea complexelor
moderne se prevăd fose tampon de siguranţă, care să facă recuperarea lichidului în cazul în
care, accidental curge vreunul din recipienţi.Ȋn principiu, curăţenia şi igiena trebuie menţinute
pe tot parcursul fluxului tehnologic, de la strugure şi până la vin. Atenţia cea mai mare trebuie
acordată igienei din sala de îmbuteliere, pentru a se realiza îmbutelierea sterilă a berii.
II.2. Condiţiile în care se realizează fermentarea mustului de malț
Fermentarea mustului este influenţată de o serie de factori:
A. Factorii fizici.
Dintre indicii fizici care caracterizează berea se cunosc :
vâscozitatea berii la temperatura de 15 0 C variază între 1,5 –2,2 cP , fiind
influenţată de conţinutul în dextrine , substanţe proteice macromoleculare , cât şi de
substanţele gumoase .

Materiale metalice şi nemetalice pentru echipamente din industria berii tip
“BEER-COOLER”
Page 52
tensiunea superficială a berii este determinată de conţinutul în alcool , de proteine,
glucani , de glicerina şi de cantitatea de substanţe amare din hamei , dar nu depinde
de concentraţia extractului din mustul primitiv.
pH-ul berii este cuprins între 4,3 –4,6 , o valoare mică favorizează stabilitatea şi
gustul berii , iar valorile mari indică o desfăşurare necorespunzătoare a procesului de
fierbere sau utilizarea unei ape de o compoziţie necorespunzătoare.
potenţialul de oxido-reducere redat prin valoarea rH , este un indicator al
conţinutului de oxigen .Se urmăreşte obţinerea unor valori mici până la 10 , care să
influenţeze pozitiv stabilitatea berii. În condiţiile înglobării unor cantităţi excesive
de oxigen valorile rH-ului pot creşte până la 20. Oxigenul dizolvat în bere se
manifestă negative asupra proprietăţilor şi stabilităţii organoleptice.
Temperatura are rolul cel mai important dintre factorii fizici. Fermentarea mustului are
loc la temperatura de 6÷80C, timp de maximum 8 zile. Prin compoziţia sa, mustul este un mediu
de cultură ideal pentru diferite microorganisme dăunătoare berii. De aceea se impune o bună
curăţire şi dezinfectare a vaselor, utilajelor şi încăperilor unde are loc procesul de fermentare.
Mustul de malţ hameiat, răcit la 6÷80C, cu pH = 5,4÷5,6 este însămânţat cu o cantitate de
lapte de drojdie de 1 litru/hl, respectiv cu 1÷3 milioane celule/ml. Pentru ca drojdia să se poată
înmulţi în must, acesta trebuie să conţină 6 mg oxigen dizolvat/litru.
B. Factorii chimici.
a. Conţinutul în oxigen favorizează descompunerea zaharurilor fermentescibile, producând
alcool și alte produse derivate care alterează tăria băuturii.
b. Aciditatea – se recomandă un pH=4,35- 4,4 pentru berea fabricată din malț și pH=4- 4,2
pentru cea fabricată din nemalțificate.
II.3. Influenţa temperaturii
Berile de fermentație superioară sunt obținute prin fermentarea la 15-20̊C cu drojdii de
fermentație superioară care produc cantități mai mari de produși secundari de fermentație decât
drojdiile de fermentație inferioară, îndeosebi esteri. Au un gust și o aromă mai pronunțată de
fruct și flori. Berea pasteurizată se păstrează la temperatura de min. 2̊C, max 25C̊.
Materiale metalice şi nemetalice pentru echipamente din industria berii tip
“BEER-COOLER”
Page 53
Berea nepasteurizată se păstează la temperature de min . 2̊C, max. 20C̊. Berea nefiltrată se
păstează la temperatura min.0̊C, max. 5C̊.
II.4. Variaţia de pH
pH-ul berii este cuprins între 4,3 –4,6 , o valoare mică favorizează stabilitatea şi gustul
berii , iar valorile mari indică o desfăşurare necorespunzătoare a procesului de fierbere sau
utilizarea unei ape de o compoziţie necorespunzătoare.
II.5. Timpul
Fermentarea mustului de bere dureaza aproximativ 2-3 zile.
CAPITOLUL III. IDENTIFICAREA SI STUDIEREA FENOMENELOR DE
LA INTERFATA MATERIAL-MEDIU ALIMENTAR
III.1. Difuzia in metale si aliaje
Prin difuzie se înţelege modificarea poziţiilor atomilor în metale pe distanţe mari în
raport cu distanţele interatomice. Difuzia este determinată de agitaţia termica a atomilor; la
creşterea temperaturii se măreşte viteza de difuzie. Se precizează faptul că prin difuzie se
inţelege nu deplasarea individuală a atomilor, ci fluxul macroscopic de atomi determinat de
aceste deplasări. Considerând difuzia unui element chimic în altul este posibil să se producă
numai modificarea compoziţiei chimice – caz în care difuzia se numeşte atomică. Ȋn cazul în
care, prin difuzie se formează noi faze, difuzia se numeşte de reacţie. Difuzia se poate produce

Materiale metalice şi nemetalice pentru echipamente din industria berii tip
“BEER-COOLER”
Page 54
şi în lipsa unei diferenţe de concentraţie chimică, când se deplasează atomii aceluiaşi element,
caz în care se numeşte autodifuzie. Difuzia este un proces de mare importanţă, ea stă la baza
celor mai importante transformări care se produc în metale şi aliaje ca: solidificări, transformări
de fază, recristalizări, tratamente termice.
III.1.1.Difuzia staţionară. Legea I a lui Fick
Fie direcţia x după care concentraţia speciei ionice i variază şi direcţiile y, z după care
concentraţia este constantă.Diversele planuri imaginare yz sunt echimolare sau echinormale
(c=constant).Transferând 1 mol de specie i de la concentraţia iniţială ci,i, corespunzătoare
distanţei xi, la concentraţia ci,f de la xf, variaţia de potenţial chimic va fi:
∆𝜇 = 𝜇𝑖 ,𝑓 − 𝜇𝑖 ,𝑖 = 𝑅𝑇 ln𝑐𝑖 ,𝑓
𝑐𝑖 ,𝑖
Forţa difuzivă este un gradient al potenţialului chimic şi apare în mişcarea de difuzie a ionilor
dintr-o regiune având concentraţia mai mare, într-una cu concentraţie inferioară.Luând în
considerare modul de exprimare al potenţialului chimic în soluţii ideale.
(𝜇𝑖 = 𝜇𝑖0 + 𝑅𝑇 ln 𝑐𝑖 ), se obţine relaţia:
𝐽𝐷,𝑖 = −𝐴𝑐𝑖𝑅𝑇
𝑐𝑖∙𝑑𝑐𝑖𝑑𝑥
= −𝐴𝑅𝑇 ∙𝑑𝑐𝑖𝑑𝑥
= −𝐷𝑑𝑐
𝑑𝑥
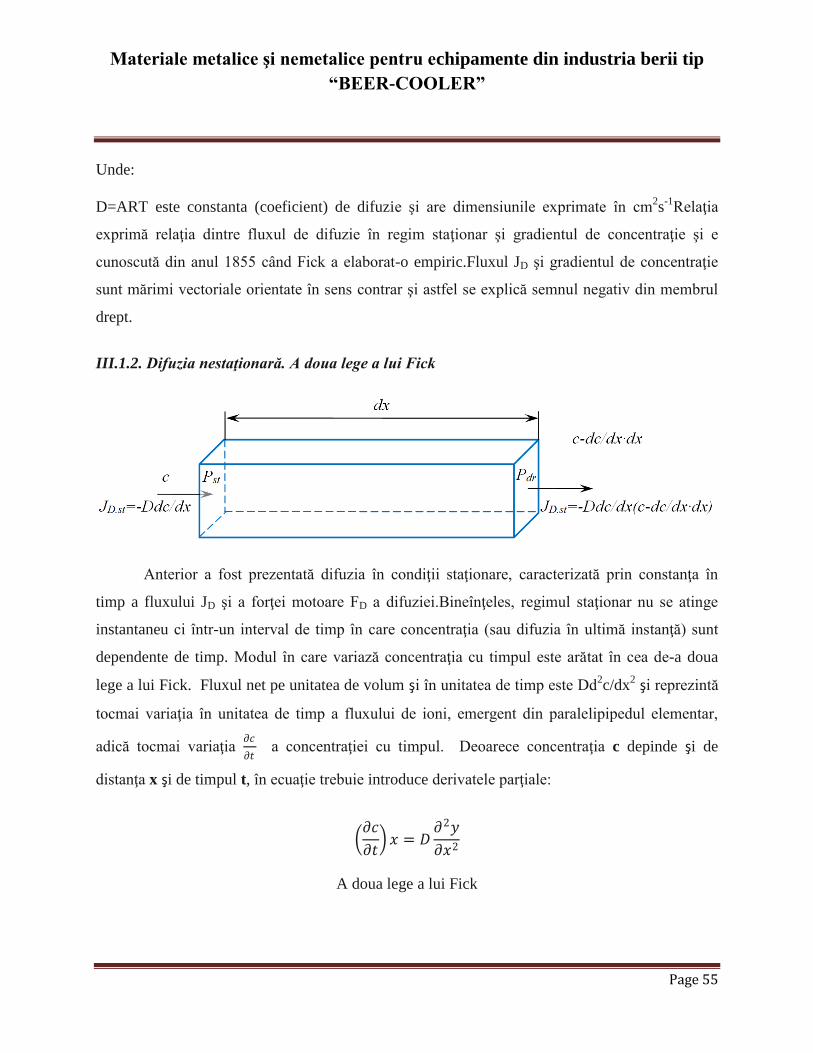
Materiale metalice şi nemetalice pentru echipamente din industria berii tip
“BEER-COOLER”
Page 55
Unde:
D=ART este constanta (coeficient) de difuzie şi are dimensiunile exprimate în cm2s
-1Relaţia
exprimă relaţia dintre fluxul de difuzie în regim staţionar şi gradientul de concentraţie şi e
cunoscută din anul 1855 când Fick a elaborat-o empiric.Fluxul JD şi gradientul de concentraţie
sunt mărimi vectoriale orientate în sens contrar şi astfel se explică semnul negativ din membrul
drept.
III.1.2. Difuzia nestaţionară. A doua lege a lui Fick
Anterior a fost prezentată difuzia în condiţii staţionare, caracterizată prin constanţa în
timp a fluxului JD şi a forţei motoare FD a difuziei.Bineînţeles, regimul staţionar nu se atinge
instantaneu ci într-un interval de timp în care concentraţia (sau difuzia în ultimă instanţă) sunt
dependente de timp. Modul în care variază concentraţia cu timpul este arătat în cea de-a doua
lege a lui Fick. Fluxul net pe unitatea de volum şi în unitatea de timp este Dd2c/dx
2 şi reprezintă
tocmai variaţia în unitatea de timp a fluxului de ioni, emergent din paralelipipedul elementar,
adică tocmai variaţia 𝜕𝑐
𝜕𝑡 a concentraţiei cu timpul. Deoarece concentraţia c depinde şi de
distanţa x şi de timpul t, în ecuaţie trebuie introduce derivatele parţiale:
𝜕𝑐
𝜕𝑡 𝑥 = 𝐷
𝜕2𝑦
𝜕𝑥2
A doua lege a lui Fick

Materiale metalice şi nemetalice pentru echipamente din industria berii tip
“BEER-COOLER”
Page 56
III.2. Modificările nedorite care pot să apară în bere în timpul procesului de fermentare
Ȋn raport cu natura procesului predominant ce le generează, modificările nedorite din bere
pot fi grupate în modificări de natură fizico-chimică şi modificări de natură biologică. Ambele
pot să apară încă de la formarea mustului de bere, în timpul evoluţiei sale, chiar în berea deja
îmbuteliată.
III.3.Metode de testare la coroziune
Coroziunea oţelului este unul dintre cei mai importanţi factori ce determină durata de viaţă a
unuia dintre cele mai frecvente materiale utilizate, betonul armat. Conform datelor din literatura
de specialitate, utilizarea armăturii zincată termic determină o creştere semnificativă a rezistenţei
la coroziune a armăturii şi, implicit a duratei de viaţă a elementelor. Aceasta se datorează
stratului de zinc / aliaje de Zn-Fe legat metalurgic de oţelul suport care acţionează printr-un
mecanism ce îmbină protecţia peliculară şi cea catodică. Cu toate acestea, în literature de
specialitate există încă numeroase controverse şi neclarităţi privind cinetica şi mecanismul
coroziunii armăturii de oţel zincat termic în beton.
Ghosh şi Singh, în 2007, au studiat coroziunea oţelului zincat termic în soluţii care
simulează soluţia interstiţială din porii betonului pe baza curbelor de polarizare liniară,
spectroscopie de impedanţă electrochimică şi difracţie de raze X. Rezultatele au indicat formarea
pe suprafaţa epruvetelor a produşilor de coroziune caracteristici zincului (zincit, hidrozincit şi
compuşii lor hidrataţi) dar şi a hidroxizincatului de calciu, compus cu proprietăţi pasivante care
determină creşterea rezistenţei la coroziune a oţelului zincat termic..
Duval şi Arliquie, în 1974, au identificat hidroxizincatul de calciu format pe suprafaţa
oţelului zincat termic imersat în soluţie saturată de Ca(OH)₂, acest compus având formula
chimică: Ca(Zn(OH)₃)₂·2H₂O.
Acelaşi compus, hidroxizincatul de calciu, a fost identificat de Tan şi C. M. Hansson, în
2008, prin spectroscopie Raman, iar influenţa lui asupra rezistenţei la coroziune a fost pusă în
Materiale metalice şi nemetalice pentru echipamente din industria berii tip
“BEER-COOLER”
Page 57
evidenţă prin teste de spectroscopie de impedanţă electrochimică. Autorii au indicat un consum
de zinc necesar formării stratului pasivant de hidroxizincat de calciu cuprins între 10-15 µm. S-a
au avut în vedere şi influenţa cromatării asupra rezistenţei la coroziune şi a formării stratului
pasivant pe suprafaţa metalică. S-a confirmat că acest tratament influenţează mai ales coroziunea
primară a zincului, pentru formarea stratului de hidroxizincat de calciu, dar în final acest strat
format este definitoriu în ceea ce priveşte rezistenţa la coroziune a oţelului zincat termic.
În perioada 1986 – 2004, Macias 1986, 1987, şi Andrade, 2004, au utilizat metode
electrochimice de studiu a coroziunii oţelului zincat termic, indicând faptul că aceste metode sunt
eficiente, dar rezultatele obţinute pot fi influenţate de numeroşi factori externi. O concluzie
similară a prezentat şi Tan, 2008, care a indicat că datele obţinute la nivel mondial pot varia
datorită compoziţiei chimice şi mineralogice a cimentului, agregatelor sau diferitelor adaosuri
utilizate la prepararea betonului.
Elsener,în 2005, şi Ge şi Isgor, în 2007, au arătat că viteza de coroziune a armăturii poate
fi corect apreciată prin efectuarea testelor de polarizare liniară şi interpretarea rezultatelor prin
metoda Tafel şi pe baza legii SternGeary.
El-Mahdy et al., în 2000, au studiat mecanismul de coroziune al oţelului zincat termic
încastrat în beton expus în condiţii atmosferice. Tehnica EIS a fost indicate ca fiind unul dintre
instrumentele eficiente pentru monitorizarea degradării prin coroziune a armăturii şi, implicit a
betonului armat.
III.3.1. Masuratori de coroziune
S-a studiat fenomenul de coroziune în medii amoniacale şi solutii de acid clorhidric pentru
probe din oţel carbon slab aliat. Coroziunea a avul loc în celula electrolitică standard. Ca medii
amoniacale s-au folosit urmatoarele soluţii: solutii de NH3 cu concentraţiile de 10-1
M, 10-2
M,
10-3
M si10-4
M, -soluţii ale sărurilor de amoniu: 0.1M NH4Cl, 0.1M NH4Cl cu 0.05M NH4NO3.
Ȋn mediu acid s-a folosit o soluţie de 1 M HCl. Ȋn mediu amonical coroziunea a avut loc la
temperatura de 25 0C pentru 35 min sau 40 min. Ȋn mediu acid probele au fost imersate pentru 3
Materiale metalice şi nemetalice pentru echipamente din industria berii tip
“BEER-COOLER”
Page 58
h într-un circuit închis. Măsurătorile Mössbauer au fost efectuate la temperatura camerei în
transmisie (TMS) şi prin electroni de conversie (CEMS).
Cel mai bun fit al spectrelor CEMS constă în adăugarea unui dublet aparţinând unui Fe3+
paramagnetic, respectiv 2 dubleţi ai aceluiaşi Fe3+
paramagnetic la un sextet. Parametrii
sextetului sunt practic identici cu cei al sextetului din proba necorodată. Orientarea preferenţială
a momentelor magnetice continuă să se păstreze într-o proporţie mai mică. Principala diferenţă
între sexteţii probelor corodate şi necorodate constă în scăderea intensităţii lor pentru probele
corodate. Acest fapt demonstrează alături de dubleţii găsiţi prezenţa unui strat superficial pe
suprafaţa probelor. Stratul superficial este mai gros pentru probele corodate în soluţia HCl.
Dubleţii găsiţi arată că în urma coroziunii pe suprafaţă s-a format un compus fară ordonare
magnetică în care Fe are valenţa +3
. Parametrii dubleţilor sunt similari cu cei ai oxyhydroxizilor
amorfi, compuşilor α-FeOOH si/sau γ-FeOOH si Fe (OH)3. Dubleţii sunt greu de atribuit unui
compus chimic numai pe baza datelor Mössbauer. Aria relativ mică a dubletului ca şi parametrii
săi indică un stagiu incipient al procesului de coroziune. Credem că în coroziunea în soluţia de
NH3 principalul produs de coroziune este un oxihidroxid de Fe3+
cu compozitie
nestoichiometrică.
Introducerea anionului NO3-
în soluţia de 0.1M NH4Cl în raportul NO3-
/Cl- = 1/2 are un
efect de inhibare al coroziunii. Pentru probele corodate în soluţii de săruri de amoniu, produsul
de coroziune este un amestec de Fe(III) ferrihydrat şi FeOOH (alpha şi\sau gamma). Pentru
coroziunea în soluţia de HCl stratul superficial are în componenţă β- FeOOH în amestec cu o
contribuţie mică γ-FeOOH.
III.3.2.Oxidarea fierului
Pelicula de coroziune formată pe suprafaţa fierului la temperaturi ridicate,poate conţine
sub formă stratificată oxizii fierului corespunzători stărilor de oxidare +2,+3 respectiv FeO,
Fe₃O₄, Fe₂O₃.

Materiale metalice şi nemetalice pentru echipamente din industria berii tip
“BEER-COOLER”
Page 59
Procesul de oxidare cuprinde urmatoarele etape:
2Fe + O₂→ 2FeO₃
FeO + ½ O₂→ Fe₃O₄
2 Fe₃O₄+ ½ O₂→ Fe₂O₃
La suprafaţa fierului se formează oxidul cu procentul cel mai scăzut de oxigen.
Urmează ca strat intermediar magnetită, Fe₃O₄, iar în exterior, oxidul cel mai bogat în oxigen
Fe₂O₃, respectiv hematita.
O serie de date experimentale au sugerat faptul că oxidarea fierului ar fi rezultatul difuziei
unilaterale a oxigenului către interior după o prealabilă dizolvare a acestuia în oxid, iar suprafaţa
de reacţie ar fi, permanent, limita celor două faze metal-oxid. Ulterior, această imagine a fost
modificată, în sensul că oxidarea fierului ar avea loc în urma a doua procese de sens contrar;
difuzia oxigenului spre interior iar a ionilor Fe₂˖ spre exterior- totuşi, rolul principal revine
ionilor Fe₂˖ care, fiind mai mobile, trec uşor prin reţeaua cristalină comparativ cu oxigenul.
III.3.3. Oxidarea aliajelor metalice
Viteza de oxidare a unui metal se poate modifica- creşte sau micşora- la adaosul unui
element de aliere. Sensul modificării va depinde de proporţia elementului de aliere în metalul de
bază, de valenţa sa, de concentraţia şi natura defectelor de reţea ce-l caracterizează. Prin urmare,
modificarea vitezei de oxidare este rezultatul variaţiilor de concentraţie a defectelor de reţea
determinate de prezenţa elementului de aliere având valenţa mai mare sau mai mică decât
metalul de bază.
III.4. Modelarea matematică
În lucrări se utilizează modele statistice elaborate pe baza experienţei active. Experienţele
active constau din experimentele factorilor întregi şi experimentul factorilor fracţionari. Esenţa

Materiale metalice şi nemetalice pentru echipamente din industria berii tip
“BEER-COOLER”
Page 60
experimentului factorilor întregi constă în variaţia concomitentă a tuturor factorilor conform
planului stabilit. Modelul matematic este prezentat în formă de polinom liniar care va fi studiat
prin metodele statisticii matematice. Se notează valorile maxime şi minime ale lui X1 şi X2 prin
+1 şi –1. Atunci toate combinaţiile factorilor posibile vor fi determinate de patru experimente.
Acest plan al experimentelor, de obicei, se notează în formă de matrice a planării.
În evoluţia a doua se notează valoarea variabilei fictive X0= +1 necesară în continuare
pentrucalculul termenului liber a polinomului. Notarea nivelului superior şi inferior al factorilor
prin +1şi –1 corespunde codificării factorilor după formula:
𝑥𝑖 =𝑥𝑖−𝑥𝑖0
∆𝑥𝑖
unde:
Xi – valoarea codificată a factorului i (în nivelul superior sau inferior);
Xi0 – nivelul zero al variabilei naturale;
Xi – nivelul superior sau inferior al variabilei naturale;
ΔXi – intervalul variaţiei al variabilei naturale.
Cu ajutorul tabelului şi după efectuarea experienţei se poate de determinat coeficienţii
ecuaţiei de regresie:
y = b0 + b1 ∙ x1 + b2 ∙ x2 + b3 ∙ x3+. . +bn ∙ xn
Alegerea corectă a centrului experimentului, intervalului şi nivelelor variaţiei factorilor
areînsemnătate decisivă la alcătuirea modelului matematic, deoarece scopul modelului
matematiceste optimizarea procesului tehnologic.
După crearea matricei planării se pot efectua experienţele. Deoarece parametrul la ieşire
este influenţat de perturbaţiile, experimentul se repetă de câteva ori pentru a obţine m – valori ale
parametrului la ieşire.
După determinarea coeficienţilor regresiei poate fi efectuată analiza statistică a ecuaţiei
deregresie, care se petrece în trei etape:
Materiale metalice şi nemetalice pentru echipamente din industria berii tip
“BEER-COOLER”
Page 61
1. aprecierea dispersiei reproducerii (aprecierea erorii experimentale);
2. aprecierea semnificaţiei coeficienţilor ecuaţiei de regresie;
3. aprecierea adectivităţii modelului.
Aprecierea erorii experienţei se bazează pe repetările parale, care pot fi efectuate atât
încentrul experienţei, cât şi în fiecare punct al spaţiului factorilor. Este necesar de efectuat
repetăriparalele în fiecare punct al spaţiului atunci când se presupune că dispersia parametrului la
ieşireîn experienţele paralele nu este egală.

Materiale metalice şi nemetalice pentru echipamente din industria berii tip
“BEER-COOLER”
Page 62
Concluzii
Ȋn concluzie, acest proiect ne oferă informaţii despre influenţa asupra calităţii finale a
produselor alimentare- în cazul nostru berea- a materialelor folosite pentru echipamentele din
industria alimentară. După cum bine ştim, o influenţă negativă a formării şi păstrării unor
sortimente de bere o reprezintă prezenţa factorilor chimici şi fizici. Din categoria factorilor
chimici, fac parte în special microorganismele. Pe lângă aceştia, temperatura şi timpul necesar
procesului de fermentare pot să influenţeze calitatea berii dacă aceşti factori nu sunt îndepliniţi.
Pe lângă toate acestea, proiectul ne face cunoscut faptul că, materialele folosite la
confecţionarea echipamentelor necesare obținerii berii (mori cu ciocane, cazane de plămădire și
fierbere, butelii, filtre) pot influenţa negative procesul de obținere a berii dacă nu prezintă
condiţii optime de igienă, modul de păstrare adecvat şi dacă au parte de modificării fizice şi
chimice de-a lungul timpului.

Materiale metalice şi nemetalice pentru echipamente din industria berii tip
“BEER-COOLER”
Page 63
Bibliografie
1. Banu C.- Manualul inginerului de industria alimentară, Vol. II, Editura Tehnică, Bucureşti,
1999
2. Berzescu P., Dumitrescu M., Hopulele T., Kathren I., Stoicescu A.- Tehnologia berii şi a
malţului, Editura Ceres, Bucureşti, 1981
3. Stroia, I., et. al. 1998 - Utilaje pentru industria malţului, Editura Cison, Bucureşti
Surse internet:
http://www.rasfoiesc.com/educatie/fizica/DIFUZIA-IN-METALE-SI-ALIAJE37.php
http://ro.wikipedia.org/wiki/O%C8%9Bel
http://www.referate-lucrari.com/referat_FONTA-si-OTELUL-774.html
http://bomar.ro/files/CORESPONDENTE-STAS-DIN-NF.pdf
http://www.asro.ro/romana/standard/Anulate.htm
http://ro.wikipedia.org/wiki/Metal