Lucr_4.doc
10
4. MĂSURAREA DIMENSIUNILOR EXTERIOARE ŞI A ABATERILOR DE FORMĂ GEOMETRICĂ CU AJUTORUL OPTIMETRULUI ORIZONTAL 5.1 Consideraţii teoretice Optimetrul face parte din grupa aparatelor optico-mecanice la care amplificarea deplasării palpatorului se realizează cu un sistem combinat, mecanic (cu pârghie) şi optic. Din această grupă mai fac parte microluxul, opticatorul, ultraoptimetrul etc. În funcţie de poziţia axei optice, deosebim două tipuri de optimetre: verticale şi orizontale, tubul optimetrului fiind identic. Optimetrul orizontal este des folosit în practică din cauza posibilităţilor largi de utilizare la măsurarea: dimensiunilor exterioare (până la 350 mm), a dimensiunilor interioare (până la 150 mm) montându-se pe cele două pinole un dispozitiv de măsurare a alezajelor), a diametrului mediu la filetele exterioare folosind metoda sârmelor calibrate, a abaterilor de formă geometrică etc. 40
Transcript of Lucr_4.doc

4. MĂSURAREA DIMENSIUNILOR EXTERIOARE ŞI A ABATERILOR DE FORMĂ GEOMETRICĂ CU AJUTORUL OPTIMETRULUI
ORIZONTAL
5.1 Consideraţii teoretice
Optimetrul face parte din grupa aparatelor optico-mecanice la care amplificarea deplasării palpatorului se realizează cu un sistem combinat, mecanic (cu pârghie) şi optic. Din această grupă mai fac parte microluxul, opticatorul, ultraoptimetrul etc.
În funcţie de poziţia axei optice, deosebim două tipuri de optimetre: verticale şi orizontale, tubul optimetrului fiind identic. Optimetrul orizontal este des folosit în practică din cauza posibilităţilor largi de utilizare la măsurarea: dimensiunilor exterioare (până la 350 mm), a dimensiunilor interioare (până la 150 mm) montându-se pe cele două pinole un dispozitiv de măsurare a alezajelor), a diametrului mediu la filetele exterioare folosind metoda sârmelor calibrate, a abaterilor de formă geometrică etc.
Fig. 4.1 – Principiul autocolimaţiei
Optimetrul se bazează, în ce priveşte concepţia şi construcţia, pe principiul autocolimaţiei, conform căruia un fascicul de raze pornind de la o sursă luminoasă aşezată în focarul unui obiectiv, trece prin această lentilă şi se îndreaptă sub formă de fascicul de raze paralele spre o suprafaţă lucioasă perpendiculară pe axa optică, de unde se reflectă ajungând din nou în focarul lentilei obiectiv (fig. 4.1, a). În cazul în care sursa de lumină se găseşte în focarul obiectivului, dar suprafaţa lucioasă
40

este înclinată cu un unghi faţă de perpendiculara la axa optică a obiectivului, fasciculul de raze se reflectă şi se întoarce pe un drum diferit cu unghiul 2 faţă de drumul iniţial, ajungând într-un punct A2 din planul focal aflat la distanţa h de focar (fig. 4.1, b).
În funcţie de distanţa focală f, mărimea h se poate determina cu relaţia:
(4.1)Pentru valori mici ale unghiului se poate aproxima tg 22, iar
relaţia (4.1) devine:(4.2)
Având în vedere relaţia , unde c este diviziunea scării
gradate şi i – valoarea diviziunii scării gradate, în cazul optimetrului, coeficientul de transfer K (raport de amplificare) este dat de relaţia:
(4.3)
în care f este distanţa focală a obiectivului, în mm; e - distanţa la care se află tija palpatorului faţă de axa optică principală, în mm; k – grosismentul ocularului.
4.2 Scopul lucrării
a) Determinarea preciziei dimensionale şi a abaterilor de formă geometrică a suprafeţelor controlate;
b) Însuşirea metodelor de măsurare a abaterilor cu optimetrul orizontal.
4.3 Aparatura folosită
4.3.1 Optimetrul orizontal. În cadrul lucrării de laborator se va folosi optimetrul orizontal pentru verificarea dimensiunilor exterioare şi a ovalităţii suprafeţelor cilindrice exterioare.
Schema de principiu a tubului optimetrului este prezentată în fig. 4.2, a. Un fascicul de raze trimis de oglinda 1 trece prin prisma cu reflexie totală 2 de unde ia imaginea riglei gradate 3. Imaginea riglei trece prin prisma 4 şi prin sistemul optic 5 ajungând la oglinda 6.
În funcţie de unghiul pe care-l face oglinda 6, care depinde de deplasarea tijei cu palpatorul 11, imaginea riglei este reflectată pe un alt drum prin sistemul optic 5, prisma cu reflexie totală 4 şi ajunge la sticla mată 7 pe care este marcat un indice fix. În ocularul 8 se observă imaginea riglei gradate şi a indicelui fix. La reglarea iniţială, reperul zero
41

al riglei gradat se va găsi în dreptul indicelui fix (fig. 4.2, b). Cu ajutorul şuruburilor 9 şi 10 se reglează poziţia a două plăci de sticlă de culori diferite, care delimitează câmpul de toleranţă, dând astfel posibilitatea împărţirii pieselor în trei grupe: bune funcţional, rebut recuperabil şi rebut nerecuperabil.
Fig. 4.2 – Schema de principiu a tubului optimetrului
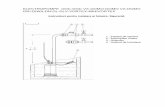
Optimetrul orizontal (fig. 4.3) cuprinde: placa de bază 1, bara suport 3, rozeta 4 de deplasare transversală a măsuţei 5 (pe care se aşază blocul de cale de reglaj sau piesa de măsurat), tubul 6 al optimetrului, şuruburile 7 şi 10 de reglare a poziţiei plăcilor de sticlă colorată ce delimitează câmpul de toleranţă, ocularul 8, oglinda 9 şi mecanismul 11 de retragere al palpatorului. Tija 12 are rolul de a limita poziţia piesei controlate, dar poate fi utilizată şi la suspendarea sârmelor calibrate în cazul măsurării diametrului mediu al filetelor exterioare. Şuruburile 13 şi 13’ sunt folosite pentru blocarea pinolei mobile 15 şi respectiv a tubului optimetrului, iar şurubul 14 este utilizat la blocarea sistemului 16 de avans fin de reglare. Suporturile 17 şi 17’, care se pot deplasa pe bara suport 3, sunt blocate într-o anumită poziţie cu ajutorul şuruburilor 2 şi 19. Măsuţa 5 poate fi rotită în plan orizontal cu ajutorul manetei 18, poate fi deplasată pe verticală cu ajutorul rozetei 20 şi blocată într-o poziţie cu şurubul 21, iar cu ajutorul rozetei 22 poate fi rotită în plan vertical şi blocată într-o poziţie cu şurubul său de blocare 23.
42

Fig. 4.3 – Optimetrul orizontal
Optimetrul orizontal are următoarele caracteristici: valoarea diviziunii 0,001 mm, limitele scării gradate 0,1 mm, deplasare maximă pe verticală 86 mm, eroare tolerată de măsurare 0,0003 mm şi forţa de măsurare 0,196 daN.
4.3.2 Trusă de cale plan-paralele4.3.3 Suport de cale cu accesorii
4.4 Desfăşurarea lucrării
Se vor măsura abaterile dimensionale şi abaterile de formă geometrică ale unei suprafeţe cilindrice exterioare cu: mm, toleranţa la cilindricitate T=0,01 mm şi ovalitatea maxim admisă 0,02 mm. Măsurarea cu ajutorul optimetrului orizontal se execută în următoarea succesiune:
a) Pregătirea aparatului în vederea măsurării. Reglarea optimetrului orizontal se realizează în trei etape:
Etapa întâi. La măsurarea distanţei dintre două suprafeţe plane, folosind vârfuri de măsurare sferice, se face o reglare a coaxialităţii centrelor celor două sfere. Pentru aceasta se aduc în contact vârfurile de măsurare şi rotind cu şurubelniţa şuruburile 1 şi 2 de la extremitatea tubului pinolei (fig. 4.3, b) se urmăreşte obţinerea unui maxim pe scara aparatului.
43

În cazul măsurării pieselor sferice sau cilindrice, folosind vârfuri de măsurare plane sau cuţit, se reglează paralelismul dintre suprafeţele de măsurare. Pentru aceasta se aşază intre vârfuri o cală cu dimensiunea de 0,3…2 mm şi acţionând asupra şuruburilor 1 şi 2 (fig. 4.3, b) se urmăreşte obţinerea unui minim pe scara optimetrului.
Etapa a 2-a. - Obţinerea coincidenţei dintre axa aparatului şi axa obiectului de măsurat. Pentru efectuarea acestei operaţii măsuţa 5 a aparatului (fig. 4.3, a) se poate deplasa în trei direcţii rectangulare şi roti în două plane. Astfel, cu ajutorul rozetei 4 se execută mişcarea transversală. Cu ajutorul rozetei 20 se execută mişcarea pe verticală a măsuţei până este adusă în poziţia dorită, fiind blocată apoi cu şurubul 21.
Deplasarea longitudinală a măsuţei aparatului se face liber, iar rotirea în plan orizontal se execută cu ajutorul manetei 18. Rotirea în plan vertical se execută cu ajutorul rozetei 22 (cu excentric), iar blocarea în poziţia dorită cu ajutorul şurubului 23.
Etapa a 3-a. - Reglarea la zero a aparatului. Pentru aceasta se aşază cala sau blocul de cale 12’ pe măsuţa aparatului şi se strânge cu ajutorul unui dispozitiv.
În scopul efectuării cât mai uşoare şi corecte a reglării, atât masa aparatului cât şi cala de reglare trebuie să aibă o poziţie centrală astfel încât vârful de măsurare al pinolei 15 şi cel montat la tija tubului optimetrului 6 să se găsească (aproximativ) în centrul geometric al calei (blocului de cale) de reglaj.
Se orientează oglinda 9 astfel încât să transmită un fascicul de raze către fanta care luminează scara gradată. Privind prin ocularul aparatului, prin rotirea şurubului micrometric 16 se aduce imaginea scării gradate în dreptul indicelui fix.
Dacă imaginea scării gradate nu este suficient de clară, se roteşte corespunzător de montura ocularului 8 până la obţinerea clarităţii maxime, în funcţie de dioptriile operatorului.
Cu ajutorul manetei 18 se execută rotirea măsuţei în plan orizontal observând în acelaşi timp în ocular poziţiile imaginii scării gradate şi oprind rotirea la obţinerea unei indicaţii minime.
Axa vârfurilor de măsurare trebuie să fie perpendiculară pe suprafaţa de măsurare a calei de reglare, distanţa minimă dintre vârfuri aflându-se pe această perpendiculară. Cu ajutorul rozetei cu excentric 22 se execută aceeaşi operaţie în plan vertical. După obţinerea aceleiaşi valori minime în ambele plane, rozeta se blochează cu şurubul 23.
Rotind şurubul micrometric 16 se suprapune reperul zero cu indicele fix, apoi se blochează cu ajutorul şurubului 14. Cu ajutorul şuruburilor 7 şi 10 se limitează câmpul de toleranţă.
44

b) Măsurarea propriu-zisă. După reglarea la zero a aparatului se apasă pe mecanismul 11 (fig. 4.3, a), se scoate cala (blocul de cale) de
reglaj şi se introduce piesa de măsurat într-o poziţie convenabilă (fig. 4.4). Se deplasează transversal piesa între vârfurile de măsurare până se obţine în ocular dimensiunea maximă.Se aduce tija de limitare 12 în contact cu piesa. Se citesc abaterile în secţiunile 1…4 după cele patru direcţii (I, II, II, IV). Numărul de secţiuni şi direcţii de măsurare se alege în funcţie de precizia impusă la prelucrarea şi măsurarea piesei. Rezultatele măsurării se trec în tabelul 4.1 din FRL.
Calculul abaterilor de formă geometrică (ovalitatea şi necilindricitatea) se face după cum s-a arătat în paragraful 3.4.b (lucrarea 3).
4.5 Prelucrarea rezultatelor şi concluzii
Se compară abaterile efective cu abaterile limită prescrise (v. relaţia 2.3) şi se formulează concluzii cu privire la precizia dimensională a arborilor controlaţi. Se va preciza metoda de măsurare folosită avându-se în vedere criteriile de clasificare ale metodelor de măsurare (v. cap. introductiv).
În cazul în care abaterile de formă geometrică sunt limitate prin toleranţe proprii, se determină şi aceste abateri de formă geometrică şi se compară cu toleranţa prescrisă fiecărei abateri de formă măsurate. Piesa corespunde din punct de vedere al abaterii de la cilindricitate, de exemplu, dacă abaterea efectivă de la cilindricitate este mai mică (la limită egală) decât toleranţa la cilindricitate prescrisă pe desen.
45
Fig. 4.4 – Schema de măsurare a arborilor cu optimetrul orizontal

FIŞA PENTRU REZULTATELE LUCRĂRII NR. 4
1. Schema de principiu a tubului optimetrului (fig. 4.2), schema optimetrului orizontal (fig. 4.3) şi schema de măsurare a arborilor cu optimetrul orizontal (fig. 4.4).
2. Datele prescrise şi rezultatele măsurării.Tabelul 4.1
Datele prescrise Rezultatele măsurăriiDimensiunea cu abaterile
limită [mm]
Simbolul grafic şi toleranţa ab. de
formă geometrică [mm]
Direcţia de
măsurare
Secţiunea de
măsurare
Citirile pe scara gradată a aparatului
[mm]
I1234
II1234
III1234
IV1234
3. Concluzii privind precizia dimensională şi precizia de formă geometrică a arborelui controlat.
46