47084673-Proiect-Rochia-de-ocazie
49
Realizarea produsului ROCHIA DE OCAZIE 1
Transcript of 47084673-Proiect-Rochia-de-ocazie

Realizarea produsului
ROCHIA DE OCAZIE
CUPRINS
1

Etapa I
Descrierea produsului – Generalităţi .......................... pag. 02
Etapa II
Alegerea materialului ................................................. pag. 06
Etapa III
Proiectarea produsului clasic ...................................... pag. 11
Etapa IV
Transformarea tiparului clasic în model ..................... pag. 14
Etapa V
Adaosurile folosite ..................................................... pag. 15
Etapa VI
Unelte şi utilaje folosite la confecţionarea produsului pag. 16
Etapa VII
Pregătirea materialelor pentru croit ............................ pag. 25
Etapa VIII
Încadrarea şabloanelor pe material ............................. pag. 27
Etapa IX
Procesul tehnologic de confecţionare a produsului .... pag. 29
Etapa X
Finisarea produsului ................................................... pag. 30
Etapa XI
Norme generale de protecţie a muncii şi P.S.I. .......... pag. 32
Etapa XII
Reclama produsului ................................................... pag. 36
Bibliografie ................................................................ pag. 37
Etapa I
Descrierea produsului
2

Rochia pentru femei este o combinaţie între bluză şi fustă.
Ea poate fi prevăzută cu o tăietură pe linia taliei sau cu o bucată de material. Prin
proiectarea lungimii sale rochia poate fi:
Scurtă
Medie
Normală
Lungă
Din punct de vedere al modelului poate fi:
Clasică
Chimono
Evazată etc.
Rochia de ocazie este o vestimentaţie clasică pentru diferite festivităţi şi de aceea
trebuie să aibă o linie modernă şi mai ales elegantă.
Ca lungime rochia de ocazie se confecţionează în modele lungi până la glezne, în
modele cu lungime normală şi modele scurte.
Linia de modă a rochiilor de seară este clasică, simplă, ajustată pe corp, dreaptă
sau uşor evazată. Materialele ce se folosesc sunt ţesăturile fine din lână sau mătase, cu
imprimeuri mari şi culori puternice ce scot în evidenţă eleganţa şi bunul gust. Pentru un
plus de frumuseţe se utilizează frecvent combinaţii de materiale decorative ce se aplică la
mânecă, corsaj sau fustă.
Părţile componente ale rochiei clasice sunt:
Faţa
Spatele
Mânecile
Gulerul
3

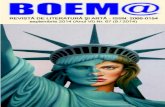
Vedere din faţă
4

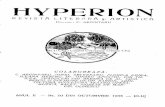
Vedere din spate
5

Moda îmbrăcămintei
Moda reprezintă preferinţele în materie de îmbrăcăminte ce predomină la un
moment dat în cadrul societăţii.
Îmbrăcămintea ca obiect vestimental, diferă de la o zonă geografică la alta atât pe
plan mondial cât şi pe plan mondial. Acestea deosebiri sunt determinate de factorii
climatici şi naţionali care determină regiunile geografice respective.
Apariţia modei la îmbrăcăminte este determinată de o serie de factori decisivi cum
ar fi: linia de concepţie, materiile prime şi auxiliare apărute în zona geografică în care
trăieşte populaţia, motivele populare din zonă şi destinaţia îmbrăcămintei.
Frumuseţea îmbrăcămintei este ansamblul de forme, armonii şi culori pe care
trebuie să le îndeplinească vestimentaţia oamenilor.
6

Etapa a II-a
Alegerea materialului pentru rochia de ocazie
Pentru producerea îmbrăcămintei se folosesc materiale textile de bază şi materiale
auxiliare. Aceste materiale la îmbrăcăminte au roluri diferite şi se adaptă în funcţie de
specificul produsului la care se aplică şi de destinaţia acesteia în procesul purtării.
După importanţa pe care o au în comparaţia produsului materialele utilizate pot
avea funcţia de bază fiind numite materiale de bază, sau funcţia auxiliară denumite
materiale auxiliare.
Materiale de bază
Rolul principal în componenţa unui obiect vestimentar îl îndeplineşte materialul
de bază. Ca urmare, materialul de bază se numeşte materialul care îndeplineşte funcţia
principală la produs şi este întrebuinţat la confecţionarea feţei produsului.
Pentru confecţionarea îmbrăcămintei se pot folosi diferite materiale de bază,
aceasta fiind în funcţie de produs (jachete, pardesiuri, rochii etc.) cât şi funcţie de care are
produsul confecţionat în procesul purtării (îmbrăcăminte de seară, lucru etc. ).
Materialele care pot fi utilizate cu rol de material de bază sunt ţesăturile,
tricoturile, blănurile, piei naturale sau sintetice şi textile neţesute.
Ţesăturile din masă sunt materiale textile obţinute prin încrucişarea firelor de
mătase cu mătase naturală sau cu alte fire. Ţesăturile care conţin numai fire din mătase se
numesc ţesături din mătase naturale, iar cele care conţin şi alte fire se numesc ţesături tip
mătase sau mătase în amestec.
Ţesăturile din mătase se produc pe lăţime de 100 cm în culori uni, cu imprimeuri
florale sau cu dungi şi carouri.
Tricoturi
Pentru îmbrăcămintea exterioară sunt tricoturile care se produc din fire de
bumbac, lână, mătase, fire sintetice sau fire în amestec.
Tricoturile destinate îmbrăcămintei exterioare sunt mai groase decât cele pentru
lenjerie şi cu un grad mai ridicat la rezistenţă şi stabilitate.
7

Culorile sub care se produc aceste ţesături sunt diversificate, ele putând şi în
culori uni şi cu desene în relief sau în culori.
Satenul
Satenul are în compoziţie vâscoză ce este o fibră sintetică utilizată foarte des
datorită bunelor sale calităţi.
Satenul utilizat are următoarele caracteristici:
Lăţimea materialului, în general, este de 140-150 cm iar în cazul meu are lăţimea
de 150 cm, permiţând încadrarea şabloanelor pe material dublu.
Compoziţia fibroasă în urzeală este de 100% vâscoză
Desimea materialelor în urzeală este de 27 fire / cm2 iar în bătătura este de 32
fire / cm2.
Higroscopicitatea: este proprietatea fibrelor textile de a absorbi vaporii de apă din
mediul ambiant.
Satenul este un material higroscopic pentru ca vascoza are rezistenţă mare 11% şi
datorită acestor factori materialul este igienic, absoarbe foarte bine transpiraţia şi asigură
aerisirea corpului.
La utilizare, vâscoza se comportă destul de bine, se spală cu apă caldă la o
temperatură de 40o - 60o C, rezistă la centrifugare, la curăţire chimică, dar nu este
rezistentă la fierbere.
Deoarece materialul este puţin şifonabil necesită o netezire, dar şi o călcare cu
fierul cu termostat cu aburi, la o temperatură de 100oC.
Stabilitatea dimensiunilor este destul de bună, de aceea materialul nu intră la apă,
deci nu necesită rezerve mari de şablonare.
Acizii şi substanţele oxidante, alcanii produc degradarea rapidă a fibrelor, mai
ales la temperatura mai mare de 60o - 70o C.
Uniformitatea, netezirea si moliciunea fibrei depind de condiţiile de filare şi de
finisare.
Aceste caracteristici determină calitatea firului obţinut.
Satenul este un material cu un tuşeu plăcut, moale, de aceea se ajustează frumos
pe corp, are un luciu puternic, argintiu care dă o notă de eleganţă cămăşii de noapte.
8

Gardul de fineţe a fibrei de vâscoză este mai mare. Trebuie avut în atenţie că
materialul arde repede cu o flacăra strălucitoare, cu miros de hârtie arsă şi rezultă o
cenuşă de culoare deschisă.
Satenul se foloseşte în toate anotimpurile, dar cel mai mult se întrebuinţează la
produsele de îmbrăcăminte care se poarta vara deoarece produce senzaţie de răcoare si
confort.
Materialele care se confecţionează din fibre de vâscoză au domenii de utilizare
multiple în confecţionarea articolelor decorative, tehnice (din fire de înaltă rezistenţă) şi
în articole de îmbrăcăminte cum ar fi:
Tricoturi: lenjerie de corp, ciorapi
Ţesături: în sezonul de vară, căptuşeala pentru încălţăminte şi nu în ultimul rând
pentru îmbrăcăminte de ocazie şi lenjerie intimă ( cămăşi de noapte, chiloţi, sutiene, etc).
Materiale auxiliare
Ca materiale auxiliare se consideră materiale utilizate la confecţionarea
îmbrăcămintei care în funcţie de produs şi model.
Principalele materiale auxiliare sunt: căptuşelile, întăriturile, aţa de cusut,
furniturile şi diverse garnituri.
Aţa de cusut
Este o materie auxiliară folosită la asamblarea şi prelucrarea îmbrăcămintei sau
pentru alte scopuri.
În industria de confecţii aţa de cusut are diferite întrebuinţări şi se produce din fire
naturale sau sintetice clasificându-se astfel:
După destinaţie în procesul confecţiei:
aţa pentru cusături tighel având fineţea în m: 48/3; 54/3; 85/3 şi 100/4 sau
exprimată în tex (Tx): 21X3; 19X3; 12X3; 12X3 şi 10X4.
Aţa pentru cusături tigheli, este o aţă obişnuită care se foloseşte în procesul
confecţionări, la cusături de îmbinare sau de fixare a detaliilor îmbrăcămintei.
Aţa sintetică
9

Este produsă din fire sintetice pure, sau în amestec cu fire naturale. Aceasta aţă
este utilizată la coaserea îmbrăcămintei din ţesături şi tricoturi de natură sintetică sau în
amestec cu alte fibre.
De asemenea aţa sintetică mai poate şi întrebuinţată la coaserea articolelor din
blănuri. Alegerea aţei de cusut şa îmbrăcăminte, se face avându-se în vedere produsul de
confecţionat, materialele folosite la confecţionare şi culoarea materialelor utilizate.
În general, la alegerea aţei de cusut vor şi respectate următoarele tehnice:
- aţa folosită pentru confecţionare trebuie să corespundă ca rezistenţă cu
materialul de bază şi auxiliar ale produsului confecţionat. Un fir de aţă cu rezistenţă
redusă duce la degradarea vestimentului înainte de vreme prin ruperea cusături.
- fineţea firului de aţă trebuie să corespundă cu fineţea materialelor la
îmbrăcăminte. În acest sens pentru asigurarea unui aspect plăcut al cusăturii este
recomandat ca firul de aţă să aibă o fineţe mai mare decât materialele cusute. Această
condiţie se pune îndeosebi la materialele subţiri.
- culoarea aţei de cusut se stabileşte la culoarea materialelor cusute, avându-se în
vedere ca aţa adaptată să aibă o nuanţă mai închisă decât materialele cusute.
- pentru coaserea materialelor sintetice, se recomandă aţa din fire sintetice care
reprezintă aceleaşi caracteristici cu materialele cusute(elasticitate, rezistenţă, aspect) sau
aşa din bumbac cu concentraţie redusă.
10

Etapa III
Proiectarea produsului clasic
Calculele folosite la proiectarea tiparului
IC = 167 cm
Pb = 43 cm
Ad = 2 cm
Calculul dimensiunilor de bază:
Lt = IC – 2 = 167 – 2 = 39,75 cm
PŞ = Pb +5 = 43 + 5 = 48 cm
Lsp = Pb + 2 = 43 + 2 = 16,33 cm
Lpt = Pb + 3 = 43 + 3 = 17,33 cm
Trasarea liniilor de bază în lungime:
AB = Pb + 10 = 43 + 10 = 20,75 cm : 5 = 4,15 cm
AT = Lt = 39,7 : 5 = 7,9 cm
Ab = Lş = 48 + 20 = 68 cm : 5 = 13,6 cm
AL = Lpn = 100 cm : 5 = 20 cm
Trasarea liniilor de bază în lăţime:
BB1 = Lsp + Ad = 16,33 + 2 = 16,9 : 5 = 3,4 cm
BB2 = Pb + Ad = 43 + 2 = 45 : 5 = 9 cm
B2B3 = Lpt + Ad + 1 = 17,33 + 7 + 1 = 18,9 : 5 = 3,8 cm
B1B4 = B1B3 (se măsoară pe tipar)
Trasarea liniilor de contur
T2T3 = T2T4 = 3 ... 3,5 cm = 3 : 5 = 0,6 cm
Bb = BB1 (se măsoară pe tipar)
bb1 = 4 ... 6 = 4 cm : 5 = 0,8 cm
DD1 = 5 ... 6 = 5 cm : 5 = 1 cm
tt1 = tt2 = 2 cm : 5 = 0,4 cm
D2D3 = 5 ... 6 cm = 5 cm : 5 = 1 cm
B5F = 5 ... 6 cm = 5 cm : 5 = 1 cm
t3t4 = t3t5 = 2,5 cm : 5 = 0,5 cm
11
4 4
3 3
3 3
4 4
3 3
2

B2F = B2B3
S2S3 = S2S4 = 3 cm : 5 = 0,6 cm
B2R = 4,5 cm : 5 = 0,9 cm
A2A3 = Aa + 1 = 5,6 + 1 = 6,6 cm : 5 = 1,3 cm
A2G = A3G1 = aa1 + 1 = 3 cm : 5 = 0,6 cm
GG2 = GG1 = 7,5 cm : 5 = 1,5 cm
G1 se uneşte cu A1
Aa = Pb+Ad = 45 = 5,6 cm : 5 = 1,1 cm
aa1 = 2 cm : 5 = 0,4 cm
A1a2 = 2 cm : 5 = 0,4 cm
a2a3 = 1 cm : 5 = 0,2 cm
PP’ = 0,5 cm : 5 = 0,1 cm
B5P1 = B5P’
P1P2 = Pb – 0,8 = 43 – 0,8 = 3,5 cm
B5P3 = P5P’
P4a4 = 12 cm : 5 = 2,4 cm
P3P4 = a1a3 – ( G1P’ + 1)
a1a3 = 2,5 cm – ( 0,4 + 0,2) = 2,5 – 0,6 = 2,1 cm
Etapa IV
Transformarea tiparului clasic în model
12
8 8
2
2
10 10

Etapa V
Adaosurile folosite
Adaosurile folosite la proiectarea tiparelor sunt nişte mărimi cifrice care se
introduc în dimensionarea tiparelor atât pe lungime cat şi pe latime.
După funcţia pe care o îndeplinesc, adaosurile pot fi :
Adaosuri de lejeritate :
Reprezintă o mărime cifrica exprimata în centimetri care se introduce în calculul
lăţimii tiparului.
Adaosul de lejeritate depinde de vârsta purtătorului, destinaţia produsului şi de
linia produsului.
Adaosuri de contracţie :
Reprezintă mărimea cifrica care se introduce în calculul proiectarea tiparelor pe
lungimea acestora.
Acest adaos are rolul de a compensa contractile care se produc în timpul
prelucrării şi purtării produsului.
Se calculează cu relaţia :
AC=
L – este lungimea produsului
C – coeficient de contracţie care se determină la recepţia
materialelor care se măsoară în procente
Adaosul de corectare sau de modă K :
Este un coeficient care se aplica pentru corectarea dimensiunilor unui produs în
funcţie de modă.
Valoarea lui poate fi pozitivă sau negativă.
13

Etapa VI
Unelte şi utilaje folosite la confecţionarea produsului
Realizarea operaţiilor ce compun o piesa de îmbrăcăminte necesita o gama variata
de unelte. Felul şi forma uneltelor sunt determinate de natura operaţiilor, astfel ca acestea
sa fie cat mai utile pentru a se obţine o calitate superioara şi o productivitate
corespunzătoare.
Într-un proces de producţie modern, rolul uneltelor de producţie este foarte
important.
În limbaj tehnic, uneltele şi dispozitivele simple, ce uşurează executarea
operaţiilor sunt denumite mica mecanizare.
Unelte pentru măsură şi desen
Panglica sau centimetrul :
Centimetrul este o lungime de 150 cm şi o latime de 2 cm. Pentru utilizarea
practica panglica- centimetrul are doua fete, cifrele fiind imprimate în ordine crescătoare
pe o parte de la stânga la dreapta şi partea a doua de la dreapta la stânga, de la 1 la 150.
La ambele capete se capsează o tabla protectoare care niciodată nu depăşeşte
primul centimetru.
Echerul :
Este un instrument clasic pentru desen şi poate avea capetele de diverse mărimi,
de la 20 cm pana la 50 cm.
De obicei ipotenuza este gradata în centimetri şi în milimetri, fiind astfel practica
la stabilirea unor cote în timpul desenului.
El este executat din lemn sau material plastic şi se foloseşte în special pentru
trasarea dreptelor perpendiculare.
Rigla :
Este tot un instrument clasic pentru desen, care se prezintă în diverse dimensiuni,
fiind executat în special din lemn.
14

Rigla se foloseşte la trasarea liniilor drepte, pentru ca este gradata în centimetri şi
în milimetri, se poate folosi şi la determinarea anumite dimensiuni, în timpul executării
desenului.
Florarul :
Este un instrument pentru desen care prin construcţia sa cuprinde diverse curburi
convexe şi concave, absolut necesare pentru realizarea unui desen tehnic.
De obicei, florarul este executat din material plastic.
Folosirea lui la tipare sau a unor detalii, asigura ca liniile arcuite sa fie trasate
corect, dând astfel o calitate superioara lucrărilor desenate şi o influenta pozitiva asupra
calităţii intr-un final.
Creta de croitorie :
Are forma pătrata sau dreptunghiulară.
Însuşirea ei este ca se desenează uşor cu ea pe ţesături, iar urmele lăsate se pot
şterge prin simpla frecare cu o perie.
Creta se fabrica în diverse culori şi în alb, astfel ca pentru orice ţesătura sa se
poată desena cu ea.
Creta de croit se foloseşte la însemnarea conturilor tiparelor pe ţesături, precum şi
la diverse însemnări precum şi la diverse însemnări în timpul efectuării probelor, iar după
proba, la însemnarea retuşurilor de executat.
Unelte pentru tăiat
În condiţiile producţiei după măsura şi comanda individuala croitul şi respectiv
tăiatul ţesăturii se face cu foarfecele de croitorie acţionat manual.
Foarfecele de croitorie se compune din doua părţi care sunt prinse intre ele cu un
bold cu piuliţa.
Fiecare parte din foarfece are o ureche şi o lama.
Urechile foarfecelui sunt diferite în funcţie de mărime şi destinaţie, prin ele
făcându-se acţionarea manuala a lamelor.
Lamele sunt de diferite forme, lungimi, latini şi grosimi, în funcţie de destinaţia
foarfecelui respectiv la tăierea ţesăturilor.
15

Foarfecele destinat pentru tăierea materialelor subţiri are forma mai mica, mai
supla şi ambele urechi egale în care se introduce cate un deget pentru manevrare.
Foarfecele destinat pentru broderie are un format special, ambele lame
terminându-se cu un vârf ascuţit asigurând astfel posibilitatea de a se decupa ţesătura pe
lângă broderia efectuata.
Foarfecele destinat pentru tăiatul ţesăturilor mai groase are format mai mare, cu
lame mai late şi mai groase.
La acest tip de foarfece, urechile sunt de doua feluri :
-cea superioara este rotunde în care se introduce degetul cel mare de la mana.
-cea din partea inferioara este mai mare, de format oval, putându-se introduce în
ea trei degete.
Unelte pentru cusut
În confecţionarea de îmbrăcăminte, una din principalele operaţii o constituie
cusutul propriu-zis.
Operaţiile de cusut se realizează manual şi cu maşina de cusut. În cazul cusutului
manual se întrebuinţează acul de cusut şi degetarul.
Acul de cusut
Este un element perfecţionat cu care se pot realiza cele mai deosebite cusături
manuale.
Acul de cusut se clasifica în trei grupe, după dimensiuni :
-ace scurte
-ace semilungi
-ace lungi
Din familia acelor face parte şi acul cu gămălie.
Acul cu gămălie este realizat din sârmă de oţel, deosebirea faţă de acul de cusut
fiind înlocuirea urechii acului cu o gămălie.
Această schimbare se explică prin aceea că acul cu gămălie este destinat ca un
instrument ajutător costului prin prinderea pieselor pregătite pentru cusut
Degetarul
Este un instrument important în realizarea cusutului manual.
16

Este executat din metal în formă de trunchi de con şi se fabrică în două variante:
-trunchi de con fără fund, acest tip în folosesc în special croitorii, deoarece
obişnuiesc ca acul să fie împins cu latura degetului
-trunchi de con cu fund, acest tip îl folosesc în special croitoresele deoarece
obişnuiesc să îl împingă acul în ţesătură cu această parte, degetul este prevăzut complet
cu lăcaşuri în care se propteşte acul când este împins în ţesătură.
Unelte pentru călcat
Operaţiunile de călcat, denumite presare umidotermică, sunt importante în
confecţionarea unui produs de îmbrăcăminte.
Fierul de călcat
Este unealta cea mai importantă din procesul umidotermic deoarece fără acesta nu
se poate executa fără nici o formă operaţia de călcat.
Fierul de călcat se fabrică în mai multe tipuri în funcţie de natura combustibilului
şi destinaţia lui.
Procesul de producţie în industria confecţiei este dotat cu diferite utilaje atât
pentru coasere cât şi pentru tratamentul umidotermice al materialelor şi semifabricatului.
La tratamentul umidotermic al confecţionării sunt utilizate la utilaje manuale.
Utilaje pentru călcat manual
Mobilierul pentru călcat se folosesc pentru aşezarea materialelor şi produselor în
procesul de călcat şi se compune din;
Mese de călcat care pot fi:
-simple
-cu dispozitiv de aburire
-cu aspirator de abur
Forme de călcat care pot fi:
-perne:
-simple
-cu aspirator de abur
-cu forme portabile (mobile)
Masă simplă de călcat:
17

Este construită din lemn sau metal cu dimensiuni determinate de volumul
produselor şi tehnologia umitermică.
Masa de călcat cu abur:
Se utilizează pentru călcarea produselor plane sau tubulare.
Masa de călcat produse plane este utilizată la operaţiile de netezire, aburire şi
descălcare.
Maşinile folosite la confecţionarea produsului
1 Maşina simplă de cusut:
Maşina simplă de cusut este utilizată pentru executarea cusăturilor tighel, formate
din două fire de aţă, unui la ac şi celălalt la suveică.
Această maşină este acţionată de un motor electric cu putere P de la 0,25 până la
0,4 Kw, asigurând o viteză de coasere de la 2000 până la 6000 împunsături pe minut.
Pentru studiul de faşă se adoptă maşina Metalotehnice clasa C 4310, fiind o
maşină nouă şi modernă cu viitor pentru industria confecţiilor din ţara noastră.
Maşina clasa C4310 funcţionează cu o viteză de până la 5500 împunsături pe
minut, realizând o cusătură din două fire de aţă de tipul 301.
Maşina C4310 funcţionează cu ace tip 135X5, având fineţea de 100 pentru
materialele groase şi 80 pentru materialele subţiri.
Cusăturile realizată are paşii reglabili de la 0 la 4,5 mm pentru materiale groase şi
de la 0 la 3,5 mm pentru materialele subţiri.
Puterea motorului de antrenare este P=0,4 Kw cu o turaţie de 2800 rotaţii/minut.
Gabaritul mesei de lucru este de 562 mm lăţime şi 1100 mm lungime.
Rolul maşini simple în procesul de producţie este de a realiza cusătura tighel,
necesară coaserii la operaţiile de asamblare şi fixarea detaliilor la îmbrăcăminte.
Cusătura tighel este caracterizată prin aspect identic şi dimensiuni egale pe albele
feţe ale materialului cusut.
La cusătura tighel paşii cusăturii de pot depune în serie în paralel sau oblic.
În funcţie de poziţia paşilor, cusătura tighel poate fi:
-tighel simplu
18

-tighel în paralel
-tighel în zigzag
Organele de lucru la maşina de cusut
Organele de lucru ale maşinii de cusut sunt cele care participă direct la formarea
cusăturii.
Aceste organe care în timpul coaserii, vin în contact direct cu firele de aţă cu
materialele cusute, sunt descrise în continuare
Acul: Îndeplineşte rolul de a transporta firul de aţă prin starturile de material şi de
forma ochiului pentru împletire cu firul de la suveică.
Dimensiunile acului diferă în funcţie de fineţea firului de aţă, la fineţea
materialului cusut şi operaţia ce se execută.
În industria confecţiilor din ţara noastră sunt utilizate acele de maşină având
fineţea de la 70 la 150, crescând din 10 în 10 sutimi de mm.
Conducătorul de fir: Are rolul de conduce firul de la ac şi de a-l tensiona după ce
a fost împletit cu firul de la suveică.
Apucătorul: Îndeplineşte funcţia de a prinde bucla formată.
Maşina Triplock
Caracteristicile tehnico-funcţionale
Maşina TriplocK face parte din categoria maşinilor speciale de cusut şi realizează
cusătură de încheiere – surfilare.
Cusătura se realizează cu trei fire de aţă
înfilate astfel: unul la ac şi două la cele două
apucătoare. Acţionarea maşinii se face de la un
motor electric cu puterea de 0,25 KW şi turaţia n =
3000 rot/min, viteza de coasere fiind între 4000 -
4500 impulsuri pe minut.
Maşina poate avea unul sau două ace şi
poate funcţiona cu 2,3,4 sau 5 fire de aţă. Această
maşină funcţionează cu două apucătoare:
19

- superior aflat în partea dreaptă
- inferior aflat în partea stângă
Descrierea maşinii TriplocK
Se compune din două părţi principale: masa şi corpul maşinii.
Organele de lucru ale maşinii triploc sunt:
Acul: transportă firul prin material şi formează bucle pentru împletire. Acele
utilizate sunt de tipul 1886 – 27 x 32,5 având fineţea de 70 – 80 – 90 în funcţie de
materialele prelucrate.
Apucătorul inferior : este montat în partea stângă sub placa acului în vederea
formării punctului de legătură a cusăturii.
Apucătorul superior: este organul care conduce al doilea fir şi-l depune în faţa
acului.
Placa acului: fiind organul care fixează materialul de cusut.
Transportorul: care este format din: transportorul principal şi transportorul
secundar
Transportorul principal e montat în faţă, iar cel secundar este montat în spate.
Picioruşul: este organul de lucru care are rolul de a presa materialul de cusut pe
transportor.
Cuţitele: sunt organele de lucru care au rolul să taie marginea materialului
înaintea coaserii.
Formarea cusăturii triplock este destinată în special operaţiilor de surfilare sau
încheiat surfilat.
Pasul cusăturii este reglabil cu lungimea de 1,2 – 3,5 mm iar înălţimea de 2,5 – 6
mm cele trei fire de aţă se înfileză astfel:
-firul de coasere este înfilat la ac şi trece prin straturile de material îmbinând
detaliile.
-un al doilea fir este condus la apucătorul inferior care e montat în stânga acului
având rolul de festonare a marginilor.
-al treilea fir este condus la apucătoerul superior care se află în dreapta acului şi
are rolul de legătură a firului de la ac şi de la apucătorul inferior.
20

Deservirea maşinii se face de către un singur muncitor, care trebuie să respecte
toate regurile de pregătire pentru lucru:
- înfilarea aţei
- reglarea cusăturii
- coaserea şi încheierea lucrării
Coaserea propiu–zisă se face după ce cusătura este reglată, prin acţionarea pedalei
care ridică picioruşul pentru a introduce materialul sub picioruş.
Curăţirea maşinii se face zilnic de deşeuri textile.
Normele de întreţinere a maşinii prevăd următoarele lucrări:
- curăţire
- ungere
- intervenţii accidentale
21

Etapa a VII-a
Pregătirea materialelor pentru croit
Procesul de producţie în industria confecţiilor se desfăşoară pe faze de fabricaţie
în care sunt grupate operaţii şi lucrări specifice fiecărei etape de lucru.
Una din aceste faze ale fabricaţiei îmbrăcămintei este pregătirea materialelor
pentru croit.
În cadrul acestei faze se execută lucrări pregătitoare croirii care cuprind operaţii în
funcţie de materialele ce se prelucrează.
Ca operaţii principale ale acestei faze de fabricaţie deosebim: decatarea
ţesăturilor, călcarea materialelor textile, controlul şi sortarea materialelor, şablonarea şi
calculul loturilor.
Decatarea şi călcarea materialelor textile:
Operaţiile de călcare şi decatare se aplică la începutul pregătirii pentru croit,
având ca scop să asigure materialelor textile un aspect plăcut privind netezirea, luciul,
uniformitatea şi reducerea contracţiei.
În ordine tehnologică este necesară asigurarea stabilităţii dimensionale a
materialelor.
Ceea ce se obţine prin decatarea şi apoi definirea aspectului care se stabileşte prin
călcare.
Decatarea materialelor
Decatarea este operaţia de eliminare a luciului şi reducerea contracţiei din
ţesuturi.
Această operaţie se efectuează prin umezirea ţesăturilor şi uscarea lor în scopul
fixării la dimensiunile normale.
Decatarea poate fi realizată manual cu maşina de călcat, sau mecanizat cu ajutorul
maşinilor de decatat.
În producţia industrială decatarea se realizează în cadrul ţesăturilor sau poate fi
efectuată în întreprinderile de confecţii la pregătirea materialelor pentru croit.
Decatarea manuală constă în aburirea materialelor tip lână şi apoi uscarea acestora
prin călcare fără a fi tensionate.
22

Operaţia se desfăşoară pe o masă de călcat unde ţesătura sau tricotul se aşează
lejer( fără a fi tensionată) şi apoi se calcă cu o pânză umezită şi bine stoarsă.
Reducerea la ţesături tip bumbac se face prin punerea acestora în apă timp de 6 - 8
ore după care se pun la uscat şi se calcă pe direcţie diagonală firului din ţesătură.
Pentru decatare se folosesc diferite maşini în funcţie de compoziţia şi natura
ţesăturilor.
Maşinile pentru decatare sunt: maşina de decatat cu bandă, maşina de decatat pe
secţiuni de lucru
Călcarea materialelor textile
Călcarea materialelor este procesul umidotermic care se aplică materialelor textile
în scopul netezirii şi imprimării unui aspect mai plăcut prin aplatizare şi eliminarea
denivelării formate în masa materialelor.
23

Etapa a VIII-a
Încadrarea şabloanelor pe material
Şablonarea materialelor
Şablonarea este operaţia de conturare a şabloanelor pe suprafaţa materialelor de
croit.
Această operaţie cuprinde lucrări de aşezare a şabloanelor şi apoi trasarea
croitului pe material.
Pentru executarea operaţiei de şablonare se folosesc diferite procedee, cum ar fi:
şablonare prin conturare cu cretă sau creion, şablonare cu trafarete, şablonare
(încadrare) cu calculator
Indiferent de procesul folosit, la efectuarea acestei operaţii trebuie ţinut seama de
următoarele condiţii tehnice:
-aşezarea şabloanelor pe material se va face prin respectarea firului de urzeală, din
material cu firul indicat pe şablon
-aşezarea şabloanelor pe material se va face conform indicaţiilor marcate pe
şabloane
-respectarea flauşului şi a desenului din material la toate piesele componente
-aşezarea şi combinarea şabloanelor pe material se va face avându-se în vedere ca
suprafaţa materialului să fie cât mai raţională
Şablonarea prin conturare
Se va face prin amplasarea şabloanelor pe material şi apoi trasarea conturului
acestora cu cretă sau creion special.
Şabloanele se pot aplica pe materialul dublu sau pe materialul desfăcut.
Materialul şablonat pe desfăcut este utilizat mai raţional decât cel pe dublu prin
faptul că marginea desfăcută are mai multe posibilităţi de încadrare a şabloanelor.
După numărul completelor de şabloane folosite pentru un şpan şablonările pot fi
simple sau combinate.
Şablonările simple
Cuprind completul de şabloane pentru un produs şi pot fi aplicate atât pe
materialul dublu cât şi pe materialul desfăcut.
24

Şablonările combinate
Cuprind două sau mai multe complete de şabloane.
Şablonarea cu trafarete
Are un randament ridicat, dar confecţionarea traforetelor este destul de
costisitoare. Pentru aplicarea acestui procedeu se formează şpanul de material peste care
se aşază trafaretul de conturat( marcat) pe suprafaţa materialului.
Conturarea trafaretului pe margine se face cu praf de talc sau praf de cretă,
folosindu-se u burete sau un tampon.
Şablonarea prin calculator
Este operaţia modernă care se aplică numai la întreprinderile dotate cu calculator.
Operaţia se desfăşoară la o masă de lucru dotată cu calculator unde se stabilesc
încadrarea şabloanelor şi consumul stabilit pentru fiecare încadrare.
După o încadrare se face transpunerea la scara 1: 1 pe hârtie urmând ca acesta să
fie folosită ca şablon de croire.
25

Etapa a IX a
Procesul tehnologic de confecţionare a produsului
Procesul confecţionării produselor vestimentare parcurge două etape principale:
- prelucrarea detaliilor
- asamblarea detaliilor
Operaţiile componente ale acestor etape sunt:
- operaţii de îmbinare şi fixare a detaliilor,
- operaţii de formare,
- operaţii de presare,
- operaţii de subţiere,
- operaţii de întindere,
- operaţii de aburire,
- operaţii de netezire etc.
Detaliile principale: faţa şi spatele
Detaliile secundare: bretele, accesorii
Controlarea tuturor detaliilor după croire.
Îndepărtarea tuturor defectelor (când e cazul) în procesul croirii.
Surfilarea detaliilor faţa şi spatele, părţile laterale.
Finisarea decolteului cu o bentiţă ornamentală.
Executarea penselor în faţă şi în spate.
Închei părţile laterale şi descalc.
Finisarea prin cusătură ascunsă a aplicarea bentiţelor.
Se realizează detaliile secundare bentiţele.
Prinderea bentiţelor partea superioară şi cusătura ascunsă.
Finisarea parţii inferioare şi a şliţului (drept).
26

Etapa a X a
Finisarea produsului
Călcarea materialelor e procesul umidotermic care se aplică materialelor textile în
scopul netezirii şi imprimării unui aspect mai plăcut prin aplatizarea şi eliminarea
denivelări formate în masa materialelor.
Procesul umidotermic
Procesul umidotermic consumă între 10 – 30 % din totalul timpului destinat
confecţionării unui produs.
Îmbrăcămintea confecţionată din materiale textilă tip lână necesită o tratare
umidotermică mai intensă, iar îmbrăcămintea din materiale tip bumbac necesită trecerea
mai uşoară.
Materialele din fire sintetice faţă de cele din lână şi bumbac necesită o călcare
uşoară la temperaturi şi presiuni reduse.
Operaţiile tratamentului umidotermic
Procesul umidotermic cuprinde următoarele operaţii:
netezirea, descălcarea cusăturilor, presarea, modelarea, aburirea sau decatarea.
Netezirea Se aplică atât la materiile prime şi semifabricatelor cât şi la produsele
finite.
Descălcarea cusăturilor: Are ca scop fixarea prin călcare şi rezerve, cusătura se
descalcă cu maşina manual direct pe faţa întăriturii a produsului.
Presarea produsului Operaţia de presare se aplică la detaliile de îmbrăcăminte.
Această operaţie se face la presarea gulerelor, reverelor, buzunarelor şi a
mânecilor.
Modelarea
Este operaţia de tratament umidotermic care produsele şi detaliile de
îmbrăcăminte se modelează prin călcare.
Aburirea Constă în umezire, de călcare a detaliilor produsului de confecţionare.
Aburirea se aplică la îmbrăcăminte în faza finală cu scopul de a definitiva forma
şi aspectul final al produselor. Operaţia de aburire se efectuează cu maşina de călcat
manual sau cu presa de călcat.
27

Etapa a XI - a
Norme generale de protecţia muncii şi P.S.I.
Protecţia muncii constituie un ansamblu de activităţi instituţionale având drept
scop asigurarea celor mai bune condiţii în desfăşurarea procesului de muncă, apărarea
vieţii şi integrităţii corporale şi societăţii salariaţilor şi altor persoane participante la locul
de muncă.
Normele de protecţia muncii se aplică cursanţilor, salariaţilor, persoanelor
angajate cu convenţie civilă precum şi elevilor, studenţilor în perioada efectuării
protecţiei profesionale.
Echipamentul individual de protecţie reprezintă mijlocul cu care este dotat fiecare
participant în procesul de muncă pentru a fi protejat împotriva facturilor de risc.
Înainte de începerea lucrului operatorul, cursantul va verifica dacă utilajele sau
maşinile se găsesc în stare perfectă de funcţionare.
Prin accidentul de muncă se înţelege vătămare violentă a organismului precum şi
intoxicaţia acută şi profesională care are loc în timpul procesului de muncă sau
îndatoririlor de serviciu indiferent de natura juridică a contractului la baza căruia se
desfăşoară activitatea şi care provoacă capacitatea temporară pentru lucru cel puţin trei
zile, invaliditate sau deces.
Nu se consideră accident de muncă, accidentul unei acţiuni neglijente.
Accidentul de muncă se poate clasifica în raport cu urmările produse şi numărul
persoanelor accidentate:
A/Accidente – invaliditate de muncă de cel puţin trei zile.
B/Accidente – care produc invaliditate.
C/Accidente – mortale
D/Accidente – colective când sunt accidente de cel puţin trei persoane în acelaşi
timp şi din aceeaşi cauză.
Incapacitatea temporară de muncă
Aceasta e o concesivă mai puţin gravă a unui accident de muncă şi constituie
incapacitate temporară a victimei care se face medical şi se atestă printr-un certificat.
Invaliditatea
28

Ca urmare a unui accident de muncă constă într-o infinitate ca urmare a unui
accident care poate fi permanentă şi poate duce la pierderea totală sau parţială a
capacităţii de muncă.
În funcţie de afectarea capacităţii există următoarele grade de invaliditate:
Gradul 1: persoana afectată şi-a pierdut total capacitatea de muncă.
Gradul 2: persoana afectată şi-a pierdut parţial sau total capacitatea de muncă.
Gradul 3: când persoana afectată şi-a pierdut parţial capacitatea de muncă dar îşi
poate continua activitatea la acelaşi loc de muncă însă în condiţiile unui program redus.
Clasificarea accidentelor de muncă
A/ După numărul accidentate pot fi:
individual – când este afectată o singură persoană
colectiv – când sunt afectate cel puţin trei persoane
B/ După urmările asupra victimei accidentele pot fi:
accidente care produc invaliditatea
mortal
C/ După natura cauzelor directe care provoacă vătămarea:
accidente mecanice la maşina de cusut
accidente electrice la maşina de cusut
accidente chimice
accidente termice
accidente de iradiere
1 Cauze tehnice
Starea necorespunzătoare a maşini şi instalaţiilor electrice dar şi a sculelor.
lipsa dispozitivelor de protecţie
defecte de structură sau lipsuri constructive
2 Cauze organizatorice
Organizarea necorespunzătoare a locului de muncă, aici intră:
accidente mecanice care se produc în urma unor accidente
uneltele şi agregatele utilizate în procesul de producţie
Accidente termice
29

Aceste se datorează acţiunii vătămătoare a temperaturii ridicate sau a temperaturi
mai scăzute a organismului uman.
Principalele accidente termice sunt:
- arsurile
- şocuri termice
Arsurile: Leziuni locale ale ţesuturilor produse prin acţiunea unei temperaturi
ridicate în următoarele condiţii prin contact direct cu pielea.
Accidente electrice:
Acestea se produc prin acţiunea violentă a curentului electric asupra omului se
împart în :
- Electrocutări (şocuri electrice)
- Accidente provocate de trecerea prin corpul omenesc a unui curent electric.
Arsura electrică este un traumatism produs de acţiunea curentului electric.
Măsuri P.S.I.
Incendiul este fenomenul de ardere a materialelor combustibile prin care se
produc pierderi de bunuri materiale şi uneori de vieţi omeneşti.
Arderea: este o reacţie chimică prin care se combină o substanţă combustibilă cu
oxigenul, cu degajare de căldură şi lumină.
Pentru combaterea incendiilor pot fi utilizate diferite mijloace, dar cele mai
importante sunt:
nisipul: poate fi utilizat în combaterea incendiilor în care ard materialele
lemnoase, chimice, electrice şi textile.
Apa: este un mijloc principal de combatere a focului care poate fi utilizat prin
diferite forme:
- jet: când ard materiale solide de natură lemnoasă
- ploaie: când ard materiale fibroase(textile) păioase
- pulverizată: când ard materiale combustibile, solide şi lichide
- abur: când ard materialele uscate şi gazoase, iar arderea se produce în mediul
închis.
30

substanţe chimice: reprezintă un mijloc important pentru combaterea focului în
care ard substanţe chimice şi electrice
Spuma mecanică: este o substanţă chimică care se produce prin amestec cu
emulsie. Amestecul se realizează cu o instalaţie specială acţionată mecanic
Bioxidul de carbon: este un gaz incolor care prin presiune trece in stare lichidă
fiind rău conductor de electricitate. Este utilizat la combaterea incendiilor electrice.
31

Etapa XII
Reclama produsului
În comercializarea oricărui produs reclama are un rol deosebit.
Un posibil afiş de reclamă:
Bibliografie
32
Rafinament şi Eleganţă
Model de afiş

BIBLIOGRAFIE
Ing. Virginia Merticaru
Prof. Ing. Daniela Giurgiu
Materii prime textile
Editura Economică Post Universitară
Gheorghe Ciontea Utilajul şi tehnologia meseriei Confecţioner
îmbrăcăminte din ţesături şi tricoturi
Editura Didactică şi Pedagogică
Bucureşti 2002
Simona Moisiu
Gabriela Neagu
Lucia Ciubotariu
Utilaje şi tehnologie de profil
Editura Economică Preuniversitaria
Bucureşti 2002
Constantin Preda
Cristian Preda
Metodologii şi aparate pentru controlul calităţii
materialelor textile destinate confecţionării
produselor de îmbrăcăminte
Editura Bid
Iaşi 1995
C. Stancu
M. Lucaci
I. Costache
A. Adler
Tehnologia confecţiilor din ţesături şi tricouri
Editura Didactică şi Pedagogică
Bucureşti 1971
Eugenia Creangă Croitoria de la clasic la modern
Utilajul şi tehnologia confecţiilor textile Editura
Didactică şi Pedagogică
Bucureşti 1989
Studiul materialelor din industria uşoară
Editura Didactică şi Pedagogică
Bucureşti
Manualul croitorului
Editura Didactică şi Pedagogică R.A.
Bucureşti 1995
33