12-PSP~3 -3-
5
BAZELE PROCEDEELOR ŞI SISTEMELOR DE PRELUCRARE CAPITOLUL 15 15.8. SCULE ABRAZIVE Sculele abrazive sunt constituite din granule abrazive fixate într-un corp monolit cu ajutorul unui liant, formând o structură poroasă. Granulele din material abraziv au duritate mare şi forme colţuroase, iar muchiile lor produc detaşarea aşchiilor ca şi dinţii unei freze cu viteze de aşchiere foarte mari, între 15 şi 60 m/s. Granulele abrazive au poziţii diferite în corpul sculei abrazive, încât feţele lor formează în majoritatea cazurilor unghiuri de degajare negative. Aşchierea se produce în aceste condiţii cu deformaţii plastice mari şi temperaturi mari. 15.8.1. CLASIFICARE, CARACTERISTICI GENERALE ALE SCULELOR ABRAZIVE După forma de prezentare şi domeniile de utilizare sculele abrazive se împart în trei categorii: corpuri abrazive, pânze şi hârtii abrazive, pulberi şi paste abrazive. Parametrii de bază, care caracterizează un corp abraziv sunt: natura materialului abraziv şi granulaţia lui, natura liantului, duritatea sculei abrazive, structura, forma şi dimensiunile. Corpurile abrazive efectuează prelucrări de precizie şi de calitate la materiale de orice duritate şi funcţionează la viteze de aşchiere mari. Materiale abrazive au fost prezentate în capitolul 5. 15.8.1.1. GRANULAŢIA MATERIALELOR ABRAZIVE Dimensiunile granulelor abrazive influenţează în mare măsură mărimea aşchiilor detaşate, rugozitatea suprafeţelor prelucrate, productivitatea aşchierii. Granulaţiile materialelor abrazive se împart după dimensiuni în trei grupe: 190
-
Upload
ionu-stanculea -
Category
Documents
-
view
5 -
download
1
description
ss
Transcript of 12-PSP~3 -3-
EXECUTAREA I PRELUCRAREA ALEZAJELOR
BAZELE PROCEDEELOR I SISTEMELOR DE PRELUCRARE CAPITOLUL 15
15.8. SCULE ABRAZIVE
Sculele abrazive sunt constituite din granule abrazive fixate ntr-un corp monolit cu ajutorul unui liant, formnd o structur poroas. Granulele din material abraziv au duritate mare i forme coluroase, iar muchiile lor produc detaarea achiilor ca i dinii unei freze cu viteze de achiere foarte mari, ntre 15 i 60 m/s. Granulele abrazive au poziii diferite n corpul sculei abrazive, nct feele lor formeaz n majoritatea cazurilor unghiuri de degajare negative. Achierea se produce n aceste condiii cu deformaii plastice mari i temperaturi mari.
15.8.1. CLASIFICARE, CARACTERISTICI GENERALE ALE SCULELOR ABRAZIVE
Dup forma de prezentare i domeniile de utilizare sculele abrazive se mpart n trei categorii: corpuri abrazive, pnze i hrtii abrazive, pulberi i paste abrazive.
Parametrii de baz, care caracterizeaz un corp abraziv sunt: natura materialului abraziv i granulaia lui, natura liantului, duritatea sculei abrazive, structura, forma i dimensiunile.
Corpurile abrazive efectueaz prelucrri de precizie i de calitate la materiale de orice duritate i funcioneaz la viteze de achiere mari.
Materiale abrazive au fost prezentate n capitolul 5.
15.8.1.1. Granulaia materialelor abrazive
Dimensiunile granulelor abrazive influeneaz n mare msur mrimea achiilor detaate, rugozitatea suprafeelor prelucrate, productivitatea achierii.
Granulaiile materialelor abrazive se mpart dup dimensiuni n trei grupe:
- granule, cu dimensuni ntre 2500 i 160 m;
- pulberi, cu dimensuni ntre 160 i 40 m;
- micropulberi, cu dimensuni ntre 40 i 3 m;
Notarea granulaiilor pentru granule i pulberi se face prin numere care reprezint mrimea granulei n sutimi de milimetru astfel:
- granule cu numerele 200, 160, 125, 100, 80, 63, 50, 40, 32, 25, 20, 16;
- pulberi cu numerele 12, 10, 8, 6, 5, 4.
Notarea granulaiei micropulberilor se face cu litera M urmat de un numr care exprim dimensiunea maxim n m a micropulberii astfel: M40, M28, M20, M14, M10, M7, M5.
15.8.1.2. LIANI PENTRU SCULE ABRAZIVE
Granulele de materiale abrazive sunt legate ntre ele cu ajutorul unor substane numite liani, care trebuie s asigure rezistena mecanic necesar corpului abraziv. De asemenea lianii trebuie s reziste ocurilor termice, s i pstreze propietile n timp i s nu reacioneze cu lichidele de achiere. Lianii au fost pe larg prezentai n capitolul 5 al lucrrii.
n prezent, cea mai larg utilizare o au lianii ceramici, constituii din argil, feldspat i talc.
Corpurile abrazive cu liani ceramici au o structur poroas i capacitate de achiere ridicat. Ele i pstreaz bine profilul n timpul lucrului, suport bine umiditatea, dar sunt fragile; se utilizeaz la rectificri exterioare, interioare, rectificare plan, ascuirea sculelor. Viteza periferic normal este 30...40 m/s.
Lianii pe baz de bachelit sunt elastici i rezisteni, dar se distrug sub aciunea lichidelor de achiere alcaline.
15.8.1.3. DURITATEA CORPURILOR ABRAZIVE
Prin duritatea corpului abraziv se definete rezistena opus de liant fa de forele externe care tind s smulg granulele abrazive din complexul abraziv-liant-pori. Duritatea corpului abraziv este diferit de duritatea materialului abraziv sau a liantului, ea constnd n capacitatea liantului de a reine granulele abrazive atta timp ct granulele nu sunt uzate. Liantul trebuie s cedeze i s permit desprinderea granulelor uzate, datorit mrimii forelor de achiere.
Conform STAS 1469-86 corpurile abrazive se mpart n 6 clase de duritate astfel: foarte moale, moale, mijlocie, tare, foarte tare i extra tare. n cadrul fiecrei clase notarea gradului de duritate se face prin litere (tabelul 15.1), fiecare liter reprezentnd o duritate mai mare dect litera precedent.
Tabelul 15.1. Grupe i grade de duritate
Grupa de duritateFoarte moaleMoaleMijlocieTareFoarte tareExtra
tare
Gradul de duritateE, F, GH, I, J, KL, M, N, OP, Q, R, ST, U, V, WX, Y, Z
Duritatea determinat prin msurare este o duritate static, iar n timpul exploatrii duritatea este influenat i de viteza de achiere i mrimea avansurilor. Astfel, la mrirea vitezei de achiere corpul abraziv se manifest mai dur, n consecin are durabilitate mai mare i invers, la viteze mai mici se manifest mai puin dur dect gradul de duritate indicat. Acest fenomen de schimbare a duritii aparente a discurilor abrazive cu viteza lor periferic este caracteristic acestor scule ( se vorbete de "duritate aparent".
15.8.1.4. STRUCTURA CORPURILOR ABRAZIVE
Structura unui corp abraziv exprim corelaia ntre volumele granulelor abrazive, liantului i porilor pe unitate de volum. Conform STAS structura corpurilor abrazive poate fi foarte deas, deas, cu desime mijlocie, rar, foarte rar, poroas i super-poroas. Notarea structurii se face prin indicele de structur I, cu valori de la 1 la 20.
Trecerea de la structuri dese spre structuri poroase se face prin micorarea cotei de granule i mrirea cotei de liant. Cu ct structura este mai rar, cu att numrul de granule pe unitatea de volum este mai mic, iar porii mai mari. Mrimea porilor influeneaz detaarea i evacuarea achiilor precum i rcirea corpului abraziv. Corpurile cu porozitate mai mare detaeaz mai uor achiile, fr s se mbcseasc, ns au uzuri mai intense.
Corpurile abrazive cu structur deas sunt mai rezistente la solicitrile mecanice i permit viteze de achiere mai mari dect cele poroase, ns formeaz achiile n condii defavorabile.
Alegerea structurii sculei abrazive pentru o anumit operaie de rectificare se face innd seam de urmtoarele:
- materialele moi i tenace necesit structur mai rar ca i prelucrrile la care trebuie evitat nclzirea excesiv;
- rugozitatea suprafeelor prelucrate este cu att mai mic cu ct structura este mai deas.
Notarea complet a sculelor abrazive se face prin indicarea prescurtat a celor cinci caracteristici de baz astfel: E 50 M 6 C, n care: E este materialul abraziv folosit, electrocorindon normal; 50 - granulaia n sistem metric; M - duritatea; 6 - indicele de structur; C - liantul folosit, ceramic.
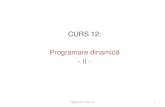
15.8.1.5. FORMA I DIMENSIUNILE SCULELOR ABRAZIVE
Sculele abrazive au forme i dimensiuni care sunt standardizate prin STAS 601-75 pn la STAS 607-75 i altele.
Diametrul sculei abrazive se alege astfel nct s se obin viteza periferic necesar, folosind relaia:
Ds = 1000 60 va / ( n(15.32)
n care va este viteza periferic a sculei n m/s i n este turaia sculei n rot/min.
Fig. 15.17. Exemple de forme i construcii de discuri abrazive plate.
191