TOLERAN TE SI MASURATORI TEHNICE - old.unitbv.roold.unitbv.ro/Portals/45/Admitere/Master/2...
26
' D. DGU GH. BAOESCU C. MILITU A. STUU I. POPESCU TOLE RAN TE SI MASURATORI TEHNICE EO!TURA DIDACTICA �I PEDAGOGl(J, IUCUREJTI, 1980
Transcript of TOLERAN TE SI MASURATORI TEHNICE - old.unitbv.roold.unitbv.ro/Portals/45/Admitere/Master/2...

'
D. DRAGU
GH. BAOESCU
C. MILITARUA. STURZU
I. POPESCU
TOLE RAN TE SI MASURATORI
TEHNICE
EO!TURA DIDACTICA �I PEDAGOGl(J, IUCUREJTI, 1980

1
PRECIZIA PRELUCRA.RII SI A ASAMBLARII PlESELOR IN CONSTRUCJIILE DE MASINI
1.1. CONSIDERATII GENERALE
Calitatea integrala a pieselor �i a produselor finite io constructiile de ma�ini este dcterminata de valorile reale ale unei serii de marimi sau parametri chimici, izici, mecanici �i geometrici.
0 pit'sa sau un organ de ma�ina este, 111 general, un corp geometric executat dintr-un material cu anumite caracteristici sau proprietati chirnice �i fizicomecanice �i are o anumita forma, care depinde de felul suprafetelor ce o compun plane, cilindrice, conice, sferice etc.), de dimensiunile 1;i pozitia reciproca a cestor suprafete, de distantele dintre suprafete �i de gradul de netezime (rugo-
zitatea) al fiecarei suprafete. Piesa ca atare, cu toate caracteristicile sau prop.ritatile sale (ale caror valori sc stabilesc in procesul de proiectare), se realizeaza, �-.iclic, in procesul de prelucrare, trebuind, in ultima instanta, sa corespunda
nu1 anumit rol functional. Printr-un proces specific de asamblare, din mai culte pie:.e finite se obtine proclusul finit: ma�ina, aparat, instalatie etc.
Datorita influentei variabile a unui mare numar de factori obiectivi �i �iectiYi (cci mai multi fiind legati de imperfectiunile mijloacelor de lucru �i e control), piesele �i produsele finite de acela5i fel se deosebesc uncle de altele
-e,pectiY de piesa sau produsnl teoretic. Deosebiri apar �i din punctul de... ere al compozitiei chirnice, 5i din punctul de vedere al caracteristicilor
o-mecanice etc. Iu rnodul acesta, apare uotiune de precizie a prelucrariipreci=ie a asamblarii, prin care se intelege gradul de apropiere al picsei
produsului realizat fata de piesa <;au produ<;u) de referinta prescris (impus).tru diferite conditii functionale mai severe sau mai putin severe, acest gradpropiere respectiv precizia prelucriirii piesei sau a asambliirii produsului
buie sii fie mai mare sau mai mica. Pxin urmare, din punct de Yedere geometric, precizia prelucrarii pieselor
p. r"izia asamblfffii produselor trebuie tratate sub urmatoarele aspecte :izia dimensiunilor (liniarc �i uughiulare), prccizia formei geometrice a supra
r precizia pozitiei rcciproce a suprafetelor �i rugozitatea suprafetelor (li",IU de contact).
13

1.2. PRECIZIA Dll\t:ENSIUNILOR
1.2.1. DIMENSIUNI, ABATER!, TOLERAKTE
Dimcnsiunea liniara sau unghiulara este caracteristica geometrica care determina fie marimea unei piese, fie pozitia unei suprafete fata de alla, fie pozitia unei piese fata de alta intr-un ansamblu de mai multe piese (de cxemplu, diametrul bilelor de ruhnenti, lungimea unui bolt, grosimea unei buqe, unghiul dintre generatoarele diametral opuse ale unei suprafete conice, distanta diutre segmentii de piston etc.).
Din considerente functionale �i tehnologice, dimeusiunea este reprezcntata priu urmatoarele valori caracteristice:
- valoarea nominala, care estc prima valoarc luata de dimensiune �i careapare la proicctare, ca rezultind din calcul sau constructiv (ca o Yaloare absoluta, intreaga sau cu zccimale, luata ca alare sau rotunjita, marita sau mic�orata). Ea este valoarea de referinta in caractcrizarea �i det�rminarea tuturor celorlalte valori �i, in diferite calcule, se notc:nii, de obicei, cu litera N ;
- valoarea e{ecfiviJ., nolata cu Jitera E, care sc obtine prin prelucrarca oriasamblarea pieselor �i care, de cele mai multe ori, devine cunoscuta prin masurare. In cazul unui lot sau serii de piese de accla�i fcl, difcritele valori efecti,·e ale acelca�i dimensiuni (sau parametru, in general) nu sint egale intre ele decit daca diferenta dintre ele este mai mica decit prccizia de masurare a instrumentelor sau aparatelor folosite, ceca ce, practic, se int1mpla foarte rar. Rezulta, prin urmarc, ca, daca Yaloarea nominala este una singura, Yaloarea efectiva este, in mod obiectiY, variabila, datorita imperfcctiunii mijloacelor �i metocJelor de prclucrare �i masurare. Mai rezulta, in plus, ca Yaloarea efectiYa nu trebuie sa fie, neaparat, �i nici nu poate fi, decit intimplator, egala cu Yaloarea nomiuala.
- valoarea limilii maxima (notata, in general, cu Lmaz) �i valoarea Limiiaminima (notata, in general, cu Lmtn), nu mite lji valoarea maxima prescrisi1. rf",spectiv valoarea minimi1 prescrisc'i, intrc care trebuie sa fie cuprinse Yalorile efective. Cind valorile efectiYe ale dimensiunii sint mai mari decit valoarea maxima prescrisa sau mai mici clecit valoarea minima prescrisa, piescle nu-$i pot indeplini rolul functional �i sint considerate rebut. Cele aratate pot fi ilustrate prin rela\ia:
(1.1)
De retinut ca Yalorile limita maxima �i limita minima sint prescrisc, ca �i valoarea nominala, de catre cei care proiecteaza picscle �i produsele finite.
Observa/ie. In mod obi$nuit, valorile: oominal:1, efecti\ ii, limit:1 maxim:l �I limitil minima
ale dimensiunii se numesc, mai pe scurl, dimensiunca nominala, dimensiunea efectiv:l, dimensiunea maxima �i respcctiv dimcnsiunea minima.
Din anumite motiYe, uneori se opereaza cu o no\iune numita abatere (notata cu litera A), care, in general, este diferenta dint re o valoare oarecare �i valoarea de referinta ale aceleia�i dimensiuni. In particular, se intilnesc urmatoarele abateri :
- abalerea efectiva (A,1), care este diferenta dintre Yaloarea efectiva adimensiunii �i valoarea nominam :
(l.2)
14

lntrncit Yaloarea efectiYa poate fi mai mare, egala sau mai mica .decit Yaloarea nominal a, din relatia (1.2) rezulta ca abaterea cfectiYa poate fr pozitiva, zero sau negativa.
- abalerea limilii superioal'l1 sau, mai scurt, abalerea superioara (A,), egalacu difercnta dintre Yaloarea maxima prescrisa lji valoarea nominala ale aceleia�i dimensiuni
A 6 =Lmaz-lV. ( 1.3)
- abalerea limiUi inferioar<1 sau, mai scurt, abaterea inferioara, egala cudiferenta dintre Yaloarca minima prescrisa a dimensiunii �i valoarea nominala a ei:
A;=Lm 1 ,,-l\'. (1.4)
Ca �i abaterea efecliY5, abaterile limita pol fi: pozitiYe, zero sau negative, dupa cum Yalorile limita ale dimensiunii sint mai mari, egale sau mai mici decit Yaloarea nominala.
Ca �i intre diferitele Yalori ale dimensiunii, inlre abaterile efectiYa, supcrioara l]i infcrioara cxista relatia :
A,�A,1�.1.,. (1.5)
Din relatiile (1.3) �i (1.4) rezulta
Lmaz=N+A!, (1.6)
L,,,,n=N+A,. (1.7)
Yalorilc limita prcscrise ale dimensiunii sau abaterile limila prescrise !etermina un interYal de variatie prescris al valorilor efectiYe ale dimensiunii,rP"pecliv ale abaterilor. Acest interYal de variaiie se nume�te loleran(a �i se, lculea1.a astfel :
(1.8)
Daca, in aceasta relaiie, Lmaz �i Lm,n se inlocuiesc cu expresiile din relatiile I .L !3i (1.7), se ob�ine :
T=Lmaz-Lm fn =(S -j Jl,,)-(.t\' +.t1 1) =il,-A 1. (Ul)
Calculata cu ajutorul rela1iei (1.8) sau (1.9), 1olerania este intotdcauna z:li,·a (Lmax> Lm1n)·
Pentru o intelegere mai u�oara, noiiunile legate de precizia dimensiunilor ,or fi tratate cu referire la suprafeiele cilindrice, acestea fiind, in general, cele i=.ai importante �i cele mai fecvent intilnite suprafete de asamblare.
ln asamblarile cu supral'ete cilindrice, suprafata cuprinzatoare se nume�te, _ neric, alezaj, iar suprafata cuprinsa se nume�te arbore. De exemplu, in asam
. ri!e cilindru-piston, lagar-fus etc., suprafaia cilindrului sau a lagarului este .. ;:ajul, iar suprafata pistonului sau a fusului esle arborele.
Dimensiunea caractcristica a suprafetelor cilindrice (alezaj �i arbore) este a:ntlrul. Jn calculele care urmeaza, pentru alezaj se Yor folosi notatii �i sim.uri cu litere mari, iar pentru arbori cu litere mici. Pentru toate ale1ajele o\i arborii diametrul nominal se noteaza cu litera N. Alezajele lji arborii,
care se asambleaza impreuna, au acela�i diametru nominal. Diametrele : efectiv,
15

limita maxim �i Jimitii mm1m �i abaterile superioarii �i inferioarii se noteazii cu : D,t, Dmaz, D,11111, A s �i A I pentru alezaje cu : d.1, dmax , dm1,., a, �i, respectiv, a1 pentru arbori.
Pe baza relatiilor de mai inainte se poate scrie : - toleranta la diametrul alezajului
Tn =Dmaz-Dmi ,. =ll,-A i ; - toleranta la diametrul arborelui
a
Ta =dmaz-d1n 1n =a,-a;.
0� I '
·-- <� - J \ Q'
I
TI·- -F '----'--� ____ y_ - F'
b
Fig. 1.1. Diametre �i abateri : a - pentru alezaje; b - pentru arbori.
( 1.10)
(1.1 I)
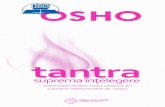
Diametrele $i abaterile pot fi reprezentate grafic conventional ca in figura 1. I, a (pentru alezajc) �i figura 1.1, b (pentru arbori). Dupa cum se vede,toate alezajele sint reprezentate de numai doua alezaje limita: unul cu D == Dmax �i altul cu D =Dmtn (fig. I. I, a), iar toti arborii sint reprezentat,i nu maiprin uoi arbori limitii : unul cu d =dmaz �i al doilea cu d =dmin (fig. 1.1, b).Linia FF' este generatoarea comunii pentru toate piesele de acela�i Iel $i pentrutoate diametrele. Generatoarea respectiv linia O (linia zero) determinii, impreunacu generatoarea FF', diametrul nominal N �i este, in acela�i timp, linia de referintii pentru abateri. Abaterile se masoarii de la aceasta Iinie : deasupra eidad\ sint pozitive �i dedesubtul ei daca sint negative, conform relat,iilor (1.3)�i (1.4).
Reprezentarea grafica de mai inainte poate fi simplificatii in felul urmiitor: fiecare grup de alezaje !;,i de arbori este reprezentat printr-un singu r alezaj, respectiv printr-un singur arbore cu generatoarea FF' �i cu generatoarele supe-
o,,
�' j
F
a.
OJ �.
-F' F -1..--1--l--1.J.--�-1-..L.L�� ......... � ......... _,__._�-p•
II Ill IV
b
Fig. 1.2. Reprezentarea conventionala a tolerantelor : a - pentru alezaje; b - pentru arbori.
rioare limitii, astfel ca, pc desen, pot fi date amindouii diametrele limita (figura 1.2, a, b). Totodata, pe desen apare �i zona ha�uratii dintre cele douii generatoare superioare limita, care nu esle altceva decit toleranta sau, cum se mai nume�te in cazul acestei reprezentiiri grafice, cimpul de tolerant a. In figura 1.2
16

' sint reprezentate diforite situatii in ce prive!jte valorile diametrelor limita in raport cu valoare diametrului nominal. In functie de acest raport, abaterile pot fi amindoua pozitive (fig. 1.2, a, b, poz. I), una pozitiva �i cealalta zero (ig. 1.2, a, b, poz. II), una pozitiva !}i cealalta negativa (fig. 1.2, a, b, poz. II I).
una zero !}i cealalta negativa (fig. 1.2, a, b, poz. IV) �i amindouii negative !i!!, 1.2, a, b, poz. V) .
• '"f'7 + Iµm
C::::--r ITeJ V �
- 0+ I
[IQ] =-V
�
- rr<::
11m l <::
a. b.
Fig. 1.3. Reprezentarea grafica simplificata a toleran\elor :
a - pentru aJezaJe; t> - pentru arbor!.
Jn uperatiile de rutina cu tolerante, se folose!jte, de obicei, o reprezentare 1ci� simplificata in �i mai mare masura, eliminindu-se conturul piesei !}i
n\inindu-se numai linia zero (linia diametrului nominal) !ji liniile corespun+oa e celor doua ahateri limiLa (sau celor doua diametre limita) ale caror
;ii sint determinate fata de linia zero (fig. 1.3, a, b). Cu cele doua linii ale terilor (diametrelor) limita se formeaza uu dreptunghi, a carui inalt.ime este
_:ala cu tolerauta la diametru. Laturile verticale, lungimea !ji pozitia dreptunh:.i spre dreapta sau spre stinga nu au nici o semnificatie. In felul acesta,
pul de toleranta, care are valori foarte mici in raport cu diametrele �i care cr..;i,"ara in µm, poate fi desenat la o scara convenabila.
De retinut ca un alezaj sau un arbore prelucrnt, cu diametrul efectiv egal diametrnl nominal, poate fi considerat bun numai cind este indeplinita con
: D . :n � ::V � Dmaz , respectiv d1111n � � � dma:i (fig. 1.2, a, b !ji 1.3, a, b poz. -J1 ).
Pe desenele de execut.ie ale pieselor, diametrele �i abaterile se prescriu:fc nna generala N
AA,, respectiv Na,, adica pe linia de cota se scrie valoarea
I a,
ctrului nominal (preccdata, daca esle cazul, de semnul conventional ¢),I; d-eapta nccstei valori, se tree (cu cifre avind inaltimea de 0,5-0,6 din
--.., . .Jea cifrelor diametrului nominal) valorile !}i semnele abaterii superioare :ecp�a sus) �i abaterii inferioare (dreapta jos sau in rind cu diametrul nominal).
terile egale cu zero se inscriu, de asemenea, pe desen, iar daca cele doua eri limita sint egale intre ele in valoare absoluta (dar au semne contrarii),
:a ,.aloarea diametrului nominal se tree semnele ±, urmate de valoarea erilor limita scrisa o singura data �i cu aceea�i ma.rime ca a diametrului foal.
E:z.tn.plul I.I. Pc desenul de execu\ie a1 unui cep, care urmcazii sa fie presat In placa do au, .,i dispoziliv, s-a prcscris (fig. 1.4, a):
n. +0,042K.J 40+0,026 mm.
D;:.metrele limitil. prescrise slnt:
ct .. u = .Y+a, = t0+(+0,042)=40,042 mm,
d,,,,,, = ,V+a,= 40+(+0,026)= 40,026 mm.
• - 'Toler.mte sl m&sur!ltori tehnlce 17

'I'oleranta pre,crilll este :
T 4=d.,0�-d,..,.= 40,042-40,026 =0,016 mm
T4=a,-a,=0,042- (+0,026)=0,016 mm.
¢40{·0,042 a.r-- +0. 026
·I I-
b. l· ¢90+0, 035
· I r
CI· ¢90±0,011
)>I I·
¢60 +0, 0iB
�t -0,012 d.
ct,;4{)_g063 · I e.
-0,030¢8D_r·a�y ,.), .£__ f.
l'ig. 1.4. Inscrierea tolerantelor pe desenele de executie.
Eicemplul l.2. La alczajul din butucul unei rop dintatc .t\'=90 mm, D.,.,.=1'i=90 mm ti D ...... l',7=90 035 mm. Abaterile limitli vor fi:
A,= D ... .,-N=90,035-90=+0,035 mm,
A,= D,.,.-1\'=90-90=0 .
. Pe de&enul de executie sc va prcscrie: 09o+g.oos (fig. 1.4, b).
Ea:emplul l.3, La treapta arborelui pe care sc monlcazii roala dintatii din cxcmplul 1.2, diametrul nominal N=90 mm, diamctrul maxim prescris dm • .,=90,011 mm �i diametrul rriinim pre1crl, d.,.=89,989 mm. Abatcrile Jimitii au urmiiloarele valori :
a,=dm • .,-N=90,011-90= +0,011 mm,
a1=d111 ,.�N=89,989-90= -0,011 mm.
Pe de,enul de executie sc va prescrie : 090±0,011 mm (fig. 1.4, c). Esttmplul 1.,. Pe desenul de cxecutie al capll.tului unui arborc, pe care se montca1.a o roalli
de curca, ae prescrie 1 060�:ti\i mm (fig. 1.4, d). Diarnctrclc limitii �i toleranta au urmo.Loarele •alori 1
d.,0.=A'+a,=60+ (+0,018)=60,018 mm,
dw,,n=N+a,=604 (-0,012)=59,988 mm,
T, =d.0.-d.,,,.=60,018-59,988=a,-a,=0,018- (-0,012)=0,030 mm.
Ea:emplul l,5, Daca se impunc: dma,:=l\'=140 mm �i d,,.1n= 139,937 mm, abaterile limitli ti toleranla vor fi 1
a,=d •• ,.-N=14.0-140=0
a 1=dm,.-N=139,937-140=-0,0G3 mm,
T.i=d,.ac-dm1 n=14.0-139,937=a,-a,=O- (-0,063)=0,063 mm.
Pe desenul de executie sc va prescrie: 0140_8,063 (fig. 1.4, e).E:r:emplul I.ti. E>in considerente functionale, diametrul efccliv al manetoanelor U1ior arbori
cotiti (tn locul de asamblarc cu biela} trebuie sa aiba valori cuprinsc tntre d,. ,,.= 79,0-1 mm �i ,..,.=79,97 mm. Jl)iametml nominal- N=80 mm.
18

-Abalerile limita, supcrioara �i inferioarll, vor fi:u,=d.,.,.-N=79,97-80= -0,03 mm, a1=d,11n-N=79,94-80= -0,06 mm,
�r tolcranta prcscrisa: T4=d.,u-dm1.=79,97-79,94=0,03 mm
uu Ta=a,-a1=-0,03- (-0,06)=0,03 mm.
Pe·dcsenul de execu\ie se \'a prescrie: 0so:g;� (fig. 1.4, f).
1.2.2. ASA)iBLAREA ALEZAJELOR CU ARBORII. AJCSTAJE
Piescle alczaje �i arbori (cilindrice sau necilindrice), importante din punct , �<lcre functional, sint prelucrate in scopul asamblarii !or una cu alta.
Luind in considerare numai un alezaj �i un arbore, asamblarea lor se face .� sau greu, in functie de valorile diametrelor efectivc ale celor doua supraet In cazul cind diametrul efectiv al arborelui este rnai mic decit diametrul
tttiv al alezajului, arborele se introduce ui;;or in alezaj �i, in acest cal, se c-em.,;idera ca se face o asamblarc cujoc (fig. 1.5). Daca diametrul efectiv at arbonb: estc mai mare decit diamctrul efectiv al alezajului, arborele poatc fi intro-
.n alezaj numai in urma aplicarii unei forte axiale i;;i, in accst caz, sc consice:a ca se face o asamblare rn slr1ngere (fig. 1.6). 1n primul caz, jocul efectiv
t', :1/."01 I !· , �/,; ·',1/1 � i '��.;..-2.J_ I I ! I T t /
-,x�! ---�r rL.1 7 /1/:j !r' //1//�I
:f''g. 1.5. Asamblare cu joc.
' , � '(....:��,) ..� I . .i.- "-
c:ill.)' -
I
\s. 'Cl
�// . .I I v � ,
I
. / .
Fig. 1.6. A<;amblarc cu stri:lgere.
c-cn.f!at Ya fi egal cu diferrn\a (poziliYa sau, eel putin, cgala cu zero) dintre oetn;J efecti,· al alezajului �i diametrul cfecliY al arborelui, respect i\' :
J,1=D,1-d,1. ( 1.12) stringerea cfecliYa rezultata Ya: fi egala tco1Lform
100-68) cu diferenta ncgati\'a dinlre diarnctrul cfcctiv al alezajului�.etrul efecti\' al arborelui inainte de asnmblarc. Dar, considerind jocul
i��erea ca marimi (sau no\iuni) diferite (pentru o tralare a lor mai u�oara), �fe !':labili, prin conwn'\ic, ca strinf;'erea cfecli\'a este diferenta (pozili\'a)
di;:undrul efecti\' al arborelui i.;i cliametrul efecliY al alezajului. rili�a:
Sc/ =d,1- De/· ( 1.13) H�.b!iile (1.12) �i (1.13) arala ca, luaUi ca ntarc, slringcrea cstc un joc
� re.<:perti\' jocul eslc o 5lringere ncgaLiYa.
19

Daca in rclat,iile (1.12) �i (1.13) diametrele efective se inlocuicsc pri,n diamctrul nominal �i abaterile corespunzatoare, se obt,in :
J,1=D,"J-d,1=(N +A,1)-(N +a.1)=A,1-a,1,
S,1=dei-D,1=(N +a,1)-(N +A.1)=a,1-Ae,,
(1.14)
(1.15)
adica jocurile �i stringerile sint determinate �i de abaterile corespunzatoare la cliametrele alezajului �i arborelui.
1n product,ia de seric sau de masa, cind alezajele, cu diametre efective diferite, se asambleaza la intimplare cu arbori avind, de ascmenea, diametre efective diferite, jocul sau stringerea Ya avea, la fel, valori efective diferite. In acest context, apare notiunea de ajuslaj, prin care se intelege caracterul asambliirii
in perechi a doua grupe de piese de tipul alezaj-arbore sau raportul in care se gasesc cele doua grupe de piese din punctul de vedere al rezultatului (joc sau stringere) 'imbiniirii !or. Pin.a la un punct, cuv'intul ajustaj este sinonim cu cuv'intul asamblare �i, din aceasta cauzii, cele douii cuvinte se folosesc, deseori, 'in mod egal.
Ajustaje en joc. 1n industria conFag. 1.7. Ajustaj cu joc. structoare de rna�ini �i aparate se rea
lizeaza o varietate mare de produse �i piese componente, a caror asamblare trebuie sa fie facutii cu joc sau cu str'ingere. In cazul cind rezultatele imbinarii la int1mplare a cite doua piese alezaj-arbore sint jocurile, se considerii un ajustaj cu joc. Acesta se caractcrizeazii intotdeauna prin existenta unui joc garantat (pozitiv sau eel putin egal cu zero) intre oricare dona piese asamblate una cu alta.
fn figura 1.7 sint reprezentate conventional, cele douii grupe de piese care formeaza un ajustaj en joc. Se vede ca, dcoarece diametrul efectiv al oriciirei piese, alezaj sau arbore, poate avea diferite valori intre diametrele limita respective, jocul efectiv poate avea, la rindul Jui, diferite valori intre doua valori limit a, care vor fi evident jocul maxim �i jocul minim. Jocul maxim se obtine prin asamblarea alezajului cu eel mai mare diametru prescris (Dmax) cu arhorele cu eel mai mic diametru prescris (dm 1 ,.). Deci, jocul maxim se determina din relatia :
Ima,· =Dmax -dm in• (1.16)
Jocul minim se obtine prin asamblarea alezajului cu eel mai mic diametru prescris (Dm 111) cu arborele al carui diametru este egal cu dm ,u,, adica :
(1.17)
Dacii in relatiile (1.16) �i (1.17) diametrele limita se iulocuiesc prin diametrul nominal �i abaterile corespunziitoare, rezultii :
20
lmaz=D,,.ax-dm1,. =(N +As)-(N +a,) =As-ai,
lm111 =D,,., 11 -··d,.a:r =(N +A,)-(N +a,) =A,-a,.
(1.18)
(1.19)
-

t
Jocurile limila (Jmax !}i Jm1 ,.) determin5. un interYal de Yariatie a jocurilor l'fecli\·e. Accst inter\'al se nume�te, prin analogie cu toleranta diametrului, r.frranfa joc11llli sau toleranfa aj11slajului cu joc :
T, =1'a,.j =Jmax-Jmln ( 1.20) Daca Jmax !ji Jm ,,. sint inlocuite cu expresiile (1.16) !}i (1.17), iar diamelrele
2Ct'lei�i piese sint grupate, sc obtine :
T1 =TaJ.J =(D111a:r-dm1n)-(D,,,1,.-cl,nax) =(D ma:,;-Dm 1n) +(dma,:-d,n,11)=
=TD+Ta . (l.21)
Acelaiji rczultat se ob\ine !}i daca jocurile lirniUi sint inlocuile cu diferen·� aooterilor din relatiile (1.18) lji (1.19):
T1 =TaJ 1 =(A,-a,)-(A 1-a1) =(A,-A,) +(a,-a1)=T n+Td . (1.22)
Prin urmare, toleranta jocului sau toleranta ajustajului la ajustajele cu -te egala, teoretic, cu suma tolerantclor la diametrele pieselor asamblate.
!o functie de diametrele limiHi sau de abater ile limitli �i tolerautele prese pentru alezaje lji arbori, ajustajele cu joc pot fi difcrite in ce priveljle
rile jocurilor limita �i tolerantci ajuslajului. In figura 1.8 sint prezentate �implificat) citeva ajustaje cu joc cind t.oleranta alezajului este con-
.;ta ca pozi\ic fata de linia O (A 1 =0, fig. 1.8, a) �i cind toleranta arhorelui are -·ie constantli fat.a de linia O (a, =0, fig. 1.8, b). Aija cum s-a mentionat (in
-e)�i mai inainte, ajustaj cu joc este considerat iji eel la care Jm111 =0 (figuraa. l. poz. III). Dupa cum se observa, la toate ajuslajele cu joc toleran\a
lui se gase�te intotdeauna sub toleranta alczajului, acest lucru reiet;indconditia ca oricare diametru al alezajului (chiar t;i eel mai mic) esle mai
ce<:it oricare (chiar !}i eel mai mare) dintre cliamctrelc arborelui.•
1'.;nstajele cu joc se prescriu �i sc realizeaza in cazurile cind una din cele:-iese asamblate impreuna (alezaj �i arbore) trebuie sa execute o mi!]care
tr-:, de rotatie sau rectilinie, in raport cu cealalta piesa ( de exemplu, n rboL lagarul de frictiune cu cuzinet).
um,
0�
I.. 'nf
a
umt . I
I [[QJ 0�
pm.
II rr::-, Ill
�1 b.
Fig. 1.8. Reprezentarea grafica simplificata a ajustajelor cu joc : a - toleranta alezajulul constantA ca pozltie; b - toleranta arbore1u1
constantA ca poz!(ie.
,t.aje eu stringere. Cind rezultatele asamblarii la int.implare a cite unui ci· e un arbore sint numai str!ngerile, sc considcra a fi un ajuslaj cu
t- Ace-,ta se caracterizeaza, ca urmare, prin existenta unei stringeri---� !!arantdte (mai mare ca zero) intre oricare doua piese (alezaj �i arborel u==:'::�!e impreuna, deoarece diametrul efectiv al oricarui alezaj (chiar �i al
iru.re) este mai mic decit diametrul efectiY al oricarui arbore (chiar ai.'ui mai mic).
21

..
Jn figura 1.9 sint prezentate conventional, eYident inainte de asamb!are. cele doua grupe de piese (alezaje �i arbori) care formeaza un ajustaj cu striugere. Se observli ca stringerea efectiva poate avea diferite valori datorita (aptului ca �i diametrul efectiv al alezajului �i arborelui poate avea (inainte de asam· blare) diferite '.'alo�i intre. �ele� doua valoriv li�ita prescrise. Pri_n asa�_lare..: oiametrul alezaJulm este s1ht sa se mareasca, d1ametrul arborelu1 este- s1ht sa
c-. i:·.
"?
I�/:�,::: / , i (/)�"
<;_ i' '// ' .....J ,A ; 0·Dt·� ... ::{,n·�f'¼ 1 i. I I -� l
I Ji J: <1 : i �--.l...-L_, - 'L I . / t
Fig. 1.9, Ajustaj cu stringere.
se mic�oreze, iar materialele celor doua piese se dcformeaza, stringerea fiind exprimata printr-o stare de tenc;iun� intre piesele asamblatc. Vl,l,lorile · limita ale s1 ringerii sint stringerea maxima �i stringerca minima :
(1.23)
(1.24) Daca, in accste relatii, diametrcle limita ale arborelui �i alczajului sint
inlocuite cu diametrnl nominal �i abaterile corespunzaloare, rezulta :
Smax=(N +a1)-(N +A,) =08 -A;,
S,.1n =(N +a1)-(1\J +As) =ai-.4,. (1.25)
. ( 1.2i3) Inten·alul de Ya1'ia�ie a valorilor stringerii, delerminat cle stringerile limita.
se nume�te toleran/a sfrlngerii sau toleran/a ajusiajului Cll slr111rjere �i se calcuteaza astfcl:
T, =Taj.a. =Smax-Smin· (1.27, Daca sldngerite limita sint inlocuitc cu expresiilc din rclatiilc (1.23) �i
(1.2,1) sau (1.25) �i (1.26), iar diametrcle sau abaterile limita ale aceleia�i piese sint grupatc, se obtine :
T,=TaJ ,• =(dmax -Dmtn)-(d,,. 1n-Dmax) =(cl.,ia, -dm1n) +(Dma.r-Dmr,.) =
respecliv : =Ta+TD,
T, =TaJ ,• =(a,-A i)-(a,-.1-l,) =(a,-a;) +(A,-At) �
=Ta+TD.
( 1.28)
(1.29) Deci, toleranta stringerii sau toleranta ajustajului cu stringere este egala,
teoretic, ca �i toleranta jocului, cu suma tolerantelor la diametrele pieselor care se asa mbleaza impreuna.

ln figura.' 1.10 sint prezentate grafic simplificat citeva ajustaje cu strln
-:ere cind tolera nta alezajului este constantii ca pozitie fata de linia O (A 1 =0. f�. 1. 1(), a) �i cind toleranta arborelui este constanta ca pozitie fata de linia 0
, ='\ Jig .. 1. 10, b). La ajustajele cu stringere toleranta arborelui se gifa�te tot.leauna deasupra tolerantei alezajului �i la o anumita distanta de aceasta,
pm1 , I II
[&] CTiil
o!-t-11£J..m1
. ; 1 I I
.. .., ' ':l:; r';I
I
Ill CT.ii]
[fil, __
µmj
J I II Ill
��"-\ [!,J ==�I I
pmY a b
Fig. 1.10. neprczentarea grafica simplificata a ajustajelor cu stringere :
a - toleranta alezajulul constantA ca pozl\le; b - tolerania arborelul constant:!. ca poz1Ue.
�e remarcat ca, in relatiile pentru calculul str'ingerilor, intra aceea�i para
n ta in rclatiile pentru calculul jocurilor. De aici, considerind jocul �i '- �erea· ca marimi independcnte poziliYc, rezulto. :
lma:i = -Sm tn sau Sm ,n = -Jm,..,,
Jm 111 = -Sma:i sau Smax =-Jm,n· (].30)
(1.31)
\justajele cu stringcrc se prescriu in cazurile cind piesele asamblate tre�a fie fixe una fata de cealalta in timpul functiouarii (de exemplu, cama�a rului fa15. de blocul cilindrilor la unelc moloare cu combustie interna).
.\justajc intcrmcdiare. Tn mulle cazuri, condi�iile de functionare (de exemnecesitatea unei bune centrari dar �i posibilitatea de montare �i demontare �a a piesclor) admit obtinerea atit a jocului, c'it �i a stringerii fotre picsel•
i�blate, o conditie in plus fiind -'?i aceea ca jocurile �i stringerile reznltate
AM,&(��
<::,�I
Qi
I<
I . ½+_j_ /,½1/>: /,
.Soi !:: o,
Fig. 1.11. Ajustaj intermediar <de trecere).
s.· fie relativ mici. Ajustajele, la care asamblarea este urmata fie de un joc, fieo stringere, se numesc ajuslaje intermediare (sau de trecere). La acestea,
·olerantele la diametrele celor doua grupe de piese se suprapun, partial sau"' al, a�a cum se vede, de cxemplu. in figura 1. 11. Practic, acest lucru inseamna
prin prelucrarP., se pot obtine �i alezaje cu diametrul efectiv mai mare decit
23

diametrul efectiv al unor arbori, dar �i alezaje cu diametrul efectiv mai mic decit diametrul efectiv al unor arbori ; prin asamblarea la intimplare a picselor, in unele cazuri se vor obtine jocuri, iar in alte cazuri stringeri.
Diferitele valori efective ale jocurilor �i stringerilor vor fi cupriuse intre doua Jimite (considerate ca atare), care sint jocul maxim �i stringerea maxima �i care se calculeaza cu ajutorul relatiilor cunoscute :
Tn acela�i timp, jocul minim ca limita minima numai a jocurilor !;ii stringerea minima ca limitli. minima numai a stringerilor vor ri, evident, egale cu zero.
Valoarea medic a tuturor jocurilor �i stringerilor intermediare poate fi 011 joc sau o stringere �i pentru calculul ei se folose�te relatin :
Jm,d =
J,..,. + J.,,. Jmo�-Smu
2 2 (1.32) sau
Smea =
S"'""' + S,.,. Smos - .T ma�
2 2 (1.33)
ln relatia (1.32) s-a fiicut inlocuirea Jmtn=-S711 ax , iar in relatia (1.33)
s-a efectuat inlocuirea Sm 11, =-Jmaz, intrucil, in cele doua relatii, J,,,, 1,, !;iiS.,, 1,. sint considerate ca limite in general �i nu numai pentru jocuri sau pentrustringeri. Ju functie de semnul rezultatului obtinut prin calculul cu una din celedoua relatii, se poate <;tabili daca valoarea medie este caracteristica presupusa(de exemplu, Jmed) sau caracteristica opusa. De regula insa, cind Jm ,.x> Sn,ax,valoarea medie este J,nctJ. �i, deci, se folose�Le relat,ia (1.32), iar cind Smar>.Tma:r,valoarea medie este Smed iji, pentru calculul ei, se folose!jle relatia (1.33) ; incazul cind J maz = Smaz, valoarea medie este zero.
Toleranta ajustajului intermediar (de trecere) este intervalul de variatin a jocurilor iji stringerilor (determinat de cele doua limite J,na:r �i Smax) �i se calculeaza fie cu relatia tolerantei jocului (1.20), fie cu relatia tolefa1�tei stringcrii (1.27), cu conditia ca J,111,. sau Sn, 111 sa fie inlocuile cu - Smax sau, respccliv, -Jmu:
sau ( l.'.{11)
( 1.3:>)
Ca �i in cazul primelor tipuri de ::ijuslaje, tolerant.a ajustajului intcnncdiar este egala cu suma tolerantelor la diametrele alezajului �i arborelui.
In figura 1.12 sint prezentate grafic citeva ajustaje intermediare (I ... III).
Exemplul 1. 7. Sc prescric pcntru alezajc 06o+g,030 mm �i penlru arbori 060:g:� mm
(fig. 1.13). Sil sc calculezc caracteristicile ajustajului cu joc format de cclc douii grupe de piesc. Toleran\elc la diamctrele celor doua grupe de piesc slnt:
T0=A,-A,=+0,030-0=0,030 mm;
Td=a,-c,,=-0,030-(-0,060)=0,030 mm.

Joc1�rilc limilii �i jocul mcdiu al ajustajului sint: J,...,=D,,.u-d .. ,.=6,030-59,940=A,-a 1=0,030- (-0,060)=0,090 mm;
J., ,.= D.,,.-cl,..,.=60-59,970=A,-s,=0 -(-0,030)=0,030 mm;
J = ,] mu + J ,.1 • _ 0,090 + 0,030 _ 0,120 _ OGO ,.,, 2 - 2 - -2- - 0, mm.
rmi f'ml.
�· !) =
'
I ll rr:-,
�T,
�'II_ 'D r
;;:
�
lfolAs =JO
ot �Ai-O
I + . I
,unt
I <,
as = -JO
Wa·=-so (
n;. 1.1�. Reprezentarea simplificata a ajustajelor inter- Fig. 1.13. Ajustaj cu joc. mediare.
Tokrnn\a jocului s:iu n ajuslajului cu joc: T=T01 .1=J,..,.-Jm,.=0,090-0,030=T»+1'11.=0,030+0,030=0,060 mm.
E:remp/u/ 1. li. Sll sr. calculczc caractcristicile ajustajului cu stringere format din alezajcle a .:_' 100::g:l: mm �i arborii cu 0 10o_g,035 mm (fig. 1.14).
Tolemn\elc prescrisc la cele doul\ diamctrc slnt : - nlezajc: 1'»=A,-A 1=-0,051- (-0 ,086)=0,035 mm,- arbori: Td=a,-a1=0- (-0,035)=0,035 mm.
Sklngcrile limita �i strlngcrcn medic slnt:
s.u=d.,.,.-D.,1.=100-99,914=a,-A 1=0- (-0 ,086)=0,086 mm;
S.,1a=d.,. ,.-D,.0=99,965-99,949=a,-A,=-0,035-(-0,051)=0,016 mm;
S,.,4 = Sm•� + S,,,,.2
0,086 + 0 ,016 = O,l02 = 0 ,051 mm.
2 2
µm1 Os ... Q
,.,+�
..,_ ' d Oi=-JS I As=-5/
v [!QJ A- = -Bspm
I l
<I Fig. 1.14. Ajustaj cu strin
gere.
JlmJ.
I
I
a;J� mAs
= l6 rr,:-io5= /J
A·=o �0·=2 -�- --�
Fig. 1.15. Ajustaj intermediar.
Tokr:in\a stringcrii sau a ajuslajului cu stringerc estc: 1', = 1'.,.,= s.,.,- s., ,.=0,086- 0 ,016 =T D+ 1'4=0 ,035+ 0,035=0 ,070 mm.
l:xtmplu/ 1.9. l'n :1justaj iulcrmcdiar cstc format de alczajelc 0 35+g.ot5 mm �i arborii .- ·irq:= 111111. S:1 sc dt·lerrninc ('aracll-risticilc accstui ajustaj (fig. 1.15).
25

6
TOLERANJELE SI AJUSTAJELE PIESELOR LISE.
\ SISTEME DE TOLERAN'JE SI AJUSTAJE
6.1. CONSIDERA'.fll GENERALE
Dintre asamblarile cu piese lise, asamblarile cilindrice netecle sint cele mai des utilizate in constructia de rna�ini �i aparate, datorita unor aYanLajc certe �i anume:
- sint simple, in sensul ca, in ce prive�te caracterist.icile geometrice �ifunctionalc, depincl de foarte putinc elemente dimensionale:
- sc realizeaza, prin prelucrare �i montare, mult mai u�or dedt altctipuri de piese �i asamblari ;
- pot functiona, fara modificari constructiYe mari �i fara eomplieatiitehnologice, in cele mai Yariale conditii de solicitare �i intr-o gama foarle Iarga de viteze de rotatie ;
- sint mai putin pretentioase �i mai rezistente in exploatare decit toatecelelalte tipuri de asamblari.
Din accste �i din alte molive, primele sisteme de tolerante �i ajuslajc au fost elaborate tocmai pentru asamblarile cilindrice.
N ecesitatea asigurarii inlerschimbabilitatii �i a unor conditii economice optime pentru proiectarea, fabricarea �i exploatarea produselor induslriei constructoare de ma�ini a irnpus slandardizarea toleran\elor �i ajustajelor. Prin aceasta se realizeaza :
- limitarea �i gruparea Yalorilor nominale ale dimensiunilor in functiede marime �i de freeventa utilizarii !or;
- restringerea, la minimul optim, a numarului de tolerante �i abaterilimita pentru o anumila dimensiune nominala ;
- limitarea numarului de ajustaje ce pot fi prcscrise diferitelor asam.J.,lari,corespunzator rolului functional al acestora �i conditiilor in care Iucreaza.
Standardizarea are ca obiect �i rezultat formarea unui sistem de tolerant e �i ajuslaje, care cuprinde toate dimensiunile nominale, tolerantele �i ajustajele realizabile praetic. Apliearea, in proiectare �i productie, a sistemclor de tolerante �i ajuslaje este unica �i obligatorie Ia niYelul intregii economii nationale.
191

Dintre avantajele aplicarii unice a sistemului de tolerante �i ajustaje se pot evidentia urmatoarele :
- se pun la dispozitia constructorilor de ma�ini �i aparate toleran\e �iajustaje stabilite pe o baza �tiintifica, obiectiva �i rationala ;
- se inlatura stabilirea �i prescrierea arbitrara a tolerantelor �i ajustajelor,fapt care contribub, in mod hotaritor, la asigurarea interschimbabilitatii �i la reducerea costurilor in proiectare, productie �i exploatare;
- este favorizata standardizarca !:,i normalizarea organelor de ma�ini,sculelor, dispozitivelor sau elementelor de dispozitive �i mijloacelor de control, ceea ce, in utimii instanta, are o influenta pozitiva asupra interschirnbabilitatii �i a costurilor.
'fa.rile dezvoltate din punct de vedere industrial ulilizeaza, in general, sisteme proprii de tolerante �i ajustaje, care tin seama de o serie de particularitati. Studii speciale, efectuate in scopul evaluarii eficientei cconomice a standardizarii la nivelul economiei nationale, au ariitat ca, de exemplu: in S.U.A., la cheltuieli de 1 dolar pentru standardizare, se realizeaza o eficienta economica de 10-15 dolari; in U.R.S.S., pentru o rublii cheltuieli de standardizare, rezultii o eficienta economica in industrie de cca 10 ruble ; in Franta la 1 franc chelluieli pentru standardizare se obtine o eficienta economica de5-10 franci etc.
Lcgaiura dintre diferitele sisteme nationale de tolcran�e �i ajustaje se face prin sistemul international, care faciliteaza schimbul de prod use indusl riale, de documentatie tehnica �i de informatii tehnico- �tiintifice din domeniu. Unele state au adoptat, ca sislem national, sistemul international, iar altele �i-au adaptat sistemele uationale in a�a fel, incit ele sint, practic, interschimbabile cu sistemul international.
6.2. SISTEMUL ISO DE�TOLERANTE $1 AJUSTAJE
Denumirea de ISO a acestui sistem s-a constituit din initialele denumirii in limba engleza - International Standardizing Organizalion:- a Organizatiei Internationale de Standardizare.
La consfiituirea de la New York, din anul 1926, a acestci organiza�ii (care se numea, atunci, Asociatia Internationalii de Standardizare), s-a fiicut, pentru prima data, propunerea a de se elabora un sistem international de tolerante �i ajustaje, sistemul ISA. Ca urmare, in anul 1932 au fost definitivale �i publicate tolerantele �i ajustajele pentru dimensiuni pina la 180 mm, iar in anul 1935 au fost extinse pinii la dimensiunea de 500 mm.
Pe baza lucrarilor anterioare ISA, intre anii 1949 �i 1957 s-a claborat sistemul ISO de tolerante �i ajustaje, care, in anul 1960, a fost supus anchetei statclor membrc. !n anul 1962, proicctul noului sistcm a fost aprobat de mai rnulte tari, printre care �i Romania �i a fost acceptat ca Recomandare ISO.
Tinind seama de dezvoltarea, in ritm inalt, a industriei tarii noaslre �i de ampli.fi�area legaturilor cu foarte multe tari ale lumii, in anul 1967 a incepul, in Hepublica Socialista Romania, elaborarea sistemului de tolerante �i ajustaje dupa Recomandarea ISO/R 286 - 1962. Reglementat prin 11 standarde ST AS 8100-68 .. . ST AS 8110-68, sistemul ISO a intrat in Yigoare la 1 ianuarie 1969.
Sistemul de Lolerante �i ajustajc ISO se rcfera, separat, la dona game de dimensiuni nominale : a) pina la 500 mm; 1.,) peste 500 piua la 3 130 mm.
192

La baza sistemului ISO, ca �i a altor sistcme, stau citeva caracteristici care definesc sistemul.
Caractcristica 1 - baza sistcmului de ajustajc Pentru limitarea numiirului de ajustaje in scopul asigurarii economicitatii proiectarii �i folosirii produselor, s-au stabilit doua sisteme de ajustaje: alezaj unitar �i arbore unitar.
!n sistemul alezaj unitar, toleranta alezajului, indiferent de marimea ei,ramine fixa, ca pozitie, fata de linia zero (abaterea fundamcntala ramine constanta), iar diferitele ajustaje necesare se obtin prin stabilirea de diferite pozitii la loleranta arborelui. Acest sistem este prezentat in figura 6.1, a (pentru simplificare, se considcra numai un alezaj, care se asambleaza cu diferiti arbori, avind tolerante diferite date pe circumferinta). Presupunind aceea�i dimensiune nominala �i acelea�i conditii de functionare, alezajcle au acelea�i dimensiuni limita, dar arborii au dimensiuni limita diferite. Toleranta alezajului unitar este a�ezala deasupra liniei zero, astfel ca Dmtn =N �i, deci, A t =0.
In figura 6.1, b sint reprezentate grafic simplificat trci ajustaje (cu joc, intermediar, cu stringere) in sistemul alezaj unitar.
In sistemul arbore unitar, toleranta a.rborelui, indifcrent de mlirimea ei, ramine fixa, ca pozitie, fata de linia zero (abaterea fundamentala ramine aceea�i), iar diferitele ajustaje necesare sc obtin prin stabilirea de pozitii diferite la toleranta a�borelui. Acest sistem este prezentat in figura 6.2, a (pentru simpli-
C
pm+ IT]
+j Ai=ol To l o_ t
rn
�I IT] ;:m+
b
<::
a.
pm�
w +
F+=lO I I r 'as 0
<: rn f'm
b
Fig. 6.1. Ajustaje in siskm alezaj unitar. Fig. 6.2. Ajustaje in sistem arbore unitar. ficare, se considera numai un singur arbore, care se asambleaza cu diferite alezaje). La aceea�i dimensiune nominala �i acelea�i conditii de functionare, arborii au acelea$i dimensiuni limita, dar alezajele au dimensiuni limita diferite. Toleranta arborclui unitar este a�ezatli sub linia zero, astfel ca dmax =N �i a, =0.
13 - Tolerante si mil.surlitori tehn!ce 193

In figura 6.2, b sint reprezentate grafic simplificat trei ajustaje (cu joc, intermediar �i cu stringere) in sistemul arbore unitar.
Folosirea ajustajelor in sistem alezaj unilar sau in sistem arbore unilar depinde de felul constructiei pieselor, de caracterul asamblarii �i de posibilitat,ile tehnologice de prelucrare �i de asamblare cele mai economice. De excmplu, in cazul unei carcase cu mai multe alezaje care au acela�i diametru nominal �i in care se vor monta buc�e (cu un anumit rol functional), stabilirca ajustajelor in sistem alezaj unitar este mai economica, deoarece prelucrarea �i controlul alezajelor se pot executa cu acelea�i scule �i rcspectiv acelea�i vcrificatoare (prelucrarea �i controlul buc�elor la exterior nu pun probleme, indiferent de marimea �i precizia diametrului). Dar, in cazul unei asamblari tip piston - holt - biela, diferitele ajustaje ale boltului, separat cu pistonul �i biela, trebuie
luate in sistem, arbore unitar, intrucit prelucrarea boltului in treptc de dimensiuni efective de acela�i diamclru nominal este mai dificila, iar pistonul �i bielase prelucreaza, oricum, in locuri �i cu scule diferite.
Caracteristica 2 - unitatea de toleranta §i intervalele de dimensiuni (diametre) nominalc. fn urma unor constatari practice �i a unor cercetari experimentale indelungate, s-a stabilit ca marimea toleran1ei este functie, in principal de valoarea diametrului �i de conditiilc functionale. Astfcl, presupunind acelea�i conditii functionale, cu cit diametrul unei piese este mai mare, cu atit �i toleranta va fi mai mare (dar nu, neaparat, in aceca�i propor�ie) ; pe de alta parte, la acela�i cliametru nominal, conditiile func1ionale mai pretenUoase impun
tolerante mai mici, iar conditiile fnnctionale mai putin preten1ioase admit tolerante mai mari. Ca urmare, tolcranta unei dimensiuni se poate exprima prin relatia :
TD =k·i [µm] (G.1)
in care : k este un numar adimensional, care, prin Yalorile Jui, exprima dependenta tolerantei de conditiile functionale ;
i - unitatea de toleranta ISO, in µm, care exprima dependenta tolerantei de valoarea diametrului.
Cu alte cuvinte, marimca tolerantei, pentru diferite conditii functionale �i pentru diferite diametre, este egala cu un numar de unita1i de toleranta,unitatea de toleranta fiind o unitate specifica tolerantei, a�a cum insa�i toleranta este o marime specifica.
Pcntru dimensiunile (diametrele) nominale pina la 500 mm, unitatea de toleranta ISO, stabilita tot pe baza cercetarilor experimenlale, are expresia,
i =0,45{/ D +0,001D [��m] (6.2) in care, sub radical, Yaloarea dimensiunii (diametrului) nominal al alezajului sau al arborelui se ia in mm.
ln scopul limitarii numarului de unitati de toleranta diferite, gama de dimensiuni (diametre) nominale pina la 5GO mm (inclusiv) cste impartita in 13 intervale principal�, �onforn:. tabelului 6.1 (pentru anumite ajustaje, uneledmtre interYalele pnnc1pale fund impar\1te in mtervale mtermed1are). Ca urrnare, numarul de valori ale uniHi!ii de toleran1a este egal cu 13, cite una pentru fiecare interval principal ; in relatia (6.2), D este media geometrica a limitelor intervalului respec1iv �i Yaloarea unitatii de toleranta calculate astfel sc aplica tuturor dimensiunilor din interval.
194
-

Tabelul 6.1
lnte1·,•alc tic tlimensluui nominate pcnlru u:una pinii la 500 mm
Ni-. crt,
1 2 3
4
5
6
7
8
9
10
11
12
13
(llutlii ST.\S 8101-GB)
Intervale principalc Intcrvalc in tcrme-liarc
pcste ptnii la pcstc plnil la - 3
3 6
6 10 --
10 18 10 14 14 18
18 30 18 24 24 30
30 50 30 40 40 50
50 80 50 65 65 80
80 120 80 100 100 120
120 180 120 ].10 140 160 160 180
180 250 180 200 200 225 225 250
250 315 250 280 280 315
315 400 315 355 355 400
400 500 400 450 450 500
De cxemplu, pcnln(inlcrvalul pcstc 30 pina la 50 mm, D=V30.50=38,7 .nm �i, dcci, i=0,45t,'38,7+0,001 ·38,7�1,56 �tm. Pcnlru intcrvalul plna la 3 mm, calculul sc cfcctucaza pc baza medici gcomctrice clintrc 1 �i 3 mm.
Gama de dimensiuni nominale peste 500 pina la 3 150 mm este impartita in opt intervale principale (fiecare dintre acestea fiind impartit in cite doua intervale intermcdiare). Unitaica de tolerairta se calculeaza cu rela\ia :
1=0,004D+2,1 [µm] (6.3)
in care D este media geomeiridi a limitelor fiecarui interval, in mm.
Ca urmare, relatia (6.1) capata forma :
TD =k·I [µm]. (6.4)
Camcteristica 3 - trcptclc de prccizic. A�a cum s-a aratat mai inainte, indiferent de valoarea diametrului nominal �i, implicit, a unitaW de toleranta, toleranta poate fi mai mica sau mai mare in functic de rolul �i importanta func�io-
195

?nla _�i de cond!tiile de lucru ale pieselor ;;i ajustajelor. Din acest punct de vedere,rn s1stemul ISO standardizat in tara noastra s-au stabilit urmatoarele :
- Pentru gama de dimensiuni (diametre) nominale pina la 500 mm, seprevad 18 trepte de precizie, denumite, pe scurt, precizii ;,i notate in ordinea descresdnda a preciziei, respectiv in ordinea crescinda a tolerantei cu numerele 01, 0, 1, 2, ... , 16. Pentru preciziile de la 5 (inclusiv) la 16, toleranta se calculeaza cu relatia (G.1), ob�inindu-se a;,a-numitele toleranfe fundamentale notate rcspectiv cu simbolurile IT5, IT6, . . . IT 16. Marimile acestor tolerante, in numere k de unita�i, sint date in tabelul 6.2.
Tabelu/ 6. z
Marimile tolerautetor fundamentale ITS, ... , IT16 (dupli STAS 8101-68)
Simbolul tolcran- IT5 IT6 IT? ITS 1T9 IT10 IT11 IT12 IT13 lTll IT15 1T16 lri fundamcnlalc
- - - - - -- -- -- -- -- -- --
\"alori, pm 7i lOi 16i 25i 40i 64i 100i 160i 250i 400i 6-!0i 1 OOOi
Tolerantelc fundamentale ITO 1, ITO ;;i IT 1 se calculeaza cu relatiile din tabelul G.3. Tolerantele fundamentalc pentru prcciziile 2, 3 $i 4 se stabilesc aproximativ in progresie geomctrica intre !Tl �i IT5. Valorile tolerantelor fundamcntale pcntru toate intervalele de dimensiuni (diametre) nominale pina la 500 mm $i pentru toate cele 18 trepte de precizie sint date in tabelul 6.4. Preciziile cu tolcrante IT01, ITO, ITl, ... , IT7 se utilizeaza, de regula, pentru dimensiunile calibrelor, pentru dimensiunile pieselor din mecanica de precizie �i mecanica fina etc. In conslructiile de ma�ini obi$nuite, diametrele pieselor care formeaza ajustaje se realizeaza cu tolerante de la IT5 la IT12, iar dimensiurule suprafetelor libere (care nu formeaza ajustaje), precum �i dimensiunile semifabricatelor forjatc, turnate etc. se realizeaza cu tolerante de la IT12 la IT16. De mentionat ca, in procesul de prelucrare a pieselor, dimensiunile tree succesiv, de la precizia initiala, prin precizii din ce in ce mai inalte, pina la prccizia finala. Astfel, o piesa cilindrica oarecare, care in final va fi rectificata la o loleranta IT6, este supusa unor operatii prealabile $i trece succesiv prin difcrite precizii, pornind de exemplu, de la precizia 15 a semifabricatului.
- Pentru gama de dimensiuni (diametre) nominale peste 500 la 3 150, mm,se prevad 11 trepte de precizie, denumite, pe scurt, precizii $i notate in ordinea
Tabelul 6.J
Tolerantele fundamentale ITOl ITO �i ITl (dupli STAS 8101-68)
Simbolul tolcrantci lTOl ITO !Tl Iundamentale
Valori In �lm, pcntru D ln mm 0,3+0,00S D o,5+0,012 D o,s+o,020 D
196

Nr. crt
1.
ToleraoJ�le Juoduwentule IT, In µm (dnpli STAS 8101-68) ---��----------
Intervalc de di
mensiunl
plna la 3
m1m1m1m1m1m1m1m1m1m
o,3 I o,5 I o,8 I 1,2 I 2 3 I 4 I 6 I 10 I 14 I 25
lTlO
40
IT11
60
1Tt2 ITI3
Tabelul 6.4.
1Tl4 1Tt5 ITJG
100 I 140 250 I 400 I ! 600 ---1-------------1--1--1--1--1--1--1--1--1--1--1---1---1---1---1---1---1---1---
2. pcste 3 ptpa la 6 o,4 I o,6 11,0 11,5 I 2,5 I 4 I 5 I 8 I 12 I 18 I 30 I 48 75 I 120 I 180 300 I 480 I 750 ---1-------------1--1--1--1--1-- 1--1--1--1--1--1---1---1---1---1---1---1---1---
3. peste 6 ptna la 10 o,4 I o,6 11,0 I 1,5 I 2,5 I 4 6 I 9 I 15 I 22 I 36 I 58 90 150 I 220 360 I 580 900 ---1--------------1--1--1--1--1--1--1--1--1--1--1---1---1---1---1---1---1---1---
4. pestc 10 ptn:1 la 18 o,5 I o,8 11,2 I 2,0 I 3 5 I 8 I 11 I 18 I 27 I 43 I 70 110 180 I 270 430 I 700 I 1 100 ---1-------------l--l--l--l --l--l--l--l--l--l--l---1---1---1---1---1---1---1---
5. pcste 18 pina la 30 0,6 11,0 j 1,5 i 2,5 I 4 6 I 9 I 13 I 21 I 33 I 52 84 130 I 210 I 330 520 I 840 11 300 ---1-------------1--1--1--1--1--1--1--1--1--1--1---1---1---1---1---1---1---1---
6.
7.
pcstc 30 p!na la 50
pcste 50 plna la 80
0,6 I 1,o 11,5 j 2,514
o,8 11,2 I 2,0 I 3 I 5
7 I 11 I 16 I 25 I 39 I 62 1100 I 160
8 I 13 I 10 I 30 I 46 I 74 1120 I 190
250 I 390
300 I 450
620 I 1 ooo I 1 600
740 I 1 200 11 ooo ---1------------1--1--1--1--1--1- -1--1--1--1--1--1-- 1---1---1--i---1---1---
8.
9.
pestc 80 plna la 120 1,0 11,5 I 2,5 I 4 6 I 10 I 15 I 22 I 35 I 54 I 87 l 140 220 I 350 I 540 870 I 1 400 I 2 200 -------------1--1--1--1--1--1--1--1--1--1--1---1---1---1---1---1---1---1---
J:'l')le 120 plna la 180 11,2 I 2 I 3,5 I 5 I 8 12 I 18 I 25 I 40 I 63 I 100 I 160 I 250 I 400 I 630 I t ooo 1 1 600 I 2 500 ---1 --· ---------1--1--l--l--l--l--1--1--1--1--1---1---1---1---1---1---1---1---10. pestc 180 ptna la 2so I 2,0 I 3 I 4,5 I 7 110 I 14 I 20 I 29 I 46 I 72 I 115 I 185 290 I 460 I 720 I 1 150 I 1 850 I 2 900
---1-------------1--1--1--1--1--1--1--1--1--1--1---1---1---1---1---1---1---•---11. peste 250 plnii la 315 I 2,5 I 4 I 6 8 112 I 16 I 23 I 32 I 52 I 81 I 1so I 210 I 320 I 520 I 810 11 300 I 2 100 I 3 200
---1-------------1--1--1--1--1--1--1--1--1--1--1---1---1---1---1---•---1---1---12. pcste 315 pln11 la 400 I a J 5 I 7 9 113 I 18 I 25 I 36 I 57 I 89 I 140 I 230 360 I 570 I 890 I 1 400 I 2 300 I 3 600 �j
pestc 400 pin11 In 5001--1-- 1--1--1--1--1--1--1--1--1-- 1- - 1---1---1- --1---1- --1---
4 6 8 110 115 20 I 27 I 40 I 63 I 97 I 155 I 250 I 400 630 I 970 I 1 550 I 2 500 I 4 ooo

Tabelul 6.5
Marimile tolerantelor fundamentale IT6 ... , IT16 (dupa STAS 8101-68)
Simbolul tolcrantci IT6 IT7 ITS IT9 IT10 IT11 IT12 IT13 IT14 ]T15 !Tl()
fundamcntalc - - - - -- -- -- -- -- -- --
\"alori, �lm 10I 161 251 401 641 1001 1601 2 501 4001 640I 10001
Tabclul 6.6
Tolerantele fundamentale, in �im pentru dimensiuni peste 500 la 3 150
Nr. crl.
dimensiunl
(dupa STAS 8108-68)
IT6 I IT7 I ITB, IT9 llTJO I lTJI I IT12
Valori, µm
I ITJ3 , lTJ4 I lTJ5 I ITJ6
Valori, mm
1. pcstc 5 00 la 630 4-1 70 110 175 280 440 0,7 1,10 1,75 2,8 4,4 -Y pcslc 630 la 800 50 80 125 200 320 500 0,8 1,25 2 ,0 3,2 5,0 -:3-. ·1-pe-�..,.te--80,,-0.....,l,...a_1_ll_0_0_1_5_G 90 1-lO 230 360 560 � 1,40 � 3T 5,6
4. pcste 1000 la 1250 66 105 165 260 420 600 1,05 1,65 � � 6,6-5-. 1-I'--Je-s-tc-· 1_2_ 5_0_l_a_1_6_00_1 __ 7_8 125 195 310 500 � 1,25 � --rr- 5,0 �
6. pcstc 1 600 la 2 000 92 150 230 370 600 920 I 1,50 2T 3,7 � 9T
�: :::�: � ��� :: ! ��� ��� ��� ��� :�� ��� � ��� i �:�5
::: ::: ;:� ��:�
descrcscinda a preciziei, respecLiv in ordinea cresclnda a tolerantei cu numerelc 6 pina la 16. Toleranta se calculeaza cu relatia (6.4), obtinindu-sc tolerantelc fundamentalc notate rcspectiv cu simbolurile IT6 pina la IT16. Marimilc aceslor tolerante, in numcre k de unitati I, siut date in tabclul 6.5, iar valorile tolerantelor fundamenLalc pentru toate inlervalele de dimensiuni ( diametre) pesle 500 pin�1 la 3 150 mm lji pentru toate cele 11 treple de prccizie sint date in tabelul 6.6 [fara a mai fi necesar calculul cu ajutorul relatiei (6.4) ).
Caracteristica 4 - rcgimul de tcmperntura la control. Valorile absolute efeclive sau abatcrile efective ale dimensiunilor, determinate prin masurare sau control, sint considerate ca atare numai daca, conform ST AS �i ISO, in timpul masurarii sau �l controlului tcmperatura piesei care se masoara, a mijlocului de masurare �i a mediului inconjurator este de 20 °C. In functie de importanta functionala lji de materialul piesei, de toleranta prescrisa la climensiune, de felul �i croarea de indicatie a mijlocului de masurare etc., se admit abaleri (in plus �i in minus) de la temperatura de referinta de 20 °C, care, in mod obiljnuit pot avea Ii mite de la ±0, 1 °C la ± 1 °C. In cazuri mai deosebite, aceste abateri trebuie sa fie sub 0, 1 °C sau pot ajunge la citeva grade. Abaterile efective mai mari decit cele admise pot duce la aparitia unor erori mari, cu consccinte grave, in determinarea dimensiunilor efcctive sau a abaterilor efective ale dimensiunilor. Cind este necesar, fie se aplica diferite masuri de asigurare a temperaturii de referinta standardizate (de exemplu, termostatarea incaperilor �i racirea pieselor), fie se calculeaza erorile datorate diferentei fata de temperatura de referinta l]i se aplica corectiile respective.
198
---:::;

>
Caractedstica :i - ajustajele �i simbolurilc piesclor �i ale ajustajelor. Dupa cum s-a aralal, piesele formeaza, prin asamblare, ajustaje corespunzatoare tolerantelor prescrise la dimensiuni �i rolului functional prevazut. Pentru aceasta, in sistcmul ISO sint prevazute, pentru alezaje �i arbori, cite 28 de pozitii ale cimpului de toleranta fata de linia zero ; aceste pozi�ii au ca simboluri litere mari A, B, C, ... , Z, ZA, ZB, ZC pentru alezajc �i lilere mici a, b, c, . .. , z, za, zb, ze pentru arbori (tab, 6.7). Din motive lcsne de inteles, nu sint folosite litcrele I, L, 0, Q, W �i respectiv i, 1, o, q, w. Simbolul H apartine alezajului unitar (1-l,=O), iar simbolul h arborclui unitar (a8 =0).
Ale-zaje
--
Arbori
dau ujus-lnjc
A
-
Tabe/11/ 6. 7 Simbolurile pozitiilor cim1>urilor de toleranta (dupa STAS 8100-68)
B I
C CD 1D EEF F FG IG H J, J K :\I :--1 p H ST u \' X y Z ZA ZB zc
- - - - - - - - - - - - - - - - - - - - - - - - - - --
a b C cd cl e cf r fg g h j, j km II p 1' s t u V X y z za zb zc
I ' I
c11 joc intcrm<.'diarc I cu strlngcre ' I
I I '
ImlHcrent de precizie, pentru [iecare simbol literal �i pentru fiecare inlen·al de dimensiuni (diametre) nominale pozi\ia cimpului de toleranta este determinata de valoarea absoluta �i semnul abaterii limita fundamentale, care este abalcrea limita cea mai apropiata de linia zero. Astfel, pentru arborii de la a la h (inclusiv), abaterea fundamentala este as ; penlru arborii j, (j simetric), la care loleranta esle a�ezata simetric fata de linia zero, amindoua abalerile sint egalc, in valoarc absolulii, cu 1/2 IT, dar cu semne diierite. Pentru arborii de Ia j In zc, abaterea [undamentala este a,. Penlru alezajele de la A la H (inclusiv), abaterea fundamentala este .1 1 =-a, (a8 fiind abaterea fundamentalii a arborilor de la a la h), la alezajul J,, toleran�a esle simetricii fata de liuia zero, iar pentru alezajele de la J la ZC, abaterea fundamentala esle A, = -a 1
(a 1 fiind abaterea fundamentaUi a arborilor de la j la zc). Cealalta abatere limita a arhorilor, respectiv a alezajelor se calculeaza
cu abaterea fundamentala �i cu toleran�a fundamenlala, folosind relatiile cunoscute.
Fa1a de cele stabilite mai inaintc, in ST AS sint prevazute urmatoarelc cxceptii:
- penlru alezajele N, preciziile !) ... 16, la dimensiuni peste 3 mm, abaterea fundamentala este A, =0 ;
- pentru alezajele K, L, .:VI �i N, preciziile 01, 0, 1 ... 8 �i alezajeleP ... ZC, preciziilc 01, 0, 1 ... 7, la dimeusiuni peste 3 mm, abaterea fundamentala A, = -a,+�. in care �=IT,.-IT,._1 este diferenta dintre toleranta fundamentala a preciziei considerate �i tolerant-a fundamentala a preciziei imediat mai fine.
Abaterile fundamenlale ale cimpurilor de loleranta variaza de la un simbol la altul �i de la un interval de dimensiuni la altul, indiferent de precizie, respecliv de marimea toleran�ci.
Cimpurile de toleranta care au simbolurile de la A la H �i respectiv de la a la h dau, impreuna cu cimpul de toleranta al piesei uuitare (arborele h �i
199

respectiv alezajul H), ajustaje cu joc, deoarece in toate acesle cazuri cimpul de toleranta al alezajului se afla complet deasupra cimpului de toleranta al arborelui, ceea ce inseamna ca diametrul minim al alezajului Dmtn este mai mare sau eel putin egal cu diametrul maxim al arborelui dmaz (Dm1n ;:l!: d
11142).
Cimpurile de toleranta care au simbolurile de la J 8 la M �i respectiv de la j8 la m dau, impreuna cu cimpul de toleranta al piesei unitare corespunzatoare, ajustaje intermediare.
Cimpurile de toleranta de la S la ZC, respectiv de la s la zc dau, impreuna cu cimpul de toleranta al piesei unitare pereche, ajustaje cu stringere, dcoarece cimpul de tolerant.a al alezajului se afla complet sub cimpul de Loleranta al arborelui (Dmaz <d,,. ,,. respectiv A, <a,).
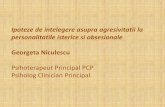
Cimpurile de toleranta N, P §i R, respectiv n, p �i r dau, impreuna cu cimpul de toleranta al piesei unitare pereche, ajustaje cu stringcre la prccizii mari (tolerante mici) �i ajustaje intermediare la precizii mici (tolerante mari). Acest lucru este exemplificat cu ajustajele 0 60 H7 /p6 (cu slringere - fig. 63, a) �i 060 H8/p7 (intermediar - fig. 6.3, b).
+p
70.
: �������;----- -----A,•4f3
Qa,-62
___ _l_��J�------- ___ l:.ja· =32JO 20
70
----·.-------.A5 =30 1
&8 H7
· =O A i ;-0 O'----'---�""-.::,_ ______ �.:....;...-----�--cp60 +0,030
<1>60 +Q,046
¢60H7/p6- +g,OST ¢60H8/p7 ::= +K062 ¢60 +0,032 ¢60+0,032 a. �
Fig. 6.3. Ajutajul H/p.
1n figura 6.4 sint prezentate principial, prin abaterile fundamenlale, pozitiile cimpurilor de tolcranta ale alezajelor de la A la ZC (fig. GA, a) �i ale arborilor de la a la zc (fig. 6.4, b).
Pentru asigurarea interschimbabilitatii produselor �i pentru ra[.ionalizarea fabricat,iei �i exploatarii sculelor �i verificatoarelor fixe, pentru dimensiunile (diametrele) pina la 500 mm ISO prevede cimpuri de toleranta preferentiale �i ajustaje preferentiale, care acopera, in rnarea majoritate a cazurilor, necesitatile practice. In acest scop, cimpurile de toleranta (simbolurile) preferentiale pentru alezaje �i pentru arbori au fost clasificate in doua �iruri : 1 i;i 2. Se recomanda sa se aleaga, in primul rind cimpuri de toleranta (simboluri) pentru alezaje �i arbori din �irul 1, iar cind acestea nu permit rezolvarea problemei, se vor alege cimpuri de tolerant.a (simboluri) dintre cele cuprinse iu �irul 2. Daca nici acestea nu satisfac, se vor alege cimpuri de toleranta (simholuri) dintre cele nepreferentiale.
200

Din combinarea cimpurilor de toleranta (simholurilor) preferentiale ale alezajelor cu cimpurile de toleranta (simbolurile) preferentiale ale arborilor se obtin ajustaje preferentiale, care se considera ca reprezinta solutii optime pentru obtinerea jocurilor �i stringerilor la asamblarea pieselor.
+pml
o!-
I l I I
-:JJ.r.;1
u A
u B
u chi; C !!
'[���I(--· .r_rG
�lip,, .
•Jr Js ·.f'ni!,:
v, I�;/.( ?nn7 (t1�4l�Bn
a. zc n
+-rmii
I lt
I a
ll J
b
lflzaHfi
<l;lx 'J
. .iU V
-----:4r�ff!i't)I;_ci..fffV do/ f
f
�-a
·p:n i
n
b. Fig. 6.4. Pozitiilc cimpurilor de tolcran1,ii.
fi_!S�lU J@ <1!55 H 71 (•O.JJO) "/ · \ o I . -
'/../ 7 c:>ssrr ��--
l I
( •s�f7_J a
e
-:----...
b.
-(·O OJD r/J55f{;\� :- -(·0,030)q, 55 f'7 -O, 060)
-----r f
----:-
! C --
5
=:ri��¢5 ;1 tr / / -r-
d.
Fig. 6.3. Inscricrea pie desene a tolerantelor �i ajustajelor in sistcmul ISO.
In tabelul 6.8 sint dale simbolurile preferentiale ale alezajelor �i arborilor, care formeaza ajustaje preferentiale in sistem alezaj unitar l)i respectiv in arbore unitar: simbolurile alezajelor l)i arborilor din l)irul 1, care formeaza ajustaje preferentiale de gradul 1, sint incadrate in chenar.
201

!n tabelele 6.9-6.13 sint dale valorile abaterilor limita la dimensiunile(diametrele) pieselor care formeaza ajustajc preferentiale ISO.
lnscrierea toleranf.clor �i ajustajclor pe desenclc de exccufie respectiv de ansamblu se poate face in diferite feluri, dupa urmatoarele reguli :
- dupa valoarea nominala a dimensiunii, se trece simbolul piesei, formatdin litera care indica poziWt tolcrantei �i cifra care reprezinta treapta de precizie (fig. 6.5, a), ;
Ajustaje preferen\ialc (dupli STAS 810·1-60 si 8105-60) Tabelul 6.8
Si stem alczaj uni lar Sistcm arborc unllnr
116 [@] � 1!9 IltO � 1112 � h7 � h9 @TI
n9 B All
b9 !bll) b12 B11
cB c9 c11
dB � dlO dlO B DB Dl1
'Ci e:J c9 E7
I6 fG §] ·cg G7 F8
: '
@] g5 (ill F7
h5 §] 117 h9 hlO [§] l ·. �:! [@J I'§ rrm l!9 !HllfDill
j:i IBO j7 .17 I
� '
k5 k7 K7
m5 � m7 :\17
115 (u[I n7 ":-7
p5 [i3I] p? P7
r5 83 r7 H7
s5 fill s7 S7
t5 tG
u5 � u7 C7
\'5 vu
x5 @] �7 X7
y6 y7
Gil z7 27
202