
CURS_Otel
51
Constructii Metalice Partea 1
description
Otel curs breb
Transcript of CURS_Otel

Constructii Metalice
Partea 1

INFLUENTA ELEMENTELOR DE ALIERE ASUPRA CARACTERISTICILOR MECANICE ALE OTELULUI (I)
• CARBONUL– Influenteaza intr-o masura importanta
structura si proprietatile– La otelurile de constructii (0.15-0.25)%– Creste rezistenta / reduce tenacitatea
• MANGANUL– Efect dezoxidant contribuie la finisarea
granulatiei– Principalul element de aliere la otelurile slab
aliate (1.7-1.8)%– Creste rezistenta si tenacitatea
• SILICIU– Efect dezoxidant, reduce segregarea– Se limiteaza la constructii sudate la (0.4-
0.5)% intrucat mareste sensibilitatea de fisurare la cald
– Influenteaza defavorabila tenacitatea
• SULFUL SI FOSFORUL– Influenta negativa (impuritati)– Sulful – < (0.040 - 0.055)%– Fosforul – < (0.040 – 0.055)%
• SULFUL SI FOSFORUL– Mareste sensibilitatea fisurarii la cald– Reduce tenacitatea
• OXIGENUL SI HIDROGENUL– Influenta defavorabila– Reduc tenacitatea si fragilizeaza
• AZOTUL– Influenta defavorabila– Reduce tenacitatea, capacitatea de deformare
plastica => imbatranirea otelului
• ALUMINIU– Actiune dezoxidanta– Impreuna cu Si se foloseste la calmarea otelului
• VANADIU, TITAN, NIOBIU– Contribuie la obtinerea unei granulatii fine– Influenta favorabil rezistenta (limita de curgere)– Reduce calibilitatea otelului– Vanadiu – (0.05 – 0.2)%– Titan, Niobiu – (0.02-0.05)%

INFLUENTA ELEMENTELOR DE ALIERE ASUPRA CARACTERISTICILOR MECANICE ALE OTELULUI (II)
• NICHELUL– Influenta favorabila– < 0.8 % - imbunatateste calitatea otelului ->
proprietati mecanice– Imbunatateste “calibilitatea”– (0.4 – 0.5) % - ridica rezistenta la coroziune– (3 – 5) % - oteluri turnate la temperaturi
scazute– < 9 % - rezervoare sub presiune pentru
produse criogenice (-100/-200 oC)
• CUPRU– Efect favorabil asupra cresteri rezistentei la
coroziune
• FOSFORUL SI CROMUL– Oteluri
• RCA • RCB
– La constructii sudate < 0.4 % => tendinta de fragilizare si fisurare la cald
TRATAMENTELE TERMICE ALE OTELURILOR
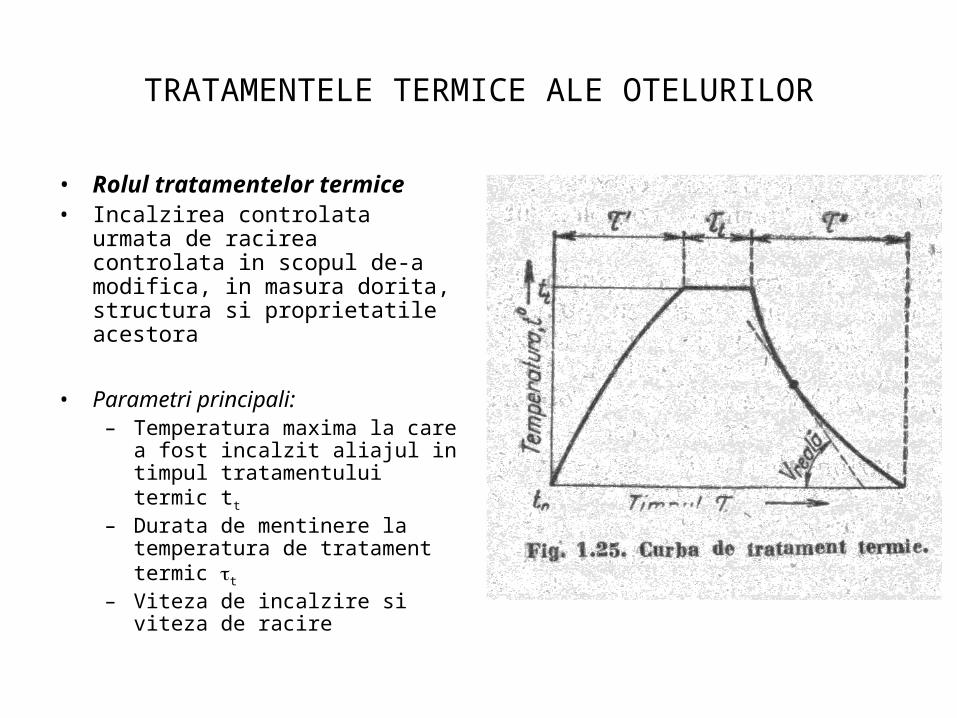
• Rolul tratamentelor termice• Incalzirea controlata urmata de
racirea controlata in scopul de-a modifica, in masura dorita, structura si proprietatile acestora
• Parametri principali:– Temperatura maxima la care a
fost incalzit aliajul in timpul tratamentului termic tt
– Durata de mentinere la temperatura de tratament termic t
– Viteza de incalzire si viteza de racire

TRATAMENTELE TERMICE ALE OTELURILOR

TRATAMENTELE TERMICE ALE OTELURILOR
• Imbunatatirea = tratament termic prin care se obtine o modificarea sensibila a caracteristicilor mecanice, prin cresterea rezistentei la rupere si a limitei de curgere, precum si a tenacitatii, in special in conditiile unor temperaturi scazute
CALIRE + REVENIRECALIRE + REVENIRE
• Calirea consta in incalizirea otelurilor, cu continut minim de 0.3% carbon, la o temperatura cu 30-50oC peste temperatura A3 la care se mentine pana cand piesa s-a incalzit pe toata grosimea ei.
• Prin racire rapida in apa sau ulei se formeaza structuri martensitice dure (otelul se caleste) => ridica rezistenta si scade tenacitatea

TRATAMENTELE TERMICE ALE OTELURILOR
• Revenirea consta din incalzirea metalului la o temperatura sub curba A1, dupa care urmeaza o racire rapida in apa sau ulei, obtinandu-se o granulatie mai fina
• Revenirea la temperaturi inalte se obtin oteluri cu palier de curgere fy~0.8fu
• Revenirea la temperaturi joase se obtin oteluri fara palier de curgere fy~0.9fu (fy=f0.2)
• Proprietatile mecanice ale otelului calit si revenit sunt superioare celui netratat termic

TRATAMENTELE TERMICE ALE OTELURILOR
• Tratamente termice aplicate elementelor din otel
• Recoacerea• Are ca scop sa dirijeze transformarile in
stare solida efectuandu-se in conditii diferite de temperatura si timp
– Recoacerea de omogenizare (1050-1150oC)
• Repartizarea uniforma a diferitelor elemente de aliere conducand la inlaturarea segregarii
– Recoacerea de detensionare (400-600oC)• Inlaturarea tensiunilor interne care apar la
elementele metalice la prelucrarile la cald sau la rece
– Recoacerea de recristalizare• Inlatura efectele deformarilor la rece
(ecruisarii), marind in mod corespunzator plasticitatea otelui
– Recoacerea cu recristalizarea de faza• Incalzirea elementelor de otel la o
temperatura cu putin superioara curbei de transformare A3
• Normalizarea– Inlatura defectele structurale care apar la
racirea necorespunzatoare la laminare– Se aplica la oteluri carbon calmate si slab
aliate (table groase si laminate)– Efect asemanator se poate obtine si prin
dirijarea temperaturii la laminare si racire (profile si table cu grosimi relativ mici)

OTELURI PENTRU CONSTRUCTII METALICE

OTELURI FOLOSITE PENTRU STRUCTURI METALICE


CLASE DE CALITATE
• Functie de compozitia chimica
• Tehnologia de elaborare (tratamente)
• Criteriul de clasificare este tenacitatea in relatie cu temperatura => sudabilitatea si sensibilitatea la rupere fragila

COMPORTAREA OTELURILOR
• Curba caracteristica• Ruperea otelului• Ecruisarea• Efectul Baushinger – bucla histeresis• Concentrarea tensiunilor in elementele metalice• Criterii de cedare plastica a metalelor• Presiuni locale• Influenta temperaturilor ridicate• Influenta relatiei – aspura comporatrii la
stabilitate a barelor comprimate

• Plasticitatea – proprietatea metalelor de a capata sub anumite solicitari deformatii permanente; ea implica proprietatea de ductilitate si maleabilitate
• Tenacitatea – proprietatea metalelor de a se rupe sub actiunea solicitarilor, dupa deformatii permanente vizibile
• Fragilitatea – proprietatea metalelor (in anumite conditii) de a se rupe sub actiunea solicitarilor, fara deformatii permanente vizibile

• Studiul comportarii otelului se face prin incercari efectuate pe corpuri de proba cu forme si dimensiuni standardizate, epruvete
• Se pune in evidenta existenta unui domeniu elastic si a unui domeniu plastic, mai mult sau mai putin extins, care precede ruperea propriu-zisa
• Incercarea la tractiune pune in evidenta relatia intre incarcare (P) si deformatie (). Prin prelucrarea informatiilor obtinute se obtine diagrama caracteristica –
• Clasificare– Diagrame cu palier al
deformatiilor plastice– Diagrame fara palier al
deformatiilor plastice (de curgere)


Extragerea epruvetelor

Curbe caracteristice de comportare S235-S460

Marca de otel

• Fenomenul de ecruisare se manifesta prin cresterea tensiunii tangentiale necesare producerii alunecarii, o data cu cresterea deformatiilor de alunecare
• Prin ecruisare limita de proportionalitate se ridica pana la valoarea efortului din domeniul plastic la care a fost descarcata piesa, pe cand rezistent la rupere se mareste si ea, dar intr-o masura mai redusa. In schimb alungirea la rupere se micsoreaza cu valoarea deformatiei plastice remanente grabind trecereea materialului in stare fragila

• Se manifesta printr-o lunecare nivel cristalin
• Limita de curgere initiala 0,2 corespunde punctului A, daca acelasi material ar fi incarcat la compresiune, limita de curgere ar fi aproximativ aceiasi, respectiv in punctul B. Admitand ca epruveta se incarca la intindere peste limita de curgere, pana la punctul C (curba OAC), la descarcare – care totdeauna este elastica – va reveni in D. Aplicand un effort de compresiune, curgerea plastica va incepe cu o tensiune corespunzatoare cu punctului E care este mult mai mica decat limita de curgere a materialului
• Daca proba se incarca pana in puctul F apoi se descarca si se supune la intindere pana in C => Bucla de histerezis mecanica

• Cand deformarea plastica este insotita de o incalzire la 200 – 300 oC se produce o imbatranire artificiala sau imbatranire tenso-termica
• Calmarea, in special cea cu adaos de aluminiu, vanadium niobiu, titan, prin finisarea granulatiei determina o reducere importanta a sensibilitatii la imbatranire a otelului
• Trebuie luata in calcul la expertizarea constructiilor metalice vechi
RUPEREA METALELOR
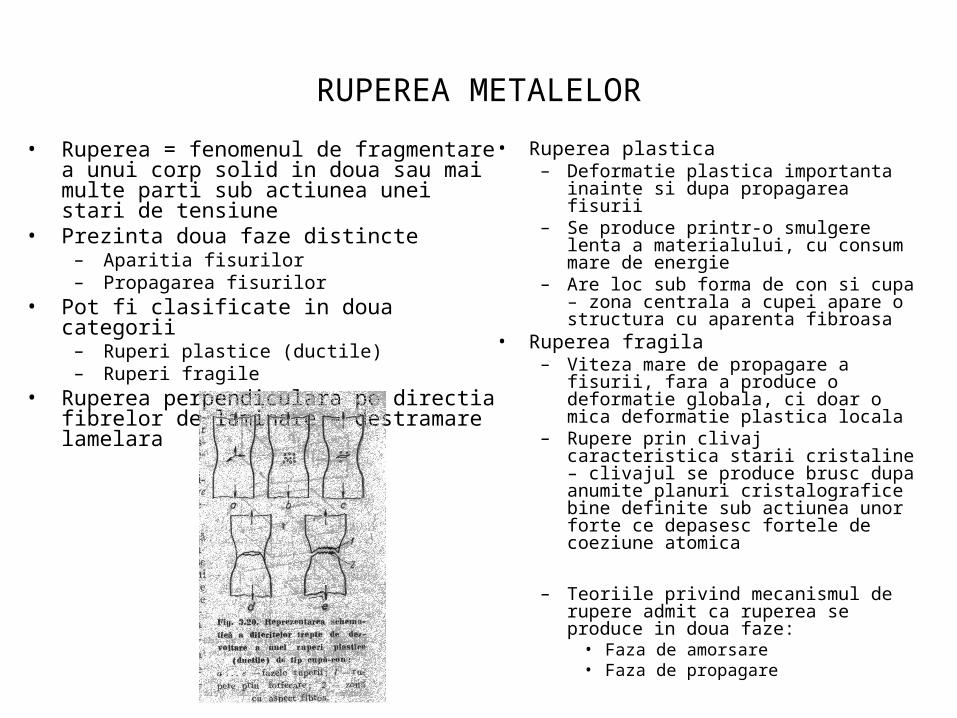
• Ruperea = fenomenul de fragmentare a unui corp solid in doua sau mai multe parti sub actiunea unei stari de tensiune
• Prezinta doua faze distincte– Aparitia fisurilor– Propagarea fisurilor
• Pot fi clasificate in doua categorii– Ruperi plastice (ductile)– Ruperi fragile
• Ruperea perpendiculara pe directia fibrelor de laminare – destramare lamelara
• Ruperea plastica– Deformatie plastica importanta inainte
si dupa propagarea fisurii– Se produce printr-o smulgere lenta a
materialului, cu consum mare de energie
– Are loc sub forma de con si cupa – zona centrala a cupei apare o structura cu aparenta fibroasa
• Ruperea fragila– Viteza mare de propagare a fisurii,
fara a produce o deformatie globala, ci doar o mica deformatie plastica locala
– Rupere prin clivaj caracteristica starii cristaline – clivajul se produce brusc dupa anumite planuri cristalografice bine definite sub actiunea unor forte ce depasesc fortele de coeziune atomica
– Teoriile privind mecanismul de rupere admit ca ruperea se produce in doua faze:
• Faza de amorsare• Faza de propagare

Mecanisme de cedare si aspectul suprafetei de rupere



• Cand tensunile sunt intinderi si au acelasi ordin de marime, starile de tensiune biaxiale si triaxiale duc la o reducere semnificativa a deformatiilor plastice la rupere si respectiv tendinta de fragilizare a metalului
• In cazul solicitarii biaxiale, cand pe directia perpendiculara solicitarii la intindere actioneaza un effort de compresiune, deformatiile plastice se accentueaza
• In cazul compresiunii triaxiale (presiune hidrostatica) corpul nu poate fi practic distrus

• In anumite cazuri, cand suprafetele de rezemare sunt curbe, transmiterea fortelor se face pe suprafete foarte mici ale pieselor metalice
• Suprafetele pot fi ambele curbe sau una dintre ele curba, iar cealalta plana.
• Teoretic, presiunea se dezvolta pe o linie; practic insa apare o deformatie locala, astfel incat contactul se realizeaza pe o anumita suprafata
• Presiunile locale sunt mari, dar starea spatiala fiind de compresiune, limita de solicitare la care apare distrugerea prin plastifiere a materialului este mult mai ridicata, cea ce se reflecta prin utilizarea unor rezistente de calcul mai mari decat cele obisnuite


• Curba 1 reprezinta cazul unei bare din material elasto-plastic ideal, curba 2 cazul unui otel cu palier de curgere, iar curba 3 un otel fara palier de curgere.
• Diagramele arata ca, in cazul existentei palierului de curgere, rezistentele critice se racordeaza la valoarea fy, pe cand in lipsa palierului de curgere, curba are tendinta ca, spre valori mici pentru , sa capete valori cr > fy.
• In cazul otelurilor cu limite de curgere diferite, dar cu palier de curgere distinct, diferentierea intre rezistentele critice la flambaj apare numai in domeniul 0 < < p

Curbe de flambaj / Imperfectiuni

Otel pentru constructii
• In conformitate EN 10027/1992; EN 10025/1993; EN 10113/1993
• S355 J2 G3 + Z35– S otel pentru constructii– 355 limita de curgere inferioara MPa (N/mm2)– J – caracteristici mecanice rezilienta– G – caracteristici fizice– Z – Conditii speciale



Variatia energiei de rupere cu temperatura
• Determinarea temperaturii de tranzitie

Caracteristici mecanice
Min. 27 J Min. 40J Temp. oC
JR KR 20
J0 K0 0
J2 K2 -20
J3 K3 -30
J4 K4 -40

Caracteristici fizice
• M –laminare termomecanica• N – laminare normalizata• G1 – necalmat• G2 – calmat• G3 – stare de livrare optionala• G4 – stare de livrare la alegerea producatorului
• L – pentru temperaturi scazute• M – laminare termomecanica• N – laminare normalizata• O – offshore• W - patinabile

Conditii speciale
• Pentru evitarea desprinderii lamelare– Z15 – min. 15% gatuire– Z25 - min. 25% gatuire– Z35 – min. 35% gatuire

Alegerea claselor de calitate a oţelului
• Alegerea clasei de oţel este stabilita în EN 1993-1-1
• Sunt specificate mai multe cerinţe:• Alegerea în funcţie de proprietăţile mecanice materialului
– Valorile nominale de proprietăţile de material sunt definite ca valori caracteristice în calculele de proiectare.
• Cerinţele de ductilitate– Pentru oteluri, o ductilitate minim este necesară.
• Tenacitate– Proceduri simplificate sunt date pentru a alege un material
corespunzător, pentru a evita rupere fragilă.• Proprietăţile pe grosime
– Îndrumări cu privire la alegerea de proprietăţile pegrosime este dat în EN 1993-1-10.

Alegerea claselor de calitate a oţelului
• SR EN 1993-1-10
• conţine reguli pentru alegerea oţelurilor în funcţie de tenacitatea la rupere şi de proprietăţile în sensul grosimii elementelor sudate care prezintă un risc semnificativ de desprindere lamelară în timpul fabricării.

Alegerea materialelor pentru tenacitatea la rupere
• Marca de oţel trebuie aleasă ţinând seama de următoarele:– proprietăţile oţelului:
• limita de curgere fy(t) în funcţie de grosimea materialului• tenacitatea exprimată în termenii T27J sau T40J
– caracteristicile elementului• forma elementului şi a detaliilor• concentrările de tensiuni • grosimea elementului (t)• ipotezele corespunzatoare pentru imperfecţiuni (de exemplu
fisuri transversale sau fisuri deschise semieliptice)

Alegerea materialelor pentru tenacitatea la rupere
– situaţii de proiectare:• valoarea de calcul la cea mai scăzută temperatură de
exploatare• tensiuni maxime date de acţiuni permanente din exploatare
corespunzătoare situaţiei de• tensiuni reziduale• ipoteze pentru evoluţia fisurilor sub încărcarea la oboseală în
timpul unui interval între două• inspecţii (dacă acestea au loc)• viteza de deformare ε pentru acţiuni accidentale (dacă au
loc)• gradul de deformare la rece (εcf) (dacă are loc)

Temperatura de referinţă
• Temperatura de referinţă TEd în locul potenţial de rupere trebuie determinată cu ajutorul expresiei următoare:

Valori admise maxime ale grosimii t a elementului, în mm

Alegerea materialelor în funcţie de proprietăţile pe direcţia grosimii
• Trebuie să se ia în considerare următoarele aspecte pentru concepţia îmbinărilor în funcţie de desprinderea lamelară:– caracterul critic al amplasării în funcţie de valorile tensiunilor de
întindere care acţionează şi gradul de încărcare.– deformaţia pe direcţia grosimii elementului pe care se asamblează o
altă piesă. Această deformaţie provine din contracţia metalului sudurii în timpul răcirii. Ea este foarte accentuată în cazul bridării cu alte elemente.
– natura detaliului de îmbinare, în particular îmbinările sudate în cruce, în T sau în L.
– Desprinderea lamelară este foarte probabilă dacă deformaţia îmbinării este pe direcţia grosimii materialului, ceea ce se produce dacă faţa de fuziune este aproximativ paralelă cu suprafaţa materialului şi dacă retragerea operează perpendicular pe direcţia de laminare a materialului.
– Sensibilitatea creşte cu grosimea sudurii.– proprietăţile chimice ale metalului tensionat pe direcţia grosimii. În
particular un conţinut ridicat de sulf, chiar sensibil inferior limitelor din standardele de produs de oţel, poate favoriza desprinderea lamelară.

Desprindere lamelară

Procedura de evitare a desprinderii lamelare
• Desprinderea lamelară poate fi neglijată dacă este indeplinită condiţia următoare:
• ZEd este valoarea Z necesară care rezultă din cea mai mare deformaţie provocată de contracţia metalului bridat sub cordoanul de sudură;
• ZRd este valoarea de calcul a capacităţii materialului de a evita desprinderea lamelară

Valoarea necesară
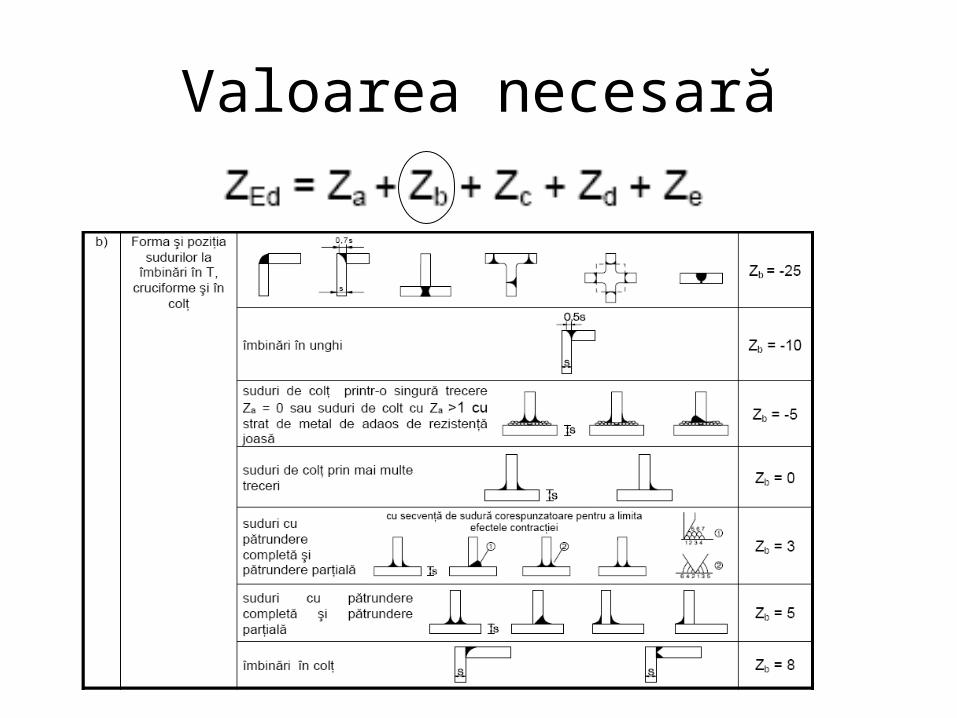
Valoarea necesară

Valoarea necesară

Moduri de cedare


















