54691072 Sisteme Avansate de Productie

of 133
-
Upload
claudiu-jucor -
Category
Documents
-
view
154 -
download
11
description
86785444434250999999999798
Transcript of 54691072 Sisteme Avansate de Productie
-
CAPITOLUL 1
CONCEPTUL DE SISTEM AVANSAT DE PRODUCIE
1.1. Introducere
La ora actual nu exist nc o definiie oficial a sistemelor avansate de producie i se constat c att constructorii de maini, ct i utilizatorii, ncadreaz n limite diferite conceptul de sistem avansat de producie. Adeseori acest concept este confundat cu termenii de robotic sau automatizare, care acoper aproximativ aceleai preocupri i realizri industriale, dar mai restrnse.
Mijloacele de producie ale industriei constructoare de maini au cunoscut o dezvoltare accentuat odat cu apariia calculatoarelor, roboilor, sistemelor flexibile de prelucrare i mainilor unelte cu comand numeric. Astfel n aceste condiii s-a nscut conceptul de sistem avansat de producie ce regrupeaz formele de automatizare flexibil a fabricaiei (figura 1.1).
Figura 1.1. Multidisciplinaritatea disciplinelor incorporate n conceptul de sistem avansat de producie
Sistemul avansat de producie poate fi definit n mai multe moduri, dar cel mai complet definete sistemul avansat de producie ca fiind ansamblul tehnicilor i mijloacelor ce tind s automatizeze activitatea de producie n fazele parcurse de un produs: definire, studiu,fabricaie, servicii dup vnzare.
Deasemenea sistemul avansat de producie mai poate fi definit ca arta de a fabrica produse utiliznd tehnologiile cele mai recente, adic tehnologiile asistate de calculator. Aceast definiie face trimitere la conceptual de CIM
Sistem avansat de produc ie
Mecanica
Electronica
Automatica
Electrotehnica
Informatica
Hidraulica
Pneumatica
-
(Computer Integrated Manufacturing) sau fabricarea integrat cu ajutorul calculatorului.
Sistemul avansat de producie poate avea interpretri multiple, dar inginerii l percep ntr-un cadru strict, cu sensul de automatizare flexibil a sistemelor de producie. n conceptul de sistem avansat de producie, flexibilitatea trebuie neleas ca un mijloc de adaptare a sistemului de producie la produse diferite sau ca proprietatea ansamblului productiv de a se adapta fluctuaiilor de pia. Pentru o asimilare mai clar a conceptului de sistem avansat de producie n figura 1.2. sunt sintetizate domeniile de interes ale sistemelor avansate de producie.
Figura 1.2. Structura unui sistem avansat de producie
1.2. Analiza sistemic a proceselor de prelucrare mecanic
Folosirea sistemelor avansate de producie presupune apelarea att la informatic ct i la automatica industrial. Posibilitatea folosirii sistemelor avansate de producie presupune ca firmele industriale s recruteze specialiti care s aib cunotine att n domeniul tehnologiilor de fabricaie ct i n domeniul automaticii respectiv informaticii industriale.
n cadrul sistemelor avansate de producie funcia de obinere a produsului trebuie privit ca un sistem automat. Pentru a realiza o analiz din punct de vedere sistemic a unui proces avansat de producie trebuie abordate o serie de noiuni legate de procesul de fabricaie sub aspectul modului n care este realizat partea operativ i partea de comand.
Sistem avansat de produc ie
Robotic industrialInformatic industrial aplicat n:-proiectare;- tehnologii;- simulri;- gestiune;- logistic industrial;- controlul proceselor;- scoaterea din uz a produselor.
Maini automate de producie (programabile):-MUCN;-maini automate programabile;-maini de asamblare automatizate;- maini cu sisteme de control activ
Robotic (industrial):
-roboi industriali;-manipulatoare industriale;- sisteme de transport automatizate
-
Procesul de fabricaie poate fi privit ca locul n care ntr un produs oarecare (semifabricatul) cruia pe parcursul desfurrii diferitelor operaii i se adaug o anumit valoare ce poart denumirea de valoare adugat. Procesele de fabricaie se pot realiza cu un flux continuu de materie prim, iar n acest caz procesul de fabricaie este unul continuu n caz contrar procesul de fabricaie este unul discontinuu sau discret. n cadrul industriei sunt o serie de sectoare n cadrul crora procesele de fabricaie sunt unele continue, dar i sectoare n cadrul crora procesele de fabricaie sunt discontinue (tabelul 1.1).
Tabelul 1.1. Tipuri de procese de producieProces continuu Proces discontinuu
Principalele sectoare analizate - siderurgie- metalurgie- petrochimie- chimie- industria materialelor de construcii
- mecanic- electronic- electrotehnic- alimentar- turntorie- construcii metalice
Principalele operaii automatizate - culegere de informaii- reglare- alimentare cu semifabricate
- opraii de prelucare i control- asamblarea produselor- ambalare
Analizele efectuate au demonstrat faptul c productivitatea maxim i costurile minime se obin n cazul proceselor de producie continue. Creterea productivitii n cazul unor astfel de procese se explic prin posibilitile de aplicare a metodelor de automatizare clasic ntr-un grad mult mai avansat dect n cazul produciei discrete (pe loturi).
La ora actual o mare parte din procesele specifice prelucrrilor mecanice sunt procese discontinui, iar valoarea adugat a piesei n acest caz se obine prin aplicarea unor operaii de urmtorul tip:
- prelucrare, dac procesul se execut pe o main unealt;- control, dac procesul se execut pe o main de control;- deplasare sau poziionare, dac procesul se execut cu un dispozitiv de
transfer sau orientare, manipulare.Valoarea adugat a unei piese se determin n cazul proceselor de
producie complexe ca sum a unor valori adugate elementare specifice fiecrui proces simplu. n cazul prelucrrilor mecanice valoarea adugat a unei piese este determinat de procese de tipul transportului, uzinajului respectiv controlului. Astfel noiunea de proces se poate extinde la noiunea de sistem care se poate descompune n procese elementare (de valoare adugat elementar).
Sistemele avansate de producie se pot descompune n dou pri complementare: una denumit partea operativ i cealalt partea de comand. Partea operativ include (utilajul, instalaia) care acioneaz fizic asupra produsului aflat n fabricaie. Partea de comand este automatul care elaboreaz comenzile destinate mainilor i echipamentelor de vizualizare, n funcie de
-
instruciunile de lucru programate i de la informaiile primate de la maini prin intermediul traductoarelor (figura 1.3.)
Procesele avansate de producie se pot descompune n funcie de activitile de producie desfurate n cadrul acestora n:
- procese de elaborare a produsului ce cuprind operaiile de prelucrare, control i transport. Acest tip de operaii sunt efectuate n cadrul proceselor elementare ale blocului operator al sistemului de fabricae (maini unelte, maini de control, manipulatoare);
- comanda i coordonarea operaiilor ce reprezint o activitate foarte complex ce include activiti de la simpla comand a mainilor pn la progragramarea i gestiunea produciei.
Procesele avansate de producie cu specific mecanic prezint o anumit structur care asigur funcionalitatea acestora (figura 1.4).
Figura 1.4. Structura unui sistem avansat de producie cu specific mecanic
Vizualizare Produs + valoare adugat
Ordine
Informaii
Instruciuni Produs
Alt automat Operator
Figura 1.3. Prile unui sistem avansat de producie (partea de operare i partea de comand)
U.C.
Tran
spor
t
Coor
dona
r e
U.C.
U.C.
U.C.
U.C.
U.C.
U.C.
Prelucrare
Manipularee
Curire
Msurare
Msurare
Manipularee
Manipularee
Partea rmas a ntrprinderii
Automat (partea de comand)
Proces (partea de operare)
-
Din cele prezentate se observ faptul c un sistem avansat de producie este un sistem foarte complex ce include dou sub(sisteme) ntre care exist o coresponden biunvoc.
1.3. Analiza posibilitilor de utilizare a sistemelor avansate de producie
n cadrul marii varieti de mijloace de producie, mainile-unelte ocup o
poziie special, deoarece ele sunt utilizate pentru fabricarea altor mijloace deproducie. n ciuda dimensiunilor sale relativ reduse, industria de maini-uneltejoac un rol strategic n dezvoltarea economic i industrial. Toate rile lumiisunt utilizatoare de maini-unelte. Ca atare utilizarea optim a mainilor-unelteeste important pentru oricine. n plus, natura strategic a industriei de maini unelte rezult din rolul su de furnizor de tehnologii de prelucrare, continuu perfectibile, contribuind astfel la productivitatea industrial.
Recunoaterea importanei strategice a industriei de maini-unelte n rileproductoare din vrful ierarhiei a justificat adesea intervenia guvernamentalsub forma unor politici industriale de sprijinire i/sau de investiii directe.Totui, n unele ri care au intrat n acest domeniu, aceast recunoatere a condus ntotdeauna la adoptarea unor politici favorabile stabile pentru industrie. Succesul acestei industrii depinde de existena mai multor piee prealabile, a minii de lucru calificate, a industriilor de susinere, a unei infrastructuri adecvate i a unei politici industriale corespunztoare.
ara noastr are obligaia s se alinieze i s urmeze programele de dezvoltare a mijloacelor de producie avansate. Sectorul construciilor de mini acoper un domeniu larg de produse de la maini-unelte cu tehnologie simpl pn la echipamente ce ncorporeaz tehnologie avansat, fapt care, avnd n vedere diferitele necesiti i nivele ale structurii industriale, se deschid perspective reale pentru cutarea de soluii corespunztoare diferitelor situaii. Fabricaia de maini-unelte i utilizarea lor n industrie va fi abordat n mod realist i pe baza unor condiii tehnice i economice specifice fiecrei ri. Ca regul general, utilizarea progresiv a tehnologiilor automate va face posibil ca ntreprinderile industriale s ajung la creteri de productivitate i eficien, la o calitate mai bun a produselor, la o varietate mai mare de produse i la o scdere a costurilor.
nainte de intrarea impetuoas n aceast industrie trebuie s se manifestepruden, de preferat printr-o abordare gradat ncepnd cu repararea, ntreinerea i producerea de piese de schimb, apoi continund cu producerea de scule, dispozitive i materiale de asamblare i, n final, la fabricarea ntr-adevr a mainilor-unelte, sprijinit de studii precise i reale de fezabilitate. Elementul cel mai important n acest proces evolutiv este crearea capabilitilor umane i a
-
condiiilor infrastructurale legate de acesta. De aceea, se recomand att la nivel naional, ct i la nivelul ntreprinderii, s se acorde o atenie deosebit elaborrii de programe pentru dezvoltarea resurselor umane i a infrastructurii pentru a asigura succesul acestei industrii.
Se recunoate c industria de maini-unelte este extrem de sensibil la dezvoltarea ciclic i la comer. Circa 50% din mainile-unelte produse n lumesunt comercializate pe piaa mondial. Astfel, politicile comerciale privitoare laimport i export sunt cruciale pentru succesul industriei. n timp ce msurile protecioniste stricte pot stnjeni dezvoltarea tehnologic i compatibilitatea internaional a industriei, o liberalizare prea mare poate conduce la distrugerea unei industrii naionale nscnde. Guvernele rilor n curs de dezvoltare vor recurge la politici care s ncurajeze transferul de tehnologie i s compenseze productorii locali prin alte msuri de sprijinire. rile dezvoltate vor ridica ntre timp restriciile exagerate (excesive) asupra importurilor de maini unelte din rile n curs de dezvoltare. Privind avantajele i dezavantajele importului de maini-unelte vechi, este necesar s se aprecieze echilibrul dintre economia devalut strin i pierderea transferului de tehnologie de vrf. Cerinele locale icondiiile specifice vor fi determinantul principal al acestei politici.
Deoarece industria de maini-unele este foarte sensibil la dezvoltrile tehnologice, adesea ageniile guvernamentale ofer sprijin activitilor de cercetare-dezvoltare avnd ca scop dezvoltarea acestui sector. Astfel se recomand guvernelor rilor n curs de dezvoltare, productoare de maini-unelte, s ia msurile mai sus menionate pentru sprijinirea acestui sector. Organizaii internaionale sau regionale ca UNIDO, vor oferi sprijin oficial n elaborarea direciilor ce pot fi adoptate de ctre rile n curs de dezvoltare, coninnd un pachet de stimulente politice la nivelul macro i sectorial, ce ar finecesare pentru sprijinirea dezvoltrii sectorului de maini-unelte, n special netapele iniiale ale dezvoltrii sale.
Printre stimulentele importante ce pot fi asumate de guverne se afl celereferitoare la politica de achiziii a sectorului public unde se poate acorda o preferin special mainilor-unelte produse pe plan naional. Un alt factor politic cu importan nu numai la nivel naional, dar i la nivel subregional sau regional, se refer la dezvoltarea de standarde sau specificaii care s faciliteze schimbul de componente i echipamente i s ncurajeze comerul. Se recomand ca instituiile naionale i regionale s se ocupe de aceste aspecte i de activitile de cercetare-dezvoltare referitoare la acestea.
Disponibilitatea finanrii comerciale depinde de viabilitatea proiectelor de investiii. Concesionarul dispus s finaneze, depinde, n principal, de politicaguvernamental de ncurajare a nfiinrii sau refacere/modernizare a unitilor de producie, a mijloacelor de producie i a sprijinirii activitilor de cercetare dezvoltare n sector. Astfel de obiective politice nseamn, de obicei, subvenionarea guvernamental prin taxe comerciale impuse prin instituii financiare naionale de dezvoltare. Viabilitatea proiectelor de dezvoltare, care
-
sunt condiii prealabile importante pentru obinerea finanrii comerciale, sunt ele nsele dependente de o serie de factori, din care cei mai importani sunt disponibilitatea pieei, materiile prime i calificarea adecvat la preuri competitive. Implicarea industriailor n primele stadii de pregtire a proiectelorde investiii este extrem de important n realizarea cu succes a acestora.
Referitor la modurile de finanare, concesionarea este unul din mecanismele de finanare netradiionale potrivit pentru finanarea proiectelor de mijloace de producie care a fost doar recent introdus n rile n curs de dezvoltare. Sunt necesare urmtoarele recomandri cu privire la finanare:
rile n curs de dezvoltare s ia msuri legislative i fiscale necesare pentru a introduce mecanisme de finanare netradiionale, n special concesiunea, printre altele, prin crearea de companii de finanare naionale n care sectorul privat va juca un rol major. Astfel de companii de finanare pot fi stabilite prin cooperare internaional, n special firme mixte cu instituii de finanare a dezvoltrii internaionale sau regionale i cu firme specializate.
organizaiile internaionale implicate i vor intensifica activitile de cooperare tehnic prin asistarea rilor n curs de dezvoltare la crearea firmelor de finanare netradiional n scopul facilitrii dezvoltrii industriei mijloacelor de producie.
Datorit costului ridicat al mainilor-unelte cu tehnologie avansat, utilizarea lor la capacitatea maxim constituie o problem crucial n introducerea lor n rile n curs de dezvoltare. Utilizarea corect a mainilor-unelte n general, i cea a mainilor-unelte moderne, n special, este posibil doar dac se respect urmtoarele:
operatorii sistemelor avansate, programatorii de software i reglorii de scule sunt colarizai;
sistemele avansate de producie sunt ntreinute regulat i/sau reparate cnd este necesar de ctre specialitii de ntreinere i reparaii, colarizai n acest sens;
mainile-unelte sunt dotate cu scule, dispozitive i matrie cerute de piesele ce urmeaz s fie prelucrate;
se respecte organizarea muncii i schemele de planificare a produciei.Se recomand promovarea, crearea unor centre/institute de cercetare-
dezvoltare a mainilor-unelte performante n rile n curs de dezvoltare i utilizarea lor adecvat.
Principala consecin a utilizrii sistemelor avansate de producie se refer la impactul asupra nivelului locurilor de munc n industria construciei de maini. Dei introducerea tehnologiilor de prelucrare avansate are un efect de reducere a locurilor de munc la nivelul seciei de producie, ea creeaz noi locuri de munc n alte activiti conexe, n cadrul sau n afara ntreprinderii n care s-a introdus noul echipament. Printr-o administrare corespunztoare a resurselor umane la nivelul ntreprinderii dificultile ce pot aprea la introducerea echipamentului automatizat pot fi n mare parte contrabalansate. La
-
nivelul ramurii, introducerea tehnologiilor de prelucrare avansate n industria constructoare de maini nu are un efect negativ asupra nivelului unei maini, nu are un efect negativ asupra nivelului numrului de locuri de munc n rile industrializate, dar nu are acelai efect n rile n curs de dezvoltare. Din contr lipsa competitivitii datorat productivitii sczute poate conduce la o reducere a numrului locurilor de munc din industria mainilor unelte.
Introducerea tehnologiilor de prelucrare avansate nu au un efect de descalificare la nivelul operatorului. Dimpotriv operatorul va acumula noi cunotine, n special cele legate de echipamentele CNC, prin aceasta crescndnivelul culturii industriale a populaiei.
Industriile de maini-unelte i cele complementare implic procese industriale ce ar putea avea impacturi negative asupra mediului dac nu se iauprecauii adecvate. Administrarea i controlul deeurilor sunt un factor importantn toate industriile constructoare de maini, inclusiv industria de maini-unelte.Totui, creterea constant a preocuprii privind condiiile de mediu n dezvoltarea industrial, se extinde din ce n ce mai mult la industria mijloacelor de producie, care este dirijat din ce n ce mai mult ctre producia de echipament pentru controlul i eliminarea polurii, ca i a reciclrii materialelor i a conservrii energiei.
Grija fa de mediu cere mecanisme economice de reglare, preocupare public i colarizarea, cercetarea i dezvoltarea de tehnologii mai curate i proiecte demonstrative. Pentru rezolvarea problemelor fabricilor poluante n special, va fi necesar finanare att din partea guvernelor ct i cooperarea internaional. n acest context, trebuie avut n vedere conferina asupra dezvoltrii industriale suportat din punct de vedere ecologic (ESLD) organizatde UNIDO la Copenhaga.
Pentru mbuntirea mediului, principiul, cel ce polueaz pltete, esteaplicabil industriei mijloacelor de producie ca i n cazul altor sectoare. Se vordepune eforturi speciale pentru dezvoltarea de noi tehnologii, pentru mbuntirea controlului i supravegherii polurii mediului, incluznd dezvoltarea unui echipament corespunztor acestor scopuri, att n ceea ce privete aplicarea tehnologiei ct i a difuzrii informaiei n ntreprinderi mici sau medii. rile dezvoltate vor transmite know-how referitor la aceste procese rilor n curs de dezvoltare i ntreprinderilor mici i mijlocii pentru achiziionarea i utilizarea echipamentului pentru supravegherea mediului n legtur cu procesele industriale.
1.4. Simboluri utilizate n cadrul sistemelor avansate de producie
Simbol DenumireNC Numerical Control (Comand numeric)CNC Computerized Numerical Control (Comanda numeric cu calculatorul)DNC Direct Numerical Control (Comand numeric direct)
-
MUCN Maini-unelte cu comand numericCO Cerere i ofertJIT Just in Time (La momentul potrivit)AHS Automated Handling System (Sisteme automate de manevrare)ASS Automated Storage System (Sistem automat de depozitare)FEA Finite Element Analysing (Analiza elementelor finite)TQM Total quality Management (Managementul calitii totale)PLC Programabil Logic Controler (Controlul logic al programrii)AGV Utomated Guided Vehicles (Vehicule ghidate automat)MC Machining Centres (centre de uzinare)CAE Computer Aided Engineering (Inginerie asistat de calculator)CAPP Computer Aided Process Planing (Planificarea procesului asistat de calculator)CA Computer Aided Design (Proiectarea asistat de calculator)CAM Computer Aided Manufacturing (Fabricaia asistat de calculator)CIM Computer Integrated Manufacturing (Fabricaie integrat cu calculatorul)Rob RoboiTR Tipuri de transportST Tipuri de stocareINS Subsistem inspeciePV Numrul variantelor (familia de subansamble)NT Numrul total al mainilorSDV Scule, dispozitive, verificatoareSI Sistem informaionalGT Tehnologia de grupCSIT Cercetare tiinific i inginerie tehnologicC Cercetare tiinificDT Dezvoltare tehnologicIPT Introducerea progresului tehnicSFTE Studiu de fundamentare tehnico economicNFTE Norme de funcionare tehnico economicNCP Note de comand a proiectuluiTC Complexitate tehnicECN Echipament de comand numericCSG Geometrie n spaiu constructivIASA International Institutes for APPLIED Systems Analysing (InstitutulInternaional de Analiz Aplicat a Sistemelor)UNIDO United Nations Industry Development Organization (Organizaia deDezvoltare Industrial a Naiunilor Unite).SFP Sistem flexibil de prelucrare
-
1.5. Eficiena utilizrii sistemelor avansate de producie
Problema creterii productivitii muncii nu este numai o problem tehnic ea fiind strns legat de problemele organizatorice i economice ale produciei.
Pentru a se asigura obinerea unei productiviti mrite se impune:- ridicarea nivelului tehnic al produciei;- ridicarea calificrii profesionale a tuturor celor implicai n procesul de
producie;- stimularea cointeresrii materiale i morale.
Msurile care pot duce la creterea productivitii muncii pot fi mprite n trei categorii:- prima categorie cuprinde msuri legate de proiectarea produsului, de alegerea eficient a semifabricatului i a materialelor;- a doua categorie cuprinde msurile cu caracter organizatoric avnd drept scop mai ales eliminarea pierderilor de timp legate de:
- aezarea i fixarea pieselor n dispozitiv sau pe masa mainii de prelucrat;- organizarea locului de munc;- mbuntirea aprovizionrii locului de munc;- ascuirea sculelor;- strngerea i evacuarea achiilor;
- transportul pieselor de la un loc de munc la altul;- a treia categorie cuprinde msuri legate de raionalizarea tehnologiilor de fabricaie.
Msurile din prima categorie au o importan deosebit n creterea productivitii i reducerea costului printr-o proiectare funcional i o proiectare tehnologic a produsului i respectiv a pieselor componente. Proiectarea funcional i tehnologic se poate face ntr-o strns interdependen dac se ine cont de tehnologicitatea construciei.
Tehnologicitatea construciei trebuie analizat lund n considerare urmtoarele elemente:
- posibilitatea realizrii piesei cu un consum minim de materiale, energie i echipament tehnologic;
- standardizarea i unificarea pieselor, subansamblelor, ansamblelor i produselor care s permit:
- tipizarea proceselor tehnologice;- utilizarea sculelor standardizate;- utilizarea dispozitivelor standardizate i reducerea numrului de dispozitive i scule de construcie special;- aplicarea metodelor tehnologice moderne;- utilizarea economic a utilajelor de mare productivitate
-
- alegerea materialelor optime influeneaz pozitiv nu numai costul produsului (piesei) ci conduce i la reducerea considerabil a volumului de prelucrri i implicit la creterea productivitii. Este recomandat ca aceast alegere s se fac folosind metoda de analiz a valorilor optime.
- simplificarea prelucrrilor mecanice poate conduce la creterea productivitii muncii dac se aleg cele mai simple suprafee sau combinaii de suprafee, cele mai simple metode de generare a suprafeelor, evident cu respectarea condiiilor tehnice de generare.
Msurile din a doua categorie au un caracter organizatoric i au drept scop reducerea timpilor auxiliari i de deservire organizatoric i tehnic a locului de munc, timpi cu mare pondere n norma tehnic de timp pe bucat.
Timpul consumat pentru aezarea i fixarea piesei n dispozitiv sau pe masa mainii precum i timpul necesar pentru scoaterea piesei prelucrate influeneaz ntr-o msur foarte mare asupra productivitii, de aceea, inginerul tehnolog trebuie s descompun procesul de aezare i fixare al piesei, precum i procesul de scoatere a piesei prelucrate, n elementele sale componente pentru a se putea face mecanizarea sau automatizarea acestora. De exemplu, aezarea i fixarea manual a piesei n dispozitiv sau pe masa mainii, n afar de faptul c nu se face totdeauna uniform i piesa poate fi deformat i chiar rebutat, consum un timp auxiliar mult mai mare dect atunci cnd acest lucru se face mecanic sau automat (hidraulic, pneumatic sau electromagnetic).
Asupra productivitii influeneaz i timpul consumat cu manevrarea mainii-unelte (pornirea i oprirea, cuplarea i decuplarea avansurilor, readucerea n poziie iniial a sniilor etc.) de aceea aplicarea i extinderea controlului activ al dimensiunilor este o surs important de reducere a acestor timpi i implicit de cretere a productivitii.
Timpul de deservire tehnic a locului de munc influeneaz ntr-o anumit msur, destul de mare, productivitatea prin elementele sale componente:
- timpul consumat cu schimbarea sculei uzate, care se poate reduce mult dac maina este prevzut cu dispozitive speciale care s permit scoaterea i fixarea rapid a sculei (cum este de exemplu mandrina utilizat la mainiile de gurit). Fixarea rapid la cot a sculelor reascuite se poate face prin utilizarea unor dispozitive adaptabile uor pe mainile respective. De exemplu, pentru o fixare rapid la cot a cuitului reascuit, fr a mai fi nevoie de luare de achii de prob pentru reglarea la cot se poate folosi un dispozitiv simplu fixat pe suportul port-cuit al strungului (figura 1.5). Cuitul 1, se fixeaz n suportul port-cuit 2 aa fel nct vrful lui s ating pastila 3 a braului 4, ce se rotete cu 180 dup ce cuitul s-a fixat la cot. Se mai pot folosi diverse alte construcii simple (abloane, etaloane etc.) cu ajutorul crora s se reduc la minimum timpul consumat cu reglarea la cot a sculelor reascuite;
-
42
1
3
Figura 1.5 Dispozitiv pentru reglarea rapid la cot a cuitului rescuit:1 cuit; 2 suport port-cuit; 3 pastil; 4 bra; 5 ax de rotaie.
- timpul consumat cu efectuarea reglrilor periodice la dimensiune a sculelor datorit uzurii lor pe faa de aezare se poate reduce complet dac se adapteaz la maina respectiv un sistem de control activ i de autoreglare la dimensiune a sculei;
- timpul consumat cu ascuirea sculelor uzate se poate reduce complet dac ntreprinderea respectiv are ascuitorie central (cazul produciei de unicate sau serie mic);
- timpul consumat cu schimbarea succesiv a sculelor n ordinea succesiunii fazelor unei operaii se poate reduce dac se utilizeaz la lucrul pe maini-unelte universale supori port-scule de tipul capului revolver. Mainile-unelte moderne sunt prevzute n acest scop cu sisteme de schimbare automat a sculelor, cu mini mecanice, care nlocuiesec sculele dintr-o magazie de scule pe baz de program (aceste tipuri de maini-unelte sunt denumite centre de prelucrare). O alt posibilitate, care st la ndemna inginerului tehnolog, de a reduce timpul cu schimbarea sculei este aceea a reducerii numrului de scule, lucru uor realizabil folosind scule combinate (cu ajutorul unei scule combinate se pot prelucra 2p suprafee ale piesei, la o singur fixare a sculei);
- timpul consumat cu strngerea i evacuarea achiilor se poate reduce folosind diferite soluii constructive ale sculelor (sfrmtor de achii, canal pe faa de degajare etc.) sau ale mainilor-unelte, dar nu se poate reduce complet avnd influen negativ asupra productivitii muncii.Msurile din a treia categorie pot fi uor depistate dac se face o analiz profund a timpului de baz de main i a timpului de pregtire-ncheiere. Importana reducerii timpului de baz de main este att de vdit nct foarte des productivitatea ntregului proces tehnologic se identific cu productivitatea procesului de achiere.
Pentru gsirea cilor care conduc la reducerea timpului de baz de main bm se face analiza relaiei analitice a acestuia:
favAdL
aA
fnL
fniL
fnlll
pc
pc
p
p
a
c
a
c
a
eisbm
=
=
=
++=
1000pi
(1.1)
5
-
n care: ls este lungimea suprafeei care se prelucreaz; li,le lungimea parcurs de scul cu avans de lucru nainte de intrarea n achie, respectiv cea de la ieirea din achie; Lc lungimea cursei saniei cu scule cu avans de lucru; i numrul de treceri (i = Ap / ap); Ap - adaosul de prelucrare; ap adncimea de achiere la o trecere; d diametrul suprafeei care se prelucreaz; na numrul de rotaii sau de curse duble ale sculei; vc viteza de achiere; f avansul de achiere pe o rotaie sau pe o curs dubl.
Lungimea Lc a unei snii poate fi redus dac prelucrarea suprafeei respective se face cu mai multe scule simultan fixate pe aceeai sanie sau micornd lungimea li.
flli
nasdf
D f
fl
B
B
I I I
e
li
li
nas
Figura 1.6. Schem de reglaj cu valori diferite pentru li:I cazul cnd axa de simetrie a piesei este n acelai plan cu axa de rotaie a sculei; II cazul
cnd cele dou axe sunt dezaxate cu excentricitatea e.
Lungimile li i le pot fi reduse printr-o reglare corespunztoare a opritoarelor (la strunjire, gurire, rabotare, mortezare) sau folosind scule cu diametrul ct mai mare (la frezare sau rectificare) fixate cu axa de rotaie chiar pe axa de simetrie a suprafeei care se prelucreaz. De exemplu, atunci cnd diametrul frezei df este mult mai mare dect limea suprafeei de prelucrat B (figura 1.6), lungimea li pe care o parcurge masa cu piesa pn la intrarea complet n achie este mai mic dect atunci cnd diametrul frezei df este aproape egal cu B cnd trebuie parcurs lungimea li. De asemenea, cnd freza nu are axa de rotaie coaxial cu cea de simetrie a piesei (cazul II), lungimea '''ileste mult mai mare dect 'il , cnd cele dou axe sunt coaxiale (cazul I).
Lungimea cursei de lucru a sculei pentru ndeprtarea adaosului de prelucrare prin strunjire de exemplu, poate fi mult redus dac se face prelucrarea cu avans transversal cu un cuit cu lungimea muchiei achietoare lma puin mai mare dect lungimea suprafeei care se prelucreaz (figura 1.7).
-
ls
lilm a
nas
ft
Figura 1.7. Strunjirea cu un cuit cu lungimea muchiei achietoare mai mare dect lungimea suprafeei de prelucrat.
Reducerea numrului de treceri se poate face n primul rnd prin micorarea adaosului de prelucrare lsat pe piesa-semifabricat sau mrind adncimea de achiere. Timpul de baz de main poate fi redus dac prelucrarea se face cu mrirea avansului de achiere i/sau mrirea vitezei de achiere, dar aceste mriri nu pot fi fcute dect n urma unei analize de optimizare a regimului de achiere.
Figura 1.8. Strunjirea simultan a dou roi baladoare pe un strung multicuit:1; 2 piesele de prelucrat; 3 sanie transversal; 4 sanie longitudinal; 5 inel distanier; 6 dispozitiv de aezare-fixare
Creterea productivitii muncii este substanial atunci cnd se poate face prelucrarea simultan a mai
multor piese pe aceeai main-unealt, la o singur deplasare a sculei sau a saniei pe care sunt fixate sculele necesare. Un exemplu poate fi prelucarea prin strunjire pe strunguri multicuite (figura 1.8) a dou roi dinate baladoare sau prelucarea prin frezare sau rectificare a unor suprafee plane (figura 1.9). n ultimul caz, prelucarea se poate face n serie (figura 1.9, a) sau n serie-paralel (figura 1.9, b).
15264
3
ft
l
na
-
21
3
21
3a bfl
nas (vc) na (vc)
fl
Figura 1.9. Frezarea sau rectificarea simultan a pieselor fixate pe masa mainii:a n paralel; b n serie-paralel: 1 piesele de prelucrat; 2 masa mainii; 3 scula de
achiere.O productivitate mai ridicat dect n cazurile precedente se poate realiza
dac timpul auxiliar se suprapune complet peste timpul de baz de main. n acest caz maina pe care se face prelucrarea trebuie prevzut cu un post de ncrcare-descrcare, iar masa s aib o micare de rotaie continu cu o vitez egal cu viteza de avans (figura 1.10). Una din cile care asigur creterea productivitii n msura cea mai mare este prelucrarea pe linii tehnologice automate.
nm=fc
3
412
Figura 1.10. Schema de prelucrare pe maini cu post de ncrcare-descrcare: 1 post de ncrcare-descrcare; 2 post de degroare; 3 post de semifinisare; 4 post de finisare.
O productivitate mai ridicat dect n cazurile precedente se poate realiza dac n norma tehnic de timp pe bucat se nclude i o cot parte din timpul de pregtire-ncheiere. Reducerea timpului de pregtire-ncheiere constituie o surs bogat de mrire a productivitii i reducerea n acelai timp a costului prelucrrii. Timpul de pregtire-ncheiere p este format din:
rdpspdsdpi +++= (1.2)n care: sd este timpul pentru studierea desenului sau a piesei ce urmeaz a fi prelucrat; pd timpul pentru primirea dispozitivelor necesare; ps- timpul pentru primirea sculelor necesare; rd timpul pentru reglarea la dimensiune a mainii.
Timpul pentru studierea desenului sau a piesei pentru prelucrarea la o operaie este cu att mai mic cu ct desenul piesei este mai clar i cu ct procesul tehnologic de prelucrare este mai raional proiectat.
Timpul pentru primirea sculelor i dispozitivelor necesare se reduce printr-o mai bun organizare a locului de munc.
-
Timpul pentru reglarea mainii la dimensiune cuprinde timpul pentru fixarea dispozitivelor, fixarea sculelor i timpul de reglare a lanului cinematic. Acest timp este cu att mai mare cu ct schema cinematic a mainii este mai complex, cu ct numrul de scule este mai mare i cu ct operaia este mai concentrat.
Prin urmare, ponderea timpului de pregtire-ncheiere asupra normei tehnice de timp pe bucat este cu att mai mare cu ct numrul de piese care se prelucreaz pe maina respectiv sau pe linia tehnologic este mai mic.
Ca o concluzie general, rezultat din cele prezentate mai sus, reiese foarte pregnant n eviden calea actual de mrire a productivitii valabil la toate tipurile de producie i anume automatizarea. n afar de factorii enumerai mai sus, productivitatea prelucrrii prin achiere pe maini-unelte este influenat n mare msur de rigiditatea sistemului tehnologic main-unealt-pies-dispozitiv-scul, care are influen direct asupra timpului de baz de main. Pentru a pune n eviden acest lucru se pleac de la timpul de baz de main bm dat de relaia:
fnL
abm
= (1.3)
sau nlocuind valoarea lui na, funcie de viteza de achiere vc
dvn ca
=
pi
1000 (1.4)
se obine pentru bm, expresia:
fvLd
cbm
=
1000pi
(1.5)
n care: L este lungimea suprafeei prelucrate, n mm; d diametrul piesei prelucrate, n mm; vc viteza principal de achiere, n m/min; f avansul de achiere, n mm/rot
Deoarece viteza de achiere este funcie de natura materialului de prelucrat, natura materialului sculei, geometria sculei, precum i de condiiile de achiere (toate acestea exprimate prin coeficientul Cv), funcie de adncimea de achiere ap i avansul de achiere f:
vv yxp
vc fa
Cv
= (1.6)
se obine pentru timpul de baz de main, relaia:
v
vvv
yv
xp
v
yxp
bm fC
aLdfCfaLd
=
=110001000
pipi (1.7)
nlocuind valoarea avansului de achiere f, n funcie de rigiditatea j dat de relaia:
1
34
34 5,2 k
Cjf
p
= (1.8)
n relaia (1.7) se obine pentru timpul de baz de main relaia:
-
vv
y
pv
xp
bm
kC
jC
aLd
=1
1
34
34 5,21000
pi
(1.9)
Deoarece xv; yv; Cv; Cp; k1 sunt coeficieni de corecie determinai experimental se poate face notaia:
( )v
v
v
y
y
pv
xp
kC
C
aLdk
=
11
134
5,21000
pi
(1.10)
i rezult pentru timpul de baz de main relaia:
jk
jk
bm = 53,0 (1.11)
Din analiza relaiei (1.11) se vede c timpul de baz de main sau productivitatea prelucrrii pe maina respectiv este invers proporional cu rdcina ptrat a rigiditii (deci, dac rigiditatea crete de patru ori, timpul de baz de main scade de dou ori i productivitatea crete de dou ori).
Pentru a demonstra creterea productivitii muncii prin reducerea timpului de baz de main se va analiza prelucrarea pe maini-unelte agregat i pe liniile tehnologice automate folosind concentrarea operaiilor. Dac procesul tehnologic de prelucrare a unei piese este difereniat n k operaii elementare i dac timpul de lucru pentru fiecare oparaie elementar executat cu cte o scul la cte o main este 1, 2, k, atunci volumul total de lucru al piesei tot d va fi:
med
k
iitotd k ==
=1 (1.12)
n care: med este timpul mediu de lucru pentru o operaie elementar.n cazul concentrrii operaiilor, operaiile elemnentare pot fi executate
simultan cu cteva scule simple, cu una combinat sau cu cteva blocuri de scule (cuite, freze, burghie etc.) sau cu unul sau mai multe capete multiax la maina agregat sau la o main de gurit. Cu fiecare bloc sau complet de scule se pot executa simultan m operaii elementare, formnd astfel o operaie complex sau concentrat. Dac numrul de operaii elementare este k, atunci numrul de operaii complexe sau concentrate l va fi:
mkl = (1.13)
iar volumul total de lucru tot c va fi:
medmed
l
iitotc m
kl === =1
' (1.14)
n care: '1 ; '2 'l sunt timpii de lucru pentru operaiile complexe de gradul nti (operaii concentrate de gradul nti).
Eficacitatea concentrrii operaiilor elementare n operaii complexe de gradul nti rezult din compararea relaiilor (1.12) i (1.13) care exprim
-
volumul total de lucru necesar pentru executarea piesei ( tot d se refer la lucrul dup principiul divizrii operaiilor; tot c se refer la lucrul dup principiul concentrrii operaiilor), adic:
m
mkk
med
med
totc
totd=
=
(1.15)
de unde rezult:
mtotd
totc
= (1.16)
Deci volumul de lucru n cazul concentrrii de gradul nti al operaiilor este de m ori mai mic dect volumul de lucru n cazul divizrii operaiilor.
La aceleai concluzii se ajunge i dac se face o concentrare de gradul doi a operaiilor elementare (o concentrare de gradul doi se obine prin unirea mai multor operaii elementare concentrate de gradul nti.)
CAPITOLUL 2
-
CARACTERISTICILE MAINILOR-UNELTE UTILIZATE N CADRUL SISTEMELOR AVANSATE DE PRODUCIE
2.1. Generalitin conceptul actual, maina-unealt automat are n plus fa de cea
convenional alimentarea automat, automatizarea controlului i programarea automat a ordinei de prelucrare.
Alimentarea const n urmtoarele aspecte:- alimentarea automat cu piese (semifabricate) i dispozitive port-pies;- schimbarea automat a sculelor;- curirea automat a pieselor i suprafeelor funcionale;- evacuarea automat a piselor prelucrate.Mainile unelte folosite n cadrul sistemelor avansate de producie trebuie
s fie caracterizate printr-o flexibilitate ridicat pentru a putea fi atinse urmtoarele obiective:
- posibilitatea instalrii de piese diferite;- posibilitatea schimbrii automate a sculelor din magazinul de scule propriu al mainii;- stocarea mai multor programe de prelucrare n memoria prii de comand.n ultimul timp se urmrete o cretere continu a flexibilitii mainilor
unelte, iar pentru aceasta mainile unelte trebuie s fie echipate cu sisteme specifice, care au ca scop:
- supravegherea automat a sculelor i a regimului de achiere;- controlul integrat al pieselor naintea prelucrrii;- stabilitatea termic ( echiparea cu sisteme de compensare a deformaiilor termice a principalelor organe ale mainii: arbore principal, urub cu bile etc.);- defectarea foarte rar i detectarea (eventual sesizarea vizual, sonor, oprire etc.) imediat a maini defecte.n categoria mainilor unelte care ndeplinesc aceste condiii intr
mainile unelte cu comand program. Prin folosirea unor astfel de maini unelte se obine o cretere a productivitii proceselor de prelucrare prin achiere, iar acest lucru se poate realiza n principal prin reducerea substanial a timpului auxiliar care, n cazul prelucrrii unor piese complicate ajunge pn la 80% din timpul total de prelucrare. Efectund automat i rapid toate componentele timpului auxiliar (prinderea-desprinderea piesei i sculei, oprirea-pornirea mainii-unelte, msurri de cote, comenzi de deplasare, comenzi de deplasare i poziionare, curirea de achii etc.) productivitatea poate crete de 3...6 ori.
n general, comenzile necesare pentru executarea unei operaii de prelucrare se refer la cinematica procesului de prelucrare i se mpart n trei grupe :
-
- comenzi de selectare a fazelor operaiei, prin care se selecteaz organele mainii ce efectueaz micarea , direcia micrii i sensul acesteia;- comenzi de selectare a regimului de lucru, prin care se stabilesc parametrii regimului de prelucrare;- comenzi dimensionale, prin care se stabilesc cursele de lucru (amplitudinile micrilor de prelucrare).
Elaborarea tehnologiilor de prelucrare a pieselor pe maini-unelte cu comand numeric (MUCN) comport o serie de particulariti legate n primul rnd de modul de transmitere a informaiilor cu privire la generarea suprafeelor de ctre maina-unealt comandat numeric. Pentru ca informaiile s fie recepionate i nelese de echipamentul de comand numeric (ECN ), acestea sunt supuse unui proces complex de prelucrare pentru a putea fi aduse ntr-o form codificat adecvat. Principalele compartimente i informaii necesare desfurrii procesului tehnologic de prelucrare sunt prezentate n figura 2.1. Toate informaiile primite de ECN prin suportul program de la maina-unealt i de la operatorul uman sunt prelucrate i transmise sub form de comenzi organelor de execuie ale mainii-unelte.
Desenul piesei
Compartimentulproiectare- tehnologic
Analiza desenului pieseiStabilirea tehnologiei de prelucrareStabilirea mainii- unelteStabilirea sculelor necesareStabilirea succesiuniifazelor de prelucrareStabilirea regimurilor de achiere
CompartimentulProgramare
Elaborarea n form codificat a programului de prelucrareal pieseiTranspunerea n limbaj formal
Programul de prelucrare alSuportul program prelucrarepiesei
(purttorul de program)
Operatorul uman Coreciile
Echipamentul de comand numeric
Informaiile dedeplasare
Informaiile de comutare
Informaiile asuprapoziiei sculei
Starea mainii n funcionare Maina - unealt
Execuia piesei
Piesa prelucrat
Figura 2.1. Compartimentele i informaiile necesare proiectrii unui proces tehnologic de prelucrare pe MUCN.
Pentru a putea programa diferite deplasri ale organelor de execuie ale mainii-unelte este necesar ca aceste deplasri s fie raportate la un sistem de
-
coordonate. Conform STAS 8902 -1981 se adopt un sistem triortogonal de sens direct, n care axele de coordonate au o dubl semnificaie (geometric i fizic) i respect urmtoarele reguli principale:
- axa Z este identic sau paralel cu axa arborelui principal, avnd sensul pozitiv spre creterea distanei dintre scul i pies. Pentru mainile fr ax principal (maini de rabotat) axa Z se consider perpendicular pe suprafaa de aezare a piesei;
- axele X i Y determin un plan normal pe axa Z, avnd ca purttori fizici de deplasare, ghidajele rectilinii ale meselor i sniilor (cu diferite precizri n funcie de tipul mainii-unelte);
- axele X, Y, Z, sunt atribuite mainii-unelte i fa de ele se precizeaz deplasrile sculei. Pentru a preciza deplasrile piesei se consider un sistem de coordonate ale acesteia notate X, Y, Z care au sensul pozitiv opus celor ale mainii-unelte;
- micrile de rotaie n jurul axelor menionate se noteaz cu A, B, C i respectiv cu A, B, C ( de exemplu , n cazul strungului exist o singur micare de rotaie, executat de pies, notat C, celelalte micri fiind executate de scul pe cele dou direcii perpendiculare Z i X );
- originea sistemului de referin al MUCN se numete originea mainii, punct de referin sau punct de nul. Punctul de referin poate fi fix sau deplasabil.
Mainile-unelte dotate cu ECN au la baz aceleai procedee de prelucrare ca i cele clasice (strunjire, burghiere, frezare etc.), dar modul de desfurare a procesului de prelucrare prezint cteva particulariti care influneaz modul de proiectare a tehnologiei de prelucrare, construcia echipamentului tehnologic i calculul parametrilor procesului tehnologic.
2.2. Centre de prelucrare
Centrele de prelucrare sunt maini-unelte ce deriv din: maini de alezat i frezat, maini de frezat, strunguri i maini de gurit, comandate numeric, crora li se adaug magazinul de scule i mecanismele necesare schimbrii i transferului sculei.
Prelucrarea pieselor pe centrele de prelucrare se realizeaz fr desprinderea pieselor de pe masa mainii prin utilizarea mai multor scule de dimensiuni i tipuri diferite, dispuse n magazin, n acest fel mrindu-se foarte mult timpul efectiv de achiere (ajunge pn la 75% din timpul total fa de maximum 45% la mainile-unelte convenionale).
Centrele de prelucrare permit creterea productivitii la prelucrarea pieselor complicate n serie mic sau unicate.Clasificarea centrelor de prelucrare se face dup mai multe criterii :
- dup tipul mainii - unelte din care provin (centre de prelucrare prin strunjire, gurire, alezare i rectificare, combinate etc.);
-
- dup poziia arborelui principal (orizontal sau vertical);- dup forma i tipul magazinului de scule (magazin disc, cu lan etc.);- dup tipul unitii de transfer a sculei (cu mn mecanic simpl sau
dubl, cu mini mecanice i mecanisme de transfer etc.).Schema de principiu a unui centru de prelucrare cu magazin de scule tip
lan se prezint n figura 2.2. Lanul L al magazinului de scule execut micarea I, pentru aducerea sculei programate n poziia corespunztoare transferului ei n arborele principal AP. Pentru aducerea sculei S din magazin n AP se utilizeaz dou mini mecanice M1 i M2 i manipulatorul MA. Cnd scula selectat S ajunge n poziia de pe desen, mna mecanic execut micrile II i III, o extrage din locaul su i o transport n manipulatorul MA, care se rotete cu 90o n direcia IV, aducnd axa sculei paralel cu cea a AP. Sania portmanipulator PM se deplaseaz pe vertical (V) i aduce mna mecanic dubl M2 n poziia corespunztoare sculei din MA. Mna M2 execut micrile VI i VII , scoate scula i o introduce n AP, iar pe cea din AP o aduce n manipulator i prin M1 din nou n magazinul de scule. Sania PM se deplaseaz n poziia de lucru i prelucreaz piesa P ce se gsete fixat pe masa MR , care are micrile VIII, IX i X. Mrirea productivitii prelucrrii pe mainile-unelte se poate realiza prin suprapunerea operaiilor procesului tehnologic, adic realizarea lor simultan. Maina-unealt agregat reprezint un sistem de maini montate pe acelai batiu i care servete la executarea unui proces tehnologic de prelucrare prin achiere, ce cuprinde operaii de strunjire, gurire, adncire, alezare, lamare, filetare, strunjire etc.
S
L
MAII
III
PM
VIII
XMR
P
XI
VII
VI
M M
IX
12
V
IV I
APS
Figura 2.2. Schema de principiu a unui centru de prelucrare cu magazin de scule cu lan: S - scul; L - lan; MA - manipulator; M1, M2 - mini mecanice; PM - sanie portmanipulator;
MR - masa centrului de prelucrare; AP - ax principal; P - piesa de prelucrat; I, II, ,XI - micrile necesare prelucrrii.
n timpul prelucrrii, piesa poate rmne ntr-o singur poziie, maina avnd un singur post de lucru (monopoziional) sau i poate schimba succesiv
-
poziia, maina avnd mai multe posturi de lucru (multipoziionale). Prelucrarea se poate efectua dup o direcie de prelucrare sau dup mai multe direcii de prelucrare, mainile - unelte agregat putnd fi cu transfer circular sau cu transfer liniar. Cteva tipuri caracteristice de maini-unelte agregat se prezint n figura 2.3.
MonopoziionalCu o direcie de prelucrare
PiesaMasa mainii
Alimentare
Evacuare
Cu mai multe direciide prelucrare
Masa
Piesa
a b
Multipoziional cu transfer circular
Cu mas indexat
Masa
cFigura 2.3. Tipuri caracteristice de maini-unelte agregat:
a - cu o direcie de prelucrare; b - cu mai multe direcii de prelucrare; c - multipoziional cu transfer circular.
Caracteristica fundamental a unei maini-unelte agregat este aceea c n compunerea ei intr elemente normalizate, tipizate, n construcie modular, structura ei fiind determinat de criteriile: forma, dimensiunile i precizia de prelucrare a pieselor, productivitate, criteriul tehnologic i criteriul cinematic.Linia automat de maini - unelte reprezint un sistem de maini, dispuse ntr-o succesiune tehnologic, ce nglobeaz i mijloacele de transfer, de nmagazinare, de comand etc. Posturile de lucru din componena liniei, asigur micrile de lucru necesare ndeplinirii unui proces tehnologic de prelucrare, control, montaj etc. Funcionarea ritmic a unei linii automate se caracterizeaz prin tactul sau ritmul al liniei, care reprezint perioada ciclului ei de lucru (timpul de lucru scurs ntre ieirile de pe linie a dou piese succesive). Cele mai rspndite sunt liniile automate realizate din maini-unelte agregat plasate n flux direct, cu legtur rigid ntre posturile de lucru sau n flux cu legtur elastic ntre posturile de lucru.
2.2.1. Centre de prelucrare prin strunjire
Centrele de prelucrare prin strunjire utilizeaz trei tipuri de subansamble pentru stocarea sculelor:
- magazinul tambur, unde sculele sunt depozitate pe un platou circular, cu o capacitate de 40-60 de scule;
- magazinele cu lan, unde sculele sunt stocate mpreun cu port-sculele, iar n acest caz capacitile de stocare sunt destul de mari (peste 60 de scule), dar timpul necesar schimbrii unei scule este relativ mare, de ordinul 10-15 secunde;
-
- capul revolver, ce poate avea 6-12 posturi. Numrul de posturi este limitat, dar timpul necesar schimbrii sculelor este foarte scurt, de ordinul 3-5 secunde.
Firma Krupp Widia a dezvoltat mai multe forme de depozitare a sculelor, ntr-un magazin central, numit WIDAFLEX. Din aceste magazine centrale, sculele sunt tranferate n magazine specifice diferitelor centre de prelucrare (cu lan, tambur, platou).
Pentru a putea cunoate n permanen starea sculelor centrele de strunjire au echipamente de supraveghere a degradrii accidentale i uzurii normale a muchiei achietoare. Detectarea spargerii plcuei achietoare (metalo-ceramice sau mineralo-ceramice) sau a ruperii sculei este, n general, realizat prin trei metode:
- detectarea zgomotului provocat de spargere;- sesizarea unui vrf de putere absorbit de motorul arborelui principal
i/sau a motoarelor de avans (este soluia frecvent folosit de ctre constructorii de maini unelte ce folosesc monitorizarea i vizualizarea consumului de putere, Sandvik-Coromant)
- detectarea vibraiilor.Procedeele folosite pentru controlul uzurii sculelor se pot mprii
deasemenea n:- procedee directe cnd msurarea uzurii se face pe scula propriu-zis;- procedee indirecte cnd se deduce uzura sculei prin msurarea altor
mrimi fizice.Principalele procedee directe folosite pentru msurarea uzurii sculei sunt:- msurarea distanei scul pies ce se realizeaz cu ajutorul
comparatorului pneumatic integrat n corpul sculei (figura 2.4). plcu
jet intrare aer
Figura 2.4. Msurarea uzurii sculei cu ajutorul comparatorului pneumatic
- msurarea suprafeei de uzur pe faa de aezare a sculei:- se folosete cantitatea de lumin reflectat, iar sursa poate fi o raz laser, citirea realizndu-se cu ajutorul celulelor fotoelectrice cu camer video (metod iniiat de cercettorii de la Universitatea din Tokyo) (figura 2.5.)
laser plcu
-
Camer de luat vederi Suprafa uzat
Figura 2.5. Msurarea uzurii sculei cu ajutorul cantitii de lumin reflectat
- diminuarea progresiv a rezistenei lipit n prealabil pe suprafaa de aezare a pastilei (Universitatea din Tokyo);- msurarea rezistenei de contact ntre pies i scul (firma John Deere)
- citirea formei uzurii pe faa de aezare ( cel mai des se folosete o surs laser): vizualizare cu ajutorul camerei video (Compania General Electric); analiz prin deplasarea unei fibre optice ( Universitatea din Pisa).
Procedeele directe cele mai folosite sunt cele care folosesc palparea muchiei tietoare, msurarea cantitii de lumin reflectat pe suprafaa uzat i strlucitoare i vizualizarea formei suprafeei uzate.
Cele mai folosite procedeele indirecte de msurare a uzurii sculei sunt:- evoluia dimensiunilor piesei variaiile dimensionale determinate de
instabilitatea termic sunt mai greu controlabile, atunci cellate variaii dimensionale corespund uzurii piesei;
- msurarea efortului de achiere sau direcia sa (portscul dinamometric, msurarea intensitii la motoare). Procedeul este dificil de aplicat pentru eforturi mici de achiere (unghiuri mici, adncimi mici). Principiul este aplicat de firmele Sandvik-Coromant, Valerite-Modco, Werner etc.);
- msurarea uzurii pe faa de aezare prin analiza vibraiilor de pe port-scul (Universitatea din Florena);
- msurarea emisiilor acustice la achiere (figura 2.6.) impulsuri datorate eliberrii succesive de energie de coeziune intern a materialului (Universitatea din Kobe);
- determinarea volumului de material ndeprtat de pe scul prin msurarea piederii de radioactivitate (n prealabil implantat omogen n pastila achietoare a sculei Universitatea din Birmingham)
-
Figura 2.6. Instalaie de supraveghere a uzurii sculei achietoare prin emisie acustic
Unda de emisie acustic este generat ca rezultat al frecrii de pe faa de degajare a sculei i eliberrii rapide a energiei din interiorul materialului prelucrat, n asociere cu deformarea i fisurarea materialului achiei. n momentul deteriorrii tiului sculei, semnalul de emisie acustic are o variaie important, relativ uor de detectat. n figura 2.4. este prezentat schema unei instalaii de supraveghere a strii sculei, bazat pe modificarea mrimii forei de achiere i emiterea de vibraii acustice (EA), iar rezultatele sunt procesate cu ajutorul calculatorului.
Metodele indirecte cele mai folosite sunt cele care folosesc msurarea efortului la achiere i evoluia dimensiunilor piesei prelucrate. Cu ajutorul acesteia din urm se obine de fapt nu numai evoluia uzurii, dar i controlul imediat al dimensiunilor suprafeelor prelucrate. Este cunoscut faptul c dinamica forelor de achiere determin apariia vibraiilor n structura mainii unelte i n aceste condiii s-a demonstrat faptul c aceste vibraii se modific n funcie de uzura sculei, iar deteriorarea tiului sculei determin apariia unui vrf de amplitudine ntr-o anumit plaj de frecven a valorii medii medii ptratice a semnalului de vibraii.
2.2.2. Centre de prelucrare prin frezare i gurire
Sistemul de fixare al sculei se bazeaz n majoritatea cazurilor, pe suprafaa conic a suportului, fapt ce determin ca modurile de sticare a sculelor s difere puin de cele folosite la centrele de strunjire. n cazul acestor centre de prelucrare se urmtoarele moduri de stocare a sculelor:
- magazine cu platou, de capacitate relativ limitat (de ordinul a 60 de scule), uneori interschimbabile;
Traductor de for
Preamplificator
Amplificator
Filtru trece banda
Discriminator
Calculator
Traductor
-
- magazine cu lan, care au capaciti mai mari de stocare (>150 de scule), schimbarea se face scul cu scul, iar magazinele sunt solidare cu maina.
Alegere centrului de prelucrare pentru un anumit proces tehnologic se face avnd n vedere urmtoarele criterii determinante:
- rapiditatea schimbrii sculei, incluznd timpul de deplasare a broei pentru a ajunge la punctul de ntlnire cu mna mecanic ce schimb scula (de ordinul a 4 secunde);
- accesibilitatea magazinului de scule, care implic modalitatea de a ajunge la scule i de a le nlocui, adic uurina schimbrii automate a sculei;
- traiectoria i geometria schimbtorului de scule (frecvent o mn mecanic) care nu trebuie s amenine securitatea procesului de deservire.
Ca i n cazul centrelor de strunjire, controlul strii sculelor presupune cunoaterea uzurii normale a muchiei achietoare sau a distrugerii accidentale. n acest caz sculele fiind rotative i cu mai muli dini achietori, procedeele de urmrire a uzurii sunt diferite. Astfel procedeele de urmrire a uzurii sculelor ce echipeaz centrele de prelucrare prin frezare i gurire se grupeaz n procede directe i procedee indirecte.
Principalele procedee directe folosite la determinarea uzurii sculelor sunt:- msurarea uzurii pe faa de aezare - prin reflectarea unui fascicul laser
sincroniznd procesul de citire cu rotaia sculei, folosind principiul stroboscopic;- msurarea reculului tiurilor achietoare - cu jutorul unui traductor
capacitiv se msoar amplitudinea tensiunii alternative ntre vrful unui palpator i suprafaa uzat, se calculeaz distana i se deduce uzura sculei (figura 2.7)
d
Figura 2.7. Msurarea reculului tiurilor achietoare
Procedeele indirecte folosite pentru determinarea uzurii sculelor achietoare au n vedere urmtoarele elemente:
- evoluia dimensiunilor pieselor prelucrate (ca la strunjire);- msurarea eforturilor de achiere ( ca la strunjire), procedeu utilizat de
Graffenstaden, Fritz Werner;- msurarea emisiilor acustice (ca la strunjire);
-
- determinarea volumului de material ndeprtat de pe scul (ca la strunjire).
2.3. Maini-unelte cu comand adaptiv
n cazul prelucrrii pe mainile-unelte clasice i pe MUCN, parametrii ce definesc intensitatea proceselor de prelucrare sunt de natur cinematic (avansul, viteza de achiere, adncimea de achiere etc.), iar procesul de achiere este nsoit de fenomene statice, dinamice, termice, chimice, complexe. Aceste fenomene influeneaz hotrtor indicatorii tehnico - economici, deoarece apar o serie de neajunsuri ca :- regimul de lucru stabilit nu asigur ncrcarea uniform i la ntreaga capacitate a sistemului tehnologic pe tot parcursul timpului de baz;- pentru atingerea unui anumit grad de precizie al prelucrrii, se prevede efectuarea unui numr mai mare de treceri, deoarece nu se cunoate exact comportarea sistemulu tehnologic.
Aceste dezavantaje sunt nlturate prin introducerea comenzii adaptive. Caracteristic acestui sistem de comand este faptul c, n cursul desfurrii procesului de achiere, nu se menin constani parametrii convenionali ai regimului de achiere ci dimpotriv, acetia variaz, astfel nct ntre ei s se pstreze anumite relaii. Reglarea regimului de lucru const deci n stabilirea setului de relaii care asigur ca procesul de prelucrare s se realizeze la indici tehnico - economici optimizai.Comanda adaptiv (AC) este implementat frecvent la MUCN, deoarece acestea au multiple posibiliti de control. Mainile dotate cu AC (figura 2.8) dispun de un circuit de reacie suplimentar, care, culegnd valorile parametrilor procesului indicate de un sistem de senzori, le prelucreaz i elaboreaz decizii n legtur cu strategia de optimizare adaptiv.
Calculator Unitate de comand numericComenzigeometrice
Comenzi tehnologiceServomotoareMainunealt
Reacie de poziiea
Reacie de poziie
tehnologiceComenzi geometriceComenzi
numericcomand
Unitate de Calculator Mainunealt Senzori
b
Corecii de avansuri i turaii
Unitate de comand adaptiv
Semnale deieire
Figura 2.8. Schemele de principiu ale mainilor-unelte: a - cu comand numeric; b - cu comand adaptiv.
-
Prin intermediul senzorilor se msoar ali parametrii dect cei convenionali cum ar fi: componentele forei de achiere, puterea absorbit, uzura sculei, dimensiunile suprafeei prelucrate, amplitudinea vibraiilor sistemului tehnologic, temperatura zonei de lucru etc.Sistemele de comand adaptiv se mpart n dou categorii:- sisteme ACC (Adaptive Control Comand), care permit ca anumii parametrii ai procesului ( cei mai importani) s fie meninui ntre anumite limite, n acest scop reglnd permanent parametrii cinematici ai procesului;- sisteme ACO (Adaptive Control Optimisation), care permit, pe baza unei funcii de eficien (costul, productivitatea, profitul etc.), s se calculeze permanent valorile optime ale parametrilor, folosind ca date de intrare semnalele culese de senzori. Sistemele de comand adaptiv (ndeosebi ACO ) sunt nc puin rspndite din cauza dificultilor tehnice de realizare a senzorilor.
2.4. Sisteme flexibile de prelucrare. Schimbarea frecvent a produselor i cerinele tot mai mari de
diversificare a acestora implic necesitatea ca un numr tot mai mare de piese s poat fi prelucrate n serii mici sau unicat, n condiii de productivitate i eficien ridicat. A aprut astfel necesitatea realizrii unor sisteme tehnologice cu o mare flexibilitate, sisteme cu mare capacitate de adaptare rapid i economic la un program de fabricaie variabil n condiiile unei automatizri a procesului de producie. Scurtarea timpilor de producie, micorarea suprafeelor de producie, sistematizarea proceselor de producie, posibilitatea lucrului n regim continuu cu o productivitate maxim sunt principalele avantaje ale unui sistem flexibil de prelucrare.
Depozit scule
SculeSistem de transport scule
Informaii
PieseDepozitpieseSistem de transport piese
Sistem
Sistem de verificare
sculCalculator
de proces
Flux de materiale
Flux de informaii
de
prelucrare
Supraveghere
Figura 2.9. Structura unui sistem flexibil de prelucrare.
-
Structura unui sistem flexibil de prelucrare se prezint n figura 2.9. Calculatorul comand echipamentele numerice ale celulelor din structura sistemului, fluxul de semifabricate i piesele, alegerea seriei de piese n lucru, numrul de piese din serie, fluxul de scule, supravegheaz funcionarea sistemului i efectueaz calcule de optimizare a procesului de prelucrare.
Sistemele flexibile se clasific dup trei criterii de baz : dup caracteristica produciei, dup tipurile caractersirice de forme ale pieselor prelucrate i dup tipul mainilor-unelte ce fac parte din sistem. Opiunea pentru o main-unealt cu comand numeric, un centru de prelucrare, o main-unealt agregat, o linie automat sau un sistem flexibil de prelucrare se face numai n urma unor calcule de eficien economic deoarece investiiile necesare realizrii lor sunt foarte mari.
2.5. Maini unelte cu comand numeric
2.5.1. Noiuni generale privind mainile unelte cu comand numeric
Mainile unelte cu comand numeric constituie un element esenial al sistemelor avansate de producie. Prima serie de CN disponibile comercial dateaz nc din anul 1954, unitatea de control fiin construit cu circuite analogice. A doua generaie apare n anul 1959 i utilizeaz componente discrete, pentru ca apariia n anii 1960-1970 a CNC (Computer Numerical Control) i a DNC (Direct Numerical Control) s marcheze o evoluie spectaculoas n acest direcie.
CNC ofer avantajul unui control flexibil software, asigurat de microcalculatorul propriu al mainii, care poate fi scimbat sau extins prin reprogramare prin comparaie cu comenzile hardware rigide utilizate anterior. DNC este un concept care const n legarea fizic, direct, a mainilor unelte i a roboilor la calculator n scopul transmiterii i recepionrii datelor.
Primele sisteme DNC au fost implementate n 1967/1968, n SUA i Japonia. Scopul dezvoltrii a constat n simplificarea administrrii i distribuirii programelor CN. Principalele funcii DNC au fost stabilite prin directiva VDI 3424 ncepnd cu anul 1972, conform creia funciile DNC se mpart n funcii de baz i funcii auxiliare.
Funciile de baz constau n administrarea programelor (nregistrare program, reglarea la deblocare, introducerea protocolului, securitatea datelor), distribuirea programelor CN (coordonarea, transmisia, securitatea transmisiei, posibilitatea ncrcrii suplimentare), corecie (corecie temporar sau permanent) i prelucrarea coreciilor (utilizarea aparatului de reglare anticipat a uneltelor, pregtirea valorilor de corectur).
-
Funciile auxiliare constau n alctuirea programelor CN (funcii de programare CN, postprocesare), colectarea datelor mainilor i a datelor de funcionare (colectare i prelucrare), ghidarea fabricaiei (administrarea comenzilor, colectarea deranjamentelor, reavizarea, administrarea uneltelor), executarea central a funciilor CN (ncrcare program CN, realizarea programelor CN), executarea fluxului de materiale (transportul de materiale i unelte, comanda aparatelor de manipulare). Din concept se deosebesc sisteme fr posibilitatea executrii centrale de funcii, terminal DNC, i cu posibiltatea executrii centrale de funcii remote DNC. n ciuda avantajelor funcionrii DNC, n comparaie cu funcionarea cu benzi perforate, acestea din urm nc se mai utilizeaz i astzi. n ultimii ani definiia DNC (Direct Numerical Control) este transformat de unii autori n Distributed Numerical Control. Capacitatea unui ofertant DNC este dovedit de cuplarea mainilor unelte, iar foarte important este configuraia i standardul de comunicare utlizat.
Exist astzi numeroase pachete de programe care permit elaborarea programelor pentru mainile cu comand numeric. Legtura electronic ntre compartimentele de proiectare, de planificare a proceselor i de fabricaie sprijin utilizatorul n toate fazele programrii CN prin intermediul unor tehnici de lucru confortabile i a unei interfee utilizator grafic-interactive comandat prin meniuri.
Programele sunt astfel concepute nct se pot integra ntr-un sistem CAE (Inginerie asistat de calculator) sau pot funciona independent. Prelucrarea datelor geometrice se efectueaz grafic interactiv prin tehnici de proceduri CN sau cu ajutorul unei intefee CAD. Nucleul pachetului de programe este reprezentat de un procesor care are sarcina de a transforma secvenele de lucru n fiiere tehnologice pentru MUCN. Aceste fiiere cuprind i date cuprinztoare despre materiale i scule, bazate pe experiena specialitilor care au contribuit sau au fost consultai la dezvoltatrea software-ului.
Sistemele pentru realizarea programelor CN pot fi convenionale (pornete de la desenul pies care definete geometria componentelor care trebuie prelucrate, incluznd datele tehnologice i se realizeaz programul uitilizndu-se un limbaj de programare axat pe subsetul CN al mainii) i iteractiv (programatorul dezvolt programul de pies lucrnd interactiv, procesorul determinnd validitatea fiecrei stri sau intrri).
n concluzie pachetele de programe ce permit programarea comod i rapid a MUCN trebuie s realizeze n acelai timp legtura ntre compartimentul de fabricaie i cel de proiectare. De o deosebit importan sunt n acest caz standardele de transfer a datelor ntre CAD (Proiectare asistat de calculator), CAP (Proiectarea activitilor asistat de calculator) i CAM (Fabricaia asistat de calculator), care asigur compatibilizarea informaiilor.
-
2.5.2. Programarea manual a MUCN
Dup modul de realizare a tehnologiei de programare a MUCN se deosebesc dou moduri de programare: manual i asistat de calculator.
n cazul programrii manuale, fluxul informaional este cel prezentat n figura 2.10.
Tehnolog
Plan de operaii
Desenpies
Programator
Fi de reglare a sculelor
Tabel program-pies
Desenul de poziionare asemifabricatului
Reformareband
Unitate decontrol MUCN
Piesafinit
Figura 2.10. Fluxul informaional la programarea manual a MUCN
Tehnologul elaboreaz planul de operaii i pentru operaia ce se va executa pe o MUCN elaboreaz n plus urmtoarele documente:- desenul de poziionare i prindere al semifabricatelor pe MUCN;- fia de reglare a sculelor la cotele necesare;- tabelul program-pies, folosind limbajul acceptat de ECN cu care este dotat maina -unealt.
Tabelul program-pies este convertit n band perforat (programul mainii), folosind dup caz codul ISO sau FIA -PC8 - B. Banda perforat este introdus n ECN, semifabricatul se prinde pe masa mainii-unelte, sculele (reglate n prealabil) se prind n magazia de scule (sau n capul revolver), se introduc coreciile (de scul, de origine etc.) i se face prelucrarea exemplarului de prob.
Tabelul program-pies este o suit de blocuri de informaii prin care se comand mainii datele necesare executrii fiecrei faze de prelucrare i succesiunea n care maina trebuie s le execute (indicat de tehnolog n planul de operaii). Fiecare rnd din tabelul program-pies cuprinde informaiile dintr-un bloc, care transpuse pe banda perforat, sunt citite de main, memorate, interpretate i apoi executate.Informaiile sunt deci convertite de dou ori:
- din planul de operaii n tabelul program-pies, folosind sistemul adreselor corespunztoare ECN utilizat;- din tabelul program-pies, pe banda perforat folosind codul ISO sau PC8-B.
-
n prezent se utilizeaz dou sisteme de scriere formal: numeric (prin tabulare) i alfa - numeric (prin adrese).
Sistemul adreselor are drept elemente specifice formatul frazei (blocului), semnificaia i modul de scriere al adreselor. Formatul frazei se compune dintr-o suit de cuvinte de comand, fiecare cuvnt fiind compus dintr-o adres (notat alfabetic) i un numr (figura 2.11).Adresele sunt de trei feluri:
- geometrice - indic deplasri ale organelor mobile ale MUCN pe direciile axelor de coordonate (de exemplu numerele 34500, 47700 i 00455, nscrise n tabelul 2.1 reprezint deplasrile care urmeaz a fi fcute pe axele X, Y, Z).
Tabelul 2.1 Tabelul cu informaii geometriceG X Y Z S F T M EOB02 34500 47700 00455 06 22 02 14 EOB04 55200 44500 66600 08 16 05 12 EOB
Codificarea adreselor geometrice se face prin precizarea direciei de deplasare, sensului, valorii i preciziei deplasrilor (de exemplu, la- desenul de poziionare i prindere al semifabricatelor pe un format de scriere cu 6 cifre, cu precizia deplasrilor de 0,01 mm, cota y + 182554 se va citi y = 1825, 54 mm).
- tehnologice - se refer la comenzi care acioneaz asupra parametrilor regimului de achiere i la indicarea sculelor necesare. Comenzile sunt efectuate de ECN pe baza urmtoarelor adrese: F - indic viteza de avans; S - turaia arborelui principal; T - o anumit scul. Codificarea coninutului adreselor tehnologice se face prin trei metode: codificarea direct, simbolic i n progresie geometric (de exemplu, S 1500 n codificare direct reprezint turaia axului principal egal cu 1500 rot/min.; F 125 reprezint viteza de avans de 125 mm/min.; T 08 nseamn rotirea capului revolver n sens trigonometric pentru aducerea n poziia de lucru a sculei din locaul 8).
-
Cuvnt
Cuvnt de comand
AdresaConinutulcomenzii
Y 34658
X95425 Y 65930 S450 TO3 M04
Informaiigeometrice
Informaiitehnologice
Informaiiauxiliare
Bloc de informaii = fraz
12345678
x
9
5
6
2
5
Y
3
6
8
7
5
Z
4
8
1T
0
M
0
4
EDB
Adres
Bloc(fraz)
Figura 2.11. Organizarea informaiilor n cadrul unui bloc.
- adrese auxiliare i preparatorii - se refer la efectuarea unor comenzi foarte diferite, necesare fie ECN, fie MUCN. Ele se noteaz cu G i M urmate de un grup de cifre care semnific coninutul adresei.Codificarea coninutului diferitelor tipuri de adrese nu este n prezent unanim, de aceea, pentru fiecare caz n parte, este necesar consultarea crii ECN.Ordinea adreselor ntr-o fraz nu este ntmpltoare. n general trebuie respectat urmtoarea ordine: N - numrul frazei; G - adresa pregtitoare; X,Y,Z - adrese geometrice (deplasri liniare); F, S, T - adrese tehnologice (avans, turaie, scul).
n afar de adrese i coninutul acestora n scrierea formal, mai sunt utilizate foarte multe simboluri, a cror semnificaie se gsete n cartea ECN.
-
Z 14
4
8,5
5
15
10
X
10
Y
5
X15
Op 17 23 25 23
105
40
15AB R5C
D
Figura 2.12. Operaie executat pe maina de gurit tip GPR-45-NC.
Un exemplu de ntocmire manual a programului, corespunztor operaiei din figura 2.12. executat pe o main de gurit tip GPR - 45 NC fabricat de nfrirea Oradea, este dat n tabelul 2.2 (tabelul program-pies corespunztor).
2.5.3. Programarea asistat de calculator a MUCN
Programarea manual a MUCN necesit cheltuieli mari de munc i timp, acestea crescnd foarte rapid cu complexitatea piesei. De aceea, pentru simplificarea proiectrii tehnologiilor de prelucrare pe MUCN se folosete sistemul de programare asistat de calculator.
n acest caz, proiectarea unei tehnologii de prelucrare presupune ntocmirea documentaiei tehnologice convenionale (plan de operaii, fie tehnologice etc) i, pentru fiecare operaie ce se execut pe MUCN, elaborarea fiei program-pies, introducerea n calculator a datelor pe care acesta le conine i obinerea benzii perforate. Fluxul informaional la programarea asistat de calculator a MUCN se prezint n figura 2.13.
-
Tabelul 2.2. Tabelul Program - pies ; Maina GRP-45 NCN C G X Y Z F S T M Observaii001 G00 G54 X001700 S09 T011 M04 Poziionare pe X n A002 Y001500 Poziionare pe Y n A003 Z002700 Poziionare pe Z n A004 Z000600 F21 M07 Burghiere 8,5 n A005 G00 Z002700 Retragere rapid pe Z006 X008800 Poziionare pe X n O007 Z000600 F21 M07 Burghiere 8,5 n D008 G00 M05 Retragere rapid pe Z009 X00400 Z002700 S08 T024 Poziionare pe X n B010 Z000600 F23 M07 Burghiere 10 n B011 G00 Z002700 Retragere rapid pe Z012 X006500 Poziionare pe X n C013 Z000600 F23 Burghiere 10 n C014 G00 Z002700 M05 Retragere rapid pe Z015 X001700 S12 T036 Poziionare pe X n A016 Y001500 Poziionare pe Y n A017 Z002000 F20 M07 Lrgire 14 n A018 G00 Z002700 Retragere rapid pe Z019 Y004550 Frezare 15x35x4020 G40 Z002100 Frez deget 10021 X-010000 Y007000 M02 Retragere pentru schimbarea
semifabricatului
Spre deosebire de tabelul program-pies, structura fiei program-pies are instruciuni grupate dup caracterul comenzilor, astfel:
- instruciuni speciale:- identificatorii piesei;- remarc (dac este cazul);- identificatorii mainii-unelte;- identificarea sculelor;- tolerane de interpolare;
-
Desen pies
Tehnolog
Plan de operaii
Programator tehnolog
Limbaj si codtehnologic
Fi program - pies
Dactilo
Limbaj calculatorAPT, EXAPT
Programcalculator
Codcalculator
Programator calculator
Calculator ProcesorPost - procesor
Program main
{
{
}
}
{ }
Operator MUCN
Aparatur CNMUCN
Piesaprelucrat
Figura 2.13. Fluxul informaional la programarea asistat de calculator a mainilor dotate cu ECN.
- calcule matematice.- instruciuni geometrice :
- setul de puncte;- geometrie;
- instruciuni tehnologice :- turaie i sens ax principal;- avans sau vitez de avans;- modul de rcire al sculei;
- comenzi de acionare a mainii-unelte.- instruciuni auxiliare :
- oprirea lichidului de rcire; - pornirea micrilor; - sfritul programului.
-
Pentru identificarea piesei i a programului se folosete indicatorul PARTN urmat de scrierea n clar a datelor corespunztoare ( de exemplu : PARTN BLOC CILINDRII COMPRESOR BCC 2- 120).
P 3 P 4
PAT 2
P5P6
PAT 36x M6
P2PAT1
P1
8 guri8 30
Y
X
Figura 2.14. Operaia de gurire-filetare la piesa CAPAC.
Tabelul 2.3. Structura unei fie program pies1. PARTN EXEMPLU CAPAC 012. REMARK / CAPAC (GURIRE - FILETARE)3. $$ DEFINIRI GEOMETRICE4. P1 = POINT / 10.10.05. P2 = POINT / 10.80.06. P3 = POINT / 70.90.07. P4 = PONT / 130.80.08. P5 = POINT / 130.10.09. P6 = POINT / 70.010.CIRCLE / CENTREP (1 = POINT / 70.45.0) RADIUS .2511.PAT1 = PATERN / LINEAR P1.P2.312.PAT2 = PATERN / LINEAR P4.P5.313.PAT3 = PATERN / ARC. C1.270.CCLW.INCR.5.AT.6014.M1 = MATRIX / TRANSL..70.45.0 $$ TRANSF ORIG.IN P715.REFSYS / M116.$$ INSTRUCTIUNI DE MISCARE17.FROM / 0.0.018.CLEARP / XY PLAN 30.19.TOOLNO / 1.1020.COOLNT / ON21.SPINDL / 1500.CLW.22.FEDRAT / 5023.CYRCLE / DRILL24.GOTO / PAT 125.GOTO / P 3
-
26.GOTO / PAT227.GOTO / P628.SPINDL / OFF29.TOOLNO / 2.4.530.CYERCLE / BORE31.GOTO / PAT232.GOTO / PAT333.STOP34.END35.FINI
Un exemplu de fie program - pies pentru operaia de gurire corespunztoare piesei din figura 2.14 se prezint n tabelul 2.3.
Fiele program - pies pot fi ntocmite n mai multe limbaje specializate (APT, IFAPT, EXAPT, ADAPT etc.), fiecare instruciune avnd semnificaia nscris n cartea - ECN. Cea mai larg utilizare la programarea asistat de calculator o are limbajul APT, ce se compune dintr-un vocabular de cuvinte englezeti, cifre i semne.
Opiunea pentru o MUCN se face n urma unui calcul de eficien economic. n stabilirea eficienei economice trebuie avute n vedere avantajele MUCN fa de mainile-unelte clasice:
- creterea productivitii datorit reducerii timpilor auxiliari i ai celor legai de pregtirea - ncheierea fabricaiei;
- posibilitatea relurii fabricaiei unui reper prin refolosirea benzii-program, sau a softului specializat existent n biblioteca de programe;
- posibilitatea de a utiliza mai multe maini de acelai fel, prin simpla multiplicare a benzii-program;
- reducerea cheltuielilor afectate dispozitivelor i verificatoarelor;- optimizarea procesului de achiere prin folosirea comenzii numerice
adaptive etc.
2.5.4. Programarea strungurilor cu comand numeric Vturn 16/20/26 /36CV (Fanuc 0-TC, 18T-C,0-i controller)
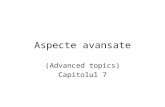
nainte de prelucrarea unei piese pe astfel de maini unelte sunt necesare o serie de pregtiri i parcurgerea unor anumite etape. Astfel etapele standard ce se parcurg la prelucrarea unei piese sunt prezentate n figura 2.15.
Desenarea piesei: Determinarea
dimensiunilor importante.
-
Figura 2.15. Etapele standard ce se parcurg la prelucrarea unei piese
- Execuia i analiza desenului pieseiAtunci cnd este primit desenul de execuie al piesei, trebuie s fie
verificate cteva elemente, iar cel mai important dintre acestea l reprezint toleranele de pe desen. Deasemenea, s se precizeze modul de strngere a piesei n timpul lucrului. Factorii principali ce trebuie avui n vedere sunt:
Selectarea sculelor necesare
Scrierea programului optim
Verific puterea de intrare
Verific nivelul uleiului: ungere,rcire i hidraulic
Verific bacurile
Fixeaz sculele pe turel
Strunjete bacurile dac este nevoie
Determin Work Zero
Ruleaz programul n Single Block Mode
Pornete motorul in program test mode
Acum programul poate rula n Auto mode
-
a) toleranele;b) strngerea piesei i dac trebuie s se utilizeze un dispozitiv de strngere;c) sculele folosite la prelucrare; d) tipul de flci utilizate pentru strngerea ntre bacuri.- Selectarea sculelorDocumentaia fiecrei maini unelte cuprinde o serie de prescripii, iar n
cadrul acestora exist o list a suporturilor pentru scule. Pentru a mbunti eficiena tierii, sculele se vor selecta nainte de scrierea programului i apoi se redacteaz un grafic cu ordinea operaiilor de prelucrare, iar dup aceasta se monteaz sculele n suporturi pentru a putea efectua uor operaia de schimbare a acestora.
Deasemenea n cadrul prescripiilor fiecrei maini unelte exist o schem de interferen indicnd tipul de scule utilizate. n aceste condiii este necesar s fie consultat desenul de execuie a piesei i modul de dispunere a sculelor n timpul prelucrrilor pentru evitarea accidentelor.
n figura 2.16 este prezentat un exemplu de proiectare a sculelor necesare pentru fabricarea unei piese.
Figura 2.16. Exemplu de proiectare a sculelor necesarepentru fabricarea unei piese
- Scrierea programului optimPentru a scrie programul optim, adic, programul cel mai eficient, trebuie
s studiat piesa i trebuie mprit programul n mai multe seciuni. n exemplul prezentat n fugura 2.16, programul este mprit n urmtoarele patru seciuni. 1.Degroarea (Roughing)
-
2.Finisarea (Finishing) 3.Canelarea (Grooving) 4.Filetarea (Threoding)
Deasemenea pentru a putea scrie programul, trebuie s cunoscute perfect toate codurile M i G.
Descriere n detaliu a codului M utilizatM00:Oprire programOperaia ciclic este oprit dup ce a fost executat un bloc care conine M00.Dup execuia comenzii M00, se vor opri toate operaiile(oprirea rotaiei arborelui, oprirea comutrii pentru lichidul de rcire, oprirea programului).Operaia ciclic se poate efectua din nou opernd NC.M01:Oprire opionalSimilar cu M00, operaia ciclic este oprit dup executarea unui bloc care conine M01.Acest mod este eficient numai atunci cnd ntreruptorul pentru oprire opional de pe panoul operatorului mainii a fost apsat.M02:Oprire programAceasta nseamn c la sfritul programului principal, toate valorie de referin sunt resetate.M03:Comanda universaluluiRotaia universalului n sens contrar acelor de ceas.M04:Comanda universaluluiRotaia universalului n sensul acelor de ceas.M05:Oprirea universaluluiAceast comand este utilizat pentru a opri funcionarea universalului.n cazul n care viteza universalului este schimbat din gama de nalt turaie n gama de turaie redus i de la turaie redus din gama de turaie redus n gama de turaie nalt, deasemena cnd este schimbat direcia de rotaie.Motorul universalului este protejat dac se utilizeaz M05.M08:Lichid de rcire ON(conectat)Lichidul de rcire este trimis pentru a rci temperatura piesei care s-a nclzit datorit tierii.M09:Lichid de rcire OFF(deconectat)M10:Strngere bacuriM11:Desfacere bacuriM12:Scoaterea pinolei ppuii mobile n afar.M13:Introducerea pinolei ppuii mobile.M14:Deblocarea corpului ppuii mobileAceast comand este utilizat pentru a debloca corpul ppuii mobile.M15:Blocarea corpului ppuii mobileAceast comand este utilizat pentru a bloca corpul ppuii mobile.Observaie:M14, M15 sunt eficiente numai pentru axa X n poziia de revenire la 0.M17:Rotirea turelei n sensul acelor de ceas.
-
Aceast comand este utilizat pentru rotatia n sensul acelor de ceas.M18:Rotaia turelei n sens contrar acelor de ceasAceast comand este utilizat pentru rotirea n sens contrar acelor de ceas.Observaie:De obicei turela este rotit ntr-o direcie oarecare pentru a alege calea cea mai scurt.M19:Orientarea universalului ON(Opional)La main cu ax C, M19 este utilizat pentru a opri universalul n poziia de orientare.M20:Orientarea universalului OFF(Opional)La main cu axa C se utilizeaz pentru a debloca orientarea universalului.M21:Detectarea erorii ONM22:Detectarea erorii OFFLa aceast CNC, maina unealt nu se va opri(viteza de avans =0) la o mbinare de blocuri n timpul avansului de tiere n general.Utiliznd funcia respectiv scula poate fi comandat s treac la blocul urmtor dup ncetarea total a deplasrii din blocul anterior astfel nct s se evite rotunjirea la un col dup cum s-a vzut mai sus.Semnalul SMZ hotrte dac urmtoarea deplasare va ncepe ori nu fr a atepta ca maina unealt s se opreasc la o mbinare dintre dou blocuri, selectnd-o de la 1 ori 0.M23:Chamfering ONChamfering-ul la ciclul de filetare nu este efectuat.M24:Chamfering OFFChamfering-ul la ciclul de filetare este efectuat.Fixai valoarea de chamfering la parametrul THDCH de nr.0109.Atunci cnd ciclul repetitiv multiplu(opional) exist, chamfering-ul este eficient n G76.Unghiul de chamfering este mai mic dect 45 n general, datorit restului de impulsuri din circuitul automat de accelerare/decelerare ori din unitatea servo.M25:nchiderea uii din stnga(Opional)La main cu u automat, comanda M25 este utilizat pentru a nchide ua din stnga.M26:Deschiderea uii din stnga(Opional)La main cu u automat, comanda M26 este utilizat pentru a deschide ua din stnga.M27:nchiderea uii din dreapta(Opional)La main cu u automat, comanda M27 este utilizat pentru a nchide ua din stnga.M28:main cu u automat, comanda M26 este utilizat pentru a deschide ua din stnga.M30:Sfrit de programComanda M30 este similar cu codul M02.Dac ntlnim M30 n program, se revine la poziia iniial.M31:Interblocare By Pass ON(cuplat)M32:Interblocare By Pass OFF(decuplat)
-
De obicei universalul nu se poate roti n poziia de deblocare a bacurilor. Comanda M31 este utilizat pentru a depi interblocarea, imprimai rotaie universalului n poziia de deblocare a bacurilor.Comanda M32 este utilizat pentru ca interblocarea s opereze.Observaie:M31, M32 opereaz numai n un bloc ori MDIM51:Ventilatorul cuplat(Opional)La main cu ventilator, comanda M51 este utilizat pentru cuplarea ventilaiei.M53:Barfeeder ON.M54:Barfeeder OFF.M59:Ventilator decuplat(Opional)La main cu ventilator, comanda M59 este utilizat pentru decuplarea ventilaiei.M61:Coborrea braului(Opional)La main cu dispozitiv autom