Matrice-Ceramica
19
Materiale ceramice - proprietăţi CAPITOLUL II. MATERIALE COMPOZITE CU MATRICE CERAMICA – CMC 2.1. Descriere generală Compozitele cu matrice ceramică (CMC) combină armăturile ceramice cu matricea ceramică pentru a crea materiale cu proprietăţi noi, superioare. In CMC-uri, prima cerinţă pentru armăturile ceramice este aceea de a crea tenacitatea necesară matricii ceramice fragile, figura 2.1. Fig. 2.1. Comparaţie între modurile de rupere pentru ceramicele monolitice şi CMC-uri In matricea ceramică pot fi incluse fibre în timpul procesului de fabricaţie pentru a îmbunătăţi anumite caracteristici cum ar fi conductivitatea electrică, conductivitatea termică, expansiunea termică şi duritatea. Caracteristicile dorite pentru CMC-uri includ stabilitate la temperatură înaltă, rezistenţă la şoc termic, duritate ridicată, rezistenţă la coroziune, greutate specifică redusă, proprietăţi nemagnetice şi neconductive şi versatilitate în furnizarea soluţiilor de fabricare. Combinaţia acestor caracteristici fac din CMC-uri o alternativă atractivă la materialele obţinute prin procese industriale tradiţionale cum ar fi oţelurile înalt aliate şi metalele refractare. Pentru industria de procesare, beneficiile obţinute prin utilizarea ceramicelor compozite includ creşterea eficienţei energetice, creşterea productivităţii şi o complianţă constantă. Barierele principale în utilizarea CMC-urilor includ 5
-
Upload
elena-panturu -
Category
Documents
-
view
93 -
download
0
description
matrice ceramica
Transcript of Matrice-Ceramica

Materiale ceramice - proprietăţi
CAPITOLUL II. MATERIALE COMPOZITE CU MATRICE CERAMICA – CMC
2.1. Descriere generală
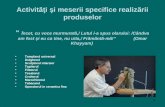
Compozitele cu matrice ceramică (CMC) combină armăturile ceramice cu matricea ceramică pentru a crea materiale cu proprietăţi noi, superioare. In CMC-uri, prima cerinţă pentru armăturile ceramice este aceea de a crea tenacitatea necesară matricii ceramice fragile, figura 2.1.
Fig. 2.1. Comparaţie între modurile de rupere pentru ceramicele monolitice şi CMC-uri
In matricea ceramică pot fi incluse fibre în timpul procesului de fabricaţie pentru a îmbunătăţi anumite caracteristici cum ar fi conductivitatea electrică, conductivitatea termică, expansiunea termică şi duritatea. Caracteristicile dorite pentru CMC-uri includ stabilitate la temperatură înaltă, rezistenţă la şoc termic, duritate ridicată, rezistenţă la coroziune, greutate specifică redusă, proprietăţi nemagnetice şi neconductive şi versatilitate în furnizarea soluţiilor de fabricare. Combinaţia acestor caracteristici fac din CMC-uri o alternativă atractivă la materialele obţinute prin procese industriale tradiţionale cum ar fi oţelurile înalt aliate şi metalele refractare. Pentru industria de procesare, beneficiile obţinute prin utilizarea ceramicelor compozite includ creşterea eficienţei energetice, creşterea productivităţii şi o complianţă constantă. Barierele principale în utilizarea CMC-urilor includ lipsa specificaţiilor, concepte ataşate, metodologia de reparaţii in-service, cost ridicat, etc. Materialele ceramice pot fi categorisite în oxidice şi neoxidice şi, în anumite cazuri, pot conţine metal rezidual după procesare. Câteva din cele mai cunoscute matrici oxidice includ: alumina, silica, mulitul, aluminosilicatul de litiu şi aluminosilicatul de calciu. Dintre acestea, alumina şi mulitul sunt sunt cele mai utilizate datorită stabilităţii chimice şi termice în exploatare şi datorită compatibilităţii lor cu cele mai multe dintre armături. Deşi matricile oxidice sunt considerate adesea mai stabile în mediul exterior, ceramicele monoxidice – cu proprietăţi structurale superioare, duritate corespunzătoare şi, în anumite condiţii de mediu, rezistente la coroziune – au fost mai rapid introduce pe piaţă. Cele mai cunoscute ceramice monoxidice includ: SiC, Si3N4, BC şi AlN. Dintre acestea SiC este cel mai utilizat, cu o creştere a interesului în ultima vreme pentru AlN care prezintă o conductivitate termică ridicată şi Si 3N4, care prezintă rezistenţă ridicată.
Armăturile ceramice sunt disponibile într-o mare varietate de forme. La început, pentru compozitele ceramice se utilizau armături discontinui care, pot forma un ansamblu în combinaţie cu
5

Materiale ceramice - proprietăţi
matricea ceramică. Cele mai comune dintre aceste armături includ cristalele filament, mici foiţe şi particule din Si3N4, SiC, AlN, TiB2, B-C şi BN. Dintre acestea, cel mai utilizat este SiC datorită stabilitaţii lui la combinarea cu diverşi oxizi ceramici şi matrici monoxidice. Armăturile discontinui din oxid ceramic sunt mai puţin utilizate datorită incompatibilităţii cu cele mai comune matrici ceramice.
Compozitele moderne de azi, care utilizează fibre continui pentru a obţine o optimizare a proprietăţilor structurale, necesită, în general, costuri de fabricaţie mai mari. Anumite fibre continui se găsesc gata fabricate, atât sub formă de monofilament cât şi sub formă de multifilament, acestea din urmă având preţul de cost mai scăzut pe unitatea de greutate. Câteva dintre cele mai utilizate armături continui includ sticla, mulitul, alumina, carbonul şi SiC. Dintre acestea, fibrele din SiC sunt cele mai utilizate datorită rezistenţei ridicate, rigidităţii şi stabilitaţii termice. Cele mai comune mărci pentru fibrele din SiC sunt: Nicalon, Hi-Nicalon, SCS, Sylronic şi Tyranno. Pentru aplicaţii la care temperatura nu depăşeşte 1000C sau timpul de expunere la temperatură este limitat, cele mai utilizate fibre continui sunt cele din mulit datorită costului redus. Fibrele continui din ceramică sunt de larg interes datorită abilităţii lor de a furniza caracteristici pseudoductile în raport cu materialele ceramice fragile, figura 2.1.
Fibrele ceramice continui devin importante în special pentru structurile de dimensiuni mari unde există probabilitatea ca în timpul procesării sau al exploatări, fisurile să se propage destul de mult ajungându-se la distrugere catastrofală. Datorită cererii comerciale limitate, anumite fibre ceramice continui sunt disponibile de obicei la preţul de 500-5000 $/lb. O cerere crescută pentru fibrele ceramice continui ar duce costul la 50 -100$/lb. Costul total al compozitului, poate ajunge, în aceste condiţii la 200-400$/lb., care devine un cost competitiv cu oţelurile înalt aliate şi cu metalele rafractare, raportat la costurile pentru un ciclu de viaţă de bază. Actualmente, costurile componentelor din materiale ceramice compozite depăşesc valoarea de 1000$/lb. când se utilizează fibrele continui. Costurile componentelor ceramice compozite, armate cu fibre discontinui sunt de aproximativ 7-50$/lb.
In SUA producţia compozitelor ceramice este dominată de câteva firme mari în timp ce firme mai mici sunt implicate în fabricarea anumitor tipuri de ceramice reprezentând nişe de piaţă. In 1994 companiile din SUA ce produc materiale compozito-ceramice totalizează în jur de 475 mil $, din care majoritatea au fost compozite armate cu fibre discontinui. Se estimează faptul că, companiile japoneze controlează 50% din piaţa mondială de ceramice avansate. Aplicaţiile cele mai uzuale pentru compozitele ceramice sunt: scule aşchietoare, aplicaţii militare şi aerospaţiale, motoare, bioceramice, domeniul energetic. Primele succese în comercializarea ceramicelor avansate l-au constituit plăcuţele ceramice pentru sculele aşchietoare. Pentru dezvoltarea şi implementarea ceramicelor compozite în aplicaţii industriale este necesară îndeplinirea anumitor cerinţe:
Dezvoltarea şi demonstrarea la scară pilot, cu metode de procesare a componentelor CMC economice şi eficiente că proprietăţile şi geometriile obţinute sunt reprezentative pentru a face faţă performanţelor cerute în aplicaţiile finale;
Dezvoltarea tehnologiei suport necesară pentru proiectare şi analiză a metodelor de procesare a materialelor şi componentelor fabricate din acestea;
Furnizarea componentelor reprezentative şi legarea tehnologiilor pe toată durata dezvoltării aplicaţiei;
Ierahizarea compozitelor ceramice în funcţie de importanţa lor pentru aplicaţiile finale.
2.2. Compozitele ceramice armate cu fibre discontinui
Compozitele ceramice armate cu fibre discontinui sunt produse utilizând un proces tehnologic derivat din cel folosit pentru ceramicele monolitice. Metodele cele mai utilizate pentru procesare includ turnarea sau injecţia în matriţă urmată de sinterizare în cuptor la temperatură înaltă pentru densificare. Procesele de formare şi sinterizare pot fi combinate utilizând presarea la cald unidirecţională sau presarea izostatică la cald. Forma finală poate fi obţinută pe baza prelucrărilor mecanice asupra suprafeţelor.
6

Materiale ceramice - proprietăţi
Fig. 2.2. Microstructura specifică pentru compozitul ceramic armat cu fibre discontinui (SiC/Al2O3-Al)
Compozitul din alumină armat cu fibre discontinui se utilizează la sculele aşchietoare cu viteze foarte mari. Factorii care permit creşterea productivitaţii includ nu numai creşterea vitezei de aşchiere ci şi o uzură mai mică şi timp de cedare predictibil. Cele mai importante anvantaje în utilizarea acestor scule sunt: creşterea duratei de viaţă, reducerea ratei de cedare, imbunătăţirea calităţii suprafeţei, costuri de mentenaţă scăzute şi creşterea vitezei de producţie. Ceramicele armate cu fibre discontinui se pot utiliza şi în cadrul solicitărilor la presiune şi temperatură ridicate. Avantajele compozitelor ceramice pentru astfel de aplicaţii includ: capabilitate la temperatură ridicată, creşterea eficienţei energetice, reducerea emisiilor şi reducerea greutăţii. Pentru solicitări ale aburului la temperaturi înalte, compozitul din SiC+Al2O3+Al are o comportare destul de bună.
Fig. 2.3. Exemple de componente industriale fabricate din ceramică armată cu fibre discontinui
7

Materiale ceramice - proprietăţi
2.3. Compozitele ceramice armate cu fibre continui
Compozitele ceramice ce conţin armături cu fibre continui trebuie procesate prin metode specifice naturii continue a fibrelor. Procesul implică preformarea fibrelor care să conţină o interfaţă obţinută prin depunere chimică de vapori (CVD), proces urmat de impregnarea cu un amestec secundar de polimer preceramic, gaze precursoare, metal topit sau alte tipuri de materiale care să fie compatibile cu matricea ceramică. Grosimea interfeţei este < 5 μm în monostrat sau straturi multiple, fiecare strat aplicându-se individual pe fibrele ceramice. Interfaţa serveşte ca protecţie pentru fibre în timpul procesării în matrice şi reprezintă o sursă de legătură în timpul propagării fisurii în matricea ceramică fragilă. O microstructură specifică CMC-urilor se arată în figura 2.4, în care se ilustrează matricea, fibrele şi fazele de interfaţă.
Fig. 2.4. Microstructura specifică pentru compozitul ceramic SiC/SiC
2.4. Matricea SiC pentru compozitele ceramice
Matricea SiC se utilizează cu succes pentru un număr de aplicaţii în care s-a cerut o combinaţie între conductivitatea termică ridicată, dilatarea termică redusă, greutate redusă şi rezistenţă la apă şi coroziune. Se cunosc o diversitate de procedee utilizate pentru fabricarea matricilor din SiC, a fibrelor şi interfeţelor fibre-matrice. Cele mai utilizate matrici sunt cele confecţionate din SiC sau mulit.
Procesele tehnologice disponibile pentru fabricarea matricii din SiC includ infiltrarea chimică cu vapori (SiC), infiltrarea prin polimerizare (SiN, SiC), legarea cu azot (Si-SiC-Si3N4) şi infiltrarea topiturii (Si-SiC). Interfaţa de acoperire poate fi din carbon, BN cu o supraacoperire din SiC sau Si3N4. Proprietăţile compozitului cu matrice din SiC sunt determinate, în ultimă instanţă, de combinaţia dintre fibre, procesul şi interfaţa de acoperire, etc. şi au valorile din tabelul 2.1.
Tab.2.1. Proprietăţile specifice pentru materialul matricii SiCDensitate 2,1 g/cm3
Rezistenţa la tractiune 262 MPaModulul de elasticitate longitudinal 96 GPaDeformaţia până la rupere 0,4%Rezistenţa la compresiune 450 MPaRezistenţa la forfecare 34 MPaDilatarea termică 2,7•10-6/0CConductivitatea termică 1,32 W/m0C
8

Materiale ceramice - proprietăţi
Pentru a atinge în final densitatea dorită, sunt necesare mai multe cicluri de formare a matricii, de cele mai multe ori fiecare cicluri având o durată de aprox. o săptămână. Numărul de cicluri variază de la 2 la 5, depinzând de geometria şi mărimea componentei. Procesul de infiltrare a fibrelor preformate cu polimer preceramic sau cu particule din şlam este prezentat în figura 2.5.
Fig. 2.5. Procesul de infiltrare a fibrelor preformate cu polimer preceramic
In acest exemplu, interfaţa este aplicată acoperitor pe fibre sau are loc o preformare prin CVI sau pe baza procesului de acoperire cu particule din şlam. Odată acoperite, fibrele sunt supuse unui tratament termic la temperatură joasă care rigidizeză forma fibrelor. Astfel rigidizate fibrele sunt supuse unui tratament termic la temperatură ridicată pentru a transforma polimerul matricii ceramice sau particulele de legătură în ceramică aderentă la matrice. Pentru polimerii preceramici sunt necesare mai multe cicluri pentru a atinge densitatea finală dorită, fiecare ciclu având o durată de aprox. trei zile. Numărul de cicluri variază de la 4 la 15 în funcţie de natura polimerului şi de densitatea dorită. Dacă se utilizează particule pentru acoperirea fibrelor, după rigidizare rămâne o anumită porozitate care poate fi înlăturată cu Si topit pentru a forma şi legătura cu matricea Si-SiC. Se pot utiliza de asemenea, variante ale procesului de infiltrare a topiturii în care Si topit reacţionează cu carbonul prezent în matrice pentru a forma SiC.
Se încearcă aducerea compozitului la o formă cât mai aproape de cea finală pentru cât mai puţine prelucrări mecanice ulterioare. Pentru forme complexe pot fi necesare prelucrări mecanice suplimentare, acestea făcându-se în momentul când compozitul este mai puţin dens şi uşor de prelucrat. Pentru a îmbunătăţi rezistenţa la factorii externi se utilizează acoperirile exterioare, cu mai multe sau mai puţine bariere exterioare, cum ar fi mulitul, SiC şi Si3N4.
Capacitatea de fabricare a unei mărimi sau forme date poate fi limitată de restricţiile impuse de facilităţile de fabricare şi limitările inerente ale procesului de fabricaţie însuşi. Facilităţi de fabricare pentru actualele CMC-uri există pentru piese de până la 1,5 m în diametru şi 2,5 m lungime. Au fost depăşite mai multe bariere tehnice pentru producerea matricii din SiC, principalul obstacol în calea comercializării pe scară largă rămânând preţul de cost. Principalele domenii în care îşi găseşte aplicaţii matricea din SiC sunt prezentate în tabelul 2.2 şi figurile 2.6-2.10.
9

Materiale ceramice - proprietăţi
Tab.2.2. Aplicaţii uzuale ale CMC-urilor cu matrice din SiCAplicaţia Condiţii impuse pentru matricea din SiC Beneficii aduse clienţilor
Recirculare gaz la temperatură ridicată
Tensiuni mecanice ridicate, temperatura înaltă
Cresterea duratei de viaţă şi a capabilităţii la temperatură
Schimb de căldură Temperaturi înalte, tensiuni la temperaturi înalte, eroziune şi coroziune ridicate
Cresterea duratei de viaţă şi a capabilităţii la temperatură
Panouri radiante Temperaturi înalte, tensiuni la temperaturi înalte
Creşterea duratei de viaţă şi a eficienţei termice
Turbine cu gaz Temperaturi înalte, coroziune la temperaturi ridicate
Cresterea duratei de viaţă şi a capabilităţii la temperatură, reducerea emisiilor poluante
Filtrarea lichidelor firbinţi
Mediu chimic sever, temperaturi ridicate Cresterea duratei de viaţă şi a capabilităţii la temperatură
Pompe Mediu chimic sever Creşterea eficienţei prin reducerea curenţilor turbionari
Cuptoare Temperaturi ridicate, tensiuni mecanice ridicate
Cresterea duratei de viaţă şi a capabilităţii la temperatură, reducerea structurii
Fig.2.6. Matrice din SiC fabricată prin infiltrare chimică de vapori pentru componente circulare gaz la temperatură ridicată
Fig. 2.7. Matrice din SiC fabricată prin infiltrare chimică de vapori pentru panou radiant
10

Materiale ceramice - proprietăţi
Fig. 2.9. Matrice din SiC fabricată prin infiltrare chimică de vapori pentru componente ale turbinelor cu gaz
Fig. 2.9. Matrice din SiC fabricată prin infiltrare Fig. 2.10. Matrice din SiC fabricată prin infiltrarechimică de vapori pentru filtre lichide de polimer preceramic la temperatură ridicată pentru componente ale cuptoarelor
2.5. Matricea din oxizi pentru CMC-uri
Matricile din alumină şi mulit se utilizează cu succes pentru aplicaţiile în care este necesară o rezistenţă ridicată la coroziunea sării, a sticlei sau la oxidare, şi care să prezinte tenacitate ridicată, greutate redusă şi rezistenţă la şoc termic ridicată. Pentru aplicaţii industriale ale componentelor ceramice ce necesită durată de viaţă îndelungată se utilizează matrici din SiC, alumină şi mulit, ultimele două fiind de tip oxidic. Precesele tehnologice actuale pe baza cărora sa fabrică matricile din alumină sau mulit sunt: sol-gel (Al2O3, SiO2), oxidarea metalică directă (Al2O3+Al) şi legarea chimică (AlPO4). Interfaţa dintre fibre şi matrice se poate realiza prin mai multe procedee, nefiind neapărat necesară, ducând la îmbunătăţirea stabilităţii termice dar reducând proprietăţile interlaminare. Procesele tehnologice utilizate pentru fabricarea matricii din alumină sau mulit sunt, în general, la temperatură joasă şi, ca urmare, sunt procese mai simple, teoretic cu capabilitate nelimitată de fabricare a formei şi mărimii şi cu costuri reduse. Procesele sol-gel şi legarea chimică sunt similare cu procesul de polimerizare preceramică. In figura 2.11 este prezentat un exemplu de aplicare a interfeţei acoperitoare pe fibre şi un proces de preformare prin CVI. Forma rigidizată conţine fibre cu suprafaţa acoperită, supusă trecerii prin aluminiu topit la temperatură ridicată în atmosferă reactivă de oxigen pentru a se forma matricea din Al-Al2O3. In funcţie de aplicaţii, excesul de metal poate fi îndepărtat din microstructură prin procese tehnologice suplimentare.
Proprietăţile compozitului ceramic cu matrice din alumină sau mulit sunt determinate de combinaţia: fibre, proces tehnologic, felul şi mărimea interfeţelor utilizate, cu valorile prezentate în tabelul 2.3.
11

Materiale ceramice - proprietăţi
Fig.2.11. Formarea matricii Al2O3-Al prin oxidare metalică directă
Tab. 2.3. Proprietăţile compozitului cu matrice din aluminăDensitate 2,82 g/cm3
Rezistenţă la tracţiune 365 MPaModul de elasticitate longitudinal 124 GPaDeformaţia până la rupere 0,35%Rezistenţa la compresiune 270 MPaDilatarea termică liniară 8,5•10-6/0CRezistenţa la fofecare 15,2 MPa
Aplicaţiile pentru care sunt utilizate ceramicele compozite cu matrice din mulit sau alumină sunt descrise în tabelul 2.4, şi prezentate în figurile 2.12—2.14.
Tab. 2.4. Aplicaţii pentru compozitele ceramice cu matrice din alumină sau mulitAplicaţie Condiţii impuse matricii Beneficii pentru clientArzător termofotovoltaic Rezistenţă la şoc termic,
suprafaţă de combustieCreşterea eficienţei, capabilitate multigaz, răspuns eficient la închidere/descidere, creşterea duraţei de viaţă
Schimbător de căldură Lucru la temperatură ridicată, tensiuni termice ridicate, rezistenţă la eroziune şi coroziune sub temperatură
Capabilitate la temperatură ridicată, durată de viaţă ridicată
Filtru de gaze arse Lucru în condiţii de mediu severe, lucru la temperatură ridicată
Creşterea duratei de viaţă, capabilitate la temperatură ridicată
Turbine cu gaz Lucru la temperatură ridicată, coroziune sub temperatură
Reducerea emisiilor şi creşterea eficienţei energetice pe baza reducerii aerului de răcire
Arzătoare Coroziune ridicată Durată de viaţă ridicată
12

Materiale ceramice - proprietăţi
Fig.2.12. Inel din compozit cu matrice din alumină Fig. 2.13. Element pentru schimbător de pentru arzătoare căldură fabricat din compozit cu matrice din alumină
Fig.2.14. Filtru de gaze arse fabricat din compozit cu matrice din alumină
2.6. Fabricarea Compozitelor cu Matrice Ceramică prin Infiltrare Chimică cu Vapori (CVI)
Metoda fabricării materialelor compozite cu matrice ceramică prin Infiltrare Chimică de vapori (CVI) este un proces prin care gazele reactante difuzează într-o formă poroasă, izotermică, proces ce are loc în lungul fibrelor (continui), matricea formându-se prin depunere.
Depunerea materialului este rezultatul reacţiei chimice ce se stabileşte la suprafaţa fibrelor. Materialul depus umple spaţiul dintre fibre, formând matricea compozitului, faza dispersă fiind constituită din fibrele preformate. CVI se utilizează pe scară largă pentru fabricarea compozitelor cu matrice din SiC armată cu fibre lungi (continui) din SiC. Matricea din SiC este formată plecând de la un amestec de metiltriclorsilan şi hidrogen. Procesul izotermic CVI se desfăşoară cu viteză foarte mică datorită vitezei mici de difuzie. In funcţie de viteza de depunere, în cadrul procesului CVI se găsesc trei parametri variabili:
13

Materiale ceramice - proprietăţi
Gradientul de temperatură (TG-CVI) ce reprezintă procesul CVI în care viteza de depunere a matricii creşte datorită gradientului de temperatură din preformă;
Forţa de curgere ce reprezintă procesul CVI în care viteza de depunere a materialului matricii ceşte datorită gradientului de presiune, forţând gazele reactante să penetreze în preformă;
Presiunea (P-CVI) reprezintă procesul CVI care implică aplicarea unei presiuni alternante asupra gazelor reactante, presiune diferenţiată de la intrarea la ieşirea gazelor şi care conduce la o structură multistrat a materialului depus.
Schema procesului CVI este prezentată în figura 2.15. Procesul prezentat combină atât gradientul de temperatură cât şi cel de presiune aplicat pentru reducerea timpului de densificare.
Gradientul de temperatură din preformă este rezultatul încălzirii regiunii superioare şi a răcirii regiunii inferioare. Gradientul de presiune este determinat de diferenţa de presiune de la intrarea la ieşirea gazelor de reacţie.
Fig.2.15. Procedeul de infiltrare chimică cu vapori
2.7. Concluzii
Ceramicele monolitice avansate sunt utilizate în foarte multe domenii în cadrul proceselor industriale şi şi-au demonstrat performanţele superioare asupra materialelor convenţionale. Utilizarea acestora continuă cu tot mai mare încredere pe baza economiei de energie, a creşterii productivităţii şi reducerea mentenanţei.
Compozitele ceramice cu fibre discontinui acoperă parţial aceste nevoi, aplicaţiile lor fiind limitate atât ca mărime a componentelor cât şi ca geometrie iar tenacitatea mai mică a acestora implică anumite riscuri în exploatare. Compozitele ceramice armate cu fibre continui reprezintă o soluţie pentru mai multe aplicaţii rămase descoperite de la compozitele descrise mai sus, atât timp cât preţul de cost devine acceptabil.
14

Materiale ceramice - proprietăţiCeramic Properties Standard Alumina
Porcelain Mullite AD-85 AD-90 AD-94 AD-96 FG-995 AD-995 AD-998 PlasmaPureTM
Properties* Units Test
Nom. 85% Al2O3
Nom. 90% Al203
Nom. 94% Al203
Nom. 96% Al203
Nom. 98.5% Al203
Nom. 99.5% Al203
Nom. 99.8% Al203
Nom. 99.8% Al203
Density gm/cc ASTM-C20 2.40 2.80 3.42 3.60 3.70 3.72 3.80 3.90 3.92 3.93
Crystal Size Average MICRONSTHIN-
SECTION – 10 6 4 12 6 6 6 6 6
Water Absorption % ASTM-373 0 0 0 0 0 0 0 0 0 0
Gas Permeability – – – 0 0 0 0 0 0 0 0 0
Color – – WHITE TAN WHITE WHITE WHITE WHITE WHITE IVORY IVORY IVORY
Flexural Strength (MOR) 20° CMPa (psi x
103) ASTM-F417 130 (19) 170 (25) 296 (43) 338 (49) 352 (51) 358 (52) 375 (54) 379 (55) 375 (54) 400 (58)
Elastic Modulus 20° CGPa (psi x
106) ASTM-C848 104 (15) 150 (22) 221 (32) 276 (40) 303 (44) 303 (44) 350 (51) 370 (54) 370 (54) 370 (54)
Poisson's Ratio 20° C – ASTM-C848 – – 0.22 0.22 0.21 0.21 0.22 0.22 0.22 0.22
Compressive Strength 20° CMPa (psi x
103) ASTM-C773 590 (86) 550 (80)1930 (280)
2482 (360)
2103 (305) 2068 (300)
2500 (363)
2600 (377)
2500 (363) 2680 (390)
Hardness GPa (kg/mm2)KNOOP 1000
gm 5.9 (600) 7.4
(750) 9.4 (960) 10.4
(1058) 11.5
(1175) 11.5
(1175) 13.7
(1400) 14.1
(1440) 14.1
(1440) 14.1 (1440)
ROCKWELL
45 N 60 70 73 75 78 78 82 83 83 83
Tensile Strength 25° CMPa (psi x
103)ACMA TEST
#4 – – 155 (22) 221 (32) 193 (28) 221 (32) 248 (36) 262 (38) 248 (36) 275 (40)
Fracture Toughness KIC Mpa m1/2NOTCHED
BEAM 2 2 3 - 4 3 - 4 4 - 5 4 - 5 4 - 5 4 - 5 4 - 5 4 - 5
Thermal Conductivity 20° C W/m °K ASTM-C408 5.0 3.5 16.0 16.7 22.4 24.7 27.5 30.0 30.0 30.0
Coefficient of Thermal Expansion
25-1000° C 1X 10-6/°C ASTM-C372 4.9 5.3 7.2 8.1 8.2 8.2 8.2 8.2 8.2 8.2
Specific Heat 100° C J/kg*K ASTM-E1269 – 950 920 920 880 880 880 880 880 880
Thermal Shock Resistance ∆ Tc °C NOTE 3 – 300 300 250 250 250 200 200 200 200
Maximum Use Temperature °C
NO-LOAD COND. 1400 1700 1400 1500 1700 1700 1700 1750 1750 1750
Dielectric Strength ac-kV/mm (ac
V/mil) ASTM-D116 –9.8
(248) 9.4 (240) 8.3 (210) 8.3 (210) 8.3 (210) 8.7 (220) 8.7 (220) 8.7 (220) 8.7 (220)
Dielectric Constant 1 MHz 25° C ASTM-D150 5.9 6.0 8.2 8.8 9.1 9 9.6 9.7 9.8 9.8
Dielectric Loss (tan delta) 1 MHz 25° C ASTM-D150 0.0024 0.0020 0.0009 0.0004 0.0004 0.0002 0.0002 0.0001 0.0001 <0.0001
MECHANICAL
THERMAL
ELECTRICAL
15

Materiale ceramice - proprietăţi
Volume Resistivity 25° C ohm-cm ASTM-D1829 – > 1014 > 1014 > 1014 > 1014 > 1014 > 1014 > 1014 > 1014 > 1014
500° C ohm-cm ASTM-D1829 – 5 x 1012 4 x 108 4 x 108 4 x 109 4 x 109 2 x 1010 2 x 1010 2 x 1010 1 x 1011
1000° C ohm-cm ASTM-D1829 – 3 x 105 – 5 x 105 5 x 105 1 x 106 2 x 106 2 x 106 2 x 107 3 x 106
Impingement – NOTE 4 – – 1.00 0.45 0.52 0.50 0.48 0.47 0.47 0.47
Rubbing – NOTE 4 – – 1.00 0.36 – 0.60 – – – –
Zirconia Carbides ZTA DURA-
ZTM
(TTZ)
YTZP (Sintered)
YTZP (Hipped)
SC-NB
SC-RB (SC-2)
UltraSiCTM
(SC-30)WC Pure SiC®
HRPure SiC®
LR
Properties* Units Test
Zirconia-Toughened Alumina
MgO Partially
Stabilized Zirconia
Y2O3
Partially Stabilized Zirconia
Y2O3
Partially Stabilized Zirconia
Nitride Bonded Silicon Carbide
Reaction Bonded Silicon Carbide
Direct Sintered Silicon Carbide
Tungsten Carbide
Chemical Vapor
Deposition (CVD) Silicon
Carbide > 99.9995%
Chemical Vapor
Deposition (CVD) Silicon
Carbide > 99.9995%
Density gm/cc ASTM-C20 4.01 5.72 6.02 6.07 2.60 3.10 3.15 14.90 3.21 3.21
Crystal Size Average MICRONSTHIN-
SECTION 2 35 1 1 – 12 5 2 3 - 10 3 - 10
Water Absorption % ASTM-373 0 0 0 0 8 0 0 0 0 0
Gas Permeability – – 0 0 0 0 – 0 0 0 0 0
Color – – WHITE IVORY IVORY IVORY GRAY BLACK BLACK GRAY BLACK BLACK
Flexural Strength (MOR) 20° C MPa (psi x 103) ASTM-F417 450 (65)1240 (180)
1720 (250) 900 (130) 48 (7) 462 (67) 480 (70)
1550 (225) 468 (68) 517 (75)
Elastic Modulus 20° C GPa (psi x 106) ASTM-C848 360 (52) 200 (29) 210 (30) 210 (30) 152 (22) 393 (57) 410 (59) 627 (91) 462 (67) 434 (63)
Poisson's Ratio 20° C – ASTM-C848 0.23 0.30 0.23 0.23 – 0.20 0.21 – 0.21 0.21
Compressive Strength 20° C MPa (psi x 103) ASTM-C773 2900 (421)1750 (254)
2500 (363)
2500 (363) 140 (20)
2700 (363) 3500 (507)
5000 (725) – –
Hardness GPa (kg/mm2)KNOOP 1000
gm14.4
(1475)11.8
(1200)12.7
(1300)12.7
(1300) – 26 (2500) 26 (2800)16
(1630) 27 (2750) 27 (2750)
ROCKWELL
45 N 85 77 81 81 – – – – – –
Tensile Strength 25° C MPa (psi x 103)ACMA TEST
#4 290 (42) 352 (62) – – – 307 (44.5) – – – –
Fracture Toughness KIC Mpa m1/2NOTCHED
BEAM 5 - 6 11 13 13 – 4 4 > 6 3.5 3.5
Thermal Conductivity 20° C W/m °K ASTM-C408 27.0 2.2 2.2 2.2 80.0 125.0 150.0 100.0 115.0 115.0
MECHANICAL
ELECTRICAL
WEAR
16

Materiale ceramice - proprietăţi
Coefficient of Thermal Expansion
25-1000° C 1X 10-6/°C ASTM-C372 8.3 10.2 10.3 10.3 3.9 4.3 4.4 5.1 4.6 4.6
Specific Heat 100° C J/kg*K ASTM-E1269 885 400 400 400 – 820 800 – 665 665
Thermal Shock Resistance ∆ Tc °C NOTE 3 300 350 350 350 400 400 300 – – –
Maximum Use Temperature °C
NO-LOAD COND. 1500 500 1500 1500 1600 1000 1600 1000 1600 1600
Dielectric Strength ac-kV/mm (ac
V/mil) ASTM-D116 9.0 (228) 9.4 (240) 9.0 (228) 9.0 (228) – – – – – –
Dielectric Constant 1 MHz 25° C ASTM-D150 10.6 28.0 29.0 29.0 – – – – – –
Dielectric Loss (tan delta) 1 MHz 25° C ASTM-D150 0.0005 0.0010 0.0010 0.0010 – – – – – –
Volume Resistivity 25° C ohm-cm ASTM-D1829 > 1014 > 1013 > 1013 > 1013 – < 103 < 105 < 103 > 106 < 0.10
500° C ohm-cm ASTM-D1829 2 x 109 2 x 105 2 x 104 2 x 104 – < 103 < 103 < 103 – –
1000° C ohm-cm ASTM-D1829 3 x 106 < 103 < 103 < 103 – < 103 < 103 < 103 – –
Impingement – NOTE 4 0.41 0.63 0.20 0.20 – 0.14 0.12 0.12 0.03 0.02
Rubbing – NOTE 4 0.49 0.57 0.20 0.20 – – – – – –
THERMAL
17