Gheorghe DR Universitatea Petrol – Gaze din...
46
Prof. univ. dr. ing. Gheorghe ZECHERU Universitatea Petrol – Gaze din Ploieşti Conf. univ. dr. ing. Gheorghe DRĂGHICI Universitatea Petrol – Gaze din Ploieşti Dr. ing. Ilie E. LATA Societatea Naţională de Transport Gaze Naturale – S.N.T.G.N. „TRANSGAZ” Mediaş
Transcript of Gheorghe DR Universitatea Petrol – Gaze din...
Prof. univ. dr. ing. Gheorghe ZECHERU Universitatea Petrol – Gaze din Ploieşti
Conf. univ. dr. ing. Gheorghe DRĂGHICI Universitatea Petrol – Gaze din Ploieşti
Dr. ing. Ilie E. LATA Societatea Naţională de Transport Gaze Naturale –S.N.T.G.N. „TRANSGAZ” Mediaş
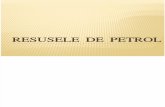
STRATEGII MENTENANTA SNT ___________________________________________________________________
Prezentare Prof. Gh. Zecheru ______________________________________________________________________ 1
STRATEGII MENTENANTA SNT ___________________________________________________________________
Prezentare Prof. Gh. Zecheru ______________________________________________________________________ 2
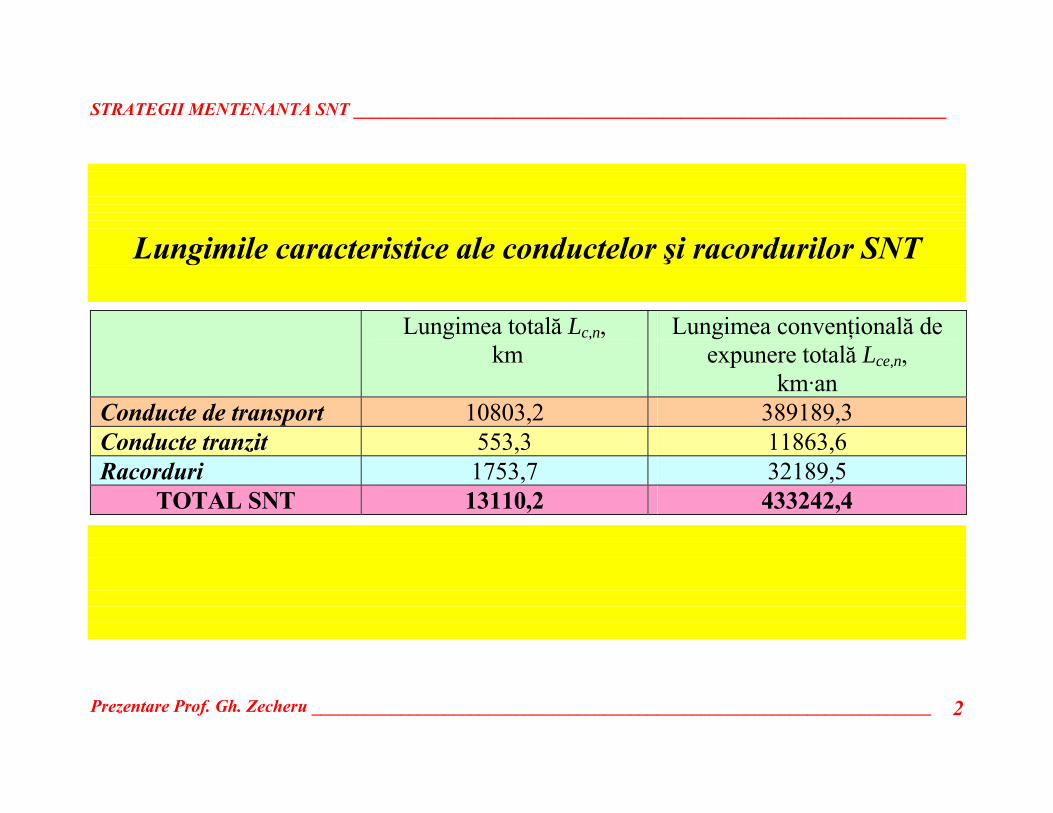
Lungimile caracteristice ale conductelor şi racordurilor SNT
Lungimea totală Lc,n, km
Lungimea convenţională de expunere totală Lce,n,
km·an Conducte de transport 10803,2 389189,3 Conducte tranzit 553,3 11863,6 Racorduri 1753,7 32189,5
TOTAL SNT 13110,2 433242,4
STRATEGII MENTENANTA SNT ___________________________________________________________________
Prezentare Prof. Gh. Zecheru ______________________________________________________________________ 3
STRATEGII MENTENANTA SNT ___________________________________________________________________
Prezentare Prof. Gh. Zecheru ______________________________________________________________________ 4
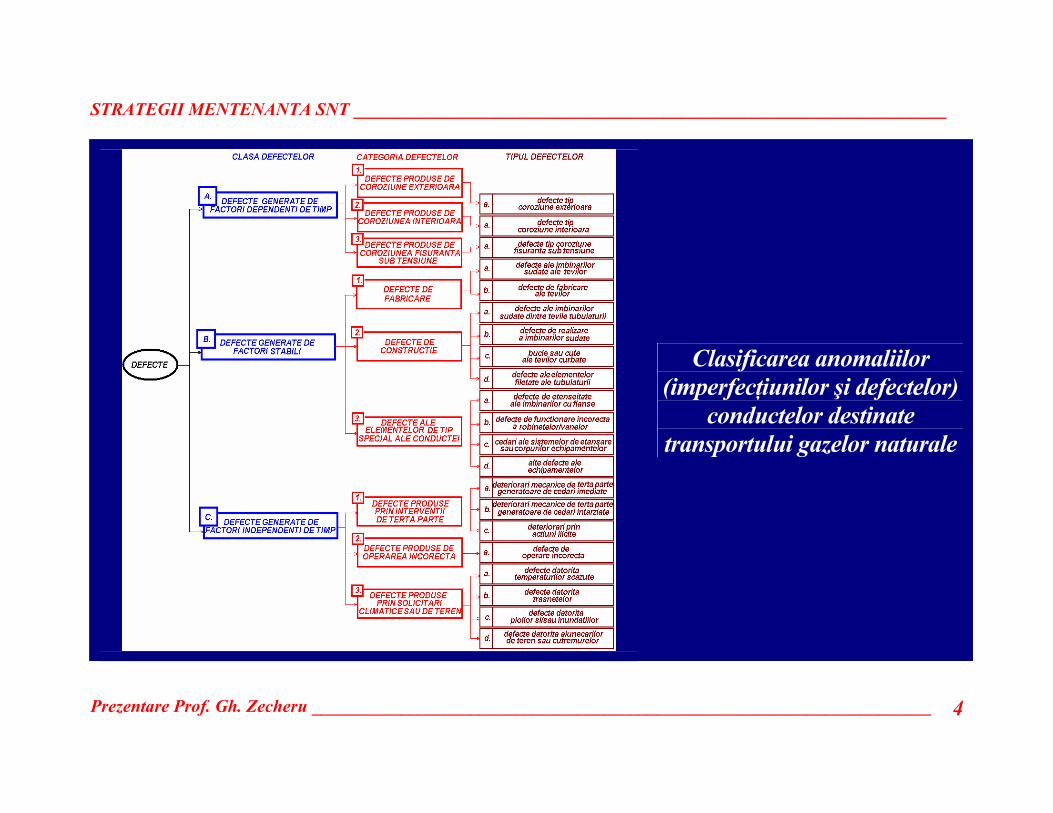
Clasificarea anomaliilor (imperfecţiunilor şi defectelor)
conductelor destinate transportului gazelor naturale
STRATEGII MENTENANTA SNT ___________________________________________________________________
Prezentare Prof. Gh. Zecheru ______________________________________________________________________ 5
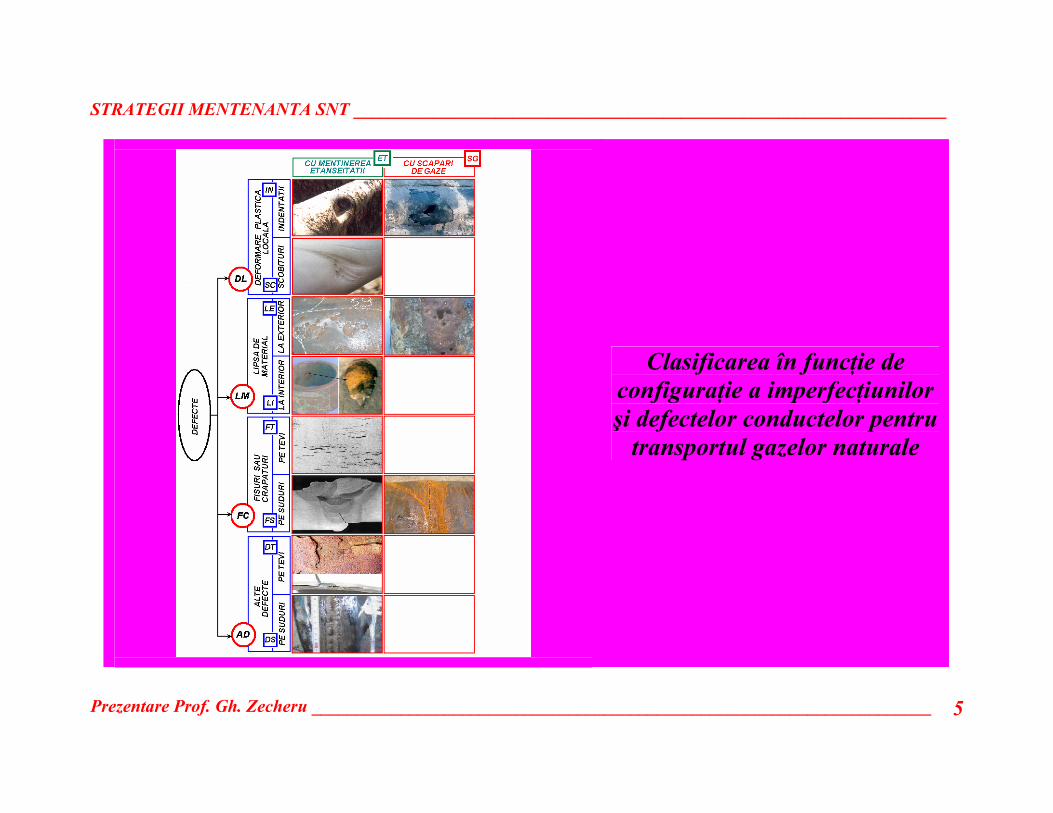
Clasificarea în funcţie de configuraţie a imperfecţiunilor şi defectelor conductelor pentru
transportul gazelor naturale
STRATEGII MENTENANTA SNT ___________________________________________________________________
Prezentare Prof. Gh. Zecheru ______________________________________________________________________ 6
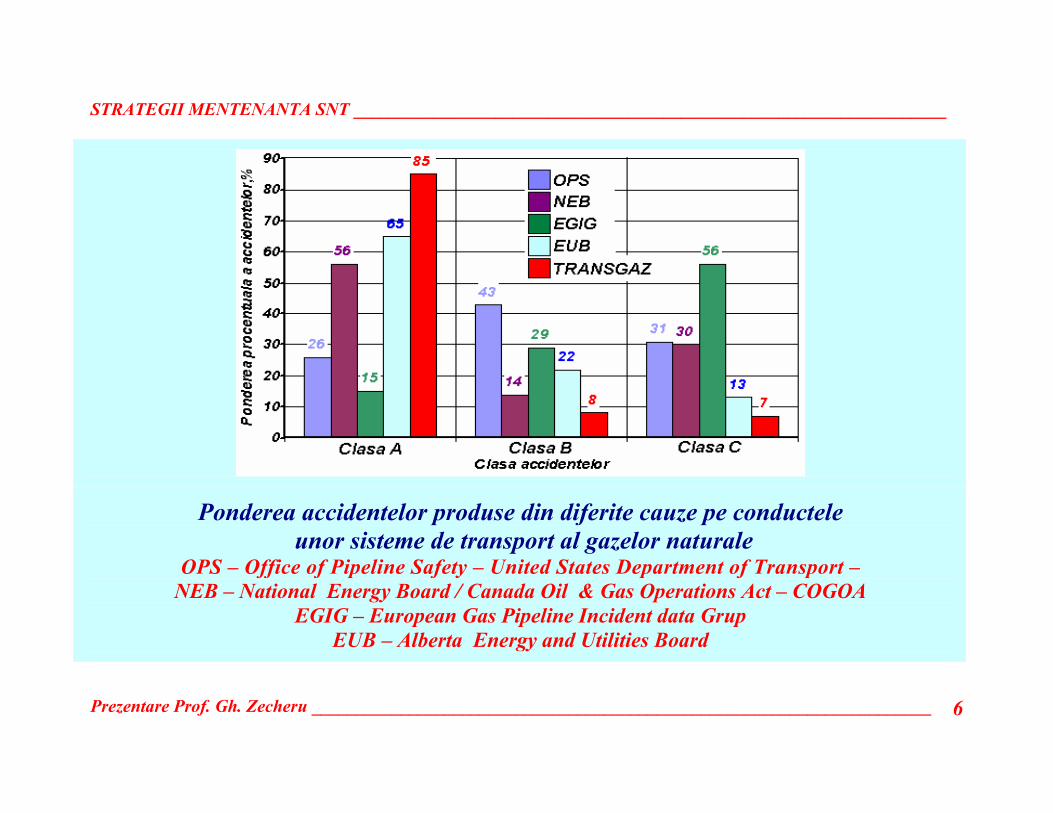
Ponderea accidentelor produse din diferite cauze pe conductele unor sisteme de transport al gazelor naturale
OPS – Office of Pipeline Safety – United States Department of Transport – NEB – National Energy Board / Canada Oil & Gas Operations Act – COGOA
EGIG – European Gas Pipeline Incident data Grup EUB – Alberta Energy and Utilities Board
STRATEGII MENTENANTA SNT ___________________________________________________________________
Prezentare Prof. Gh. Zecheru ______________________________________________________________________ 7
STRATEGII MENTENANTA SNT ___________________________________________________________________
Prezentare Prof. Gh. Zecheru ______________________________________________________________________ 8
INCA
RCAR
E PR
IN S
UD
ARE
PETI
CE
SUD
ATE
PRO
CED
EE D
E R
EPAR
ARE
PRI
N S
UD
ARE
CU S
UD
ARE
DIR
ECT
PE
TU
BULA
TURA
CO
ND
UCT
EI
MA
NSO
AN
E
TIP
B
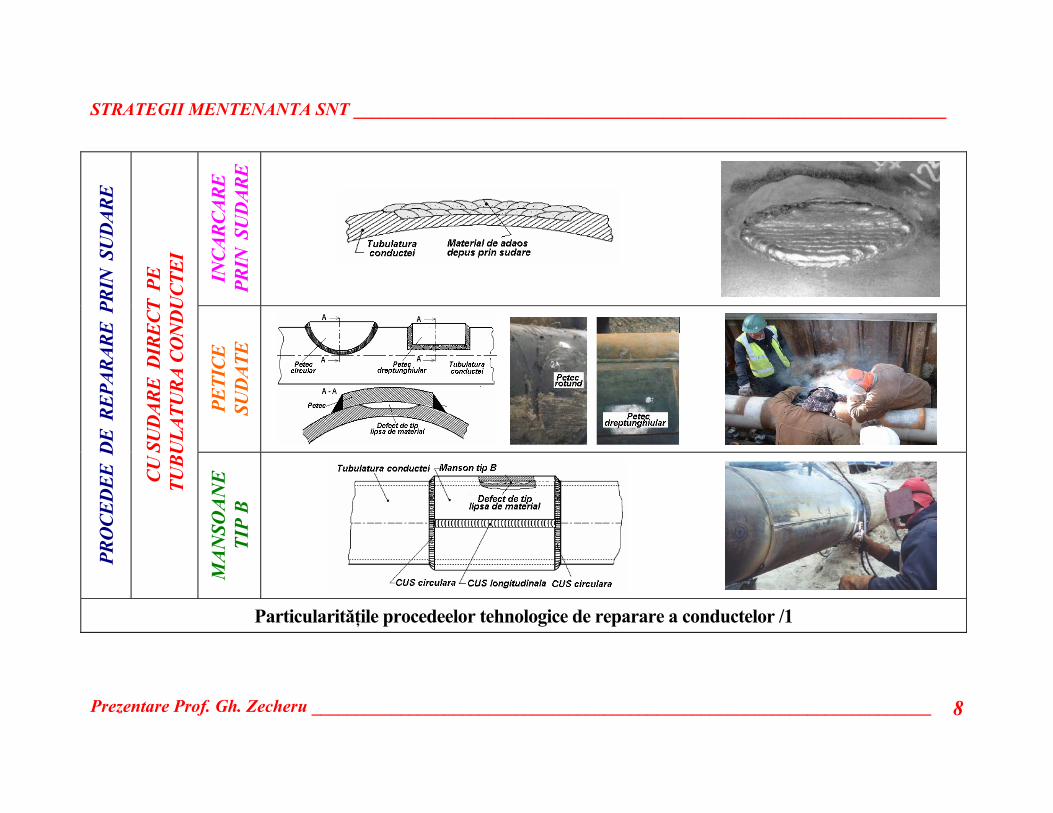
Particularităţile procedeelor tehnologice de reparare a conductelor /1
STRATEGII MENTENANTA SNT ___________________________________________________________________
Prezentare Prof. Gh. Zecheru ______________________________________________________________________ 9
MA
NSO
AN
E T
IP A
PRO
CED
EE D
E R
EPAR
ARE
PRI
N S
UD
ARE
FARA
SU
DAR
E P
E TU
BULA
TURA
CO
ND
UCT
EI
INVE
LISU
RI C
U R
ASIN
A
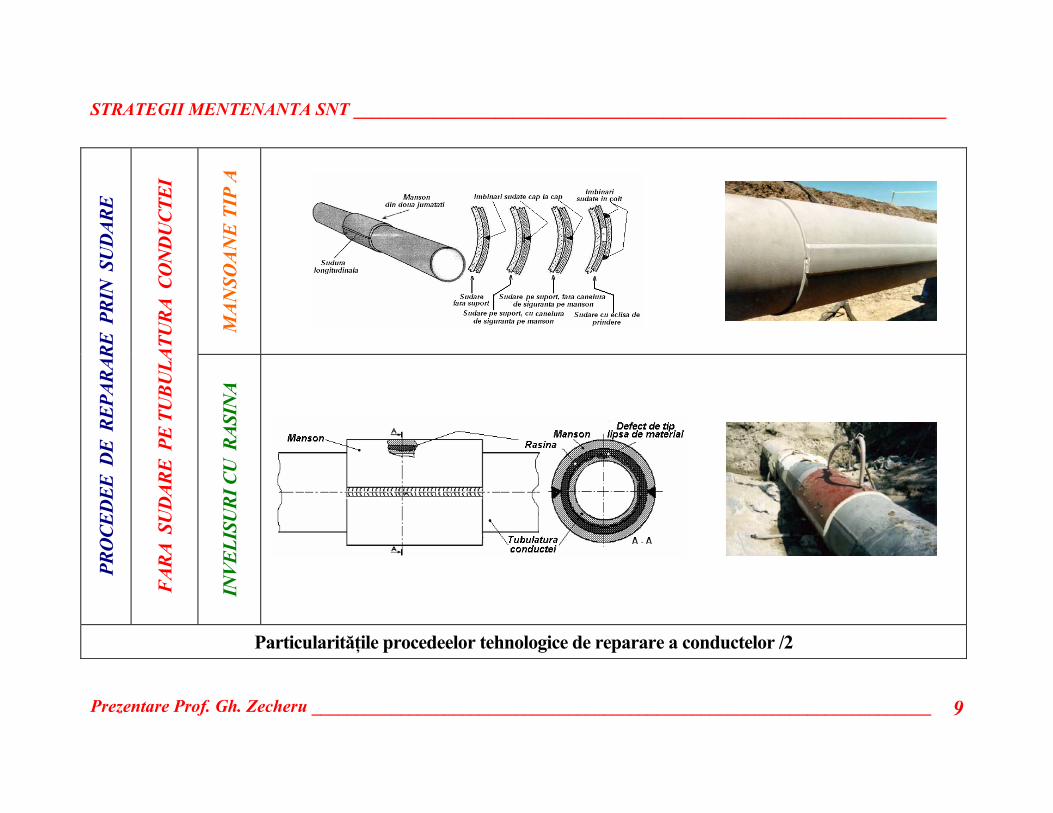
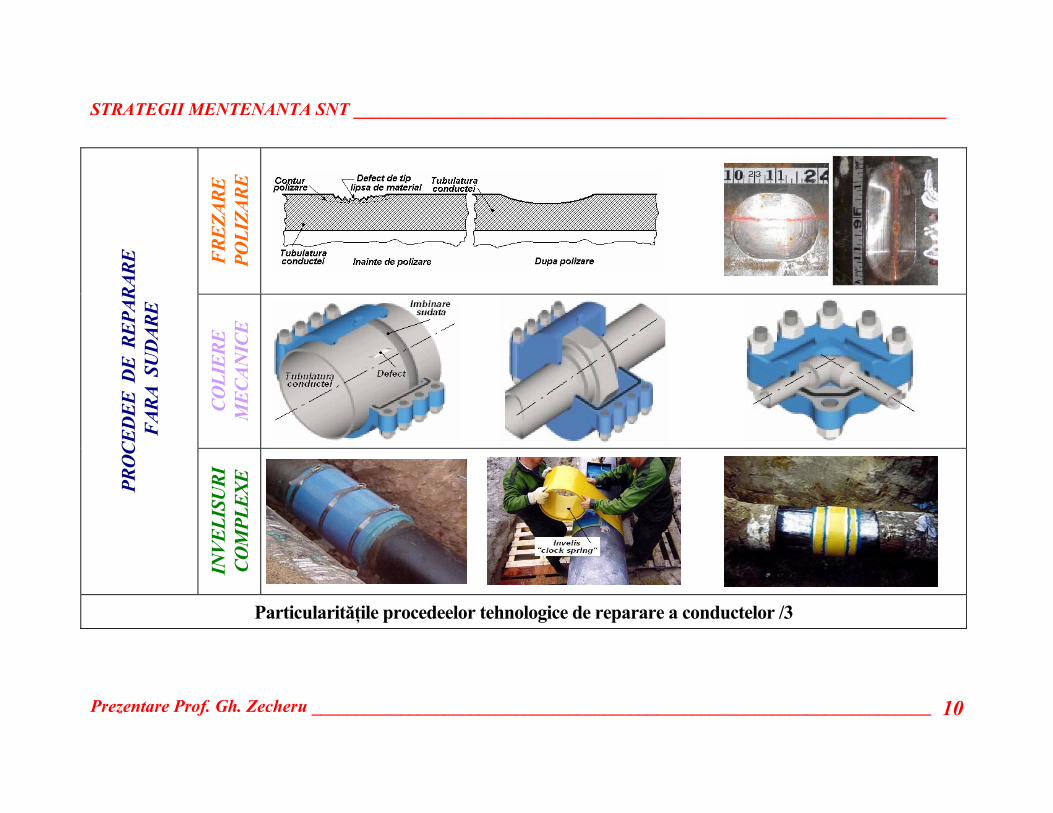
Particularităţile procedeelor tehnologice de reparare a conductelor /2
STRATEGII MENTENANTA SNT ___________________________________________________________________
Prezentare Prof. Gh. Zecheru ______________________________________________________________________ 10
FREZ
ARE
POLI
ZARE
COLI
ERE
MEC
ANIC
E
PRO
CED
EE D
E R
EPAR
ARE
FAR
A S
UD
ARE
INVE
LISU
RI
COM
PLEX
E
Particularităţile procedeelor tehnologice de reparare a conductelor /3
STRATEGII MENTENANTA SNT ___________________________________________________________________
Prezentare Prof. Gh. Zecheru ______________________________________________________________________ 11
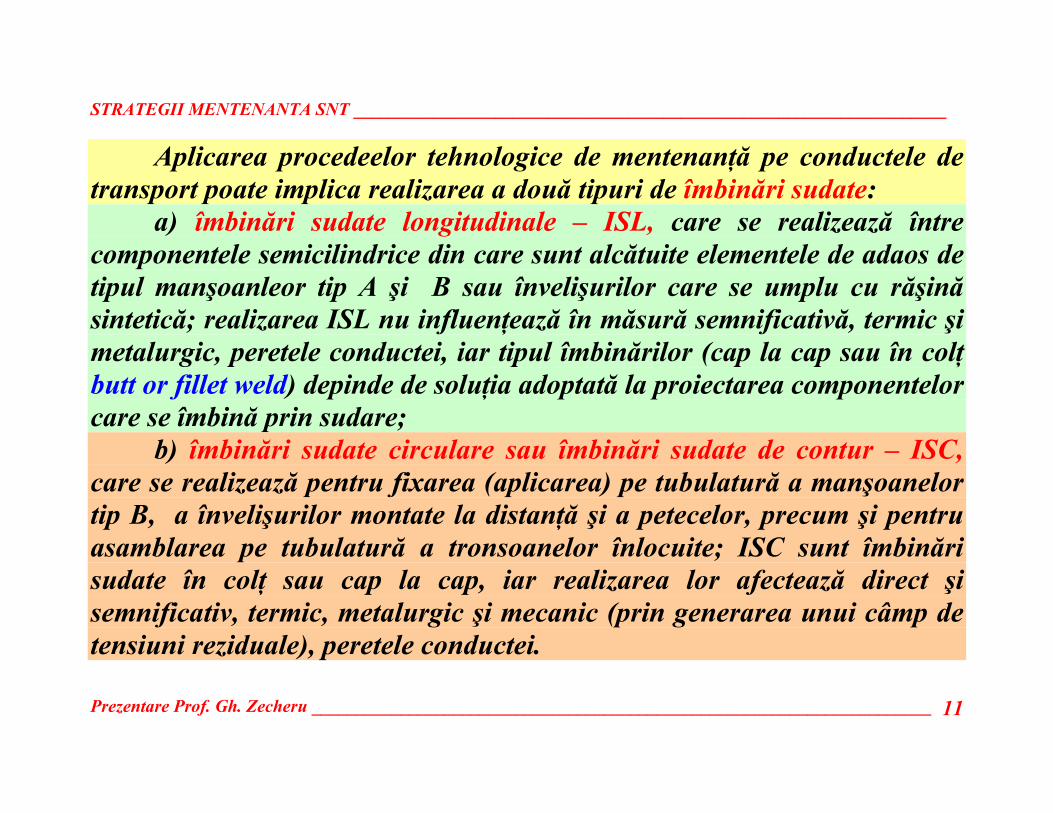
Aplicarea procedeelor tehnologice de mentenanţă pe conductele de transport poate implica realizarea a două tipuri de îmbinări sudate:
a) îmbinări sudate longitudinale – ISL, care se realizează între componentele semicilindrice din care sunt alcătuite elementele de adaos de tipul manşoanleor tip A şi B sau învelişurilor care se umplu cu răşină sintetică; realizarea ISL nu influenţează în măsură semnificativă, termic şi metalurgic, peretele conductei, iar tipul îmbinărilor (cap la cap sau în colţ butt or fillet weld) depinde de soluţia adoptată la proiectarea componentelor care se îmbină prin sudare;
b) îmbinări sudate circulare sau îmbinări sudate de contur – ISC, care se realizează pentru fixarea (aplicarea) pe tubulatură a manşoanelor tip B, a învelişurilor montate la distanţă şi a petecelor, precum şi pentru asamblarea pe tubulatură a tronsoanelor înlocuite; ISC sunt îmbinări sudate în colţ sau cap la cap, iar realizarea lor afectează direct şi semnificativ, termic, metalurgic şi mecanic (prin generarea unui câmp de tensiuni reziduale), peretele conductei.
STRATEGII MENTENANTA SNT ___________________________________________________________________
Prezentare Prof. Gh. Zecheru ______________________________________________________________________ 12
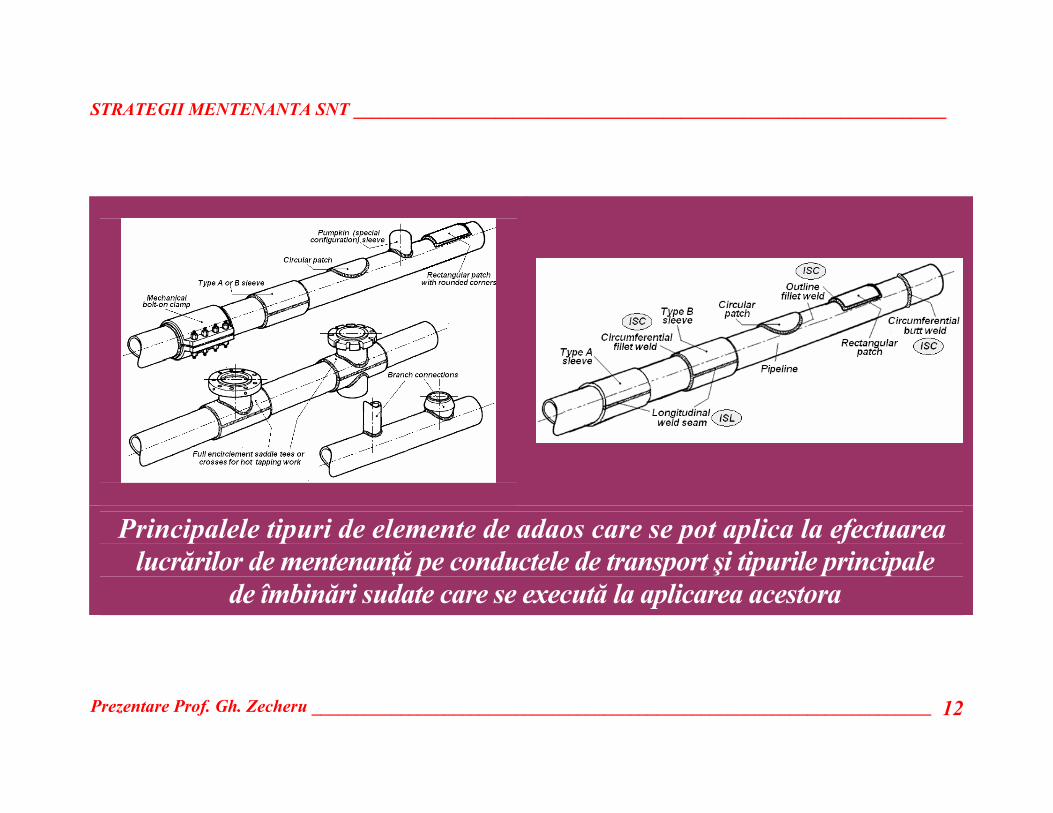
Principalele tipuri de elemente de adaos care se pot aplica la efectuarea lucrărilor de mentenanţă pe conductele de transport şi tipurile principale
de îmbinări sudate care se execută la aplicarea acestora
STRATEGII MENTENANTA SNT ___________________________________________________________________
Prezentare Prof. Gh. Zecheru ______________________________________________________________________ 13
La realizarea unor operaţii de sudare direct pe o conducta
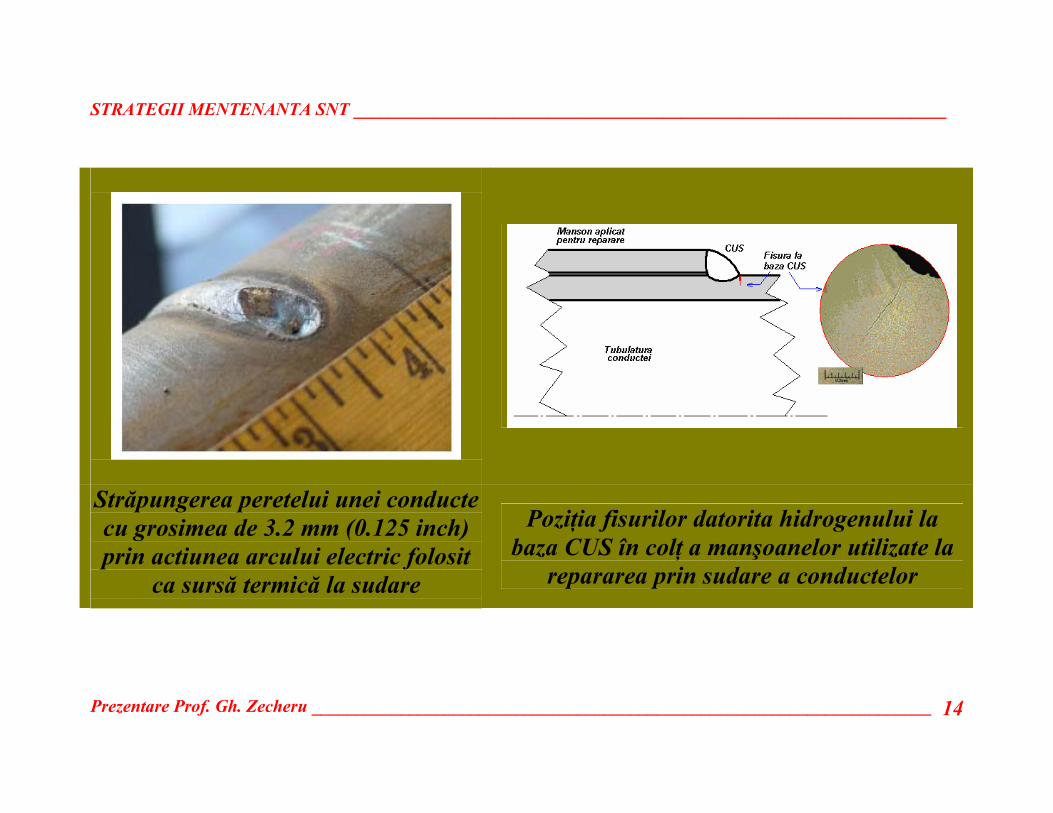
aflată în exploatare trebuie rezolvate două probleme principale: a) Evitarea străpungerii peretelui conductei de către arcul
electric utilizat ca sursă termică la sudare (Avoiding the burning through of the pipe wall by the electric arc used as thermic source while welding);
b) Evitarea fisurării datorită hidrogenului, denumită şi fisuare la rece sau fisurare întârziată (Avoiding the hydrogen induced cracking, also known as cold cracking or delayed cracking), care este puternic activată de răcirea accelerată a peretelui conductei în zona de sudare, produsă de circulaţia cu o anumită viteză a fluidului sub presiune din conductă.
STRATEGII MENTENANTA SNT ___________________________________________________________________
Prezentare Prof. Gh. Zecheru ______________________________________________________________________ 14
Străpungerea peretelui unei conducte cu grosimea de 3.2 mm (0.125 inch) prin actiunea arcului electric folosit
ca sursă termică la sudare
Poziţia fisurilor datorita hidrogenului la baza CUS în colţ a manşoanelor utilizate la
repararea prin sudare a conductelor
STRATEGII MENTENANTA SNT ___________________________________________________________________
Prezentare Prof. Gh. Zecheru ______________________________________________________________________ 15
Străpungerea peretelui tubulaturii unui conducte de către arcul electric utilizat ca sursă termică la sudare este improbabilă, dacă grosimea efectivă s a peretelui tubulaturii îndeplineşte condiţia s ≥ 6,4 mm (0,25 in), iar la sudare se utilizează electrozi înveliţi cu conţinut scăzut de hidrogen şi tehnologii de sudare obişnuite (din punctul de vedere al mărimii energiei liniare de sudare/ welding heat input).
Îndeplinirea condiţiei s ≥ 6,4 mm (0,25 in) este prima premisă ce trebuie considerată la prescrierea în tehnologiile de mentenanţă a realizării unor operaţii de sudare (vizând realizarea unor îmbinări de tip ISC) pe conductele sub presiune. În figura următoare se prezintă diagramele (construite experimental) de alegere a energiei liniare în vedera efectuării operaţiilor de sudare pe conductele pentru transportul gazelor naturale şi ţiţeiului.
STRATEGII MENTENANTA SNT ___________________________________________________________________
Prezentare Prof. Gh. Zecheru ______________________________________________________________________ 16
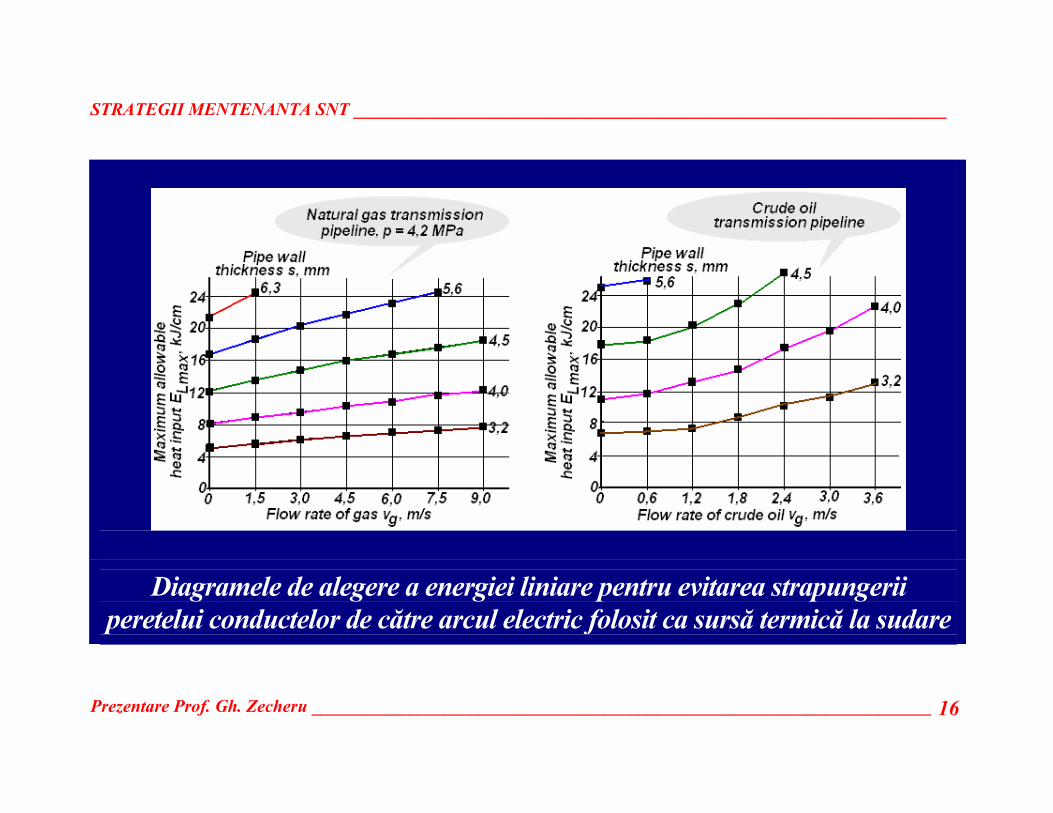
Diagramele de alegere a energiei liniare pentru evitarea strapungerii peretelui conductelor de către arcul electric folosit ca sursă termică la sudare
STRATEGII MENTENANTA SNT ___________________________________________________________________
Prezentare Prof. Gh. Zecheru ______________________________________________________________________ 17
Fisurarea datorită hidrogenului se produce dacă sunt îndeplinite simultan următoarele condiţii: a) Există hidrogen în îmbinarea sudată; b) Îmbinarea sudată prezintă zone cu structura susceptibilă la fisurare; c) În îmbinarea sudată sunt generate tensiuni mecanice de întindere / tensile stress.
STRATEGII MENTENANTA SNT ___________________________________________________________________
Prezentare Prof. Gh. Zecheru ______________________________________________________________________ 18
La conceperea tehnologiei de sudare pe conductele aflate sub presiune trebuie să se acorde mai întâi atenţie utilizării electrozilor cu conţinut scăzut de hidrogen/ low hydrogen electrodes şi creării condiţiilor desfăşurării unor procese de sudare cu niveluri scăzute ale hidrogenului difuzibil / diffusable hydrogen content în îmbinările sudate. De asemenea, trebuie aplicate măsuri care să minimizeze posibilitatea formării în îmbinarea sudată (în CUS şi în zona influenţată termomecanic – ZIT) a unor microstructuri sensibile la fisurare. Cele mai eficiente măsuri sunt:
STRATEGII MENTENANTA SNT ___________________________________________________________________
Prezentare Prof. Gh. Zecheru ______________________________________________________________________ 19
utilizarea unei energii liniare de sudare suficient de mare pentru a contracara efectul de răcire accelerată pe care îl are circulaţia fluidelor sub presiune în conducta pe care se efectuează sudarea;
sudarea cu preîncălzire (atunci când aceasta se poate aplica, iar efectele de răcire accelerată produse de circulaţia fluidelor în conductă nu împiedică atingerea nivelului dorit al temperaturii de preîncălzire);
depunerea unui strat / beads îngust la baza CUS în colţ, pe suprafaţa peretelui conductei, cu materiale de adaos care asigură acestora o limită de curgere scăzută / low yield strength şi o plasticitate ridicată (soluţie denumită sintetic „sudarea cu strat de recoacere” / „temper bead technique”), aşa cum se prezintă în figura următoare.
STRATEGII MENTENANTA SNT ___________________________________________________________________
Prezentare Prof. Gh. Zecheru ______________________________________________________________________ 20
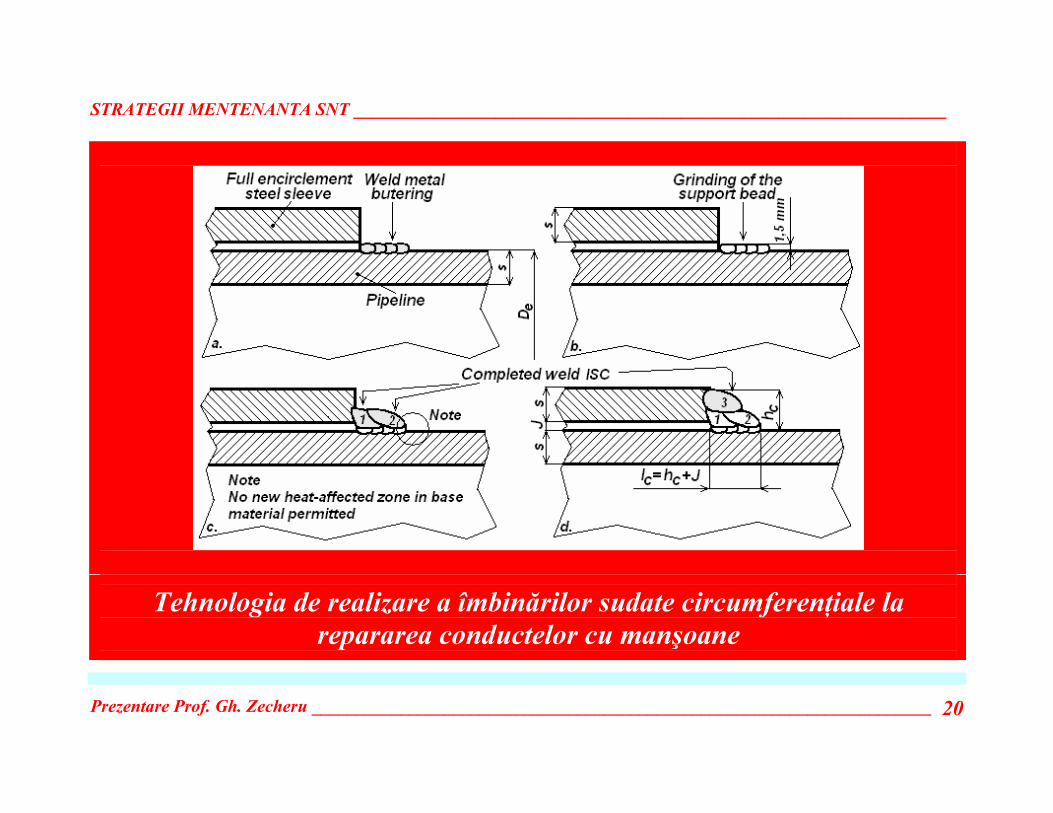
Tehnologia de realizare a îmbinărilor sudate circumferenţiale la repararea conductelor cu manşoane
STRATEGII MENTENANTA SNT ___________________________________________________________________
Prezentare Prof. Gh. Zecheru ______________________________________________________________________ 21
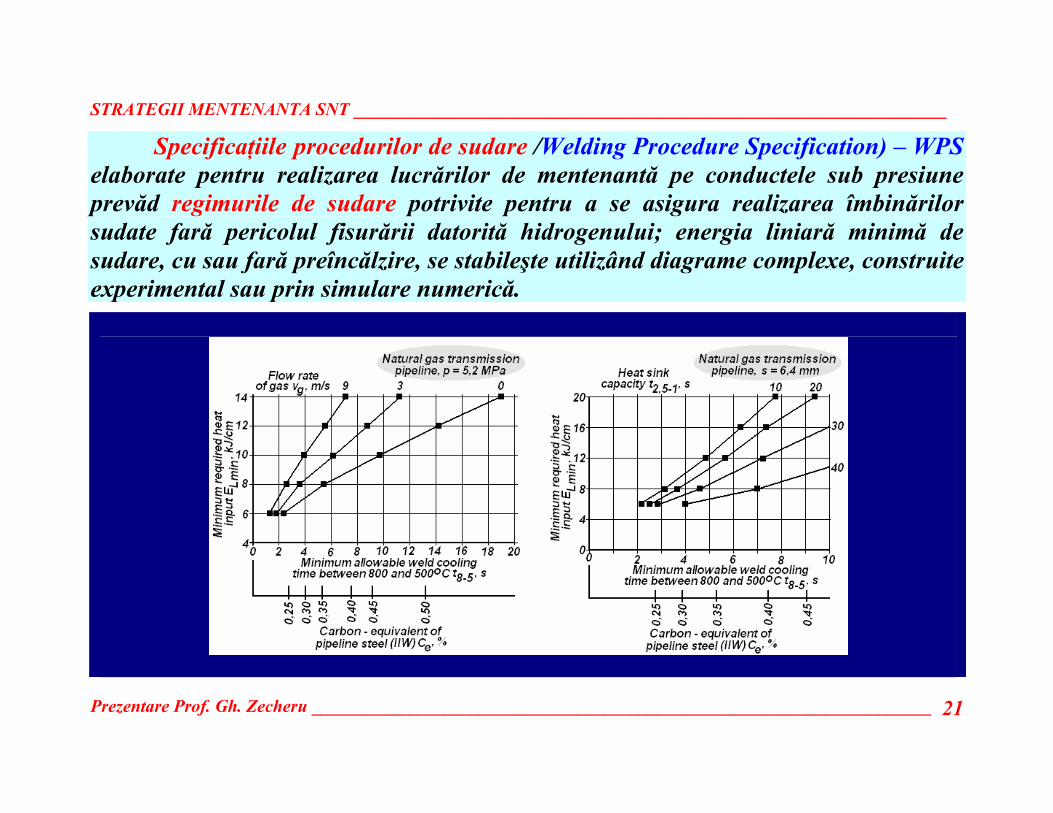
Specificaţiile procedurilor de sudare /Welding Procedure Specification) – WPS elaborate pentru realizarea lucrărilor de mentenantă pe conductele sub presiune prevăd regimurile de sudare potrivite pentru a se asigura realizarea îmbinărilor sudate fară pericolul fisurării datorită hidrogenului; energia liniară minimă de sudare, cu sau fară preîncălzire, se stabileşte utilizând diagrame complexe, construite experimental sau prin simulare numerică.
STRATEGII MENTENANTA SNT ___________________________________________________________________
Prezentare Prof. Gh. Zecheru ______________________________________________________________________ 22
Procedurile prevăd recomandări precise privind practica sudării: a) înainte de sudare, sudorii trebuie să cunoască detaliat condiţiile de operare ale conductei (presiunea fluidului transportat, condiţiile de curgere a fluidului, temperatura fluidului) şi grosimea de perete a conductei în zona în care vor fi amplasate îmbinările sudate; b) manşoanele sau învelişurile care se montează pe conducte trebuie să aibă forma corespunzătoare şi dimensiunile suficient de precise, astfel încât între elementele de adaos şi conducta suport să nu fie jocuri excesiv de mari (dacă jocurile sunt prea mari se poate prevedea diminuarea acestora prin depunerea a două straturi de recoacere pe ţeava suport) sau neuniforme;
STRATEGII MENTENANTA SNT ___________________________________________________________________
Prezentare Prof. Gh. Zecheru ______________________________________________________________________ 23
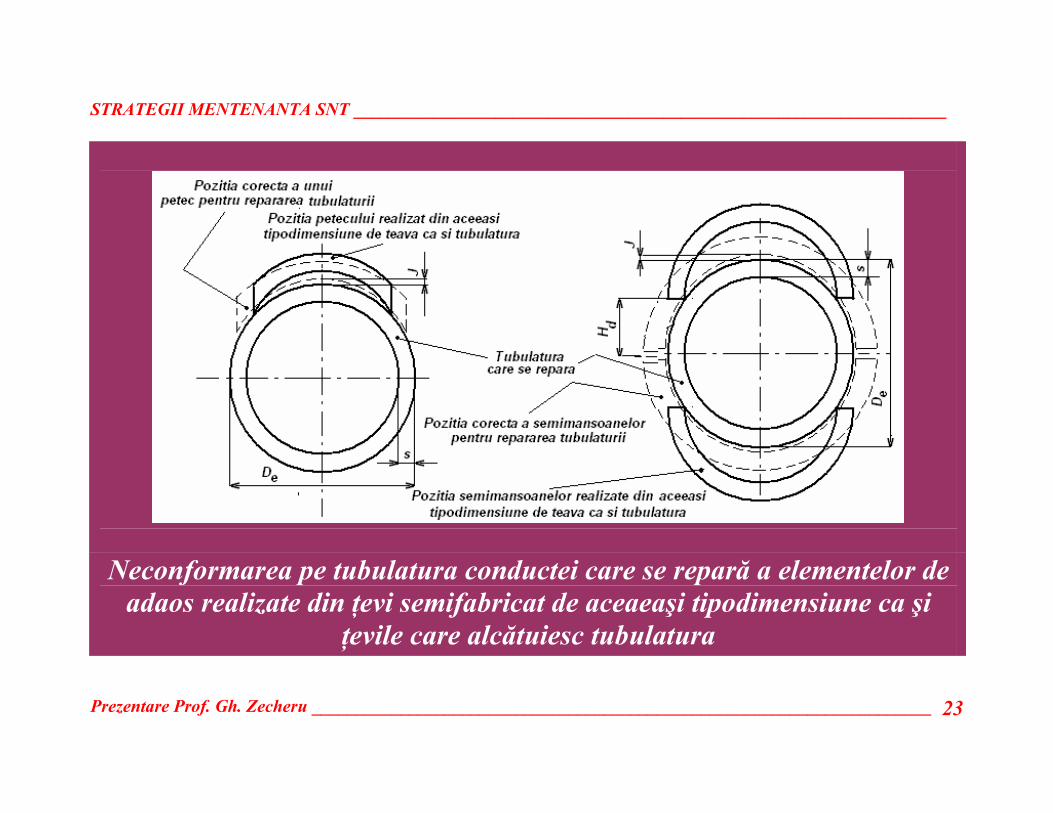
Neconformarea pe tubulatura conductei care se repară a elementelor de adaos realizate din ţevi semifabricat de aceaeaşi tipodimensiune ca şi
ţevile care alcătuiesc tubulatura
STRATEGII MENTENANTA SNT ___________________________________________________________________
Prezentare Prof. Gh. Zecheru ______________________________________________________________________ 24
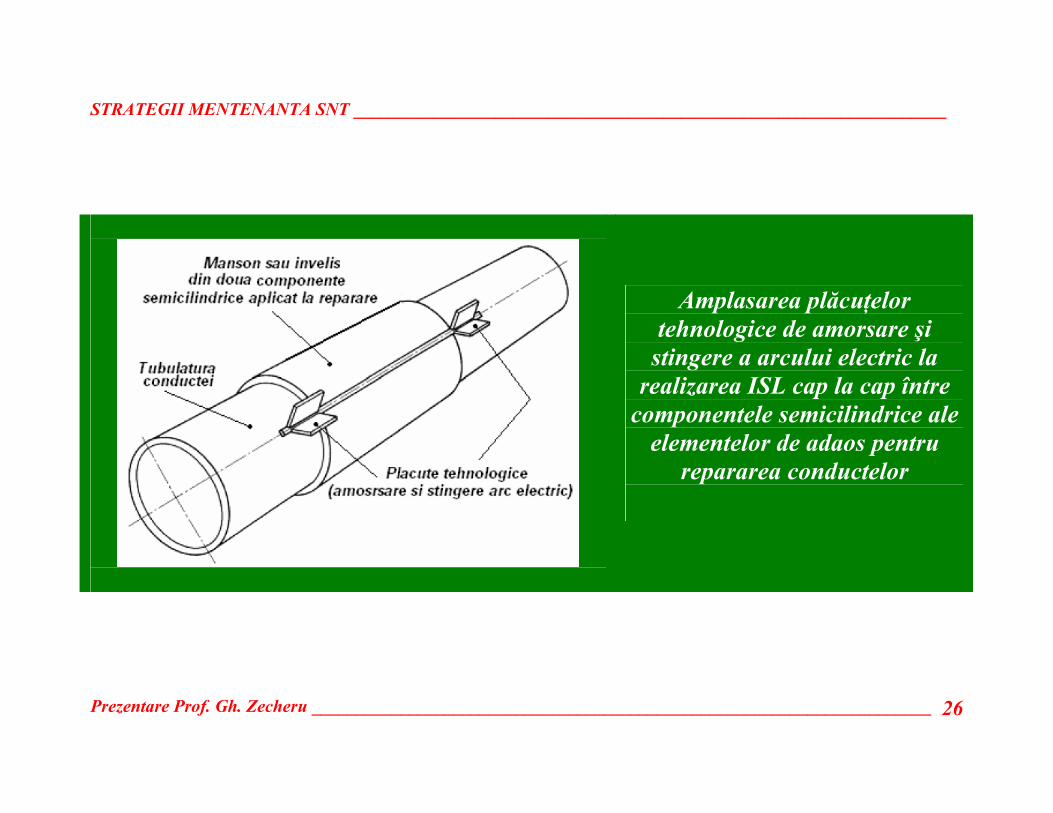
c) ISL, care se execută între componentele semicilindrice ale elementelor de adaos (manşoane, învelişuri etc.) ce se aplică pe conductă, trebuie realizate de preferinţă fără afectarea peretelui conductei (cu pregătirea adecvată a marginilor componentelor pentru sudarea cap la cap şi cu prevederea unor plăcuţe tehnologice de amorsare şi stingere / run-on / run-off plates a arcului electric de sudare), aşa cum sugerează schiţele din figurile următoare;
STRATEGII MENTENANTA SNT ___________________________________________________________________
Prezentare Prof. Gh. Zecheru ______________________________________________________________________ 25
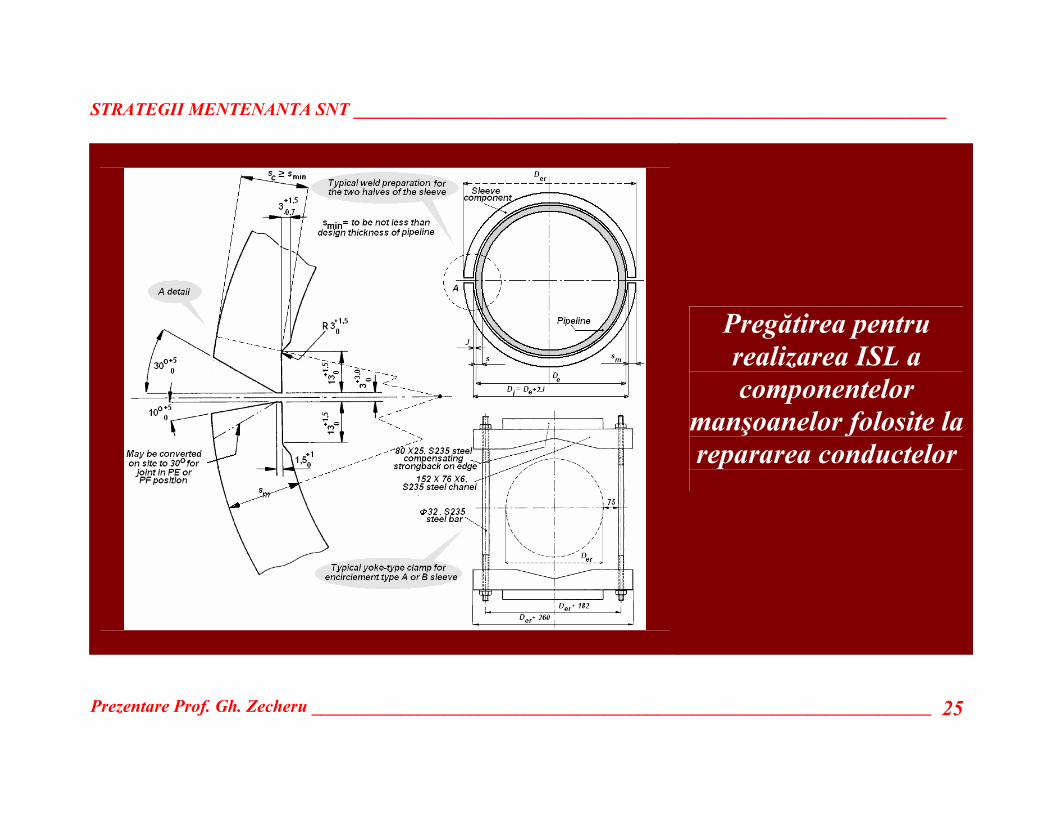
Pregătirea pentru realizarea ISL a componentelor
manşoanelor folosite la repararea conductelor
STRATEGII MENTENANTA SNT ___________________________________________________________________
Prezentare Prof. Gh. Zecheru ______________________________________________________________________ 26
Amplasarea plăcuţelor tehnologice de amorsare şi
stingere a arcului electric la realizarea ISL cap la cap între
componentele semicilindrice ale elementelor de adaos pentru
repararea conductelor

STRATEGII MENTENANTA SNT ___________________________________________________________________
Prezentare Prof. Gh. Zecheru ______________________________________________________________________ 27
d) metodele de verificare şi testare a calităţii ISC trebuie să fie capabile să evidenţieze eventuala apariţie a fisurilor în îmbinările sudate; verificările trebuie efectuate la cel puţin 48 ore de la efectuarea îmbinărilor sudate.
Probele pentru calificarea procedurilor de sudare pe conductele sub presiune s-au realizat în modul prezentat în figura următoare.
STRATEGII MENTENANTA SNT ___________________________________________________________________
Prezentare Prof. Gh. Zecheru ______________________________________________________________________ 28
Repararea cu învelişuri complexe, realizate din materiale compozite, reprezintă o clasă de procedee tehnologice moderne de reparare a conductelor care prezintă defecte superficiale locale de tip “lipsă de material”, produse prin coroziune sau defecte de tipul indentaţiilor, produse (în general) prin intervenţii sau interferenţe de terţă parte. Procedeele tehnologice din această clasă permit repararea fără scoaterea din exploatare a conductelor şi fără aplicarea unor operaţii de sudare pe tubulatura acestora.
STRATEGII MENTENANTA SNT ___________________________________________________________________
Prezentare Prof. Gh. Zecheru ______________________________________________________________________ 29
b.
a.
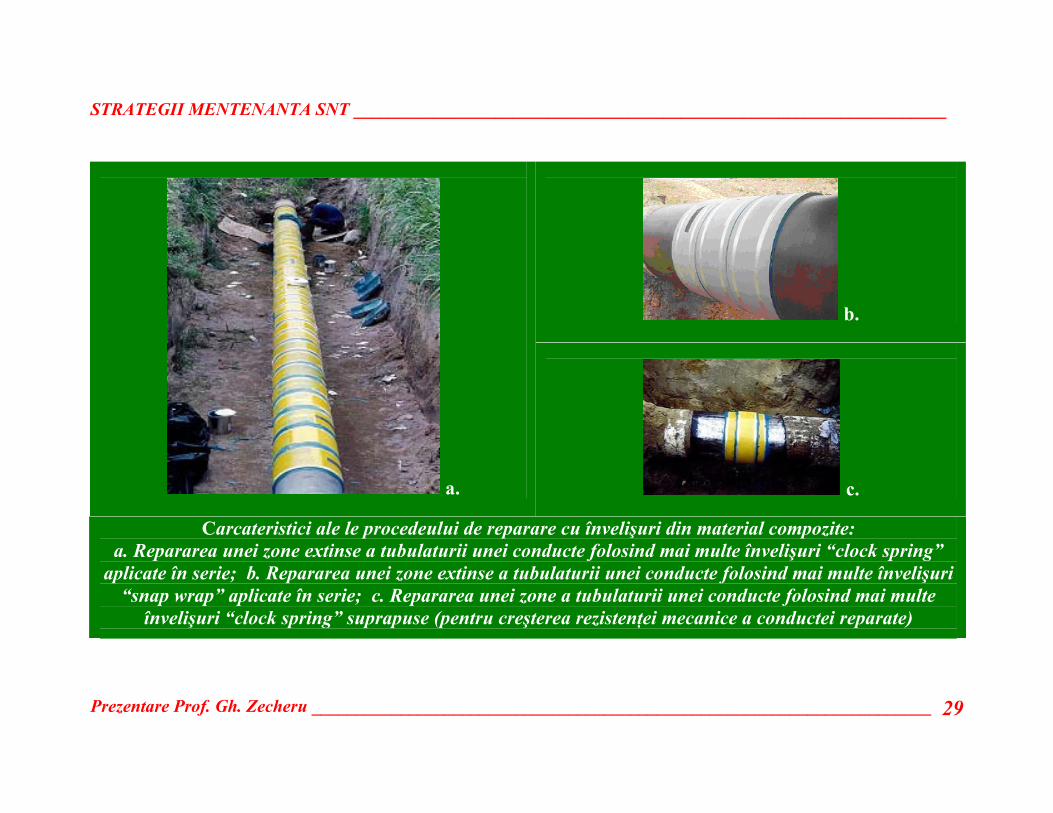
c. Carcateristici ale le procedeului de reparare cu învelişuri din material compozite:
a. Repararea unei zone extinse a tubulaturii unei conducte folosind mai multe învelişuri “clock spring” aplicate în serie; b. Repararea unei zone extinse a tubulaturii unei conducte folosind mai multe învelişuri
“snap wrap” aplicate în serie; c. Repararea unei zone a tubulaturii unei conducte folosind mai multe învelişuri “clock spring” suprapuse (pentru creşterea rezistenţei mecanice a conductei reparate)
STRATEGII MENTENANTA SNT ___________________________________________________________________
Prezentare Prof. Gh. Zecheru ______________________________________________________________________ 30
Procedeele sunt deosebit de eficace, constatându-se experimental că reparaţiile realizate prin acestea, pe conducte cu defecte locale de tip “lipsă de material” cu adâncimi până la 80 % din grosimea peretelui conductei, pot reface şi chiar spori rezistenţa mecanică a conductelor şi pot asigura extinderea substanţială a duratei lor normate de exploatare. Învelişurile de acest tip, cu diferite denumiri comerciale (Clock Spring – CS, Fiba Roll – FR , Wrap Master – WM, Snap Wrap – SW, Strong Back – SB, Black Diamond Composite Wrap – BDCW, ICECHIM Wrap Repair – IWR), permit realizarea de reparaţii cu caracter definitiv şi pot fi aplicate pe conducte cu diametrul exterior cuprins între 101,6 mm (4 in) şi 1422,4 mm (56 in).
STRATEGII MENTENANTA SNT ___________________________________________________________________
Prezentare Prof. Gh. Zecheru ______________________________________________________________________ 31
Productivitatea realizării unei astfel de reparaţii este mult
mai mare decât a oricăruia din procedeele care presupun efectuarea de operaţii de sudare; de exemplu, aplicarea unui înveliş CS necesită un timp de lucru efectiv de 15...20 minute, iar durata de finalizare a reparaţiei, cu întărirea chiturilor şi adezivilor sintetici utilizaţi şi obţinerea performanţelor maxime de rezistenţă mecanică a învelişului aplicat pe tubulatura conductei, este de aproximativ 2,5 ore.
STRATEGII MENTENANTA SNT ___________________________________________________________________
Prezentare Prof. Gh. Zecheru ______________________________________________________________________ 32
Setul de reparare printr-un procedeu de tipul celui descris mai înainte are drept componente principale chitul sau materialul folosit pentru umplerea defectului care se repară şi materialul compozit care alcătuieşte învelişul de consolidare a tubulaturii conductei în zona defectului care se repară, alcătuit fie din benzi successive de material compozit (având în compunere o matrice polimerică şi un material de ranforsare) cuplate între ele cu ajutorul unui adeziv, fie dintr-un material compozit realizat din mai multe straturi successive de material de ranforsare impregnate şi cuplate în vederea conlucrării cu un material de tip matrice polimerică).
STRATEGII MENTENANTA SNT ___________________________________________________________________
Prezentare Prof. Gh. Zecheru ______________________________________________________________________ 33
Ca urmare, materialele care participă la realizarea învelişurilor complexe folosite la repararea conductelor sunt materialele polimerice sau materialele compozite din care se realizează chiturile (materialele de umplere a defectelor) şi învelişurile de consolidare a tubulaturii conductelor în zona defetelor, de proprietăţile lor depinzând proprietăţile şi performanţele asigurate de reparaţiile realizate cu acestea.
STRATEGII MENTENANTA SNT ___________________________________________________________________
Prezentare Prof. Gh. Zecheru ______________________________________________________________________ 34
Aplicarea procedeelor de reparare a conductelor cu învelişuri complexe este simplă şi implică folosirea de personal cu calificare medie, dar impune luarea în considerare şi respectarea cu stricteţe a tuturor prescripţiilor incluse de producătorul, importatorul sau distribuitorul setului de reparare în Fişa tehnică de securitate / Saffety data sheet a fiecăruia din materialele (substanţele, preparatele, produsele) din acest set, pentru care, în conformitate cu prevederile legale, trebuie să se pună la dispoziţia utilizatorului un astfel de document.
STRATEGII MENTENANTA SNT ___________________________________________________________________
Prezentare Prof. Gh. Zecheru ______________________________________________________________________ 35
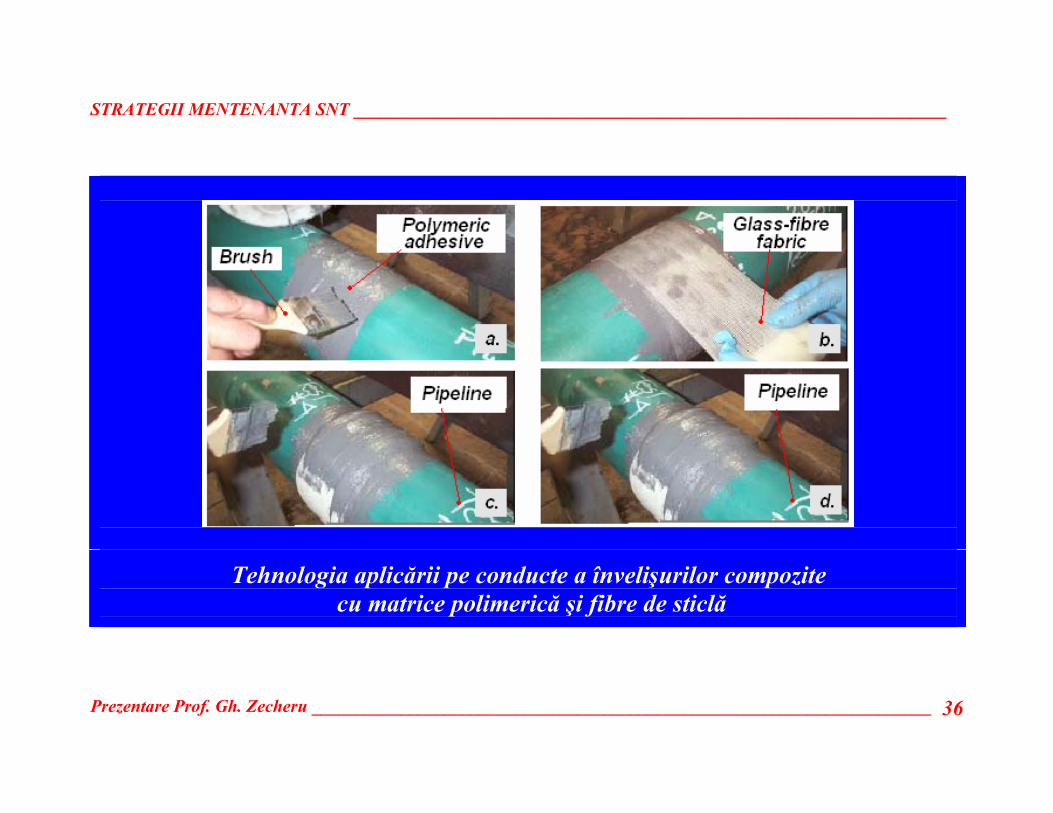
Tehnologia de reparare a unei conducte cu ajutorul învelişurilor de consolidare din material compozit este simplă, aşa cum sugerează imaginile prezentate în figura următoare, care prezintă etapele aplicării unui înveliş din material compozit realizat cu materialele polimerice concepute de un colectiv de cercetare de la ICECHIM Bucureşti sau a unui înveliş de tip Plug-n Wrap „PLUS”. În mod obişnuit, înaintea aplicării învelişului de consolidare se realizează pregătirea prin sablare / sandblast şi degresare a conductei în zona defectelor şi se acoperă defectele cu chit / polymeric filler, pentru a se reface astfel configuraţia suprafeţei exterioare a conductei.
STRATEGII MENTENANTA SNT ___________________________________________________________________
Prezentare Prof. Gh. Zecheru ______________________________________________________________________ 36
Tehnologia aplicării pe conducte a învelişurilor compozite cu matrice polimerică şi fibre de sticlă
STRATEGII MENTENANTA SNT ___________________________________________________________________
Prezentare Prof. Gh. Zecheru ______________________________________________________________________ 37
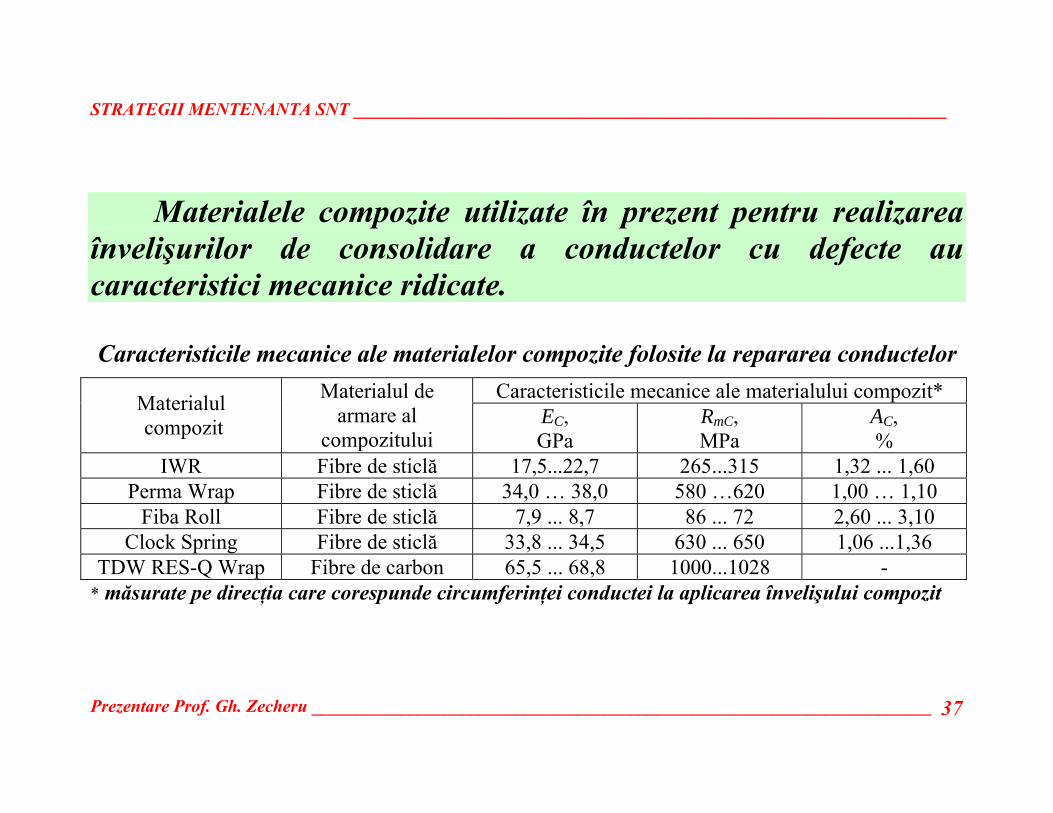
Materialele compozite utilizate în prezent pentru realizarea învelişurilor de consolidare a conductelor cu defecte au caracteristici mecanice ridicate. Caracteristicile mecanice ale materialelor compozite folosite la repararea conductelor
Caracteristicile mecanice ale materialului compozit* Materialul compozit
Materialul de armare al
compozitului EC, GPa
RmC, MPa
AC, %
IWR Fibre de sticlă 17,5...22,7 265...315 1,32 ... 1,60 Perma Wrap Fibre de sticlă 34,0 … 38,0 580 …620 1,00 … 1,10
Fiba Roll Fibre de sticlă 7,9 ... 8,7 86 ... 72 2,60 ... 3,10 Clock Spring Fibre de sticlă 33,8 ... 34,5 630 ... 650 1,06 ...1,36
TDW RES-Q Wrap Fibre de carbon 65,5 ... 68,8 1000...1028 - * măsurate pe direcţia care corespunde circumferinţei conductei la aplicarea învelişului compozit
STRATEGII MENTENANTA SNT ___________________________________________________________________
Prezentare Prof. Gh. Zecheru ______________________________________________________________________ 38
Rezistenţa mecanică / Tensile strength RmC a acestor materiale compozite este asemănătoare celei asigurate de oţelurile din care se realizează ţevile pentru conducte, dar caracteristicile elastice (modulul de elasticitate / modulus of elasticty or Young’s modulus EC şi coeficientul lui Poisson / Poisson’s ratio μC) şi alungirea la rupere / elongation at failure AC sunt însă inferioare celor corespunzătoare oţelurilor; anizotropia acetor materiale este în prezent eliminată prin folosirea unor ţesături de ranforsare (din fibre de sticlă sau grafit) cu textură tetraaxială (în locul celor obişnuite, cu textură biaxială).
STRATEGII MENTENANTA SNT ___________________________________________________________________
Prezentare Prof. Gh. Zecheru ______________________________________________________________________ 39
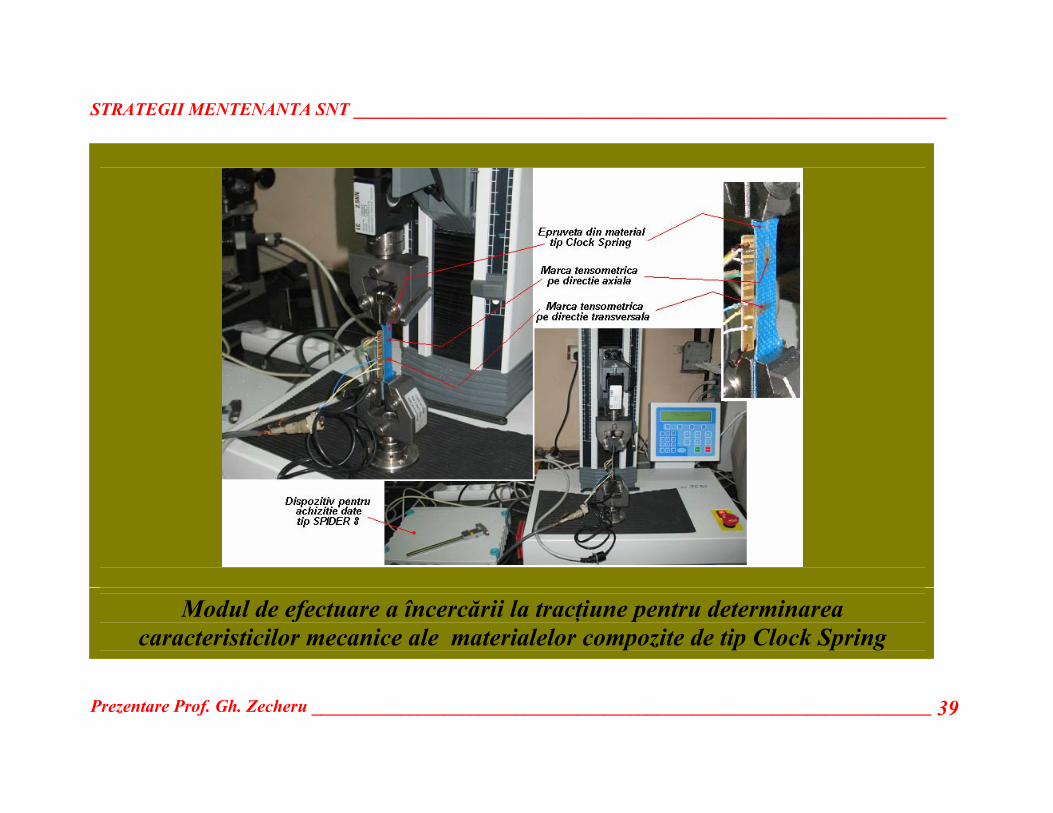
Modul de efectuare a încercării la tracţiune pentru determinarea caracteristicilor mecanice ale materialelor compozite de tip Clock Spring
STRATEGII MENTENANTA SNT ___________________________________________________________________
Prezentare Prof. Gh. Zecheru ______________________________________________________________________ 40
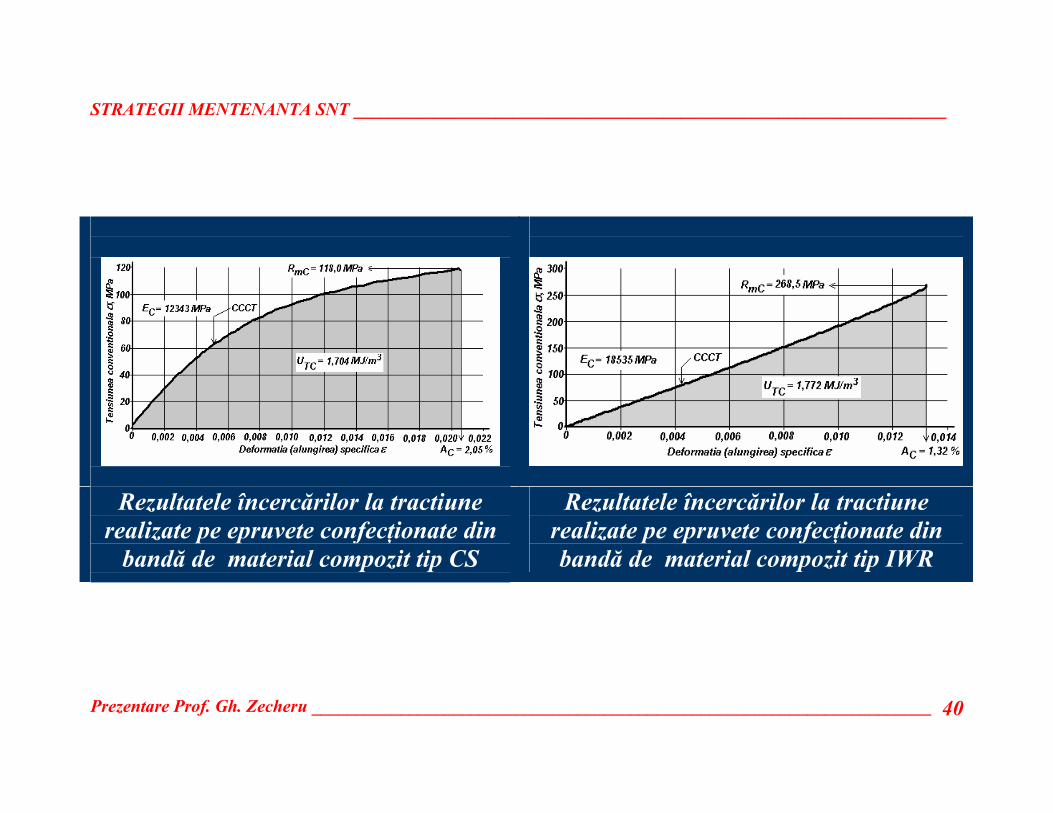
Rezultatele încercărilor la tractiune realizate pe epruvete confecţionate din
bandă de material compozit tip CS
Rezultatele încercărilor la tractiune realizate pe epruvete confecţionate din bandă de material compozit tip IWR
STRATEGII MENTENANTA SNT ___________________________________________________________________
Prezentare Prof. Gh. Zecheru ______________________________________________________________________ 41
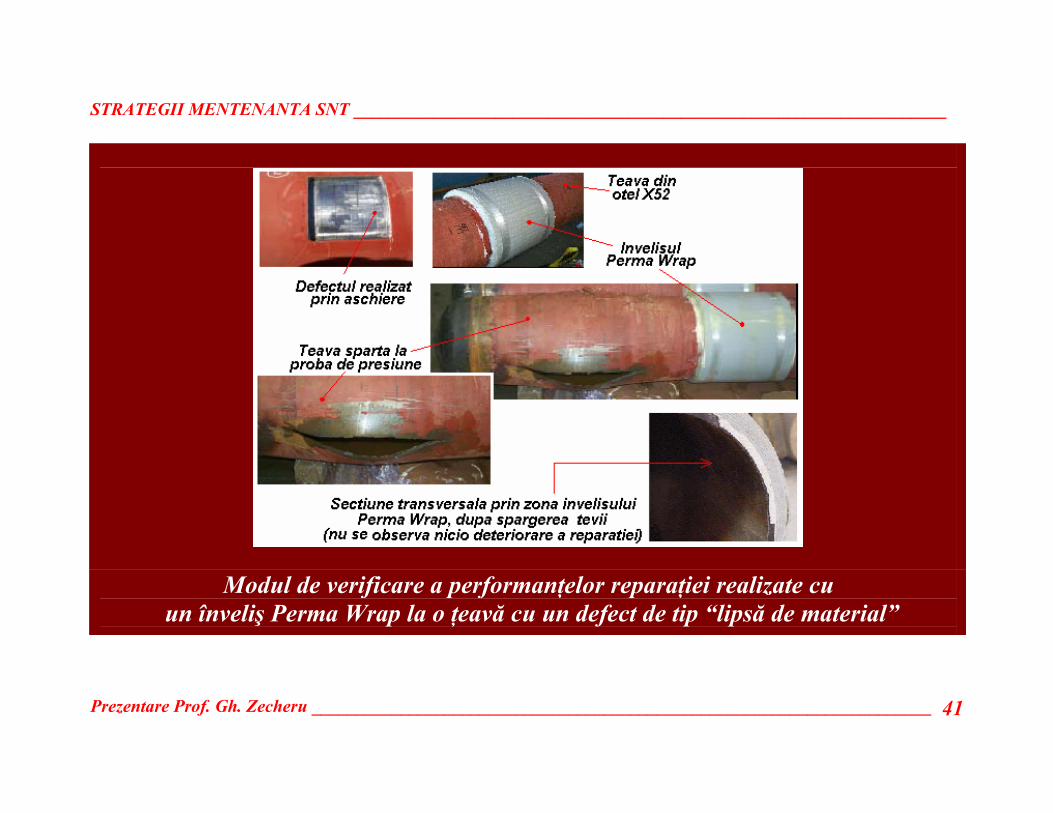
Modul de verificare a performanţelor reparaţiei realizate cu un înveliş Perma Wrap la o ţeavă cu un defect de tip “lipsă de material”
STRATEGII MENTENANTA SNT ___________________________________________________________________
Prezentare Prof. Gh. Zecheru ______________________________________________________________________ 42
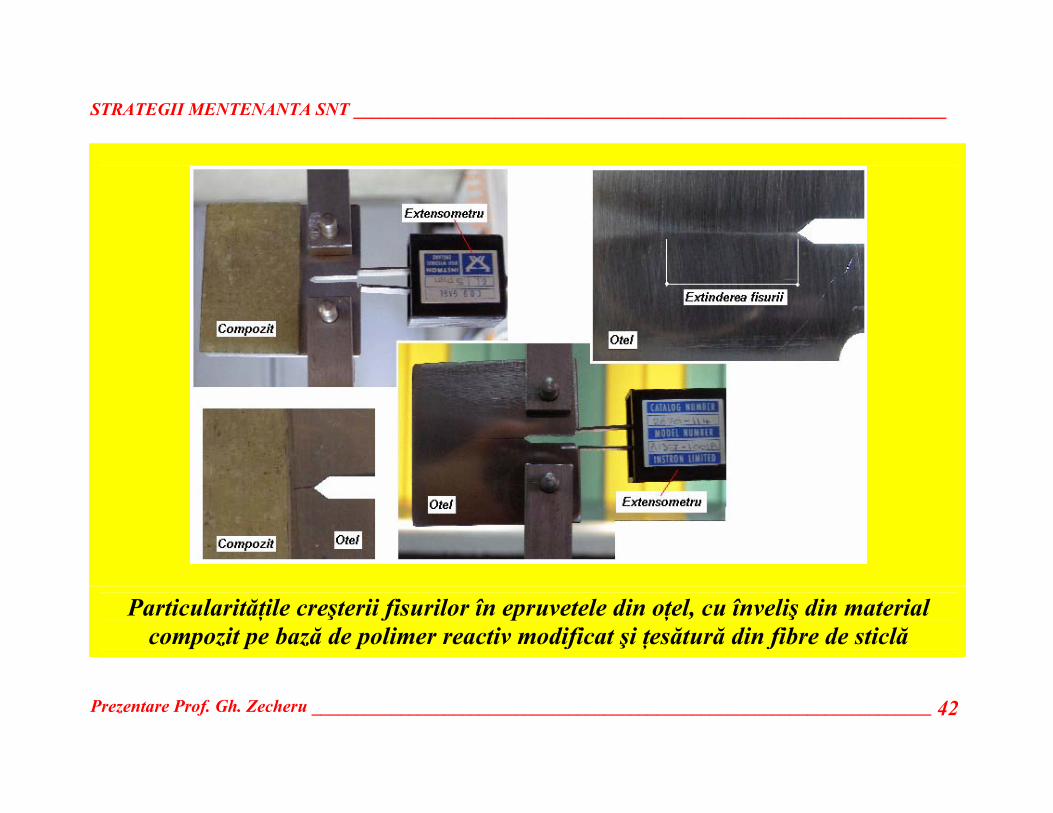
Particularităţile creşterii fisurilor în epruvetele din oţel, cu înveliş din material compozit pe bază de polimer reactiv modificat şi ţesătură din fibre de sticlă
STRATEGII MENTENANTA SNT ___________________________________________________________________
Prezentare Prof. Gh. Zecheru ______________________________________________________________________ 43
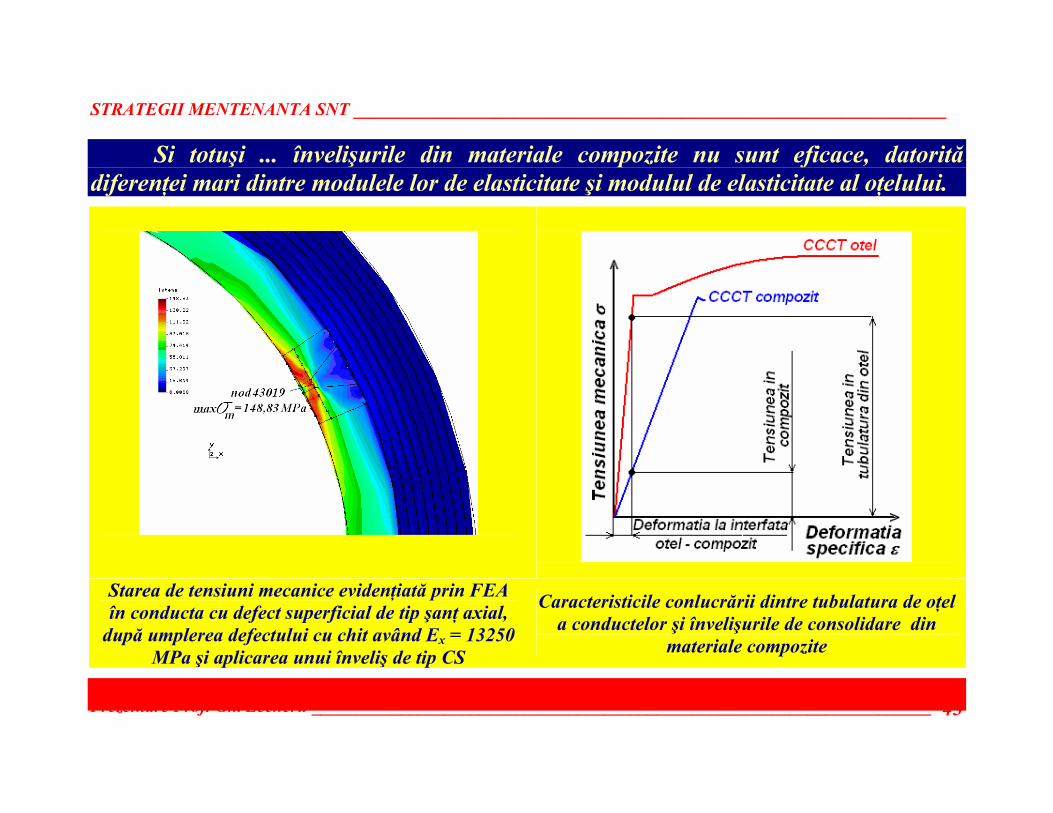
Si totuşi ... învelişurile din materiale compozite nu sunt eficace, datorită diferenţei mari dintre modulele lor de elasticitate şi modulul de elasticitate al oţelului.
Starea de tensiuni mecanice evidenţiată prin FEA în conducta cu defect superficial de tip şanţ axial,
după umplerea defectului cu chit având Ex = 13250 MPa şi aplicarea unui înveliş de tip CS
Caracteristicile conlucrării dintre tubulatura de oţel a conductelor şi învelişurile de consolidare din
materiale compozite
STRATEGII MENTENANTA SNT ___________________________________________________________________
Prezentare Prof. Gh. Zecheru ______________________________________________________________________ 44
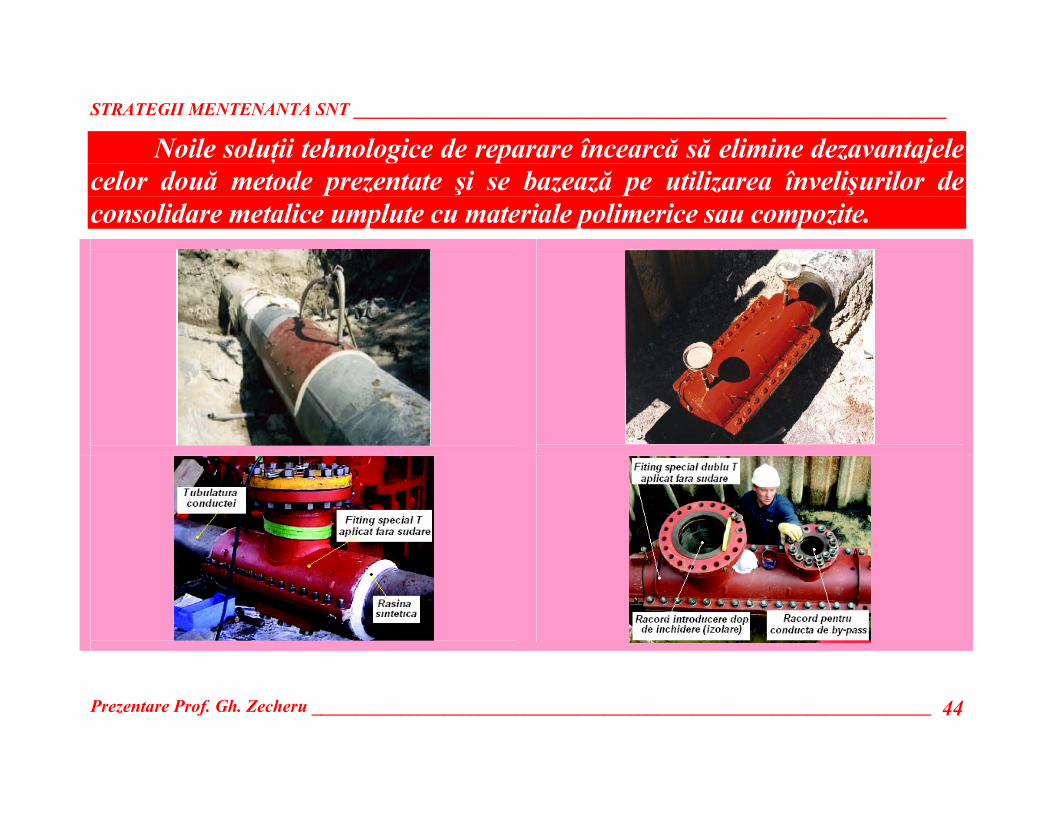
Noile soluţii tehnologice de reparare încearcă să elimine dezavantajele celor două metode prezentate şi se bazează pe utilizarea învelişurilor de consolidare metalice umplute cu materiale polimerice sau compozite.
STRATEGII MENTENANTA SNT ___________________________________________________________________
Prezentare Prof. Gh. Zecheru ______________________________________________________________________ 45
VA MULŢUMESC PENTRU ATENŢIE!