1. Panzaru S, Sisteme de Organizare a Productiei 2003
237
http://bestbigdeal.com/rss Cel mai tare blog cu cele mai bune articole din mai multe domenii: afaceri, alimentatie sanatoasa, auto, dragoste, istorie, medicina, religie, retete culinare, sanatate, sex, stiinta, turism, cum sunt furati romanii... si multe altele apasa aici
-
Upload
bogdanroka7843 -
Category
Documents
-
view
335 -
download
1
Transcript of 1. Panzaru S, Sisteme de Organizare a Productiei 2003

5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
http://bestbigdeal.com/rssCel mai tare blog cu cele mai bune articole din mai multe domenii:
afaceri, alimentatie sanatoasa, auto, dragoste, istorie, medicina, religie,
retete culinare, sanatate, sex, stiinta, turism, cum sunt furati romanii... si multe altele
apasa aici
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
UNIVERSITATEA SPIRU HARET
STELIAN PÂNZARU
SISTEMEDE ORGANIZARE
A PRODUCŢIEI
Editura Fundaţiei România de MâineBucureşti, 2003
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Descrierea CIP a Bibliotecii Naţionale a RomânieiPÂNZARU, STELIAN Sisteme de organizare a producţiei/Pânzaru Stelian – Bucureşti:
Editura Fundaţiei România de Mâine, 2003
236 p.; 20,5 cm.Bibliogr.
ISBN 973-582-758-1
658.5
Referenţi ştiinţifici: Prof.univ.dr. Ion PETRESCU Prof.univ.dr. Constantin POSEA
© Editura Fundaţiei România de Mâine, 2003
ISBN 973-582-758-1
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 3
PREFAŢĂ
Necesitatea cre şterii cantit ăţ ii şi calit ăţ ii produselor, caurmare a sporirii cerin ţ elor şi exigen ţ elor consumatorilor, aimpus permanente că ut ă ri, pentru g ă sirea acelor sisteme de produc ţ ie care să necesite consumuri reduse de energie, care să fie în mă sur ă să se adapteze rapid la modifică rile impuse de schimbarea op ţ iunii beneficiarilor. Ca urmare, după începutul revolu ţ iei industriale şi până în prezent, modifică rile sistemuluide produc ţ ie au fost generate de o mul ţ ime de amelior ă ri şiexperien ţ e.
Astfel, s-a trecut de la sistemele rigide de fabrica ţ ie, la celeadaptabile, ajungându-se la cele flexibile, bazate pe un grad ridicat de automatizare. Privit dintr-un alt punct de vedere,elementul de noutate în concep ţ ia actual ă despre automatizarea proceselor tehnologice îl constituie de fapt flexibilitatea saucapacitatea de adaptare rapid ă şi sigur ă a sistemelor de produc ţ iela o serie de modifică ri ale tehnologiei de fabrica ţ ie.
În aceste condi ţ ii cre şte rolul managerului întreprinderii în
adoptarea acelor sisteme de produc ţ ie, care să fie la nivelul standardelor europene, caracterizate prin eficien ţă şiadaptabilitate rapid ă la evolu ţ iile generate de cuceririle ştiin ţ ei şitehnicii mondiale. De aceea, parcurgerea disciplinei Sisteme deorganizare a produc ţ iei este o condi ţ ie de bază a formă riimanagerului de azi şi de mâine, cunoscă tor atât a principiilor organiză rii activit ăţ ii productive, cât şi a implica ţ iilor economice
ale hot ă rârilor pe care le are de luat.
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Conceptul de management al produc ţ iei moderne4
Pornind de la realit ăţ ile existente în economia românească în tranzi ţ ie, prezenta lucrare este structurat ă pe problematica
cursului Sisteme de organizare a producţiei , având la bază lucr ă ri de referin ţă ale unor speciali şti de marcă în domeniudin ţ ar ă şi str ă ină tate.
De aceea, lucrarea este adresat ă în primul rând studen ţ ilor de la facult ăţ ile de profil, precum şi tuturor celor care doresc să - şi perfec ţ ioneze preg ă tirea managerial ă îndomeniul organiză rii şi desf ăşur ă rii produc ţ iei.
În cadrul lucr ă rii, întreprinderea este prezentat ă ca un sistem mereu perfectibil, cu o structur ă de produc ţ ie flexibil ă ,capabil ă să se adapteze la muta ţ iile care au loc într-o economieîn tranzi ţ ie, unde societ ăţ ile gigantice dispar şi lasă locul celor mici şi mijlocii cu posibilit ăţ i sporite în ceea ce prive şter ă spunsul la cererea pie ţ ei.
Cunoa şterea temeinică a componentelor structurale ale procesului de produc ţ ie, a principalelor sisteme de organizarea acestuia, permit managerilor să adopte acele decizii care să asigure ob ţ inerea performan ţ ei de că tre societ ăţ ile pe care leconduc şi impunerea acestora ca lideri pe pia ţ a concuren ţ ial ă internă şi externă .
Prof.univ.dr. Ion PETRESCU
Prorector al Universităţii Spiru Haret
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 5
Capitolul 1
CONCEPTUL DE MANAGEMENT AL PRODUCŢIEI
MODERNE
1.1. PRODUCŢIA MODERNĂ-CONDIŢIE A INTEGR ĂRII
ECONOMIEI NAŢIONALE ÎN PIAŢA CONCURENŢIALĂ EUROPEANĂ ŞI MONDIALĂ
Dorinţa României de a se integra în Uniunea Europeană este expresia firească a identităţii de idealuri, valori şi principii,a vocaţiei sale de ţar ă democrată, profund ancorată prin tradiţii,cultur ă şi civilizaţie, în spaţiul unic european.
Obiectivele majore ale României în perspectivaaccederii în structurile comunitare vizează, printre altele,eficientizarea structurilor şi mecanismelor economiei de piaţă,modernizarea sistemului şi proceselor de producţie, a celor defabricaţie, astfel ca un număr cât mai mare de produse să devină competitive pe piaţa europeană, în condiţiile în care, ca oreflectare a complexităţii extraordinare a tehnologiilor, organizarea producţiei, încetul cu încetul, se „profesionalizează” şi se erijează
ca funcţie autonomă1
.Înţelegerea modului modern de organizare a producţiei
devine un element cheie pentru explicarea structurii şi funcţionăriiaparatului productiv. În fapt, această organizare a producţieitrebuie să fie examinată într-un context mai larg: în cursul şi pemăsura dezvoltării sale, economia industrială devine din ce în cemai complexă, cu o dubl ă tratare a specializ ă rii, şi anume:
1 Petrescu, I., Managementul performan ţ ei, Ed.Lux Libris, Braşov,2002
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Conceptul de management al produc ţ iei moderne6
- multiplicarea secvenţelor în procesul de transformarea materiilor prime în produse finite;
- dezvoltarea funcţiunilor de service care preced,însoţesc sau prelungesc procesul de fabricaţie în sensulstrict, pentru a ameliora eficacitatea factorilor angajaţi.
În condiţiile schimbărilor calitative generate detranziţia la economia modernă de piaţă şi a amploarei pe careo ia ritmul rapid al cuceririlor ştiinţei şi tehnicii, managementul produc ţ iei constituie o problemă esenţială, de rezolvareacăreia depinde nivelul eficienţei economice şi gradul de profitabilitate al societăţii comerciale sau al regiei autonome.
Direcţiile şi componentele interinfluenţării dintremanagementul producţiei şi ridicarea continuă a eficienţeieconomice şi a nivelului profitului se desprind şi mai pregnant din precizarea conceptului de management al producţiei.
1.2. DELIMITĂRI CONCEPTUALE
Plecând de la specificul procesului de producţie, ca loc deîntâlnire al factorului uman, al materialului şi al maşinii pentrua fabrica produse în condiţii de fezabilitate şi protecţie socială,se cuvine să ne referim, pe scurt, la elementele conceptualeale managementului produc ţ iei. Această necesitate este pusă
în evidenţă de faptul că managementul producţiei operează cumetode, tehnici şi instrumente care, aplicate corect şi cu luarea înconsiderare a specificului procesului de producţie înîntreprinderea considerată, pot contribui la valorificareaoperativă şi competentă a rezultatelor tehnico-productive şieconomico-financiare a întregii activităţi productive şi asigur ă intervenţia în scop de corecţie, atunci când se înregistrează erorifaţă de strategia compartimentului de producţie.
Componentă a managementului general al firmei,managementul produc ţ iei reprezintă un proces de stabilire
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 7
conştientă şi de atingere a obiectivelor derivate ce revin principalelor sale domenii de acţiune (fabricarea produselor,
pregătirea producţiei, mecano-energetic, asigurarea calităţii producţiei, SDV-urile, metrologia), cu utilizare eficientă aresurselor informaţionale, umane, materiale şi financiare2.
Orientat spre ansamblul activităţilor de bază, auxiliare şide servire, managementul producţiei deţine un rol deosebit încadrul întreprinderii, deoarece de coerenţa, calitatea şicapacitatea de cuprindere a acestuia depind rezultateleactivităţilor de producţie, cu principalele lor componente:
programarea, lansarea şi urmărirea producţiei, întreţinerea şirepararea utilajelor, producerea şi gospodărirea energiei,realizarea şi utilizarea sculelor, dispozitivelor şi verificatoarelor,sistemul de asigurare a calităţii, transportul intern şi manipularea,activitatea de metrologie. Desf ăşurarea normală amanagementului producţiei constituie una din condiţiile necesarerealizării scopurilor şi obiectivelor fundamentale ale
întreprinderii. Semnifica ţ ia managementului produc ţ iei este dată defaptul că în acest domeniu se regăsesc opţiunile fundamentale,elementele esenţiale ale strategiei generale, problematica de bază a utilizării capacităţilor, definirea criteriilor referitoare la productivitate, chestiunile majore privitoare la costuri şi profit. Ne aflăm în faţa unor funcţiuni şi metode alemanagementului producţiei cu semnificative implicaţii asupra
creşterii profitului, a eficienţei economice şi sociale.Conceptul de management al produc ţ iei moderne
presupune îmbinarea ştiin ţ ifică şi folosirea superioar ă în procesul de producţie a resurselor materiale, băneşti şiumane, în scopul executării unei anumite cantităţi de produse, de o anumită calitate, la termenele stabilite şi cucheltuieli minime de producţie. Conceptul de management al
2 Petrescu, I., Psihosociologie managerial ă , Ed. Lux Libris, Braşov,1998
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Conceptul de management al produc ţ iei moderne8
producţiei moderne abordează tehnici care, aplicate corect, sedovedesc utile şi pot fi destinate verificării eficienţei
desf ăşur ării operaţiilor, asimilării unor produse sau extinderii producţiei curente. De asemenea, ele pot fi folosite pentrucorectarea unor erori ce s-au manifestat în procesul de producţie, pentru asigurarea ritmicităţii în producţie, pentru introducerea unor noi tehnologii, precum şi pentru im- plementarea unor măsuri care vizează crearea unui avansreal faţă de competitori.
În general, managementul producţiei moderne operează cu următoarele3:
- componentele sistemului (elaborarea componentelor calitative ale programelor de producţie, lansarea înfabricaţie şi controlul îndeplinirii programelor de producţie);
- variabilele sistemului respectiv:- variabilele de intrare (bazate pe desfacere, pregătire
tehnică, aprovizionare, personal);- variabilele de ieşire (cantităţile de produse executate,necesarul de materii prime, abateri etc.);
- variabilele perturbatoare (modificări de termene,renunţări, absenţe ş.a.);
- variabile de comandă (deciziile care vizează menţi-nerea funcţionalităţii sistemului, în condiţii de eficienţă economică şi socială);
- obiectivele sistemului, structurate în:- obiectivul principal pe care îl constituie folosirea
raţională a resurselor de producţie;- obiectivele derivate, orientate în principal spre
conturarea previzională a cauzelor, care pot generanerealizarea programelor de producţie;
3 Petrescu , I., Management , Ed. Tipocart - Braşovia, Braşov, 1993
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 9
- obiectivul corolar, care urmăreşte reducereacheltuielilor de producţie şi asigurarea calităţii
produselor. Scopul produc ţ iei moderne constă în obţinerea bunurilor solicitate de beneficiari, la nivelul corespunzător standardelor decalitate, cu resursele de care dispune întreprinderea şi la un preţ decost minim. Relaţia dintre managementul producţiei şi cerinţele decompetitivitate se manifestă în planul obligaţiilor personaluluicare lucrează în domeniu şi care, în principal, se refer ă la asigurareautilizării corespunzătoare în plan calitativ a oamenilor, maşinilor şi
materialelor.Compartimentul de producţie este organul de lucru al între-
prinderii care asigur ă realizarea sarcinilor trasate deconducerea acesteia în domeniul producţiei. În cadrulstructurii organizatorice a întreprinderii, compartimentul de producţie poate fi regăsit ca direcţie, serviciu sau birou.
Pentru atingerea scopului de bază al managementului
producţiei moderne – asigurarea eficienţei activităţii de producţie – managerul, ajutoarele sale imediate, conducă-torul activităţii de producţie, şefii de secţii şi atelieretrebuie să organizeze o strânsă conlucrare cu compartimentelece se ocupă de proiectarea produsului (produselor), dezvoltarea procesului de fabricaţie, proiectarea utilajelor, sculelor,dispozitivelor şi verificatoarelor, aprovizionarea şi gospodă-rirea materialelor, selecţionarea şi pregătirea personalului
din producţie, să-i unească şi să-i antreneze pe toţi să con-tribuie şi să colaboreze la realizarea activităţii de producţie.Antrenarea acestora la realizarea scopului amintit trebuiesă se materializeze în produse corespunzătoare standardelor decalitate, cu personalul, materialele şi utilajele care sunt ladispoziţie şi cu menţinerea preţului de cost la un nivelminim.
Un alt element esenţial al conceptului de manage-ment al producţiei moderne pune în evidenţă necesitateastudierii condiţiilor concrete de desf ăşurare a proceselor de
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Conceptul de management al produc ţ iei moderne10
producţie. Experienţa unor ţări avansate din punct de vederetehnologic arată că, în general, în managementul producţiei
moderne nu se pot stabili tipare rigide, reţete cuvalabilitate absolută. De aceea, este necesar ca principiilegenerale manageriale să fie adaptate la specificul şi particu-larităţile societăţii comerciale sau regiei autonome, secţiilor,atelierelor şi chiar locurilor de muncă. În consecinţă , estenecesar ca managerul să creeze condiţii pentru ca cel ceconduce procesul de producţie să aibă posibilitatea să-şiexpună punctul de vedere privitor la aspectele importanteale utilizării for ţei de muncă, precum şi în ceea ce priveştefolosirea materialelor, proceselor, utilajelor, sculelor şiaparaturii. La rândul său, şeful de producţie trebuie să dea posibilitatea personalului din subordinea sa să gândească prin propriile sale posibilităţi, conducându-le în permanenţă activitatea ce o desf ăşoar ă în producţie.
Sistemul de produc ţ ie este componenta principală a
complexului economic naţional, contribuind la cristalizareaîntr-o structur ă unitar ă a tuturor celorlalte sisteme carecontribuie la desf ăşurarea proceselor economice şi sociale.
Produc ţ ia este activitatea socială în care oamenii, cuajutorul mijloacelor de producţie, exploatează şi modifică elemente din natur ă în vederea realizării de bunuri materialedestinate necesităţilor de consum.
Dic ţ ionarul explicativ al limbii române defineşte o serie
întreagă de termeni pe care îi vom folosi în cadrul lucr ării şi pecare-i vom prezenta în continuare, cu scopul de a uşura procesulde înţelegere a problematicii abordate4.
Termenul de proces (latinescul processus, italienescul processo, sau franţuzescul procès) este definit ca fiindsuccesiunea de operaţii, de stări sau fenomene prin care se
4 Dic ţ ionarul explicativ al limbii române, Ed. Academiei României,1975
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 11
efectuează o lucrare, se produce o transformare, evoluţie,dezvoltare, desf ăşurare, acţiune.
Procesul de produc ţ ie este definit ca proces social încadrul căruia oamenii intr ă în relaţii reciproce determinate şiacţionează, cu ajutorul uneltelor de producţie, asupra obiectuluimuncii, pentru a crea bunuri materiale.
Procesul de fabrica ţ ie reprezintă totalitatea procedeelor folosite pentru transformarea materiilor prime şi a semifabri-catelor în produse finite.
Totalitatea operaţiilor de prelucrare şi asamblare la care
sunt supuse materialele şi semifabricatele în cursul procesuluide producţie, pentru a se obţine un anumit produs sau păr ţi ale produsului (repere şi subansamble) se numeşte proces
tehnologic. Structura procesului tehnologic reprezintă, deci, unansamblu de operaţii şi faze tehnologice.
Prin opera ţ ie se înţelege o parte a procesului tehnologic,aplicată unei piese sau unui grup de piese, subansamble şi
executată de un muncitor (sau o grupă bine determinată demuncitori), de un robot specializat, în mod neîntrerupt şi laacelaşi loc de muncă.
Sistemul de organizare a produc ţ iei întreprinderii sedefineşte prin ansamblul conceptelor, legilor, principiilor,regulilor, metodelor şi tehnicilor folosite pentru fundamentareaşi aplicarea deciziilor, acţiunilor şi măsurilor privind combate-rea şi folosirea raţională a factorilor de producţie, în scopul
asigur ării unei eficienţe economice ridicate în activitateaacesteia5.
În contextul aspectelor prezentate mai sus, un loc centralîl ocupă întreprinderea modernă de producţie, asupra căreia nevom opri în continuare, cu scopul declarat de a aborda doar aspectele esenţiale, demne de reţinut în demersul cunoaşterii.
5Bărbulescu, C., Bâgu, C., Managementul produc ţ iei, vol.1, Ed. Tribuna economică, Bucureşti, 2001
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Întreprinderea în sistemul productiv al societ ăţ ii moderne12
Capitolul 2
ÎNTREPRINDEREA ÎN SISTEMUL PRODUCTIVAL SOCIETĂŢII MODERNE
2.1. DEFINIREA, LOCUL, ROLUL ŞI ATRIBUŢIILEÎNTREPRINDERILOR MODERNE DE PRODUCŢIE
Întreprinderea industrială reprezintă o unitate economică de bază în cadrul economiei naţionale. Ea este veriga primar ă ,de bază a economiei, la nivelul căreia se desf ăşoar ă activităţilede producţie specifice profilului ei.
Întreprinderea de produc ţ ie industrial ă este verigaorganizatorică unde are loc fuziunea dintre factorii de producţie(resurse umane şi material-organizatorice) cu scopul de a produce şi desface bunuri economice în structura, cantitatea şicalitatea impusă de cererea de pe piaţă şi obţinerea de profit6.
Unii autori7 sunt de părere că întreprinderea este unsistem care produce bunuri şi servicii destinate vânzării,realizate cu ajutorul mijloacelor fixe şi umane, având structur ă
şi finalitate economică, precum şi autonomie decizională.Întreprinderea industrială, ca formă specifică de
întreprindere, reprezintă o unitate economică în care sedesf ăşoar ă în mod direct, nemijlocit, procesul de producţieindustrial. Ea mai poate fi definită şi ca reprezentând o unitate
6Badea,F., Managementul produc ţ iei industriale, Ed. All Educational,
Bucureşti, 19987Amalbert, M.N., Barreau, J., Delahaye, J., Economie d'entreprise,Ed. Sirey, 1989
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 13
de bază a economiei naţionale, care dispune de resurse fizice,umane şi financiare, pe care un colectiv de oameni le foloseşte
pentru realizarea procesului de producţie pe baza principiilor deeficienţă şi rentabilitate, în vederea obţinerii de bunuri, exe-cutării de lucr ări şi servicii cu caracter industrial destinatesatisfacerii cerinţelor pieţei interne şi externe.
Scopul principal al unei întreprinderi constă înfabricarea de bunuri, executarea de lucr ări sau prestarea deservicii pentru a satisface cerinţele pieţei, în condiţiile unuicontext relaţional economic client – furnizor, în care întreprin-
derea joacă alternativ unul sau altul din aceste roluri.Privită în ansamblu, ca unitate organizatorică constituită
pentru realizarea unei activităţi industriale, specifică ramurii sausubramurii din care face parte, întreprinderea este atâtutilizatoare de resurse, cât şi sursă de bogăţie şi deţinătoare de puteri economice.
Prin obiectul activit ăţ ii ei, o întreprindere industrială
are rolul de a administra cu eficienţă maximă mijloacele decare dispune, de a asigura îndeplinirea ritmică şi integrală a producţiei prevăzute, ridicarea calităţii produselor, folosireacompletă a capacităţilor de producţie, modernizarea proceselor tehnologice, creşterea productivităţii muncii, reducerea continuă a cheltuielilor de producţie şi sporirea pe această bază a profiturilor.
În contextul noilor abordări ale conceptului de
întreprindere în economia de piaţă, aceasta este privită ca ungrup de persoane, organizat pe baza unor criterii juridice,economice şi tehnologice, care concepe şi realizează un procesde producţie specific, în vederea oferirii pe piaţă a produselor executate pentru satisfacerea anumitor nevoi şi cerinţe aleclienţilor săi.
În funcţie de profilul activităţii întreprinderii, produseleexecutate se pot prezenta sub formă de bunuri materiale pentruconsum productiv (materii prime şi materiale, energie,echipamente de producţie etc.) sau individual (bunuri
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Întreprinderea în sistemul productiv al societ ăţ ii moderne14
alimentare, de larg consum, de folosinţă îndelungată ş.a.),lucr ări (tehnologice, de montaj, de reparaţii sau de altă natur ă)
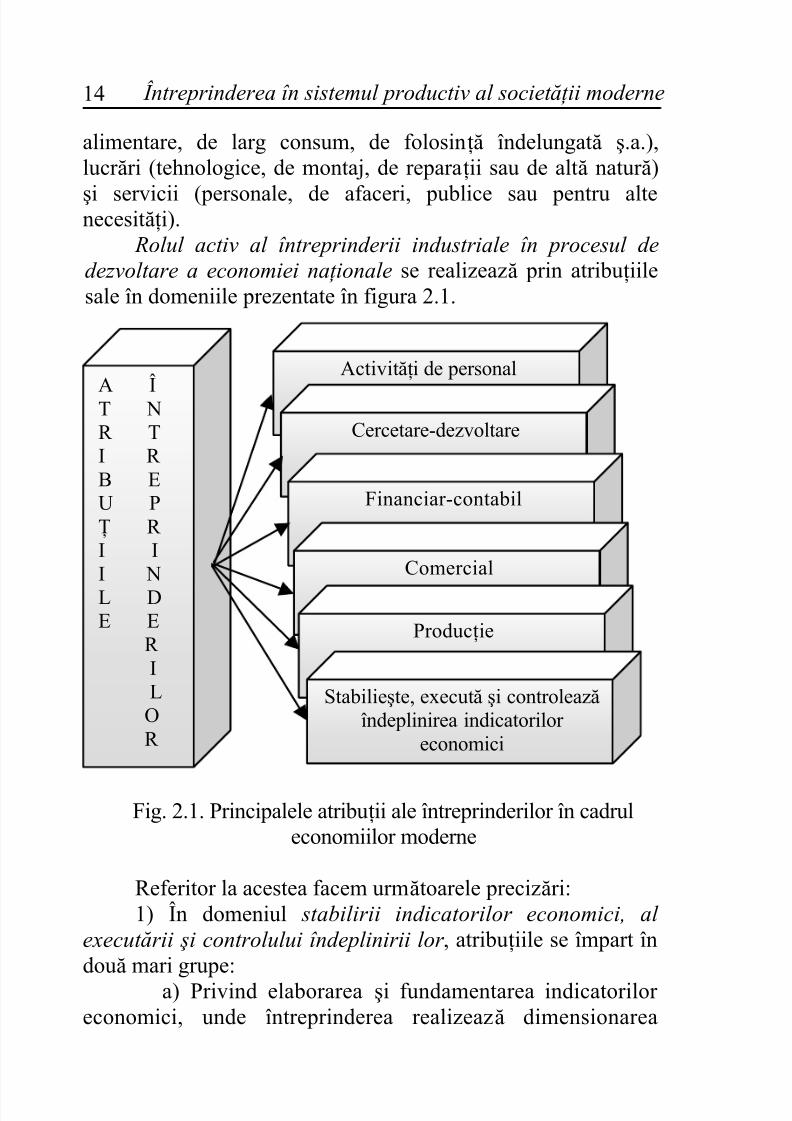
şi servicii (personale, de afaceri, publice sau pentru altenecesităţi). Rolul activ al întreprinderii industriale în procesul de
dezvoltare a economiei na ţ ionale se realizează prin atribuţiilesale în domeniile prezentate în figura 2.1.
Fig. 2.1. Principalele atribuţii ale întreprinderilor în cadruleconomiilor moderne
Referitor la acestea facem următoarele precizări:1) În domeniul stabilirii indicatorilor economici, al
execut ă rii şi controlului îndeplinirii lor , atribuţiile se împart îndouă mari grupe:
a) Privind elaborarea şi fundamentarea indicatorilor economici, unde întreprinderea realizează dimensionarea
A ÎT NR TI R B EU PŢ R I II NL DE E
R IL
OR
Activităţi de personal
Cercetare-dezvoltare
Financiar-contabil
Comercial
Producţie
Stabilieşte, execută şi controlează îndeplinirea indicatorilor
economici
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 15
judicioasă a economiei, ţinând seama de misiunea ei şiobiectivele strategice stabilite; pentru buna funcţionare a acestor
indicatori economici, întreprinderea asigur ă:- studierea şi cunoaşterea temeinică a pieţei interne şiexterne;
- contractarea întregii producţii;- valorificarea la maximum a potenţialului productiv prin
utilizarea integrală a capacităţii de producţie;- asigurarea folosirii raţionale a for ţei de muncă şi lărgirea profilului de fabricaţie;
- elaborarea, directă sau cu institute de profil, de studii şi prognoze privind dezvoltarea de perspectivă;
- elaborarea programelor speciale pe diferitele probleme şistabilirea sarcinilor ce revin subunităţilor de producţie,secţiilor, atelierelor ş.a.
b) Privind execuţia indicatorilor economici, întreprinderea:- urmăreşte îndeplinirea ritmică şi integrală a acestora;
- ţine evidenţa statistică a realizării producţiei şi a folosiriicapacităţilor de producţie ca şi a celorlalţi indicatori.2) În domeniul produc ţ iei, întreprinderea:
- organizează şi asigur ă îndeplinirea programelor de produc-ţie în condiţii de eficienţă ridicată;
- asigur ă încadrarea în consumurile normate de materiale şivalorificarea superioar ă a acestora;
- asigur ă realizarea ritmică a producţiei, livrarea produselor
în corelare cu termenele contractuale precum şi realizareasarcinilor de cooperare în producţie;
- asigur ă executarea producţiei la parametrii calitativistabiliţi;
- organizează controlul tehnic de calitate;- stabileşte lucr ările de mică mecanizare;- ia măsuri pentru reducerea consumurilor specifice,
optimizarea stocurilor de valori materiale şi eliminareacheltuielilor neeconomicoase;
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Întreprinderea în sistemul productiv al societ ăţ ii moderne16
- foloseşte raţional, întreţine, repar ă şi modernizează mijloacele fixe;
- asigur ă încărcarea optimă a capacităţilor de producţie;- ia măsuri pentru realizarea parametrilor proiectaţi ai produselor;
- stabileşte şi întreprinde măsuri pentru creşterea producţiei;- asigur ă alimentarea cu diferitele tipuri de energie şi
folosirea raţională a instalaţiilor energetice;- aplică normele de protecţie şi igiena muncii ş.a.
3) În domeniul comercial, întreprinderea are atribuţii ce se potîncadra în trei grupe:a) Aprovizionarea tehnico-materială. Întreprinderea are ca
atribuţii:- elaborarea şi fundamentarea programului de aprovizio-
nare tehnico-materială;- asigurarea bazei materiale necesare realizării în bune
condiţii a sarcinilor de plan;
- încheierea contractelor economice şi realizarea aprovi-zionării la termenele necesare;- elaborează norme de stoc pentru materialele necesare;- ia măsuri pentru preîntâmpinarea formării de stocuri
supranormative şi pentru valorificarea operativă a celor disponibile;
- asigur ă recepţia materialelor, depozitarea şiconservarea lor ş.a.
b) Marketingşi desfacere. Întreprinderea:- încheie contracte economice şi urmăreşte executarea
întocmai a acestora;- urmăreşte livrarea produselor la termenele şi în condi-ţiile prevăzute în contracte;
- participă la prospectarea pieţei interne şi externe înscopul cunoaşterii cerinţelor consumatorilor;
- asigur ă reclama, participă la expoziţii şi târguri,elaborează şi difuzează cataloage comerciale;
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 17
- ia măsuri pentru introducerea în fabricaţie numai a produselor care au asigurată desfacerea prin contracte
sau comenzi ferme;- organizează şi urmăreşte în exploatare instalaţiile şi
utilajele livrate;- realizează activităţi de „service”;- rezolvă reclamaţiile referitoare la calitatea producţiei,
cantitatea şi termenele de livrare ş.a.c) Comer ţul exterior şi cooperarea economică internaţională.
Întreprinderea:- încheie contracte cu beneficiarii externi, asigurând
fundamentarea indicatorilor economici pentru export pe bază de contracte, contracte-cadru, comenzi sauconvenţii;
- acţionează pentru asigurarea necesarului de comenzi şicontracte pe perioade cât mai lungi, intrarea în
raporturi de cooperare cu întreprinderi şi firme din alteţări;
- se ocupă cu organizarea corespunzătoare a producţieidestinate exportului, de realizarea şi livrarea fonduluide marf ă destinat beneficiarilor externi;
- participă singur ă sau împreună cu întreprinderilespecializate de comer ţ exterior la prospectarea pieţei
externe, la negocierea şi încheierea contractelor ferme,contractelor-cadru, comenzilor sau convenţiilor pentru producţia de export, participând la cooperarea în producţie cu firme şi organizaţii din str ăinătate;
- urmăreşte permanent creşterea eficienţei financiar-valutare a operaţiilor de comer ţ exterior;
- rezolvă reclamaţiile referitoare la calitatea şi cantitatea
producţiei, termene de livrare ş.a.
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Întreprinderea în sistemul productiv al societ ăţ ii moderne18
4) În domeniul financiar-contabil , atribuţiile se încadrează îndouă grupe:
a) Întocmirea şi execuţia bugetului de venituri şi cheltuieli.Întreprinderea:
- elaborează bugetul de venituri şi cheltuieli, urmărindsă-şi acopere din veniturile obţinute cheltuielile şi să obţină beneficii;
- elaborează propuneri pentru planul de credite şi de casă;- efectuează studii şi analize în vederea creşterii eficienţei
folosirii mijloacelor fixe, sporirii beneficiilor, acceler ăriivitezei de rotaţie a mijloacelor circulante;- stabileşte nivelul stocurilor de materii prime, materiale, produse;
- ia măsuri pentru executarea întocmai a bugetului devenituri şi cheltuieli şi crearea resurselor financiarenecesare pentru acoperirea costurilor de producţie şi decirculaţie, desf ăşurarea normală a activităţii economice,
constituirea fondurilor proprii, rambursarea creditelor bancare precum şi menţinerea echilibrului între venituri şicheltuieli.
b) Alte atribuţii. Întreprinderea:- organizează şi exercită controlul financiar-preventiv şi
controlul gestionar de fond asupra gospodăririi mijloace-lor materiale şi băneşti;
- organizează şi conduce contabilitatea, întocmind bilanţulcontabil şi situaţia principalilor indicatori economico-financiari;
- stabileşte preţuri şi tarife la produsele şi serviciileexecutate;
- urmăreşte situaţia valorilor materiale;- face inventarierea bunurilor din patrimoniul întreprinderiiş.a.
5) În domeniul cercet ă rii şi dezvolt ă rii, atribuţiile întreprinderiise împart în trei grupe:
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 19
a) Cercetarea ştiinţifică, ingineria tehnologică şi introduce-rea progresului tehnic. Întreprinderea:
- elaborează în colaborare cu institutele de cercetare şi proiectare de profil:- planuri proprii de cercetare ştiinţifică, inginerie
tehnologică şi de introducere a progresului tehnic;- studii, documentaţii şi proiecte privind realizarea de
produse noi şi modernizarea celor existente, dezvol-tarea şi modernizarea utilajelor, reutilări, extinderi decapacităţi, perfecţionări de tehnologii ş.a.;
- aplică în producţie şi valorifică studiile şi cercetărileştiinţifice;
- organizează activitatea de cercetare uzinală şi introducerea progresului tehnic, normele de consum de materiale şinormele de muncă;
- organizează activitatea de invenţii şi inovaţii;- asigur ă informarea, documentarea şi propaganda tehnico-
ştiinţifică. b) Investiţii şi construcţii. Întreprinderea:- elaborează planurile de investiţii, de finanţare şi creditare a
acestora;- asigur ă din timp, potrivit legislaţiei existente, documenta-ţiile tehnico-economice necesare;
- încheie contracte de antrepriză şi contracte de livrare autilajelor, corelate cu termenele de punere în funcţiune;
- urmăreşte realizarea obiectivelor de investiţii şi aprobă recepţia investiţiilor care intr ă în componenţa sa.
c) Organizarea conducerii, a producţiei şi a muncii.Întreprinderea asigur ă:
- organizarea pe baze ştiinţifice a activităţii de conducere şide producţie;
- efectuarea de studii privind perfecţionarea structuriiorganizatorice;
- realizarea sistemului informaţional;- perfecţionarea regulamentelor în vigoare;
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Întreprinderea în sistemul productiv al societ ăţ ii moderne20
- aplicarea celor mai moderne şi eficiente metode deorganizare, programare şi urmărire, de optimizare a
fluxurilor de fabricaţie;- îmbunătăţirea organizării şi normării muncii, organizarearaţională a locurilor de muncă şi a muncii pe schimburi;
- aplicarea studiilor şi proiectelor de organizare ş.a.6) În domeniul activit ăţ ilor de personal, întreprinderea:
- organizează orientarea profesională, selecţionarea, încadra-rea în muncă şi promovarea personalului;
- asigur ă evidenţa cadrelor şi aplicarea unor criterii obiectivede apreciere anuală;
- stabileşte indicatorii referitori la asigurarea, pregătirea şi perfecţionarea for ţei de muncă pe meserii şi specialităţi;
- organizează perfecţionarea pregătirii personalului mun-citor;
- asigur ă baza materială a unităţilor şcolare, dotareaacestora şi cadrele de specialitate necesare;
- asigur ă salarizarea personalului, aplicarea formelor destimulare materială;- ia măsuri pentru îmbunătăţirea condiţiilor de muncă, prevenirea accidentelor de muncă, folosirea raţională afor ţei de muncă şi respectarea disciplinei muncii;
- ia măsuri pentru organizarea activităţii cu caracter administrativ, pentru înfiinţarea de cantine, creşe,gr ădiniţe, grupuri sociale, pentru asigurarea asistenţei
medicale, a spaţiului locativ, a bazei materiale pentruacţiuni cultural-sportive, întocmirea dosarelor de pensii,luarea de măsuri faţă de persoanele care au comis abateris.a.După cum subliniază unii autori8, schimbările manifes-
tate în producţia contemporană au avut consecinţe asupracreşterii semnificaţiei factorului uman, ceea ce a propulsat
8Petrescu, I., Managementul personalului organiza ţ iei, Ed. Expert,Bucureşti, 2003
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 21
managementul personalului în primul plan al activităţii manage-riale din cadru întreprinderilor moderne.
Totodată, intervenţia directă sau indirectă a resurselor umane condiţionează existenţa producţiei moderne şi a celorlalteactivităţi economice şi asigur ă valorificarea mijloacelor de producţie de care dispune societatea, f ăcând posibilă şisatisfacerea nevoilor ei9.
2.2. TR ĂSĂTURILE ŞI COMPONENTELE DE BAZĂ ALE
UNEI ÎNTREPRINDERI DE PRODUCŢIE
După unii autori10, caracteristicile principale ale între- prinderii de producţie sunt:
- unitatea tehnico-productivă;- unitatea organizatorico-administrativă;- unitatea economico-socială.
Unitatea tehnico-productivă este determinată de faptulcă întreprinderea de producţie dispune de un complex defactori, în anumite raporturi cantitative şi calitative, astfel încâtsă fie realizat în condiţii de eficienţă obiectivul stabilit de cătreaceasta.
În cadrul acestei tr ăsături de bază se evidenţiază două aspecte principale:
a) omogenitatea procesului tehnologic în toate
subunităţile de producţie de bază specializate înexecutarea anumitor produse sau componente aleacestora;
b) unitatea producţiei fabricate în întreprindere.Pentru întreprinderile caracterizate prin omogenitatea
procesului tehnologic, în cadrul subunităţilor sale de producţie
9
Preda, D., Ocuparea for ţ ei de muncă şi dezvoltarea durabil ă , Ed.Economică, 200210Bărbulescu, C, Bâgu, C., op. cit .
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Întreprinderea în sistemul productiv al societ ăţ ii moderne22
de bază, procesul tehnologic este asemănător, utilizându-semaşini şi utilaje cu aceeaşi destinaţie tehnologică, muncitorii au
aceeaşi profesie şi grad de calificare, iar modul de organizare alacestor subunităţi este asemănător.În cadrul unităţilor de producţie ale întreprinderii pot
exista diferite variante de unităţi tehnico-productive, şi anume:- cele constituite în unităţi de producţie pentru executarea
unui anumit stadiu sau a unei anumite faze a procesuluitehnologic pentru toate produsele sau piesele prevăzuteîn planul întreprinderii (secţii de turnătorie, forjă, prelucrare mecanică şi montaj unde să se execute pieseturnate sau forjate sau să se realizeze operaţii de prelucrare mecanică sau montaj pentru toate produsele);
- unităţi de producţie pentru executarea unui anumit tip de produs, reunindu-se în cadrul fiecăreia toate stadiile saufazele necesitate de executarea lui;
- se organizează secţii de producţie pentru executareaanumitor stadii ale procesului de produc ţ ie, de regul ă preg ă titoare, pentru toate produsele întreprinderii, urmânda se constitui secţii de producţie pentru executareacelorlalte stadii ale procesului tehnologic (de prelucrare,finisaj sau montaj) pe fiecare produs în parte.Unitatea organizatorico-administrativă este dată de
faptul că la înfiinţarea întreprinderii se stabileşte pentru aceasta
un sediu, un obiect al activităţii, o denumire, un complex demijloace de producţie, un personal şi o conducere proprie.
Din această perspectivă întreprinderea are următoarelecaracteristici:
a) poate decide asupra produselor sau serviciilor carevor fi oferite pe piaţă;
b) poate decide asupra metodelor de management carevor fi utilizate;
c) poate decide asupra modului de utilizare a resurselor şi a modului de împăr ţire a profitului.
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 23
Unitatea economico-social ă este dată de faptul că întreprinderea este organizată şi funcţionează pe baza princi-
piilor de rentabilitate şi de eficienţă economică.Din această perspectivă, întreprinderea se caracterizează
din punct de vedere economico-social prin următoarele:a) are în dotare mijloace de producţie proprii; b) funcţionează pe baza strategiei şi tacticii stabilite de
conducerea acesteia în vederea realizării obiectivului propus;
c) poate fi desfiinţată, reorganizată sau poate să-şimodifice obiectul de activitate, denumirea sau sediul pe baza unor hotărâri ale organelor care au consti-tuit-o;
d) îşi desf ăşoar ă activitatea pe bază de autofinanţare;e) trebuie să asigure cunoaşterea temeinică a pieţelor de
desfacere în vederea realizării integrale a producţiei.
Aceste tr ăsături de bază ale unei întreprinderi de producţie industrială pot avea o serie de particularităţi distincte,în funcţie de condiţiile specifice în care o întreprindere sau altaîşi desf ăşoar ă activitatea.
Aceiaşi autori susţin că, înfiinţarea şi funcţionareaoricărei întreprinderi presupun existenţa concomitentă a unor componente de bază care o definesc ca o entitate distinctă cu
funcţionalitate proprie.Prima componentă este cuplul produse – pie ţ e. Acesta
se concretizează în portofoliul produselor executate şi oferite deîntreprindere şi pieţele cărora le sunt destinate produselerespective. Fiecare cuplu produse – pieţe defineşte un anumitdomeniu (sector) de activitate a întreprinderii. O întreprindere poate să-şi desf ăşoare activitatea într-un anumit domeniu sau în
mai multe domenii, uneori înrudite ori complementare, alteoricomplet diferite.
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Întreprinderea în sistemul productiv al societ ăţ ii moderne24
În legătur ă cu această componentă pot fi identificaţi doifactori esenţiali ai mediului de competiţie:
- clien ţ ii care solicită produsele executate de întreprindere, pentru satisfacerea anumitor nevoi primare şi cerinţe proprii;- concuren ţ ii (competitorii) care sunt angrenaţi în acelaşi
domeniu de activitate şi ofer ă pe pieţele respective produse similare sau de substituţie (înlocuitoare).
Cea de-a doua componentă necesar ă pentru constituirea şifuncţionarea unei întreprinderi o constituie investitorii de capital .
Aceştia, în scopul obţinerii unui profit scontat sau a altor „avantaje” economice ori neeconomice, îşi riscă capitalulinvestit şi îşi asigur ă puterea de decizie formală la nivelulîntreprinderii. Prin intermediul acestei componente se potindividualiza patronatele şi asociaţiile de investitori, ca factoriai infrastructurii sectoriale, care influenţează într-o oarecaremăsur ă activitatea întreprinderilor din unele domenii.
În sfâr şit, cea de-a treia componentă este reprezentată
de salaria ţ ii întreprinderii, atât cei care asigur ă managementulei, cât şi cei care sunt implicaţi în realizarea proceselor de execuţie.
Aceştia, în schimbul salariului primit, al condiţiilor de muncă asigurate şi al altor elemente de motivarematerială sau morală, îşi pun la dispoziţia întreprinderiicapacitatea lor fizică şi intelectuală, abilităţile profesionale,experienţa, talentul etc.
2.3. ÎNTREPRINDEREA ŞI RESPONSABILITATEASOCIALĂ A ACESTEIA
Responsabilitatea socială a întreprinderii decurge dinfaptul că aceasta trebuie să facă faţă la cinci probleme socio-economice importante:
- inflaţia;- managementul cu faţă umană;
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 25
- protecţia mediului;- protecţia consumatorului;
- criza de energie.1) Infla ţ ia este un fenomen de creştere a preţurilor saude descreştere a puterii de cumpărare a monedei naţionale.
Creşterea preţului determină o serie de modificări încomportamentul consumatorilor cum ar fi:
• reducerea cheltuielilor la minimum;•amânarea unora dintre cumpăr ăturile de bunuri, boicotând
astfel producţia unora dintre întreprinderile producătoare.
La rândul lor, întreprinderile trebuie să facă faţă acesteisituaţii, prin reducerea unora dintre cheltuieli.2) Managementul cu fa ţă umană presupune o
reconsiderare a întregii activităţi în sensul luării în considerare nudoar a cifrelor, organigramelor şi metodelor administrative, ci şi afactorului uman. Salariaţii sunt mult mai productivi dacă sunt participanţi nu doar la realizarea obiectivelor, ci şi la stabilirea lor.
3) Protec ţ ia mediului este un factor de care trebuie să se ţină cont în conducerea întreprinderii, prin prisma repercusiu-nilor denatur ă juridică şi socială. Mediul ecologic trebuie menţinut sănătos,chiar dacă aceasta presupune cheltuieli suplimentare. Din păcate, nutoate întreprinderile sunt dispuse la concesii în acest sens şi la platacosturilor impuse de măsurile corective care se impun.
4) Protec ţ ia consumatorilor este o problemă căreiatrebuie să i se facă faţă prin faptul că, este necesar să se ţină seama de nevoile şi dorinţele beneficiarilor.
5) Criza de energie provine din capacităţile reduse în general pe plan mondial de a acoperi nevoile de energie actuale şi de viitor aleomenirii. De aceea, multe întreprinderi încep să utilizeze materialeledin noua generaţie care r ăspund din ce în ce mai bine căutărilor actualeîn domeniul producţiei (materiale compozite pe bază de fibre de sticlă,ceramice, mase plastice ş.a.), care nu sunt mari consumatoare deenergie şi au proprietăţi superioare materialelor clasice11.
11 Pânzaru, S., Materialele compozite viitorul produc ţ iei speciale, Ed.A.F.A., Braşov, 2002.
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Întreprinderea în sistemul productiv al societ ăţ ii moderne26
2.4. CONCEPŢII CU PRIVIRE LA ÎNTREPRINDERE
Asupra întreprinderii au fost elaborate o serie de concepţiiteoretice, care, în principal, pot fi grupate în trei, şi anume:
- concep ţ ia materialist ă ;
- concep ţ ia personalist ă ;- concep ţ ia sistemică .Concep ţ ia materialist ă consider ă întreprinderea ca un
ansamblu de bunuri afectate producţiei, iar salariaţii suntconsideraţi doar furnizori de muncă, neintegraţi din punct devedere conceptual în întreprindere.
Această concepţie are două variante:1. Punctul de vedere capitalist , susţinut de Taylor şi
Fayol, conform căruia proprietatea asupra întreprinderii este
privat ă , managerul desf ăşoar ă ac ţ iuni riscante, iar finalizareaîntreprinderii o constituie profitul .2. Punctul de vedere socialist , conform căruia întreprin-
derea este în proprietate de stat, iar eliminarea exploat ă rii este
o condi ţ ie imperativă .Concep ţ ia personalist ă defineşte întreprinderea ca fiind o
fiinţă colectivă dotată cu o personalitate proprie, trebuind să fie
în serviciul salariaţilor şi nu invers.Această concepţie are două variante:a) Teoria rela ţ iilor umane: - a fost susţinută de Maslow şi Mayo, potrivit căreia
individul şi grupul sunt elemente esenţiale şi de aceea trebuie
puse de acord obiectivele întreprinderii cu aspira ţ iile
oamenilor;
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 27
- din rândul cercetătorilor în acest domeniu pot fiamintiţi: Elton Mayo - care a evidenţiat existenţa unor motivaţii,
altele decât salariul; Maslow - care a f ăcut o ierarhizare anevoilor pe care omul doreşte să le satisfacă, sau Herzberg -care a studiat factorii care reduc insatisfacţia şi care creează satisfacţie.
b) Teoria autogestiunii:- presupune însuşirea colectivă a mijloacelor de
producţie şi realizarea democraţiei economice;- aplicarea acestei teorii s-a încercat f ăr ă succes în ţări
ca Iugoslavia, Algeria şi România, constatându-se că autogestiunea nu împiedică să apar ă conflictele interne, datoraterepartiţiei inegale a puterii şi resurselor şi nici cele externe,datorate contradicţiei dintre obiectivele întreprinderii şi cele aleeconomiei naţionale;
- se bazează pe proprietatea colectivă asupra mijloa-celor de producţie şi pe realizarea democraţiei economice;
- potrivit acestei teorii, aplicată mai mult în fostaJugoslavie şi Algeria, autogestiunea face din salariat unresponsabil al funcţionării întreprinderii, care are dreptul de aconferi, prin vot, putere economică, de a controla sau de a revocahotărârile adoptate.
Concep ţ ia sistemică:- consider ă întreprinderea un sistem deschis, adică un
ansamblu de elemente organizat pe baza relaţiilor de
interdependenţă, a cărui funcţionare conduce la realizarea unor obiective;
- la baza acestei concepţii stă faptul că întreprindereaeste considerată un ansamblu, un sistem deschis către mediulextern, cu o anumită finalitate şi adaptabil.
În afara de concepţiile teoretice prezentate mai sus, maiexistă şi unele concepţii legate de percepţia în practică aîntreprinderii, aceasta fiind considerată:
- unitate de produc ţ ie (producţia este principala raţiunede creare a întreprinderii);
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Întreprinderea în sistemul productiv al societ ăţ ii moderne28
- unitate de reparti ţ ie (întreprinderea creează unsurplus de bogăţie care se repartizează muncitorilor sub formă
de salarii şi prime, creditorilor sub formă de dividente şi statuluisub formă de impozite);- celul ă social ă (întreprinderea este un ansamblu de
persoane cu aspiraţii divergente, dar care participă la realizareaunui obiectiv comun);
- centru de decizie (întreprinderea presupune clarvizi-une, competenţe de a lua decizii şi gustul riscului).
2.5. TIPOLOGIA ÎNTREPRINDERILOR DE PRODUCŢIEINDUSTRIALĂ
Există numeroase clasificări ale întreprinderilor industri-ale, de fiecare dată luându-se în considerare anumite criterii. Încontinuare prezentăm o clasificare a întreprinderilor, după unele
criterii, cum ar fi:1) După forma de proprietate sunt:a) Întreprinderi de stat:
- proprietarul întregului patrimoniu este statul;- întreprinderile de stat se organizează şi funcţionează sub
forma de regii autonome sau societ ăţ i comerciale. Regiile autonome:
- se pot înfiinţa prin hotărâri guvernamentale, pentru cele de
interes naţional sau prin hotărâri ale organelor administra-ţiei locale pentru cele de interes local;
- sunt întreprinderile constituite şi funcţionate în ramurilestrategice ale economiei naţionale (energetica, exploatareaminelor şi gazelor naturale, poşta şi telecomunicaţiile,transporturile feroviare, industria de armament şi altedomenii);
- sunt persoane juridice şi funcţionează pe bază de gestiuneeconomică şi autonomie financiar ă;
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 29
- pot cuprinde în structura lor uzine, ateliere, sucursale şi alteasemenea subunităţi necesare realizării obiectului lor de
activitate;- pot fi şi ele la rândul lor de două feluri:- regii autonome cu conducere direct ă , dacă funcţiile
lor economice şi financiare sunt încredinţate unor funcţionari de stat;
- regii autonome cu conducere indirect ă , dacă aceleaşifuncţii sunt concesionate sau închiriate unor persoanesau întreprinderi particulare;
- se caracterizează în general prin următoarele elemente:- este proprietara patrimoniului său pe care îl foloseşte
în mod autonom;- întocmeşte anual un buget de venituri şi cheltuieli, bilanţ contabil şi cont de profit şi pierderi;
- din veniturile realizate, după acoperirea cheltuielilor regia autonomă constituie fondul de rezervă şi fondul
de dezvoltare;- regia autonomă este condusă de un consiliu deadministraţie format din 7-15 persoane;
- dobânzile, amortizarea investiţiilor şi rambursareacreditelor se acoper ă din veniturile realizate.
Societatea comercial ă : - este o persoană juridică care efectuează activităţi de producţie şi comercializare în scopul obţinerii de profit;
- reprezintă forma principală de întreprindere;- sunt conduse de directorul general în baza unui contract demanagement încheiat de Adunarea Generală a Acţionarilor;directorul general constituie Consiliul de Administraţie şiComitetul de Direcţie, ca organe participative ale mana-gementului;
- cele mai r ăspândite sunt:- Societatea în nume colectiv (SNC):
- este o societate de persoane cu număr redus deasociaţi;
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Întreprinderea în sistemul productiv al societ ăţ ii moderne30
- obligaţiile sociale sunt garantate de toţi asociaţii;- în cazul falimentului atât societatea cât şi asociaţii
sunt declaraţi faliţi.- Societatea pe ac ţ iuni (SA): - este o societate de capitaluri divizate în acţiuni;- acţiunile sunt transmisibile;- acţionarii sunt r ăspunzători numai în limita capita-
lului social al fiecăruia.- Societatea cu r ă spundere limitat ă (SRL):
- este o societate de capitaluri, iar r ăspunderea estelimitată la aportul social;
- aportul social este format din păr ţi sociale;- numărul de asociaţi nu poate fi mai mare de 50.
b) Întreprinderi particulare:- patrimoniul apar ţine unei persoane sau unui grup de persoane fizice care au avut de altfel iniţiativa creării lor.
c) Întreprinderi mixte:
- în cadrul cărora există participanţi la crearea şi utilizarea patrimoniului atât din partea statului cât şi din partea unor persoane fizice particulare.
2) În funcţie de modul de constituire şi utilizare apatrimoniului, întreprinderile pot fi:a) Întreprinderi particulare individuale:
- sunt proprietatea unei persoane fizice, dar care poate utilizaunul sau mai mulţi salariaţi;
- proprietarul este responsabil de patrimoniul întreprinderii;- numărul de salariaţi este mai mic de 10;- creatorul unei astfel de întreprinderi, denumit şi antrepre-
nor, este responsabil asupra bunurilor sale proprii, între- prinderea f ăcând parte din patrimoniul său, ca şi celelalte bunuri ale sale;
- în această categorie de întreprinderi fac parte cele ceactivează, de regulă, în activităţi comerciale, pescuit, agri-cultur ă, distribuţie, gararea autoturismelor ş.a.;
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 31
- din rândul acestor întreprinderi fac parte şi întreprinderileartizanale, care pot cuprinde un număr de salariaţi mai mic
de 10 persoane şi la care munca desf ăşurată poate fi una defabricaţie sau de reparaţie;- proprietarul acestei întreprinderi, posedând o anumită
calificare profesională, participă efectiv la muncadesf ăşurată;
- într-o ţar ă cu economie de piaţă numărul acestor întreprinderi private individuale este foarte mare în raportcu numărul celorlalte tipuri de întreprinderi, în Franţa ele
depăşind 60% din totalul acestora. b) Întreprinderi unipersonale cu r ăspundere limitată:
- patrimoniul întreprinderii este separat de cel al proprieta-rului;
- responsabilitatea antreprenorului (proprietarului) este limi-tată numai la patrimoniul întreprinderii.
c) Întreprinderi societare:
- capitalul societăţii este repartizat între două sau mai multe persoane, fiind divizat în titluri numite acţiuni sau păr ţisociale;
- asociaţii au dreptul să participe la conducere;- au personalitate juridică;- asociaţii primesc dividende;- sub raport juridic aceste societăţi beneficiază de personali-
tate juridică, putând efectua în numele lor toate operaţiile
necesare unei bune funcţionări;- ea nu are limită legală ca număr maxim de asociaţi, el fiind
de regulă redus, numărul minim fiind de 2. Respon-sabilitatea asociaţilor este totală, conducerea fiind asigu-rată de una sau mai multe persoane, titlurile emise fiinddenumite păr ţi sociale.
d) Societatea anonimă cu responsabilitate limitat ă :- face parte din rândul societăţilor de capitaluri, putând avea
un număr de asociaţi minim de 2 şi maximum de 50;
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Întreprinderea în sistemul productiv al societ ăţ ii moderne32
- responsabilitatea asociaţilor este limitată la aportul lor social;
- poate fi condusă de o persoană, titlurile emise fiind subforma păr ţilor sociale.e) Întreprinderi cooperatiste:
- se creează pe baza participării mai multor persoane ce audesf ăşurat, anterior apariţiei cooperativei, activităţi similareîn calitate de mici producători;
- fiecare membru cooperator participă în mod egal lamanagementul cooperativei;
- membrii cooperatori au dreptul în afara salariului la o partedin venitul final, în funcţie de partea de capital cu care avenit în cooperativă sau a unor prevederi de la constituireaacesteia.
f) Întreprinderi familiale:- patrimoniul se află în proprietatea membrilor unei familii,
care de cele mai multe ori sunt şi lucr ători în cadrul
întreprinderii lor.3) În funcţie de apartenenţa naţională , pot exista:a) Întreprinderi na ţ ionale:
- în care patrimoniul se află integral în proprietatea unei ţări. b) Întreprinderi multina ţ ionale:
- ale căror subunităţi componente îşi desf ăşoar ă activitatea îndouă sau mai multe ţări;
- sunt de regulă proprietatea unui grup economic interna-
ţional.c) Întreprinderi joint-venture:
- un număr de persoane fizice sau juridice participă cucapital în propor ţii diferite din două sau mai multe ţări.
4) În funcţie de gradul de mărime (dependent denumărul de salariaţi, cifra de afaceri, mărimea capitalului sau a profitului) pot exista:a) Întreprinderi mari:
- acestea ocupă o pondere importantă în cadrul economieinaţionale, în general şi în industrie, în special;
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 33
- au un grad mare de diversitate, resurse financiare importante,organizate pe un număr mare de niveluri ierarhice şi care
acţionează mai greu la schimbările din mediul înconjur ător;- cunosc un foarte mare grad de diversificare şi au o mare putere financiar ă, fructificând resursele financiare pediferitele pieţe, valorificând puternicul potenţial organiza-toric de care dispun şi experienţa câştigată;
- sub raport organizatoric aceste întreprinderi se caracterizează printr-o ierarhie bine pusă la punct, cu funcţiuni separate şicadre specializate în cadrul fiecăreia, prin existenţa unei
tehnologii, capabile să adopte decizii judicioase pe bazaunor procese complexe de studii şi analize;
- în general au o vulnerabilitate mică, exercitând, ca urmare a puterii lor economice, o puternică influenţă asupra furnizo-rilor sub raportul preţului şi a condiţiilor de livrare, asupra pieţei, reuşind să influenţeze comportamentul acesteia şichiar asupra unor decizii luate de puterile publice;
- acestea se află, de regulă, în fruntea unor reţele deîntreprinderi, asigurând crearea de filiale, pe care le contro-lează în diferite grade. Apare astfel forma de grupă deîntreprinderi sub raport organizatoric, care poate fi definită ca un ansamblu de societăţi între care există relaţiieconomice şi financiare şi care sunt controlate fie de osocietate denumită mamă, fie de o societate de portofoliu,luând în acest caz denumirea de holding ;
- pentru acestea este eficientă introducerea unor maşini, utilajeşi agregate de mare randament sau crearea unei puternice baze de cercetare ştiinţifică, datorită volumului mare de producţie, ceea ce nu este posibil pentru întreprinderilemici.
b) Întreprinderi mici şi mijlocii:- proprietatea asupra bunurilor întreprinderii şi conducerea
activităţii acesteia sunt concentrate în cadrul unui gruprelativ mic de persoane, sau proprietarul se confundă cel maiadesea cu managerul;
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Întreprinderea în sistemul productiv al societ ăţ ii moderne34
- ele înregistrează, de regulă, cea mai înaltă rată de dezvoltare,fiind creatoare de cele mai multe locuri de muncă;
- sunt întreprinderi dinamice, dar şi foarte vulnerabile, datorită dependenţei de acelaşi client, a cheltuielilor foarte ridicate cu personalul sau a unei prea accentuate specializări în moddeosebit când sunt subfurnizori, existând şi slă biciuni subraportul gestiunii întreprinderii, cu stocuri supradimensionatesau costuri de producţie relativ ridicate.
- succesul acestor întreprinderi depinde într-o mare măsur ă demodul în care conducerea întreprinderii reuşeşte să antreneze prin descentralizare colaboratori competenţi,capabili să transpună în viaţă strategia adoptată;
- întreprinderile mici au între 1 şi 75 de salariaţi, iar celemijlocii au un număr de 76 la 200 salariaţi, cifra lor deafacere ne depăşind câteva zeci de miliarde de lei;
- nu sunt o reproducere a marilor întreprinderi, întrucât au unanumit specific privind poziţia lor pe piaţă, capacitatea lor de
a atrage personalul, modul de organizare şi gestiune;- dintre avantajele mai importante ale întreprinderilor mici şimijlocii pot fi amintite:
a) dispun de un mare grad de flexibilitate, putându-seadapta uşor la cerinţele pieţei;
b) au o mare capacitate de inovare în condiţiileconcurenţei;
c) sunt creatoare de noi locuri de muncă;
d) dispun de structuri organizatorice simple şi suple, cumaximum trei niveluri ierarhice, ceea ce asigur ă desf ăşurarea activităţilor cu costuri reduse;
e) asigur ă o bună gestiune a resurselor umane;f) permit crearea unui sistem de informare direct şi a
unui control eficient;g) contribuie la valorificarea resurselor locale şi la o
dezvoltare echilibrată a diferitelor zone naţionale.
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 35
- dintre dezavantajele acestora enumer ăm următoarele:a) întâmpinarea de dificultăţi de ordin tehnologic
pentru a face faţă concurenţei sectoarelor de vârf; b) dispunerea de un capital relativ redus, ceea cecreează greutăţi în dezvoltarea activităţii;
c) insuficienţa mijloacelor cu caracter comercial care să permită o confruntare puternică cu întreprinderileconcurente;
d) au un mare grad de specializare care, într-oconjunctur ă economică nefavorabilă, poate provoca
mari greutăţi;e) au un mare grad de dependenţă de o singur ă
categorie de clienţi, în mod deosebit când suntsubfurnizori.
- experienţa mondială existentă demonstrează rolul deosebit şiimportanţa întreprinderilor mici si mijlocii în cadruleconomiilor naţionale; aşa, de pildă, ponderea numărului
acestora faţă de totalul întreprinderilor existente în anul 2000era de 99,3% în Japonia, de 98% în Canada, de 97% în Italia,de 96% în Franţa, de 94% în Germania sau de 97,5% înAustria; în Franţa, de pildă, întreprinderile mici şi mijlocii cu până la 499 de salariaţi deţineau 57,9% din totalul efectivuluide salariaţi, 48% din totalul investiţiilor, 60,8% din cifra deafaceri şi 48,6% din volumul total al exportului12;- în România, se încurajează dezvoltarea întreprinderilor
mici şi mijlocii în contextul restructur ării de ansamblu aeconomiei naţionale.5) În funcţie de gradul de continuitate a procesului de
producţie întreprinderile pot fi:a) cu funcţionare continuă pe tot parcursul anului; b) cu funcţionare sezonier ă:
- aceste întreprinderi ridică probleme speciale de conducere şiorganizare, cum sunt:
12Bărbulescu, C., Bâgu, C., op. cit .
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Întreprinderea în sistemul productiv al societ ăţ ii moderne36
- cele referitoare la folosirea capacităţii de producţie pe o perioadă cât mai mare în cursul anului;
- permanentizarea pe cât posibil a cadrelor, aprovizionareacu materii prime pentru o perioadă cât mai mare şi bunalor păstrare ş.a.
6) În funcţie de gradul de specializare întreprinderile pot fi:a) Întreprinderi specializate:
- sunt acele întreprinderi în cadrul cărora produsele finite saucomponente ale acestora se obţin în cantităţi mari de produse, în urma unor procese tehnologice omogene;
- aceste întreprinderi sunt dotate cu utilaje specializate înexecutarea operaţiilor componente ale procesului tehno-logic şi cu personal cu calificare corespunzătoare.
b) Întreprinderi universale:- execută o varietate mare de produse în cantităţi mici sau
chiar unicate;
- sunt înzestrate cu utilaje universale pentru executarea uneigame cât mai largi de operaţii tehnologice şi cu for ţă demuncă policalificată, conform cu felul operaţiilor tehnolo-gice executate de către utilaje.
c) Întreprinderi mixte:- în cadrul cărora se execută produse în serie sau unicate şi
care îmbină caracteristicile primelor două tipuri deîntreprinderi.
7) În raport cu felul materiilor prime folosite,întreprinderile industriale se împart în:a) întreprinderi din grupa ramurilor industriale extractive; b) întreprinderi din grupa ramurilor industriale prelucr ătoare.
8) În raport cu felul produsului fabricat şi destinaţiaeconomică întreprinderile se grupează în:a) întreprinderi producătoare de mijloace de producţie; b) întreprinderi producătoare de bunuri de consum.
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 37
9) În raport cu gradul de specializare, întreprinderile se pot grupa în:
a) întreprinderi specializate:- apărut ca urmare a procesului de separare sau divizare a
unor ramuri industriale, dotate cu utilaj specializat şi personalde calificare corespunzătoare, având procese tehnologiceomogene, în cadrul cărora se obţin produse finite sau seefectuează anumite procese asemănătoare din punct devedere tehnologic;
- întreprinderile industriale pot fi specializate pe obiect (uzinelede tractoare, de autocamioane, de maşini-unelte etc.), sautehnologic (diferitele turnătorii, filaturi, ţesătorii etc.).
b) întreprinderi universale:- sunt acelea care execută o nomenclatur ă variată de produse,
fiecare dintre acestea executându-se în cantităţi mici sau înunicate;
- caracteristica acestor întreprinderi o constituie faptul că
folosesc utilaje universale care permit prelucrarea pe ele aunei mari varietăţi de produse şi o for ţă de muncă cu oasemenea calificare care să poată efectua anumite operaţiitehnologice la orice produs sau piesă care ar necesita acestlucru.
c) întreprinderi mixte:- sunt acelea care execută o nomenclatur ă relativ largă de produse, unele dintre acestea în serii relativ mari, iar altele în
serii mici sau în unicate;- gradul de specializare a întreprinderilor determină o influenţă
directă asupra modului de conducere şi organizare:- organizarea procesului de producţie se face după
metodele lucrului în flux, după principiul pe obiect sau pe produs, în timp ce la întreprinderile universaleorganizarea procesului se face după principiul
tehnologic, amplasarea utilajului efectuându-se pegrupe omogene de maşini; dacă la întreprinderile
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Întreprinderea în sistemul productiv al societ ăţ ii moderne38
specializate organizarea activităţii de gestiune se faceîn mod centralizat, existând condiţii optime de folosire
a echipamentelor moderne de prelucrare a datelor, laîntreprinderile universale organizarea acestora se facedupă sistemul descentralizat;
- particularităţile de conducere şi organizare se apropiede cele ale întreprinderilor specializate sau universale,după mărimea seriilor în care este prevăzută fabricarea produselor.
Încadrarea întreprinderilor într-o clasă sau alta conformacestor criterii de clasificare este importantă din punctul devedere al managementului; astfel pe baza asemănărilor existenteîntre diferite întreprinderi din aceeaşi clasă pot fi adoptatemăsuri care să fie valabile unui număr cât mai mare de astfel deîntreprinderi.
Ca orice unitate economico-socială, întreprindereamodernă de producţie are şi ea o serie întreagă de funcţiuni.
Deoarece în continuare ne vom opri asupra acestora,reamintim că func ţ iunea, ca o grupare concretă a activităţilor omogene şi specializate, defineşte totalitatea activităţilor cevizează exercitarea uneia sau mai multor tehnici specializate învederea realizării unor obiective derivate, rezultate dinobiectivele fundamentale ale societăţii comerciale.
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 39
Capitolul 3
FUNCŢIUNEA DE PRODUCŢIEA ÎNTREPRINDERILOR MODERNE
3.1. ELEMENTE ALE STRUCTURII ÎNTREPRINDERILOR MODERNE DE PRODUCŢIE
Structura organizatorică reprezintă ansamblul subdivi-ziunilor organizatorice, persoanelor şi al relaţiilor dintreacestea, orientate spre realizarea obiectivelor prestabilite aleîntreprinderii13.
Structura organizatorică este componenta principală astructurii generale a întreprinderii moderne (figura 3.1).
Structura organizatorică include:- structura func ţ ional ă – ansamblul membrilor de con-
ducere şi al compartimentelor (tehnice, economice şiadministrative), modul de constituire şi grupare alacestora, precum şi relaţiile dintre ele necesaredesf ăşur ării corespunzătoare a procesului managerial şi
de execuţie;- structura de produc ţ ie şi concep ţ ie, din punct devedere organizatoric - reflectă locul de desf ăşurare aactivităţii de producţie, de control tehnic de calitate şide cercetare în cadrul unor verigi organizatorice binedelimitate.
13
Badea, F., Managementul produc ţ iei industriale, Ed. All Educatio-nal, Bucureşti, 1998
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Func ţ iunea de produc ţ ie40
Fig.3.1. Locul structurii organizatorice în cadrul întreprinderii
3.2. FUNCŢIUNEA DE PRODUCŢIESocietatea comercială reprezintă un ansamblu de
mijloace de producţie şi activităţi unde se dezvoltă trei fluxuri:material, informaţional şi financiar. Acestea se influenţează şise condiţionează reciproc în permanenţă. Totalitatea activită-ţilor legate de fluxul material, adică de mişcarea materiei prime în transformările succesive până la obţinerea produsului
sau lucr ării finite, constituie func ţ iunea de produc ţ ie. Din punct de vedere al rezultatelor şi al existenţei societăţii comer-ciale aceasta este funcţiunea principală14.
Aşa cum rezultă din cele prezentate mai sus, raţiuneafuncţionării unei întreprinderi constă în transformarea materiilor prime şi materialelor în produse, servicii şi lucr ări. De aceeaexistă tendinţa reducerii sferei de cuprindere a acestei funcţiunila obiectul activităţii de bază a întreprinderii. În realitate situaţia
14 Petrescu, I. Management, Editura Tipocart Braşovia, Braşov, 1993
ÎNTREPRINDEREA MODERNĂ DE PRODUCŢIE
STRUCTURAORGANIZATORIC Ă
Structura funcţională deconducere
Structura operaţională de producţie şi concepţie
STRUCTURACOMPETEN-
ŢELOR SOCIO-
CULTURALE
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 41
nu este aceasta, o întreprindere modernă având, în principal,
funcţiunile prezentate în figura 3.2.
Fig.3.2 Funcţiunile de bază ale întreprinderii
În acest sens subliniem faptul că, func ţ iunea de produc ţ ieocupă un loc foarte important în cadrul întreprinderii, asigurândexistenţa în continuare a acesteia şi dezvoltarea ei. Totodată,
aceasta asigur ă producerea bunurilor, permite executarea delucr ări sau servicii la termenele prevăzute, în cantităţile cerute,la un cost de producţie bine determinat, de o anumită calitate, încondiţiile optimizării resurselor.
Func ţ iunea de produc ţ ie mai poate fi definită ca fiindansamblul activităţilor de bază, auxiliare şi de servire, prin carese realizează obiectivele din domeniul fabricării produselor,
elabor ării lucr ărilor, prestării serviciilor în cadrul unor organizaţii.Funcţiunea de producţie include activităţile de bază ale
societăţii comerciale, prin care se realizează mişcarea,transformarea sau prelucrarea unor resurse primare ca materii prime, materiale, informaţii şi altele până la obţinerea unui produs finit, efectuarea unei lucr ări sau prestarea unuiserviciu, precum şi activităţile auxiliare care asigur ă
desf ăşurarea normală a celor de bază. Pe scurt, ne aflăm înfaţa unor activităţi de bază, auxiliare şi de servire prin care se
DEPRODUCŢIE
DE
DISTRIBUŢIE
DEMARKETING
FUNCŢIILE DE BAZĂ ALE ÎNTREPRINDERII
DE PERSONALFINANCIAR Ă
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Func ţ iunea de produc ţ ie42
realizează obiectivele din domeniul fabricării produselor,
elabor ării lucr ărilor, sau prestării serviciilor în cadrul societăţiicomerciale15.Activitatea de producţie are, de regulă, un caracter
complex, ea constând în prelucrarea unor bunuri din natur ă, amateriilor prime în vederea obţinerii unor produse utilesocietăţii, folosind în acest scop un sistem de mijloace demuncă (maşini, utilaje, instalaţii).
Funcţiunea de producţie cuprinde, în principal, activită-
ţile prezentate în figura 3.3.
Fig.3.3. Activităţile funcţiunii de producţie
Referitor la acestea, facem câteva precizări:1) Fabrica ţ ia sau exploatarea presupune:
- transformarea materiilor prime şi materialelor în produse;
- lucr ări şi servicii care fac obiectul activităţii de bază
a întreprinderii.15 Petrescu, I., op. cit .
2. CONTROLULTEHNIC DE CALITATE
4. PRODUCŢIAAUXILIAR Ă
3. ÎNTREŢINEREA ŞIREPARAREA UTILAJELOR
1. FABRICAŢIA SAUEXPLOATAREA
FUNCŢIUNEA DE PRODUCŢIE
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 43
2) Controlul tehnic de calitate:
- materiile prime, semifabricatele, subansamble şi produsele finite sunt verificate pe întregul flux defabricaţie.
3) Între ţ inerea şi repararea utilajelor :- preîntâmpină efectele uzurii fizice şi morale la
mijloacele tehnice.4) Produc ţ ia auxiliar ă :
- asigur ă condiţiile pentru buna desf ăşurare a
activităţii de bază din cadrul întreprinderii.Revenim asupra unor termeni folosiţi în definirea
activităţilor care au loc în cadrul întreprinderilor, cu scopul dea înţelege mai bine complexitatea acestora.
Prin fabrica ţ ie se înţelege acea parte a activităţii de producţie care constă în folosirea mijloacelor de muncă existente, astfel ca, pornind de la anumite materii prime, să seobţină produsele finite la o calitate superioar ă, un cost scăzutşi la termenele de execuţie prevăzute.
Activitatea de producţie se realizează prin intermediul procesului de producţie.
Procesul de produc ţ ie al unei întreprinderi cuprindetotalitatea acţiunilor conştiente ale oamenilor îndreptate cuajutorul mijloacelor de muncă asupra obiectelor muncii învederea transformării lor în bunuri materiale destinate pieţei.
Procesul de producţie reprezintă o componentă de bază aunui sistem de producţie.Fabricaţia este o activitate de producţie care transformă
materiile prime în produse finite de un nivel calitativ cât mairidicat şi cu costuri cât mai reduse.
Procesul de producţie este format din:- procesul tehnologic;- procesul de muncă.
Procesul tehnologic este format din ansamblul opera-ţiilor tehnologice prin care se realizează un produs sau repere
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Func ţ iunea de produc ţ ie44
componente ale acestuia. Procesul tehnologic modifică atât
forma şi structura, cât şi compoziţia chimică a diverselor materii prime pe care le prelucrează.Procesele de producţie sunt:- elementare;- complexe. Procesele de produc ţ ie elementare sunt acele procese
prin care produsul finit se obţine printr-o singur ă operaţietehnologică.
Procesele de produc ţ ie complexe există atunci cândasupra obiectelor muncii se execută mai multe operaţiitehnologice.
În cadrul procesului de producţie conţinutul principal îlformează procesele de muncă.
Prin proces de muncă se înţelege acţiunea muncitoruluicu ajutorul uneltelor de muncă asupra obiectelor muncii învederea transformării lor în bunuri materiale.
Deoarece procesul de producţie necesită, uneori, pelângă efectuarea proceselor de muncă şi acţiunea unor procesenaturale, putem afirma că procesul de producţie cuprindetotalitatea proceselor de muncă şi a proceselor naturale ceconcur ă la obţinerea produselor care constituie obiectulactivităţii întreprinderii.
Pe lângă procesele de muncă în unele ramuri industriale
există şi procese naturale în cadrul cărora obiectele munciisufer ă transformări fizice şi chimice sub acţiunea unor factorinaturali (industria alimentar ă - procese de fermentaţie, înindustria mobilei - procese de uscare a lemnului etc.).
Definind produc ţ ia ca orice proces destinat să transforme un set de elemente intr ări într-un set specific deelemente ieşiri, un sistem de produc ţ ie poate fi definit prinacele componente ale sale şi anume: intr ări, ieşiri, şi procesul
de producţie, aşa cum se poate observa şi din figura 3.4.
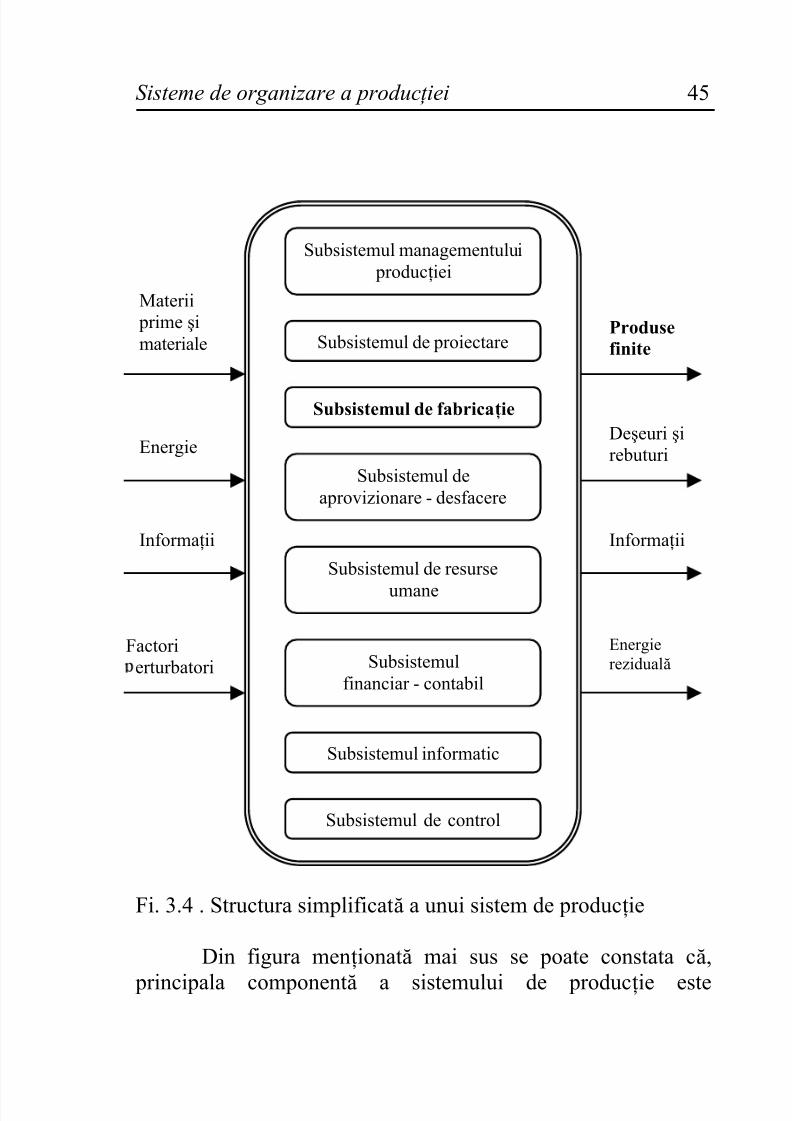
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 45
Fi. 3.4 . Structura simplificată a unui sistem de producţie
Din figura menţionată mai sus se poate constata că,
principala componentă a sistemului de producţie este
Subsistemul managementului producţiei
Subsistemul de proiectare
Subsistemul de fabricaţie
Subsistemul deaprovizionare - desfacere
Subsistemul de resurse
umane
Subsistemulfinanciar - contabil
Subsistemul informatic
Materii prime şimateriale
Energie
Informaţii
Factorierturbatori
Produsefinite
Deşeuri şirebuturi
Informaţii
Energiereziduală
Subsistemul de control
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Func ţ iunea de produc ţ ie46
subsistemul de fabrica ţ ie, a cărui funcţionare este asigurată de
celelalte subsisteme. Subsistemul de fabrica ţ ie constituie locul de desf ăşurareal unui proces par ţial al producţiei de bunuri, prin care se obţinforma şi proprietăţile finale ale produsului.
Subsistemul de fabricaţie, privit la rândul său ca sistem,este compus din:
a) subsistemul de comand ă - realizează funcţia de
transformare şi distribuţie a fluxurilor informaţionale astfelîncât, prin realizarea unei interacţiuni coordonate a tuturor subsistemelor, să se îndeplinească funcţia generală a sistemului.
b) subsistemul de prelucrare, care realizează modifi-carea proprietăţilor obiectului muncii;
c) subsistemul logistic realizează operaţii de transfer poziţional (transport) şi de transfer în timp (depozitare).
Importanţa deosebită a acestui subsistem rezidă din faptul că 65-85% din durata totală a unui ciclu de fabricaţie se consumă cu operaţii de tip logistic (manipulare, transport, depozitare);
d) subsistemul de control are funcţia de a determinavalorile realizate ale parametrilor ce definesc calitatea pieselor,de a le compara cu valorile prescrise, de a stabili abaterile şi dea comunica informaţiile rezultate, sistemului efector.
Sistemele de producţie ale viitorului, presupunmodificări profunde, care vor afecta atât baza tehnică, cât şimetodele şi tehnicile de conducere, organizare şi asigurare acalităţii. În acest sens, o societate de producţie va avea nevoiede o capacitate inovaţională proprie ridicată, deoarece f ăr ă acestelement, chiar dacă va face eforturi mari pentru a-şi valorificaresursele materiale de care dispune, ea va r ămâne în urmă din
punct de vedere calitativ.
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 47
3.3. TIPOLOGIA PROCESELOR DE MUNCĂ
Deoarece procesul de muncă reprezintă conţinutul principal al procesului de producţie, în continuare prezentămo clasificare a acestora după diferite criterii.
A) În raport cu modul cum acestea participă laob ţ inerea produsului finit . După acest criteriu procesele seîmpart în următoarele grupe:
1) Procese de muncă de bază au ca scop transformarea
diferitelor materii prime, materiale etc. în produse finite careconstituie obiectul activităţii de bază al întreprinderii.
Sunt trei categorii de procese de bază:a) procese de bază preg ă titoare - cele care execută o
serie de operaţii ce au drept scop de a pregăti mate-rialele sau de a asigura piesele sau semifabricatelenecesare în vederea prelucr ării propriu-zise;
b) procese prelucr ă toare - cele care asigur ă efectuareaoperaţiilor de prelucrare propriu-zisă a materiilor primeşi a materialelor în vederea obţinerii produselor finite;
c) procese de finisare sau montaj - includ toate procese-le care asigur ă obţinerea în forma finală a produselor.
2) Procesele de muncă auxiliare sunt cele care, prindesf ăşurarea lor, asigur ă obţinerea unor produse sau lucr ări,care nu constituie obiectul activităţii de bază al întreprinderii,
dar care asigur ă şi condiţionează buna desf ăşurare a proceselor de bază (procesele de obţinere a sculelor, de producere aenergiei, de executare a reparaţiilor ş.a).
3) Procesele de servire reprezintă acea categorie de procese de muncă al căror scop este executarea unor serviciice nu constituie obiectul activităţii de bază al întreprinderii, dar care contribuie prin efectuarea lor la buna desf ăşurare atât a proceselor de muncă de bază, cât şi a proceselor auxiliare
(procesele de transport intern, de depozitare, de întreţinere areţelei energetice ş.a.).
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Func ţ iunea de produc ţ ie48
B) În raport cu modul cum se execut ă procesele de
muncă. După acest criteriu procesele se împart în:1) Manuale - sunt acelea la care muncitorul acţionează direct sau cu ajutorul sculelor asupra obiectelor muncii învederea transformării lor în produse finite;
2) Manual-mecanice - procesele de producţie caracteri-zate prin faptul că o parte din procese se execută manual, iar oaltă parte mecanizat;
3) Mecanice - procesele de producţie caracterizate prin
faptul că operaţiile prin care se concretizează acestea seefectuează mecanizat, muncitorul fiind acela care conduce înmod direct diferitele maşini şi utilaje;
4) Automate - procesele de producţie care se efectuează cu ajutorul unor maşini, utilaje sau instalaţii automatizate,muncitorii având rolul de a urmări şi supraveghea bunafuncţionare a acestora;
5) De aparatur ă - procesele de producţie care seefectuează în vase, recipiente şi alte instalaţii capsulate prevăzute cu anumite mecanisme care formează aparaturade măsur ă şi control; după gradul de continuitate aldesf ăşur ării acestor procese sunt:
a) procese continue: se caracterizează prin faptul că în cadrul instalaţiilor capsulate are loc otransformare continuă a materiilor prime în
produse finite, cu deplasarea materiilor prime şi amaterialelor, pe circuitul instalaţiei având loc şireacţiile chimice, existând o stabilitate a parame-trilor de funcţionare pe orice secţiune a aparaturiişi în orice punct al masei prelucrate în cursuldesf ăşur ării proceselor;
b) ciclice sau periodice: procesele de producţie seefectuează pe faze, producţia obţinându-se sub
forma de şarje, existând o întrerupere întrediferitele şarje, determinată de timpul necesar
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 49
pentru scoaterea producţiei finite din aparat,
încărcarea acestuia cu materie primă etc.C) În raport cu modul de ob ţ inere a produselor finite din materia primă. După acest criteriu procesele seîmpart în:
1) Directe: procesele de producţie caracterizate prinfaptul că produsul finit se obţine ca urmare a efectuării unor operaţii succesive asupra aceleiaşi materii prime;
2) Sintetice: produsul finit se obţine ca urmare a
folosirii mai multor feluri de materii prime, care, după diferitele prelucr ări succesive şi transformarea în piese,subansamble sau semifabricate necesită operaţii de asamblaresau montaj;
3) Analitice: dintr-un singur fel de materie primă seobţine o gamă variată de produse.
D) În raport cu gradul de periodicitate al desf ăşur ării lor în timp. După acest criteriu, procesele de producţie suntclasificate în:
1) Procese ciclice: care au un caracter repetitiv ciclic,după anumite intervale de timp regulate, egale cu durataciclului de fabricaţie a lotului sau de elaborare a şarjei şi care pot fi întâlnite în cadrul producţiei de serie mare sau de masă;
2) Procese neciclice: se efectuează o singur ă dată,repetarea lor putându-se efectua numai cu caracter
întâmplător.E) În raport cu natura tehnologică a opera ţ iilor efectuate. După acest criteriu deosebim:
1) Procese chimice: care se efectuează în instalaţiicapsulate, procesele de transformare din materii prime în produse finite având loc prin efectuarea unor reacţii fizice,chimice, termochimice sau electrochimice; ele pot fi continuesau ciclice;
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Func ţ iunea de produc ţ ie50
2) Procese de schimbare a configura ţ iei şi formei: se
bazează pe folosirea unor maşini sau agregate pentruschimbarea configuraţiei sau a formei;3) Procese de asamblare: prin conţinutul lor se asigur ă
reunirea diferitelor materiale, piese, subansamble etc.4) Procese de transport : asigur ă deplasarea diferitelor
materiale sau produse de la un loc la altul în interiorulîntreprinderii.
Trebuie reţinut şi faptul că, uneori, în cadrul proceselor
de producţie, pe lângă efectuarea proceselor de muncă, seefectuează şi o serie de procese naturale, care pot contribui laobţinerea anumitor modificări de proprietăţi ale produselor.
3.4. PRINCIPIILE ORGANIZĂRII PRODUCŢIEI
Literatura de specialitate şi experienţa de producţie audelimitat o serie de principii general valabile pentru oriceactivitate de producţie modernă, pe care în sinteză le prezentămîn continuare.
1. Principiul defalcă rii procesului de produc ţ ie în pă r ţ ile sale componente:
- presupune o etapizare a procesului de fabricaţie adiferitelor produse şi împăr ţirea acestora pe stadii, faze
şi operaţii;2. Principiul propor ţ ionalit ăţ ii:- constă în asigurarea unor raporturi de propor ţionalitate
care se stabilesc atât în cadrul diverselor verigi aleîntreprinderii, cât şi în relaţiile de producţie dintre ele;
- la nivelul grupelor de utilaje de acelaşi tip, al liniilor,atelierelor şi secţiilor de producţie, este necesar să existe o serie de propor ţii între cheltuielile de timp de
muncă impuse de executarea fiecărei operaţii sau etape
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 51
tehnologice şi fondul de timp disponibil al utilajelor
sau muncitorilor care se folosesc în acest scop;- presupune asigurarea unor raporturi sau propor ţii înfuncţie de productivitatea muncitorilor sau randamen-tul utilajului;
- implică existenţa unor propor ţii în cazul relaţiilor de producţie dintre diferitele verigi ale întreprinderii;
- se aplică atunci când în cadrul verigilor respective seexecută operaţii sau etape tehnologice succesive
(relaţii de „înlănţuire tehnologică”);- verigile considerate execută şi asamblează componente
diferite din structura constructivă a aceluiaşi produs;- în cadrul unei verigi se execută lucr ări sau se prestează
servicii pentru cealaltă verigă ş.a.Deci, propor ţionalitatea presupune stabilirea şi
menţinerea unor egalităţi între capacităţile de producţie aleverigilor implicate în relaţiile analizate.
3. Principiul ritmicit ăţ ii presupune executarea în fiecare perioadă, cu o anumită amplitudine în timp, a aceleiaşi cantităţide producţie, a aceloraşi lucr ări tehnologice. Pentru aceasta:
- trebuie să se asigure toate condiţiile materiale şiorganizatorice necesare pentru existenţa unei stabilităţidepline a duratelor de executare a operaţiilor sauetapelor tehnologice legate între ele, f ăr ă perturbaţii în
ritmicitatea acestuia, determinate de:- lansarea cu întârziere în producţie a unor materii prime sau componente ale produselor;
- existenţa unor depăşiri faţă de consumurile proiectate de timp de muncă la anumite operaţiisau etape tehnologice;
- ieşirea neprevăzută din funcţiune a unor utilaje;- apariţia rebuturilor în anumite stadii ale procesului
de producţie etc.
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Func ţ iunea de produc ţ ie52
3. Principiul paralelismului se bazează pe asigurarea
condiţiilor materiale, organizatorice şi tehnologice pentrudesf ăşurarea procesului de producţie pe un front larg de lucru,în paralel, prin:
- executarea simultană a produselor din nomenclatorulîntreprinderii, a diferitelor componente ale unui produs, a diverselor operaţii sau etape ale procesuluitehnologic, a diferitelor stadii în care se află materia-lele prelucrate;
- organizarea producţiei în conformitate cu cerinţele principiului paralelismului;
- existenţa unei sincronizări depline în executareadiferitelor componente constructive şi etape sauoperaţii tehnologice ale unui produs.
4. Principiul liniei drepte:- presupune trecerea pe drumul cel mai scurt a
materialelor şi produselor între diferitele verigi dinstructura întreprinderii (locuri de muncă, pe de o parte,şi linii, ateliere sau secţii de producţie, pe de altă parte);
- fluxurile tehnologice trebuie să aibă un caracter continuu, să se desf ăşoare în linie dreaptă, f ăr ă întoarceri şi încrucişări.
5. Principiul continuit ăţ ii:
- presupune asigurarea prin organizarea procesului de producţie a condiţiilor necesare pentru ca acesta să sedesf ăşoare f ăr ă întreruperi; atunci când acest lucru nueste posibil, se urmăreşte ca întreruperile să se situezela cel mai scăzut nivel posibil.
Respectarea acestor principii asigur ă desf ăşurarea procesului de producţie f ăr ă disfuncţionalităţi, garantarea uneiînalte productivităţi, folosirea la maximum a for ţei de muncă şi
a utilajelor întreprinderii.
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 53
3.5. LEGILE FUNDAMENTALE ALE ORGANIZĂRII
PRODUCŢIEIIndiferent de tipul de producţie, acesta este guvernat de
două legi fundamentale care acţionează în raport cu particulari-tăţile fiecărui domeniu de activitate economică:
1. Legea organiză rii produc ţ iei în conformitate cu procesul tehnologic folosit în întreprindere, adică, organizarea producţiei trebuie să se facă în condiţiile respectării cu stricteţe
a prescripţiilor tehnologice stabilite prin documentaţia de proiectare a produselor, care se refer ă la:
- felul şi succesiunea operaţiilor efectuate;- structura parcului de utilaje folosit;- parametrii tehnico-economici de funcţionare a acestora;- caracteristicile profesionale şi de calificare ale execu-
tanţilor;- cerinţele privind calitatea şi dimensiunile materiilor prime
necesare, timpii stabiliţi pe operaţii tehnologice pentruexecutarea unei unităţi de produs ş.a.
2. Legea concordan ţ ei între tipurile de produc ţ ie şi sistemele de organizare a produc ţ iei adoptate de întreprindere,care presupune ca fiecărei grupe de tipuri de producţie să-icorespundă anumite sisteme de organizare a producţiei, bazate pe combinarea unor subsisteme specifice de organizare structu-
rală, procesuală, în spaţiu şi în timp a producţiei:- în cazul producţiei de masă şi serie mare se utilizează sisteme de organizare a producţiei în flux;
- tipurilor de producţie individuală în serie mică şimijlocie le sunt specifice sistemele de organizare a producţiei pe comenzi.
Încălcarea totală sau numai par ţială a celor două legi, prinnerespectarea prevederilor documentaţiei tehnologice de proiec-
tare sau prin adoptarea unor sisteme de organizare care nucorespund tipurilor de producţie din întreprindere, determină, de
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Func ţ iunea de produc ţ ie54
regulă, apariţia locurilor înguste, a discontinuităţilor în fluxurile
tehnologice, a desincronizărilor în producţie faţă de ritmul prestabilit, ajungându-se chiar până la întreruperea pe păr ţi sauintegrală a producţiei16.
3.6. PRINCIPALELE TIPURI DE PRODUCŢIE ÎNÎNTREPRINDERILE MODERNE
Sistemul de organizare a producţiei adoptat de întreprin-derile moderne este influenţat într-o mare măsur ă de tipul de producţie care defineşte activitatea acesteia.
Tipul de produc ţ ie este o stare funcţională a uneiîntreprinderi sau verigi de producţie a acesteia, determinată detotalitatea factorilor tehnici şi organizatorici care caracterizează:mărimea şi stabilitatea nomenclaturii produselor executate,volumul producţiei pe fiecare poziţie a acesteia, gradul despecializare a locurilor de muncă şi modul de deplasare aobiectelor prelucrate între diferitele locuri de muncă.
De regulă, tipurile de producţie nu se întâlnesc într-oformă singular ă. Atât la nivelul întreprinderii, cât şi al verigilor ei, diferitele tipuri de producţie se îmbină în diverse propor ţii,fiecare tip deţinând o anumită pondere în volumul total al producţiei executate în întreprinderea sau veriga respectivă.
De aceea, în funcţie de factorii predominanţi, întreprin-derile sau verigile acesteia sunt încadrate într-unul din tipurilede producţie precizate anterior.
În funcţie de tipul de producţie se aleg metodele,tehnicile şi procedeele folosite pentru operaţionalizarea atribu-telor managementului în domeniul activităţilor de producţie,cum ar fi cele de organizare structurală şi procesuală în spaţiu şi
16Bărbulescu,C., Bâgu,C., op.cit.
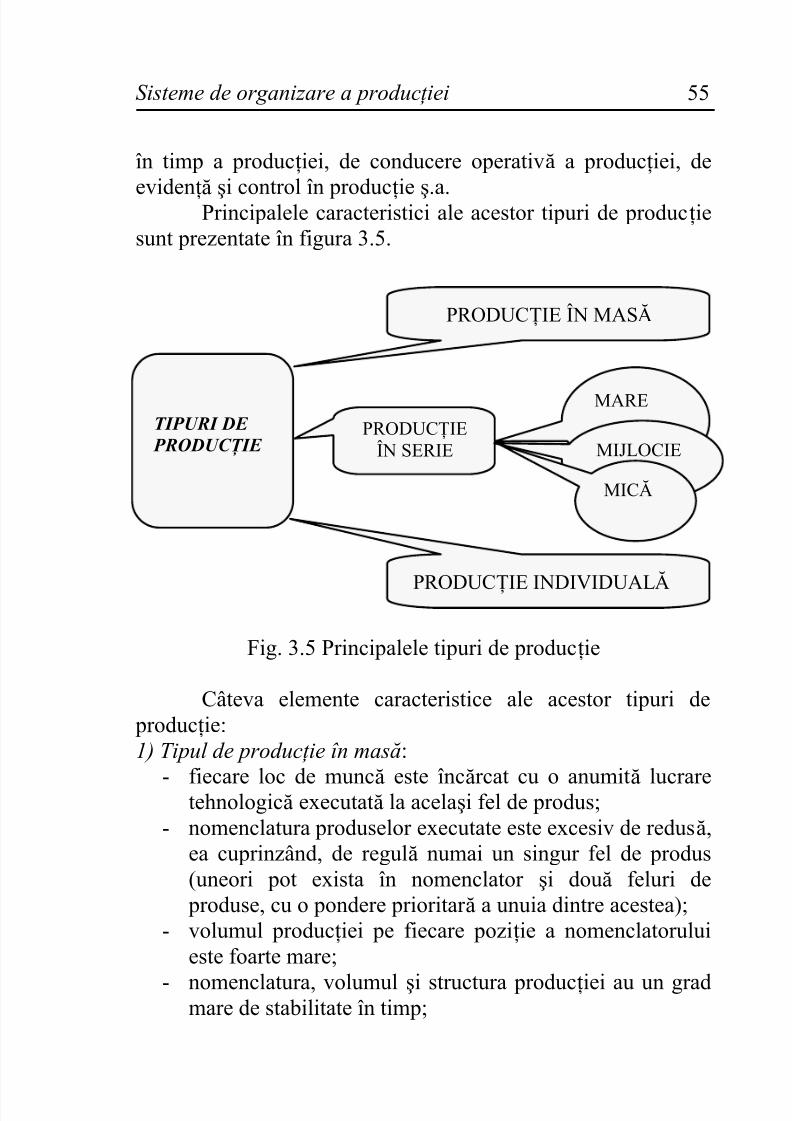
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 55
în timp a producţiei, de conducere operativă a producţiei, de
evidenţă şi control în producţie ş.a.Principalele caracteristici ale acestor tipuri de producţiesunt prezentate în figura 3.5.
Fig. 3.5 Principalele tipuri de producţie
Câteva elemente caracteristice ale acestor tipuri de producţie:1) Tipul de produc ţ ie în masă :
- fiecare loc de muncă este încărcat cu o anumită lucraretehnologică executată la acelaşi fel de produs;- nomenclatura produselor executate este excesiv de redusă,
ea cuprinzând, de regulă numai un singur fel de produs(uneori pot exista în nomenclator şi două feluri de produse, cu o pondere prioritar ă a unuia dintre acestea);
- volumul producţiei pe fiecare poziţie a nomenclatoruluieste foarte mare;
- nomenclatura, volumul şi structura producţiei au un gradmare de stabilitate în timp;
PRODUCŢIE ÎN MASĂ
TIPURI DE PRODUC Ţ IE
PRODUCŢIEÎN SERIE
MARE
MIJLOCIE
MICĂ
PRODUCŢIE INDIVIDUALĂ
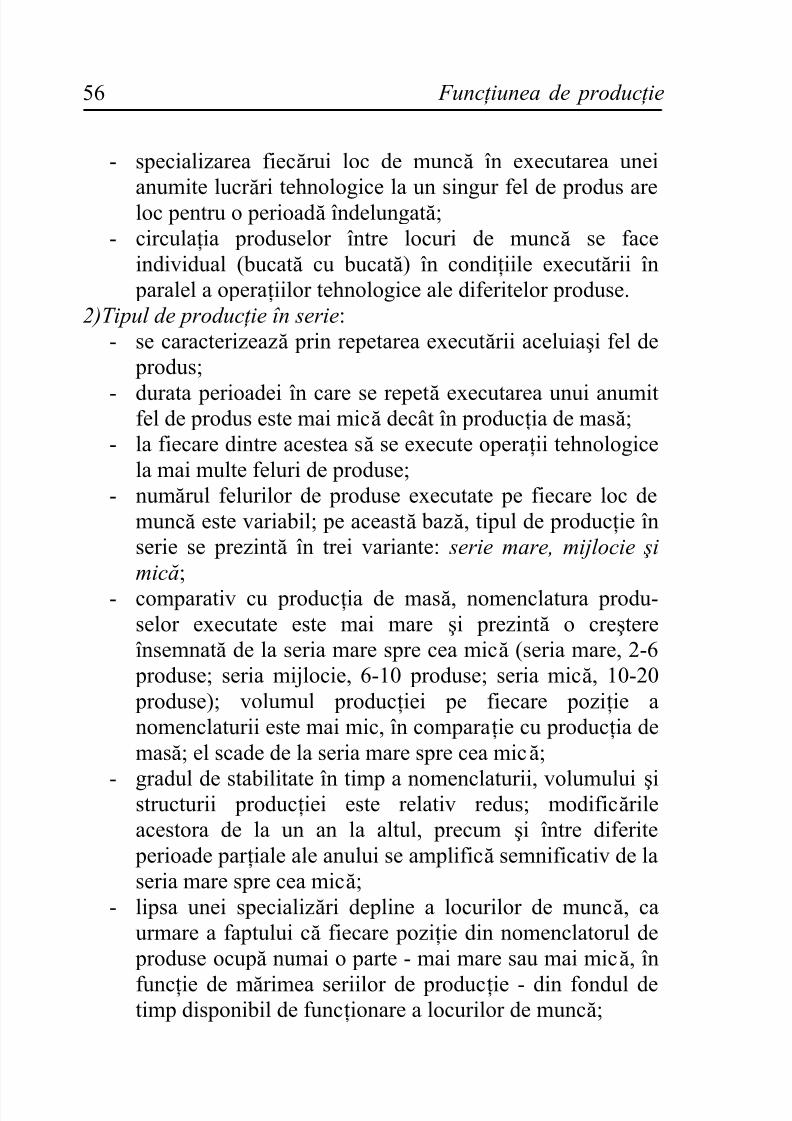
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Func ţ iunea de produc ţ ie56
- specializarea fiecărui loc de muncă în executarea unei
anumite lucr ări tehnologice la un singur fel de produs areloc pentru o perioadă îndelungată;- circulaţia produselor între locuri de muncă se face
individual (bucată cu bucată) în condiţiile executării în paralel a operaţiilor tehnologice ale diferitelor produse.
2)Tipul de produc ţ ie în serie:- se caracterizează prin repetarea executării aceluiaşi fel de
produs;
- durata perioadei în care se repetă executarea unui anumitfel de produs este mai mică decât în producţia de masă;
- la fiecare dintre acestea să se execute operaţii tehnologicela mai multe feluri de produse;
- numărul felurilor de produse executate pe fiecare loc demuncă este variabil; pe această bază, tipul de producţie înserie se prezintă în trei variante: serie mare, mijlocie şimică ;
- comparativ cu producţia de masă, nomenclatura produ-selor executate este mai mare şi prezintă o creştereînsemnată de la seria mare spre cea mică (seria mare, 2-6 produse; seria mijlocie, 6-10 produse; seria mică, 10-20 produse); volumul producţiei pe fiecare poziţie anomenclaturii este mai mic, în comparaţie cu producţia demasă; el scade de la seria mare spre cea mică;
- gradul de stabilitate în timp a nomenclaturii, volumului şistructurii producţiei este relativ redus; modificărileacestora de la un an la altul, precum şi între diferite perioade par ţiale ale anului se amplifică semnificativ de laseria mare spre cea mică;
- lipsa unei specializări depline a locurilor de muncă, caurmare a faptului că fiecare poziţie din nomenclatorul de produse ocupă numai o parte - mai mare sau mai mică, în
funcţie de mărimea seriilor de producţie - din fondul detimp disponibil de funcţionare a locurilor de muncă;
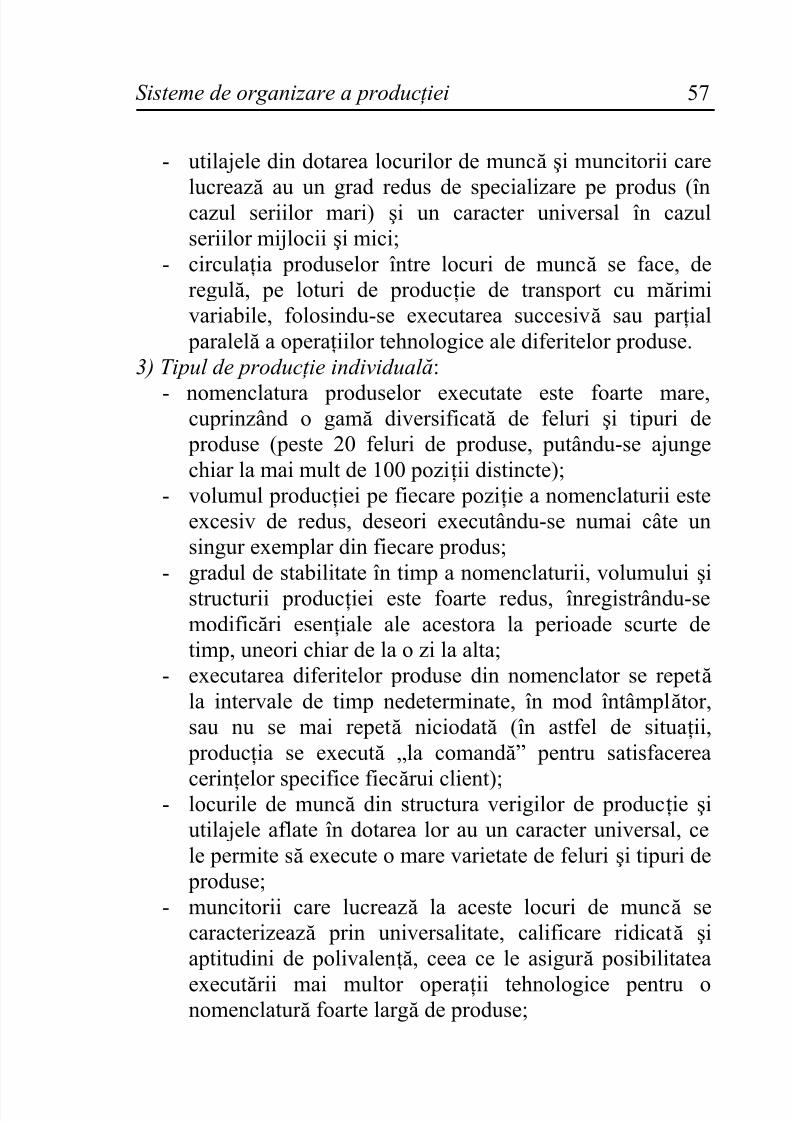
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 57
- utilajele din dotarea locurilor de muncă şi muncitorii care
lucrează au un grad redus de specializare pe produs (încazul seriilor mari) şi un caracter universal în cazulseriilor mijlocii şi mici;
- circulaţia produselor între locuri de muncă se face, deregulă, pe loturi de producţie de transport cu mărimivariabile, folosindu-se executarea succesivă sau par ţial paralelă a operaţiilor tehnologice ale diferitelor produse.
3) Tipul de produc ţ ie individual ă :
- nomenclatura produselor executate este foarte mare,cuprinzând o gamă diversificată de feluri şi tipuri de produse (peste 20 feluri de produse, putându-se ajungechiar la mai mult de 100 poziţii distincte);
- volumul producţiei pe fiecare poziţie a nomenclaturii esteexcesiv de redus, deseori executându-se numai câte unsingur exemplar din fiecare produs;
- gradul de stabilitate în timp a nomenclaturii, volumului şistructurii producţiei este foarte redus, înregistrându-semodificări esenţiale ale acestora la perioade scurte detimp, uneori chiar de la o zi la alta;
- executarea diferitelor produse din nomenclator se repetă la intervale de timp nedeterminate, în mod întâmplător,sau nu se mai repetă niciodată (în astfel de situaţii, producţia se execută „la comandă” pentru satisfacerea
cerinţelor specifice fiecărui client);- locurile de muncă din structura verigilor de producţie şiutilajele aflate în dotarea lor au un caracter universal, cele permite să execute o mare varietate de feluri şi tipuri de produse;
- muncitorii care lucrează la aceste locuri de muncă secaracterizează prin universalitate, calificare ridicată şiaptitudini de polivalenţă, ceea ce le asigur ă posibilitatea
executării mai multor operaţii tehnologice pentru onomenclatur ă foarte largă de produse;
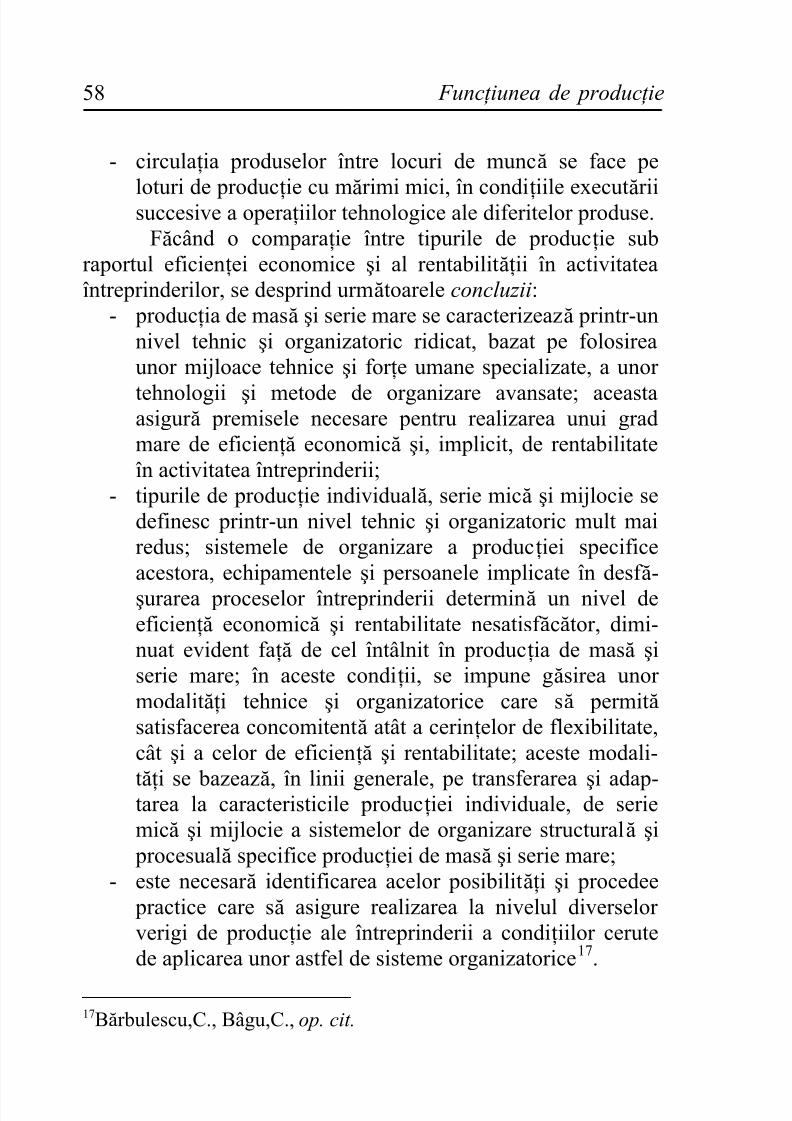
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Func ţ iunea de produc ţ ie58
- circulaţia produselor între locuri de muncă se face pe
loturi de producţie cu mărimi mici, în condiţiile executăriisuccesive a operaţiilor tehnologice ale diferitelor produse.Făcând o comparaţie între tipurile de producţie sub
raportul eficienţei economice şi al rentabilităţii în activitateaîntreprinderilor, se desprind următoarele concluzii:
- producţia de masă şi serie mare se caracterizează printr-unnivel tehnic şi organizatoric ridicat, bazat pe folosireaunor mijloace tehnice şi for ţe umane specializate, a unor
tehnologii şi metode de organizare avansate; aceastaasigur ă premisele necesare pentru realizarea unui gradmare de eficienţă economică şi, implicit, de rentabilitateîn activitatea întreprinderii;
- tipurile de producţie individuală, serie mică şi mijlocie sedefinesc printr-un nivel tehnic şi organizatoric mult mairedus; sistemele de organizare a producţiei specificeacestora, echipamentele şi persoanele implicate în desf ă-şurarea proceselor întreprinderii determină un nivel deeficienţă economică şi rentabilitate nesatisf ăcător, dimi-nuat evident faţă de cel întâlnit în producţia de masă şiserie mare; în aceste condiţii, se impune găsirea unor modalităţi tehnice şi organizatorice care să permită satisfacerea concomitentă atât a cerinţelor de flexibilitate,cât şi a celor de eficienţă şi rentabilitate; aceste modali-
tăţi se bazează, în linii generale, pe transferarea şi adap-tarea la caracteristicile producţiei individuale, de seriemică şi mijlocie a sistemelor de organizare structurală şi procesuală specifice producţiei de masă şi serie mare;
- este necesar ă identificarea acelor posibilităţi şi procedee practice care să asigure realizarea la nivelul diverselor verigi de producţie ale întreprinderii a condiţiilor cerutede aplicarea unor astfel de sisteme organizatorice17.
17Bărbulescu,C., Bâgu,C., op. cit.
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 59
O abordare interesantă asupra modalităţilor de producţie
este susţinută de unii autori
18
, care afirmă că în interiorulfirmelor se întrepătrund trei modalităţi de producţie, care sesituează în contextul raţionalităţii tehnico-organizaţionale, şianume:
- modelul de produc ţ ie standardizat - este cunoscut sub numelede taylorism, apoi fordism, şi se caracterizează printr-o producţie de masă omogenă realizată în cadrul unui proces de producţie secvenţial; în acest univers productiv, sursele de
performanţă şi productivitate se găsesc în îmbinarea proce-durilor de fabricaţie, creşterea volumelor de producţie,standardizarea sarcinilor şi a informaţiei;
- modelul de produc ţ ie variat ă - corespunde în anumite privinţe mişcării de eterogenitate a creşterii producţieicerute şi propuse şi datorită faptului că produsele tind să încorporeze din ce în ce mai mult service sau activităţi desuport;
- modelul de produc ţ ie flexibil - este caracterizat prinlegăturile sale cu natura incertă a informaţiei referitoare lamediu, care conduce la schimbarea logicii funcţionăriifirmelor, din care cauză apare nevoia reconfigur ăriisimultane a organizării şi ofertei pentru a face faţă laexigenţele consumatorilor.
Ultimul model este adoptat de tot mai multe întreprinderi
având în vedere avantajele menţionate, care le permit să supravieţuiască acerbei lupte a concurenţei.
18
Petrescu, I., Managementul performan ţ ei, Ed. Lux Libris, Braşov,2002
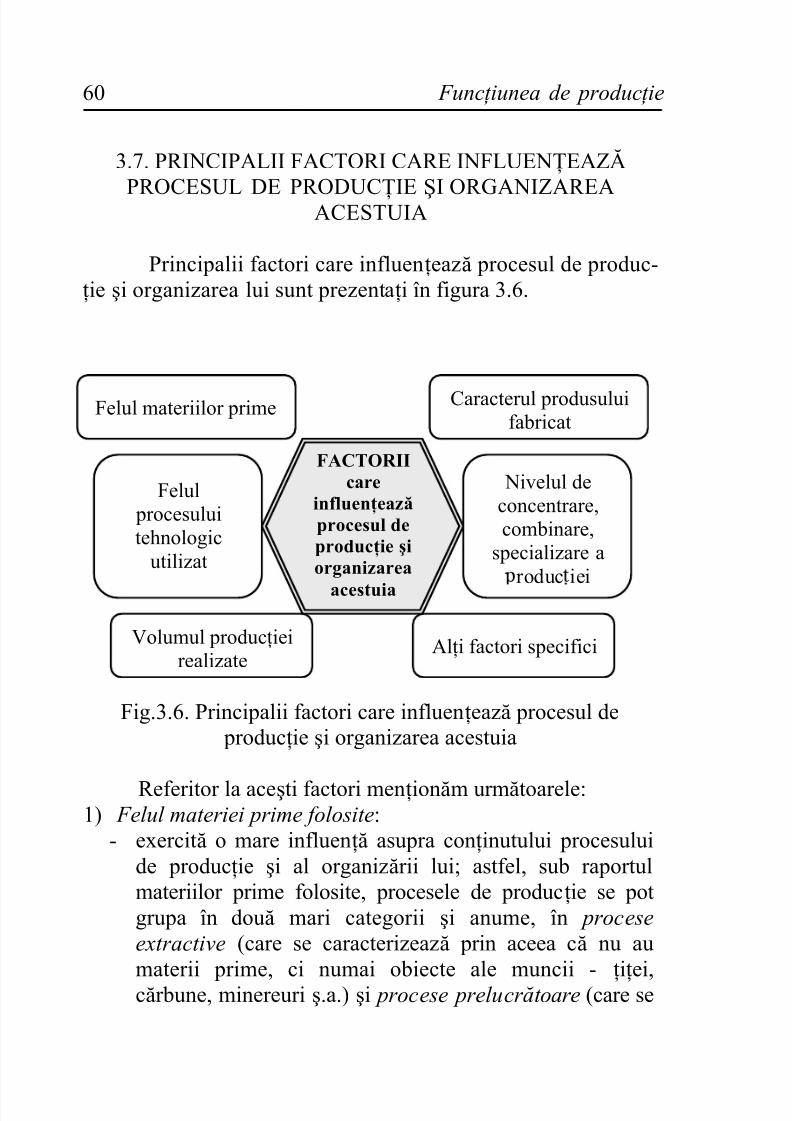
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Func ţ iunea de produc ţ ie60
3.7. PRINCIPALII FACTORI CARE INFLUENŢEAZĂ
PROCESUL DE PRODUCŢIE ŞI ORGANIZAREAACESTUIA
Principalii factori care influenţează procesul de produc-ţie şi organizarea lui sunt prezentaţi în figura 3.6.
Fig.3.6. Principalii factori care influenţează procesul de producţie şi organizarea acestuia
Referitor la aceşti factori menţionăm următoarele:1) Felul materiei prime folosite:
- exercită o mare influenţă asupra conţinutului procesuluide producţie şi al organizării lui; astfel, sub raportulmateriilor prime folosite, procesele de producţie se potgrupa în două mari categorii şi anume, în proceseextractive (care se caracterizează prin aceea că nu au
materii prime, ci numai obiecte ale muncii - ţiţei,cărbune, minereuri ş.a.) şi procese prelucr ă toare (care se
FACTORIIcare
influenţează procesul deproducţie şiorganizarea
acestuia
Felul materiilor prime
Felul procesuluitehnologic
utilizat
Volumul producţieirealizate
Alţi factori specifici
Nivelul deconcentrare,combinare,
specializare aroduc iei
Caracterul produsuluifabricat
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 61
caracterizează prin faptul că au ca obiect prelucrarea
materiilor prime provenite din industria extractivă, ca şi prelucrarea industrială a produselor agricole);- în raport cu felul concret al materiilor prime folosite
există diferenţieri foarte mari în ceea ce priveşteorganizarea proceselor de producţie din întreprinderileextractive şi prelucr ătoare, determinate de problemele pe care le ridică buna organizare şi desf ăşurare a proceselor de muncă de bază, auxiliare sau de servire;
- impune proiectarea unei reţele dezvoltate de transportrutier, pe cale ferată, suspendat ş.a., a unei reţele dedepozite şi magazii, folosirea unor mijloace de transportşi instalaţii de încărcare-descărcare mecanizate sauautomatizate cu mers continuu, cum sunt benziletransportoare, funicularele ş.a.;
- impune asigurarea colectării deşeurilor şi valorifica-rea acestora în cadrul întreprinderii, sau punerea ladispoziţia altor întreprinderi pentru valorificare;
- pune problema utilizării unor instalaţi de captare asubstanţelor nocive, de înlăturare a lor şi de condiţio-nare continuă a aerului (în special în unităţile de turnă-torie, forje, de vopsire ş.a.);
- pe plan mondial, întreprinderile folosesc din ce în ce maimult materialele neconvenţionale, datorită proprietăţilor
lor, viitorul producţiei moderne fiind acaparat deja dematerialele aşa zise „inteligente”19.
2) Felul produsului finit fabricat :- diferitele produse, prin particularităţile lor de ordin
constructiv, legate de reţeta de fabricaţie, de forma sau proprietăţile lor determină o anumită organizare a procesului de producţie;
19 Pânzaru, S., Dinescu, I., Materiale utilizate în produc ţ ia special ă ,Ed. A.F.A., Braşov, 2002
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Func ţ iunea de produc ţ ie62
- în general, produsele fabricate se pot grupa în produse
omogene (au proprietăţi identice în toate păr ţile lor) şi produse eterogene (au un caracter mult mai complex, proprietăţile diferind în raport cu păr ţile lor componen-te).
3) Volumul produc ţ iei fabricate:- este determinat de gradul de solicitare a produselor pe
piaţă, iar în funcţie de acestea, impunându-se adoptareaunui anumit tip de producţie, determinându-se o anumită
organizare a procesului de producţie.4) Gradul de complexitate al produselor fabricate, de precizie
în executarea produselor şi dimensiunile produsului finit : - impun o anumită organizare a procesului de producţie;- în funcţie de acestea trebuie aprovizionată întreprinderea
cu un număr mai mare sau mai mic de materiale, suntnecesare utilaje complexe într-un număr mai mare saumai mic, sau se impune un anumit număr de muncitoricu calificare specială.
5) Felul procesului tehnologic utilizat:- determină:
- un anumit număr de operaţii, de un anumit fel şiexecutate într-o anumită succesiune;
- folosirea unor utilaje bine determinate pentruexecutarea lor;
- angajarea unei for ţe de muncă de o anumită calificare;- folosirea de materii prime şi materiale specifice;- un anumit nivel de mecanizare şi automatizare, cu
toate implicaţiile care decurg de aici asupraorganizării procesului de producţie.
- în cadrul întreprinderilor moderne, pentru fabricarea unui produs pot fi folosite mai multe procese tehnologice,fiecare cu particularităţi date asupra organizării
procesului tehnologic (de exemplu, în industriaconstructoare de maşini, diferitele piese sau semifabricate
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 63
pot fi obţinute prin turnare sau matriţare, după cum pen-
tru obţinerea pieselor prin turnare pot fi folosite maimulte procedee cum sunt turnarea sub presiune, turnareaîn forme uşor fuzibile, în cochilii metalice ş.a.20);
- în cadrul întreprinderilor moderne se folosesc din ce în cemai mult tehnologiile neconvenţionale de fabricaţie a produselor, deoarece acestea au unele caracteristiciimportante21:- grad avansat de automatizare şi robotizare;
- domenii de aplicare unde nu se pot folosi procedeeleconvenţionale;
- productivitate ridicată la prelucrarea unor materiale şialiaje cu proprietăţi fizice, chimice şi mecanicedeosebite (rezistenţă mare la uzare, duritate crescută,fragilitate, stare de tensiune ş.a.)
- se impune alegerea procedeului optim de fabricaţie din punct de vedere economic care să asigure livrarea produselor într-o calitate superioar ă, la un cost redus, cucheltuieli de investiţii minime.
5) Din rândul altor factori care influenţează procesul de producţie modern şi organizarea lui se pot enumera: gradulde automatizare, robotizare, de implementare a sistemuluiinformatic în conducerea fabricaţiei. Referitor la ultimulaspect, subscriem la părerile unor autori, care afirmă că,
noile tehnologii informaţionale asigur ă drumul spre performanţă al întreprinderilor şi afirmarea acestora pe piaţa produselor de înaltă tehnicitate şi complexitate.22
20Pânzaru, S., Tehnologiile şi utilajele procedeelor speciale de formare şi turnare, Ed. A.F.A., 2002
21Dinescu, I., Pânzaru, S., Materiale utilizate în produc ţ ia special ă ,
Ed. A.F.A., Braşov, 2002 22Petrescu, I., Managementul performan ţ ei, Ed. Lux Libris, Braşov,2002
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare structural ă a produc ţ iei64
Capitolul 4
SISTEME DE ORGANIZARE STRUCTURALĂ
A PRODUCŢIEI
4.1. TIPURI DE STRUCTURI DE PRODUCŢIEŞI CONCEPŢIE
De regulă, activitatea de proiectare şi organizare aîntreprinderilor moderne de producţie se regăseşte în tipurile destructuri prezentate în figura 4.1.
Fig. 4.1. Tipuri de structuri moderne de producţie şi concepţie
DE TIP
MIXT
TIPURI DE
STRUCTURI
MODERNE DE
PRODUCŢIE ŞI DE
CONCEPŢIE
DE TIP
OBIECT
DE TIP TEHNOLOGIC
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 65
1) Structura de produc ţ ie şi concep ţ ie de tip tehnologic.
Caracteristici de bază :- organizarea secţiilor de bază se face după principiultehnologic, denumirea secţiilor de bază fiind dată de procesultehnologic care se execută în cadrul acestora;
- în cadrul secţiilor de producţie, există locuri de muncă universale, a căror funcţionare este asigurată de for ţa de muncă de înaltă calificare;
- amplasarea acestor locuri de muncă se face după
principiul grupelor omogene de maşini;- acest tip de structur ă este caracteristic tipului de serie
mică sau individuală. Avantajele acestui tip de structur ă sunt următoarele:- permite realizarea unei varietăţi mari de produse;- are loc o încărcare completă a locurilor de muncă;- are un grad mare de flexibilitate, datorat caracterului
universal al locurilor de muncă; Dezavantajele acestei structuri sunt:- datorită faptului că fiecare fază de proces tehnologic se
realizează în secţii diferite, transportul intern în întreprindereeste foarte ridicat;
- deoarece locurile de muncă trebuie să se adapteze lafabricaţia unei varietăţi mari de produse, timpul pentru reglareal acestora este uneori foarte mare, ducând la creşterea timpilor
de întreruperi în funcţionarea utilajului;- micşorează r ăspunderea pentru obţinerea unei calităţiridicate, datorită faptului că produsele se prelucrează în maimulte secţii de producţie;
- produsele au un ciclu lung de fabricaţie şi deci există stocuri mari de producţie neterminată.
2) Structura de produc ţ ie şi concep ţ ie de tip pe obiect .Caracteristici de bază :
- organizarea secţiilor de producţie este realizată după principiul obiectului de fabricaţie;
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare structural ă a produc ţ iei66
- în fiecare secţie se fabrică un singur produs sau
componente ale acestuia, iar secţiile poartă denumirea pro-dusului pe care-1 fabrică;- locurile de muncă sunt specializate în realizarea unei
singure operaţii sau a unui număr foarte mic de operaţii;- amplasarea locurilor de muncă se face sub formă de
linii tehnologice specializate în fabricaţia unui produs;- acest tip de structur ă este specific tipului de producţie
de serie mare sau de masă.
Avantajele structurii de producţie şi concepţie pe obiect:- asigur ă organizarea liniilor în flux cu eficienţă ridicată;- permite o creştere a specializării în producţie;- reduce volumul de transport intern;- reduce durata ciclului de fabricaţie şi a costurilor de
producţie;- determină o reducere substanţială a stocurilor de
producţie neterminată. Dezavantaje:- este tipul de structur ă de producţie cu o flexibilitate
foarte redusă la schimbările sortimentale;- nu poate fi folosită în mod eficient decât pentru tipul
de serie mare sau de masă.3) Structura de produc ţ ie şi concep ţ ie de tip mixt .Caracteristici de bază :
- organizarea secţiilor de producţie se face după princi- piul mixt, o parte a secţiilor de producţie organizându-se după principiul tehnologic (cele pregătitoare), iar celelalte după principiul pe obiect (secţiile prelucr ătoare);
- acest tip de structur ă este specific tipului de serie mică sau mijlocie;
- acest tip de structur ă îmbină avantajele celorlalte două tipuri şi le elimină o parte din dezavantaje.
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 67
Se poate afirma că, particularităţile fiecărei întreprinderi
îşi pun amprenta asupra structurilor de producţie, determinândnumărul şi tipul subunităţilor de producţie de bază.Cunoaşterea principalelor tipuri de producţie şi a proce-
selor de producţie are un rol important în abordarea sistemelor de organizare structurală a producţiei întreprinderilor moderne, permite realizarea unei gândiri logice şi analitico-sistemiceasupra activităţii firmelor al căror obiect de activitate îlreprezintă producerea de bunuri materiale.
4.2. STRUCTURA DE PRODUCŢIE ŞI CONCEPŢIE
Structura de produc ţ ie şi concep ţ ie a unei întreprinderide producţie industrială se refer ă la numărul şi componenţaunităţilor de producţie, de control şi cercetare, mărimea şiamplasarea lor pe teritoriul întreprinderii, modul de organizare
internă a acestora şi legăturile funcţionale care se stabilesc întreele în cadrul procesului de producţie şi cercetare23.
În cadrul întreprinderilor moderne structura de producţieşi concepţie este formată dintr-un număr stabilit de verigiorganizatorice de producţie, dintre care cele mai des întâlnitesunt cele prezentate în figura 4.2.
I. Sec ţ ia de produc ţ ie este o verigă de producţie,
distinctă din punct de vedere administrativ, în cadrul căreia seexecută un produs, o parte a acestuia sau o fază de procestehnologic. Constituirea unei secţii de producţie îşi propuneorganizarea şi coordonarea unitar ă a activităţilor din punct devedere tehnologic.
În funcţie de felul proceselor tehnologice care se desf ă-şoar ă în cadrul secţiilor de producţie există:
A) secţii de bază;
23Badea,F.,op.cit.
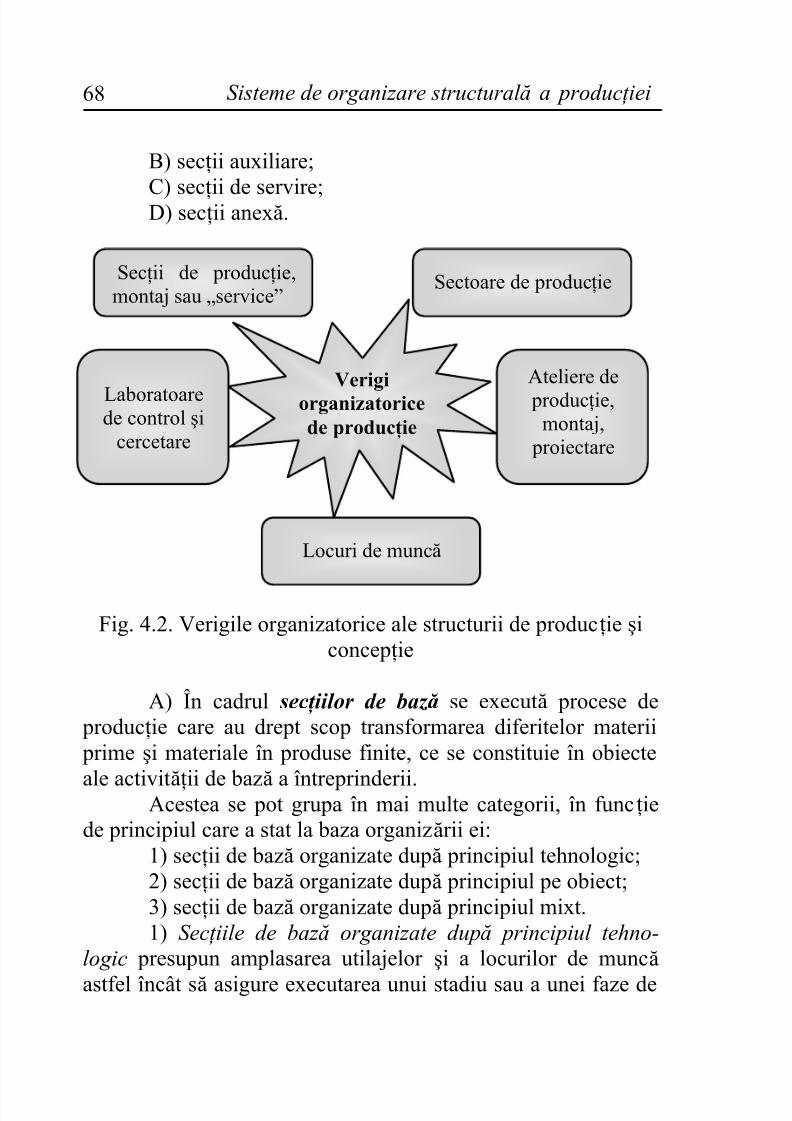
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare structural ă a produc ţ iei68
B) secţii auxiliare;
C) secţii de servire;D) secţii anexă.
Fig. 4.2. Verigile organizatorice ale structurii de producţie şiconcepţie
A) În cadrul sec ţ iilor de baz ă se execută procese de producţie care au drept scop transformarea diferitelor materii prime şi materiale în produse finite, ce se constituie în obiecte
ale activităţii de bază a întreprinderii.Acestea se pot grupa în mai multe categorii, în funcţiede principiul care a stat la baza organizării ei:
1) secţii de bază organizate după principiul tehnologic;2) secţii de bază organizate după principiul pe obiect;3) secţii de bază organizate după principiul mixt.1) Sec ţ iile de bază organizate după principiul tehno-
logic presupun amplasarea utilajelor şi a locurilor de muncă
astfel încât să asigure executarea unui stadiu sau a unei faze de
Verigi
organizatorice
de producţie
Secţii de producţie,montaj sau „service”
Locuri de muncă
Laboratoarede control şi
cercetare
Ateliere de producţie,
montaj, proiectare
Sectoare de producţie
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 69
proces tehnologic. Astfel, există secţii de producţie de turnă-
torie, forjă, prelucr ări mecanice sau de montaj etc.În funcţie de opera ţ iile tehnologice care se execută încadrul acestora, secţiile se grupează în:
a) secţii de bază pregătitoare; b) secţii de bază prelucr ătoare;c) secţii de bază de montaj-finisaj.a) Sec ţ iile de bază preg ă titoare – în acestea se execută
fazele pregătitoare ale procesului tehnologic cum sunt: turnare
şi forjare de piese în construcţii de maşini, filatur ă în industriatextilă, croire în industria de confecţii etc.
b) Sec ţ iile de bază prelucr ă toare – în cadrul lor are loctransformarea propriu-zisă a materiilor şi materialelor în produ-se care constituie obiect de bază al întreprinderii (cele de prelu-cr ări mecanice în construcţii de maşini, cele de ţesătorie înindustria textilă).
c) Sec ţ iile de bază de montaj-finisaj – sunt cele în cadrulcărora are loc asamblarea diferitelor produse din ansamblele şisubansamblele componente sau finisarea produsului finit (cumar fi secţiile de montaj şi probe tehnologice din construcţii demaşini, secţiile de imprimare sau apretare din industria textilă).
2) Sec ţ iile de bază organizate după principiul pe obiect sunt acelea care asigur ă transformarea completă a materiilor şimaterialelor în produs finit sau componente ale acestuia. În
cadrul acestor secţii sunt reunite într-un ansamblu de operaţiitehnologice care vor prelucra produsul de la stadiul de materie primă până la stadiul de produs finit.
3) Sec ţ iile de bază organizate după principiul mixt. Unele secţii (de regulă cele pregătitoare) sunt organizate după principiul tehnologic, iar altele după principiul pe obiect(secţiile de prelucr ări mecanice şi montaj).
B) Sec ţ iile auxiliare sunt acelea în cadrul cărora se
execută produse sau lucr ări ce nu constituie obiectul activităţiide bază a întreprinderii, dar care sunt absolut necesare pentru
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare structural ă a produc ţ iei70
buna desf ăşurare a proceselor de producţie de bază (secţia
energetică din cadrul centralelor producătoare de diferite feluride energie).C) Sec ţ iile de servire, unde se execută activităţi de
producţie ce se constituie ca servicii atât pentru secţiile de bază,cât şi pentru secţiile auxiliare (secţia reţele energetice, secţiadepozite ş.a.).
D) Sec ţ iile anex ă sunt destinate valorificării deşeurilor în acele întreprinderi în care rezultă o cantitate mare de
materiale refolosibile.II. Atelierul de produc ţ ie poate desf ăşura activitatea:
- ca o subunitate de producţie a unei secţii de producţie,fiind o verigă structurală delimitată teritorial, încadrul căreia se execută fie acelaşi proces tehnologic,fie acelaşi produs sau componentă a unui produs;
- în mod independent, deosebindu-se de secţia de producţie doar prin volumul de activitate care sedesf ăşoar ă în cadrul acestuia, atelierul fiind o verigă structurală delimitată administrativ, cu aceleaşi carac-teristici din punct de vedere al procesului de producţieca şi în primul caz.
Activităţile de producţie ce au loc în cadrul unui atelier pot fi activităţi de producţie, montaj, service etc.
În cadrul atelierului de proiectare activitatea este orientată în
executarea acelor lucr ări de proiectare de dimensiuni mai reduse şicare nu au fost executate de institutele de specialitate.III. În laboratorul de control şi cercetare se execută
diferite analize şi măsur ători ale calităţii produselor, materiilor şi materialelor.
IV. Sectorul de produc ţ ie, delimitat teritorial, reprezintă locul unde se execută o anumită fază din procesul tehnologicsau anumite componente ale unui produs. Într-un atelier de
prelucr ări mecanice pot exista: sectorul de strunguri, sectorul defreze ş.a.
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 71
V. Locurile de muncă ocupă o anumită suprafaţă de
producţie dotată cu utilaje şi echipamente tehnologice corespun-zătoare, destinate executării unor operaţii tehnologice sauservicii productive. Ele pot fi specializate în realizarea uneioperaţii, sau universale, când execută o varietate mare deoperaţii.
4.3. TIPOLOGIA PROCESELOR DE PRODUCŢIE
Datorită marii diversităţi a proceselor de producţieacestea trebuie grupate în grupe de procese cu caracteristicicomune în funcţie de anumite criterii.
Cele mai utilizate criterii de grupare a proceselor de producţie sunt:
a) după modul de participare la obţinerea produsuluifinit;
b) după gradul de continuitate;c) după modul de obţinere a produsului finit;d) după gradul de periodicitate;e) după natura tehnologică.a) În func ţ ie de modul cum participă la realizarea
produsului finit procesele de producţie sunt:- procese de producţie de bază;
- procese de producţie auxiliare;- procese de producţie de servire;- procese de producţie anexă. Procesele de produc ţ ie de bază transformă materiile
prime şi materialele în produse finite care constituite obiectulactivităţii de bază al întreprinderii procese de prelucrare meca-nică şi montaj în construcţii de maşini, ţesătorie în industriatextilă etc.
Procesele de producţie de bază pot fi la rândul lor:- procese de bază pregătitoare;
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare structural ă a produc ţ iei72
- procese de bază prelucr ătoare;
- procese de montaj-finisaj. Procesele de bază preg ă titoare pregătesc materiile prime şi materialele pentru prelucrarea propriu-zisă - proceselede turnare şi forjare în industria construcţiilor de maşini, procesele de vopsire şi filatura din industria textilă, procesele decroit în industria confecţiilor sau de încălţăminte.
Procesele de bază prelucr ă toare efectuează operaţii de prelucrare propriu-zisă a materiilor prime şi a materialelor în
vederea transformării lor în produse finite - procese de prelu-cr ări mecanice în construcţii de maşini, procese de ţesătorie înindustria textilă etc.
Procesele de bază de montaj-finisaj sunt acele procesecare asigur ă obţinerea formei finale a produsului înainte delivrarea la consumator.
Procesele de produc ţ ie auxiliare asigur ă obţinerea unor produse sau lucr ări care nu constituie obiectul activităţii de bază al întreprinderii, dar care asigur ă buna funcţionare a proceselor de producţie de bază - procesele de reparare a utilajelor şi echi- pamentelor, de obţinere a SDV-urilor necesare în procesele de producţie de bază, de obţinere a diferitelor feluri de energie etc.
Procesele de produc ţ ie de servire asigur ă obţinerea unor servicii care nu constituie obiectul activităţii de bază al între- prinderii, dar ajută la buna desf ăşurare a proceselor de producţie
de bază şi auxiliare - procesele de transport intern, de depozitaresau de transport a diferitelor feluri de energie pe cabluri sauconducte.
b) După gradul de continuitate procesele de producţiesunt:
- procese de producţie continue - asigur ă o transformarecontinuă a materiilor prime în produse finite în insta-laţii de aparatur ă, pe tot parcursul fluxului de produc-ţie, parametrii tehnologici având aceleaşi valori;
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 73
- procese de producţie periodice - produsele sunt elabo-
rate sub formă de şarje, la distanţe de timp egale cutimpul necesar pentru elaborarea unei şarje.c) După modul de ob ţ inere a produselor finite din
materia primă procesele de producţie sunt:- procese de producţie directe;- procese de producţie sintetice;- procese de producţie analitice. Procesele de produc ţ ie directe se caracterizează prin
aceea că produsul finit se obţine ca urmare a executării unor operaţii succesive asupra aceleiaşi materii prime - procesele deobţinere a produselor lactate, de obţinere a zahărului etc.
Procesele de produc ţ ie sintetice conduc la obţinerea produsului finit după prelucrarea succesivă a mai multor materii prime - procesele de producţie din construcţii de maşini,confecţii, industria alimentar ă etc.
Procesele de produc ţ ie analitice conduc la obţinerea amai multor produse finite în urma unor prelucr ări succesive aunei singure materii prime – procesele de producţie din petrochimie, rafinării etc.
d) După gradul de periodicitate procesele de producţiesunt ciclice şi neciclice.
Procesele de produc ţ ie ciclice au caracter repetitiv şisunt specifice tipului de producţie de serie mare sau de masă. În
cadrul acestor procese prelucrarea produselor se face pe loturide fabricaţie sau sub formă de şarje. Procesele de produc ţ ie neciclice se repetă la perioade
mari de timp şi sunt specifice pentru tipul de producţie de seriemică sau unicate.
e) În func ţ ie de natura tehnologică a opera ţ iilor , procesele de producţie sunt:
- procese chimice;
- procese de schimbare a configuraţiei; .- procese de asamblare;
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare structural ă a produc ţ iei74
- procese de transport.
Procesele chimice se efectuează în instalaţii capsulate încadrul cărora materiile prime se transformă în urma unor reacţiichimice sau termochimice – procesele din industria aluminiului,a maselor plastice, a petrolului etc.
Procesele de schimbare a configura ţ iei au la bază operaţii de prelucrare mecanică a materiilor prime cu ajutorulunor maşini sau agregate tehnologice – procesele de strunjire,rectificare, frezare etc.
Procesele de asamblare asigur ă sudura, lipirea saumontajul unor subansamble în vederea obţinerii produsuluifinit.
Procesele de transport asigur ă deplasarea materiilor şimaterialelor de la un loc de muncă la altul în interiorulîntreprinderii.
4.4. PERFECŢIONAREA STRUCTURII DE PRODUCŢIEŞI CONCEPŢIE - CONDIŢIA OBŢINERII PERFORMANŢEI
ÎN DOMENIU
O structur ă de producţie şi concepţie raţională, modernă se realizează, în primul rând, prin proiectarea întreprinderii, iar,după aceea, în decursul funcţionării acesteia, prin luarea unor
măsuri operative care să ducă la perfecţionarea structurilor înraport cu modificările care survin pe linia nomenclaturii produ-selor de fabricat, a tehnologiilor de fabricaţie sau a organizării producţiei şi a muncii24.
Dintre principalele căi de perfecţionare a structurii de producţie şi concepţie se pot enumera următoarele:
- cre şterea ponderii unit ăţ ilor de produc ţ ie (secţii,ateliere) specializate, organizate după principiul
24 Bărbulescu, C., op.cit.
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 75
obiectului de fabricat, în totalul unităţilor de
producţie ale întreprinderii; astfel, se creează condiţiioptime pentru generalizarea introducerii în întreprin-dere a metodelor superioare de organizare a produc-ţiei în flux;
- asigurarea adâncirii specializă rii produc ţ iei şi aextinderii rela ţ iilor de cooperare, care duc lareprofilarea unităţilor de producţie pe o producţiespecializată, creând astfel condiţii optime pentru
creşterea eficienţei activităţii întreprinderii;- cre şterea ponderii volumului de produc ţ ie sau de
lucr ă ri executate pentru activitatea de bază de cătreîntreprinderi specializate pentru executarea reparaţii-lor, producerea de scule, energie şi reducerea laminimul necesar a unităţilor de producţie auxiliare şide servire proprii; aceasta este cu atât maiimportantă în condiţiile actuale, când în cadrulunităţilor de producţie de reparaţii, de sculărie,energetice lucrează un număr mare de muncitori,care ar putea fi folosiţi pentru dezvoltarea producţieide bază a întreprinderii;
- optimizarea gradului de mă rime al unit ăţ ilor de produc ţ ie şi asigurarea propor ţ ionalit ăţ ii întrecapacit ăţ ile de produc ţ ie ale acestora, care asigur ă o
creştere puternică a productivităţii muncii, reducereacosturilor de producţie şi o folosire raţională acapacităţilor de producţie prin lichidarea locurilor înguste sau folosirea completă a excedentelor decapacitate;
- sistematizarea întreprinderii care duce la îmbunătă-ţirea, ori de câte ori este posibil, a planului generalde organizare al întreprinderii şi realizarea unui flux
tehnologic continuu, pe traseele cele mai scurte,evitarea întoarcerilor sau intersectării fluxurilor de
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare structural ă a produc ţ iei76
materiale sau de oameni, apropierea unităţilor
auxiliare şi de servire de unităţile cărora le furni-zează produse, lucr ări sau servicii.Perfecţionarea permanentă, ori de câte ori este nevoie, a
structurii de producţie şi concepţie se materializează princreşterea eficienţei economice, influenţând în mod direct o seriede indicatori economici ai întreprinderii, cum ar fi:
- volumul, conţinutul şi direcţia transporturilor interne, fondul de salarii afectat personalului care
lucrează în transporturile interne şi volumulcosturilor de transport intern;
- numărul, felul, mărimea şi locul de amplasare adepozitelor întreprinderii, numărul de personalcare lucrează în cadrul gospodăriei depozitelor şifondul de salarii aferent acestuia;
- numărul de personal ocupat în aparatul administrativşi fondul de salarii aferent acestuia;
- durata medie a ciclului de producţie pe întreprindere,volumul producţiei neterminate şi normativul demijloace circulante pentru producţia neterminată;
- gradul de continuitate al fluxului tehnologic, alfluxului de materiale şi al fluxului de oameni;
- gradul de folosire a teritoriului întreprinderii.Rezultă că, perfecţionările aduse în structura de produc-
ţie şi concepţie vor determina îmbunătăţirea acestor indicatori,în sensul reducerii volumului de lucr ări, a fondului de salariiaferent activităţii de transport, de depozitare şi activităţii admi-nistrative, al reducerii duratei ciclului de producţie şi al norma-tivului de mijloace circulante, al mărimii gradului de continui-tate a fluxurilor şi a reducerii lungimii lor precum şi a mărimiigradului de folosire a suprafeţelor de care dispune întreprin-derea.
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 77
Capitolul 5
SISTEME DE ORGANIZARE SPAŢIALĂ
A PRODUCŢIEI
5.1. PROBLEMELE SPECIFICE AMENAJĂRII SPAŢIALEA PRODUCŢIEI
Abordarea proiectelor de amenajare a firmelor industri-ale este o chestiune foarte dificilă şi presupune instinct şiintuiţie din partea proiectanţilor.
Metodologia amenajării sistematice a spaţiului asigur ă oanumită disciplină în elaborarea planului de amenajare, permiţând, în acelaşi timp, o variaţie a conţinutului datelor deintrare ce stau la baza elabor ării planului de amenajare a verigilor de producţie.
Organizarea spaţială a producţiei în cadrul întreprinderi-lor include în sfera sa un ansamblu de probleme, care poate fisistematizat pe trei domenii principale, şi anume:
- amplasarea verigilor de produc ţ ie din structura între-
prinderii;- stabilirea configura ţ iei fluxurilor tehnologice;
- dimensionarea suprafe ţ elor de produc ţ ie necesare. Problemele care fac parte din cele trei domenii sunt
abordate atât la nivelul general al întreprinderii, cât şi la cel alverigilor structurale de producţie din componenţa ei.
Fundamentarea soluţiilor privind organizarea în spaţiu a producţiei întreprinderii se realizează prin intermediul unui
studiu specializat, bazat pe folosirea de sisteme principale şimetodologice specifice.
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare spa ţ ial ă a produc ţ iei78
5.2 PROBLEMELE GENERALE ALE ORGANIZĂRIISPAŢIALE A VERIGILOR DE PRODUCŢIE
Amenajarea spaţiului verigilor de producţie constă înamplasarea fizică a instalaţiilor, maşinilor şi utilajelor industriale.Amplasarea include spaţiile necesare mişcării materialelor şidepozitării acestora, spaţiile activităţilor indirecte şi serviciilor auxiliare precum şi spaţiile necesare echipamentelor 25.
Orice proiect de amenajare sau rearanjare a verigilor de producţie va avea propriile sale obiective, care difer ă în funcţie de punctele de vedere ale managerilor şi politica firmei, precum şi decondiţiile curente în care se elaborează proiectul. Pentru sporireaeficienţei acestei activităţii este necesar ca obiectivele reale să fieclare şi bine definite de la bun început.
În esenţă, amenajarea unei verigi de producţie este ocombinaţie de obiective şi variante, ea fiind rezultatul unuicompromis între anumite avantaje şi limitări care trebuie privite îndinamică, prin prisma modificării lor în timp.
Amenajarea spaţiilor trebuie să urmărească realizareaunor obiective generale între care enumer ăm:
- integrarea tuturor factorilor care afectează planulgeneral de organizare a firmei;
- utilizarea eficientă a factorilor de producţie;
- flexibilitatea în amplasarea şi reamplasarea maşinilor şiutilajelor;- elasticitate concretizată în adaptabilitatea din mers la
noile sortimente de produse;- o împăr ţire automată pe puncte de lucru a spaţiului
existent;
25 Dima, I.C., Nedelcu, M.V., Managementul produc ţ iei industriale,Ed. Didactică şi Pedagogică, Bucureşti, 1999
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 79
- asigurarea unei anume densităţi pe suprafaţa verigii de
producţie ce se amenajează;- realizarea unei secvenţe logice a fluxului tehnologic şia locurilor de muncă;
- comoditate pentru toţi angajaţii în efectuarea activi-tăţilor pe care le execută;
- respectarea normelor de protecţie a muncii şi de pază contra incendiilor;
- motivaţie, satisfacţie în muncă şi securitate pentru toţi
angajaţii etc.Aceste obiective şi altele pot fi realizate prin oricare din
cele trei tipuri clasice de amenajări şi anume:- amenajarea verigilor de produc ţ ie cu locuri de
muncă fixe sau locuri fixe pentru material : o materialele sau componentele principale r ămân în
loc fix;o
sculele, maşinile şi lucr ătorii sunt aduse la acestelocuri fixe;o produsul finit este realizat cu elemente componente
importante depozitate în acelaşi loc;o are ca avantaje:
manipularea redusă a produsului finit; angajaţii lucrează într-un singur loc, asigu-
rându-se astfel calitatea lucr ărilor; permite modificări frecvente în fabricaţie şi
lansarea de noi produse; adaptabilitatea la cererile intermitente de pro-
duse; nu necesită o organizare pretenţioasă şi costisi-
toare etc.- amenajarea verigilor de produc ţ ie după tipul procesu-
lui sau tipul prelucr ă rii:
o în care toate operaţiile aceluiaşi proces sau tip de prelucrare sunt grupate în acelaşi loc;
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare spa ţ ial ă a produc ţ iei80
o are ca avantaje:
reducerea volumului de investiţii prin folosireaeficientă a maşinilor şi utilajelor; adaptabilitatea la o varietate mare de produse şi la
schimbări frecvente în tehnologia de execuţie; adaptabilitatea la cereri intermediare de produse; stimulează executantul în ridicarea nivelului
propriilor performanţe; asigur ă continuitatea producţiei în cazul
defectării maşinilor, lipsei materialelor şiabsenţei executantului etc;
- amenajarea verigilor de produc ţ ie pe linii de
produc ţ ie sau pe produs:o un produs sau un anumit tip de produs este fabricat
într-o anumită zonă;o materialele se deplasează, iar operaţiile se
execută
în ordinea fluxului tehnologic, fapt cedetermină ca fiecare utilaj să fie amplasat funcţiede secvenţa operaţiunilor şi independent de prelu-crarea pe care o efectuează;
o are ca avantaje: manipularea redusă a materialelor; timpi de
execuţie reduşi, volum mic de investiţii înmateriale;
utilizarea eficientă a lucr ătorilor prin speciali-zarea acestora, uşurinţă în formarea executan-ţilor;
asigurarea unui control eficient al producţiei(documente mai puţine şi supravegherea mai bună a executanţilor).
Alegerea unuia sau altuia din aceste tipuri de amenajare sefundamentează pe r ăspunsul dat la cele trei criterii de bază implicate de fiecare amenajare.
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 81
5.3 SPECIFICITATEA CONFIGURAŢIEI FLUXURILOR
TEHNOLOGICEFluxului tehnologic al unui produs reprezintă drumul
parcurs de materialul sau materialele care intr ă în componenţaacestuia, între secţiile şi atelierele întreprinderii, precum şi întrediferitele locuri de muncă din structura acestora, de la prima până la ultima operaţie din procesul tehnologic al produsuluirespectiv26.
Gradul de complexitate al produsului impune existenţaunui singur flux, sau a mai multor fluxuri paralele, succesivesau suprapuse de materiale, corespunzătoare diferitelor stadii derealizare a acestuia.
În funcţie de nivelul la care sunt analizate, fluxuriletehnologice pot fi:
- generale - atunci când se urmăresc deplasările materia-
lelor la nivelul întreprinderii între secţiile şi ateliereleacesteia;
- par ţ iale, în cazul în care deplasările materialelor seurmăresc la nivelul fiecărei verigi de producţie, întrelocurile de muncă ale acesteia.
În funcţie de caracteristicile proceselor de producţie şide amplasarea locurilor de muncă, configuraţia fluxurilor
tehnologice poate fi inclusă într-unul dintre tipurile prezentateîn figura 5.1.Principalele caracteristici ale acestora sunt:• fluxurile tehnologice monoliniare:
- operaţiile se execută asupra unei anumite materii prime de-a lungul unei singure linii de producţie, pentru obţinerea unui produs, prin efectuarea unor
26 Bărbulescu,C., Bâgu,C., op.cit.
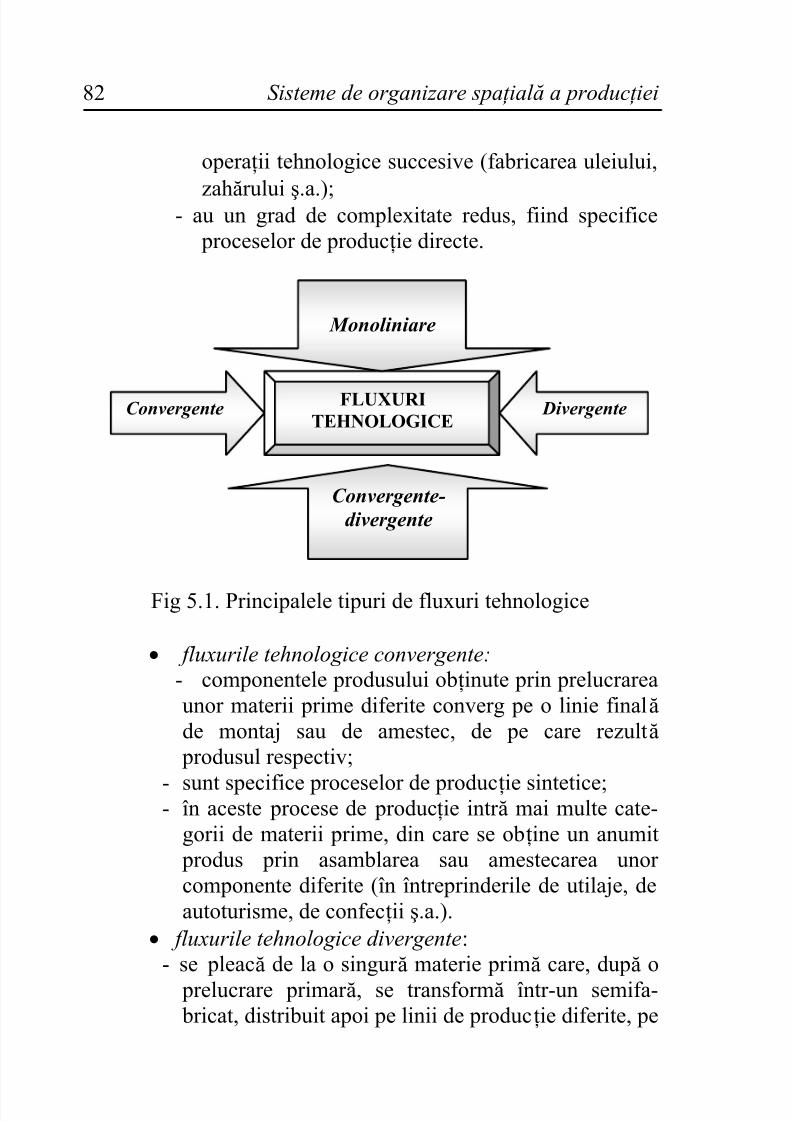
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare spa ţ ial ă a produc ţ iei82
operaţii tehnologice succesive (fabricarea uleiului,
zahărului ş.a.);- au un grad de complexitate redus, fiind specifice proceselor de producţie directe.
Fig 5.1. Principalele tipuri de fluxuri tehnologice
• fluxurile tehnologice convergente: - componentele produsului obţinute prin prelucrareaunor materii prime diferite converg pe o linie finală de montaj sau de amestec, de pe care rezultă produsul respectiv;
- sunt specifice proceselor de producţie sintetice;- în aceste procese de producţie intr ă mai multe cate-gorii de materii prime, din care se obţine un anumit produs prin asamblarea sau amestecarea unor componente diferite (în întreprinderile de utilaje, deautoturisme, de confecţii ş.a.).
• fluxurile tehnologice divergente:- se pleacă de la o singur ă materie primă care, după o
prelucrare primar ă, se transformă într-un semifa- bricat, distribuit apoi pe linii de producţie diferite, pe
FLUXURI
TEHNOLOGICEConvergente Divergente
Convergente-
divergente
Monoliniare
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 83
fiecare dintre acestea executându-se câte un fel de
produs;- acestea sunt specifice proceselor de producţieanalitice;
- în aceste procese de producţie intr ă o singur ă materie primă, din care se obţin mai multe feluri de produse, prin prelucr ări succesive sau paralele (în întreprin-derile petrochimice, de prelucrare a minereurilor neferoase, de produse alimentare ş.a.).
• fluxurile tehnologice convergent-divergente:- se caracterizează prin îmbinarea celor două categorii
de fluxuri tehnologice incluse în denumirea lor;- prin prelucrarea unor materii prime diferite, se obţin
o serie de componente de asamblare sau amestec,care converg pe o linie de producţie destinată reali-zării unui produs intermediar, ce este apoi distribuit pe linii distincte pentru executarea mai multor feluride produse (fabricarea unor produse chimice saualimentare).
5.4. METODE ŞI TEHNICI FOLOSITE PENTRUORGANIZAREA ÎN SPAŢIU A PRODUCŢIEI
ÎNTREPRINDERII
În cadrul acestui capitol vor fi prezentate trei grupe demetode şi tehnici folosite în studiile de proiectare sau de perfec-ţionare a organizării spaţiale a producţiei la nivelul întreprin-derii sau al verigilor sale. Acestea sunt:
- metode de amplasare a locurilor de muncă;- metode de grupare a locurilor de muncă;- tehnici de prezentare şi analiză a variantelor practice
de amplasare a locurilor de muncă şi a fluxurilor tehnologice corespunzătoare lor.
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare spa ţ ial ă a produc ţ iei84
Amplasarea locurilor de muncă pe suprafeţele secţiilor
şi atelierelor întreprinderii determină existenţa a trei sisteme deorganizare în spaţiu a producţiei, care au la bază cerinţele unor principii specifice, şi anume: principiul tehnologic, principiul
pe obiect şi principiul mixt.Sistemul de organizare spaţială a producţiei bazat pe
amplasarea locurilor de muncă conform principiului tehnologic presupune constituirea în cadrul secţiei sau atelierului de pro-ducţie a unor grupe de locuri de muncă omogene sub raport
tehnologic.La fiecare grupă de locuri de muncă se execută o
anumită operaţie la mai multe feluri de produse diferite din punct de vedere tehnologic (cu game şi succesiuni aleoperaţiilor diferite). Acest mod de amplasare a locurilor demuncă se foloseşte în producţia individuală, de serie mică şimijlocie, permiţând executarea unei nomenclaturi variate de produse.
În cazul organizării spaţiale a producţiei în conformitatecu cerinţele principiului tehnologic, studiul amplasării constă înstabilirea succesiunii diferitelor grupe de locuri de muncă şi amodului de dispunere a acestora pe suprafaţa secţiei sauatelierului.
Sistemul de organizare spaţială a producţiei bazat peamplasarea locurilor de muncă conform principiului pe obiect
se caracterizează prin formarea în cadrul secţiei sau atelierului aunor linii de producţie.Fiecare linie de producţie cuprinde mai multe grupe de
locuri de muncă, diferite din punct de vedere tehnologic, la carese efectuează diverse operaţii, fie la un singur fel de produs, fiela mai multe feluri de produse identice sau asemănătoare subraport tehnologic.
Această modalitate de amplasare a locurilor de muncă se
foloseşte în producţia de masă şi serie mare.
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 85
În cazul organizării în spaţiu a producţiei după principiul
pe obiect, studiul amplasării locurilor de muncă constă îndeterminarea succesiunii acestora în cadrul liniei de producţie.Astfel, dacă pe linia de producţie se execută un singur fel de produs sau mai multe feluri de produse identice sub raporttehnologic (care au aceeaşi gamă şi succesiune a operaţiilor),amplasarea locurilor de muncă în cadrul liniei se face în ordineaimpusă de succesiunea efectuării operaţiilor.
Atunci când pe linia de producţia se execută mai multe
feluri de produse care sunt doar asemănătoare sub raporttehnologic (gamele şi succesiunile operaţiilor difer ă într-omăsur ă mai mare sau mai mică), pentru stabilirea ordinii dedispunere a locurilor de muncă în cadrul liniei se folosescmetode specifice de amplasare a acestora.
Sistemul de organizare spaţială a producţiei bazat peamplasarea locurilor de muncă conform principiului mixt presupune formarea în cadrul secţiei sau atelierului atât a unor grupe de locuri de muncă omogene sub raport tehnologic cât şia unor linii de producţie specializate pe obiect.
5.5. METODE FOLOSITE PENTRU AMPLASAREALOCURILOR DE MUNCĂ
Amenajarea sistematizată în spaţiu a producţiei se poateface după mai multe metode. Unele dintre ele le vom prezentaîn continuare:
Metoda multifazal ă este o concepţie a specialiştilor americani , care presupune parcurgerea mai multor faze,utilizând un număr de procedee şi un set de convenţii.
Fiecare proiect de amenajare parcurge patru faze, şianume:
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare spa ţ ial ă a produc ţ iei86
- faza I – constă în localizarea proiectului şi în
stabilirea ariei care va constitui obiectul proiectului;- faza a II-a – adică elaborarea planului general de
amenajare şi stabilirea diagramelor generale deflux;
- faza a III-a – se concretizează în elaborarea planului de detaliu şi planificarea amplasăriifiecărei maşini şi a fiecărui echipament;
- faza a IV-a – implementarea, adică atât planificarea instalării, cât şi realizarea fizică,inclusiv adaptările necesare.
Procedeele folosite se concretizează în elaborarea planului general în faza a II-a şi a planului de detaliu în faza a III-a. Convenţiile utilizate privesc: diagramele de proces, simboluri şi acţiuni, culorile, gradările, literele.
Metoda verigilor constă
în stabilirea schemei teoretice deamplasare a locurilor de muncă în raport cu frecvenţa legăturilor dintre locurile de muncă şi volumul materialelor sau produselor ce se vor deplasa între acestea. Conform acestei metode:
- locurile de muncă se vor amplasa, astfel încât să seasigure un flux tehnologic cât mai raţional, cu reduce-rea la minim a volumului transporturilor interne şiîncrucişate;
- veriga defineşte traseul pe care se deplasează materialele sau produsele finite între două locuri demuncă A şi B;
- este necesar ă cunoaşterea procesului tehnologic defabricaţie, cunoaşterea produselor de executat, autilajelor folosite şi a cantităţilor de materiale ce trebuiedeplasate de la un loc de muncă la altul.
Pe baza acestor date se întocmeşte tabloul verigilor (tabelul 5.1),sub forma unor pătrate, trecând pe orizontală denumirea locurilor de muncă simbolizate de la A la Z în ordinea normală şi în
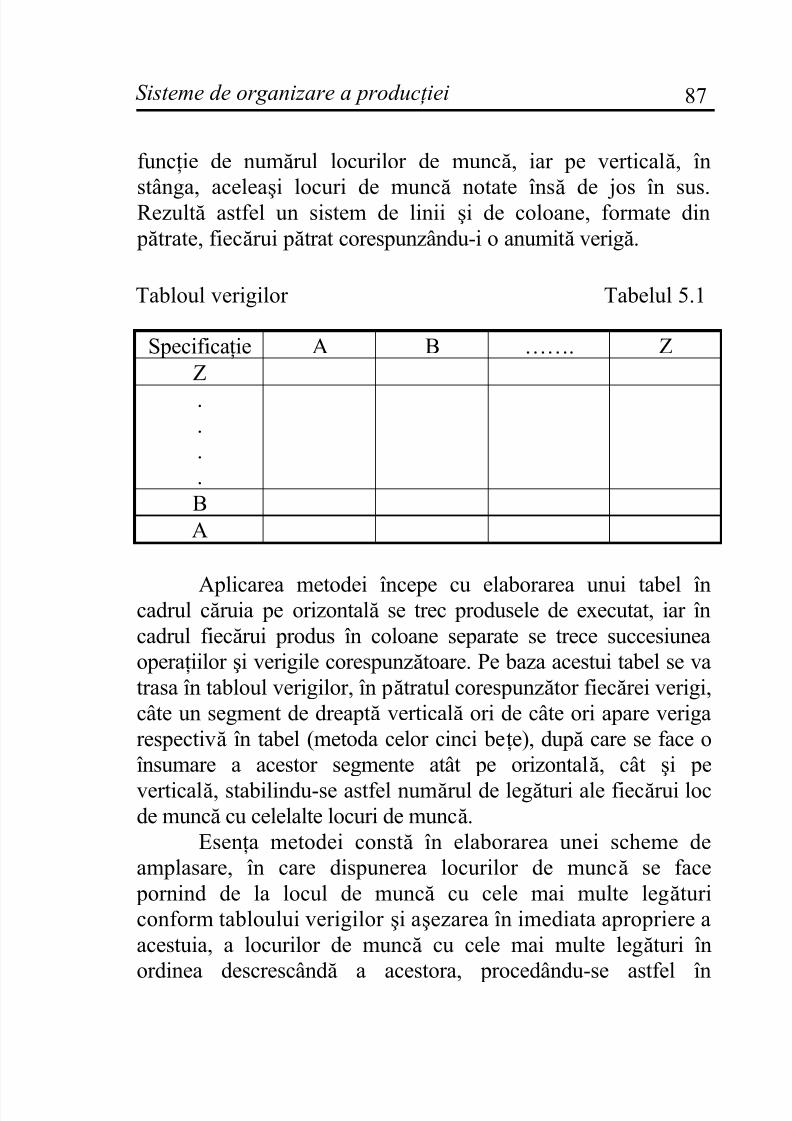
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 87
funcţie de numărul locurilor de muncă, iar pe verticală, în
stânga, aceleaşi locuri de muncă notate însă de jos în sus.Rezultă astfel un sistem de linii şi de coloane, formate din pătrate, fiecărui pătrat corespunzându-i o anumită verigă.
Tabloul verigilor Tabelul 5.1
Specificaţie A B ……. ZZ
.
.
.
.BA
Aplicarea metodei începe cu elaborarea unui tabel încadrul căruia pe orizontală se trec produsele de executat, iar încadrul fiecărui produs în coloane separate se trece succesiuneaoperaţiilor şi verigile corespunzătoare. Pe baza acestui tabel se vatrasa în tabloul verigilor, în pătratul corespunzător fiecărei verigi,câte un segment de dreaptă verticală ori de câte ori apare verigarespectivă în tabel (metoda celor cinci beţe), după care se face oînsumare a acestor segmente atât pe orizontală, cât şi pe
verticală, stabilindu-se astfel numărul de legături ale fiecărui locde muncă cu celelalte locuri de muncă.
Esenţa metodei constă în elaborarea unei scheme deamplasare, în care dispunerea locurilor de muncă se face pornind de la locul de muncă cu cele mai multe legăturiconform tabloului verigilor şi aşezarea în imediata apropriere aacestuia, a locurilor de muncă cu cele mai multe legături în
ordinea descrescândă a acestora, procedându-se astfel în
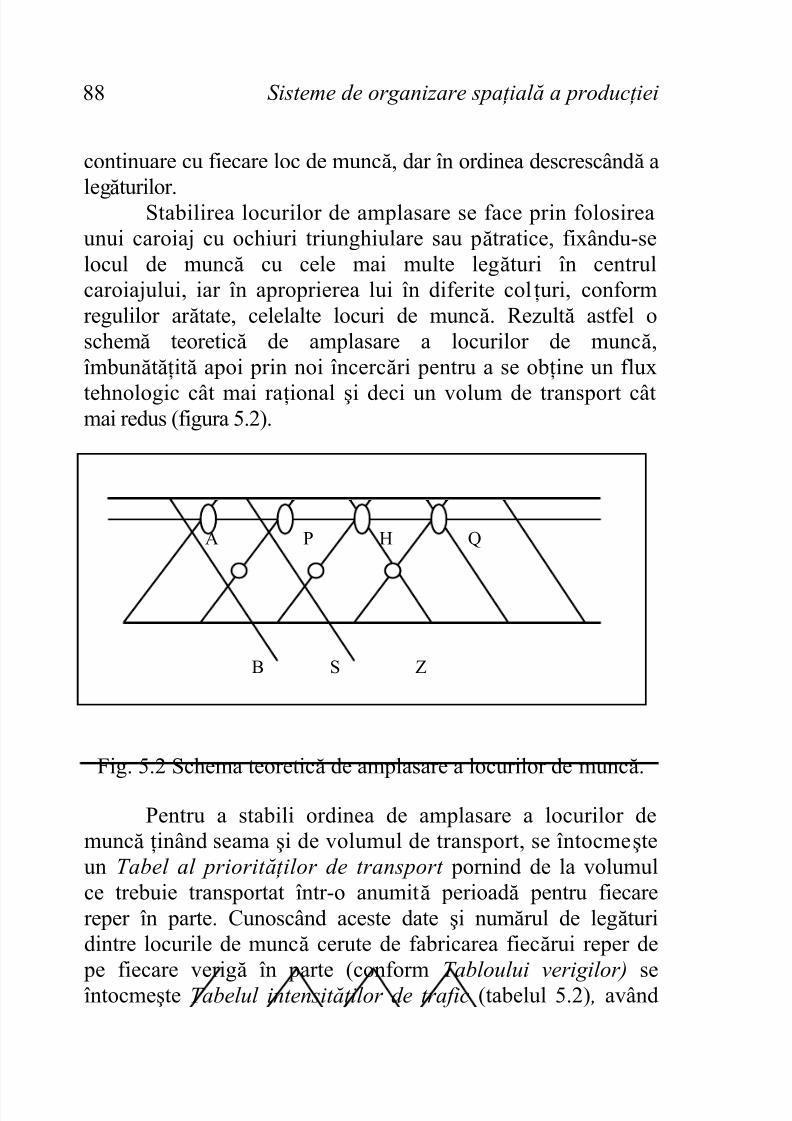
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare spa ţ ial ă a produc ţ iei88
continuare cu fiecare loc de muncă, dar în ordinea descrescândă a
legăturilor.Stabilirea locurilor de amplasare se face prin folosireaunui caroiaj cu ochiuri triunghiulare sau pătratice, fixându-selocul de muncă cu cele mai multe legături în centrulcaroiajului, iar în aproprierea lui în diferite colţuri, conformregulilor ar ătate, celelalte locuri de muncă. Rezultă astfel oschemă teoretică de amplasare a locurilor de muncă,îmbunătăţită apoi prin noi încercări pentru a se obţine un flux
tehnologic cât mai raţional şi deci un volum de transport câtmai redus (figura 5.2).
Fig. 5.2 Schema teoretică de amplasare a locurilor de muncă.
Pentru a stabili ordinea de amplasare a locurilor demuncă ţinând seama şi de volumul de transport, se întocmeşteun Tabel al priorit ăţ ilor de transport pornind de la volumulce trebuie transportat într-o anumită perioadă pentru fiecarereper în parte. Cunoscând aceste date şi numărul de legăturidintre locurile de muncă cerute de fabricarea fiecărui reper de
pe fiecare verigă în parte (conform Tabloului verigilor) seîntocmeşte Tabelul intensit ăţ ilor de trafic (tabelul 5.2) , având
A P H Q
B S Z
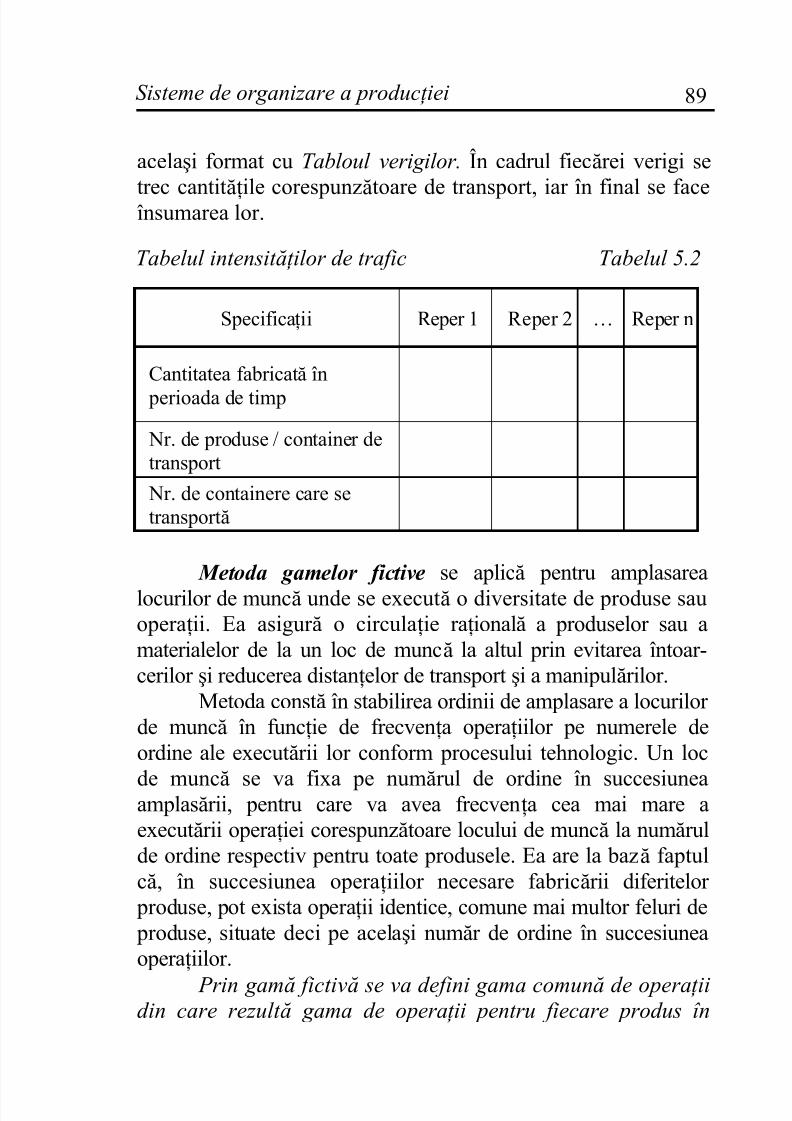
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 89
acelaşi format cu Tabloul verigilor. În cadrul fiecărei verigi se
trec cantităţile corespunzătoare de transport, iar în final se faceînsumarea lor.
Tabelul intensit ăţ ilor de trafic Tabelul 5.2
Specificaţii Reper 1 Reper 2 … Reper n
Cantitatea fabricată în
perioada de timp
Nr. de produse / container detransport
Nr. de containere care setransportă
Metoda gamelor fictive se aplică pentru amplasarealocurilor de muncă unde se execută o diversitate de produse sauoperaţii. Ea asigur ă o circulaţie raţională a produselor sau amaterialelor de la un loc de muncă la altul prin evitarea întoar-cerilor şi reducerea distanţelor de transport şi a manipulărilor.
Metoda constă în stabilirea ordinii de amplasare a locurilor de muncă în funcţie de frecvenţa operaţiilor pe numerele deordine ale executării lor conform procesului tehnologic. Un loc
de muncă se va fixa pe numărul de ordine în succesiuneaamplasării, pentru care va avea frecvenţa cea mai mare aexecutării operaţiei corespunzătoare locului de muncă la numărulde ordine respectiv pentru toate produsele. Ea are la bază faptulcă, în succesiunea operaţiilor necesare fabricării diferitelor produse, pot exista operaţii identice, comune mai multor feluri de produse, situate deci pe acelaşi număr de ordine în succesiuneaoperaţiilor.
Prin gamă fictivă se va defini gama comună de opera ţ iidin care rezult ă gama de opera ţ ii pentru fiecare produs în
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare spa ţ ial ă a produc ţ iei90
parte. Folosirea acestei metode necesită efectuarea mai multor
activităţi care pot fi grupate în :1) inventarierea opera ţ iilor se face pe baza întocmiriiunui tabel denumit Gama opera ţ iilor de executat pe
produs, în care, pe orizontală, se vor trece produsele de executat, iar în cadrul fiecărui produs, pecoloane separate, se trece numărul de ordine aloperaţiei în succesiunea tehnologică, denumireaoperaţiei şi simbolizarea corespunzătoare.
Inventarierea operaţiilor are la bază datele dintabelul precedent şi se concretizează în întocmireatabelului Inventarul opera ţ iilor, în care pe orizontală setrec toate locurile de muncă ale gamei fictive, aşezate pe cât posibil într-o anumită succesiune impusă denumărul de ordine cel mai frecvent întâlnit înexecutarea operaţiei la diferitele locuri de muncă,în coloanele corespunzătoare acestor locuri de muncă trecându-se operaţia ori de câte ori apare în gamaoperaţiilor prin numărul de ordine al execuţiei în procesul tehnologic;
2) întocmirea Tabelului frecven ţ ei opera ţ iilor penumere de ordine ale execu ţ iei, în care pe orizontală se trec locurile de muncă, iar pe verticală numărul deordine al poziţiei executării operaţiilor în procesul
tehnologic. În acest tabel se va trece în dreptulutilajului şi în dreptul numărului de ordine, de câte oria apărut executarea operaţiei date la numărul de ordineal poziţiei (frecvenţa);
3) stabilirea pozi ţ iei locurilor de muncă se concreti-zează în întocmirea Tabelului cuprinzând ordinealocurilor de muncă pe baza datelor din Inventarul
opera ţ iilor. Stabilirea ordinii de amplasare se face în
funcţie de frecvenţa executării operaţiei pe un anumitnumăr de ordine al executării operaţiei, în final,
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 91
poziţionarea locurilor de muncă trebuind astfel f ăcută,
încât frecvenţele corespunzătoare executării operaţieiadoptate pentru poziţionarea utilajului să se concen-treze pe o diagonală;
4) analiza circuitelor produselor se face în finalulacestei metode pentru fiecare produs în parte,urmărindu-se ca prin diferite măsuri, dacă estecazul, adoptate în cadrul mai multor variante, să se asigure un circuit continuu în prelucrarea
materialelor, f ăr ă întoarceri la diferite locuri demuncă. Evitarea întoarcerilor se poate face prinmodificarea ordinii de amplasare a utilajelor, atunci cândacest lucru este posibil.
Metoda Cameron constă în întocmirea unei matrice pentru amplasare, în care pe orizontală se trec furnizorii cu precizarea secţiilor furnizoare şi a clădirilor în care sunt ampla-sate, iar pe verticală beneficiarii cu precizarea secţiilor benefi-ciare şi a clădirilor în care sunt amplasate. Matricea va conţineun anumit număr de coloane şi de linii, corespunzător secţiilor furnizoare şi secţiilor consumatoare. În cadrul fiecărui pătratse vor înscrie în procente partea din cheltuielile cu for ţa demuncă şi partea din cantităţile de producţie totale ale secţiilor furnizoare care se livrează fiecărui beneficiar. Prin însumarevor rezulta cantităţile totale primite de fiecare beneficiar de la
diferiţi furnizori. Acest tabel se completează cu o serie de datefinale trecute pe o linie corespunzătoare beneficiarilor externi şi pecoloane pentru furnizorii externi.
Cu ajutorul liniilor şi coloanelor se stabileşte pefiecare beneficiar cantitatea primită de la fiecare furnizor, apoitotalul cantităţilor primite cu defalcare de la furnizorii situaţi în prima clădire, în a doua clădire etc., sau pentru beneficiarii externi.
Pe baza analizei situaţiei existente se fac propuneri
apoi pentru alte variante astfel încât, în varianta finală,optimă, verigile de producţie să fie amplasate pe cât posibil în
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare spa ţ ial ă a produc ţ iei92
aceeaşi clădire cu cele beneficiare, reducându-se fluxurile
tehnologice, evitând transporturile încrucişate sau la mari distanţeşi cheltuielile neeconomicoase. Toate acestea în condiţiile uneisatisfaceri totale a cerinţelor beneficiarilor şi ale folosiriicomplete a capacităţii de producţie a furnizorilor.
Metoda diagramei cu fire constă în întocmirea unuidesen (la scar ă) a zonei în care se face amplasarea şi fixareaunor ace cu gămălie în punctele unde se realizează operaţiile.Pentru indicarea circuitelor dintre operaţii se folosesc fire
colorate diferite, legate de acele de gămălie şi în raport cuconţinutul operaţiilor, care furnizează circuitul analizat. Firul poate reprezenta circuitul unui anumit material sau produs, oanumită încărcătur ă etc, iar lungimea sa - fiind reprezentată lascar ă - măsoar ă distanţa între punctele în care se execută operaţiile;
Metoda planurilor generale suprapuse, executate pe
hârtie transparent ă constă în întocmirea unor mape cu planurigenerale pe hârtie transparentă în care se concretizează toatecercetările efectuate pentru obţinerea unui plan general optim. Deregulă, se porneşte de la o variantă de bază sau de lasituaţia existentă, întocmindu-se pentru fiecare variantă îmbu-nătăţită câte un plan. Pentru consemnarea unor detalii se facînscrieri pe fiecare filă de plan, iar planul de bază al clădirii estereprezentat pe ultima pagină, trecându-se în figur ă, după
necesităţi, diferitele conducte, reţele, mijloace de transport etc; Metoda machetelor bi şi tridimensionale se bazează pe machetele de regulă bidimensionale care constau în reprezen-tarea la o scar ă redusă, aceeaşi cu a planului de situaţie, a utila- jelor, instalaţiilor, locurilor de muncă ce trebuie amplasateraţional cu ajutorul unor şabloane sau modele bidimensionaleconfecţionate la scar ă.
Practic se întocmeşte un plan de situaţie la scar ă, iar pe
acesta se vor fixa cu adeziv machetele întocmite la aceeaşi scar ă ale diferitelor maşini, utilaje şi instalaţii etc., rezultând astfel mai
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 93
multe variante de amplasare a utilajului, între care se va alege
varianta optimă. Folosirea machetelor tridimensionale esteeficientă pentru amplasarea secţiilor, atelierelor, depozitelor etc.,cu ajutorul căreia sunt reprezentate la o scar ă redusă, aceeaşi însă cu planul de situaţie, diferitele maşini, utilaje, cărucioare etc.,scoţându-se în evidenţă, prin a treia dimensiune, modul defolosire a spaţiului ce se amenajează.
În cazul construcţiilor cu mai multe niveluri se întocmescmachete pentru fiecare nivel, care apoi se suprapun rezultând
totodată şi legăturile dintre nivele.Indiferent de metoda de amenajare a verigilor de producţie
aleasă, soluţia optimă stabilită trebuie să fie aplicată. Implemen-tarea necesită o serie de informaţii referitoare la: lista cu maşinileşi utilajele ce se vor amplasa, planul de amenajare, programulmutărilor etc.
Aceasta implică o serie de aspecte semnificative şianume:
- pregătirea angajaţilor pentru schimbare;- probleme de bază ale reamenajării;- momentul când să se facă implementarea;- programarea implementării; cine să facă implemen-
tarea;- identificarea amplasamentelor pe care se va face
implementarea;
- coordonarea implementării; prezenţa obligatorie aspecialistului atunci când se face efectiv amenajarea;
- urmărirea realizării amplasării etc. Metoda de amplasare bazat ă pe simul ări
27 constă însimularea, cu ajutorul calculatorului electronic, a unui număr prestabilit de variante de amplasare a locurilor de muncă şi înurmărirea, pe această bază, a variaţiei unei funcţii-obiectiv,
27 Bărbulescu,C., Bâgu,C., op.cit.
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare spa ţ ial ă a produc ţ iei94
până la obţinerea unei soluţii acceptabile sub raportul eficienţei
economice.Metoda poate fi folosită cu rezultate bune în cazulamplasării unui număr relativ mic de locuri de muncă şi al unor fluxuri tehnologice simple.
Pentru aplicarea acestei metode, suprafaţa de producţie asecţiei sau atelierului se va împăr ţi într-o mulţime finită desuprafeţe de amplasare Sk . Este necesar ca mulţimea suprafeţe-lor de amplasare Sk să fie egală cu mulţimea locurilor de muncă
Li care face obiectul studiului.În vederea elabor ării modelului matematic care stă la
baza acestei metode, se notează cu Xik variabila corespunză-toare amplasării locului de muncă i pe suprafaţa k . Această variabilă are două mărimi:
Xik = 1, atunci când locul de muncă i este amplasat pesuprafaţa k ;
Xik = 0, atunci când locul de muncă i nu este amplasat pesuprafaţa k .
În aceste condiţii, modelul matematic se concretizează în sistemul de relaţii prezentate în continuare.
n,2,1k pentru,1Xn
1iik …==∑
=
.
Aceste relaţii exprimă că pe o anumită suprafaţă k seamplasează un singur loc de muncă din mulţimea Li .
n,2,1i pentru,1Xn
1k ik …==∑
=
.
Aceste relaţii exprimă că un loc de muncă i seamplasează pe o singur ă suprafaţă din mulţimea k .
Funcţia-obiectiv a modelului presupune minimizareafluxurilor tehnologice ale produselor analizate în cadrulstudiului. Fluxurile tehnologice se exprimă prin distanţele de
deplasare a produselor respective între locurile de muncă careurmează să fie amplasate, conform relaţiilor:
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 95
( )
( ),LLl NdDmin
n,2,1 j pentru,LLl Ndmin
1ii
m
1 j
m
1 j
n
1i j j j
1ii
1n
1i
j j j
+= = =
+
−
=
→∑ ∑∑ ⋅==
=→∑= …
:careînd j - distanţa de deplasare a produsului j între locurile de
muncă care fac obiectul studiului conform fluxului
tehnologic al acestuia;D - distanţa totală de deplasare a produselor analizateîntre locurile de muncă ce urmează a fi amplasate;
N - numărul unităţilor sau al loturilor de produs jexecutate într-o anumită perioadă;
( )1ii
n
1i j LLl +
=
→∑ - lungimea totală a traseelor de
transport între locurile de muncă analizate, cores- punzătoare produsului j, conform fluxului tehnolo-gic al acestuia.
5.6. METODE DE GRUPARE A LOCURILOR DE MUNCĂ
Principalele metode incluse în această grupă şi care vor
fi detaliate în continuare sunt: metoda Cameron şi metodataxonomiei. Metoda Cameron a fost prezentată pe scurt în cadrul
metodelor de amplasare spaţială a proceselor de producţie şi deaceea ne vom opri doar asupra metodei taxonomiei28.
Metoda taxonomiei a fost utilizată într-un studiu deorganizare spaţială a producţiei elaborat pe exemplul uneiîntreprinderi din domeniul mecanicii fine. Ea se bazează pe unul
28 Bărbulescu,C., Bâgu,C., op.cit.
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare spa ţ ial ă a produc ţ iei96
dintre procedeele specifice taxonomiei, şi anume „cluster-analysis”.
Metoda taxonomiei se foloseşte în cazul executării pe aceleaşilocuri de muncă a mai multor feluri de produse cu fluxuritehnologice asemănătoare. Prin aplicarea ei se urmăreştegruparea locurilor de muncă analizate pe linii de producţie polivalente (destinate pentru executarea mai multor produse),astfel încât să se asigure un număr cât mai mic de treceri ale produselor de la o linie la alta.
Criteriul folosit pentru gruparea locurilor de muncă în cadrul
acestei metode este asemănarea acestora sub raportul participării lor la executarea aceloraşi produse. În acest sens este evident că cea maieficientă soluţie organizatorică constă în gruparea pe fiecare linie de producţie a acelor locuri de muncă la care se efectuează operaţiitehnologice numai pentru produ-sele executate pe linia respectivă.Însă, în cele mai multe cazuri acest lucru nu este posibil, ceea ceimpune folosirea metodei taxonomiei.
5.7. DIMENSIONAREA SPAŢIILOR DE PRODUCŢIE NECESARE
Privind dimensionarea spaţiilor de producţie ne vomopri pe scurt la unele aspecte de ordin general.
Prin procesul de proiectare a spaţiilor necesare se
stabileşte amplasarea fizică a diferitelor păr ţi componente aleîntreprinderii pe suprafeţele de teren existente, urmărindu-seatât dispunerea echipamentelor în cadrul unei anumite unităţistructurale, cât şi a unităţilor structurale pe teritoriul întreprin-derii. În general, se pot deosebi două tipuri de proiectare:
- o proiectare care ţine seama de cerinţele desf ăşur ării procesului de conversie, denumită proiectare pe proces;
- o proiectare bazată pe cerinţele executării produsului,
denumită proiectare pe produs.
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 97
Proiectarea unei întreprinderi se face pe baza unei
metodologii bine definite, care ţine seama de particularităţilenecesare sub raportul organizării şi funcţionării.În mod practic, se pot utiliza mai multe metode de
proiectare, mai importante fiind:- proiectarea sistemică ;- proiectarea pe baza unui proiect existent ;- proiectarea după fluxul de materiale;- proiectarea pe baza unor metodologii stabilite;
- proiectarea pe baza metodei participă rii totale.Cea mai eficientă este metoda proiectării sistemice, care
se concretizează în parcurgerea a patru etape-cadru:- stabilirea amplasamentului;- elaborarea proiectului de ansamblu;- elaborarea proiectului de execuţie;- execuţia propriu-zisă.Pentru o bună proiectare a spaţiilor productive ale
întreprinderii se recomandă luarea în considerare a anumitor criterii specifice. În cadrul procesului de proiectare se elabo-rează planul general de organizare a întreprinderii. Acesta estereprezentat de lucrarea de proiectare prin care se stabileşteorganizarea spaţială a producţiei la nivelul ansambluluiîntreprinderii, pentru asigurarea unei activităţi eficiente după punerea ei în funcţiune.
La elaborarea planului general de organizare a spaţiilor este necesar să se respecte o serie de cerinţe, sistematizate înmai multe grupe, privind:
- procesul tehnologic;- circulaţia materialelor şi a oamenilor;- condiţiile naturale, climatice, geologice şi topografice;- alimentarea cu energie;- problemele de ordin arhitectonic, urbanistic şi con-
structiv, protecţia contra incendiilor;- condiţiile tehnico-sanitare.
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare spa ţ ial ă a produc ţ iei98
Stabilirea soluţiilor de proiectare se face pe baza unor
date de pornire, referitoare la: profilul de activitate al viitoareiîntreprinderi, procesul tehnologic folosit, fluxurile de materialetehnologice şi de oameni pe teritoriul întreprinderii, structuraconstrucţiilor acesteia, nivelul de specializare şi cooperare, perspectivele de dezvoltare a întreprinderii ş.a.
În cadrul proiectării întreprinderii se realizează şidimensionarea suprafeţelor necesare. În acest scop, pot fifolosite diverse metode (pe bază de calcul, prin transpunere, pe
baza unui proiect sumar, conform normativelor de utilizare aspaţiului, pe baza tendinţei coeficienţilor şi a extrapolării), ceamai exactă fiind metoda bazată pe calcul în diversele salevariante.
În practica întreprinderilor există o mare varietate de procese de transformare (conversie), pentru care se proiectează forme specifice de organizare, ca de exemplu: procese care se proiectează pe bază de proiect specific, procese în fluxintermitent, procese în flux continuu, procese ale industriilor de procesare.
În raport cu particularităţile diferitelor procese detransformare, se pot folosi moduri specifice de proiectare aamplasării locurilor de muncă pe suprafeţele de producţie, cumsunt cele pe baza poziţiei fixe, a procesului şi a produsului.
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 99
Capitolul 6
SISTEME DE ORGANIZARE ÎN TIMP A PRODUCŢIEI
6.1. UNELE DELIMITĂRI CONCEPTUALE
După unii autori29 ciclul de produc ţ ie este categoriaeconomică prin care se caracterizează organizarea în timp a producţiei unei întreprinderi.
Succesiunea stadiilor în care se află materiile prime dinmomentul intr ării în producţie până în momentul obţinerii produsului respectiv reprezintă ciclul de produc ţ ie al unui
produs. Ciclul de producţie se caracterizează prin durata şistructura sa.
Durata ciclului de produc ţ ie al unui produs reprezintă intervalul de timp necesar pentru executarea unei unităţi sauunui lot din produsul considerat, cuprins între momentullansării în producţie sub formă de materii prime şi momentulieşirii din producţie sub formă finită.
Durata ciclului de producţie se poate stabili:- pe întregul proces de producţie al unui produs;- pe fiecare etapă a întregului proces de producţie al unui produs;
- pentru prelucrarea fiecărui reper;- durata ciclului de montaj al fiecărui subansamblu;
29 Bărbulescu, C., Bâgu, C., op. cit.
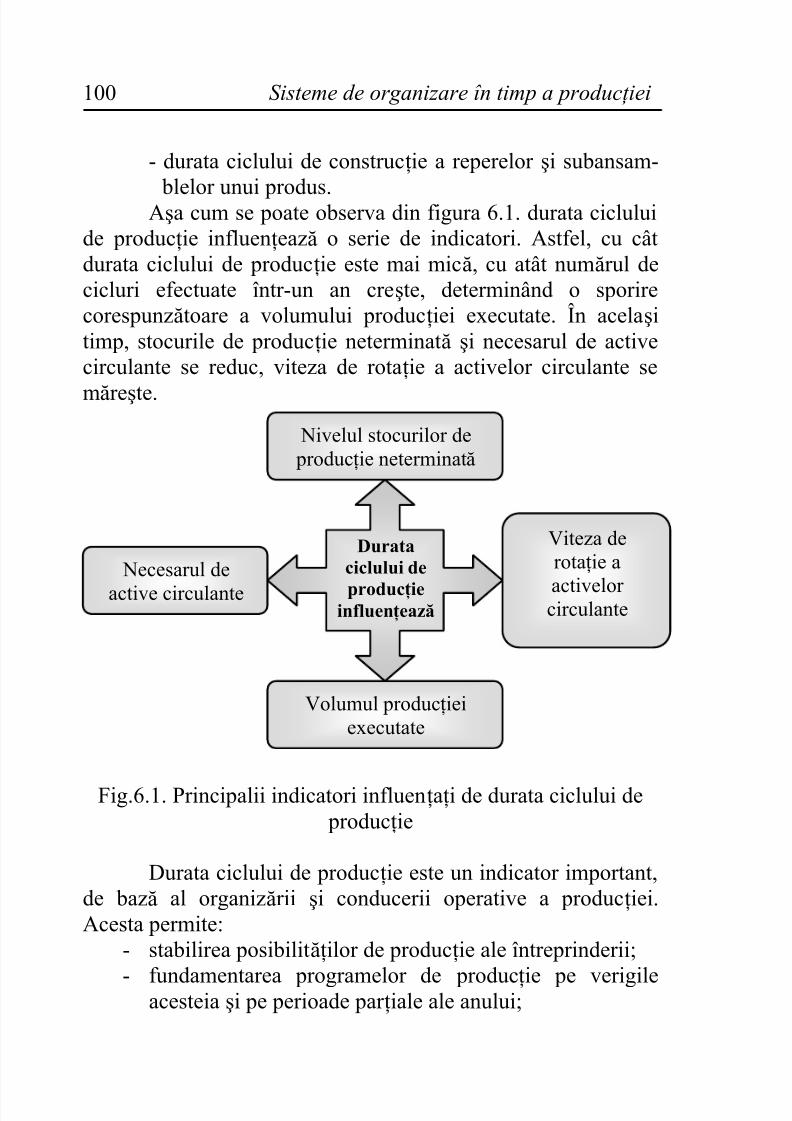
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare în timp a produc ţ iei100
- durata ciclului de construcţie a reperelor şi subansam-
blelor unui produs.Aşa cum se poate observa din figura 6.1. durata cicluluide producţie influenţează o serie de indicatori. Astfel, cu câtdurata ciclului de producţie este mai mică, cu atât numărul decicluri efectuate într-un an creşte, determinând o sporirecorespunzătoare a volumului producţiei executate. În acelaşitimp, stocurile de producţie neterminată şi necesarul de activecirculante se reduc, viteza de rotaţie a activelor circulante se
măreşte.
Fig.6.1. Principalii indicatori influenţaţi de durata ciclului de producţie
Durata ciclului de producţie este un indicator important,de bază al organizării şi conducerii operative a producţiei.Acesta permite:
- stabilirea posibilităţilor de producţie ale întreprinderii;
- fundamentarea programelor de producţie pe verigileacesteia şi pe perioade par ţiale ale anului;
Durataciclului de
producţieinfluenţează
Necesarul de
active circulante
Viteza derotaţie a
activelor circulante
Volumul producţieiexecutate
Nivelul stocurilor de producţie neterminată
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 101
- determinarea momentelor calendaristice de lansare în
producţie a diferitelor produse şi componente aleacestora.Aceste aspecte practice au la bază cerinţele respectării
cu stricteţe a termenelor calendaristice, de punere la dispoziţiaclienţilor a produselor executate, conform contractelor şicomenzilor încheiate cu aceştia.
Structura ciclului de producţie evidenţiază ansamblulcomponentelor acestuia, durata fiecărei componente şi ponderea
ei în durata totală a ciclului de producţie. În aceste condiţii,structura ciclului de producţie se reflectă în structura durateiciclului de producţie.
Durata ciclului de producţie (figura 6.2) este formată dindouă componente mari:1. Durata perioadei de lucru, care cuprinde:
durata ciclului operativ: are ponderea cea mai mare în durata ciclului de producţie; se determină prin însumarea a două componente:
•durata ciclului tehnologic, care:o exprimă timpul necesar pentru executarea
operaţiilor tehnologice ale produsului;o ea se stabileşte pe fiecare unitate de
produs, pe baza documentaţiei tehnologice
de proiectare a produsului respectiv;•durata lucr ă rilor de preg ă tire – încheiere, care:o evidenţiază timpul necesar pentru efectu-
area unor lucr ări de pregătire a începerii producţiei (reglarea utilajelor, studiereadesenelor de execuţie, alimentarea locurilor de muncă cu materii prime şi SDV-uri etc.)şi de încheiere a acesteia (predarea produ-selor la control;
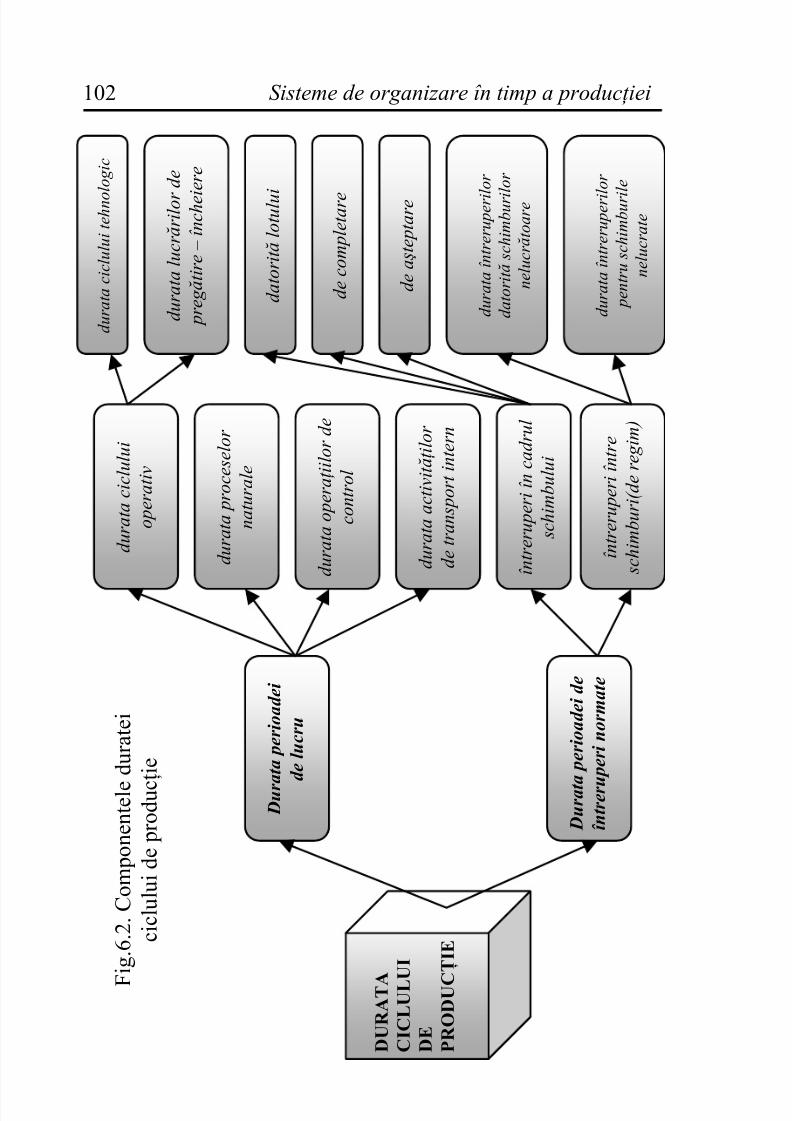
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare în timp a produc ţ iei102
D U R A T A
C I C L U L U
I
D E P R O D U C
Ţ I E
D u r a
t a p e r i o a d e i
d e l u c r u
d u r a t a c i c l u l u i
o p e r a t i v
d u r a t a o p e r a ţ i i l o r d e
c o n t r o l
d u r a t a p r o c e s e l o r
n a t u r a l e
d u r a t a a c t i v i t ă ţ i l o r
d e t r a n s p o r t i n t e r n
D u r a t a
p e r i o a d e i d e
î n t r e r u
p e r i n o r m a t e
d u r a t a l u c r ă r i l o r
d e
p r e g ă t i r e – î n c h e i e r e
d u r a t a c i c l u l u i t e h n o l o g i c
î n t r e r u p e r i î n t r e
s c h i m b u r i ( d e r e g i m )
î n t r e r u p e r i î n c a d r u l
s c h i m b u l u i
d e a ş t e p t a r e
d e c o m p l e t a r e
d a t o r i t ă
l o t u l u i
d u r a t a î n t r e r u p e r i l
o r
d a t o r i t ă
s c h i m b u r i l o r
n e l u c r ă t o a r e
d u r a t a î n t r e r u p e r i l
o r
p e n t r u s c h i m b u r i l e
n e l u c r a t e
F
i g . 6 . 2 .
C o m p o n e n t e l e
d u r a t e i
c i c l u l u i d e p r o d u c ţ i e
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 103
o reducerea locurilor de muncă la forma lor
iniţială s.a.);o se execută o singur ă dată pentru un lot de produse şi, ca urmare, durata acestora sestabileşte pe întregul lot de produse lansateîn producţie;
o în producţia de masă şi serie mare, datorită volumului foarte mare al producţiei execu-tate, cota-parte din timpul de pregătire-
încheiere ce revine pe o unitate de produseste neglijabilă;
o se ia în calculul duratei ciclului de produc-ţie numai în producţia individuală, de seriemică şi mijlocie, atunci când lucr ărilerespective nu se efectuează în paralel cuoperaţiile tehnologice sau în perioada deîntreruperi normate;
durata proceselor naturale apare în durata ciclului de producţie numai la produsele a căror executare impuneacţiunea unor factori naturali, f ăr ă participarea directă a omului;
durata opera ţ iilor de control se ia în considerare pentru determinarea duratei ciclului de producţienumai atunci când lucr ările respective nu se execută în
paralel cu operaţiile tehnologice sau în perioadaîntreruperilor normate şi ele impun efectuarea unor cheltuieli de timp de muncă relativ mari;
durata activit ăţ ilor de transport intern se ia in calculca şi la durata operaţiilor de control.
2. Durata perioadei de întreruperi normate se refer ă la două categorii de întreruperi reglementate care au loc în proceselede producţie ale produselor, şi anume:
întreruperile în cadrul schimbului (interopera ţ ii) sunt determinate de modul de organizare procesuală
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare în timp a produc ţ iei104
a producţiei în veriga respectivă şi poate să cuprindă
trei categorii de astfel de întreruperi:datorit ă lotului: o se stabileşte în cazul organizării producţiei pe
loturi;o fiecare produs din lot aşteaptă la locurile de
muncă din veriga considerată (înainte şi după executarea operaţiilor tehnologice, pentruformarea loturilor de circulaţie între locuri de
muncă).de completare: o apare în cazul proceselor de montaj sau de
amestec;o în anumite situaţii, datorită nesincronizării în
executarea diferitelor componente ale unui produs complex, una sau mai multe dintreacestea trebuie să aştepte întrucât alte compo-nente din acelaşi „complet” de montaj sau deamestec nu sunt încă gata.
de a şteptare:o este determinată de neconcordanţele existen-
te între randamentele a două grupe de locuride muncă înlănţuite tehnologic; în acestecondiţii, produsele trebuie să aştepte, după
ieşirea lor de la locul de muncă furnizor, până se eliberează locul de muncă beneficiar,întrucât acesta este ocupat cu executarea unor produse lansate anterior.
întreruperile între schimburi (de regim): se datorează regimului calendaristic de lucru
adoptat de unitatea în care se execută produsul; se iau în calculul duratei ciclului de producţie
numai în cazul exprimării acesteia în zilecalendaristice şi este determinată de întreru-
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 105
perile datorate schimburilor nelucr ătoare şi
zilelor nelucr ătoare:o durata întreruperilor datorit ă schimbu-rilor nelucr ă toare se stabileşte atuncicând numărul schimburilor lucr ătoarenu acoper ă cele 24 de ore ale zileicalendaristice;
o durata întreruperilor datorit ă zilelor nelucr ă toare se ia în calcul numai la
unităţile de producţie care funcţionează cu să ptămâna întreruptă, atunci când pe perioada ciclului de producţie se inter- pun anumite zile nelucr ătoare.
Durata ciclului de producţie se stabileşte prin antecalculşi nu se refer ă la o perioadă calendaristică concretă. De aceea,se ia în considerare un număr mediu de zile calendaristice.Pentru aceasta se foloseşte un coeficient mediu calendaristic(K c), ce se calculează cu relaţia:
nelzcalz
calz
lucz
calzmc N N
N
N
NC
−== ,
unde:Cmc - coeficientul mediu calendaristic;
Nzcal - numărul de zile calendaristice al perioadeiconsiderate; Nz luc - numărul de zile lucr ătoare perioadei considerate; Nz nel - numărul de zile nelucr ătoare al perioadei
considerate.
Pe baza acestei formule se poate calcula pentru oanumită perioadă (de regulă un an calendaristic) numărul mediu
al zilelor calendaristice ce revin la fiecare zi lucr ătoare.
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare în timp a produc ţ iei106
6.2. DURATA CICLULUI OPERATIV AL PRODUSULUI
Durata ciclului operativ este principala componentă aduratei ciclului de producţie al unui produs care deţine cea maimare pondere în structura acesteia.
Pentru calculul duratei ciclului operativ al produsuluitrebuie să se ţină seama de particularităţile celor două compo-nente structurale ale sale.
Dacă durata ciclului tehnologic se stabileşte pe fiecare
unitate de produs, durata lucr ărilor de pregătire şi încheiere sedetermină în condiţiile efectuării acestora o singur ă dată pentruîntregul lot de produse lansat în producţie.
În acest sens, pentru o anumită operaţie tehnologică „K”, durata ciclului operativ pe o unitate de produs - DcoK (timpul unitar al produsului), se determină cu relaţia:
p
pîK K coK
n
TTD += ,
unde:TK - timpul necesar executării operaţiei tehnologice
„K” pe unitatea de produs;T pîK - durata lucr ărilor de pregătire şi încheiere pentru
lotul de produse lansat la locul de muncă unde seexecută operaţia „K”;
n p - numărul de produse din lot.Pentru un lot de produse, durata ciclului operativ -
DCOLK - se determină cu relaţia:
pîK K pcoK pCOLK TTnDnD +⋅=⋅=
Extinzând calculul la întregul proces tehnologic al produsului, format dintr-un anumit număr „n” de operaţii executatela mai multe locuri de muncă, durata ciclului operativ pe unitatea de
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 107
produs DCOUP - pentru un lot de produse - DCOLK - se calculează
cu formula:
∑∑
=
=+=n
1K p
n
1K pîK
K COUP n
T
TD şi ∑=
+=n
1K pîK CTCOLK TDD ,
unde DCT - durata ciclului tehnologic pentru un lot de produse.
Totodată, trebuie să se ia în calcul la determinareaduratei ciclului tehnologic pentru un lot de produse şi o serieîntreagă de factori, cum ar fi:
- numărul produselor din lotul de producţie – n p,- numărul operaţiilor din procesul tehnologic al produ-
sului respectiv - n;- duratele operaţiilor tehnologice pe unitatea de produs – TK ;- modul în care se realizează îmbinarea executării în
timp a operaţiilor tehnologice.În principiu, se pot particulariza trei tipuri de îmbinare a
executării operaţiilor tehnologie care definesc trei sisteme deorganizare în timp a producţiei:
a) sistemul de organizare în timp a producţiei bazat peîmbinarea succesivă ;
b) sistemul de organizare în timp a producţiei bazat pe
îmbinarea paralel ă ;c) sistemul de organizare în timp a producţiei bazat peîmbinarea mixt ă (paralel – succesivă).
a) Sistemul de organizare în timp a produc ţ iei bazat pe îmbinarea succesivă se caracterizează prin următoarele:
- circulaţia produselor între locurile de muncă la carese execută diferite operaţii tehnologice se face peloturi de producţie cu un anumit număr de produse;
produsele care compun lotul de producţie trec laoperaţia următoare „K + 1” momentul în care s-a
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare în timp a produc ţ iei108
încheiat de executat întregul lot la operaţia
anterioar ă „K”;- existenţa unor întreruperi în circulaţia produselor,determinate de aşteptările necesare pentru formarealoturilor de producţie;
- la nivelul fiecărui lot de produse, nu se înregistrează întreruperi în funcţionarea utilajelor la care seexecută operaţiile tehnologice şi în activitateamuncitorilor care lucrează la acestea;
- gradul de paralelism se situează la limita inferioar ă,coeficientul de paralelism - Cps fiind egal cu unu;
- comparativ cu sistemele de organizare care au la bază celelalte tipuri de îmbinări a executării operaţiilor tehnologice, prezintă cea mai mare durată a cicluluitehnologic;
- durata ciclului tehnologic se calculează cu relaţia:
∑==
n
1K k pCT TnD ;
- acest sistem se foloseşte de regulă în producţiaindividuală, de serie mică şi mijlocie.
b) Sistemul de organizare în timp a produc ţ iei bazat, peîmbinarea paralel ă se caracterizează prin:
- circulaţia produselor între locurile de muncă la care seexecută diferite operaţii tehnologice se face individual, bucată cu bucată;
- fiecare produs trece la operaţia următoare „K + 1”,imediat ce s-a încheiat prelucrarea sa la operaţia precedentă „K”;
- în aceste condiţii, executarea produselor la diferiteoperaţii ale procesului tehnologic se face în paralel;
- nu există aşteptări în circulaţia produselor între locuride muncă pentru executarea operaţiilor tehnologice;
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 109
- se înregistrează întreruperi în funcţionarea utilajelor şi
în activitatea muncitorilor la majoritatea operaţiilor tehnologice, cu excepţia operaţiei cu durata cea maimare, numită operaţie principală, unde se asigur ă continuitatea producţiei;
- timpul de întreruperi între două produse la fiecareoperaţie a procesului tehnologic se determină curelaţia:
TîK = T pr - TK ,
unde T pr - timpul necesar pentru executarea operaţiei principale pentru fiecare produs.
- durata ciclului tehnologic este mai mică decât ceaobţinută în îmbinarea succesivă şi se determină curelaţia:
( )∑ −+==
n
1K PR pk pCTP T1nTnD ;
- gradul de paralelism se situează la un nivel superior comparativ cu celelalte tipuri de îmbinare;
- permite reducerea întreruperilor în funcţionareautilajelor şi în activitatea muncitorilor;
- diminuează durata ciclului tehnologic.c) Sistemul de organizare în timp a produc ţ iei bazat pe
îmbinarea mixt ă (paralel-succesivă ) se caracterizează prin
următoarele:- circulaţia produselor între locurile de muncă la care se
execută diferite operaţii tehnologice se face pe păr ţi delot cu un anumit număr de produse, numite loturi detransport;
- scopul urmărit prin aceasta este să se asigurecontinuitatea funcţionării utilajelor şi activităţiimuncitorilor la toate operaţiile tehnologice, precum şidesf ăşurarea par ţial paralelă a procesului de producţie;
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare în timp a produc ţ iei110
- durata ciclului tehnologic este mai mică decât cea
obţinută în îmbinarea succesivă, dar mai mare decâtcea realizată în îmbinarea paralelă;- există aşteptări ale produselor pentru formarea
loturilor, dar acestea sunt mai mici decât cele dinîmbinarea succesivă, deoarece loturile de transportreprezintă păr ţi din loturile de producţie;
- gradul de paralelism este mai mic decât în îmbinarea paralelă, dar mai mare în comparaţie cu cel din
îmbinarea succesivă;- calculul duratei ciclului tehnologic DCMix în acest
sistem se efectuează cu relaţiile de mai jos:
( ) ∑+−+∑= +=
pr 1K ,K pr t p
n
1K k tCMix DtnnTnD , sau
( ) ∑+−+∑= +=
1K ,K nt pn
1K k tCMix DtnnTnD , unde:
nt - numărul de produse din lotul de transport;tn - durata unei operaţii tehnologice pe unitatea de produs;
∑ +
pr 1K ,K D - suma decalajelor de începere a prelucr ărilor
până la operaţia principală;
∑ +1K ,K D - suma decalajelor de începere a prelucr ărilor până la ultima operaţie tehnologică.
Adoptarea tipului de îmbinare a executării operaţiilor tehnologice depinde şi de scopul şi specificitatea producţiei, dar în primul rând este necesar a se avea în vedere avantajeleacestora, în scopul obţinerii reducerii timpului pentrudesf ăşurarea operaţiunilor pe flux.
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 111
Capitolul 7
SISTEME DE ORGANIZARE PROCESUALĂ A PRODUCŢIEI
7.1 SISTEME MODERNE DE ORGANIZAREA PRODUCŢIEI
Sistemele de organizare a producţiei sunt determinate înultima perioadă de cuceririle tehnicii şi tehnologiei, ale ştiinţei,în general şi de tipul de producţie existent în cadrul fiecăreiîntreprinderi, în special. Din acest punct de vedere, sistemele deorganizare a procesului de producţie pot fi:
- sisteme de organizare a produc ţ ie în flux (care se pretează pentru tipul de producţie de masă şi serie mare);
- sisteme de organizare a produc ţ iei pe comenzi (utilizatmai ales pentru tipul de producţie de serie mică şi individuală).
În practică, nu există o delimitare strictă între aceste
metode. O întreprindere în care predomină tipul de producţie deserie mare, poate folosi cu succes metoda de organizare a producţiei în flux cu rezultate superioare. Totodată, întreprinde-rile care fabrică un sortiment larg de produse, în serii mici sauchiar unicate, folosesc cu rezultate foarte bune organizarea producţiei în flux.
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare procesual ă a produc ţ iei112
7.2. SISTEMUL DE ORGANIZARE A PRODUCŢIEI ÎN
FLUX7.2.1. Concept şi trăsături
Organizarea produc ţ iei în flux reprezintă formamodernă şi eficientă de organizare a producţiei în cadrulîntreprinderilor şi constă în permanentizarea executării uneioperaţii sau grup de operaţii, pe anumite locuri de muncă alefluxului tehnologic. Acest fapt implică realizarea unei încărcăricomplete a locurilor de muncă pe care este realizată condiţia prezentată anterior. Această condiţie poate fi exprimată cuajutorul relaţiei:
uo pf TTV ≥⋅ ,
unde:- V pf - volumul de producţie ce trebuie fabricat dintr-un
anumit produs;
- T - norma de timp pe produs pentru o anumită operaţie;- Tuo - fondul de timp al utilajului care execută operaţia.
Existenţa acestei condiţii creează posibilitatea fixării şi aexecutării în mod permanent a operaţiilor necesitate defabricarea unui produs sau piese pe anumite locuri de muncă,amplasarea acestor locuri de muncă în ordinea de executare aoperaţiilor şi asigurarea deplasării diferitelor materiale, produsesau piese de la un loc de muncă la altul cu ajutorul unor mijloace de transport adecvat. Într-o etapă superioar ă deorganizare, pe baza realizării acestor cerinţe se poate trece lasincronizarea executării în timp a operaţiilor şi la executarea peaceastă bază a unei unităţi de produs la intervale de timpregulate, egale şi la folosirea unor mijloace de transport pentrudeplasarea produselor mecanizate sau automatizate, cu o viteză
de deplasare reglementată în mod strict.
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 113
Organizarea producţiei în flux se caracterizează prin
următoarele tr ă să turi de bază
30
:1) Divizarea procesului tehnologic în operaţii egale saumultiple din punctul de vedere al timpului necesar pentru prelucrarea unui produs şi stabilirea unei succesiuni raţionale aacestora; lucrul acesta poate fi obţinut prin descompunerea procesului tehnologic în operaţii simple şi apoi, prin agregareaacestora, obţinerea de operaţii cu durate multiple sau egale cumărimea tactului de producţie.
2) Repartizarea acestor operaţii pe anumite locuri demuncă specializate în realizarea lor.
3) Amplasarea locurilor de muncă în ordinea impusă desuccesiunea tehnologică a operaţiilor, sub forma unor liniitehnologice în flux.
4) Trecerea produselor de la un loc de muncă la altul încadrul liniei se face după cum urmează:
- pentru liniile în flux caracterizate prin sincronizareaexecutării operaţiilor, produsele trec de la un loc demuncă la altul în mod continuu, având la bază un ritmreglementat de lucru;
- pentru liniile în flux nesincronizate, trecerea produ-selor se face în mod discontinuu, executarea produse-lor având la bază un ritm liber de lucru.
5) Procesul de producţie se desf ăşoar ă concomitent pe
toate locurile de muncă ale liniei în flux; pentru liniile în fluxsincronizate, lansarea produselor în fabricaţie, trecerea lor pealte locuri de muncă, precum şi ieşirea produselor de pe linieare loc la intervale egale cu mărimea tactului de producţie(tactul de producţie reprezentând intervalul de timp la care iesde pe linia în flux două produse finite consecutive). Locurile demuncă de pe liniile în flux difer ă ca număr în funcţie de durataoperaţiilor pe care le execută.
30 Badea, F. Op.cit.
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare procesual ă a produc ţ iei114
Astfel:
- pentru operaţiile ale căror durate sunt egale cu mărimeatactului de producţie, numărul locurilor de muncă este egal cu l;- pentru operaţiile ale căror durate sunt multiple de
mărimea tactului de producţie, numărul locurilor de muncă va fiegal cu:
p
k LMK T
t N = ,
unde: NLMK - numărul locurilor de muncă pentru operaţia K;tk - durata operaţiei k;T p - mărimea tactului de producţie.6) Executarea unui anumit produs sau a unei grupe de
produse asemănătoare din punct de vedere constructiv, al gaba-ritelor sau al procesului tehnologic. Pentru realizarea acesteitr ăsături, trebuie să existe o omogenitate a calităţii, a dimen-
siunii materialelor şi a semifabricatelor folosite, potrivitstandardelor sau normelor interne.
7) Transportul produselor de la un loc de muncă la altulse face cu ajutorul unor mijloace adecvate; pentru liniile în fluxsincronizate mijloacele de transport au deplasare continuă şifuncţionează automat sau mecanizat; din această categorie fac parte benzile rulante sau conveierele, ale căror viteze dedeplasare sunt strict corelate cu tactul de funcţionare al liniei de producţie în flux.
7.2.2.Tipuri de linii de producţie în flux
În cadrul întreprinderilor industriale moderne, organiza-rea producţiei în flux se prezintă sub o mare varietate de forme
concrete cunoscute în mod generic sub denumirea de linii de
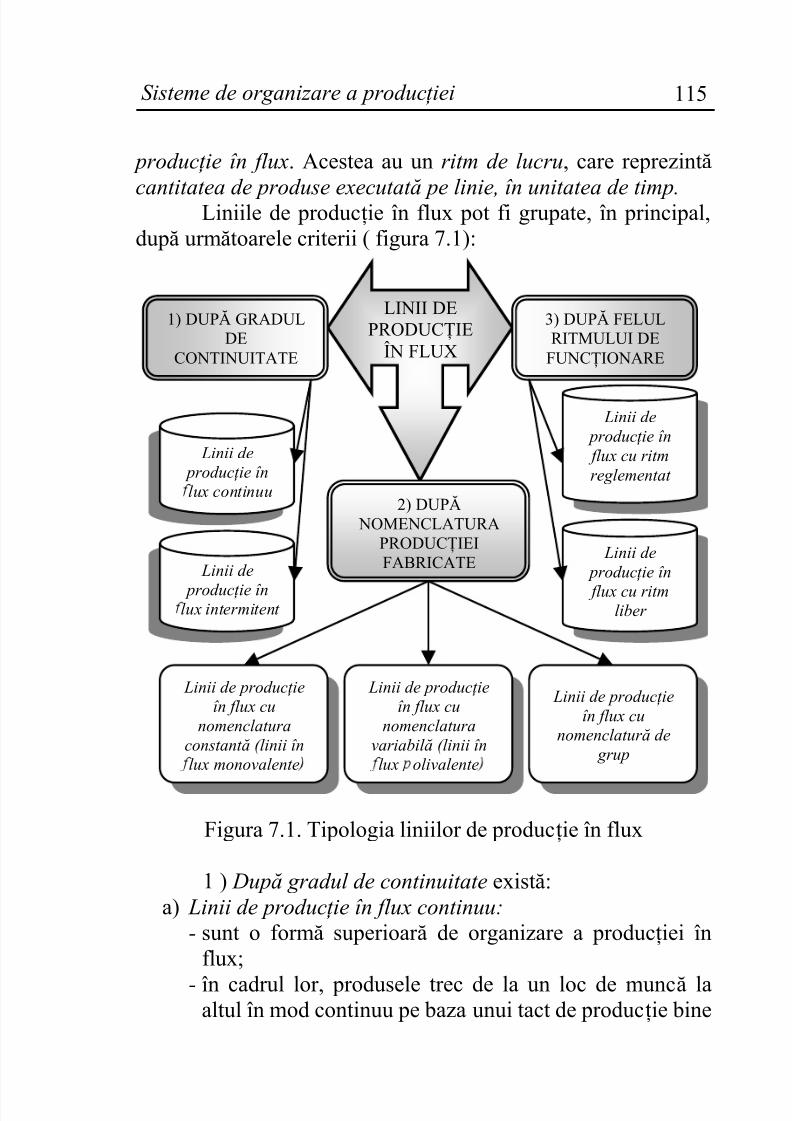
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 115
produc ţ ie în flux. Acestea au un ritm de lucru, care reprezintă
cantitatea de produse executat ă pe linie, în unitatea de timp.Liniile de producţie în flux pot fi grupate, în principal,după următoarele criterii ( figura 7.1):
Figura 7.1. Tipologia liniilor de producţie în flux
1 ) După gradul de continuitate există:a) Linii de produc ţ ie în flux continuu:
- sunt o formă superioar ă de organizare a producţiei înflux;
- în cadrul lor, produsele trec de la un loc de muncă laaltul în mod continuu pe baza unui tact de producţie bine
LINII DEPRODUCŢIE
ÎN FLUX
1) DUPĂ GRADULDE
CONTINUITATE
3) DUPĂ FELULRITMULUI DE
FUNCŢIONARE
2) DUPĂ NOMENCLATURA
PRODUCŢIEIFABRICATE
Linii de produc ţ ie înlux continuu
Linii de
produc ţ ie înlux intermitent
Linii de produc ţ ie în
flux cu ritmliber
Linii de produc ţ ie în flux cu ritmreglementat
Linii de produc ţ ieîn flux cu
nomenclaturaconstant ă (linii înlux monovalente
Linii de produc ţ ieîn flux cu
nomenclaturavariabil ă (linii înlux olivalente
Linii de produc ţ ieîn flux cu
nomenclatur ă de grup
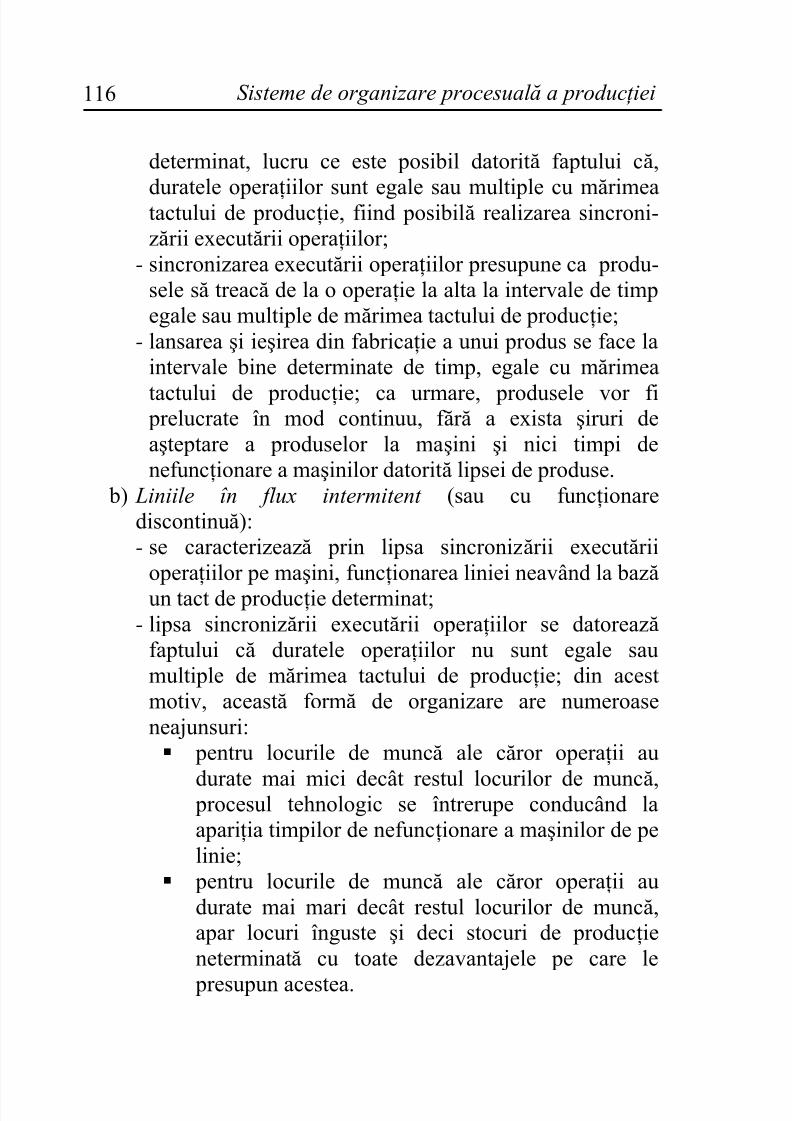
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare procesual ă a produc ţ iei116
determinat, lucru ce este posibil datorită faptului că,
duratele operaţiilor sunt egale sau multiple cu mărimeatactului de producţie, fiind posibilă realizarea sincroni-zării executării operaţiilor;
- sincronizarea executării operaţiilor presupune ca produ-sele să treacă de la o operaţie la alta la intervale de timpegale sau multiple de mărimea tactului de producţie;
- lansarea şi ieşirea din fabricaţie a unui produs se face laintervale bine determinate de timp, egale cu mărimea
tactului de producţie; ca urmare, produsele vor fi prelucrate în mod continuu, f ăr ă a exista şiruri deaşteptare a produselor la maşini şi nici timpi denefuncţionare a maşinilor datorită lipsei de produse.
b) Liniile în flux intermitent (sau cu funcţionarediscontinuă):- se caracterizează prin lipsa sincronizării executării
operaţiilor pe maşini, funcţionarea liniei neavând la bază un tact de producţie determinat;
- lipsa sincronizării executării operaţiilor se datorează faptului că duratele operaţiilor nu sunt egale saumultiple de mărimea tactului de producţie; din acestmotiv, această formă de organizare are numeroaseneajunsuri: pentru locurile de muncă ale căror operaţii au
durate mai mici decât restul locurilor de muncă, procesul tehnologic se întrerupe conducând laapariţia timpilor de nefuncţionare a maşinilor de pelinie;
pentru locurile de muncă ale căror operaţii audurate mai mari decât restul locurilor de muncă,apar locuri înguste şi deci stocuri de producţieneterminată cu toate dezavantajele pe care le
presupun acestea.
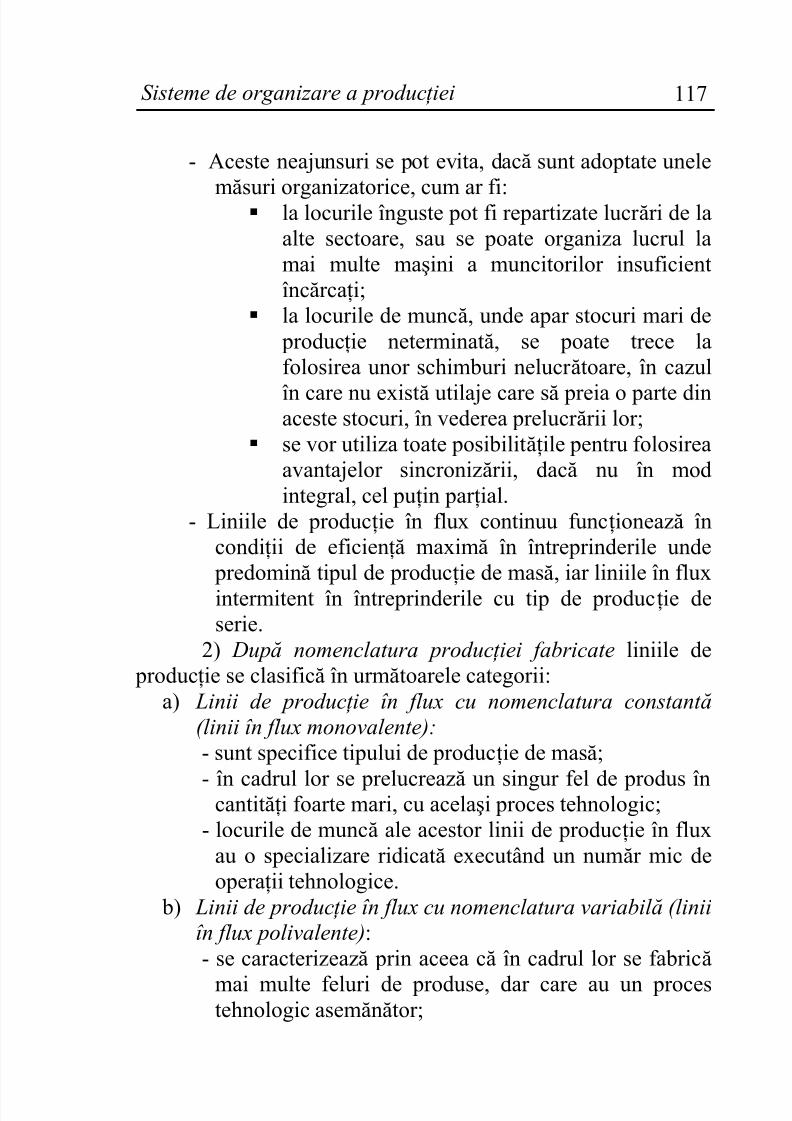
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 117
- Aceste neajunsuri se pot evita, dacă sunt adoptate unele
măsuri organizatorice, cum ar fi: la locurile înguste pot fi repartizate lucr ări de laalte sectoare, sau se poate organiza lucrul lamai multe maşini a muncitorilor insuficientîncărcaţi;
la locurile de muncă, unde apar stocuri mari de producţie neterminată, se poate trece lafolosirea unor schimburi nelucr ătoare, în cazul
în care nu există utilaje care să preia o parte dinaceste stocuri, în vederea prelucr ării lor;
se vor utiliza toate posibilităţile pentru folosireaavantajelor sincronizării, dacă nu în modintegral, cel puţin par ţial.
- Liniile de producţie în flux continuu funcţionează încondiţii de eficienţă maximă în întreprinderile unde predomină tipul de producţie de masă, iar liniile în fluxintermitent în întreprinderile cu tip de producţie deserie.
2) După nomenclatura produc ţ iei fabricate liniile de producţie se clasifică în următoarele categorii:
a) Linii de produc ţ ie în flux cu nomenclatura constant ă (linii în flux monovalente):- sunt specifice tipului de producţie de masă;
- în cadrul lor se prelucrează un singur fel de produs încantităţi foarte mari, cu acelaşi proces tehnologic;- locurile de muncă ale acestor linii de producţie în flux
au o specializare ridicată executând un număr mic deoperaţii tehnologice.
b) Linii de produc ţ ie în flux cu nomenclatura variabil ă (liniiîn flux polivalente):- se caracterizează prin aceea că în cadrul lor se fabrică
mai multe feluri de produse, dar care au un procestehnologic asemănător;
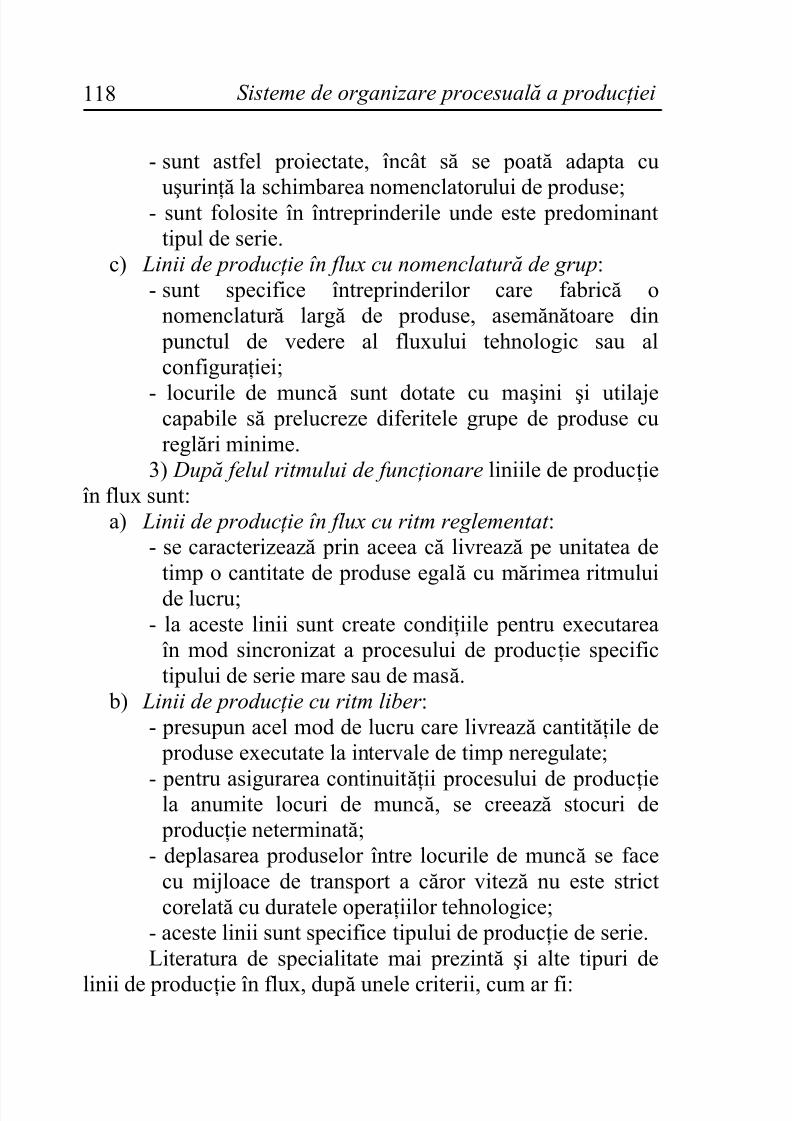
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare procesual ă a produc ţ iei118
- sunt astfel proiectate, încât să se poată adapta cu
uşurinţă la schimbarea nomenclatorului de produse;- sunt folosite în întreprinderile unde este predominanttipul de serie.
c) Linii de produc ţ ie în flux cu nomenclatur ă de grup:- sunt specifice întreprinderilor care fabrică o
nomenclatur ă largă de produse, asemănătoare din punctul de vedere al fluxului tehnologic sau alconfiguraţiei;
- locurile de muncă sunt dotate cu maşini şi utilajecapabile să prelucreze diferitele grupe de produse cureglări minime.
3) După felul ritmului de func ţ ionare liniile de producţieîn flux sunt:
a) Linii de produc ţ ie în flux cu ritm reglementat :- se caracterizează prin aceea că livrează pe unitatea de
timp o cantitate de produse egală cu mărimea ritmuluide lucru;
- la aceste linii sunt create condiţiile pentru executareaîn mod sincronizat a procesului de producţie specifictipului de serie mare sau de masă.
b) Linii de produc ţ ie cu ritm liber :- presupun acel mod de lucru care livrează cantităţile de produse executate la intervale de timp neregulate;
- pentru asigurarea continuităţii procesului de producţiela anumite locuri de muncă, se creează stocuri de producţie neterminată;
- deplasarea produselor între locurile de muncă se facecu mijloace de transport a căror viteză nu este strictcorelată cu duratele operaţiilor tehnologice;
- aceste linii sunt specifice tipului de producţie de serie.Literatura de specialitate mai prezintă şi alte tipuri de
linii de producţie în flux, după unele criterii, cum ar fi:
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 119
1) În raport cu gradul de mecanizare şi automatizare a
operaţiilor se deosebesc:a) forme de organizare a producţiei în flux unde predomină munca manual ă ;
b) forme de organizare a producţiei în flux cu producţia semimecanizat ă ;
c) forme de organizare a producţiei în flux cu producţiamecanizat ă sau automatizat ă , care reprezintă formasuperioar ă a acestor linii.
2) După configura ţ ia modului de amplasare a locurilor de muncă pe suprafe ţ e de produc ţ ie, pot fi forme de organizarea producţiei în flux:
a) în linie dreapt ă ; b) în linie curbă ;c) în zigzag ;d) în careu;e) în formă de cerc ş.a.
Adoptarea unei variante sau a alteia se face în funcţiede numărul operaţiilor ce trebuie executate la maşinile sauutilajele necesare, de suprafeţele de producţie disponibile, degradul de mecanizare şi automatizare a transportului ş.a.
Forma cea mai des folosită de amplasare a locurilor demuncă în cadrul producţiei în flux este cea în linie, potrivitcăreia locurile de muncă se pot aşeza de-a lungul benzii trans-
portoare pe un rând sau pe două, cu diferite scheme de depla-sare a obiectului sau a produsului de la un loc de muncă la altul.3) După gradul de cuprindere a produc ţ iei întreprin-
derii în cadrul organiză rii produc ţ iei în flux, se deosebescforme de organizare a producţiei în flux:
a) pe sectoare - se organizează pentru fabricaţia diferitelor piese sau semifabricate din cadrul sectoarelor de producţie;
b) pe sec ţ ii - se întâlneşte atunci când întregul proces de producţie al secţiei se desf ăşoar ă în flux, cum este cazul
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare procesual ă a produc ţ iei120
organizării liniilor tehnologice pentru fabricarea diferi-
telor piese în secţiile de prelucrare mecanică sau alorganizării conveierelor de montaj la secţiile de montaj;c) pe întreaga întreprindere – se întâlneşte în cazul în care
în întregul proces al producţiei în flux pe secţii se creează şi conveiere intersecţii; la această formă toate operaţiile de producţie şi de transport, din momentul lansării în fabri-caţie a materiilor prime şi până în momentul ieşirii dinfabricaţie sub formă de produs finit, se desf ăşoar ă în mod
continuu sincronizat, potrivit tactului de funcţionarestabilit.
4) În raport cu modul de deplasare a produselor sau proceselor între opera ţ ii se întâlnesc forme de organizare a producţiei în flux:
a) neînzestrate cu mijloace de transport special ; b) înzestrate cu mijloace de transport neac ţ ionate mecanic;c) înzestrate cu transportoare mecanice (benzi rulante,
conveiere etc.).5) În raport cu pozi ţ ia obiectului de prelucrat , se deosebesc
linii de producţie în flux:a) cu obiect mobil - este cea mai r ăspândită în industrie;- produsul se deplasează cu mijloace de transport de la unloc de muncă la altul după executarea operaţiei sau agrupului de operaţii;
b) cu obiect fix - se folosesc, de regulă, la fabricareadiferitelor maşini, utilaje sau agregate de dimensiuni marişi cu greutate ridicată, cum sunt vasele maritime saufluviale, turbinele, cazanele etc.;
- la această formă obiectul este staţionar, iar muncitorii sedeplasează, într-o anumită ordine, la anumite intervale detimp, de la un produs la altul, pentru executarea diferitelor operaţii.
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 121
6) În raport cu modul de trecere a produselor de la un
loc de muncă la altul se deosebesc linii de producţie în flux lacare trecerea produselor se face:a) bucat ă cu bucat ă - se foloseşte în cazul producţiei în flux
continuu, cu tact reglementat, pentru produsele carenecesită prelucr ări, montaj sau finisare şi care pringreutatea şi volumul lor impun o deplasare individuală;
b) în loturi - se foloseşte la producţia în flux discontinuu sauintermitent, de regulă pentru produsele de dimensiuni şi
greutate mică şi la care, datorită lipsei tactului defuncţionare, se poate face prelucrarea la un loc de muncă a mai multor produse sau piese sub formă de loturi.
În practică, există şi alte tipuri de linii de producţie înflux. Pe viitor cu siguranţă că vor apărea şi altele, cucaracteristici superioare, cu un randament sporit.
7.2.3. Parametrii de funcţionare ai liniilor de producţie înflux
În figura 7.2 prezentăm schematic principalii parametride funcţionare ai unei linii de producţie în flux.
Asupra acestora facem următoarele precizări:Tactul de produc ţ ie reprezintă intervalul de timp la care
ies de pe linie două produse consecutive. Acesta se calculează cu relaţia:
pV
60tT
⋅= ,
unde:- T- tactul de producţie al liniei;- t - fondul de timp al liniei e o perioadă determinată de
timp, exprimat în ore;
- V p- producţia ce urmează a fi prelucrată în perioada detimp stabilită.
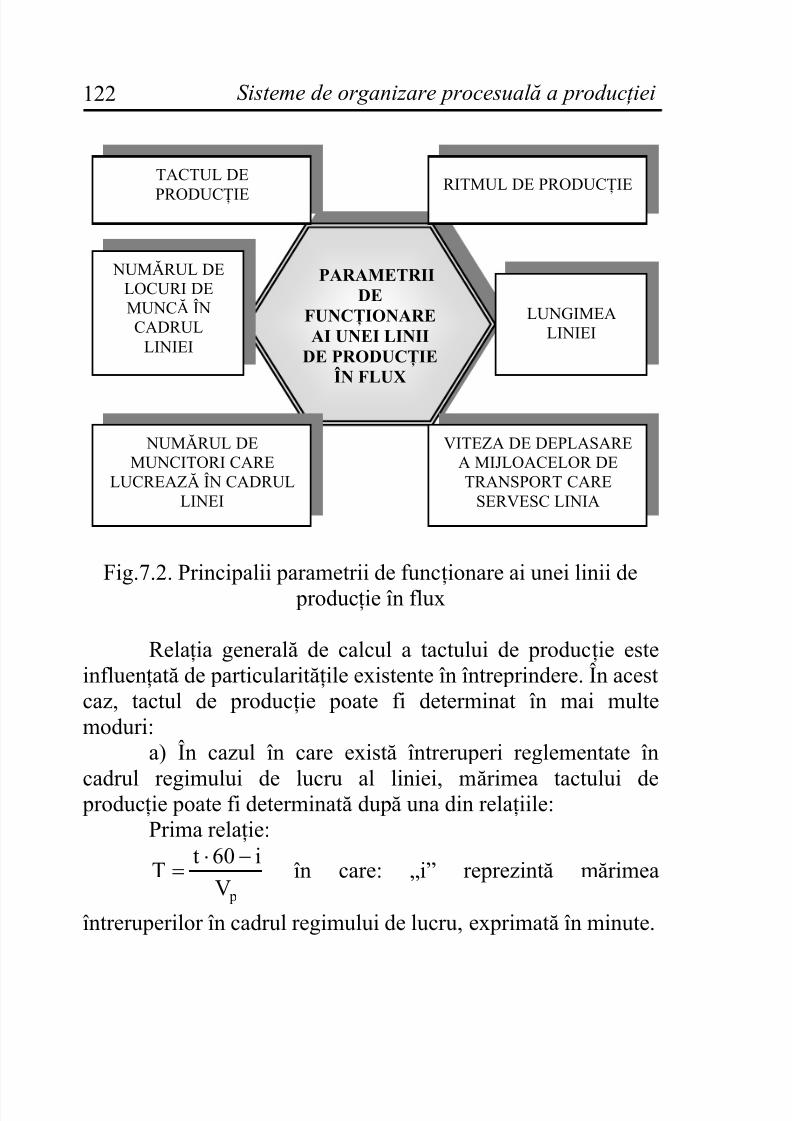
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare procesual ă a produc ţ iei122
Fig.7.2. Principalii parametrii de funcţionare ai unei linii de producţie în flux
Relaţia generală de calcul a tactului de producţie esteinfluenţată de particularităţile existente în întreprindere. În acestcaz, tactul de producţie poate fi determinat în mai multemoduri:
a) În cazul în care există întreruperi reglementate în
cadrul regimului de lucru al liniei, mărimea tactului de producţie poate fi determinată după una din relaţiile:Prima relaţie:
pV
i60tT
−⋅= în care: „i” reprezintă mărimea
întreruperilor în cadrul regimului de lucru, exprimată în minute.
PARAMETRIIDE
FUNCŢIONAREAI UNEI LINII
DE PRODUCŢIEÎN FLUX
TACTUL DE
PRODUCŢIE
LUNGIMEALINIEI
NUMĂRUL DELOCURI DEMUNCĂ ÎNCADRUL
LINIEI
RITMUL DE PRODUCŢIE
VITEZA DE DEPLASAREA MIJLOACELOR DETRANSPORT CARE
SERVESC LINIA
NUMĂRUL DEMUNCITORI CARE
LUCREAZĂ ÎN CADRULLINEI
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 123
Cea de-a doua relaţie este: p
pr
V
K 60tT
⋅⋅= , unde K pr
reprezintă un coeficient programat de utilizare al timpului delucru.
b) În cazul liniilor polivalente, unde normele de timp ale produselor sunt diferite ca mărime, tactul de producţie sedetermină după următoarea relaţie:
cK cC bBA
60tT ⋅
⋅+⋅+
⋅=
unde:
A
C
A
B
nt
ntciar ;
nt
nt b == ;
Kc - coeficient de corecţie, care ţine seama de timpul deîntrerupere în funcţionarea liniei pentru reglareautilajelor, în vederea trecerii de la fabricaţia unui
produs la altul;A, B, C - cantităţile de produse din fiecare tip de produsce urmează a fi executat pe linie;
b - coeficient de transformare din produsul real B în produsul reprezentativ A;
c - coeficient de transformare din produsul real C în produsul reprezentativ A.
ntA, ntB,, ntC - normele de timp unitare ale produselor A,B, C.
c) Pentru liniile în flux polivalente, în cadrul cărora sefabrică produse cu aceleaşi norme de timp, mărimea tactului de producţie este dată de relaţia:
cK CBA
60tT ⋅
+++
⋅=
…, unde variabilele utilizate au
aceeaşi semnificaţie.
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare procesual ă a produc ţ iei124
Pentru determinarea ritmului de lucru se pot folosi relaţiile:
;T1R = 60t QR ⋅
= ,
unde:T - mărimea tactului de producţie al liniei;Q - cantitatea de produse ce urmează a se executa pe
linie;t - timpul disponibil al liniei;
Numă rul de locuri de muncă din cadrul unei linii de producţie în flux se determină atât pentru fiecare operaţie în parte, cât şi pe total linie:
- numărul de locuri de muncă pentru fiecare operaţie în parte este dat de relaţia:
T
t N i
lmi = ,
unde ti este durata operaţiei i.
T
t
N
n
lii
lmi
∑== ,
unde n este numărul operaţiilor executate în cadrul liniei.
Numă rul de muncitori care lucrează pe linia în flux estestrâns legat de mărimea normei de servire a acestora. Norma de servire a unui muncitor reprezintă numărul de
maşini pe care acesta le poate servi concomitent în cadrulregimului de lucru şi poate lua valori egale sau mai mari decât1, după cum urmează:
- norma de servire este egală cu 1 dacă maşinile nu autimpi de lucru automaţi;
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 125
- dacă maşinile au timpi de lucru automaţi, norma de
servire este mai mare decât 1 şi se poate determina după relaţia:
oi
oiaisi t
tt N
+= ,
unde:- tai - este timpul de lucru automat al maşinii la operaţia i;- toi - este timpul de ocupare al muncitorului la operaţia i.
Odată stabilită mărimea normei de servire, numărul demuncitori la fiecare operaţie se poate determina cu relaţia:
si
imi N
t N = ,
unde notaţiile sunt cunoscute. Lungimea liniei de produc ţ ie în flux se determină în mod
diferit, după cum locurile de muncă sunt aşezate de aceeaşi parte a benzii transportatoare sau de ambele păr ţi ale acesteia:
- dacă locurile de muncă sunt aşezate de aceeaşi parte a benzii rulante:
lmt NdL ⋅= ;
- dacă locurile de muncă sunt pe ambele păr ţi ale benziirulante:
2
NdL lmt
⋅= .
În relaţiile precedente d reprezintă distanţa medie întredouă locuri de muncă alăturate.
Viteza de deplasare a mijlocului de transport careserveşte linia de producţie în flux este dată de relaţia:
T
dV = ,
unde d şi T au semnificaţiile cunoscute.
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare procesual ă a produc ţ iei126
7.2.4. Modul de amplasare a locurilor de muncă în cadrulliniilor de producţie în flux
În cadrul proiectării liniilor de producţie în flux, o problemă importantă ce le revine proiectanţilor de rezolvat esteşi cea a amplasării locurilor de muncă. Pentru aceasta sefoloseşte cu bune rezultate metoda gamelor fictive31.
Metoda gamelor fictive operează cu două concepte şi
anume:- gama real ă de fabrica ţ ie;- gama fictivă de fabrica ţ ie.Gama real ă de fabrica ţ ie reprezintă ansamblul
operaţiilor tehnologice destinate fabricării unui produs.Exemplu: gamele reale de fabricaţie ale produselor P1, P2, P3sunt:
Pl: A,B,D,E;P2: A, C, D, B;P3: B, E, D, F.Gama fictivă de fabrica ţ ie a unui lot de produse
reprezintă ansamblul operaţiilor tehnologice destinate fabricăriilotului de produse. Astfel, gama fictivă a lotului de produse P1,P2, P3 este formată din ansamblul operaţiilor A, B, C, D, E, F.
Etapele amplasării locurilor de muncă, folosind metoda
gamelor fictive sunt următoarele:1) inventarierea operaţiilor pentru fiecare produs în parte, cu specificarea numerelor de ordine pe care apar acesteaîn fluxul tehnologic al fiecărui produs;
2) determinarea frecvenţei de apariţie a fiecărei operaţii pe fiecare număr de ordine din gama fictivă a lotului de produse;
31 Badea, F., op.cit.
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 127
3) determinarea timpului necesar pentru fiecare operaţie
şi număr de ordine pentru care există o frecvenţă de apariţie,determinată în etapa anterioar ă, după relaţia:
ti
n
liinec nQT ⋅=∑
=
,
unde:Qi - reprezintă cantitatea din produsul i ce urmează a fi
prelucrată în cadrul liniei în flux;
nti - reprezintă norma de timp a produsului i;n - este numărul tipurilor de produse prelucrate pe liniaîn flux;
4) determinarea numărului de locuri de muncă necesarefiecărei operaţii în parte din cadrul liniei se face conformrelaţiei:
di
ineclmi T
T N = , unde:
Tneci - este timpul necesar pentru executarea operaţiei i;Tdi - este timpul disponibil al locului de muncă care
execută operaţia i;5) amplasarea efectivă a locurilor de muncă are la bază
principiul conform căruia în cadrul fluxului tehnologic altuturor produselor nu trebuie să existe întoarceri de la un loc demuncă la altul din cadrul liniei în flux.
Problemele nu se opresc aici, deoarece trebuie realizată şi dimensionarea corectă a suprafeţelor de producţie ocupate demaşinile şi utilajele din cadrul liniei de producţie în flux.
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare procesual ă a produc ţ iei128
7.2.5. Problemele dimensionării suprafeţelor de producţie
pentru liniile de producţie în fluxPentru determinarea suprafeţei ocupate de toate locurile
de muncă de pe linia de producţie este dată de relaţia:
ti
n
lilmitot S NS ⋅=∑
=
,
unde:S
tot- suprafaţa ocupată de toate locurile de muncă din
cadrul liniei în flux; Nlmi - numărul locurilor de muncă de la operaţia i;Sti - suprafaţa totală a unui loc de muncă de la operaţia i.
Suprafaţa benzii transportoare poate fi calculată cu relaţia:S b=L·l,
unde:L - lungimea benzii transportoare;
l - lăţimea benzii transportoare.În final, suprafaţa totală a unei linii de producţie în flux estedată de suma dintre suprafaţa ocupată de toate locurile de muncă dincadrul liniei şi suprafaţa benzii transportoare care serveşte linia:
ST = Stot + S b
Aceste calcule trebuie, însă, corelate în permanenţă cusituaţiile concrete existente în cadrul liniilor de producţie.
7.2.6. Aspectele echilibrării liniilor de producţie în flux
În desf ăşurarea procesului tehnologic pot exista timpi deîntreruperi, în cazul în care duratele operaţiilor nu sunt egale saumultiple de mărimea tactului de producţie. În acest caz, estenecesar ă adoptarea unor măsuri pentru reducerea acestor întreruperi
sau dacă este posibil chiar eliminarea lor. Cu alte cuvinte, să serealizeze o echilibrare a liniei de producţie în flux.
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 129
Condiţia care se cere îndeplinită constă în cunoaşterea
temeinică a procesului tehnologic, atât din punctul de vedere alsuccesiunii operaţiilor, cât şi din punctul de vedere al durateiacestora. Această succesiune a operaţiilor tehnologice poate fidescrisă în mod formal cu ajutorul unei relaţii de precedenţă,descrisă cu ajutorul simbolului „<”. Spunem că operaţia i
precede operaţia j şi scriem i<j.Ansamblul tuturor relaţiilor de precedenţă ale unei linii
de producţie în flux generează o matrice M , numită matricea
relaţiilor de precedenţă. Elementele acestei matrici mij=1 dacă i<j şi mij=0 dacă nu există relaţia de precedenţă.
Relaţia de precedenţă este tranzitivă, adică i<j, j<k atunci i<k. Modelul matematic al problemei de echilibrare areca date de intrare:
- mulţimea operaţiilor I = 1,...,n şi duratele lor Ti;- relaţia de precedenţă care se stabileşte între acestea
şi matricea asociată M.Este necesar să se găsească un număr cât mai mic de
grupe de operaţii care să fie distribuite pe locurile de muncă,astfel încât timpii cumulaţi ai operaţiilor de pe fiecare loc demuncă, să fie mai mici sau cel mult egali cu mărimea tactului de producţie; este absolut obligatorie respectarea relaţiei de precedenţă. Cu alte cuvinte, se mai poate formula problema şiastfel: pornind de la un număr de locuri de muncă J se cere
stabilirea unui tact de producţie al liniei care să nu depăşească tactul de producţie al locurilor de muncă.Formalizarea matematică a acestei probleme impune
cunoaşterea datelor de intrare în model, şi anume:- mulţimea finită a operaţiilor de executat I;- relaţia de precedenţă „<”;- mulţimea timpilor operaţiilor tehnologice ti;- tactul de funcţionare al liniei T.
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare procesual ă a produc ţ iei130
Se cere să se găsească o clasă de submulţimi al lui I
(Sl,...Si) care să satisfacă următoarele condiţii:a) ISJ j
j =
∈
∪
Aceasta exprimă condiţia ca ansamblul tuturor operaţiilor repartizate pe locurile de muncă să fie egale cumulţimea operaţiilor din cadrul liniei.
b) ∅=∩ ji SS
Această relaţie exprimă condiţia ca fiecare operaţie din
cadrul liniei să fie executată pe un singur post de lucru.c) ( ) J,1 jundeTtst
jSxx j …=≤= ∑
∈
.
Relaţia exprimă faptul că suma operaţiilor executate pefiecare loc de muncă, trebuie să fie mai mică sau cel mult egală cu mărimea tactului de producţie.
d) Dacă x < y şi iSx∈ jSy∈ , atunci Si<S j; aceasta
exprimă necesitatea existenţei relaţiei de precedenţă.Aceste restricţii ale modelului de echilibrare suntînsoţite de funcţia obiectiv a modelului:
( )( )=−∑=
J
1 j jStT minim.
Funcţia obiectiv exprimă condiţia ca timpul nelucr ător alfiecărui loc de muncă să fie minim.
7.2.7. Organizarea liniilor de producţie în flux în diferiteramuri industriale
Organizarea liniilor de producţie în flux este influenţată în principal de :
- particularit ăţ ile procesului tehnologic;- felul şi cantitatea produc ţ iei fabricate;- felul materialelor utilizate;- numă rul şi caracteristicile utilajelor folosite.
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 131
În diferite ramuri industriale liniile de producţie în flux
au particularităţile lor, aşa de exemplu:- în industria construc ţ iilor de ma şini, electrotehnică şi electronică :
o organizarea producţiei în flux se prezintă subforma liniilor tehnologice de prelucrare, aliniilor automate de produc ţ ie etc.;
o forma superioar ă de organizare a producţieiîn flux o constituie liniile automate în flux
caracterizate prin: utilajul tehnologic, auxiliar şi instala-
ţiile de transport formează un com- plex unic;
prelucrarea şi deplasarea produselor se face în mod automatizat, pe bază de comandă centralizată;
funcţionarea liniilor în flux se face înmod sincronizat, pe baza unui tact de producţie unic.
- în ramurile industriale cu procese de produc ţ iecontinue (industria petrochimică , alimentar ă etc.):
o se constituie linii tehnologice automatizate,conduse centralizat de la o camer ă sau panoude comandă.
- în industria metalurgică :o condiţia de bază a asigur ării unui flux
continuu o constituie asigurarea unei propor-ţionalităţi între capacitatea de producţie adiferitelor stadii de producţie;
o funcţionarea continuă presupune ca pentru unagregat de mare capacitate dintr-un anumitstadiu, să existe mai multe agregate de
capacitate mai mică în stadiul următor; secreează astfel posibilitatea existenţei unui
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare procesual ă a produc ţ iei132
raport cantitativ bine determinat între capaci-
tăţile de producţie în diferite stadii de prelu-crare a produselor.- în industria textil ă :
o organizarea producţiei în flux are la bază crearea unui sistem de aparate;
o sistemul de aparate este constituit din grupede maşini şi utilaje, capabile să execute unansamblu de operaţii de bază şi conexe, într-
un raport astfel determinat încât să facă posibilă asigurarea unei continuităţi a proce-sului tehnologic;
o capacitatea de producţie a unui sistem deaparate este dată de capacitatea de producţiea agregatului principal;
o aşezarea aparatelor pe suprafaţa de producţiese va face în ordinea impusă de succesiuneatehnologică a operaţiilor de prelucrare.
Evident că paleta variantelor existente nu se limitează doar la cele prezentate, fiecare domeniu de activitate productivă având specificitatea sa şi de aici particularităţile proiectăriiliniilor de producţie în flux.
7.2.8. Efectele economice ale folosirii liniilor de producţie înflux
Folosirea metodelor de organizare a producţiei după principiul liniilor de producţie în flux conduce la obţinerea derezultate superioare în procesul de producţie. Aceasta, datorită faptului că acest mod de organizare creează numeroase facilităţide utilizare pe scar ă largă a operaţiunilor mecanizate,
automatizate şi robotizate.
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 133
Dintre efectele economice cel mai des întâlnite în urma
folosirii liniilor de producţie în flux, subliniem următoarele:- obţinerea unui randament ridicat şi posibilitatea utilizării deechipament tehnologic specializat;
- creşterea substanţială a productivităţii muncii, în condiţiilereducerii sistematice a cheltuielilor de timp şi de muncă;
- realizarea unui volum mare de producţie, în condiţiilecreşterii gradului de utilizare a capacităţilor de producţie;
- utilizarea unor maşini, utilaje şi echipament tehnologic de
înaltă specializare;- realizarea unor operaţii tehnologice de înaltă precizie, în
urma cărora se vor obţine produse cu un nivel ridicat decalitate;
- se reduce ciclul de fabricaţie al produsului;- scade mărimea stocurilor de producţie;- accelerarea vitezei de rotaţie a mijloacelor circulante;- transportul intern este foarte mult redus, datorită amplasării
locurilor de muncă în ordinea succesiunii tehnologice, iar deplasarea produselor între acestea se face de regulă cuajutorul benzilor rulante.
Efectele economice menţionate anterior, precum şialtele, conduc în final la reducerea costurilor de producţie şiimplicit la creşterea rentabilităţii activităţii întreprinderii.
7.3. SISTEMUL DE ORGANIZARE A PRODUCŢIEIPE COMENZI
Aşa cum s-a ar ătat în capitolele anterioare, în prezentexistă un număr important de unităţi industriale care execută omare varietate de produse în cantităţi mici sau foarte mici,uneori chiar unicate. Ca efect al diversificării din ce în ce mai
mare a cererii consumatorilor se impune adoptarea unui set de
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare procesual ă a produc ţ iei134
măsuri de organizare a procesului de producţie, specifice tipului
de producţie de serie mică sau individuală.Caracteristicile principale ale organiză rii acestor tipuride produc ţ ie sunt:
- organizarea secţiilor de bază se face după principiultehnologic, ceea ce presupune ca în cadrul acestora să seexecute fazele procesului tehnologic, iar amplasareautilajelor să se facă după metoda grupelor omogene demaşini;
- în cazul unor produse de gabarit mare, organizarea procesului de producţie se face după principiul poziţieifixe, conform căruia produsul este aşezat pe unamplasament fix, iar prelucrarea lui se face prindeplasarea echipelor de muncitori de la un produs la altulşi în ordinea impusă de fluxul tehnologic;
- specializarea maşinilor şi utilajelor este foarte redusă (utilaje universale) capabile să se adapteze uşor la schim- barea nomenclatorului de fabricaţie printr-un număr foartemic de reglaje;
- trecerea de la un loc de muncă la altul a produselor se face bucată cu bucată sau în loturi mici de fabricaţie, cuajutorul unor mijloace de transport cu deplasare discon-tinuă de tipul cărucioarelor manuale, electrocarelor ş.a;
- pentru fabricarea produselor se foloseşte o tehnologie
sumar ă, valabilă pentru întreaga gamă de produseexecutate, urmând ca detaliile tehnologice ale fiecărui produs să fie definitivate în cadrul fiecărui loc de muncă de către muncitorul care lucrează aici.
Organizarea procesului de producţie după principiultehnologic are avantajul că acesta are o flexibilitate foarte mare,
putându-se adapta rapid la schimbarea nomenclatorului defabricaţie.
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 135
Ca dezavantaje am putea enumera:
- volumul de transport intern şi manipulare este foarteridicat;- necesită for ţă de muncă cu un grad ridicat de calificare;- ciclul de producţie al produselor este foarte lung;- controlul calităţii producţiei este mult mai complex.
7.3.1. Metode de amplasare a locurilor de muncă
7.3.1.1. Metoda verigilor pentru amplasarea locurilor de muncă
Această metodă este utilizată pentru amplasarea locurilor de muncă după principiul grupelor omogene de maşini. Conformacestei metode, pe suprafaţa de producţie locurile de muncă vor fiamplasate în aşa fel, încât în centrul suprafeţei va avea loc un traficintens pe distanţe scurte, iar la marginile acesteia va avea loc un
trafic redus pe distanţe mai mari. Cu alte cuvinte, pe suprafaţa de producţie va lua naştere o problemă de transport, a cărei funcţieobiectiv va avea o valoare minimă.
Metoda verigilor operează cu conceptul de verigă de producţie; aceasta exprimă relaţia care se stabileşte între două locuri de muncă succesive în cadrul unui flux tehnologic.
Amplasarea locurilor de muncă folosind metoda verigi-lor se face în următoarele etape:
a) Întocmirea tabloului verigilor - constă în stabilireaverigilor de producţie pentru fiecare produs care urmează să fie prelucrat, pe utilajele care vor fi amplasate pe suprafaţa de producţie. Pentru aceasta se construieşte un tabel, care va aveaîn capătul coloanelor denumirea produselor fabricate, fiecarecoloană având câte două subcoloane. Denumirea subcoloanelor va reprezenta numele locurilor de muncă din succesiuneafluxului tehnologic şi a verigilor de producţie corespunzătoarefiecărui produs.
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare procesual ă a produc ţ iei136
b) Întocmirea tabloului intensit ăţ ilor de trafic. Acesta
este reprezentat de un tabel triunghiular, ale cărui coloane şilinii vor purta denumirea locurilor de muncă ce urmează să fieamplasate. La intersecţia liniilor cu coloanele vor fi marcateverigile de producţie corespunzătoare produselor care vor fi prelucrate; se va face însumarea acestora în căsuţele dinmarginea tabloului.
c) Analiza posibilit ăţ ilor de amplasare.d) Amplasarea locurilor de muncă .
Aceste ultime două etape se execută simultan. În primulrând se amplasează în centrul suprafeţei de producţie primeletrei locuri de muncă, cele mai aglomerate. În centrul suprafeţeide producţie vor fi amplasate locurile de muncă în ordineadescrescătoare a numărului de verigi de producţie din tabloulintensităţilor de trafic. Pentru a stabili locul de amplasare alacestora, faţă de primele locuri de muncă, care au fost dejaamplasate se face analiza posibilit ăţ ilor de amplasare.
Rezultatele obţinute prin aplicarea metodei verigilor vor fi corelate cu condiţiile concrete existente pe suprafaţa de pro-ducţie, ţinând cont, dacă este necesar, de cerinţele suplimentareale anumitor locuri de muncă: iluminaţie naturală, apropierea deinstalaţiile de aerisire etc.
7.3.1.2. Sistemul flexibil de fabricaţie - modalitate specifică deorganizare a producţiei de serie mică şi unicate
Sistemele flexibile de fabricaţie sunt specifice pentrutipul de producţie de serie mică sau individuală, dar nu potconstitui o soluţie valabilă în orice situaţie, ci reprezintă unr ăspuns la diversificarea din ce în ce mai mare a cereriiconsumatorilor. În figura 7.3 prezentăm schematic principalele
sisteme de fabricaţie în cadrul acestui tip de producţie.
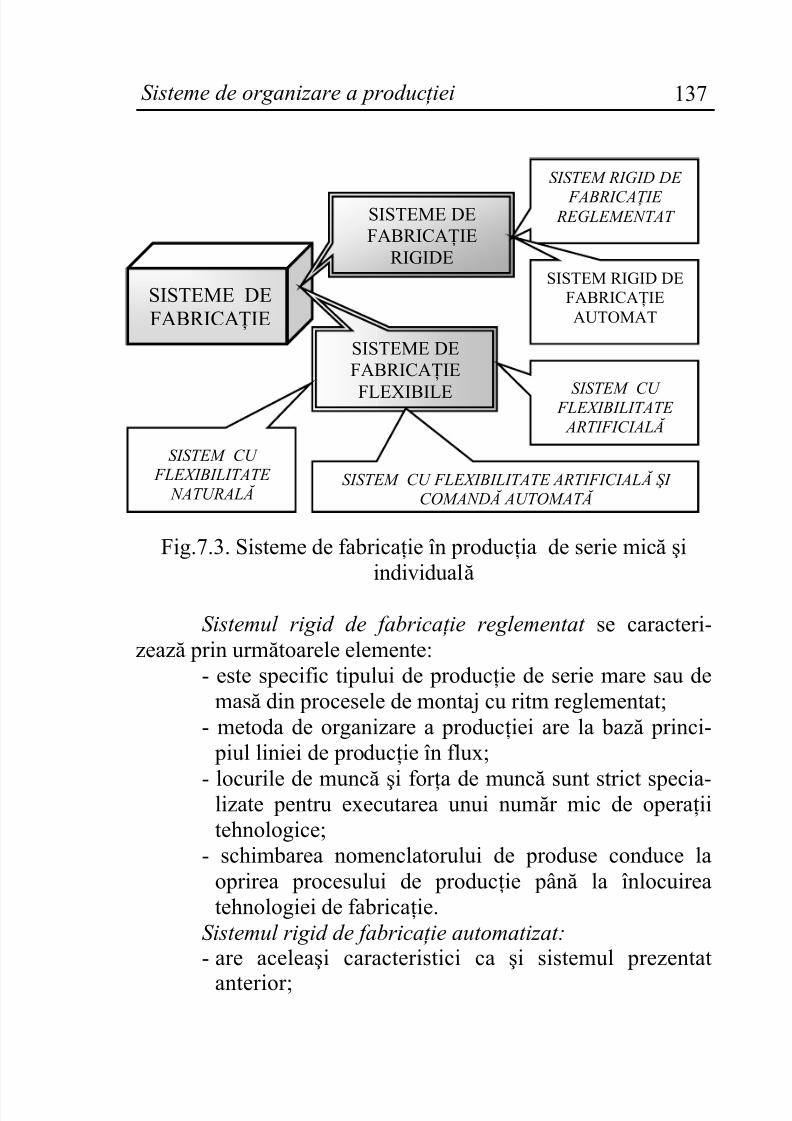
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 137
Fig.7.3. Sisteme de fabricaţie în producţia de serie mică şiindividuală
Sistemul rigid de fabrica ţ ie reglementat se caracteri-zează prin următoarele elemente:
- este specific tipului de producţie de serie mare sau demasă din procesele de montaj cu ritm reglementat;
- metoda de organizare a producţiei are la bază princi- piul liniei de producţie în flux;
- locurile de muncă şi for ţa de muncă sunt strict specia-lizate pentru executarea unui număr mic de operaţiitehnologice;
- schimbarea nomenclatorului de produse conduce laoprirea procesului de producţie până la înlocuireatehnologiei de fabricaţie.
Sistemul rigid de fabrica ţ ie automatizat:- are aceleaşi caracteristici ca şi sistemul prezentat
anterior;
SISTEME DEFABRICAŢIE
SISTEME DEFABRICAŢIE
RIGIDE
SISTEM RIGID DE
FABRICAŢ IE REGLEMENTAT
SISTEM RIGID DEFABRICAŢIEAUTOMAT
SISTEME DEFABRICAŢIE
FLEXIBILE SISTEM CU FLEXIBILITATE ARTIFICIAL Ă
SISTEM CU FLEXIBILITATE ARTIFICIAL Ă Ş I COMAND Ă AUTOMAT Ă
SISTEM CU FLEXIBILITATE
NATURAL Ă
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare procesual ă a produc ţ iei138
- locurile de muncă au un grad mare de automatizare şi
mecanizare şi se găsesc amplasate în cadrul unor liniide producţie tehnologice.Sistemul de fabrica ţ ie cu flexibilitate natural ă se carac-
terizează prin aceea că:- for ţa de muncă are rolul determinant în conferirea
gradului de flexibilitate al sistemului (sunt sisteme defabricaţie manuale specializate pe realizarea unei gamelargi de produse în serii mici de fabricaţie sau chiar
unicate - sisteme de producţie meşteşugăreşti);- for ţa de muncă are un grad ridicat de specializare;- unităţile de producţie nu depăşesc mărimea unui atelier
de producţie.Sistemul de fabrica ţ ie cu flexibilitate artificial ă presu-
pune faptul că:- în acest caz for ţa de muncă influenţează par ţial gradul
de flexibilitate, acesta fiind determinat de tipul echipa-
mentului tehnologic cu care este înzestrat utilajul;- pentru tipul de producţie în serie sunt posibile forme deorganizare a producţiei în flux;
- formele de organizare a producţiei sunt celula de fabri-caţie şi sistemele de maşini şi centrele de prelucrareasistate de operatorul uman.
Sistemul de fabrica ţ ie cu flexibilitate artificial ă şicomand ă automat ă constă în aceea că:
- sistemul are o flexibilitate foarte mare şi este destinatfabricării loturilor mici;
- are o structur ă modular ă uşor adaptabilă la modificareasortimentală a producţiei;
- conducerea procesului tehnologic are loc sub comandacalculatorului, ceea ce determină o pondere mare atimpului de prelucrare în totalul timpului de lucru;
- for ţa de muncă are rol doar de supraveghere şi
întreţinere a instalaţiilor tehnologice.
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 139
Sistemele flexibile de fabricaţie se caracterizează prin
următoarele tr ăsături de bază:- integrabilitate, determinată de capacitatea sistemuluide integrare într-un sistem de producţie şi de cuplarefuncţională cu alte sisteme;
- adaptabilitate, determinată de viteza de adaptare laschimbarea volumului şi a gamei sortimentale a producţiei;
- dinamism structural, determinat de posibilitateamodificării structurii sistemului flexibil de fabricaţie înfuncţie de cerinţele concrete ale producţiei.
În literatura de specialitate, diferiţi autori identifică treistadii ale sistemelor flexibile de fabricaţie, care difer ă princomplexitate şi arie de cuprindere:
a) Unitatea flexibil ă de prelucrare reprezintă de obicei omaşină complexă, denumită şi centru de prelucrare, echipată cu
o magazie de SDV-uri complexe şi un manipulator sau robotautomat de scule, care pot funcţiona în mod automat;
b) Celula flexibil ă de fabrica ţ ie este constituită din maimulte unităţi flexibile de prelucrare cu maşini controlate directde calculator;
c) Sistemul flexibil de fabrica ţ ie cuprinde mai multecelule de fabricaţie conectate prin sisteme automate de
transport, cu ajutorul cărora se deplasează produsele şiechipa-mentul tehnologic între maşini. Întregul sistem estesub controlul direct al unui calculator central sau local caredirijează şi sistemele de depozitare, echipamentele demăsur ă şi control etc.
Sistemul flexibil de fabricaţie îşi îndeplineşte integralrolul pentru care a fost creat doar dacă cuprinde toate compo-
nentele unui sistem de fabricaţie (de prelucrare, logistic, controlşi comandă) şi nu se rezumă doar la subsistemul de prelucrare.
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare procesual ă a produc ţ iei140
Faţă de sistemele rigide de fabricaţie, sistemele flexibile
au următoarele caracteristici:- au o capacitate mare de adaptare la schimbareasortimentului de fabricaţie; acest lucru se realizează doar prin schimbarea programului la calculator f ăr ă ase acţiona asupra echipamentelor din dotarea maşini-lor;
- autonomie de funcţionare pentru trei schimburi f ăr ă intervenţia operatorului uman;
- posibilităţi sporite de ridicare a nivelului de tehnicitate,corelat cu cerinţele tot mai diversificate ale consuma-torului.
Unul dintre avantajele majore ale sistemelor avansate de producţie este dat de cuplarea sistemelor flexibile de fabricaţiecu procesul conducerii integrate cu ajutorul calculatorului.
Aşa cum subliniază unii autori de prestigiu „Firmaindustrial ă performant ă se înscrie începând de acum în re ţ eauainforma ţ ional ă inteligent ă care îi permite să se adapteze lainfluen ţ ele mediului să u în toate domeniile sensibile”.32 Ianaştere în acest fel, un sistem computerizat de maşini, care poate produce în limitele capabilităţii lui, orice piesă aleasă întâmplător, în orice cantitate şi la orice moment de timp, cucosturi comparabile sau chiar mai scăzute decât cele înregistrate pentru tipul de producţie de serie mare sau de masă. Aceasta
deoarece costurile cu reprogramarea calculatorului sunt în multecazuri inferioare celor pentru modificarea sau ajustarea echipa-mentului tehnologic.
Se poate constata că la o producţie de volum mic,fabricaţia manuală este cea mai eficientă, deoarece înregistrează cele mai reduse costuri, iar la un volum mare al producţiei cea maieficientă este fabricaţia automatizată rigid. Se poate observa că
32Petrescu, I., Managementul performan ţ ei, Ed. Lux Libirs, Braşov,2002
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 141
sistemul flexibil de fabricaţie devine eficient doar în cazul seriilor
scurte sau medii de fabricaţie. Într-un sistem convenţional defabricaţie, datele statistice arată că din totalul timpului de fabricaţie peste 80% reprezintă timp de aşteptare şi pregătire, iar 20% timpde lucru al maşinilor; din acesta peste 60% este consumat cuaşezarea şi reglarea piesei pe maşina de lucru. Astfel timpul totalde prelucrare efectivă se reduce la 5-10% din total. În cazulsistemelor flexibile de fabricaţie, timpul efectiv de lucru ajunge la50-85% din totalul timpului de lucru concomitent cu o creştere a
gradului de utilizare a capaci-tăţii de producţie.
7.4. PERFECŢIONAREA SISTEMELOR DE FABRICAŢIEPRIN INTRODUCEREA ROBOTIZĂRII
Ţările avansate din punct de vedere tehnologic au introdusdin ce în ce mai mult roboţii industriali în secţiile de producţie,datorită avantajelor pe care le prezintă acest sistem.
Robotul industrial este un sistem electro-pneumo-mecanicdotat cu mai multe grade de libertate (manipulare) sub controlulunui sistem de comandă echipat cu o memorie programabilă,având următoarele caracteristici33:
- sunt realizaţi pentru a executa, în principal, operaţii demanipulare, deplasare şi transport care necesită în special viteză,
promptitudine şi mai puţin for ţă sau capacitate tehnologică;- sunt dotaţi cu mai multe grade de libertate (3-7), astfelîncât să poată executa operaţii relativ complexe, fiecare mişcareindividuală fiind deci mecanizată şi controlată de unitatea deconducere;
- sunt autonomi, cu o memorie programabilă capabilă să conducă o aparatur ă sau să execute operaţii specifice, prinschimbarea programului memorat;
33 Badea, F., op.cit.
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare procesual ă a produc ţ iei142
- sunt dotaţi cu o unitate logică, pentru a realiza
încercări şi a alege între două alternative.Din punctul de vedere al proceselor de producţie, roboţiiindustriali au fost folosiţi până acum în următoarele activităţi:
-lucr ă ri de presare - presarea pieselor se face de obiceiîn câteva secunde, însă există pericol de accidentare; la acestelucr ări roboţii sunt folosiţi pentru fazele de aşezare a pieselor pe presă sau de evacuare a pieselor presate;
- procese de prelucrare - o dată cu folosirea pe scar ă
largă a maşinilor cu comandă numerică, lucr ările de prelucrarea pieselor pe maşină revin roboţilor, în aceeaşi măsur ă fiindfolosiţi şi pentru eliberarea maşinilor de piesele care au fostdeja prelucrate;
- procese de sudur ă - un robot de sudur ă este echipat cuun pistol de sudur ă la capătul braţului său şi poate efectualucr ări de sudur ă de înaltă viteză şi precizie; în cazul lucr ărilor de sudur ă prin puncte, se realizează sudur ă automatizată pringrupe de roboţi aranjaţi de ambele păr ţi ale liniei de sudur ă;
- procese de vopsire - roboţii industriali sunt folosiţi cusucces pentru vopsirea caroseriilor de automobile, cu ajutorulunor pistoale de vopsire montate la capătul braţului roboţilor;
- procese de asamblare - roboţii industriali sunt capabilisă efectueze astfel de operaţii complexe datorită faptului că ceimai evoluaţi dintre ei pot să recunoască forme şi poziţii ale
componentelor.O analiză a modului de utilizare a roboţilor industrialievidenţiază faptul că mai mult de 50% dintre aceştia suntutilizaţi în industria de automobile şi cea de echipamenteelectronice, iar 20% în activităţi de presare a maselor plastice.
Fundamentarea economică a introducerii roboţilor industriali are la bază compararea efectelor favorabile ce se vor obţine datorită noilor tehnologii, cu efortul de investiţie
necesar ă introducerii acestora în procesul de producţie. Aceastaînseamnă că, în timpul funcţionării lor, roboţii vor produce
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 143
profit, care într-o primă perioadă va constitui sursa amortizării,
după aceea, ei vor constitui o însemnată sursă de profit net.Din analiza modului de comportare, până în prezent, atehnologiilor robotizate se desprind următoarele aspecte:
- în momentul instalării unui robot trebuie să se ţină seama că sfera de activitate a acestuia se va lărgi şi deci trebuiecreate condiţiile organizatorice necesare încă de la instalare;
- unitatea de producţie în care funcţionează roboţiiindustriali trebuie să dispună de un personal bine instruit, astfel
încât să fie asigurată adaptarea roboţilor la noi sarcini de producţie;
- în general, implementarea unui singur robot s-adovedit neeconomicoasă, datorită nivelului ridicat al cheltu-ielilor aferente personalului de specialitate, ocupat în activitateade exploatare şi întreţinere a robotului.
Utilizarea pe scar ă largă a roboţilor industriali comportă două aspecte:
a) Aspectul tehnic al problemei; acesta este determinatatât de lărgirea gamei produselor fabricate şi micşorarea seriilor de fabricaţie, cât şi de nivelul ridicat al automatizării proceselor de fabricaţie. Universalitatea roboţilor, autonomia şi flexibilita-tea comenzilor lor permit o realizare eficientă a proceselor de producţie automatizate, soluţionând problema automatizăriicomplexe a secţiilor şi atelierelor de producţie.
b) Aspectul economic al dezvoltării tehnologiilor robotizate;acesta este determinat de tendinţa foarte puternică de creşterecontinuă a costului for ţei de muncă, concomitent cu ieftinirearelativă a sistemelor automatizate.
Dezvoltarea automatizării flexibile şi folosirea pe scar ă largă a roboţilor industriali produce efecte importante asupratuturor subsistemelor unităţilor economice, exploatarea eficien-tă a tehnologiilor robotizate presupunând cunoaşterea din timp a
acestor efecte.
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare procesual ă a produc ţ iei144
Studiul efectelor robotizării asupra unităţilor economice
trebuie abordat şi din punct de vedere al factorului uman.Astfel, trebuie plecat şi de la premisa că robotul este o resursă şi, ca orice resursă, necesită cheltuieli de obţinere, exploatare şiîntreţinere, putând fi utilizat doar împreună cu alte resurse. Estedeci necesar să se identifice relaţia dintre roboţi şi celelalteresurse economice. Utilizarea roboţilor poate elimina nesigu-ranţa specifică factorului uman, ceea ce va determina o creşterea fiabilităţii sistemului automatizat, şi, deci, va permite
folosirea unui control de calitate a procesului, o dată cuautomatizarea obţinerii informaţiilor. Creşterea informatizării primare a sistemului de fabricaţie va permite trecerea laconducerea în timp real a producţiei. Toate acestea reprezintă implicaţii importante asupra formelor şi metodelor de manage-ment adoptate.
Introducerea robotizării va modifica situaţia finan-ciar ă a unităţii economice, prin mărirea valorii mijloacelor fixe,acest fapt impunând o definire riguroasă a obiectivelor şi parametrilor economico-financiari cu care să poată fi condusă oîntreprindere cu un înalt nivel de automatizare. O dată cuaceasta se preconizează şi o îmbunătăţire a condiţiilor care să permită definirea unităţii economice ca un model economictotal, ca urmare a reducerii anumitor tipuri de perturbaţii şi acreşterii fiabilităţii sistemelor operative de conducere şi
execuţie. Un astfel de model va permite o perfecţionare afundamentării deciziilor strategice, tactice şi operative.Robotizarea proceselor de producţie va avea efecte
directe şi asupra factorului uman, acestea referindu-se la gradulde implicare a for ţei de muncă în anumite procese, la evitareafolosirii operatorului uman în medii periculoase, la eliberareaacestuia de activităţi monotone, repetitive şi stresante, lacerinţele de calificare şi recalificare, precum şi la rolul şi
statutul acestuia în cadrul unităţii economice.
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 145
Capitolul 8
SISTEME DE ÎNTREŢINERE ŞI REPARAREA UTILAJELOR
8.1. MANAGEMENTUL ÎNTREŢINERII ŞI REPAR ĂRIIUTILAJELOR - CONDIŢIE OBIECTIVĂ A OBŢINERII
PERFORMANŢEI ÎN PRODUCŢIA MODERNĂ
În condiţiile actuale, pentru a funcţiona în mod ritmic şicu eficienţă economică ridicată, întreprinderile de producţieindustrială au nevoie, alături de unităţile de producţie de bază şide un ansamblu de unităţi de producţie auxiliare şi de servire.Acestea se constituie în unităţi specializate în întreţinerea şirepararea utilajelor, pentru producerea şi distribuirea diferitelor SDV-uri necesare procesului de producţie de bază, pentru producerea şi distribuirea diferitelor feluri de energie, sau pentru asigurarea proceselor de transport şi depozitare.
Practica managerială atrage atenţia asupra semnificaţiei pe care o deţine în actuala etapă managementul activităţilor de
mentenanţă, respectiv de întreţinere şi reparare a fondurilor fixede natur ă mecanică, electrică, electronică şi de automatizare aleîntreprinderilor 34.
În prezent, se conturează tot mai mult tendinţa existenţeiunui proces mixt de asigurare a întreprinderilor, cu activităţiauxiliare şi de servire, de către întreprinderi specializate înrealizarea acestor activităţi, paralel cu asigurarea acestora decătre unităţi proprii ale întreprinderii. Pentru desf ăşurarea
34 Petrescu, I., op.cit .
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de între ţ inere şi reparare a utilajelor 146
coerentă a acestor activităţi este nevoie să existe o repartizare
judicioasă a volumului şi felului activităţilor realizate de fiecareunitate, în lucr ări standard, urmând ca activităţile specificefiecărei întreprinderi în parte să fie executate de unităţi propriiauxiliare şi de servire35.
Din experienţa cumulată de specialiştii în domeniu arezultat că, asigurarea funcţionării corespunzătoare, f ăr ă avariişi f ăr ă scoateri îndelungate din circuitul producţiei a maşinilor şi utilajelor tehnologice, este strâns legată de efectele în timp a
unor lucr ări de întreţinere şi prevenire a defecţiunilor (avariilor).
Opririle accidentale, uzurile premature, dereglărileneobservate, întârzierea în aplicarea anumitor lucr ări deîntreţinere şi reparare au ca efect scăderea duratei totale deserviciu a maşinilor (utilajelor), scăderea caracteristicilor funcţionale şi, în consecinţă, scăderea calităţii produselor,executate pe aceste utilaje.
De aceea, rolul managementului activităţii de întreţinereşi reparaţie a utilajelor a crescut, fiind determinat de o serie de factori,36 cum ar fi:
- creşterea considerabilă a valorii noilor utilaje datorită perfecţionării constructive;
- sporirea complexităţii utilajelor, datorită creşteriigradului de mecanizare şi automatizare a proceselor tehnologice
ce le deservesc;- pierderile din ce în ce mai mari provocate de staţionăriîndelungate în reparaţii, sau datorită avariilor;
- creşterea continuă a cheltuielilor de întreţinere şireparaţii, sporirea gradului de participare a acestor cheltuieli încostul produselor ş.a.
35
Badea, F., op.cit.36 Nicolescu, O., Sistemul decizional al organiza ţ iei, Ed. Economică,Bucureşti, 1998
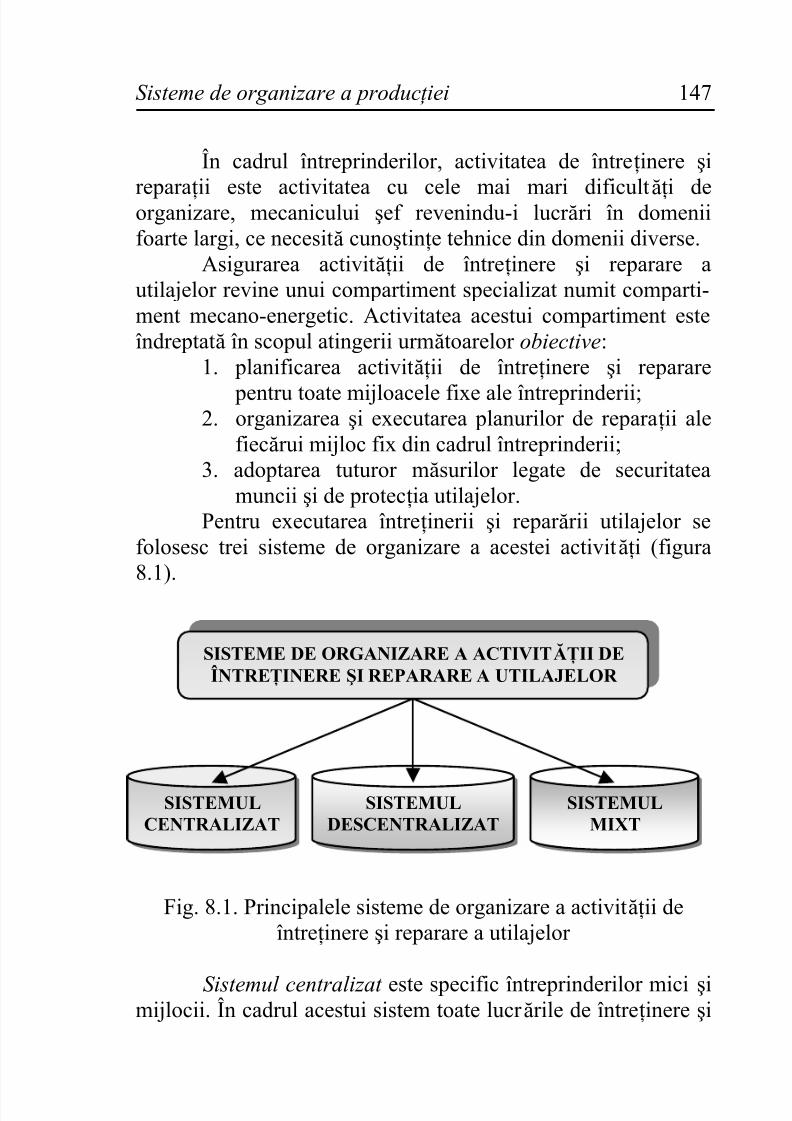
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 147
În cadrul întreprinderilor, activitatea de întreţinere şi
reparaţii este activitatea cu cele mai mari dificultăţi deorganizare, mecanicului şef revenindu-i lucr ări în domeniifoarte largi, ce necesită cunoştinţe tehnice din domenii diverse.
Asigurarea activităţii de întreţinere şi reparare autilajelor revine unui compartiment specializat numit comparti-ment mecano-energetic. Activitatea acestui compartiment esteîndreptată în scopul atingerii următoarelor obiective:
1. planificarea activităţii de întreţinere şi reparare
pentru toate mijloacele fixe ale întreprinderii;2. organizarea şi executarea planurilor de reparaţii ale
fiecărui mijloc fix din cadrul întreprinderii;3. adoptarea tuturor măsurilor legate de securitatea
muncii şi de protecţia utilajelor.Pentru executarea întreţinerii şi repar ării utilajelor se
folosesc trei sisteme de organizare a acestei activităţi (figura8.1).
Fig. 8.1. Principalele sisteme de organizare a activităţii deîntreţinere şi reparare a utilajelor
Sistemul centralizat este specific întreprinderilor mici şimijlocii. În cadrul acestui sistem toate lucr ările de întreţinere şi
SISTEME DE ORGANIZARE A ACTIVITĂŢII DEÎNTREŢINERE ŞI REPARARE A UTILAJELOR
SISTEMULCENTRALIZAT
SISTEMULDESCENTRALIZAT
SISTEMULMIXT
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de între ţ inere şi reparare a utilajelor 148
reparare a utilajelor se execută de către echipe de muncitori
specializaţi, subordonaţi direct compartimentului mecano-energetic.Sistemul descentralizat este specific acelor unităţi de
producţie ale căror utilaje ridică probleme speciale din punct devedere al activităţii de întreţinere şi reparare. În acest caz,repararea utilajelor este executată de echipe de muncitorispecializaţi în întreţinere şi reparare, subordonaţi direct şefuluide secţie în care funcţionează utilajele ce urmează a fi reparate.
Sistemul mixt const ă în executarea reparaţiilor lautilajele speciale din oţelării, forjă sau la cele din secţia detratamente termice de către echipele de muncitori specializaţi înlucr ări de întreţinere şi reparare, subordonaţi direct acestor secţii, iar celelalte lucr ări de către muncitorii din întreţinere şireparare din compartimentul mecano-energetic.
Activitatea de întreţinere şi reparare a utilajelor este precedată de o serie de activit ăţ i preg ă titoare, dintre care maiimportante sunt următoarele:
a) inventarierea utilajelor - se efectuează în scopul de astabili numărul, felul şi starea funcţională a utilajelor careurmează să fie reparate;
b) gruparea utilajelor care urmează să fie reparate deutilaje de acelaşi fel;
c) întocmirea desenelor care vor sta la baza executării
pieselor de schimb, atunci când acestea se execută în cadrulîntreprinderii; în cazul în care acestea nu se execută în cadrulîntreprinderii, se recomandă aprovizionarea din timp a acestorade la furnizorii de piese de schimb;
d) stabilirea tehnologiei lucr ărilor de reparaţii; în cadrulacestei activităţi se stabileşte felul operaţiilor care se vor executa cu ocazia efectuării activităţii de întreţinere şi repararea utilajelor.
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 149
8.2. ORGANIZAREA ŞI PLANIFICAREA ACTIVITĂŢII
DE ÎNTREŢINERE ŞI REPARARE A UTILAJELOR 8.2.1 Rolul şi priorităţile activităţii de întreţinere şi reparare
a utilajelor
Pe parcursul folosirii lor productive, utilajele suntsupuse procesului de uzur ă fizică şi morală şi de aceea seimpune întreţinerea şi repararea periodică a acestora.
Ca urmare a procesului de uzur ă fizică are loc un procesde pierdere treptată a valorii de întrebuinţare a utilajului şi înfinal o pierdere a capacităţii de satisfacere a nevoii sociale pentru care a fost creat.
Rolul mentenan ţ ei în etapa actuală este triplu37 şianume:
de prevenire, având un caracter continuu, prin carese urmăreşte comportarea în timp a unor componente alemijloacelor fixe şi se intervine asupra lor, cu scopul preveniriidegradării;
de interven ţ ie, prin care se acţionează asupracomponentelor degradate, prin repararea sau înlocuirea lor, cuscopul eliminării defectului, repunerii lor în funcţiune şi evitării producerii unor pagube;
de reabilitare, cu un caracter periodic şi prin care se
urmăreşte: • readucerea mijlocului fix la nivelul calitativ iniţial,situaţie în care ne aflăm în faţa unei simple acţiunide renovare;
• îmbunătăţirea substanţială a nivelului calitativ almijlocului fix prin alinierea lui la cerinţele actuale,confruntându-ne cu o acţiune de modernizare.
37 Petrescu, I., op.cit .
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de între ţ inere şi reparare a utilajelor 150
În vederea menţinerii caracteristicilor funcţionale ale
utilajului şi a funcţionării în condiţii cât mai apropiate de celeiniţiale, în cadrul întreprinderilor se organizează un sistem deîntreţinere şi reparare a utilajului de producţie. Din analizacomportamentului utilajelor în procesul de uzur ă fizică se poateconstata că uzura în timp a diferitelor componente are loc înmod diferenţiat. Acest fapt impune luarea unor măsuri maiample de întreţinere şi reparare a acestor componente, pentru aevita ieşirea prematur ă din funcţiune a utilajului.
Fenomenul de uzur ă fizică a utilajului mai poate fiameliorat şi printr-un sistem de activităţi de întreţinere aacestuia, precum şi printr-un ansamblu de operaţii de control şirevizie care să permită depistarea din timp a eventualelor defecţiuni.
Toate aceste activităţi de revizie, control, întreţinere şireparare a utilajelor, îndreptate în scopul menţinerii în stare defuncţionare o perioadă cât mai mare de timp, formează ceea ceîn literatura de specialitate poartă numele de sistem deîntre ţ inere şi reparare a utilajelor .
Managementul sistemului de mentenanţă se desf ăşoar ă într-un mediu organizat, având o anumită structur ă şi fiindconstruit în vederea asigur ării funcţionării continue, ritmice şi lanivel calitativ a procesului de producţie.
Realizarea la timp a unor activităţi de întreţinere şi
reparare a utilajelor are o serie de avantaje, dintre care maiimportante sunt:- creşterea perioadei de timp în care utilajul este în stare
de funcţionare şi realizare a producţiei conform graficelor;- creşterea randamentului şi a preciziei de funcţionare a
utilajelor;- realizarea unor activităţi de întreţinere şi reparare de
calitate superioar ă, care contribuie la reducerea costurilor de
produc-ţie şi implicit la creşterea eficienţei activităţii productive.
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 151
Activitatea de întreţinere şi reparare a utilajelor are în
principal următoarele obiective:1) asigurarea menţinerii utilajului în stare de funcţionareo perioadă cât mai mare de timp;
2) evitarea uzurii excesive şi a ieşirii utilajului în modaccidental din funcţiune;
3) creşterea timpului de funcţionare a utilajului, fie prinmărirea duratei dintre două intervenţii tehnice, fie prin micşora-rea perioadei de timp de menţinere a acestuia în reparaţii;
4) efectuarea activităţilor de întreţinere şi reparare cucheltuieli cât mai reduse şi de o calitate cât mai bună, prin creş-terea productivităţii muncitorilor care execută aceste activităţi;
5) modernizarea maşinilor şi utilajelor învechite ş.a.Aceste obiective principale trebuie să stea permanent în
atenţia echipei manageriale a întreprinderii, care va adopta acelemăsuri organizatorice care să ducă la realizarea şi menţinereaunui sistem viabil de întreţinere şi reparare a utilajelor.
8.2.2. Sisteme şi metode de organizare a reparării utilajelor
Repara ţ ia este lucrarea efectuată în scopul menţinerii înstare de funcţionare a utilajelor, prin care se înlătur ă defecţiu-nile constatate în funcţionare şi se realizează înlocuirea totală
sau par ţială a acelor componente care au o durată mai mică defuncţionare în comparaţie cu altele38.Pentru a se evita uzura excesivă a utilajelor şi a preveni ieşirea
accidentală din funcţiune a acestora, au fost elaborate sisteme deîntre ţ inere şi reparare a utilajelor , ale căror obiective principale sunt:
- cunoaşterea datei calendaristice a scoaterii din funcţi-une a utilajului pentru reparaţii;
38 Badea, F., op.cit.
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de între ţ inere şi reparare a utilajelor 152
- stabilirea din timp a felului reparaţiilor ce trebuie
efectuate şi a duratei de execuţie, în vederea pregătirii materia-lelor, utilajelor şi a for ţei de muncă necesare executării lor;- determinarea mijloacelor financiare necesare pentru
realizarea reparaţiilor.Pornind de la aceste cerinţe, au fost elaborate două
sisteme de întreţinere şi reparare a utilajelor şi anume:1) sistemul de repara ţ ii pe baza constat ă rilor (după
necesit ăţ i);
2) sistemul de repara ţ ii preventiv-planificat e.1) Sistemul de între ţ inere şi reparare pe baza consta-
t ă rilor presupune stabilirea datelor de oprire a utilajelor pentruintrarea în reparaţii, precum şi conţinutul acestora, în urma uneisupravegheri atente a modului de funcţionare a utilajelor decătre personalul specializat, pe baza căreia se va stabili starealor de funcţionalitate.
În urma constatărilor efectuate, rezultatele acestora sevor trece în cadrul unei fi şe întocmite pentru fiecare utilaj în parte. Această fişă va cuprinde informaţii despre:
- felul defecţiunilor constatate;- data intr ării în reparaţie a utilajului;- felul reparaţiilor ce trebuie executate.Acest sistem are unele avantaje, dintre care cele mai
importante sunt:
a) cunoaşterea din timp a datei de intrare în reparaţie şifelul reparaţiilor ce trebuie executate; b) posibilitatea comandării din timp a pieselor de schimb
necesare activităţii de întreţinere şi reparare.Sistemul, însă, are şi unele dezavantaje, cum ar fi:a) nu permite elaborarea unui plan de reparaţii pentru o
perioadă mai mare de timp; b) apar greutăţi în comandarea şi confecţionarea pieselor
de schimb, în folosirea raţională a for ţei de muncă;
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 153
c) apar efecte nefavorabile asupra calităţii reparaţiilor şi
a costurilor aferente acestor activităţi.2) Sistemul de între ţ inere şi reparare preventiv planificat este caracterizat prin două tr ăsături de bază şi anume:
a) caracter profilactic; b) caracter planificat .Caracterul profilactic rezultă din faptul că acest sistem
prevede adoptarea unor măsuri de întreţinere şi control, princare să se prevină posibilitatea apariţiei unei uzuri premature,
datorită căreia utilajul să fie scos din funcţiune înainte deexpirarea duratei normate de funcţionare.
Caracterul planificat este dat de faptul că diferitelelucr ări de întreţinere şi reparare pe care le conţine sistemul seefectuează la date calendaristice stabilite dinainte, cu motivareacorespunzătoare.
Aceste două caracteristici ale sistemului preventiv- planificat imprimă sistemului o superioritate evidentă faţă desistemul pe baza constatărilor, influenţând pozitiv asupracalităţii reparaţiilor, a duratei de execuţie a acestora şi acosturilor de producţie.
În concluzie, sistemul de întreţinere şi reparare preventiv-planificată este un ansamblu de măsuri de întreţinere,control şi reparare care:
- se efectuează în mod periodic, la intervale de timp
bine determinate;- urmăreşte prevenirea uzurii excesive şi a apariţieiavariilor;
- urmăreşte menţinerea în stare de funcţionare autilajelor o perioadă cât mai mare de timp.
Sistemul preventiv-planificat se poate aplica cu ajutorula două metode:
- metoda standard;
- metoda după revizie.
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de între ţ inere şi reparare a utilajelor 154
Metoda standard constă în faptul că fiecare utilaj sau
instalaţie intr ă în reparaţii la intervale de timp dinainte stabilite, pentru fiecare din acestea în parte. Felul, volumul şi conţinutulreparaţiilor care vor fi efectuate au un caracter standard, potrivitunei documentaţii tehnice, indiferent de starea de funcţionalitatea utilajului în momentul intr ării în reparaţie.
Avantajul acestei metode este dat de următoareleelemente:
- permite efectuarea reparaţiilor pe baza unei documen-
taţii bine întocmite;- este uşor de aplicat;- are eficienţă ridicată pentru întreprinderile care au în
dotare un număr mare de maşini şi utilaje.Această metodă are ca dezavantaje:- necesită un volum foarte mare de muncă pentru întoc-
mirea documentaţiei necesare aplicării metodei;- ridică nejustificat costul reparaţiilor, la acele utilaje
pentru care se execută activităţi de reparaţii, f ăr ă ca starea lor tehnică să impună acest lucru.
Metoda după revizie constă în faptul că volumul şiconţinutul reparaţiilor se determină în urma unei revizii tehnice.
Pentru stabilirea felului reparaţiilor ce vor fi executate,se întocmeşte mai întâi ciclul de reparaţii al fiecărei categorii deutilaje în parte.
Avantajul metodei constă în faptul că permite consta-tarea gradului de uzur ă a utilajului, cu ocazia efectuării revizieitehnice, evitându-se executarea reparaţiilor la acele utilaje lacare starea lor tehnică nu impune acest lucru.
Sistemul de reparaţii preventiv-planificate conţinecategoriile de intervenţii tehnice prezentate în figura 8.2.
Între ţ inerea şi supravegherea zilnică se execută de cătremuncitorii care lucrează pe utilajele din secţiile de producţie,
sau de către muncitori specializaţi în executarea acestor operaţii. În cadrul activităţii de întreţinere şi supraveghere
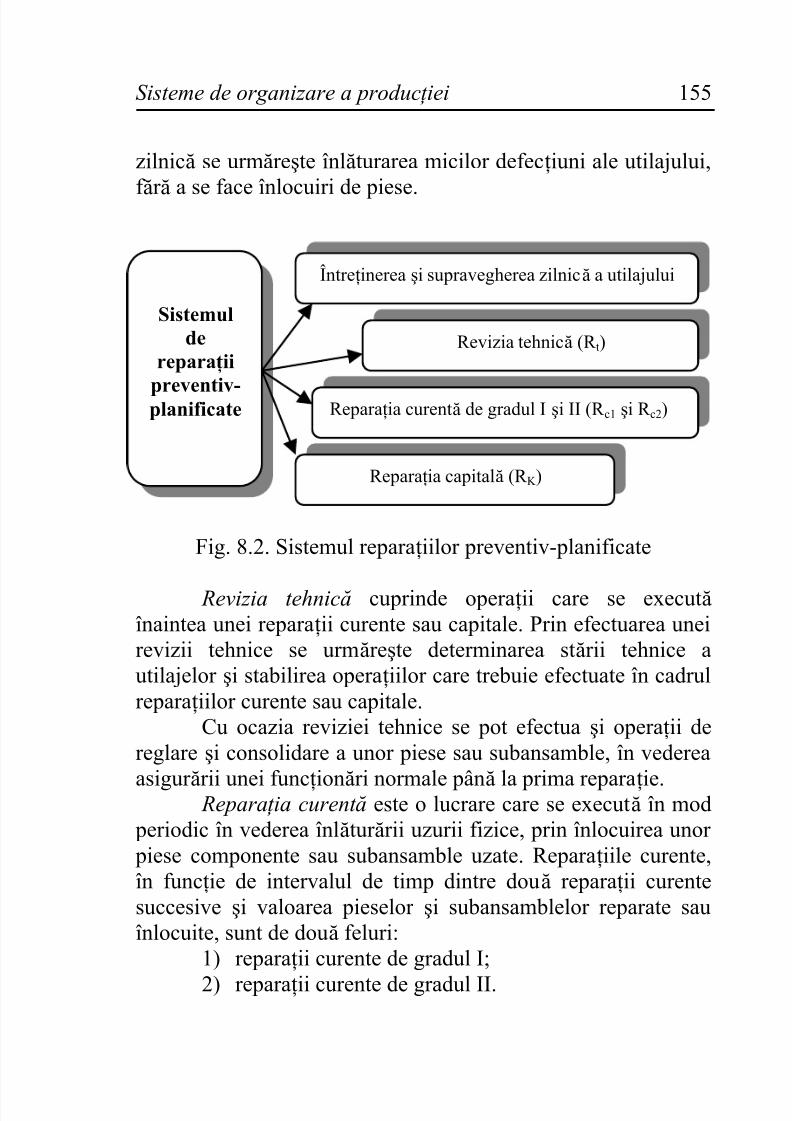
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 155
zilnică se urmăreşte înlăturarea micilor defecţiuni ale utilajului,
f ăr ă a se face înlocuiri de piese.
Fig. 8.2. Sistemul reparaţiilor preventiv-planificate
Revizia tehnică cuprinde operaţii care se execută înaintea unei reparaţii curente sau capitale. Prin efectuarea uneirevizii tehnice se urmăreşte determinarea stării tehnice autilajelor şi stabilirea operaţiilor care trebuie efectuate în cadrulreparaţiilor curente sau capitale.
Cu ocazia reviziei tehnice se pot efectua şi operaţii dereglare şi consolidare a unor piese sau subansamble, în vederea
asigur ării unei funcţionări normale până la prima reparaţie. Repara ţ ia curent ă este o lucrare care se execută în mod periodic în vederea înlătur ării uzurii fizice, prin înlocuirea unor piese componente sau subansamble uzate. Reparaţiile curente,în funcţie de intervalul de timp dintre două reparaţii curentesuccesive şi valoarea pieselor şi subansamblelor reparate sauînlocuite, sunt de două feluri:
1) reparaţii curente de gradul I;
2) reparaţii curente de gradul II.
Sistemulde
reparaţii
preventiv-planificate
Întreţinerea şi supravegherea zilnică a utilajului
Revizia tehnică (R t)
Reparaţia curentă de gradul I şi II (R c1 şi R c2)
Reparaţia capitală (R K )
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de între ţ inere şi reparare a utilajelor 156
La o anumită grupă de maşini reparaţiile curente de
gradul I se efectuează la un interval de 1000 de ore defuncţionare, în timp ce la reparaţiile curente de gradul II acestinterval este de 2 000 de ore.
Repara ţ ia capital ă este o lucrare de intervenţie tehnică efectuată după expirarea unui ciclu de funcţionare a utilajului, acărui mărime este prevăzută în normativele de funcţionare aleacestuia şi care are drept scop menţinerea în funcţiune autilajului până la expirarea duratei normate de viaţă. Reparaţia
capitală este cea mai complexă intervenţie tehnică; ea are uncaracter general, deoarece sunt supuse procesului de întreţinere,verificare şi reparare o gamă foarte largă de piese şisubansamble care intr ă în componenţa utilajului. Se execută atunci când nu mai sunt asigurate randamentul, precizia şisiguranţa în funcţionare a utilajului.
În afara intervenţiilor tehnice cuprinse în sistemul preventiv-planificat, în cadrul întreprinderii se mai execută şialte tipuri de intervenţii tehnice. Acestea sunt:
1. repara ţ iile accidentale;2. repara ţ iile de renovare;3. repara ţ iile de avarii. Repara ţ iile accidentale se efectuează la intervale de
timp nedeterminate, fiind cauzate de scoaterile neprevăzute dinfuncţiune a utilajelor datorită unor căderi accidentale.
Repara ţ iile de renovare se efectuează la utilajele care autrecut prin mai multe reparaţii capitale şi au un grad avansat deuzur ă fizică. Cu ocazia acestor reparaţii, se recomandă şiefectuarea unor lucr ări de modernizare a utilajului.
Repara ţ iile de avarii se execută de fiecare dată cândutilajele se defectează, fie ca urmare a unei proaste utilizări sauîntreţineri, fie din cauza unor calamităţi naturale: cutremure,incendii, inundaţii etc.
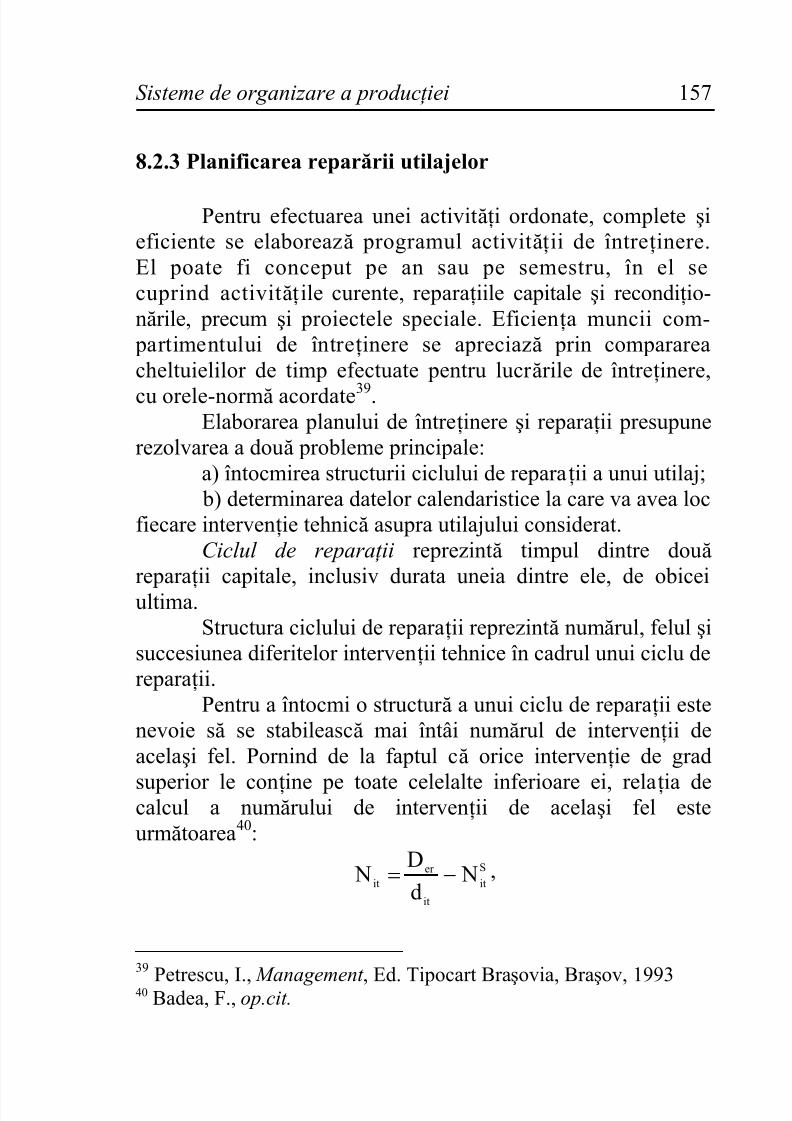
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 157
8.2.3 Planificarea reparării utilajelor
Pentru efectuarea unei activităţi ordonate, complete şieficiente se elaborează programul activităţii de întreţinere.El poate fi conceput pe an sau pe semestru, în el secuprind activităţile curente, reparaţiile capitale şi recondiţio-nările, precum şi proiectele speciale. Eficienţa muncii com- partimentului de întreţinere se apreciază prin comparareacheltuielilor de timp efectuate pentru lucr ările de întreţinere,
cu orele-normă acordate39. Elaborarea planului de întreţinere şi reparaţii presupune
rezolvarea a două probleme principale:a) întocmirea structurii ciclului de reparaţii a unui utilaj; b) determinarea datelor calendaristice la care va avea loc
fiecare intervenţie tehnică asupra utilajului considerat.Ciclul de repara ţ ii reprezintă timpul dintre două
reparaţii capitale, inclusiv durata uneia dintre ele, de obiceiultima.Structura ciclului de reparaţii reprezintă numărul, felul şi
succesiunea diferitelor intervenţii tehnice în cadrul unui ciclu dereparaţii.
Pentru a întocmi o structur ă a unui ciclu de reparaţii estenevoie să se stabilească mai întâi numărul de intervenţii deacelaşi fel. Pornind de la faptul că orice intervenţie de grad
superior le conţine pe toate celelalte inferioare ei, relaţia decalcul a numărului de intervenţii de acelaşi fel esteurmătoarea40:
S
it
it
er it N
d
D N −= ,
39
Petrescu, I., Management , Ed. Tipocart Braşovia, Braşov, 199340 Badea, F., op.cit.
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de între ţ inere şi reparare a utilajelor 158
unde:
Der - durata ciclului de reparaţii;dit - durata de timp între două intervenţii de acelaşi fel;Sit N - numărul intervenţiilor de grad superior.
Odată stabilit numărul de intervenţii tehnice de acelaşifel, se poate trece la întocmirea structurii ciclului de reparaţii,ţinând cont de numărul intervenţiilor de acelaşi fel şi deduratele de timp dintre acestea. O astfel de structur ă pentru oanumită grupă de utilaje poate ar ăta ca în figura 8.3.
R k R k R c1 R c2 R c1 R c12 R c1
R t R t R t R t R t R t R t R t R t R t R t R t
Fig. 8.3. O variantă de structur ă a unui ciclu de reparaţii
În graficul de mai sus R K (reparaţii capitale), R c1
(reparaţii curente de gradul I), R c2 (reparaţii curente de gradulII), şi R t (revizii tehnice) specifice sistemului de reparaţii preventiv-planificat.
Pentru întocmirea planului de reparaţii este necesar să sedetermine durata ciclului de reparaţii în zile calendaristice.Relaţia după care se determină aceasta este următoarea:
cld
RK
R iisi
SS
RK er K nt
ND
TD
t
⋅⎟⎟
⎠
⎞
⎜⎜
⎝
⎛ ⋅+
⋅= ∑
=
,
unde:TRK - timpul de funcţionare al utilajului între două
reparaţii capitale;
Ds - durata unui schimb de lucru, exprimată în ore; Ns - numărul de schimburi;
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 159
tsi - timpul maxim admis de staţionare în fiecare
intervenţie tehnică, în zile lucr ătoare;ni - numărul de intervenţii de acelaşi fel din cadrulciclului de reparaţii;
K cld- coeficient de transformare din zile efective în zilecalendaristice.
Pentru fiecare utilaj în parte se întocmeşte planul dereparaţii, ţinând cont de data calendaristică la care a avutloc ultima intervenţie tehnică în anul precedent. Pentrufiecare intervenţie tehnică, care urmează a fi executată pentru anul pentru care se întocmeşte planul de reparaţii, sedetermină intervalul de timp, în zile, începând cu ziua cânda avut loc ultima intervenţie tehnică în anul precedent.Acest interval de timp se determină în zile calendaristicedupă următoarea relaţie:
cld
1r
1isi
SS
K t ND
nHT ⋅⎟⎟
⎠
⎞⎜⎜⎝
⎛ +
⋅⋅
= ∑−
=
,
unde:T- intervalul de timp, în zile calendaristice de la ultima
intervenţie din anul precedent până la o anumită
intervenţie din intervalul precedent;H - timpul de funcţionare a utilajului între două intervenţii consecutive, exprimat în ore;
∑−
=
1r
1isit - timpul total de staţionări ale utilajului în
intervenţiile precedente din anul pentru care seîntocmeşte planul de reparaţii;

5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de între ţ inere şi reparare a utilajelor 160
Durata de execuţie a unei reparaţii exprimată în zile
calendaristice este dată de relaţia:
K nd N
tD
ssm
n
⋅⋅⋅= ,
unde:tn - timpul normat, în ore, pentru executarea unei
anumite intervenţii la un anumit utilaj; Nm - numărul de muncitori din formaţia de lucru care
execută intervenţia tehnică;ds - durata unui schimb, în ore;ns - numărul de schimburi;K - coeficientul de îndeplinire a normelor.Concomitent cu desf ăşurarea acestor activităţi, o atenţie
deosebită trebuie acordată stocurilor de piese de schimb necesare bunei desf ăşur ări a lucr ărilor de întreţinere şi reparare a utilajelor.
Stabilirea mărimii stocului de piese de schimb se
calculează cu relaţia:
z
mzf ps N
CDS
⋅= ,
unde:Df - durata ciclului de fabricare a pieselor de schimb
sau de aducere a lor de la furnizor;
Nz - numărul zilelor lucr ătoare din cadrul unei luni;Cmz - consumul mediu zilnic de piese pentru activitateade reparaţii.
Se recomandă nominalizarea prin grafice anuale a tuturor reparaţiilor capitale necesare, cu precizarea necesarului de piesede schimb, a executantului şi a termenelor de realizare a acestora.
Totodată, se va acorda atenţie respectării graficelor de
realizare a reviziilor tehnice şi a reparaţiilor curente.
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 161
8.2.4. Stabilirea momentului optim de înlocuire a utilajelor
În cadrul secţiilor productive şi nu numai, funcţionareaîn condiţii de eficienţă a utilajelor este limitată în timp,deoarece de la un moment dat uzura fizică a acestora impuneefectuarea unor cheltuieli foarte mari cu întreţinerea şifuncţionarea lor, fapt ce determină scoaterea din funcţionare şiînlocuirea cu altele noi.
Stabilirea momentului optim de înlocuire a unui utilaj,
se determină cu ajutorul următoarei relaţii de calcul:
∑γ
∑ γ⋅+⟩
=
−
=
−
+ n
1 j
1 j
n
1 j
1 j j
1n
CA
C ,
unde:
1nC + - cheltuielile de întreţinere şi reparare a utilajuluiîn anul n+1 de funcţionare;
A - cheltuielile de achiziţie a utilajului la ultimaachiziţionare;
C j - cheltuielile de întreţinere şi reparare în anul j defuncţionare al ultimei achiziţii;
d1
1
+
=γ , unde d reprezintă procentul de taxe şi
dobânzi cumulate, folosite în scopul actualizăriicheltuielilor.
Deci, momentul optim de înlocuire este dat de anulanterior celui pentru care cheltuielile de întreţinere şi repararedepăşesc suma cheltuielilor de achiziţie, întreţinere şi funcţio-nare actualizate.
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de între ţ inere şi reparare a utilajelor 162
8.2.5. Unele metode moderne de executare a reparaţiilor
utilajelorÎn decursul timpului s-au folosit diferite metode de
executare a lucr ărilor de întreţinere şi reparaţii a utilajelor.Reducerea duratei de execuţie a acestora depinde foarte
mult de metoda utilizată, dintre cele mai eficiente sunt:1. metoda de reparare pe subansamble:- se caracterizează prin aceea că la întreprinderile cu un
număr mare de utilaje de acelaşi fel, se creează unstoc de subansamble în stare de funcţionare; acestesubansamble vor înlocui subansamblele uzate dincadrul utilajelor care urmează să fie reparate, după care subansamblele defecte vor fi reparate şi vor intraîn componenţa stocului de subansamble funcţionale;
- această metodă reduce foarte mult timpul de repararea utilajelor şi, deci, creşte timpul de funcţionare alacestora, cu toate consecinţele favorabile care decurgde aici.
2. metoda de reparare după principiul liniilor de produc ţ ie în flux:
- se foloseşte pentru acele utilaje care necesită demon-tarea de pe fundaţii şi transportarea lor în atelierul dereparaţii (în cazul reparaţiilor capitale); în cadrul
acestui atelier, pentru executarea reparaţiilor se vor putea utiliza acele posibilităţi oferite de liniile de producţie în flux din cadrul secţiilor de bază aleîntreprinderii.
Metoda adoptată depinde, evident, de specificul activi-tăţii întreprinderii, de decizia echipei manageriale, având învedere că punerea în practică a uneia din metodele prezentatemai sus presupune şi anumite eforturi financiare şi materiale.
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 163
8.3. CĂI DE CREŞTERE A EFICIENŢEI ACTIVITĂŢII
DE ÎNTREŢINERE ŞI REPARARE A UTILAJELOR Întreţinerea şi repararea utilajelor trebuie să se
finalizeze în reparaţii de calitate superioar ă, cu costuri câtmai mici şi cu o durată cât mai redusă. În acest sens echipamanagerială a întreprinderii, va trebui să aibă în atenţie uneleaspecte, cum ar fi:
1) limitarea cheltuielilor legate de înlocuirea pieselor
uzate; cheltuielile necesare pentru obţinerea pieselor noi nutrebuie să depăşească cheltuielile cu piesele vechi; costurile deexecuţie a activităţii de întreţinere şi reparare a utilajelor repre-zintă, de regulă, o pondere de 12-18% din volumul cheltuielilor comune de secţie, de aceea nivelul acestora trebuie să înregis-treze o scădere continuă;
2) creşterea duratei de funcţionare a utilajelor între două reparaţii succesive, prin folosirea unor piese de schimbrezistente la uzur ă, prin creşterea fiabilităţii şi durabilităţiiacestora;
3) reducerea cheltuielilor legate de montarea şi demon-tarea utilajelor, prin mecanizarea executării acestor operaţii;
4) folosirea pe scar ă largă a metodei de reparare pesubansamble şi a metodelor pe baza principiilor liniilor de producţie în flux;
5) folosirea procedeelor de recondiţionare şi refolosire a pieselor uzate ş.a.Organizarea modernă a activităţii de întreţinere şi
reparare a utilajelor presupune existenţa unor întreprinderispecializate în executarea acestei activităţi, ceea ce ar presupunerepararea utilajelor într-un timp scurt, în condiţii de calitatesuperioar ă şi cu costuri reduse.
Legat de domeniul întreţinerii şi repar ării utilajelor este
activitatea de modernizare a acestora, având în vedere că pe parcursul funcţionării lor, unele subansamble sunt supuse
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de între ţ inere şi reparare a utilajelor 164
proceselor de uzur ă fizică şi morală. Dacă uzura fizică poate fi
îndepărtată prin acţiuni de întreţinere şi reparare a utilajelor,uzura morală poate fi încetinită prin activitatea de modernizarea utilajelor.
Prin modernizarea unui utilaj se urmăreşte asigurareafuncţionării acestuia, la parametrii tehnico-economici cât maiapropiaţi de cei ai utilajelor noi. Modernizarea utilajelor poate fiefectuată în două moduri:
a) o dat ă cu executarea activit ăţ ii de repara ţ ie
capital ă ; b) în mod independent, ca ac ţ iune de sine st ă t ă toare.Ca urmare a acţiunii de modernizare a utilajelor creşte
randamentul acestora şi precizia în funcţionare, asigurând înacest fel creşterea volumului de producţie, îmbunătăţireacalităţii produselor şi reducerea cheltuielilor de producţie.
Pentru realizarea modernizării unui utilaj se urmărescmai multe obiective:
1. sporirea vitezei de lucru a utilajului, a puteriielectromotoarelor şi perfecţionarea diferitelor elemente con-structive;
2. automatizarea comenzilor şi introducerea unor dispo-zitive cu acţiune rapidă;
3. mărirea rezistenţei la uzur ă a utilajelor prin folosireaunor piese cu fiabilitate ridicată;
4. perfecţionări constructive ale motoarelor, automati-zarea comenzilor şi mecanizarea proceselor de lucru manuale.Deoarece activitatea de modernizare este foarte
complexă, necesitatea şi oportunitatea efectuării acesteia va fistabilită de un studiu tehnico-eocnomic întocmit în prealabil.
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 165
Capitolul 9
SISTEME DE ORGANIZARE A PROCESELOR
AUXILIARE
9.1. MANAGEMENTUL PROCESELOR AUXILIARE – O PROBLEMĂ DE ACTUALITATE ÎN ÎNTREPRINDERILE
MODERNE
Creşterea şi diversificarea producţiei industriale,conjugată cu intensificarea activităţii de introducere a progresului tehnic în firmele industriale, a determinataccentuarea procesului de specializare a activităţilor pe baza principiului diviziunii sociale a muncii. Astfel, o serie deactivităţi, care asigur ă condiţiile normale pentru desf ăşurarea procesului de producţie de bază sau amplificat, au că pătat noivalenţe şi un cadru propriu de organizare. A crescut rolul şiimportanţa lor în realizarea activităţii de bază a firmei41.
În contextul actual, procesele de producţie de bază pot firealizate ritmic şi cu eficienţă sporită numai dacă se asigur ă:
echiparea maşinilor şi utilajelor cu SDV-uri la nivelul cerin-ţelor actuale; restructurarea maşinilor şi utilajelor; întreţinereaşi repararea la termen a activelor fixe etc.
Având în vedere importanţa activităţii auxiliare lanivelul firmelor industriale, trebuie acţionat în direcţiaintroducerii concepţiilor şi metodelor moderne de organizare,de dotare cu active fixe noi şi perfecţionate, de îmbunătăţire
41 Dima, I.C., Nedelcu, M.V., Managementul produc ţ ie industriale,Ed. Didactică şi Pedagogică, Bucureşti, 1999
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a proceselor auxiliare166
a gradului de utilizarea a capacităţii de producţie, de ridicare a
nivelului de calificare a executanţilor etc.După unii autori,42 activit ăţ ile auxiliare reunesc proceselede muncă prin care se asigur ă, din surse proprii ale întreprinderii,energia electrică, termică, aburul tehnologic, apa, deci resurseleenergetice.
În scopul coordonării judicioase şi eficiente a activităţii dementenanţă, directorul/inginerul şef/şeful de secţie (în funcţie destructura organizatorică specifică întreprinderii) elaborează strategia
funcţională. Interven ţ ia managerului general în acest domeniu semanifestă încă de la început, din etapa alegerii surselor de energie.Pe baza unui studiu comparativ al cheltuielilor, managerul adoptă decizia cu privire la cumpărarea sau producerea energiei. Înadoptarea deciziei respective, managerul analizează avantajelecumpăr ării energiei, ale producerii ei şi ale combinării celor două metode. De asemenea, managerul, ţinând seama de tipurile de utilajefolosite, alege utilajul corespunzător şi organizează activitatea pentru elaborarea programului de reducere a costurilor cu energia. Înacest scop, el urmăreşte obţinerea unui coeficient de sarcină ridicat, aunui factor de putere ridicat, precum şi măsurile de utilizare economică acombustibilului şi de eliminare a risipei. În mod asemănător procedează managerul general şi în celelalte domenii ale activităţii de mentenanţă.
Proiectarea unei structuri formale şi informale raţionalea întreprinderii, corelată cu volumul de activitate necesar
desf ăşur ării producţiei de bază, în care sarcinile executanţilor sunt bine precizate, asigur ă premisele ca activităţile auxiliare să-şiaducă o contribuţie însemnată la obţinerea unor rezultatesuperioare în firmă.
Fiecare compartiment al firmei, unde se desf ăşoar ă activităţi auxiliare (producerea de SDV-uri, gospodăriaenergetică şi de utilităţi etc.), are sarcini şi forme proprii deorganizare a activităţii, aducându-şi o contribuţie însemnată
42 Petrescu, I., Psihologie managerial ă , Ed. Lux Libris, Braşov, 1998
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 167
la desf ăşurarea proceselor de producţie de bază în condiţii
eficiente.În principal, acestor compartimente le revin următoarele sarcini :
- creşterea producţiei de bază prin asigurarea condiţiilor optime de desf ăşurare a proceselor de fabricaţiefolosind elementele de progres tehnic;
- perfecţionarea şi îmbunătăţirea propriilor activităţi cuforme superioare de organizare şi de dotare;
- creşterea productivităţii muncii atât în cadrul comparti-mentelor specifice, cât şi pe ansamblul firmei;
- reducerea costurilor de fabricaţie şi a costurilor propriilor activităţi etc.
Urmărirea şi controlul modului în care se desf ăşoar ă activităţile în aceste compartimente, efectuarea unor analizeeconomice şi studii de raţionalizare, asigur ă posibilitatea
stabilirii celor mai raţionale metode manageriale pentruactivităţile auxiliare.
9.2. ASIGURAREA CU ENERGIE A UNEIÎNTREPRINDERI DE PRODUCŢIE INDUSTRIALĂ
9.2.1. Importanţa şi obiectivele activităţii de asigurare cu
energie
În conjunctura tehnico-ştiinţifică contemporană produc-ţia de energie electrică reprezintă un factor de producţie principalîn orice firmă industrială, iar sectorului energetic al întreprinderiiîi revin o serie de sarcini dintre care enumer ăm:
- asigurarea alimentării firmei la timp şi în cantităţile
necesare cu toate felurile de energie;- folosirea raţională şi economicoasă a energiei;
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a proceselor auxiliare168
- asigurarea exploatării raţionale a instalaţiilor din
secţiile direct productive;- ridicarea randamentului consumului de energie;- asigurarea mecanizării şi automatizării producţiei etc.Actualmente, sectorul energetic al firmei industriale
cuprinde:- instala ţ ii producă toare de energie, care au ca scop
obţinerea energiei de diferite feluri (electrică, termică, aer comprimat etc.);
- instala ţ ii de acumulare şi de transformare a energiei (acumulator de aburi, acumulatori electrici, posturi de transfor-mare a energiei electrice etc.);
- instala ţ ii de transport şi de distribu ţ ie a energiei (reţelede abur, de apă caldă, telecomandă etc.);
- instala ţ ii consumatoare de energie în afara sec ţ iilor de produc ţ ie şi legate de procesele tehnologice (instalaţii de încălziretehnologic
ă, cuptoare industriale etc.);
- instala ţ ii consumatoare de energie nelegate de proce- sele tehnologice ale produc ţ iei specifice (instalaţii de iluminat, deîncălzire etc.).
Organizarea sectorului energetic difer ă de la o întreprin-dere la alta în funcţie de volumul şi de complexitatea activităţiienergetice, de mărimea firmei, de tipul de producţie, de felul produselor fabricate şi de natura proceselor tehnologice.
Asigurarea energiei electrice şi termice se poate faceatât în sistem centralizat cât şi în sistem descentralizat prinfor ţe proprii. De preferat prima variantă deoarece permitefirmelor industriale să se aprovizioneze în condiţii avantajoase, să se alimenteze neîntrerupt cu energie şi să asigure energie decalitate (abur la presiune şi temperatur ă optimă etc.).
Factorul determinant în producţia de energie electrică esteconsumul de energie impus de necesităţile consumatorilor, caresunt diferiţi şi nu toţi consumă aceeaşi cantitate de energie în oricemoment. Din aceste considerente trebuie să se ţină cont de curba
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 169
consumului de energie, care în general are un aspect neuniform
pe zile, să ptămâni, luni sau ani.Desf ăşurarea proceselor de producţie în cadrul uneiîntreprinderi presupune un consum important şi de alte feluri deenergie, cum ar fi spre exemplu abur, gaze, aer comprimat etc.
Necesarul de energie este asigurat de un ansamblu deunităţi energetice, producătoare de energie, dintre care maiimportante sunt: centrala electrică, centrala producătoare de apă caldă, abur, aer comprimat, staţia generatoare de oxigen,
acetilenă etc. Toate aceste subunităţi de producţie fac parte dingrupa secţiilor auxiliare ale întreprinderii industriale.
Importan ţ a organizării în condiţii cât mai bune aactivităţii de producere şi transport a acestor tipuri de energie,rezultă din faptul că întreprinderea industrială este o mareconsumatoare de energie. Astfel, întreprinderile industrialeconsumă aproximativ 2/3 din cantitatea totală de energie produsă în sistemul energetic naţional şi 1/2 din cantitatea totală de combustibil folosită în economie43.
În cadrul întreprinderilor există un compartiment energetic,încadrat cu personal specializat şi care dispune de o bază materială corespunzătoare. Dintre atribu ţ iile compartimentului energeticreţinem44:
determinarea necesarului de energie electrică, termică,de abur şi de apă;
asigurarea cantităţilor de energie electrică, termică, abur tehnologic, apă, la nivelul planificat, în mod ritmic; folosirea în mod complet a capacităţii instalaţiilor energetice; livrarea energiei la parametrii de consum, de calitate
superioar ă şi la un cost cât mai redus; raţionalizarea consumului de energie;
43 Badea, F., op.cit.44 Petrescu, I., op.cit.
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a proceselor auxiliare170
reducerea pierderilor în procesul de producţie, trans-
port şi consum.În întreprinderi activitatea de mentenan ţă este organizat ă sub formă de direcţie mecano-energetică sau ca fabrică mecano-energetică şi de asigurare cu utilităţi, ori ca secţie. Aceste structuriorganizaţionale de mentenanţă sunt conduse fie de un director, fie de uninginer şef sau de un şef de secţie. Partea funcţională şi de producţie aunităţii/subunităţii de mentenanţă este constituită din:
- serviciul (biroul) mecanic-şef;
- serviciul (biroul) energetic-şef;- secţii şi ateliere de mentenanţă;- serviciul (biroul) economic: financiar, contabilitate,
personal-salarizare;- alte servicii (birouri).Organizarea activităţilor energetice în instalaţiile de
producere şi de transport a energiei este influenţată de particu-
larităţile procesului de consum al acesteia şi anume:a) simultaneitatea între momentul producerii şimomentul consumului energetic;
b) consum neuniform pe durata unei zile de muncă încare nu se pot crea stocuri la dispoziţia întreprinderii.
Se manifestă tot mai mult tendinţa ca diferitele feluri deenergie să fie produse de întreprinderi specializate, la dispoziţiaîntreprinderii existând subunităţi de producere a acestor tipuri
de energie doar pentru situaţii de avarii în sistemul energeticnaţional.
9.2.2. Planificarea necesarului de energie
Pentru determinarea consumului curent de energie decătre o întreprindere se folosesc balanţele energetice.
Balan ţ ele energetice sunt instrumente de măsurare anecesarului energetic al consumatorilor pe destinaţii de folosire
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 171
a energiei, cât şi diferitele surse energetice de acoperire a
acestui necesar 45
.În cadrul întreprinderilor folosirea energiei poate aveadiverse destinaţii, în funcţie de specificul activităţii de produc-ţie, în principal pentru scopuri tehnologice, pentru for ţa motrice, pentru încălzit, pentru iluminat ş.a.
În cadrul întreprinderilor de producţie industrială seîntocmesc balanţe energetice par ţiale pentru diferitele tipuri deenergie şi o balanţă energetică generală obţinută pe baza datelor din balanţele energetice par ţiale.
O balanţă energetică echilibrată trebuie să aibă totalulnecesar de energie egal cu totalul surselor de acoperire.
În acelaşi mod se întocmesc şi balanţele pentru aer comprimat, abur şi combustibil.
Determinarea necesarului de energie electrică se face înmod diferenţiat după cum energia electrică este consumată în
scopuri tehnologice, pentru for ţ a motrice sau pentru iluminat .1) Necesarul de energie electrică folosită în scopuri
tehnologice se determină pe baza normelor de consum peunitatea de produs cu ajutorul relaţiei:
∑=
⋅=n
1k k k et ncQ N ,
unde: Net - necesarul de energie electrică pentru scopuri
tehnologice;Qk - cantitatea din produsul k;nck - norma de consum de energie electrică pe unitatea
de produs k.
45 Badea, F. op.cit .
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a proceselor auxiliare172
2) Necesarul de energie electrică pentru for ţ a motrice a
diferitelor maşini şi instalaţii se determină cu ajutorul relaţiilor:a)
R K
K ncT N Ne
p
sf ufm
⋅
⋅⋅⋅= ,
unde:
fm Ne - necesarul de energie electrică pentru for ţamotrice;
Nu - numărul de utilaje acţionate electric;T
f - timpul de funcţionare al unui utilaj pe perioada de
calcul a necesarului de energie electrică;nc - norma de consum pe ora de funcţionare a utilajului;K s- coeficientul de simultaneitate al funcţionării
utilajelor;K p -coeficientul pierderilor de energie în reţea;R - randamentul motoarelor cu care sunt echipate utilajele.
b) R K
K K TP
Ne p
sk f k fm ⋅
⋅⋅⋅
= ,
unde:Pk - puterea instalată a motoarelor instalate pe maşini;K k - coeficientul de încărcare a utilajului.
3) Necesarul de energie electrică pentru iluminat sedetermină după relaţia:
⎟ ⎠
⎞⎜⎝
⎛ +⋅⋅⋅=
100
p1K TP Ne siii ,
unde:Pi - puterea instalată a punctelor de iluminat;Ti - timpul de iluminat pentru perioada considerată;K s - coeficientul de simultaneitate al funcţionării
punctelor de iluminat;
p/100 - procentul de pierderi de energie electrică în reţea.
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 173
Necesarul de energie pentru celelalte tipuri de energie se
stabileşte după metode specifice fiecărui tip. Astfel, pentrudeterminarea necesarului de abur, utilizat în scopuri tehnologicemetoda utilizată are la bază normele de consum tehnologic deabur pentru fiecare produs în parte. După aceeaşi metodă sestabileşte şi necesarul de aer comprimat şi combustibil pentruscopuri tehnologice.
Pentru determinarea necesarului de combustibil pentruîncălzit, exprimat în tone, se foloseşte relaţia:
1000
K ncngnzV Net
⋅⋅⋅⋅= ,
unde:V -volumul încă perilor care trebuie încălzite;nz - numărul zilelor de încălzit;ng - numărul de grade cu care trebuie ridicată
temperatura faţă de temperatura medie exterioar ă; înacest caz, ng = Te-Ti, unde:
Te - temperatura medie exterioar ă;.Ti - temperatura care trebuie menţinută în interior;nc - norma de consum de combustibil convenţional
necesar ridicării temperaturii cu un grad Celsius,într-o zi, la 1000 mc volum al încă perilor;
K - coeficientul de transformare din combustibil real.
Coeficientul „K” se determină cu relaţia:
cr
c
Pc
PcK = ,
unde:
cPc - puterea calorică a combustibilului convenţional
(7000 kcal/kg);
cr Pc - puterea calorică a combustibilului real.
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a proceselor auxiliare174
În continuare, după planificarea necesarului de energie,
echipa managerială a întreprinderii trebuie să ia măsurilenecesare pentru asigurarea consumatorilor cu energia necesar ă potrivit graficelor elaborate anterior.
Bilan ţ ul energetic se foloseşte pentru analiza proceselor de transformare a energiei şi evidenţierea posibilităţilor dereducere a consumului energetic. El se întocmeşte pentrufiecare contur energetic (volumul şi suprafeţele instalaţiilor faţă de care se iau în considerare intr ările şi ieşirile de energie) şi
este format din două grupe de indicatori:a) indicatori energetici care evidenţiază toate intr ă rile
de energie şi cele ob ţ inute în cadrul conturului energetic datorită unor reacţii în interiorul acestuia;
b) indicatorii care evidenţiază componentele energeticeutile folosite în interiorul conturului, precum şi cele livrate înafara acestuia sub formă de energii utile altor contururienergetice.
Evidenţiată cu ajutorul bilanţului energetic, ecuaţiagenerală a unui contur energetic, este următoarea:
Ei = Eu + Ep + El,unde:
Ei - suma energiilor intrate şi/sau produse în cadrulconturului energetic;
Eu - suma energiilor utile;Ep - suma pierderilor de energie;El - suma energiilor livrate în afara conturului în
scopul folosirii în alte procese.
9.2.3. Căi şi metode de reducere a consumului de energie
electrică şi combustibilului
În cadrul întreprinderilor moderne o preocupare major ă a echipelor manageriale este aceea de reducere a ponderii
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 175
cheltuielilor cu energia şi combustibilul în costurile de
producţie ale produselor.De aceea, managerii întreprinderilor, sprijiniţi deajutoarele lor, iau măsuri de limitare a consumului de energie şicombustibil, cum ar fi:
- reducerea pierderilor în reţelele de transport aenergiei;
- normarea ştiinţifică a consumurilor energetice;- perfecţionarea tehnologiilor de fabricaţie;
- modernizarea sau înlocuirea instalaţiilor energeticecu randamente scăzute;
- îmbunătăţirea izolaţiei termice a instalaţiilor;- introducerea limitatoarelor de mers în gol;- echiparea utilajelor cu motoare cu o putere instalată
corespunzătoare;- ameliorarea factorului de putere şi aplatizarea curbei
de sarcină;- perfecţionarea organizării producţiei şi a muncii ş.a.
Aplicarea corectă şi consecventă a unor astfel de măsuriconduce la folosirea eficientă a energiei întreprinderilor.
9.3. MANAGEMENTUL ACTIVITĂŢII DE ASIGURARECU SCULE, DISPOZITIVE, VERIFICATOARE A UNEI
ÎNTREPRINDERI DE PRODUCŢIE INDUSTRIALĂ
9.3.1. Importanţa activităţii de asigurare cu SDV-uri şi
obiectivele secţiei de SDV-uri
Retehnologizarea firmelor industriale în perioada detranziţie depinde între altele - în bună măsur ă - de cantitatea şicalitatea SDV-urilor, de modul în care acestea sunt concepute,
fabricate şi utilizate în procesul de producţie. Ele au rol foarteimportant în crearea condiţiilor favorabile pentru realizarea
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a proceselor auxiliare176
sarcinilor de producţie, contribuind la creşterea gradului de
înzestrare tehnică a produselor, a operaţiilor şi locurilor de muncă executanţilor individuali şi colectivi.În întreprinderile constructoare de maşini, unde se
folosesc SDV-uri de tipodimensiuni diferite şi în cantităţi mari,trebuie acordată o atenţie deosebită tuturor activităţilor, careconlucrează la asigurarea locurilor de muncă cu SDV-urilenecesare. Lipsa de SDV-uri poate conduce la dereglarea procesului de producţie şi nerealizarea programului de producţie.
Importan ţ a activităţii de asigurare cu SDV-urilenecesare, rezultă în primul rând din faptul că volumulcheltuielilor ocazionate de fabricarea şi utilizarea SDV-urilor are o pondere însemnată în costul producţiei industriale; astfelaceste cheltuieli sunt de 8-15% pentru producţia de masă, 6-8% pentru producţia de serie mare, între 4-6% pentru producţia deserie mică şi 3-4% la producţia individuală.
Nomenclatorul de SDV-uri din cadrul unei întreprinderide producţie industrială ajunge uneori până la câteva zeci de miide tipuri de astfel de echipamente tehnologice.
Asigurarea întreprinderii cu SDV-urile necesare poate firealizată în două moduri:
a) prin aprovizionarea de la întreprinderi specializate înfabricarea acestora;
b) prin fabricarea lor în secţia sau atelierul propriu de
sculărie.O problemă deosebită în activitatea întreprinderii se pune în legătur ă cu depozitarea, păstrarea şi distribuireaSDV-urilor. În vederea depozitării SDV-urilor, în cadrulîntreprin-derii există un depozit (magazie) central de SDV-uri,iar în cadrul unităţilor de producţie există magazii de păstrare şidistribuire.
În cazul în care fabricarea SDV-urilor se face în cadrul
întreprinderii, se creează o secţie sau un atelier de SDV-uri propriu, dotat cu utilajele şi personalul corespunzător.
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 177
Pentru creşterea eficienţei activităţii de producţie, se
recomandă achiziţionarea SDV-urilor de la întreprinderile spe-cializate, urmând ca cele specifice fabricaţiei întreprinderii să seexecute în cadrul secţiei proprii de sculărie.
Pentru realizarea unor SDV-uri corespunzătoare şi la uncost acceptabil, gospodăria de SDV-uri are o serie de atribuţii principale între care amintim:
- stabilirea necesarului şi a stocului optim deSDV-uri;
- asigurarea SDV-urilor necesare din producţia proprie sau prin aprovizionare;
- organizarea producţiei în sculăria proprie;- organizarea depozitării SDV-urilor;- alimentarea secţiilor de producţie şi a locurilor de
muncă cu SDV-uri;- organizarea repar ării, recondiţonării şi ascuţirii
SDV-urilor;- utilizarea raţională a SDV-urilor şi reducerea
cheltuielilor necesare folosirii lor;- asigurarea calităţii şi omologarea SDV-urilor etc.
9.3.2. Tipologia SDV-urilor
În orice întreprindere există un număr mare de SDV-uriîn circulaţie, iar pentru păstrarea şi evidenţa simplificată a lor este necesar ă clasificarea şi codificarea acestora.
Cele mai des utilizate sisteme de clasificare şi decodificare a SDV-urilor sunt: sistemul de numerotare în
ordine cronologică ; sistemul memonic cu litere; sistemul culitere şi cifre zecimale; sistemul zecima. În principal SDV-urile sunt clasificate în următoarea ordine: grupă, subgrupa,
fel şi variantă.
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a proceselor auxiliare178
Se cunosc trei grupe principale de SDV-uri şi anume:
- normale (standardizate), care corespund standardelor învigoare şi sunt destinate folosirii generale în toate firmele;- nominalizate, utilizate la operaţii asemănătoare ale
procesului de fabricaţie mai multe produse şi se execută după norme interne de tipizare;
- speciale, folosite într-o anumită firmă pentru executareaunor produse sau pentru realizarea unor operaţii specifice şi serealizează după desene speciale de execuţie.
În întreprinderile româneşti cel mai des folosit sistemeste sistemul zecimal de clasificare şi codificare.
Potrivit acestui sistem, diferitele SDV-uri din industriaconstrucţiilor de maşini, de exemplu, se împart în zece grupenumerotate de la 0 la 9, în funcţie de destinaţia acestora.
Fiecare grupă se împarte în 10 subgrupe, fiecaresubgrupă în 10 feluri şi fiecare fel în 10 variante.
Astfel, spre exemplu, cuţitul de strunjit longitudinal cutăiş suplimentar are numărul 2102, în cadrul căruia fiecare cifr ă exprimă: 2-grupa: scule aşchietoare; 1- subgrupa: cuţite; 0-felul: pentru strunjit longitudinal; 2-varianta: cu tăiş suplimentar.
Odată cu clasificarea SDV-urilor se face şi codificareaacestora. Numărul de cod al SDV-urilor este format din două grupe de câte patru cifre separate printr-o liniuţă.
Prima grupă de patru cifre poartă denumirea de număr
caracteristic şi defineşte caracteristicile constructive şi deexploatare ale SDV-ului.Cea de-a doua grupă poartă numele de număr succesiv şi
defineşte tipodimensiunea SDV-ului.Cuţitul de strung pentru strunjit longitudinal cu tăiş
suplimentar are codul 2102-0483.Se mai poate folosi şi alt criteriu de clasificare a SDV-
urilor şi anume în funcţie de gradul de specializare al acestora.
Potrivit acestui criteriu există două grupe mari de SDV-uri:universale şi speciale.
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 179
Grupa SDV-urilor universale cuprinde acele SDV-uri
folosite pentru executarea unei categorii de lucr ări la toate produsele fabricate în întreprindere, iar cele speciale suntfolosite doar pentru prelucrarea unui produs sau a uneianumite piese.
9.3.3. Stabilirea necesarului de SDV-uri şi a mărimii
stocurilor de SDV-uri
9.3.3.1. Calcularea necesarului de SDV-uri
Asigurarea ritmică cu SDV-uri a locurilor de muncă impune planificarea necesarului anual pe fiecare fel de SDV în parte. Pentru rezolvarea acestei probleme este necesar să secunoască:
a) nomenclatorul de SDV-uri care urmează a fi utilizatîn cadrul întreprinderii;
b) metodele de calcul al necesarului de SDV-uri pentrufiecare tip în parte.
Nomenclatorul de SDV-uri pentru tipul de producţie deserie mare sau de masă se precizează pentru fiecare produs sau piesă în parte într-un document numit „Lista de SDV-uri”.Pentru producţia de serie mică sau individuală nomenclatorul de
SDV-uri se stabileşte pe baza unui document numit „Fişă deechipament tehnologic” specifică fiecărui utilaj sau loc demuncă. Pe baza cunoaşterii acestui nomenclator, a operaţiilor care se vor executa şi a normelor de consum de SDV-uri secalculează necesarul anual de SDV-uri.
Metodele de calcul al necesarului de SDV-uri cele maiutilizate sunt următoarele:
1. Metoda pe baza normelor de consum;
2. Metoda statistică ;3. Metoda pe baza normelor de echipare tehnologică .
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a proceselor auxiliare180
1. Metoda pe baza normelor de consum asigur ă un
calcul exact al necesarului de SDV-uri pentru fiecare tip deSDV-uri în parte, în funcţie de felul produselor care vor fi prelucrate şi normele de consum specifice de SDV-uri peunitatea de produs, cu ajutorul următoarei relaţii:
k
n
lk k s ncQC ⋅∑=
=,
unde:Qk - cantitatea ce urmează a se prelucra din produsul k;nck - norma de consum de SDV-uri pe unitatea de
produs.
Norma de consum de SDV-uri se determină în moddiferit în funcţie de tipul de SDV utilizat în procesul de producţie. Vom exemplifica modul de determinare al normei de
consum de SDV-uri pentru grupa sculelor aşchietoare şi pentrucea a instrumentelor de măsurat.Pentru sculele aşchietoare norma de consum se deter-
mină după următoarea relaţie:
muz
mc T
tn = ,
unde: tm - timpul mecanic de prelucrare pe unitatea de produs;Tmuz - timpul mecanic până la uzura completă a sculei
aşchietoare.
Timpul mecanic până la uzura completă a sculeiaşchietoare se poate determina după relaţia:
( ) ( ),K 1t1 Nr Tmuz −⋅⋅+=
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 181
unde:
Nr - numărul de reascuţiri ale sculei aşchietoare după prima utilizare;t - timpul de utilizare al sculei aşchietoare între două
reascuţiri;K - coeficient de pierderi în utilizarea timpului de lucru
al sculei aşchietoare datorită calităţii şi modului deexploatare al acesteia.
Numărul de reascuţiri ale sculei aşchietoare se poatedetermina după relaţia:
l
L N r = ,
unde:L - lungimea păr ţii aşchietoare a sculei;
l - grosimea stratului aşchietor care se îndepărtează la oreascuţire.
În concluzie, norma de consum de scule aşchietoare estedată de relaţia:
( )K ltll
Lt
nc m
−⋅⋅⎟ ⎠
⎞⎜⎝
⎛ +
= .
Înlocuind valoarea normei de consum în relaţia de calcula necesarului de SDV-uri se obţine relaţia generală de calcul anecesarului de scule aşchietoare:
( )K lt1lL
tQ
C
n
1k mk
s
k
−⋅⋅⎟ ⎠ ⎞⎜⎝ ⎛ +
⋅
=∑= .
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a proceselor auxiliare182
Pentru calculul necesarului de scule aşchietoare mai pot
fi utilizate următoarele metode de calcul:a) pentru unele întreprinderi industriale calculul necesa-rului de scule aşchietoare se face la 1 000 de produse prelucratedupă relaţia:
muz
m1000 T
1000tCs
⋅= ;
b) pentru situaţiile în care tipul producţiei este deunicate, necesarul de scule aşchietoare se face pentru fiecaregrupă de maşini consumatoare de un anumit tip de sculă aşchietoare, după relaţia:
muz
sm
T
K K MCs
⋅⋅= ,
unde:M - numărul de maşini-ore de funcţionare a grupei de
maşini;K m - ponderea timpului de lucru mecanic în totalul
timpului de funcţionare;K s - ponderea timpului mecanic al unei anumite scule
aşchietoare.
Pentru instrumentele de măsurat norma de consum peunitatea de produs se determină după relaţia:
, N
Nnc
muz
mp=
unde:
Nmp - numărul de măsur ători ce se vor executa cuinstrumentul de măsurat pe unitatea de produs;
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 183
Nmuz - numărul de măsur ători care se pot face cu
instrumentul de măsurat până la uzura completă a acestuia.
Numărul de măsur ători până la uzura completă ainstrumentului de măsurat se determină după relaţia:
( ) ( )K 1T N1 Nr N uzmmmuz −⋅⋅+= ,
unde: Nr – numărul posibil de repartiţii ale instrumentului demăsurat;
Nmm – numărul de măsur ători ce pot fi efectuate pe unmicron de uzur ă;
Tuz – toleranţa la uzur ă a instrumentului de măsurat;K – coeficientul de pierderi în folosirea timpului de
lucru a instrumentului de măsurat.
Înlocuind în relaţia generală de calcul a necesarului deSDV-uri, se obţine relaţia de calcul a necesarului deinstrumente de măsurat:
( ) ( )K 1T N1 Nr
NQ
Cuzmm
n
1k
mpk k
im−⋅⋅+
⋅
=
∑= ,
unde notaţiile păstrează aceeaşi semnificaţie.
2. Metoda statistică permite stabilirea consumului deSDV-uri la 1000 lei producţie sau la 1000 ore de funcţionare autilajului, pe baza unor date statistice din perioada de baz
ă.
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a proceselor auxiliare184
Consumul de SDV-uri la 1000 lei producţie se stabileştecu ajutorul unui coeficient, conform rela
ţiei:
P
SDV1 V
VK = ,
unde:VSDV - valoarea consumului de SDV-uri din perioada de
bază;VP - valoarea producţiei exprimată în mii lei, în perioada
de bază.
Pentru stabilirea consumului de SDV-uri pentru perioada curentă se utilizează relaţia:
,VK CCP1SDV ⋅=
unde:VPc - valoarea producţiei, exprimată în mii lei, pentru
perioada curentă.
Consumul de SDV-uri la 1000 ore de funcţionare se stabileşteîn mod asemănător cu ajutorul unui coeficient conform relaţiei:
h
SDV2 N
VK = ,
unde: N
h– num
ărul de mii de ore de func
ţionare ale utilajului
în perioada de bază.
Pentru calculul consumului de SDV-uri pentru perioadacurentă se utilizează relaţia:
CSDV = K 2. Nhc,
unde:
Nhc - reprezintă numărul de mii de ore de funcţionare aleutilajului în perioada curentă.
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 185
Cu această metodă se obţin rezultate bune atunci când
structura producţiei din perioada de bază este comparabilă custructura acesteia din perioada curentă.
3. Metoda pe baza normelor de echipare tehnologică ţine seama de numărul locurilor de muncă consumatoare deSDV-uri şi de felul SDV-urilor cu care trebuie echipate locurilede muncă. Pentru determinarea necesarului de SDV-uri cuajutorul acestei metode se utilizează relaţia:
muz
n
1k k k
SDV T
tsl
C∑=
⋅
= ,
unde:lk - locul de muncă k;tsk - timpul de folosire a SDV-lui la locul de muncă k.
9.3.3.2. Stabilirea stocurilor de SDV-uri
Asigurarea consumului curent de SDV-uri necesită dimensionarea corectă a mărimii stocurilor acestora. Această activitate se desf ăşoar ă pentru fiecare tip de SDV-în parte.
Astfel, pentru fiecare tip de SDV se determină un stoctotal la nivelul întreprinderii după următoarea relaţie:
updct SSS += ,
unde:St - stocul total la nivel de întreprindere;Sdc - stocul din depozitul central;Sup - stocul la nivelul unităţilor de producţie.
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a proceselor auxiliare186
a) Stocul din depozitul central este format din stocul
curent şi din stocul de siguranţă şi se determină după relaţia:Sdc = Sc + Ssig,
unde:Sc - stocul curent;Ssig - stocul de siguranţă.
Stocul curent reprezintă cantitatea de SDV-uri necesar ă asigur ării consumului acestora în intervalul dintre două livr ărisau pe perioada fabricării lor în cadrul întreprinderii.
Stocul de siguran ţă reprezintă cantitatea de SDV-uricare trebuie să existe la dispoziţia întreprinderii pentruasigurarea continuităţii procesului de fabricaţie în cazul apariţieiunor anomalii în aprovizionarea cu SDV-uri sau în fabricareaacestora.
b) Stocul din cadrul unit ăţ ilor de produc ţ ie se determină
după relaţia:slr slmcmsup SSSS ++= ,
unde:Scms - stocul curent aflat în magazia de SDV-uri a secţiei
de producţie;Sslm - stocul aflat pe diferitele locuri de muncă;Sslr - stocul aflat la diferitele locuri de reascuţire.
Stocul curent aflat în magazia de SDV-uri a sec ţ iei de produc ţ ie se determină după relaţia:
360
tCS a
cms⋅
= ,
unde:Ca - consumul anual de SDV-uri;
t - numărul de zile după care se reînnoieşte stocul deSDV-uri din cadrul secţiei de producţie.
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 187
Stocul de SDV-uri aflat pe locurile de muncă se
calculează cu ajutorul relaţiei:ns NmS Sslm ⋅⋅= ,
unde:m - numărul locurilor de muncă din cadrul secţiei de
producţie; Ns - numărul mediu de SDV-uri aflat pe un loc de
muncă în cadrul unui schimb de lucru;
ns - numărul de schimburi din cadrul unei zile de lucru.
Stocul de SDV-uri aflat pe locurile de reascuţire secalculează după o relaţie asemănătoare:
,ns NnS Sslr ⋅⋅=
unde:
n - numărul locurilor de reascuţire;Celelalte notaţii îşi păstrează aceeaşi semnificaţie.Pe ansamblul întreprinderii stocul total de SDV-uri este
dat de relaţia:
∑=
+=n
1k upk dcti SSS ,
unde: Stk - stocul total pe întreprindere;Sdc - stocul din depozitul central;Supk - stocul din unitatea (secţia) de producţie k;n - numărul de unităţi de producţie.
La nivelul depozitului central, stocul de SDV-uri secoordonează după sistemul maxim - minim.
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a proceselor auxiliare188
Astfel, Sdc este maxim când:
sigcdc SSS +=
şi este minim când:
Sd = Ssig.
Organizarea activităţii de aprovizionare cu SDV-uritrebuie să aibă în vedere menţinerea nivelului stocului între cele
două limite admisibile.Sursa de formare a stocurilor de SDV-uri din unităţile de
producţie o constituie stocul din depozitul central. Pentru astabili necesarul de aprovizionat dintr-un anumit tip de SDV seutilizează relaţia:
Na = Cs + Ssig - Si ,unde:
Na - necesarul de aprovizionat pe o perioadă de un an dezile;
Cs - consumul de SDV-uri planificat pentru aceeaşi perioadă;
Ssig - stocul de siguranţă;Si - stocul iniţial de la începutul anului.
9.3.4. Organizarea activităţii de distribuire şi păstrarea SDV-urilor pe locurile de muncă
Organizarea în bune condiţiuni a activităţii de distribuireşi păstrare a SDV-urilor presupune ca depozitul central să fiedotat cu dulapuri şi rafturi special amenajate, care să asigure păstrarea corespunzătoare a acestora, pe categorii. În felul
acesta se asigur ă şi o distribuire operativă a SDV-urilor înfuncţie de necesităţile locurilor de muncă.
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 189
Metodele de distribuire a SDV-urilor pe locurile de
muncă sunt diferite după cum SDV-urile sunt de folosinţă permanentă sau numai temporar ă. Distribuirea SDV-urilor de uz permanent se repartizează
muncitorilor pe baza documentului „Inventar de scule” în caresunt menţionate denumirea şi numărul de SDV-uri date înfolosinţa muncitorului.
Distribuirea SDV-urilor de uz temporar se face lacererea muncitorului, în funcţie de lucr ările care trebuie
executate pe baza sistemului jetoanelor.Sistemul jetoanelor se aplică în două variante:- cu un singur rând de jetoane;
- cu două rânduri de jetoane.Varianta cu un singur rând de jetoane constă în aceea că
muncitorul are la dispoziţie un număr de jetoane pe care le predă la magazia de SDV-uri, în schimbul cărora primeşte unnumăr echivalent de SDV-uri necesare. Magazionerul caredistribuie SDV-urile aşează jetoanele primite de la muncitori, înrafturile din care au fost distribuite SDV-urile. La restituireaSDV-urilor, muncitorul primeşte un număr de jetoane egal cunumărul SDV-urilor înapoiate. Numărul maxim de jetoane pecare le poate primi un muncitor este egal cu 10.
Varianta cu două rânduri de jetoane constă în acea că la eliberarea SDV-ului din magazie, un jeton cu numărul de
marcă al muncitorului se pune în raftul din care a fosteliberat acesta; al doilea jeton, cu numărul de cod al SDV-ului eliberat se pune într-un tablou de control în dreptulnumărului de marcă al muncitorului care a primit SDV-ul. La predarea SDV-ului muncitorul va primi jetonul corespunzător de pe tabloul de control.
Această variantă permite cunoaşterea în orice momenta SDV-urilor eliberate, precum şi a muncitorilor la care se
află acestea.
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a proceselor auxiliare190
Pentru a se evita pierderile de timp ale muncitorilor cu
primirea SDV-urilor, se recomandă aducerea acestora lalocurile de muncă de către muncitori auxiliari.
9.3.5. Măsuri de economisire a consumului de SDV-uri
Problema economisirii consumului de SDV-uri presu- pune un ansamblu de măsuri începând cu faza de proiectare şi
până la utilizarea acestora la locurile de muncă. Dintre acestemăsuri, mai importante sunt următoarele:
- proiectarea unor SDV-uri cu o durabilitate mare, prinfolosirea unor materiale rezistente şi cu tratamente corespun-zătoare;
- adoptarea unui regim de lucru corespunzător rezisten-ţei materialelor care vor fi prelucrate;
- organizarea eficientă a activităţii de ascuţire şi repararea SDV-urilor;
- depistarea şi înlăturarea cauzelor care provoacă o uzur ă rapidă a SDV-urilor.
Economisirea consumului de SDV-uri va trebui să seconstituie ca o preocupare de bază a echipelor manageriale aleîntreprinderilor care doresc să se menţină în topul firmelor
performante.
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 191
Capitolul 10
SISTEME DE ORGANIZARE A TRANSPORTULUI
INTERN
10.1. CONCEPT, IMPORTANŢĂ, OBIECTIVE ŞI FACTORICARE DETERMINĂ STRUCTURA TRANSPORTULUI
INTERN
Transportul intern deţine o pondere importantă în totalul proceselor logistice ale întreprinderii. Acesta constă în deplasa-rea factorilor materiali de producţie şi a combustibilului în secţii,transportul semifabricatelor între secţii sau în interiorul aceleiaşisecţii, între locurile de muncă, precum şi transportul produselor finite şi al deşeurilor la diferite depozite.
După unii autori46, transportul intern este definit ca fiindactivitatea prin care factorii materiali de produc ţ ie parcurg distan ţ a dintre două locuri de muncă succesive în gama deopera ţ ii tehnologice şi de control.
Transportul intern este o activitate de servire a întreprin-derilor de producţie industrială. Din cadrul activităţii detransport intern fac parte:
- transportul de la furnizor a materiilor prime şi materia-lelor, descărcarea şi recepţia acestora (în cazul în care
46
Dima, I.C., Nedelcu, M.V., Managementul produc ţ ie industriale,Ed. Didactică şi Pedagogică, Bucureşti, 1999
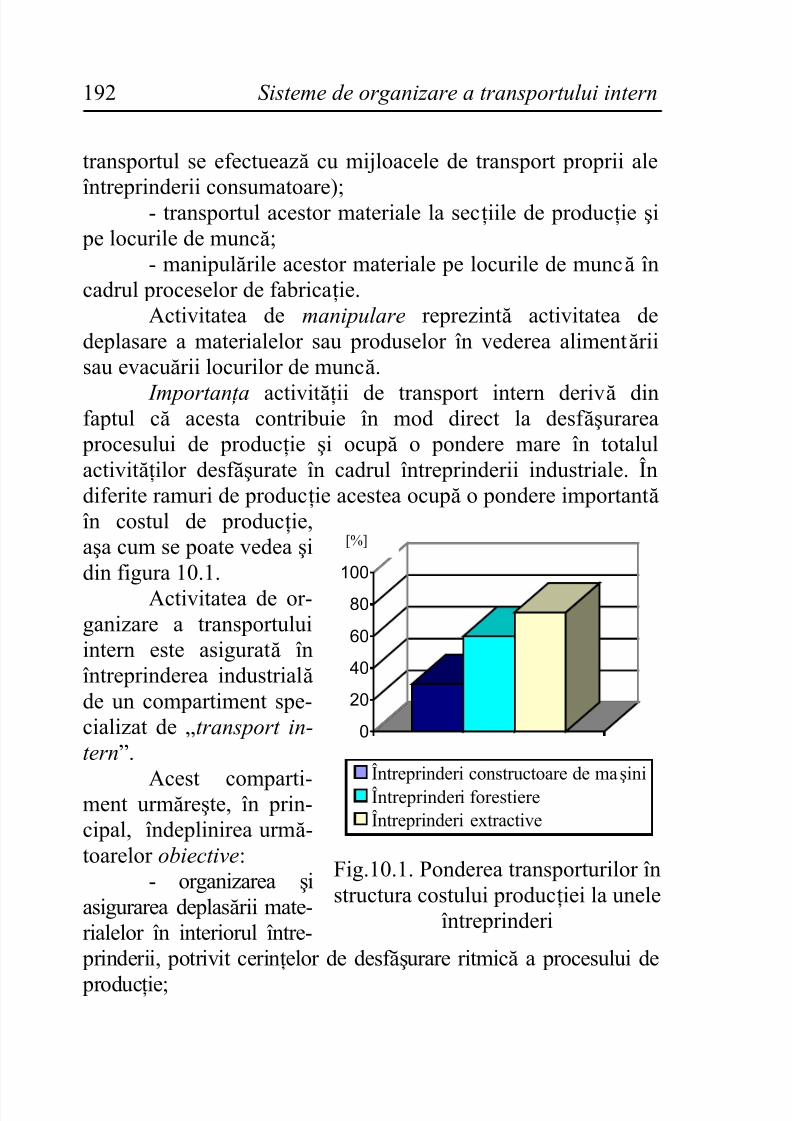
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a transportului intern192
transportul se efectuează cu mijloacele de transport proprii ale
întreprinderii consumatoare);- transportul acestor materiale la secţiile de producţie şi pe locurile de muncă;
- manipulările acestor materiale pe locurile de muncă încadrul proceselor de fabricaţie.
Activitatea de manipulare reprezintă activitatea dedeplasare a materialelor sau produselor în vederea alimentăriisau evacuării locurilor de muncă.
Importan ţ a activităţii de transport intern derivă dinfaptul că acesta contribuie în mod direct la desf ăşurarea procesului de producţie şi ocupă o pondere mare în totalulactivităţilor desf ăşurate în cadrul întreprinderii industriale. Îndiferite ramuri de producţie acestea ocupă o pondere importantă în costul de producţie,aşa cum se poate vedea şidin figura 10.1.
Activitatea de or-ganizare a transportuluiintern este asigurată înîntreprinderea industrială de un compartiment spe-cializat de „transport in-tern”.
Acest comparti-ment urmăreşte, în prin-cipal, îndeplinirea urmă-toarelor obiective:
- organizarea şiasigurarea deplasării mate-rialelor în interiorul între- prinderii, potrivit cerinţelor de desf ăşurare ritmică a procesului de
producţie;
0
20
40
60
80
100
Întreprinderi constructoare de maşini
Întreprinderi forestiereÎntreprinderi extractive
Fig.10.1. Ponderea transporturilor înstructura costului producţiei la unele
întreprinderi
[%]
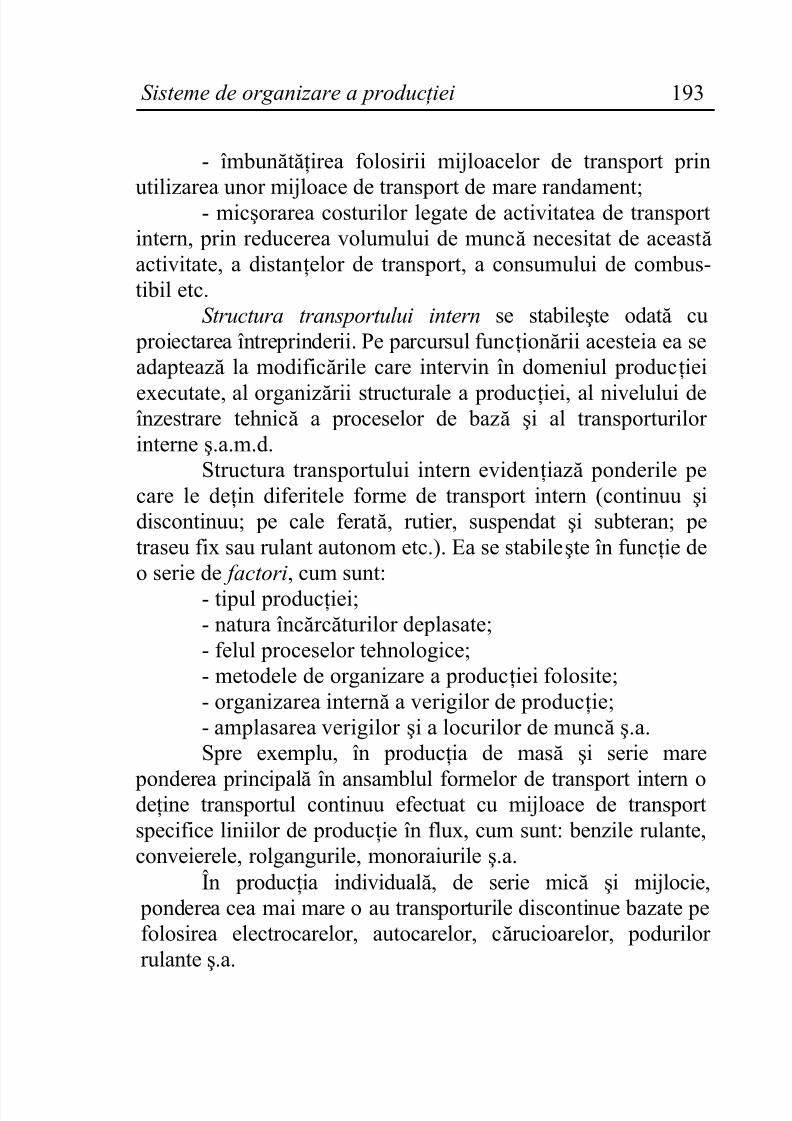
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 193
- îmbunătăţirea folosirii mijloacelor de transport prin
utilizarea unor mijloace de transport de mare randament;- micşorarea costurilor legate de activitatea de transportintern, prin reducerea volumului de muncă necesitat de această activitate, a distanţelor de transport, a consumului de combus-tibil etc.
Structura transportului intern se stabileşte odată cu proiectarea întreprinderii. Pe parcursul funcţionării acesteia ea seadaptează la modificările care intervin în domeniul producţiei
executate, al organizării structurale a producţiei, al nivelului deînzestrare tehnică a proceselor de bază şi al transporturilor interne ş.a.m.d.
Structura transportului intern evidenţiază ponderile pecare le deţin diferitele forme de transport intern (continuu şidiscontinuu; pe cale ferată, rutier, suspendat şi subteran; petraseu fix sau rulant autonom etc.). Ea se stabileşte în funcţie deo serie de factori, cum sunt:
- tipul producţiei;- natura încărcăturilor deplasate;- felul proceselor tehnologice;- metodele de organizare a producţiei folosite;- organizarea internă a verigilor de producţie;- amplasarea verigilor şi a locurilor de muncă ş.a.Spre exemplu, în producţia de masă şi serie mare
ponderea principală în ansamblul formelor de transport intern odeţine transportul continuu efectuat cu mijloace de transportspecifice liniilor de producţie în flux, cum sunt: benzile rulante,conveierele, rolgangurile, monoraiurile ş.a.
În producţia individuală, de serie mică şi mijlocie, ponderea cea mai mare o au transporturile discontinue bazate pefolosirea electrocarelor, autocarelor, cărucioarelor, podurilor rulante ş.a.
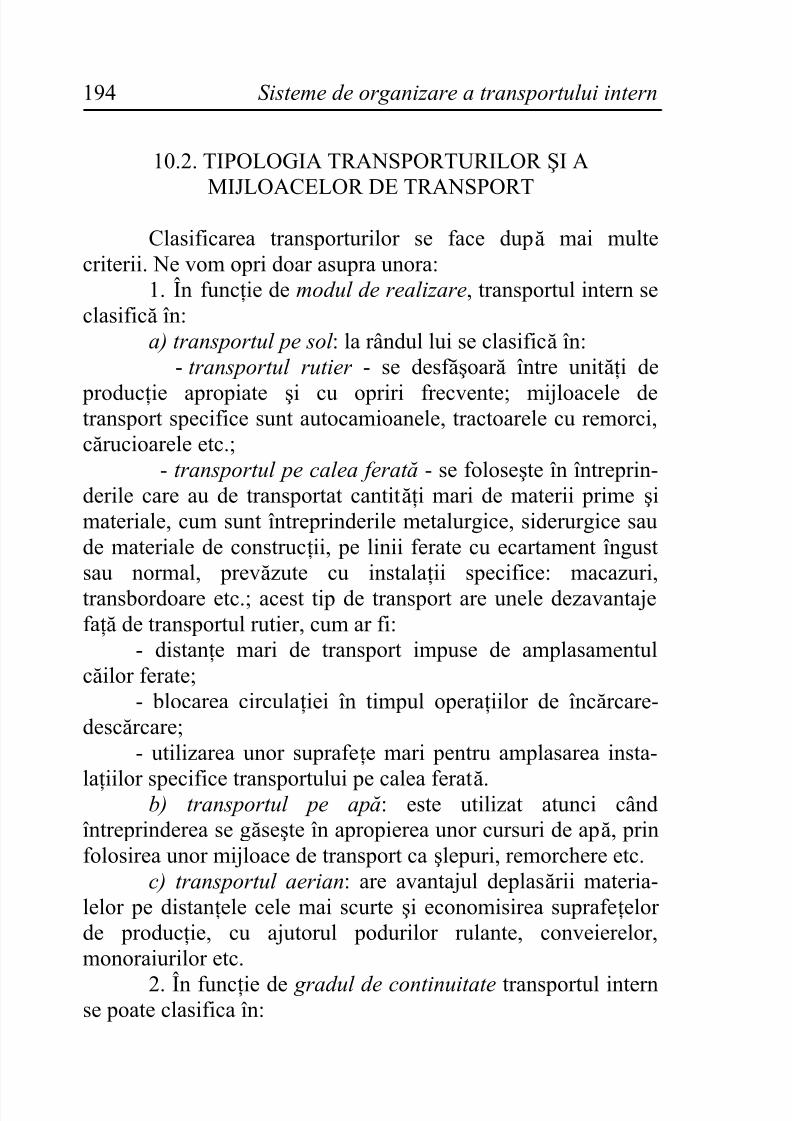
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a transportului intern194
10.2. TIPOLOGIA TRANSPORTURILOR ŞI A
MIJLOACELOR DE TRANSPORTClasificarea transporturilor se face după mai multe
criterii. Ne vom opri doar asupra unora:1. În funcţie de modul de realizare, transportul intern se
clasifică în:a) transportul pe sol : la rândul lui se clasifică în:
- transportul rutier - se desf ăşoar ă între unităţi de
producţie apropiate şi cu opriri frecvente; mijloacele detransport specifice sunt autocamioanele, tractoarele cu remorci,cărucioarele etc.;
- transportul pe calea ferat ă - se foloseşte în întreprin-derile care au de transportat cantităţi mari de materii prime şimateriale, cum sunt întreprinderile metalurgice, siderurgice saude materiale de construcţii, pe linii ferate cu ecartament îngustsau normal, prevăzute cu instalaţii specifice: macazuri,transbordoare etc.; acest tip de transport are unele dezavantajefaţă de transportul rutier, cum ar fi:
- distanţe mari de transport impuse de amplasamentulcăilor ferate;
- blocarea circulaţiei în timpul operaţiilor de încărcare-descărcare;
- utilizarea unor suprafeţe mari pentru amplasarea insta-
laţiilor specifice transportului pe calea ferată.b) transportul pe apă : este utilizat atunci cândîntreprinderea se găseşte în apropierea unor cursuri de apă, prinfolosirea unor mijloace de transport ca şlepuri, remorchere etc.
c) transportul aerian: are avantajul deplasării materia-lelor pe distanţele cele mai scurte şi economisirea suprafeţelor de producţie, cu ajutorul podurilor rulante, conveierelor,monoraiurilor etc.
2. În funcţie de gradul de continuitate transportul internse poate clasifica în:
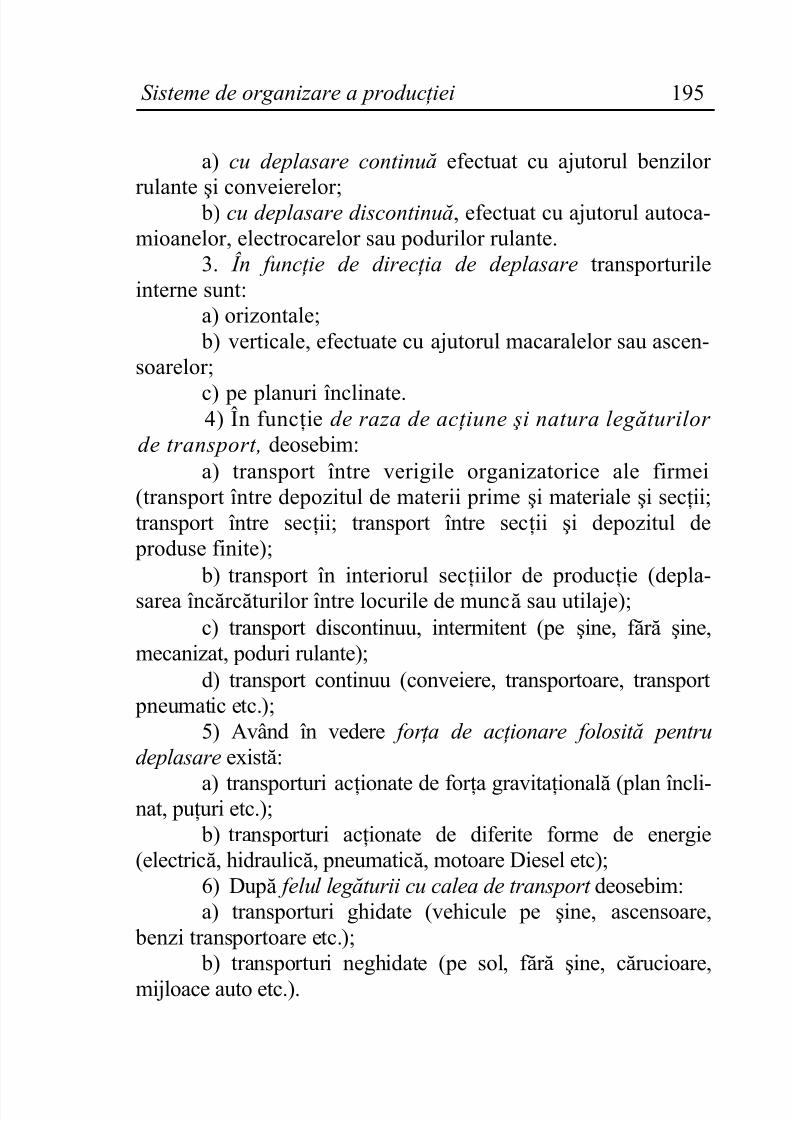
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 195
a) cu deplasare continuă efectuat cu ajutorul benzilor
rulante şi conveierelor; b) cu deplasare discontinuă , efectuat cu ajutorul autoca-mioanelor, electrocarelor sau podurilor rulante.
3. În func ţ ie de direc ţ ia de deplasare transporturileinterne sunt:
a) orizontale; b) verticale, efectuate cu ajutorul macaralelor sau ascen-
soarelor;
c) pe planuri înclinate.4) În funcţie de raza de ac ţ iune şi natura leg ă turilor
de transport, deosebim:a) transport între verigile organizatorice ale firmei
(transport între depozitul de materii prime şi materiale şi secţii;transport între secţii; transport între secţii şi depozitul de produse finite);
b) transport în interiorul secţiilor de produc
ţie (depla-
sarea încărcăturilor între locurile de muncă sau utilaje);c) transport discontinuu, intermitent (pe şine, f ăr ă şine,
mecanizat, poduri rulante);d) transport continuu (conveiere, transportoare, transport
pneumatic etc.);5) Având în vedere for ţ a de ac ţ ionare folosit ă pentru
deplasare există:
a) transporturi acţionate de for ţa gravitaţională (plan încli-nat, puţuri etc.);
b) transporturi acţionate de diferite forme de energie(electrică, hidraulică, pneumatică, motoare Diesel etc);
6) După felul leg ă turii cu calea de transport deosebim:a) transporturi ghidate (vehicule pe şine, ascensoare,
benzi transportoare etc.); b) transporturi neghidate (pe sol, f ăr ă şine, cărucioare,
mijloace auto etc.).
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a transportului intern196
10.3. PRINCIPII ŞI SISTEME DE ORGANIZARE
STRUCTURALĂ ŞI PROCESUALĂ A TRANSPORTULUIINTERN
Pentru organizarea raţională a procesului de transportintern este necesar să se respecte anumite principii de bază , dincare mai importante sunt următoarele:
- prin proiectarea organizării procesului de producţie trebuiesă se asigure reducerea la minimum posibil a activităţilor
de transport intern;- asigurarea unui flux al materialelor rectiliniu şi cât mai
simplu, cu deplasări scurte, f ăr ă întoarceri şi încrucişări;- utilizarea, pe cât posibil, a loturilor unitare de transport pe
tot parcursul procesului de producţie;- deplasarea încărcăturilor prin folosirea for ţei gravitaţionale,
ori de câte ori acest lucru este posibil;
- folosirea celui mai adecvat sistem de transport intern şialegerea celor mai potrivite forme şi mijloace de transport,în raport cu domeniul de activitate al întreprinderii;
- sistemul de transport intern adoptat trebuie să fie uşor adaptabil în funcţie de schimbarea debitelor, produselor şiamplasărilor;
- coordonarea transportului intern cu celelalte procese aleîntreprinderii, astfel încât acestea să se efectueze f ăr ă
întreruperi în procesul de producţie şi cu cheltuieli cât maireduse;- eliberarea muncitorilor direct productivi de efectuarea
unor transporturi inutile;- folosirea paletizării, containerizării şi pachetizării în procesul de transport intern;
- evitarea pierderilor şi deterior ărilor în procesul detransport intern.
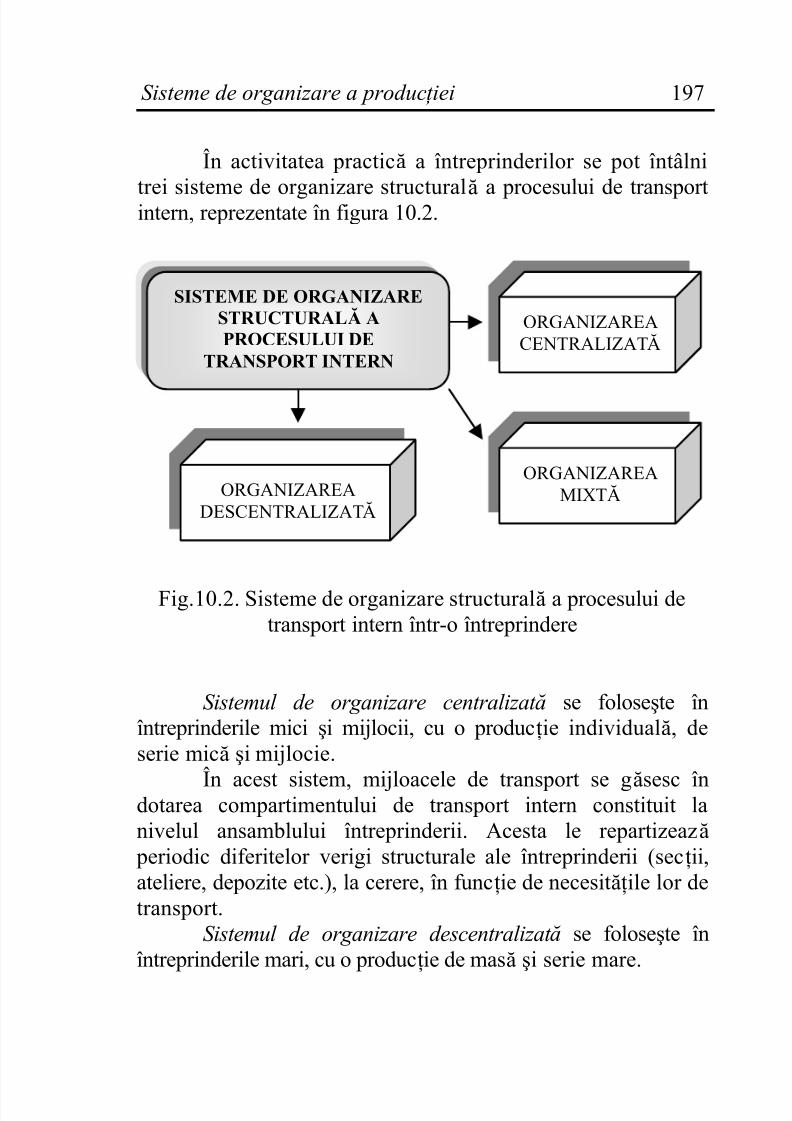
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 197
În activitatea practică a întreprinderilor se pot întâlni
trei sisteme de organizare structurală a procesului de transportintern, reprezentate în figura 10.2.
Fig.10.2. Sisteme de organizare structurală a procesului detransport intern într-o întreprindere
Sistemul de organizare centralizat ă se foloseşte înîntreprinderile mici şi mijlocii, cu o producţie individuală, deserie mică şi mijlocie.
În acest sistem, mijloacele de transport se găsesc îndotarea compartimentului de transport intern constituit lanivelul ansamblului întreprinderii. Acesta le repartizează periodic diferitelor verigi structurale ale întreprinderii (secţii,ateliere, depozite etc.), la cerere, în funcţie de necesităţile lor detransport.
Sistemul de organizare descentralizat ă se foloseşte înîntreprinderile mari, cu o producţie de masă şi serie mare.
SISTEME DE ORGANIZARE
STRUCTURALĂ A
PROCESULUI DE
TRANSPORT INTERN
ORGANIZAREACENTRALIZATĂ
ORGANIZAREADESCENTRALIZATĂ
ORGANIZAREAMIXTĂ
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a transportului intern198
În acest caz, mijloacele de transport se află în dotarea
secţiilor, atelierelor, depozitelor şi a altor verigi de producţiedin structura întreprinderii.Sistemul de organizare mixt ă îmbină în diverse propor ţii
cele două sisteme de organizare structurală prezentate anterior.Organizarea procesuală a transportului intern se face în
funcţie de tipul producţiei şi de sistemul de organizare a producţiei de bază din întreprindere:
- în producţia individuală, de serie mică şi mijlocie, unde
fluxurile de transport au un caracter variabil, atât sub raportulcantităţilor de încărcătur ă deplasate (debitelor) cât şi al direcţiilor şi distanţelor pe care se efectuează, transportul intern seorganizează pe bază de grafice zilnice sau în conformitate cucererile verigilor de producţie;
- în producţia de masă şi serie mare, unde fluxurile detransport au un caracter stabil din punct de vedere al debitelor,direcţiilor şi distanţelor, transportul intern se organizează pe bază de planuri elaborate pe perioade mai mari de timp. În astfel desituaţii, deplasarea mijloacelor de transport se face pe itinerariiconstante.
După gradul lor de regularitate, sistemele de organizarea activităţii de transport intern difer ă, astfel:
- în întreprinderile cu producţie de serie mică şi indivi-duală fluxurile de transport sunt variabile şi deci în aceste
cazuri transportul intern se desf ăşoar ă la cerere sau pe bază de planuri zilnice;- în cazul întreprinderilor cu producţie de serie mare sau
de masă, fluxurile de transport au un caracter permanent şi înacest caz, organizarea transportului intern se face pe baza unor grafice de transport, întocmite pe perioade mari de timp. Înaceastă situaţie se spune că transportul are un caracter regulat şieste de două feluri:
1. transport pendular ;2. transport inelar .
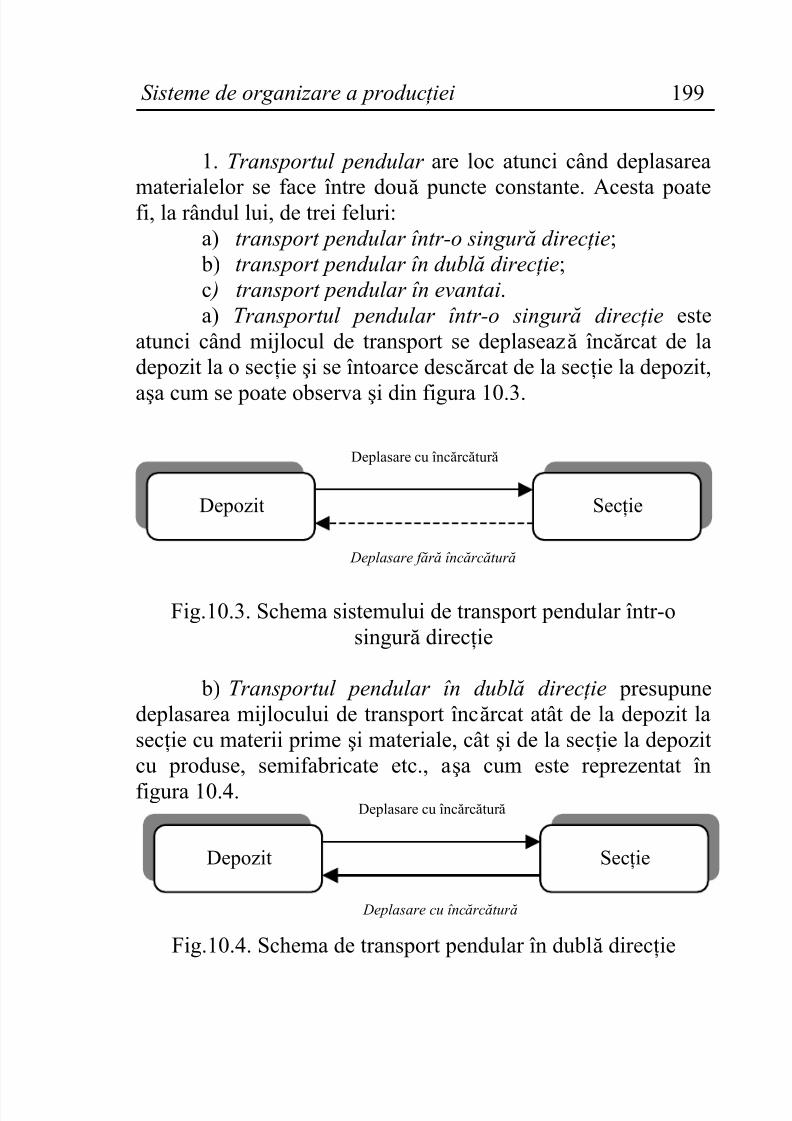
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 199
1. Transportul pendular are loc atunci când deplasarea
materialelor se face între două puncte constante. Acesta poatefi, la rândul lui, de trei feluri:a) transport pendular într-o singur ă direc ţ ie; b) transport pendular în dubl ă direc ţ ie;c ) transport pendular în evantai.a) Transportul pendular într-o singur ă direc ţ ie este
atunci când mijlocul de transport se deplasează încărcat de ladepozit la o secţie şi se întoarce descărcat de la secţie la depozit,
aşa cum se poate observa şi din figura 10.3.
Fig.10.3. Schema sistemului de transport pendular într-osingur ă direcţie
b) Transportul pendular în dubl ă direc ţ ie presupunedeplasarea mijlocului de transport încărcat atât de la depozit lasecţie cu materii prime şi materiale, cât şi de la secţie la depozitcu produse, semifabricate etc., aşa cum este reprezentat înfigura 10.4.
Fig.10.4. Schema de transport pendular în dublă direcţie
Depozit Secţie
Deplasare cu încărcătur ă
Deplasare f ă r ă încă rcă tur ă
Depozit Secţie
Deplasare cu încărcătur ă
Deplasare cu încă rcă tur ă
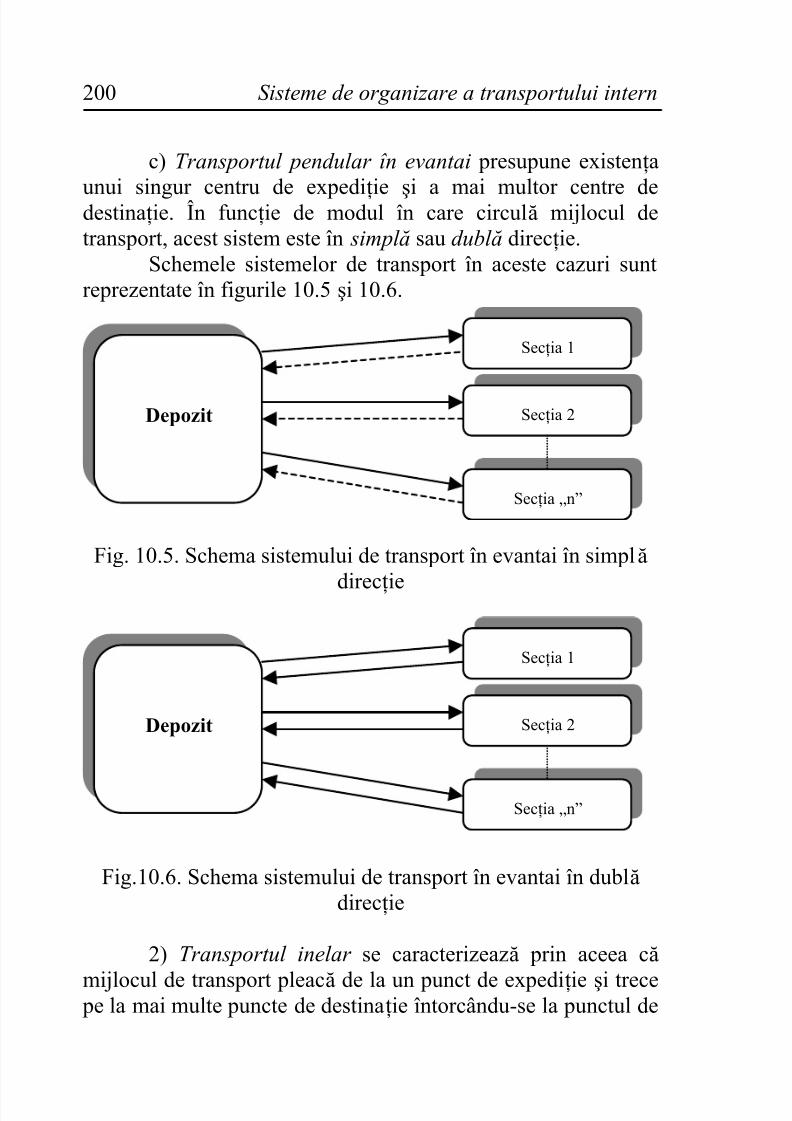
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a transportului intern200
c) Transportul pendular în evantai presupune existenţa
unui singur centru de expediţie şi a mai multor centre dedestinaţie. În funcţie de modul în care circulă mijlocul detransport, acest sistem este în simpl ă sau dubl ă direcţie.
Schemele sistemelor de transport în aceste cazuri suntreprezentate în figurile 10.5 şi 10.6.
Fig. 10.5. Schema sistemului de transport în evantai în simplă
direcţie
Fig.10.6. Schema sistemului de transport în evantai în dublă direcţie
2) Transportul inelar se caracterizează prin aceea că
mijlocul de transport pleacă de la un punct de expediţie şi trece pe la mai multe puncte de destinaţie întorcându-se la punctul de
Depozit
Secţia 1
Secţia 2
Secţia „n”
Depozit
Secţia 1
Secţia 2
Secţia „n”
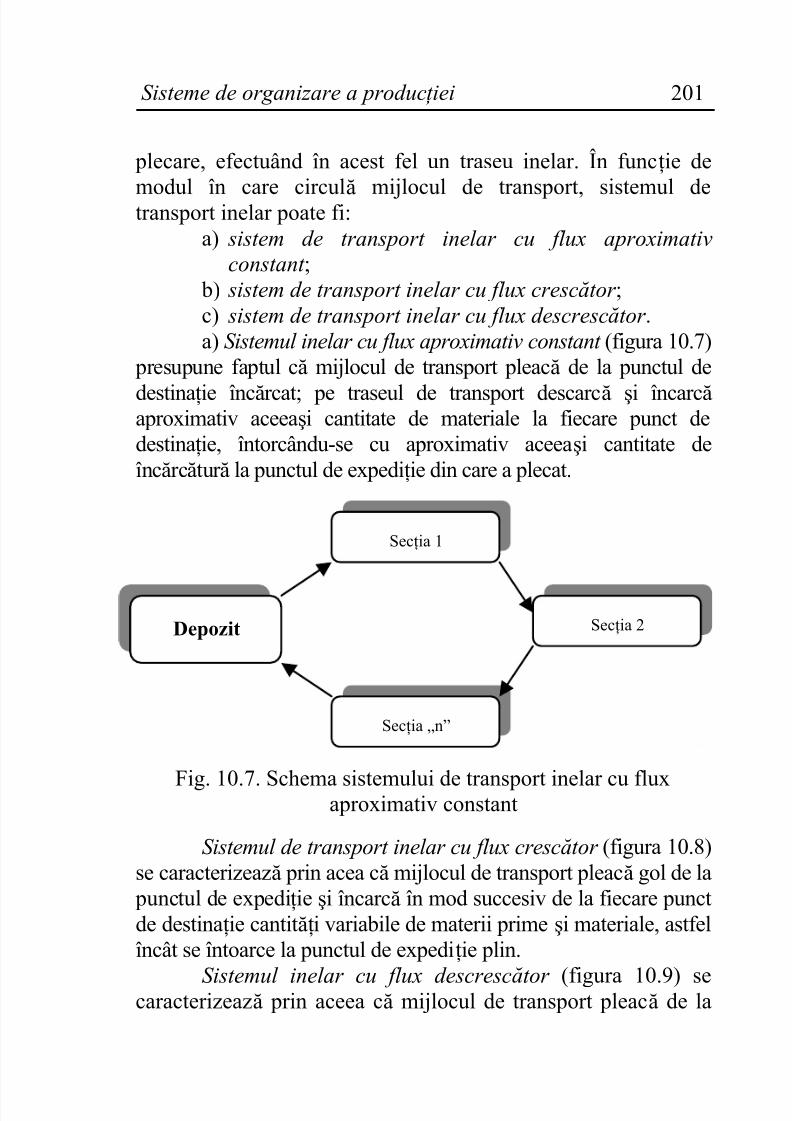
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 201
plecare, efectuând în acest fel un traseu inelar. În funcţie de
modul în care circulă mijlocul de transport, sistemul detransport inelar poate fi:a) sistem de transport inelar cu flux aproximativ
constant ; b) sistem de transport inelar cu flux crescă tor ;c) sistem de transport inelar cu flux descrescă tor .a) Sistemul inelar cu flux aproximativ constant (figura 10.7)
presupune faptul că mijlocul de transport pleacă de la punctul de
destinaţie încărcat; pe traseul de transport descarcă şi încarcă aproximativ aceeaşi cantitate de materiale la fiecare punct dedestinaţie, întorcându-se cu aproximativ aceeaşi cantitate deîncărcătur ă la punctul de expediţie din care a plecat.
Fig. 10.7. Schema sistemului de transport inelar cu fluxaproximativ constant
Sistemul de transport inelar cu flux crescă tor (figura 10.8)se caracterizează prin acea că mijlocul de transport pleacă gol de la punctul de expediţie şi încarcă în mod succesiv de la fiecare punctde destinaţie cantităţi variabile de materii prime şi materiale, astfelîncât se întoarce la punctul de expediţie plin.
Sistemul inelar cu flux descrescă tor (figura 10.9) secaracterizează prin aceea că mijlocul de transport pleacă de la
Depozit
Secţia 1
Secţia 2
Secţia „n”
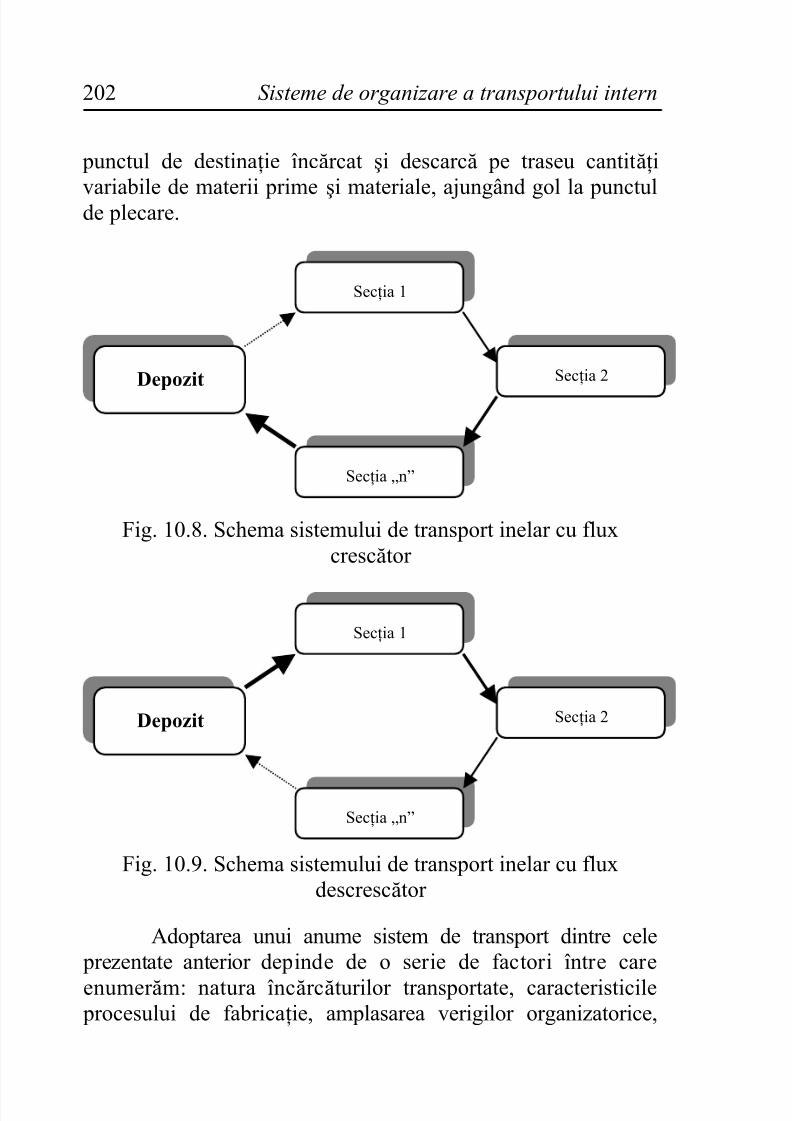
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a transportului intern202
punctul de destinaţie încărcat şi descarcă pe traseu cantităţi
variabile de materii prime şi materiale, ajungând gol la punctulde plecare.
Fig. 10.8. Schema sistemului de transport inelar cu fluxcrescător
Fig. 10.9. Schema sistemului de transport inelar cu fluxdescrescător
Adoptarea unui anume sistem de transport dintre cele prezentate anterior depinde de o serie de factori între careenumer ăm: natura încărcăturilor transportate, caracteristicile procesului de fabricaţie, amplasarea verigilor organizatorice,
Depozit
Secţia 1
Secţia 2
Secţia „n”
Depozit
Secţia 1
Secţia 2
Secţia „n”
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 203
felul mijloacelor de transport utilizate, avantajele şi dezavantajele
fiecărui sistem de transport, respectarea cerinţelor în domeniulorganizării transporturilor interne etc.
10.4. PLANIFICAREA ACTIVITĂŢII ŞI A MIJLOACELOR DE TRANSPORT INTERN NECESARE
Planificarea procesului de transport specific logisticii
interne medii şi de secţie (transport intern) presupunerezolvarea unor probleme care pot fi grupate în patru etape,distincte sub raportul conţinutului, dar corelate între ele prinobiectivul comun urmărit, şi anume:
- dimensionarea fluxurilor de transport intern;- dimensionarea capacităţii de transport intern;- elaborarea balanţei capacităţilor de transport intern;- fundamentarea costului transportului intern şi a
indicatorilor de eficienţă economică a acestui proces.Fluxurile de transport intern formate la nivelul unei
întreprinderi se caracterizează printr-o dublă dimensiune.O primă dimensiune este cea de debit:- prin intermediul ei se evidenţiază cantitatea de încăr-
cătur ă care se deplasează pe fiecare flux de transport;- dimensiunea de debit este dependentă de mărimea şi
structura nomenclatorului de produse al întreprinderii,volumul producţiei executate în perioada considerată,tehnologiile folosite în procesul de producţie,componenţa constructivă a produselor şi de alţifactori;
- ea are un grad diferit de mobilitate, putându-semodifica la perioade mai mari de timp - în producţiade masă şi serie mare - sau la perioade mai scurte detimp - în producţia individuală, de serie mică şimijlocie; aceste schimbări sunt determinate de
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a transportului intern204
cerinţele pieţei de desfacere, posibilităţile întreprin-
derii de a se adapta la aceste cerinţe şi de capacitateade creativitate a acesteia în domeniul producţiei(înnoirea şi diversificarea nomenclatorului de produse, perfecţionarea concepţiei constructive a produselor oferite, modernizarea tehnologiilor folosite etc.) O adoua dimensiune este cea de distanţă:
- ea evidenţiază lungimea fiecărui flux de transport
intern;- este dependentă de: structura de producţie a întreprin-derii, sistemele de organizare în spaţiu a producţieiadoptate la nivelul ansamblului întreprinderii şi al veri-gilor din componenţa ei, soluţiile folosite pentruelaborarea planului general de organizare a acesteia şide alţi factori;
- această dimensiune are un grad mult mai mare destabilitate în timp, fiind rezultatul modalităţilor deorganizare alese în etapa de proiectare a întreprinderii(forme şi căi de transport, amplasări, amenajăriconstructive, concepţii arhitectonice etc.).
În procesul de dimensionare a fluxurilor de transportintern cele două dimensiuni ale acestora pot fi luate în calculseparat, prin intermediul indicatorilor cantitatea de transport şidistan ţ a de transport, dar şi împreună, pe baza unui indicator complex, bidimensional: volumul transporturilor interne, expri-mat în tone-metri sau tone-kilometri.
La nivelul întreprinderii se formează o multitudinede fluxuri de transport intern, în funcţie de profilulactivităţii acesteia, tipul de producţie predominant, modulde organizare a proceselor de logistică internă şi de
producţie etc.
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 205
Fluxurile de transport intern din cadrul unei întreprin-
deri pot fi grupate în următoarele categorii principale:• fluxuri de transport intern între verigile structurale aleîntreprinderii, care la rândul lor cuprind:
- fluxuri de transport intern a materialelor (materii prime, materiale auxiliare, semifabricate etc.) intrateîn procesul de producţie, de la depozite la secţii şiateliere;
- fluxuri de transport intern a semifabricatelor şi
componentelor constructive (repere, subansambleetc.) între diferite secţii şi ateliere de producţie;
- fluxuri de transport intern a produselor finite rezultatedin procesul de producţie, de la secţii şi ateliere ladepozite;
- fluxuri de transport intern a produselor reziduale(deşeuri, materiale recuperabile, resturi tehnologice
etc.) rezultate din procesul de producţie, de la secţiişi ateliere la depozite;• fluxuri de transport intern în cadrul sec ţ iilor şi
atelierelor de produc ţ ie, între diferite locuri de muncă din componen ţ a lor .
Dimensionarea fluxurilor de transport intern presupuneefectuarea unor lucr ări preliminare, al căror obiect constă în pregătirea informaţiilor necesare.
În principal, planificarea activităţii şi a mijloacelor detransport presupune47 :
1. Elaborarea planului de transport intern;2. Fundamentarea necesarului de mijloace de trans-
port .1. Pentru planificarea activit ăţ ii de transport intern este
necesar să se rezolve următoarele probleme:
47 Badea, F., op.cit.
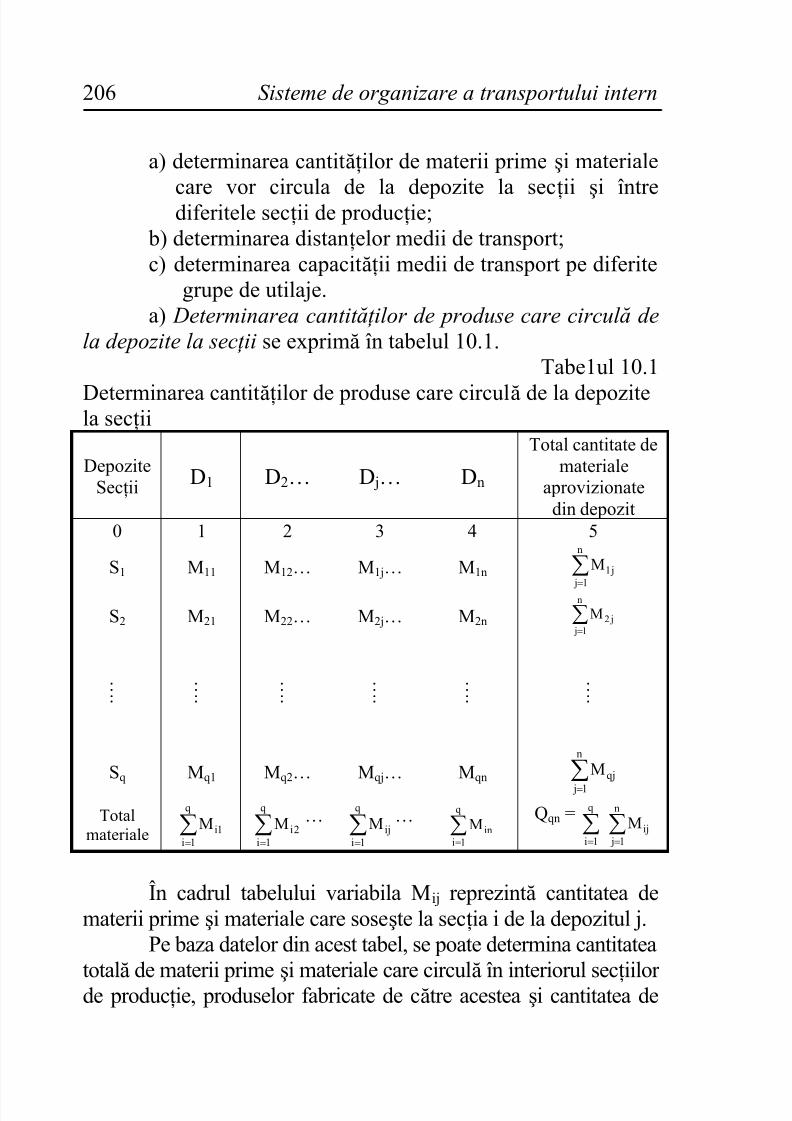
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a transportului intern206
a) determinarea cantităţilor de materii prime şi materiale
care vor circula de la depozite la secţii şi întrediferitele secţii de producţie; b) determinarea distanţelor medii de transport;c) determinarea capacităţii medii de transport pe diferite
grupe de utilaje.a) Determinarea cantit ăţ ilor de produse care circul ă de
la depozite la sec ţ ii se exprimă în tabelul 10.1.Tabe1ul 10.1
Determinarea cantităţilor de produse care circulă de la depozitela secţii
DepoziteSecţii D1 D2… D j… Dn
Total cantitate demateriale
aprovizionatedin depozit
0 1 2 3 4 5
S1 M11 M12… M1j… M1n ∑=
n
1 j
j1M
S2 M21 M22… M2j… M2n ∑=
n
1 j j2M
… .
… .
… .
… .
… .
… .
Sq
Mq1
Mq2
… Mqj
… Mqn
∑=
n
1 jqjM
Totalmateriale
∑=
q
1i1iM ∑
=
q
1i2iM … ∑
=
q
1iijM … ∑
=
q
1iinM Qqn =
∑∑==
n
1 jij
q
1i
M
În cadrul tabelului variabila Mij reprezintă cantitatea dematerii prime şi materiale care soseşte la secţia i de la depozitul j.
Pe baza datelor din acest tabel, se poate determina cantitatea
totală de materii prime şi materiale care circulă în interiorul secţiilor de producţie, produselor fabricate de către acestea şi cantitatea de
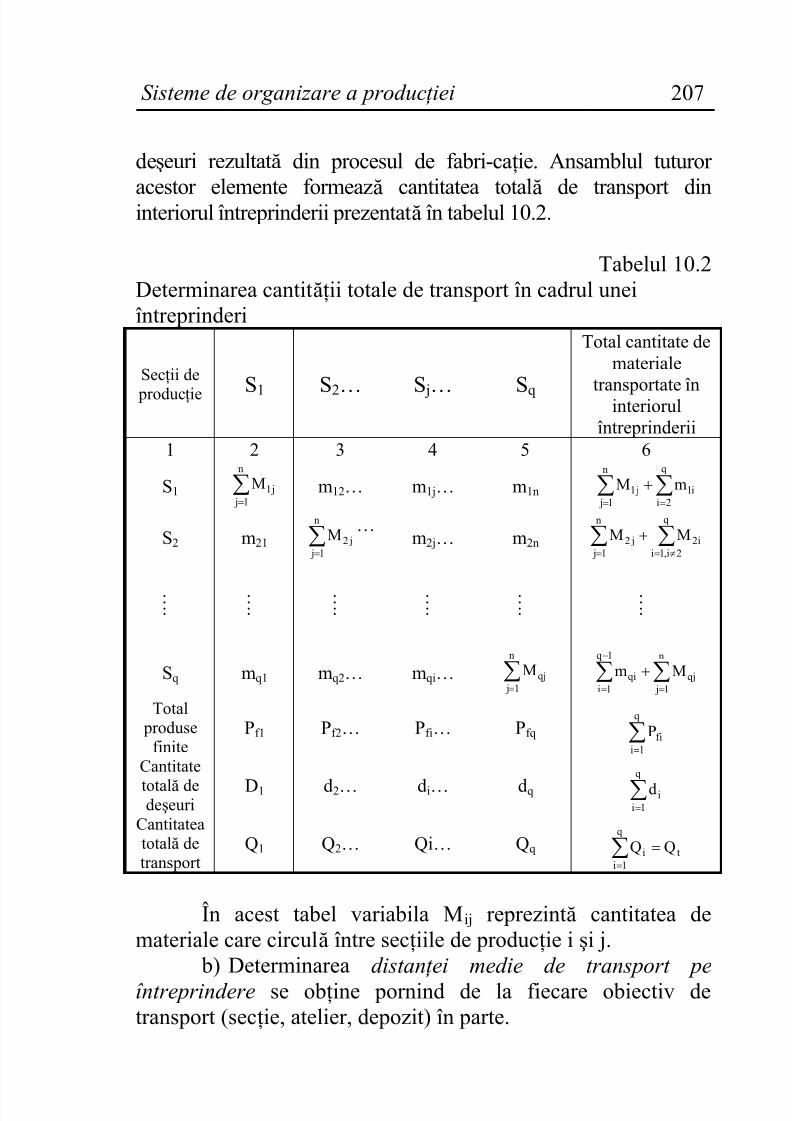
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 207
deşeuri rezultată din procesul de fabri-caţie. Ansamblul tuturor
acestor elemente formează cantitatea totală de transport dininteriorul întreprinderii prezentată în tabelul 10.2.
Tabelul 10.2Determinarea cantităţii totale de transport în cadrul uneiîntreprinderi
Secţii de
producţie S1 S2… S j… Sq
Total cantitate demateriale
transportate îninteriorulîntreprinderii
1 2 3 4 5 6
S1 ∑=
n
1 j j1M
m12… m1j… m1n ∑∑
==
+q
2ii1
n
1 j j1 mM
S2 m21 ∑=
n
1 j j2M…
m2j… m2n ∑∑≠==
+q
2i,1ii2
n
1 j j2 MM
… .
… .
… .
… .
… .
… .
Sq mq1 mq2… mqi… ∑=
n
1 jqjM
∑∑
=
−
=
+n
1 jqj
1q
1iqi Mm
Total produse
finite
Pf1 Pf2… Pfi… Pfq ∑=
q
1ifiP
Cantitate
totală dedeşeuri
D1 d2… di… dq ∑=
q
1iid
Cantitateatotală detransport
Q1 Q2… Qi… Qq ∑=
=q
1iti QQ
În acest tabel variabila Mij reprezintă cantitatea demateriale care circulă între secţiile de producţie i şi j.
b) Determinarea distan ţ ei medie de transport peîntreprindere se obţine pornind de la fiecare obiectiv detransport (secţie, atelier, depozit) în parte.
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a transportului intern208
Calculul distanţei medii de transport pentru secţia 1
dintr-o întreprindere se poate face cu relaţia:
nd
ddddd N1II1m121
1m−−−− ++++
=
,
unde:d1-m- distanţa de la secţia 1 la depozitul N;d1-N - numărul distanţelor de transport de la număr ătorul
fracţiei.
Calculul distanţei medii de transport se poate face îndouă moduri:
- ca medie aritmetică simpl ă a distan ţ elor medii detransport pentru fiecare obiectiv în parte, cu relaţia:
Nd
dmdmdmdmdmdmd NIIIm21
mI+++++++
=……
,
unde:dmI - distanţa medie a secţiei 1;dmII - distanţa medie a depozitului II; Nd - numărul distanţelor medii de la număr ătorul
fracţiei.
- ca medie aritmetică ponderat ă între cantit ăţ ile detransport şi distan ţ ele medii de transport, cu relaţia:
∑
∑
=
=
⋅
= n
1k
k
n
1k k k
m
q
dq
D ,
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 209
unde:
Dm - distanţa medie de transport pe total întreprindere;qk - cantitatea ce urmează a se transporta din materialul k;dk - distanţa medie de transport pentru materialul k.
c) Determinarea capacit ăţ ii medii de transport, care seexprimă atât pentru fiecare grupă de utilaje cât şi pentru toateutilajele din întreprindere. Pentru o grupă de utilaje capacitateamedie de transport se determină după relaţia:
zSmmcumt NK D Nq NC ⋅⋅⋅⋅⋅= ,
unde:Cmt- capacitatea medie de transport pe întreprindere:q - capacitatea unitar ă de transport; Nmc - numărul mediu de cicluri de transport;Dm - distanţa medie de transport;
K s - coeficientul de schimburi; Nu - numărul de mijloace de transport; Nz - numărul de zile al perioadei pentru care se
calculează capacitatea de producţie.
Numărul mediu de cicluri de transport dintr-un schimbse determină după relaţia:
mmc T
K 480 N ⋅= ,
unde:K- coeficientul de utilizare a mijlocului de transport
(0,85-0,90);Tm - timpul mediu pentru realizarea unui ciclu de
transport.
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a transportului intern210
Timpul mediu pentru efectuarea unui ciclu de transport
se determină pe baza relaţiei:
cdim tttT ++= ,
unde:ti - timpul de încărcare al mijlocului de transport;td - timpul de descărcare al mijlocului de transport;tc - timpul cursei mijlocului de transport.
Timpul cursei unui mijloc de transport se defineşte cafiind timpul necesar pentru parcurgerea distanţei medii detransport dus-întors.
Relaţia de calcul a acestui timp este:
m
mc V
D2
t = ,
unde:Dm - distanţa medie de transport;Vm - viteza medie de transport.
În aceste condiţii, relaţia pentru calculul timpului mediu
de transport devine:
m
mdim V
D2ttT ++=
Indicatorii prezentaţi stau la baza planificării activităţiişi necesarului de mijloace de transport ale întreprinderii
industriale.
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 211
d) Determinarea necesarului de mijloace de transport
intern al unei întreprinderi industriale se fundamentează pentrufiecare categorie de mijloace de transport în parte.Relaţia generală de calcul a necesarului de mijloace de
transport este următoarea:
qK N
Q N
mcmt
⋅⋅= ,
unde:Q - cantitatea de materiale transportată; Nmc - numărul mediu de cicluri de transport;q - capacitatea unitar ă a mijlocului de transport;K - coeficientul de utilizare a capacităţii unitare de
transport.
Pentru o perioadă mai mare de un schimb de lucru,numărul mediu de cicluri de transport se determină după relaţia:
acdi
tmc tttt
F60 N
+⋅+
⋅= ,
unde:
Ft - fondul de timp disponibil al mijlocului de transport,exprimat în ore;ta - timpul de aşteptare al mijlocului de transport, pe
durata efectuării unei curse, exprimat în minute.
Pornind de la relaţia generală de calcul a necesarului demijloace de transport, se vor determina relaţiile de calcul al
necesarului de mijloace de transport pentru diferitele sisteme detransport.
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a transportului intern212
Necesarul de mijloace de transport pentru sistemul
pendular:a) în simpl ă direc ţ ie:
( )K qF60
ttttQ N
t
acdimt
⋅⋅⋅
+++= ;
b) în dubl ă direc ţ ie:
( )[ ]K qF60
tttt2Q N
1
acdimt
⋅⋅⋅
+++= ;
c) în evantai simpl ă direc ţ ie:
( )∑
= ⋅⋅⋅
+++=
n
1i t
acdiimt
K qF60
ttttQ N ;
d) în evantai dubl ă direc ţ ie:
( )[ ]∑
⋅⋅⋅
+++=
=
n
1i t
acdiimt K qF60
tttt2Q N .
În ecuaţiile de mai sus n reprezintă numărul transpor-turilor pendulare în simplă, respectiv în dublă direcţie. Necesarul de mijloace de transport pentru sistemul
circular:a) cu flux aproximativ constant :
( )[ ]K qF60
ttttnQ N
t
acdiimt
⋅⋅⋅
+++= ;
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 213
b) cu flux crescă tor :
( )K qF60
ttttnQ N
t
acdimt
⋅⋅⋅
+++⋅= ;
c) cu flux descrescă tor :
( )
K qF60
tttntQ N
t
acdimt
⋅⋅⋅
⋅⋅⋅+= .
În relaţiile de mai sus n reprezintă numărul punctelor deîncărcare, respectiv descărcare ale mijlocului de transport.
Calculul necesarului de mijloace de transport în cazul încare se cunosc distanţa şi viteza medie de deplasare amijloacelor de transport este următorul:
t
n
1iii
n
1imii
mt F
1tdQ
K qv
DQ
N ⋅
⎟⎟⎟⎟⎟
⎠
⎞
⎜⎜⎜⎜⎜
⎝
⎛
⋅+⋅⋅
⋅
= ∑∑
=
= ,
unde:
Qi - cantitatea de transport din produsul i;Dmi - distanţa medie de transport pentru produsul i;v - viteza medie de deplasare a mijlocului de transport;q - capacitatea unitar ă de transport a mijlocului de
transport;k- coeficientul de folosire a mijlocului de transport;Ft- fondul de timp disponibil al mijlocului de transport;tdi - timpul de încărcare-descărcare a mijlocului de
transport.

5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a transportului intern214
Elaborarea planului optim de transport se poate realiza prin folosirea metodelor de programare liniar ă , cărora li seasociază modele de programare liniar ă specifice pentru fiecare problemă concretă care trebuie rezolvată.
Pentru modelarea matematică a unei probleme detransport, să presupunem că există „m” furnizori de materii prime şi materiale, pentru „n” consumatori.
Notaţiile modelului:ai - cantitatea de materii prime şi materiale care există în
depozitul furnizorului i, i=1, 2, .. , m;
bi - necesarul de materii prime şi materiale alconsumatorului j, j=1, 2, ., n;xij - cantitatea de materii prime şi materiale transportată
de la furnizorul i la consumatorul j;cij - costul transportului pe unitatea de produs de la
furnizorul i la consumatorul j.Pe baza acestor notaţii se poate scrie modelul general al
unei probleme de transport:
a) ∑∑==
=n
1 j j
m
lii ba ;
b) ( )n...2,1i,aX i
n
1 jij ==∑
=
;
c) ( ) 0X,n...2,1 j, bX ij jm
1 jij ≥==∑
=
.
Funcţia obiectiv care li se asociază acestor relaţii este:
minxcFm
li
n
1 j
ijij =⋅= ∑∑= =
.
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 215
Modelul de programare liniar ă al problemei de transport se
poate rezolva cu ajutorul metodelor Simplex sau cu pachetele de programe informatice specifice acestui model, de tipul OPALINE.
10.5. ECHIPAMENTE PENTRU TRANSPORTUL INTERNAL FACTORILOR MATERIALI DE PRODUCŢIE
În organizarea transportului intern, manipularea
factorilor materiali de producţie se realizează cu trei categoriiimportante de echipamente şi anume:- conveiere, dispozitive acţionate prin gravitaţie sau
electric, folosite frecvent în deplasarea încărcăturilor uniforme,continue de la un post la altul, pe un traseu de regulă fix, a căror funcţie principală este mişcarea. Se cunosc: conveier pe role,conveier cu bandă, plan înclinat, monorai, conveier suspendat.Ele sunt folosite atunci când: încărcarea este uniformă, materialele
sunt în mişcare continuă, traseele de mutare sunt fixe, încărcăturaeste constantă, mişcarea se desf ăşoar ă într-un ritm fix, conveierele pot evita traseele de circulaţie încrucişate, drumul de urmat estefix, deplasarea se face de la un punct la altul;
- macarale şi trolii, dispozitive care operează laînălţime folosite în general pentru mişcarea diferitelor încărcături intermitente între puncte aflate în aria determinată de calea pe care aceste echipamente se deplasează, având cafuncţie principală traseul sarcinilor. Se includ în această categorie: podul rulant, macaraua portal, macaraua pivotantă,macaraua cu troliu, macaraua stivuitoare;
- vehicule industriale, tractate manual sau auto- propulsate sunt folosite pentru deplasarea încărcăturilor mixte sauuniforme, în mod intermitent, pe trasee diferite, prevăzute cu uncarosabil corespunzător având drept funcţie principală manevrareasau transportul. Fac parte din această categorie: elevatorul cufurcă, autoplatforma, căruciorul cu două roţi manual, roaba,tractorul cu remorcă, stivuitorul manual.
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a transportului intern216
În general, există diferite tipuri de echipamente folosite în
manipularea factorilor materiali de producţie, cca. 400 de feluri,tipuri şi variante ce au fost clasificate în diferite moduri. Unadintre cele mai cuprinzătoare clasificări apar ţine profesoruluiHerbert H. Hali, clasificare adoptată de SIMM (SocietateaInternaţională de Management a Materialelor) şi SAIM (Societa-tea Americană a Inginerilor Mecanici), care cuprinde trei marigrupe exhaustive, iar în cadrul fiecăreia se includ aproape 1000 piese de echipamente sau dispozitive după cum urmează: mobile
şi fixe (1000 conveiere, 2000 macarale, 3000 echipamente de poziţionare); mobile (4000 vehicule industriale, 5000 vehicule cumotor, 6000 vagoane CF, 7000 vehicule navale, 8000 transportaerian); fixe (9000 containere şi supor ţi).
În grupa conveiere se includ:- conveierul cu band ă constă în esenţă din benzi care se
mişcă permanent, fiind montat pe un cadru de sprijin şi este folositla transportul materialelor. Banda este mijlocul de transport propriu-zis şi este confecţionată din ţesătur ă, cauciuc, piele, plastic sau metal şi poate fi sau nu echipată cu dispozitive de prindere. Banda se poate sprijini fie pe role şi roţi de ghidare, fie pe un pat solid din lemn sau metal şi poate fi plană sau în formă de U;
- conveierul elevator este utilajul de ridicat caretransportă materiale vertical, mijlocul util de transport fiind
cupele, aripile, tăvile, braţele sau buzunarele. Pot fi acţionatede lanţuri sau benzi ridicătoare, sunt închise sau deschise,mobile sau fixe. În esenţă, acest conveier este, în majoritateacazurilor, vertical şi constă din unul sau două lanţuri f ăr ă sfâr şit, sau o bandă la care se ataşează cupe, fiind folosit pentru ridicarea materialelor granulare sau semigranulare, uscate;
- conveierul pe lan ţ sau cablu este definit genericconveierul orizontal acţionat de lanţuri sau cabluri, sau la care
sarcina este efectiv deplasată de lanţuri sau cabluri. În această
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 217
categorie se includ: conveierul cu şor ţ , cu aripioare, cu traversă ,
cu lan ţ , cu palete, cu vagonet, cu troliu şi tramvaiul aerian; - conveierul cu trac ţ iune este denumirea generală aplicată oricărui conveier care deplasează mari cantităţi demateriale de masă. Este folosit pe larg în minerit şi în industriilede purificare. Tipurile cele mai des întâlnite sunt: conveierul drag ă , conveierul cu pl ă ci, tramvaiul pe cabluri şi vagonetul tractat;
- conveierul cu role este cel mai cunoscut şi utilizat tip
de conveier. Constă din role aşezate pe un cadru peste carematerialele se deplasează prin gravitaţie, fie prin acţionaremecanică şi se foloseşte pentru transportul obiectelor deforme diferite prin schimbarea secţiunii rolelor sau a alinieriiacestora pe cadrul suport;
- conveierul elicoidal utilizează drept parte activă pentrutransport un şurub mare sau o spirală. Adesea şurubul deplasează materialele de masă prin rotire într-un jgheab semicircular sauîntr-un tub, asigurându-se astfel avansarea materialului. Elicea sauşurubul este rotit de o curea de transmisie, de un lanţ sau de unmotor la care este conectat direct. Conveierul elicoidal poatefuncţiona în plan orizontal sau înclinat până la 30°, cu şuruburifiletate standard şi este confecţionat din tronsoane de 3-3,6 m, maimulte tronsoane putând fi legate între ele pentru a obţine lungimeadorită;
- conveierul conduct ă transportă materialele prin tuburi sauconducte, prin gravitaţie, vacuum, presiune sau mijloacemecanice şi se foloseşte pentru transportul materialelor de masă,uscate şi a semilichidelor;
- conveierul cu mi şcă ri alternative constă din una saumai multe grinzi care deplasează materialele datorită unei mişcărialternative şi câteva dispozitive de prindere al căror rol este doar de a direcţiona materialul în sensul dorit. El este prevăzut cu
dinţi, înclinaţi, aşezaţi între grinzi paralele, care se mişcă alternativ pentru a asigura avansarea materialului în direcţia
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a transportului intern218
necesar ă. Poate fi mobil sau fix şi se utilizează adesea la
alimentarea altor tipuri de conveiere;- conveierul vibrator deplasează materialul prin vibrare,într-o singur ă direcţie, materialul fiind aşezat de regulă într-untub sau un jgheab, care este manevrat prin vibraţii produse desurse electrice sau mecanice ce pot fi de frecvenţă mare saumică în funcţie de materialul ce trebuie deplasat. Poate fi mobil sau fix şi se recomandă pentru deplasarea materialelor de masă;
- conveierul special şi echipamente auxiliare se
includ: alimentatoare speciale, ciururile, descărcătoarele cucovor basculant, topogane, bene de încărcare, burlane, conductecu vane etc.
Din grupa macarale, elevatoare şi palane fac parte:- macarale şi dricuri fixe (macaraua cu piedestal şi
macaraua pivotantă) sunt nedeplasabile fiind folosite doar laridicat şi nu la deplasarea materialelor;
- macarale deplasabile, cu mijloace proprii sau pe o cale fixă de rulare. Se includ aici: podul rulant format din una saumai multe grinzi transversale şi macarale eşafodaj cum sunt portalele, semiportalele, macarale consolă şi macarale de docuri şicare constau dintr-un eşafodaj deplasabil de care estesuspendată sau la care este ataşată o macara;
- macarale mobile deosebite de cele deplasabile şisunt, de regulă, montate pe un suport mobil, care nu se
deplasează pe un traseu fix. Se includ: macarale pe calea ferată,macarale pe şenile, automacarale, macarale turnante mobile,macarale cotite mobile, folosindu-se pe larg în industrie;
- elevatoarele şi lifturile sunt dispozitive în forma de platformă utilizate pentru ridicarea materialelor şi se folosesc atâtla transportul mărfurilor, cât şi al persoanelor, având capacitateaîntre 1000-5000 kg, cu viteze diferite şi dimensiuni variabile ale platformei. De regulă, lucrează cuplate cu alte utilaje de manipulare
în cadrul unui sistem flexibil de transport intern;
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 219
- că ile suspendate pe cabluri şi screperele cu cabluri
concentrează sisteme cu cabluri ca o combinaţie de cabluri careface posibilă ridicarea sau tragerea unei bene, cupe sau cabine.Căile suspendate pe cabluri pot fi pe cabluri întinse, pe cablurilăsate să atârne între doi supor ţi. Se folosesc pe larg în industriaextractivă;
- troliile sunt folosite la ridicarea unor sarcini uşoare peverticală la distanţe scurte. Sunt larg utilizate putând fi acţionatemecanic sau manual de la nivelul solului sau din cabina de
comandă. Cel mai des folosite sunt troliile cilindrice şi celeelicoidale şi au drept sistem de acţionare frânghii, lanţuri saucabluri;
- vinciurile sunt tamburi acţionaţi mecanic sau manual pe care se r ăsucesc frânghii, lanţuri sau cabluri pentru a ridica sauremorca. Pot fi acţionate de un set de angrenaje pentru a oferi omai mare for ţă mecanică;
- echipamentele auxiliare pentru macarale, elevatoare şi trolii sunt fabricate şi utilizate pentru a creşte universalitatea,eficienţa şi eficacitatea acestei grupe de utilaje de manipulare. Seinclud: bene, dispozitive de apucare, cleşti, bride, distribuitoare, plase, graif ăre, cupe, sonete, foreze etc.
Echipamentele de poziţionare sunt diferite şi foarte multfolosite la diverse operaţii în aproape toate ramurile industriale.Se includ:
- manipulatoare şi pozi ţ ionatoare şi cuprind dispo-zitivele care trag, rotesc, r ăstoarnă, deplasează prin alunecaresau manipulează în al mod similar un obiect solid şi respectivdispozitivele care ţin obiectele într-o anumită poziţie sau ducobiectele printr-o serie prestabilită de mişcări. Se folosescde regulă în industria oţelurilor, a sudurilor, a montajului etc.;
- ridică toare şi descă rcă toare sunt dispozitive careridică obiectele şi le aşează pe loc. Ele pot fi acţionate
mecanic sau manual şi sunt dotate cu dispozitive de liftare şitransfer între planşee;
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a transportului intern220
- echipamentele de încă rcare a furnalelor au
caracter limitat numai la industria metalurgică, sunt dedimensiuni mari, montate pe şine şi au dispozitive decomandă complexe, care permit efectuarea unor operaţiunicomplexe;
- mese şi platforme fixe sunt dispozitive de poziţio-nare amplasate pe locuri fixe, utilizate în toate domeniile deactivitate şi sunt acţionate mecanic sau hidraulic;
- mese şi platforme mobile sunt echipamente de
poziţionare des utilizate, există în diferite forme, capacităţişi dimensiuni şi se clasifică în: mobile, telescopice mobile,acţionate hidraulic sau mecanic ;
- poduri şi rampe fixe de pozi ţ ionare, folosite des înindustrie pentru deplasarea persoanelor, a conveioarelor, pentruîncărcarea şi descărcarea în diferite mijloace de transport etc.;
- echipamente de transfer fixe sau mobile, folosite pentru transferul materialelor sau obiectelor de la un loc laaltul sau la schimbarea direcţiei de transfer a materialelor.Fac parte: plăcile turnante de orice dimensiune, dispozitivul detransfer cu bile, dispozitivele de transfer cu roţi sau rotile etc.
Vehiculele industriale sunt subclasificate în:- autoplatforme industriale, care transportă în cea mai
mare parte materialele manipulate în industrie. Se includ:autoplatformele fixe, platformele lift, platformele cu furcă,
autoâncărcătoarele laterale, scuterele industriale. Fiecare dinele se caracterizează prin particularităţi proprii în privinţadimensiunilor, a capacităţii şi a posibilităţilor de deplasare etc.;
- platforme manuale, care nu au loc special pentruconducător, deşi unele au autopropulsie. Sunt de diferite tipuri,dimensiuni capacităţi şi viteze de deplasare. Se folosesc atât latransportul intersecţii de producţie, cât şi în interiorul acestora;
- tractoarele şi locomotivele industriale includ:
tractoare pe şenile, tractoare pe roţi, locomotive industriale,locomotive subterane de mină şi tractoare cu cremalier ă şi
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 221
pinion. Clasificarea lor se face din punct de vedere al
utilizării pentru împingere - de regulă la efectuarea unor operaţii auxiliare şi nu pentru transportul efectiv al materialelor - şi de tragere - de regulă pentru asamblarea unor vehicule peroţi, care pot fi deplasate pe suprafeţele orizontale sau uşor înclinate sau pentru deplasarea unor cantităţi mari demateriale de la sau la locurile de încărcare;
- trailerele industriale sunt într-o varietate mare de
tipuri şi dimensiuni şi se folosesc în combinaţie cu tractoareleindustriale, autoplatformele cu furcă sau sunt tractate uneorimanual;
- vehicule de transport pentru materiale de masă includechipamente mari pentru lucr ări de terasamente utilizate înconstrucţii şi la drumuri.
Vehiculele rutiere se subclasifică de regulă în:
- semitrailerele rutiere sunt tractate de tractoare şi aumodele şi capacităţi diferite. Sunt unităţi detaşabile pe două roţi care fac parte dintr-un sistem de transport rutier şiinclud: furgoane, frigorifice, platforme, dumpere, cisterne,autotransportoare, trailere pentru transportul maşinilor greleşi semitrailere cu articulaţii;
- trailerele rutiere sunt vehicule autoportante pentrudrumuri, concepute să fie tractate de un element de tracţiuneseparat;
- echipamentele auxiliare îşi sporesc importanţa pemăsura lărgirii folosirii autovehiculelor. Se includ trailerecu pereţi ce se pot lifta, sau cu platforme laterale, care fac parte din structura trailerului şi care sunt acţionatehidraulic. Ele sunt importante la încărcare, în special acolounde rampele de încărcare, platformele ridicătoare sau altedispozitive de încărcare nu există sau sunt dificil de instalat.
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a transportului intern222
Transportul pe calea ferată uzinal sau republican folo-
seşte în general:- vagoane gondol ă , cu pereţi laterali şi descoperitefolosite pentru transportul mărfurilor în vrac, construite dinlemn sau metal, cu pereţi montaţi pe un saşiu metalic, care estefixat pe boghiuri cu două, patru sau şase osii;
- vagoane de marf ă acoperite, complet închise, prevăzute cu uşi pentru încărcarea şi descărcarea mărfurilor,care pot fi influenţate calitativ de condiţiile atmosferice;
- vagoane platformă , utilizate pentru transportulîncărcăturilor mari, alcătuite dintr-o platformă plată, un cadrumetalic aşezat pe boghiuri cu patru sau şase osii;
- vagoane autodescă rcă toare, sunt vagoane de caleferată speciale cu descărcare automată, folosite pentrumateriale în vrac, pot fi deschise sau acoperite, având pereţii de capăt rabatabili;
- vagonul cisternă este de fapt o cisternă cilindrică montată pe un saşiu de vagon CF, utilizat pentru transportullichidelor şi semisolidelor.
Containerele şi supor ţii se folosesc frecvent pentrusporirea eficacităţii depozitării materialelor. Cei mai des folosiţisunt: vasele de presiune, utilizate pentru depozitarea gazelor saulichidelor sub presiune (acetilenă, gaze inerte, oxigen etc), suntrezervoare cu pereţi groşi a căror grosime depinde de presiunea la
care se depozitează conţinutul; containere etan şe sunt elemente careau o etanşeitate ermetică, ori sunt etanşate cu dispozitive speciale.
10.6. COSTUL TRANSPORTULUI INTERN, INDICATORIIDE EFICIENŢĂ ECONOMICĂ ŞI CĂI DE REDUCERE
A COSTULUI TRANSPORTULUI INTERN
Fundamentarea costului transportului intern presupune
antecalcularea tuturor categoriilor de cheltuieli impuse dedesf ăşurarea activităţilor din cadrul acestui proces logistic al
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 223
întreprinderii. Cele mai importante categorii de cheltuieli se
refer ă la:- salariile personalului utilizat, exclusiv sau par ţial, înactivităţile de transport intern şi contribuţiile aferenteacestora;
- materialele şi piesele de schimb pentru funcţionarea,întreţinerea şi repararea mijloacelor de transport intern şiechipamentelor de grupaj a încărcăturilor (palete,containere, lăzi, cutii etc.);
- energia şi combustibilul pentru funcţionarea mijloacelor de transport intern;
- uzura echipamentelor de grupaj, SDV-urilor, obiectelor deinventar şi echipamentelor de protecţie pentru transportintern;
- amortizarea mijloacelor de transport intern, clădirilor şialtor categorii de mijloace fixe pentru acest proces şialtele.
Pe baza elementelor de cheltuieli precizate anterior, se pot fundamenta indicatorii de cheltuieli care privesc eficienţaeconomică a transporturilor interne, folosiţi în diagnosticareaşi planificarea acestui proces logistic al întreprinderii, dintrecare mai importanţi sunt:
- volumul cheltuielilor de transport intern pe fiecare verigă de producţie şi pe ansamblul în întreprinderii;
- ponderea acestora în totalul cheltuielilor de producţie pefiecare verigă de producţie şi pe ansamblul întreprinderii;- costul transportului intern pe unitatea de produs;- ponderea acestuia în costul unitar al produsului;- costul transportului intern;- cheltuieli de transport intern la 1000 lei cifr ă de afaceri.
Prin diagnosticarea şi planificarea procesului de transportintern sub raportul costului acestuia, se urmăreşte evidenţiereaşi valorificarea posibilităţilor existente de reducere a cheltuie-lilor de transport intern. Aceasta se poate realiza prin adoptarea
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a transportului intern224
unor măsuri de îmbunătăţire a utilizării mijloacelor de
transport intern, reducere a consumurilor de materiale, piesede schimb, energie şi combustibili, folosire mai bună a timpuluide lucru al muncitorilor ocupaţi în transportul intern ş.a.
Pentru aprecierea eficienţei economice a procesului detransport intern se folosesc şi alţi indicatori, cum sunt:
- indicele mediu de circula ţ ie; - gradul mediu de utilizare a capacit ăţ ii de transport intern; - indicele mediu de multiplicitate, care exprimă cantitatea de
încărcătur ă transportată pentru obţinerea unei tone de produs finit; el se calculează astfel:
Im = cantitatea totală de încărcătur ă transportată [tone] /cantitatea de producţie executată [tone]
- indicele de mecanizare sau automatizare a transporturilor
interne, calculat prin raportarea volumului transporturilor interne executate mecanizat sau automatizat la volumultotal al transporturilor interne, exprimate în tone-kilometrisau tone-metri;
- indicele de efort în procesul de transport intern, stabilit ca unraport între volumul transporturilor interne efectuate manualşi volumul total al transporturilor interne, exprimate întone-metri sau tone-kilometri;
- indicele de paletizare sau containerizare sau pachetizare atransporturilor interne, calculat prin raportarea volumuluitransporturilor interne executate paletizat, containerizat sau pachetizat la volumul total al transporturilor interne,exprimate în tone-metri sau tone-kilometri;- indicele de eficien ţă a transporturilor interne, calculat ca unraport între volumul de muncă pentru efectuarea transpor-turilor interne şi volumul de muncă pentru executarea producţiei prevăzute, exprimate în ore-om.
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 225
Echipa managerială dispune de mai multe căi de reducere a
cheltuielilor efectuate cu transportul intern, dintre acestea, subliniinddoar câteva:- introducerea progresului tehnic în activitatea de trans-
port intern, concretizată în:- stabilirea condiţiilor şi luarea măsurilor pentru
mecanizarea şi automatizarea transportului intern;- colaborarea la efectuarea de studii, elaborarea
variantelor şi efectuarea calculelor de eficienţă
economică;- participarea la implementarea măsurilor de progres
tehnic în activitatea de transport intern etc.;- proiectarea costurilor activităţilor de transport intern;- urmărirea indicilor de folosire a utilajelor, instalaţiilor
de transport şi a for ţei de muncă ocupată în activitatea detransport intern;
- eliminarea pagubelor şi a pierderilor din activitatea detransport;
- întreţinerea corespunzătoare a mijloacelor de transport,care va determina reducerea costurilor cu întreţinerea şi reparareamijloacelor implicate în activitatea de transport intern;
- efectuarea unor analize tehnico-economice pentru îmbu-nătăţirea activităţii de transport intern etc.;
Indiferent de sistemul de transport adoptat, la alegerea
mijlocului de transport se recomandă să se ţină cont de:- alegerea utilajului cel mai simplu, care să permită realizarea obiectivelor de transport propuse;
- să se prefere un utilaj de transport cunoscut care a maifost exploatat; pentru aceeaşi activitate de transportintern sunt de preferat două maşini cu viteză normală decât una cu viteză mare;
- prevederea unor soluţii de schimb în transportul intern
atunci când apar defecţiuni în sistemul de transport;
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a transportului intern226
- să se ţină seama de condiţiile de întreţinere şi de
executantul care va servi mijlocul de transport;- asigurarea unui coeficient de încărcare subunitar pentru situaţii neprevăzute şi pentru perioade de vârf,atunci când se stabileşte necesarul de mijloace detransport etc.
Transportul intern se va bucura şi în continuare deatenţia specialiştilor în domeniu, care, apelând la utilizarea unor
programe specializate pe calculator, vor putea proiecta sistemeoptime de deplasare a materialelor, semifabricatelor şi produ-selor finite cu cheltuieli minime.
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Cuprins 231
CUPRINS
Pag. Prefa ţă …………………………………………………… 3
Capitolul 1. CONCEPTUL DE MANAGEMENT ALPRODUCŢIEI MODERNE ………………. 5
1.1. Producţia modernă-condiţie a integr ării economieinaţionale în piaţa concurenţială europeană şimondială …………………………………………... 5
1.2. Delimitări conceptuale ………………………….. 6
Capitolul 2. ÎNTREPRINDEREA ÎN SISTEMULPRODUCTIV AL SOCIETĂŢII MODERNE 12
2.1. Definirea, locul, rolul şi atribuţiile întreprinderilor
moderne de producţie ………………………………
122.2. Tr ăsăturile şi componentele de bază ale uneiîntreprinderi de producţie …………………………. 21
2.3. Întreprinderea şi responsabilitatea socială a acesteia 252.4. Concepţii cu privire la întreprindere………………. 262.5. Tipologia întreprinderilor de producţie industrială ... 28
Capitolul 3. FUNCŢIUNEA DE PRODUCŢIE A
ÎNTREPRINDERILOR MODERNE ……... 393.1. Elemente ale structurii întreprinderilor moderne de
producţie …………………………………………... 393.2. Funcţiunea de producţie …………………………… 403.3. Tipologia proceselor de muncă …………………... 473.4. Principiile organizării producţiei ………………….. 503.5. Legile fundamentale ale organizării producţiei …… 533.6. Principalele tipuri de producţie în întreprinderile
moderne …………………………………………… 54
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 232
3.7. Principalii factori care influenţează procesul de producţie şi organizarea acestuia ………………… 60
Capitolul 4. SISTEME DE ORGANIZARESTRUCTURALĂ A PRODUCŢIEI ……… 64
4.1. Tipuri de structuri de producţie şi concepţie ……… 644.2. Structura de producţie şi concepţie ………………... 674.3. Tipologia proceselor de producţie ………………… 714.4. Perfecţionarea structurii de producţie şi concepţie-
condiţia obţinerii performanţei în domeniu ……….. 74
Capitolul 5. SISTEME DE ORGANIZARE SPAŢIALĂ A PRODUCŢIEI …………………………... 77
5.1. Problemele specifice amenajării spaţiale a producţiei ………………………………………….. 77
5.2. Problemele generale ale organizării spaţiale averigilor de producţie …………………………….. 78
5.3 Specificitatea configuraţiei fluxurilor tehnologice ... 81
5.4. Metode şi tehnici folosite pentru organizarea înspaţiu a producţiei întreprinderii ……………….. … 835.5. Metode folosite pentru amplasarea locurilor de
muncă ……………………………………………… 855.6. Metode de grupare a locurilor de muncă ………….. 955.7. Dimensionarea spaţiilor de producţie necesare …… 96
Capitolul 6. SISTEME DE ORGANIZARE ÎN TIMP A
PRODUCŢIEI ……………………………… 996.1. Unele delimitări conceptuale 996.2. Durata ciclului operativ al produsului …………….. 106
Capitolul 7. SISTEME DE ORGANIZARE
PROCESUALĂ A PRODUCŢIEI ………... 1117.1. Sisteme moderne de organizare a producţiei ……… 111
7.2. Sistemul de organizare a producţiei în flux ……….. 1127.2.1. Concept şi tr ăsături ………………………... 112
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Cuprins 233
7.2.2. Tipuri de linii de producţie în flux ………… 1147.2.3. Parametrii de funcţionare ai liniilor de
producţie în flux …………………………... 121
7.2.4. Modul de amplasare a locurilor de muncă încadrul liniilor de producţie în flux ………… 126
7.2.5. Problemele dimensionării suprafeţelor de producţie pentru liniile de producţie în flux ..
128
7.2.6. Aspectele echilibr ării liniilor de producţie înflux ………………………………………… 128
7.2.7. Organizarea liniilor de producţie în flux îndiferite ramuri industriale …………………. 130
7.2.8. Efectele economice ale folosirii liniilor de producţie în flux …………………………... 132
7.3. Sistemul de organizare a producţiei pe comenzi ….. 1337.3.1. Metode de amplasare a locurilor de muncă .. 135
7.3.1.1. Metoda verigilor pentru amplasa-rea locurilor de muncă ………….. 135
7.3.1.2. Sistemul flexibil de fabricaţie -
modalitate specifică de organizarea producţiei de serie mică şiunicate ………………………….. 136
7.4. Perfecţionarea sistemelor de fabricaţie prin introdu-cerea robotizării …………………………………… 141
Capitolul 8. SISTEME DE ÎNTREŢINERE ŞIREPARARE A UTILAJELOR ……………. 145
8.1. Managementul întreţinerii şi repar ării utilajelor -condiţie obiectivă a obţinerii performanţei în producţia modernă ………………………………… 145
8.2. Organizarea şi planificarea activităţii de întreţinereşi reparare a utilajelor ……………………………... 1498.2.1. Rolul şi priorităţile activităţii de întreţinere
şi reparare a utilajelor ………………………
149
8.2.2. Sisteme şi metode de organizare a repar ăriiutilajelor …………………………………… 151
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 234
8.2.3. Planificarea repar ării utilajelor ……………. 1578.2.4. Stabilirea momentului optim de înlocuire a
utilajelor …………………………………… 161
8.2.5. Unele metode moderne de executare areparaţiilor utilajelor ………………………. 162
8.3. Căi de creştere a eficienţei activităţii de întreţinereşi reparare a utilajelor ……………………………... 163
Capitolul 9. SISTEME DE ORGANIZARE APROCESELOR AUXILIARE ….………… 165
9.1. Managementul proceselor auxiliare - o problemă deactualitate în întreprinderile moderne ……………….. 165
9.2. Asigurarea cu energie a unei întreprinderi de producţie industrială ………………………………. 1679.2.1. Importanţa şi obiectivele activităţii de
asigurare cu energie ……………………….. 1679.2.2. Planificarea necesarului de energie ……….. 1709.2.3. Căi şi metode de reducere a consumului de
energie electrică şi combustibil ……………. 1749.3. Managementul activităţii de asigurare cu scule,dispozitive, verificatoare SDV-uri a unei întreprin-deri de producţie industrială ……………... 1759.3.1. Importanţa activităţii de asigurare cu
SDV-uri şi obiectivele secţiei de SDV-uri … 1759.3.2. Tipologia SDV-urilor ……………………… 1779.3.3. Stabilirea necesarului de SDV-uri şi a
mărimii stocurilor de SDV-uri …………….. 1799.3.3.1. Calcularea necesarului de SDV-uri … 1799.3.3.2. Stabilirea stocurilor de SDV-uri ... 185
9.3.4. Organizarea activităţii de distribuire şi păstrarea SDV-urilor pe locurile de muncă ……… 188
9.3.5. Măsuri de economisire a consumului deSDV-uri ……………………………………. 190
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Cuprins 235
Capitolul 10 . SISTEME DE ORGANIZARE ATRANSPORTULUI INTERN …………… 191
10.1. Concept, importanţă, obiective şi factori caredetermină structura transportului intern …………... 191
10.2. Tipologia transporturilor şi a mijloacelor detransport …………………………………………… 194
10.3. Principii şi sisteme de organizare structurală şi procesuală a transportului intern …………………...
196
10.4. Planificarea activităţii şi a mijloacelor de transportintern necesare …………………………………….. 203
10.5. Echipamente pentru transportul intern al factorilor materiali de producţie ……………………………... 215
10.6. Costul transportului intern, indicatorii de eficienţă economică şi căi de reducere a costului transpor-tului intern ………………………………………... 222
Bibliografie ……………………………………….……... 227
Cuprins ……………………………………………….….. 231

5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 236
Redactor: Andreea DINU Tehnoredactor: Marilena GURLUI-BĂLANCoperta: Stelian PÂNZARU
Bun de tipar: 18.07.2003. Coli de tipar: 14,75Format: 16/61x86
Editura şi Tipografia Fundaţiei România de Mâine
Splaiul Independenţei nr. 313, Bucureşti, sector 6, O.P. 83Tel./Fax: 410.43.80; www.SpiruHaret.ro
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 227
B I B L I O G R A F I E
1. Allaire, I., Firsirotu, M, L'entreprise strategique: penser la strategie, Gaetan Morin, Editeur, 1993.
2. Allender, H., Total quality management – a primer on anew managemenet paradigm. În Qualitzobserver, nr.4, feb.1992.
3. Androniceanu, A., Managementul schimbă rilor , Ed. AllEducaţional, Bucureşti, 1998.
4. Badea, F., Managementul produc ţ iei industriale, vol.1, Ed.All educational S.A., Bucureşti, 1998.
5. Băşanu, Gh., Pricop M., Managementul aprovizionă rii şi
desfacerii, Ed. Economică, Bucureşti, 1996.6. Băşanu, Gh., Fundătur ă D., Management - marketing , Ed.
Diacon Coressi, Bucureşti, 1993.7. Bărbulescu, C., Bâgu, C., Managementul produc ţ iei, Vol.1,Ed. Tribuna Economică, Bucureşti, 2001.
8. Bărbulescu, C., Bâgu, C., Managementul produc ţ iei, Vol.2,Ed. Tribuna Economică, Bucureşti, 2002.
9. Bărbulescu, C., Managementul produc ţ iei industriale,Vol.1,2,3, Ed. Sylvi, Bucureşti, 1997.
10. Bejan, N., Tehnologia fabrică rii şi a repar ă rii utilajelor
tehnologice, Ed. Oficiul de informare docu-mentare pentru industria construcţiilor demaşini, Bucureşti, 1991.
11. Ceauşu, I., Tratat de management, Ed. Miracol, Bucureşti,1998.
12. Gâf-Deac, I., Gâf-Deac, M., Tratat de tehnologii moderne,Ed. Fundaţiei România de Mâine, Bucureşti,
2000.
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Bibliografie 228
13. Dumitrescu M., Managementul schimbă rii. În „Strategiimanageriale de firmă" (coordonator Nicolescu ,O.), Ed. Economică, 1996.
14. Dima, C.I., Nedelcu, M.V., Managementul produc ţ ieiindustriale, Ed. Didactică şi Pedagogică,Bucureşti, 1999.
15. Ionescu, S., Păunescu, I., Managementul produc ţ iei, Ed.Eficient, Bucureşti, 2001.
16. Javel, G., L' organisation et la gestion de la production, Ed.Masson, Puils, 1993.
17. Lorino, Ph., Le controle de gestion strategique, Dunod, Paris,1992.
18. Lorino, Ph., Comptes et recits de la performance. Essai sur le pilotage de 1'entreprise, Les Edi-tions d'organisation, 1995.
19. Manolescu, A., Managementul resurselor umane, Ed. Rai,Bucureşti, 1999.
20. Marinescu, R.D., Marinescu, N.I., Managementul tehnolo-
giilor neconven ţ ionale, Vol.1., Ed. Economică,Bucureşti, 1995.21. Măr ăcine, V., Decizii manageriale, Ed. Economică,
Bucureşti, 1998.22. Mărgulescu D., Niculescu, M., Robu, V., Diagnostic
economico-financiar , Ed. Rimcart, Bucureşti,1994.
23. Mecu, Ghe., Popescu, I., şi colectivul, Economie de pia ţă
contemporană , Ed. Genicod, Bucureşti, 2003.24. Moldoveanu, G., Managementul opera ţ ional al produc ţ iei,
Ed. Economică, Bucureşti, 1999.25. Nedelcu, A., Oancea, Ghe., Lupulescu, N., Tehnologii şi
sisteme flexibile de fabrica ţ ie, Ed. Lux Libris,Braşov, 2000.
26. Nicolescu, O., (coordonator), Strategii manageriale de firmă ,
Ed. Economică, Bucureşti, 1996.
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Sisteme de organizare a produc ţ iei 229
27. Nicolescu, O., (coordonator), Sistemul decizional al organiza- ţ iei, Ed. Economică, Bucureşti, 1998.
28. Nicolescu, O., (coordonator), Sistemul informa ţ ional manage-
rial al organiza ţ iei, Ed. Economică, Bucureşti,2001.
29. Nicolescu, O., Verboncu, I., Management, Ed. Economică,Bucureşti, 1999.
30. Niculescu, M., Diagnostic global strategic, Ed. Economică,Bucureşti, 1997.
31. Niculescu, M., Lavalette, G., Strategii de cre ştere, Ed.Economică, Bucureşti, 1999.
32. Popescu, C., Ciucur, D., Morega, I.D., Microeconomia con-
curen ţ ial ă , Ed. Economică, Bucureşti, 1997.33. Rusu, C., Managementul întreprinderilor mici şi mijlocii,
Ed. Expert, Bucureşti, 1996.34. Pânzaru, S., Materialele compozite - viitorul produc ţ iei
speciale, Ed. A.F.A., Braşov, 2002.35. Pânzaru, S., Tehnologii utilizate în produc ţ ia special ă , Ed.
A.F.A., Braşov, 2002.36. Pânzaru, S., Materiale utilizate în produc ţ ia special ă , Ed.A.F.A., Braşov, 2002.
37. Petrescu, I., Management , Ed. Tipocart, Braşov, 1993.38. Petrescu, I., Gândirea şi aptitudinile managerului, Ed. Lux
Libris, Braşov, 1996.39. Petrescu, I., Profesiunea de manager , Ed. Lux Libris,
Braşov, 1997.
40. Petrescu, I., Psihosocioeconomia managementului calit ăţ iitotale, Ed. Lux Libris, Braşov, 1998.
41. Petrescu, I., Teorie şi practică în managementul resurselor umane, Ed. Lux Libris, Braşov, 1998.
42. Petrescu, I., Psihosociologie managerial ă , Ed. Lux Libris,Braşov, 1998.
43. Petrescu, I., Cismaru, Ghe, Managerul în lumea afacerilor ,
Ed. Tribuna, Sibiu, 1999.
5/10/2018 1. Panzaru S, Sisteme de Organizare a Productiei 2003 - slidepdf.com
http://slidepdf.com/reader/full/1-panzaru-s-sisteme-de-organizare-a-productiei-2003
Bibliografie 230
44. Petrescu, I., Dragomir, C., Gherasim, S., Succesul manage-rial , Ed. Lux Libris, Braşov, 2000.
45. Petrescu, I., Problemele cercet ă rii în ştiin ţ a managerial ă ,
Ed. Lux Libris, Braşov, 2001.46. Petrescu, I., Managementul performan ţ ei, Ed. Lux Libris,
Braşov, 2002.47. Petrescu, I., Managementul personalului organiza ţ iei, Ed.
Expert, Bucureşti, 2003.48. Phillipe, L., Comptes et recits de la performance. Essai sur
le pilotage de l'entreprise. Les Editionsd’ organisation, 1995.
49. Preda, D., Ocuparea for ţ ei de muncă şi dezvoltarea
durabil ă , Ed. Economică, 2002.50. Russu, C., Management , Ed. Expert, Bucureşti, 1993.51. Russu, C., Management strategic, Ed. All Beck, Bucureşti,
1999.52. Zaharia, M. (coordonator), Managementul organiza ţ iei,
Ed. Holding Reporter, 1996.
53. Zorlenţan T., Că pr ărescu Gh., Burduş E., Managementul organiza ţ iei, Ed. Economică, 1999.