Curs 8 si 9

of 8
-
Upload
giovani-cristi -
Category
Documents
-
view
219 -
download
0
Transcript of Curs 8 si 9
-
7/24/2019 Curs 8 si 9
1/8
Curs CONTROLConf.univ.dr.ing. Liliana Popa
36
Curs 8
7. Controlul dimensiunilor i macrogeometriei suprafeelor plane
Elementele dimensionaleale suprafeelor plane sunt lungimea i limea.
Ca metode de msurare se utilizeaz:- metoda absolut prin care se msoar valorile efective ale oricruia dintreparametrii care definesc suprafeele plane; mijloacele de msurare folosite trebuie s fie
n concordan cu precizia prescris i pot fi: instrumenteublere, micrometre; aparate opticemicroscoape, aparatul ABBE, maini de msurat lungimi;- metoda relativ prin care se msoar abaterile efective ale oricruia dintre
parametrii ce definesc suprafaa; n cazul utilizrii metodei relative este necesar camijlocul de msurare s fie n prealabil reglat, de obicei la dimensiunea nominal;mijloacele de msurare folosite sunt:
aparate mecanice comparatorul cu cadran, microcomparatorul, ortotestul,
pasametrul, microcatorul etc.; aparate pneumaticecele care utilizeaz traductoarele pneumatice; aparate electricecare folosesc traductoarele electrice.
Abaterile de form caracteristice sunt: abaterea de la rectilinitate specific suprafeelor cu raport mare ntre lungime ilime (ex. ghidajele mainilor-unelte); abaterea de la planitatespecific suprafeelor la care raportul ntre lungime i limeeste relativ mic.
7.1. Abaterea de la rectilinitate (AFr) este definit ca fiind distana maximdintre profilul efectiv i dreapta adiacent n limitele lungimii de referin (fig. 7.1).
Fig. 7.1
Tolerana la rectilinitate (TFr) este valoarea maxim admis a abaterii de la
rectilinitate.Msurarea abaterii de la rectilinitate se face pe o direcie perpendicular la
dreapta adiacent.A. Verificarea cu rigla de verificare (fig. 7.2) se bazeaz pe metoda fantei de
lumin, a crei variaie indic existena abaterii de la rectilinitate
-
7/24/2019 Curs 8 si 9
2/8
Curs CONTROLConf.univ.dr.ing. Liliana Popa
37
Fig. 7.2
B. Verificarea cu luneta i colimatorul(fig. 7.3)
Fig. 7.3
Verificarea rectilinitii cu luneta i colimatorul se bazeaz pe comparareamsurandului cu o drept materializat prin axa optic a celor dou mijloace.
C. Verificarea cu nivela prin coinciden(fig.7.4)Valoarea diviziunii nivelei prin coinciden trebuie s fie corespunztoare
preciziei mrimii msurate.naintea nceperii verificrii, nivela se regleaz la zero, folosind un dorn de
control.
Fig. 7.4
-
7/24/2019 Curs 8 si 9
3/8
Curs CONTROLConf.univ.dr.ing. Liliana Popa
38
Verificarea abaterii de la rectilinitate se poate face pe una sau pe mai multedirecii ale suprafeei (n fig. 7.4) verificarea se face pe direciile a d).
n cazul general al verificrii pe mai multe direcii, se mparte suprafaa ntr-oreea de linii paralele al cror numr coincide cu numrul direciilor; perpendicular pedireciile respective se duc dreptele o n, stabilite astfel nct distana dintre ele s
corespund lungimii tlpii nivelei.Nivela se aeaz pe o direcie cu capetele n punctele 0 1 i apoi, succesiv, n1 2 (n 1) . n, fcndu-se citirile y1 ynce indic denivelarea unei pri fa depoziia zero (de la reglare).
Fa de poziia zero, reglat cu ajutorul dornului de control, valorile yimsurate npuncte 01 (n1)n indic abaterea de la rectilinitate pe direcia a (fig. 7.5).
Fig. 7.5
Dup determinarea abaterii de la rectilinitate pe o direcie, se procedeaz similarpentru toate direciile stabilite.
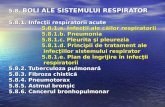
7.2.Abaterea de la planitate (AFp) este distana maxim dintre suprafaa efectivi planul adiacent n limitele suprafeei de referin (fig. 7.6).
Fig. 7.6
Abaterea de la planitatepoate fi asimilat unor abateri de larectilinitate pe dou direciiperpendiculare.
Abaterea de la planitatepoate fi determinat cu ajutorulriglelor de verificare, cu ajutorullunetei i colimatorului sau cu nivelaprin coinciden, cu precizarea ceste obligatoriu ca msurriles sefac pe mai multe direciiperpendiculare ale suprafeei(pentru a identifica cel mai naltpunct prin care va trece planuladiacent i cel mai de jos punctcare, fa de planul adiacent indicabaterea de la planitate).
-
7/24/2019 Curs 8 si 9
4/8
Curs CONTROLConf.univ.dr.ing. Liliana Popa
39
Se poate considera c se controleaz abaterea de la rectilinitate pe direcieorizontal i vertical, fig. 7.4, dup cum urmeaz:
AFro = Max (AFra, AFrb, .AFrz)AFrv = Max (AFr1, AFr2, .AFrn)AFp = Max (Afro, AFrv)
O verificare specific planitii este prin folosirea plcilor care sunt realizate cusuprafeele active dreptunghiulare i patrate n cinci clase de precizie.
Suprafaa plcii de verificare se unge uniform cu un strat subire de vopseaspecial. Piesa de controlat se aeaz pe plac i i se imprim o deplasarelongitudinal nainte i napoi (n cazul pieselor de dimensiuni mici).
Dup ndeprtarea piesei se examineaz repartizarea petelor de contact rmasepe proeminenele suprafeei piesei.
La o planitate corespunztoare, petele se repartizeaz uniform pe toatsuprafaa de referin; cu ct numrul de pete obinute este mai mare pe un ptrat culatura de 25 mm, cu att abaterea de la planitate este mai mic.
8.Controlul dimensiunilor unghiulare i al conicitilor
8.1 Controlul dimensiunilor unghiularese poate face cu diferite mijloace demsurare: msuri (cale unghiulare i echere), raportoare (mecanice i optice),microscoape.
8.1.1 Controlul cu cale unghiulare se poate realiza bazat pe msurareaparalelismului ntre suprafaa calei unghiulare i suprafaa mesei de control suprafade referin.
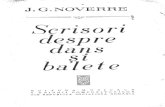
Cala unghiular se alege cu unghiul c(figura 8.1) egal cu unghiul piesei pi, nacest mod dac unghiurile sunt egale latura calei aparinnd dreptei 1 ajungeparalel cu masa de control creia i aparine dreapta 2. Mijlocul de msurare(comparator cu cadran, minimetru, optimetru vertical etc.) palpeaz cala n punctele A iB ntre care este distana cunoscut l.
Fig.8.1
Diferena hntre citirile din punctele A i B permite calcularea abaterii unghiului
t
h Cl
[sec.], 8.1
-
7/24/2019 Curs 8 si 9
5/8
Curs CONTROLConf.univ.dr.ing. Liliana Popa
40
n care: hi l se exprim n mm;Ctcoeficientul de transformare din radiani n secunde,C t= 210
5;
abaterea efectiv a unghiului calei, secunde.
8.1.2 Controlul cu echere al unghiurilor de 90
0
Schema de msurare este prezentat n fig. 8.2.
Fig. 8.2
Mijlocul de msurare 1 (comparator cu cadran, minimetru), plasat la distana Hfa de masa de control, se regleaz la zero fa de latura vertical a echerului 3,acesta sprijinindu-se cu o latur pe mas i cu cealalt pe opritorul fix 2 de nlime h(fig. 8.2).
Se nltur echerul i piesa care se verific se aeaz pe masa de control ncontact cu opritorul fix.
Se nltur echerul i piesa care se verific se aeaz pe masa de control ncontact cu opritorul fix.
Piesa poate lua poziia I, cnd unghiul ei este mai mic de 90 0sau poziia II, cndunghiul este mai mare de 900.
Abaterea efa unghiului piesei fa de cel al echerului se calculeaz n funciede poziia pe care o ia piesa:
- poziia I (efI< 900)
din triunghiul ACDICA
CDtgCAD II , de unde:
H
ltg ef
, 8.2
unghiul fiind foarte mic, efeftg , deci
H
lef
(rad) 8.3
sau
sCH
ltef
, 8.4
-
7/24/2019 Curs 8 si 9
6/8
Curs CONTROLConf.univ.dr.ing. Liliana Popa
41
n care efabaterea efectiv a unghiului piesei nsecunde;l valoarea deplasrii acului mijlocului de msurare fa de poziia zero, mm;
Hnlimea fa de masa de control, la care palpatorul mijlocului de msurareeste n contact cu piesa, mm;
Ct2 105coeficient de transformare din radiani n secunde.
- poziia II (efII> 900)
Din triunghiul BCDIICG
CDtgCBD IIII ,
hH
ltg ef
,
hH
lef
, rad. 8.5
sau
tef ChH
l
, s, 8.6
n care hnlimea opritorului fix, mm, celelalte notaii sunt identice cu cele din cazulprecedent.
8.2 Controlul conicitilor
Asamblrile conice, formate dintr-un arbore conic i un alezaj conic, sunt utilizaten construcia de maini ca elemente de centrare, pentru etanare fr mijloacesuplimentare, pentru reglarea unor jocuri prin dep lasarea axial a unei piese fa decealalt.
Parametrii caracteristici elementele dimensionale ai pieselor i asamblrilorconice netede sunt (figura 8.3):
dM , dmdiametrul mare imic al arborelui conic;
DM, Dm diametrul mare imic al alezajului conic;
ld, LD lungimea aborelui ia alezajului conic;
d1, D1 diametrularborelui/alezajului conic ntr-unplan dat;
L cota care determinpoziia planului n care se msoard1, D1;
unghiul la vrfunghiulde conicitate;
Fig. 8.3
2
- unghiul de nclinare;
Hlungimea de contact a asamblrii.Conicitatea este:
-
7/24/2019 Curs 8 si 9
7/8
Curs CONTROLConf.univ.dr.ing. Liliana Popa
42
22
tg
L
DD
l
ddC
D
mM
d
mM
8.7
8.4 Controlul conicitilor exterioare
Controlul conicitilor exterioare se poate realiza cu microscopul mare de atelier,microscopul universal, folosind metode trigonometrice rigla sinus, role calibrate - iarpentru producia de serie i mas folosind calibrele conice(se stabilete numai dacpiesa corespunde sau nu, fr a se determina valoarea unghiului).
8.4.1 Controlul conicitii cu rigla sinus
Prin intermediul riglei sinus, generatoarea conic se aduce paralel cu masa decontrol, folosind pentru aceasta calele paralele (figura 8.4); paralelismul dintregeneratoarea piesei i mas se verific cu ajutorul unui comparator cu cadran.
Fig. 8.4
Principiul de msurare este cel al unghiurilor egale care apar ntre dou drepteparalele (masa i generatoarea) tiate de o secant (rigla sinus).
Din triunghiul ABC, n care se cunoate ipotenuza constanta riglei sinusi ocatet nlimea blocului de cale se poate calcula unghiul 2.
LH2sin . 8.8
8.5 Controlul conicitilor interioare
Conicitile interioare pot fi controlate, n producia de serie mare i mas, cuajutorul calibrelor conice; de asemenea, se pot utiliza traductoarele pneumatice, cuprecizarea c, n acest caz, se pot cunoate valorile abaterilor efective.
-
7/24/2019 Curs 8 si 9
8/8
Curs CONTROLConf.univ.dr.ing. Liliana Popa
43
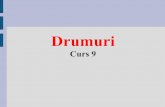
Pentru producia de serie mic, se pot folosi metodele trigonometrice: metoda cubile calibrate (figura 8.5).
Bilele de diametru d1i d2 (care pot fi msurate cu precizie) sunt introduse, pernd, n alezajul conic i se msoar distanele h i H ntre suprafaa frontal a piesei ibila corespunztoare.
Din triunghiul O1O2A
21
2
00
0
2sin
A
,
20
12
2
ddA
,
Fig.8.5
2200
21
21
dh
dH ,
2
00 12
21
ddhH ,
1212
22
sin
ddhH
dd
.
Relaia este valabil dac bila mare intr complet n alezaj; cnd bila mare nuintr n alezaj, cota h capt semnul minus.
Unghiul conului este dublul unghiului de nclinare.