TEZĂ DE DOCTORAT - tuiasi.ro · Materialele textile neţesute se mai întâlnesc în sectorul...
46
1 UNIVERSITATEA TEHNICĂ ”GHEORGHE ASACHI” DIN IAŞI FACULTATEA DE TEXTILE – PIELĂRIE ŞI MANAGEMENT INDUSTRIAL ING. ROMULUS BULACU TEZĂ DE DOCTORAT CONTRIBUŢII LA DIVERSIFICAREA ŞI OPTIMIZAREA TEHNOLOGIILOR DE OBŢINERE A TEXTILELOR NEŢESUTE CU DESTINAŢIE TEHNICĂ REZUMAT CONDUCĂTOR ŞTIINŢIFIC PROF.UNIV.DR.ING.IOAN CIOARĂ 2015
Transcript of TEZĂ DE DOCTORAT - tuiasi.ro · Materialele textile neţesute se mai întâlnesc în sectorul...
1
UNIVERSITATEA TEHNICĂ ”GHEORGHE ASACHI” DIN IAŞI
FACULTATEA DE TEXTILE – PIELĂRIE ŞI MANAGEMENT INDUSTRIAL
ING. ROMULUS BULACU
TEZĂ DE DOCTORAT
CONTRIBUŢII LA DIVERSIFICAREA ŞI
OPTIMIZAREA TEHNOLOGIILOR DE OBŢINERE A TEXTILELOR NEŢESUTE CU DESTINAŢIE TEHNICĂ
REZUMAT
CONDUCĂTOR ŞTIINŢIFIC
PROF.UNIV.DR.ING.IOAN CIOARĂ
2015

2
3
CUPRINS
CAPITOLUL 1 INTRODUCERE
5
CAPITOLUL 2 STADIUL ACTUAL ŞI DE PERSPECTIVĂ A EVOLUŢIEI
MATERIALELOR TEXTILE NEŢESUTE CU DESTINAŢIE TEHNICĂ
10
2.1 Producţia de materiale textile neţesute cu destinaţie tehnică, în lume
10
2.2 Normative privind determinarea caracteristicilor materialelor textile neţesute
16
2.3 Proprietăţile materialelor textile neţesute 18 2.3.1 Proprietăţile materialelor textile neţesute cu destinaţie medicală 18 2.3.2 Proprietăţile geotextilelor 20 2.3.3 Proprietăţile materialelor textile neţesute pentru protecţia
mediului, inclusiv filtrare 21
2.4 Concluzii parţiale 22 CAPITOLUL 3 POSIBILITATILE DE REALIZARE PRIN TEHNOLOGIA DE
CARDARE-PLIERE A MATERIALELOR TEXTILE NETESUTE CU DESTINATIE MEDICALA CU MASA REDUSA
24
3.1 Introducere 24 3.2. Tehnologii de realizare a materialelor textile neţesute cu destinaţie
medicală 24
3.2.1. Tehnologii de formare a straturilor fibroase
24
3.2.2. Tehnologii de consolidare a straturilor fibroase 25 3.3. Obţinerea materialelor textile neţesute medicale prin procedeul de
cardare- pliere 26
3.3.1. Consideraţii generale privind tehnologia de cardare-pliere şi consolidare prin calandrare termică
26
3.3.2 Proces tehnologic de la S.C. “MINET” S.A. Râmnicu Vâlcea de obţinere a materialelor textile neţesute cu destinaţie medicală
28
3.3.3. Materii prime folosite 30 3.3.4. Caracteristici fizico-mecanice ale materialelor textile neţesute
medicale obţinute prin procedeu de cardare-pliere 32
3.3.4.1. Caracteristici fizice şi de confort 33 3.3.4.1.1 Orientarea şi distribuţia fibrelor în structura straturilor fibroase
ale materialelor textile neţesute medicale 33
3.3.4.1.2 Masa pe unitatea de suprafaţă şi grosimea materialelor textile neţesute medicale
37
3.3.4.1.3 Forta şi alungirea la rupere 39

4
3.4 Concluzii preliminare 43 CAPITOLUL 4 OPTIMIZAREA TEHNOLOGIEI DE CONSOLIDARE PRIN
INTERŢESERE A GEOTEXTILELOR
45
4.1. Introducere 45 4.2. Aspecte generale privind consolidarea straturilor fibroase prin
procedee mecanice de interţesere pentru obţinerea materialelor textile neţesute
46
4.2.1. Principiul operaţiei de interţesere 46 4.2.2. Tipuri de materii prime folosite pentru materiale textile neţesute
interţesute 46
4.2.3 Tipuri de procese de interţesere 46 4.2.4. Tipuri de ace de interţesere 47 4.2.5. Parametrii tehnologici ai procesului de intertesere 47 4.2.6. Domenii de utilizare a materialelor textile neţesute interţesute 49 4.3. Experimentări tehnologice pe maşina de interţesere Spinnbau-
Thibeau-Asselin A50 R 49
4.3.1. Parametrii tehnnologici ai agregatului de cardare-pliere Thibeau-Asselin A50 R.
49
4.3.2 Materii prime folosite 51 4.3.2.1 Caracteristicile fibrelor filate din ambalaje tip PET reciclate 51 4.3.2.2 Caracteristicile fibrelor de polipropilenă la prima utilizare 52 4.4 Condiţiile de testare ale proprietăţilor materialelor textile neţesute
pentru geotextile 53
4.5 Optimizarea procesului de consolidare prin interţesere a materialelor textile neţesute pentru geotextile
54
4.5.1 Modelarea matematică a procesului de interţesere 54 4.5.1.1 Elemente de bază ale modelării matematice 54 4.5.1.2 Aplicaţie software pentru obţinerea unui model matematic de
ordinul 2 55
4.5.1.3 Aplicaţie software adaptată la optimizarea parametrilor procesului de interţesere
56
4.5.2 Modelul matematic a grosimii geotextilului 57 4.5.2.1 Modelul matematic a grosimii geotextilului 2 kPa 57 4.5.2.1.1 Interpretarea modelului matematic YGf2kPa a grosimii
geotextilului 59
4.5.2.1.2 Verificarea modelului matematic YGf2kPa 61 4.5.2.2 Modelul matematic a grosimii geotextilului YG20 kPa 61 4.5.2.2.1 Interpretarea tehnologică a modelului matematic a grosimii
geotextilului YG20kPa 64
4.5.2.2.2 Verificarea modelului matematic 65 4.6 Optimizarea caracteristicilor tensionale ale geotextilului 66 4.6.1 Modelul matematic a forţei şi alungirii la rupere pe direcţie
longitudinală 66

5
4.6.1.1 Modelul matematic a forţei la rupere pe direcţie longitudinală 66 4.6.1.1.1 Interpretarea tehnologică a modelului matematic a forţei la
rupere 68
4.6.1.1.2 Verificarea modelului matematic 70 4.6.1.2. Modelul matematic a alungirii la rupere pe direcţia
longitudinală 70
4.6.1.2.1 Interpretarea tehnologică a modelului matematic a alungirii la rupere pe direcţie longitudinală
72
4.6.1.2.2 Verificarea modelului matematic a alungirii la rupere 74 4.6.2 Modelele matematice ale forţei şi alungirii la rupere pe direcţie
transversală 74
4.6.2.1. Modelul matematic al forţei la rupere pe direcţie transversală
74
4.6.2.1.1 Interpretarea tehnologică a modelului matematic YFRDT f. 76 4.6.2.1.2 Verificarea modelului matematic YFRDT f. 78 4.6.2.2 Modelul matematic a alungirii la rupere pe direcţie transversală
YεDTf
78
4.6.2.2.1 Interpretarea tehnologică a modelului matematic a alungirii la rupere pe direcţie transversală
80
4.6.2.2.2 Verificarea modelului matematic 82 4.7 Modelarea matematică a permeabilităţii la apă a materialelor textile
neţesute destinate geotextilelor 82
4.7.1 Date experimentale 82 4.7.2 Modelarea matematică a permeabiliăţii la apă a geotextilelor 83 4.7.3 Interpretarea tehnologică a modelului matematic a indicelui de
permeabilitate la apă 85
4.8.Modelarea matematică a rezistenţei la poansonare statică CBR a geotextilului
88
4.8.1 Consideraţii generale 88 4.8.2. Modelarea matematică a fortei la poansonare CBR 89 4.8.2.1. Modelul matematic a forţei la poansonare CBR 89 4.8.2.1.1 Interpretarea tehnologică a modelului matematic a forţei la
poansonare 91
4.8.2.1.2. Verificarea modelului matematic a fortei de poansonare 92 4.8.2.2. Modelul matematic a coeficientului de variatie a fortei la
poansonare CBR 93
4.8.2.2.1 Stabilirea modelului matematic a coeficientului de variaţie a fortei la poansonare CBR
93
4.8.2.2.2 Interpretarea tehnologică a modelului matematic a coeficientului de variaţie a forţei la poansonare CBR
94
4.8.2.3. Modelul matematic a decalării la poansonare 96 4.8.2.3.1 Interpretarea tehnologică a modelului matematic a decalării 98 4.8.2.3.2 Verificarea modelului matematic a decalarii 99 4.9. Studiul influenţei sistemului de dezorientare a fibrelor de la
agregatul de cardare-pliere Spinnbau-Thibeau asupra uniformităţii 100
6
caracteristicii tensionale a materialului textil neţesut pentru geotextile 4.9.1 Tipuri de sisteme pentru dezorientarea fibrelor vălului de la cardă 100 4.9.2 Analiza randomizării fibrelor folosind diagramele polare ale
caracteristicilor tensionale a materialului textil neţesut pentru geotextile 100
4.10Concluzii parţiale 104 CAPITOLUL 5 CONCLUZII GENERALE
108
BIBLIOGRAFIE 111
CAPITOLUL 1 INTRODUCERE Materialele textile neţesute sunt materiale textile dintr-o generaţie nouă, prin comparaţie cu cea a materialelor textile ţesute sau tricotate. Materialele textile neţesute sunt obţinute prin combinarea diferitelor tehnologii de formare şi de consolidare a straturilor fibroase din diferite materii prime şi materiale, corespunzător selectate şi urmate de proceduri de finisare.Materialele textile neţesute pot fi întâlnite oriunde, în toate sectoarele, ca produse obişnuite sau ca produse high-tech. Materialele textile neţesute sunt folosite în gospodărie, (acoperitoare de pardoseală şi sol, în bucătărie, pe masă, saci de aspiratoare, aer condiţionat, mobilier, paturi, etc.), în construcţia autoturismelor (filtre de aer şi ulei, carpete, izolaţii, învelitori, scaune, portbagaje, componente rigide pre-formate, capitonare etc.), în construcţia avioanelor, la realizarea drumurilor, fiind mai sigure şi mai rezistente în timp datorită utilizării neţesutelor ca geotextile. Materialele textile neţesute se mai întâlnesc în sectorul alimentar, la procesarea alimentelor ca produse de filtrare, în agricultură ca agrotextile pentru acoperitori de culturi şi ca pat suport pentru germinaţia ierburilor, sau în procesele de filtrare, la realizarea de echipamente de protecţie etc. Deasemenea în sectorul medical, sunt utilizate materiale textile neţesute, de exemplu pentru măşti, halate, mănuşi, câmpuri operatorii, acoperitoare de răni, feşe, bandaje etc. Şi lista poate fi extinsă la produse de igienă, lavete, îmbrăcăminte industrială, inserţii, încălţăminte, suport pentru piele artificială, substraturi laminate şi caşerate, în construcţii civile, în electronică, produse pentru loisir, recreere şi călătorie, îmbrăcăminte, educaţie şi oficii, clădiri, produse industriale, navete spaţiale, protecţia mediului, peisagistică etc.Dezvoltarea tehnologiilor a fost influenţată de materiile prime din polimeri care urmează a fi prelucrate. În acelaşi timp, dezvoltarea de noi materii prime din fibre şi polimeri este prin revers influenţată de tehnologiile capabile de a le procesa.Materialele textile neţesute stau la baza multor produse de tip high-tech şi au devenit practic indispensabile pentru majoritatea domeniilor importante, şi ca urmare multe universităţi au format departamente de pregătire în domeniul acesta, extrem de vast, al mateialelor textile neţesute, centre de cercetare sau chiar institute de textile neţesute.
Materialele textilele neţesute pot fi utilizate, în majoritatea cazurilor, ca materiale singulare, dar sunt utilizate, în mare parte, sub forma de structuri compozite, fapt pentru care suporturile textile, care stau la baza obţinerii lor, pot fi sub formă de: straturi fibroase, straturi din microfibre sau nanofibre, straturi din filamente, materiale neţesute, sau alte structuri textile (fire, ţesături, tricoturi).Utilizarea fibrelor, firelor sau suprafeţelor textile pentru alte domenii, altele decât îmbrăcăminte şi mobilă nu este o noutate. Textilele tehnice au fost folosite totdeauna şi pentru alte domenii, dar niciodată nu au fost aşa de evidente noile utilizări, decât doar în ultimii 20-30 ani când alte domenii au înregistrat o progresivă dezvoltare. Deşi pe plan mondial industria textilă este în recesiune, cererea de articole textile tehnice se află într-o continuă creştere, dovedind că producătorii acestor produse sunt preocupaţi să găsească soluţii şi să creeze articole performante.

7
Obiectivele urmărite în cadrul tezei sunt următoarele:
- o analiza de ansamblu privind sfera de preocupări ale aceste industrii producătoare de materiale textile neţesute, folosind ultimele informaţii statistice din domeniu. Totodată s-a pus în evidenţă varietatea de produse care fac obiectul acestei industrii, punând accentul pe acele produse care interesează în mod special economia românească în momentul de faţă şi în perspectivă; - introducerea unor metode de cercetare, mai puţin utilizate în domeniu, cum ar fi modelarea matematică, optimizarea proceselor tehnologice, prelucrarea statistică şi interpretarea rezultatelor informaţiilor obţinute din măsurători de laborator;
- obţinerea de materiale textile neţesute cu masă redusă pe unitatea de suprafaţă, cu destinaţie medicală, pe instalaţiile existente în ţară, prin adaptarea reglajelor şi chiar modificarea, acolo unde a fost cazul şi posibil, a geometriei unor părţi din aceste utilaje, în scopul de mai sus. Trebuie arătat că instalaţia pe care s-au efectuat experimentele, este prevăzută a prelucra fibre cu densitatea de lungime 7,5 den şi să producă un material neţesut cu masa de minimum 100 g/m2 în timp ce obiectivul declarat şi sper atins, este de a obţine din fibre cu densitatea de lungime 4,5 den. un produs cu masa de 40g/m2;
- studiul comparativ al proprietăţilor definitorii ale materialelor textile neţesute realizate în faza de cercetare, destinate câmpurilor operatorii, cu a materialului textil neţesut de import folosit actualmente în ţară pentru scopul de mai sus;
- optimizarea procesului tehnologic de consolidare prin interţesere a materialelor textile destinate geotextilelor, apelându-se la tehnica de regresie multiplă, folosind un program de prelucrare a datelor şi de reprezentare grafică a modelului matematic obţinut, reprezentare care a fost utilizată pentru realizarea procesului de optimizare. Optimizarea proceselor de consolidare prin interţesere, apelându-se la regresia multiplă este o metoda modernă şi care dă rezultate excelente fără a folosi resurse financiare suplimentare;
- obţinerea unor materiale textile neţesute din fibre din ambalaje de PET recuperate; - găsirea şi aplicarea unor metode originale de apreciere a unor caracteristici specifice
materialelor textile neţesute cercetate; -s-a urmărit folosirea unor metode moderne de analiză a proprietăţilor noilor materiale, folosind cercetarea proprietăţilor specifice fiecărui material, prelucrarea statistică a datelor de laborator, folosirea analizei fotomicroscopice în lumina polarizată, inclusiv prin realizarea de produse, în cazul materialelor cu destinaţie produse medicale, care au fost verificate ”in situ”, în comparaţie cu materialul martor, produs în străinătate. De subliniat că unele din metode sunt pentru prima dată folosite în domeniul analizei proprietăţilor produselor textile neţesute şi constituie o contribuţie personală la rezolvarea tematicii prezentei teze de doctorat.
Deasemenea, mă onorează a afirma că fără suportul ştiinţific, tehnic şi de ce nu, chiar moral, pe care subsemnatul l-a primit, în mod constant şi susţinut, de la colectivul de cadre didactice de la catedra de specialitate de la Facultatea de Textile – Pielărie din Iaşi, rezultatele prezentate în această teză, ar fi fost mai puţin valoroase. Teza de doctorat conţine 5 capitole, 113 pagini, 67 tabele, 66 figuri, 28 relaţii matematice şi 118 indicaţii bibliografice, din care 23 sunt contribuţiile autorului la dezvoltarea de noi produse şi tehnologii pentru materiale textile neţesute cu destinaţie tehnică. CAPITOLUL 2 STADIUL ACTUAL ŞI DE PERSPECTIVĂ A EVOLUŢIEI MATERIALELOR TEXTILE NEŢESUTE CU DESTINAŢIE TEHNICĂ
8
2.1. Producţia de materiale textile neţesute cu destinaţie tehnică, Apărută în anii ’70 ai secolului 20 ca o industrie ce interesa întreaga economie, producţia de materiale textile neţesute are o dezvoltare ascendentă, ca urmare a cerinţei dn ce mai mari, datorită apariţiei unor domenii de utilizare din ce în ce mai variate. Statisticile mondiale indică faptul că, materialele textilele neţesute pentru ambalare au fost în 2010 lider în sectorul discutat, în ceea ce priveşte volumul de producţie, în timp ce mijloacele de transport au fost pe locul secund în ceea ce priveşte utilizarea textilelor neţesute. În perioada 2005- 2010 cea mai mare rată de creştere au avut-o geotextilele, dar ele sunt un utilizator relativ mic de textile compozite în raport cu alţi utilizatori, de exemplu textile tehnice industriale, medicale sau pentru construcţii, etc.Textilele pentru construcţii vor avea una din cele mai rapide creşteri, datorită rezultatului parţial de creştere în domeniu al utilizării materialelor textile compozite şi ca urmare aceste textile compozite înlocuind materiale de construcţie tradiţionale. ( vezi Tabelul 2.6) Previziunile pe plan mondial indică o rată ridicată a creşteii consumului, atât din punct de vedere valoric, cât şi în ceea ce priveşte volumul de producţie.
Textilele tehnice pentru ambalare a fost sectorul cel mai dezvoltat ca producţie în anul 1995. Textilele tehnice pentru mijloacele de transport constitue al doilea mare sector. Al treilea mare domeniu de utilizare al textilelor tehnice sunt textilele de uz casnic, urmat de textilele industriale. Cea mai mică arie de extindere o au textilele pentru protecţie individuală, geotextilele şi textilele pentru sport.
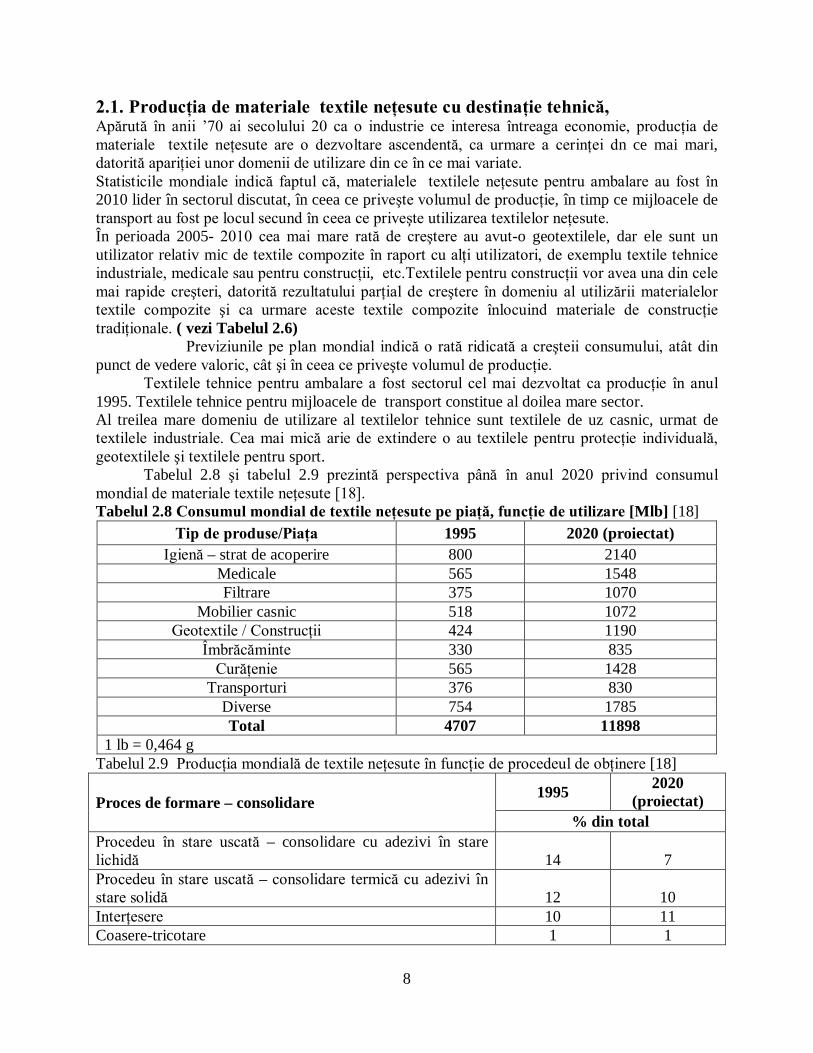
Tabelul 2.8 şi tabelul 2.9 prezintă perspectiva până în anul 2020 privind consumul mondial de materiale textile neţesute [18]. Tabelul 2.8 Consumul mondial de textile neţesute pe piaţă, funcţie de utilizare [Mlb] [18]
Tip de produse/Piaţa 1995 2020 (proiectat) Igienă – strat de acoperire 800 2140
Medicale 565 1548 Filtrare 375 1070
Mobilier casnic 518 1072 Geotextile / Construcţii 424 1190
Îmbrăcăminte 330 835 Curăţenie 565 1428
Transporturi 376 830 Diverse 754 1785 Total 4707 11898
1 lb = 0,464 g Tabelul 2.9 Producţia mondială de textile neţesute în funcţie de procedeul de obţinere [18]
Proces de formare – consolidare 1995 2020 (proiectat)
% din total Procedeu în stare uscată – consolidare cu adezivi în stare lichidă
14
7
Procedeu în stare uscată – consolidare termică cu adezivi în stare solidă
12
10
Interţesere 10 11 Coasere-tricotare 1 1
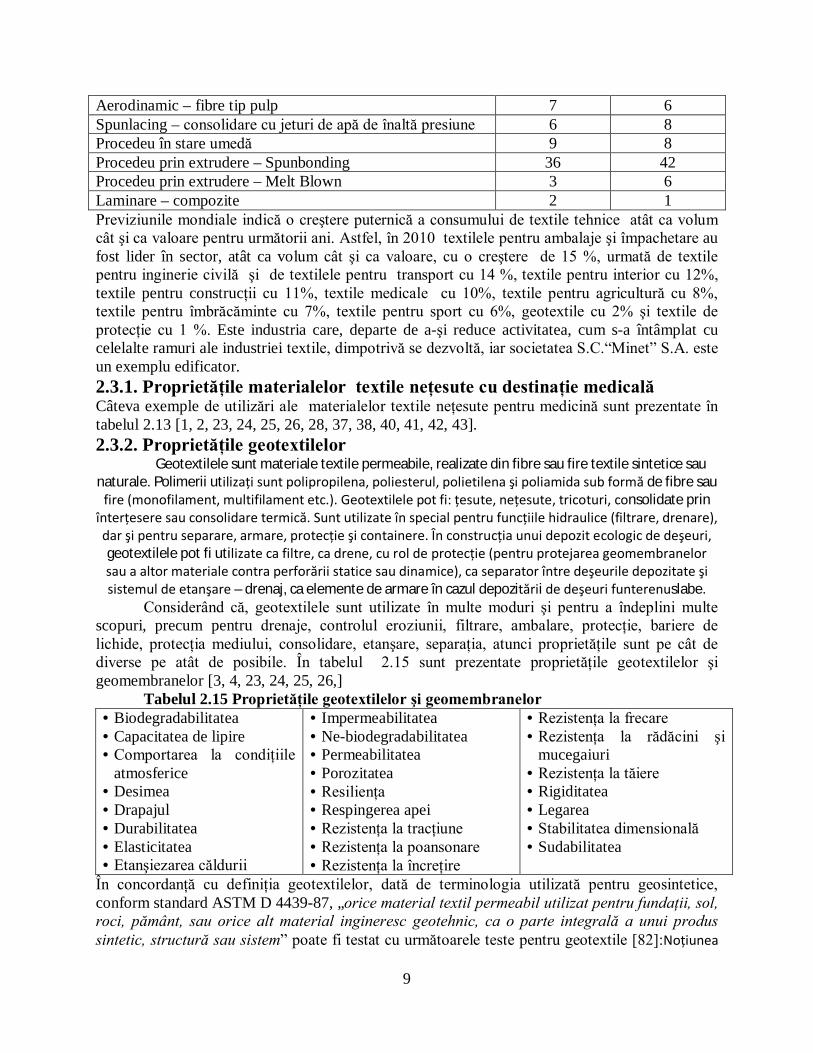
9
Aerodinamic – fibre tip pulp 7 6 Spunlacing – consolidare cu jeturi de apă de înaltă presiune 6 8 Procedeu în stare umedă 9 8 Procedeu prin extrudere – Spunbonding 36 42 Procedeu prin extrudere – Melt Blown 3 6 Laminare – compozite 2 1 Previziunile mondiale indică o creştere puternică a consumului de textile tehnice atât ca volum cât şi ca valoare pentru următorii ani. Astfel, în 2010 textilele pentru ambalaje şi împachetare au fost lider în sector, atât ca volum cât şi ca valoare, cu o creştere de 15 %, urmată de textile pentru inginerie civilă şi de textilele pentru transport cu 14 %, textile pentru interior cu 12%, textile pentru construcţii cu 11%, textile medicale cu 10%, textile pentru agricultură cu 8%, textile pentru îmbrăcăminte cu 7%, textile pentru sport cu 6%, geotextile cu 2% şi textile de protecţie cu 1 %. Este industria care, departe de a-şi reduce activitatea, cum s-a întâmplat cu celelalte ramuri ale industriei textile, dimpotrivă se dezvoltă, iar societatea S.C.“Minet” S.A. este un exemplu edificator. 2.3.1. Proprietăţile materialelor textile neţesute cu destinaţie medicală Câteva exemple de utilizări ale materialelor textile neţesute pentru medicină sunt prezentate în tabelul 2.13 [1, 2, 23, 24, 25, 26, 28, 37, 38, 40, 41, 42, 43]. 2.3.2. Proprietăţile geotextilelor
Geotextilele sunt materiale textile permeabile, realizate din fibre sau fire textile sintetice sau naturale. Polimerii utilizaţi sunt polipropilena, poliesterul, polietilena şi poliamida sub formă de fibre sau
fire (monofilament, multifilament etc.). Geotextilele pot fi: ţesute, neţesute, tricoturi, consolidate prin înterţesere sau consolidare termică. Sunt utilizate în special pentru funcţiile hidraulice (filtrare, drenare), dar şi pentru separare, armare, protecţie şi containere. În construcţia unui depozit ecologic de deşeuri, geotextilele pot fi utilizate ca filtre, ca drene, cu rol de protecţie (pentru protejarea geomembranelor sau a altor materiale contra perforării statice sau dinamice), ca separator între deşeurile depozitate şi sistemul de etanşare – drenaj, ca elemente de armare în cazul depozitării de deşeuri funterenuslabe.
Considerând că, geotextilele sunt utilizate în multe moduri şi pentru a îndeplini multe scopuri, precum pentru drenaje, controlul eroziunii, filtrare, ambalare, protecţie, bariere de lichide, protecţia mediului, consolidare, etanşare, separaţia, atunci proprietăţile sunt pe cât de diverse pe atât de posibile. În tabelul 2.15 sunt prezentate proprietăţile geotextilelor şi geomembranelor [3, 4, 23, 24, 25, 26,]
Tabelul 2.15 Proprietăţile geotextilelor şi geomembranelor • Biodegradabilitatea • Capacitatea de lipire • Comportarea la condiţiile
atmosferice • Desimea • Drapajul • Durabilitatea • Elasticitatea • Etanşiezarea căldurii
• Impermeabilitatea • Ne-biodegradabilitatea • Permeabilitatea • Porozitatea • Resilienţa • Respingerea apei • Rezistenţa la tracţiune • Rezistenţa la poansonare • Rezistenţa la încreţire
• Rezistenţa la frecare • Rezistenţa la rădăcini şi
mucegaiuri • Rezistenţa la tăiere • Rigiditatea • Legarea • Stabilitatea dimensională • Sudabilitatea
În concordanţă cu definiţia geotextilelor, dată de terminologia utilizată pentru geosintetice, conform standard ASTM D 4439-87, „orice material textil permeabil utilizat pentru fundaţii, sol, roci, pământ, sau orice alt material ingineresc geotehnic, ca o parte integrală a unui produs sintetic, structură sau sistem” poate fi testat cu următoarele teste pentru geotextile [82]:Noţiunea

10
de geosintetice, denumeşte materiale de construcţii produse din mase plastice şi utilizate de cca. 50 de ani în ingineria geotehnică din întreaga lume. Materialele geosintetice pot îndeplini una sau mai multe funcţii: filtrarea, drenarea, etanşarea, protecţia, separarea, armarea, controlul antierozional şi funcţia de container .În tabelul 2.17 sunt date caracteristicile de filtrare, precum şi unităţile de măsură, metodele de testare [1, 23, 24, 25, 26, 27]. Tabelul 2.17Caracteristici de filtrare
Parametrul Măsurare U.M. Metoda de testare
Pierderea de presiune
Permeabilitatea la aer m3/minm2 ASTM D 737-96; IST 70.1 Permeabilitatea la apă g/h m2 ASTM D4491-52 Determinarea pierderii de presiune
mm col Hg
SAE JA669-A; DIN 71460 Part 1; ASHRAE 52.2
Eficienţa fracţională
Determinarea mărimii porilor
μm
ASTM E-316
Eficienţa particulei fracţionale
%
SAE JA669-A; DIN 71460 Part 1; ASHRAE 52.2
Capacitatea de reţinere impurităţi
Capacitatea de reţinere a impurităţilor
%
SAE JA669-A; DIN 71460 Part 1; ASHRAE 52.2
Procentul particulelor % Test Instrument Procedure Retenţia sedimentului g/mm BBA Internal Test Method Determinarea mărimii particulelor
μm ASTM D2862-92
Eficienţa filtrării
Eliminarea gazelor % SAE JA669-A; DIN 71460 Part 2 Extracţiile g sau % FDA 21; CFR 177.2
Proprietăţi fizico -mecanice
Rezistenţa la solicitări repetate de întindere
kN/m, N/m ASTM D5034; ASTM D5035-95; ASTM D2261-83; ASTM 4632; IST 110.1
Masa g/m2 ASTM 1776; ASTM D5261-92; ASTM D3776-96; IST 130.1
Grosimea mm ASTM D1777; ASTM D1975-75; ASTM 1776-96; ASTM D5729; IST 120.1
Rigiditatea mm ASTM D4032; ASTM 1388-64; TAPPI T5430M94
Flamabilitatea LOI NFPA 701 Rezistenţa la tăiere cN ASTM D2661; ASTM D1424;
ASTM D1117-80; ATM D4533-91 Datele statistice arată că evoluţia acestei dinamice industrii va fi extrem de susţinută şi în perspectiva anilor 2020.Datorită proprietăţilor specifice, adaptabile oricărui domeniu de utilizare cât şi a tehnologiilor de mare randament, industria materialelor textile neţesute a devenit una din cele mai dinamice ramuri ale industriei textile.Materialele textile neţesute sunt utilizate practic în orice domeniu al activităţii economice. Materialele textile neţesute folosesc materii prime la primă utilizare cât şi materiale refolosibile, în proporţii variabile de la 100% într-un sens sau altul , fie în amestec.

11
CAPITOLUL 3
POSIBILITĂŢILE DE REALIZARE PRIN TEHNOLOGIA DE CARDARE-PLIERE A MATERIALELOR TEXTILE NEŢESUTE CU DESTINAŢIE MEDICALĂ CU MASĂ REDUSĂ 3.1 Introducere Materialele textile neţesute medicale sunt folosite pentru un foarte larg sortiment de articole, de la materiale pentru protecţia rănilor, la îmbrăcămintea de protecţie folosită în sălile de operaţie. Acestea reprezentau în anul 1990, conform David Rigby Associates, cca. 9,0% din consumul mondial de produse textile [18, 19]. Creşterea anuală la nivelul anului 2010 a fost de 4,5% [28], iar la nivelul anului 2020 creşterea anuală va fi de 5,6% [18, 22].Gama cea mai largăa produselor medicale de unică utilizare din materiale textile neţesute este constituită din [29, 30]:- produse de igienă şi absorbante (scutece, produse de îngrijire feminină, incontinenţă)ca structuri stratificate din straturi absorbante sau impermeabile;- produse de uz spitalicesc: îmbrăcăminte sterilă pentru sălile de operaţii (bonete, halate, măşti, acoperitori de încălţăminte), materiale pentru câmpuri operatorii, halate de laborator, materiale de împachetare pentru tratamente la cald sau la rece, materiale sterile (şerveţele, bandaje, feşe sterile, etc.). 3.2. Tehnologii de realizare a materialelor textile neţesute cu destinaţie medicală 3.2.1. Tehnologii de formare a straturilor fibroase
Procedeele tehnologice se diferenţiază între ele prin [30]: -Procedeul în stare uscată, folosidu-se utilaje asemănătoare celor din industria
Procedeul în stare umedă, când sunt folosite utilaje asemănătoare celor din industria celulozei şi hârtiei, iar materialele au aspectul şi proprietăţile asemănătoare hârtiei;
-Procedeul prin extrudere direct din polimeri în stare topită, la care se folosesc utilaje asemănătoare celor din industria obţinerii fibrelor şi firelor sintetice:
.-Procedee complexe, pentru obţinerea unor structuri compozite, care pot include unul sau două procedee standard sau speciale enunţate anterior, alimentându-se de exemplu şi alte materiale netextile complementare (polimeri superabsorbanţi sub formă de granule sau spume, folii termoplastice, etc.)
3.2.2. Tehnologii de consolidare a straturilor fibroase Pentru realizarea fazei de consolidare sunt utilizaţi, după caz, fie adezivi, fie organe speciale de consolidare, precum ace de interţesere, ace cu zăvor, ace tubulare, conducători de fir, platine, ace de cusut, apucătoare sau alte surse de consolidare (încălzire, presare, răcire). Procedeele de consolidare a unui suport textil pentru neţesute pot fi: procedee mecanice: procedee fizico-chimice cu sau fără ajutorul unor adezivi: procedee mixte:procedee speciale pentru structuri textile neţesute compozite. 3.3 Obţinerea materialelor textile neţesute medicale prin procedeul de cardare- pliere 3.3.2 Proces tehnologic de la S.C. “MINET” S.A. Râmnicu Vâlcea de obţinere a materialelor textile neţesute cu destinaţie medicală Procesul tehnologic adoptat pentru scopul propus, la S.C. “MINET” S.A. Râmnicu Vâlcea, a constat în următoarele etape:

12
- Cardare-pliere, pe agregat tip Spinnbau-Hergeth, Germania, cu modificări majore de reglaje tehnologice la cardare şi la pliere, pentru a obţine un strat fibros cu masa pe unitatea de suprafaţă de cca. 40-50 g/m2 şi lăţime de 2,1 m;
- Pre-consolidare termică prin pre-încălzire, necesară numai pentru a se asigura produsului o minimă stabilitate impusă transportului interfazic spre consolidarea finală;
- Consolidare termică finală a stratului fibros, prin calandrare termică, la o temperatură de
110º C şi viteza cilindrilor calandri de 2 m/min. În cadrul cercetării, pentru obţinerea de straturi fibroase cu masă pe unitatea de suprafaţă foarte mică, impusă textileleor neţesute medicale de unică folosinţă, a fost necesară intervenţia la vitezele de transport văl, la vitezele în maşina de pliat, dar mai ales în zona marcată „A” (zona de transport a vălului prin benzile transportoare 1,2,3,4), pentru eliminarea la maxim a defectelor şi neregularităţilor în stratul fibros. 3.3.3. Materii prime De subliniat că, aceste materiale textile neţesute, cu masa pe unitatea de suprafaţă de până la 40 g/m2, sunt aduse în momentul de faţă din import, aşa încât producerea lor în ţară prezintă un interes economic deosebit. Motivul pentru care nu s-au produs în ţară este inexistenţa unei instalaţii capabile să prelucreze fibre cu densitatea de lungime 4,5 den (4,5 dtex) şi să producă straturi fibroase cu masa de până la 40-45 g/m2.Ca atare cercetarea s-a axat, pe de o parte, pe problema adaptării reglajelor tehnologice şi mecanice ale instalaţiei prezentate în figura 3.4 pentru a permite prelucrarea acestor fibre, iar pe de altă parte, cercetarea a urmărit compararea proprietăţilor materialelor obţinute din fibre româneşti cu material martor din import, care îndeplineşte cerinţele impuse de utilizator. Tabelul 3.1 Fibre şi procedee utilizate funcţie de masa pe unitatea de suprafaţă a materialelor textile neţesute
Tip fibre Procedee pentru obţinerea straturilor fibroase şi consolidarea acestora
Masa medie pe unitatea de suprafaţă [g/m²]
Bicomponente Procedeu aerodinamic 35 Polipropilenă Spunbonding 24 - 28 Poliester Procedeu umed şi/sau consolidare termică 30 Polipropilenă Consolidare termică 27
Cercetările au urmărit realizarea a două articole cu destinaţie medicală, având masa de maximum 40 [g/m²] identificate în continuare prin codurile A1 şi A2, în timp ce articolul martor are codul AM (tabelul 3.3) [36, 37, 38, 39, 40, 41, 115]. Tabelul 3.3Compoziţie fibroasă a articolelor analizate
Cod articol
Compoziţie fibroasă şi caracteristici fibre Cota de participare (%)
Masa specifică (g/m²)
A1 - 70% fibre polipropilenă standard, 4den/100mm; - 30% PE/PES, 4,5 den (4,5 dtex)/50 mm, bicomponent
miez-manta, PE-manta, PET-miez 40 - 50
A2 - 70% fibre poliester standard, 4den/64 mm; - 30% fibre polietilenă/poliester, 4,5 den(4,5 dtex)/50 mm,
bicomponent miez-manta, polietilenă-manta, poliester-miez 40 - 50
A3 100 % fibre polipropilenă, produs neţesut obţinut prin procedeu spunbonding 40 - 50
13
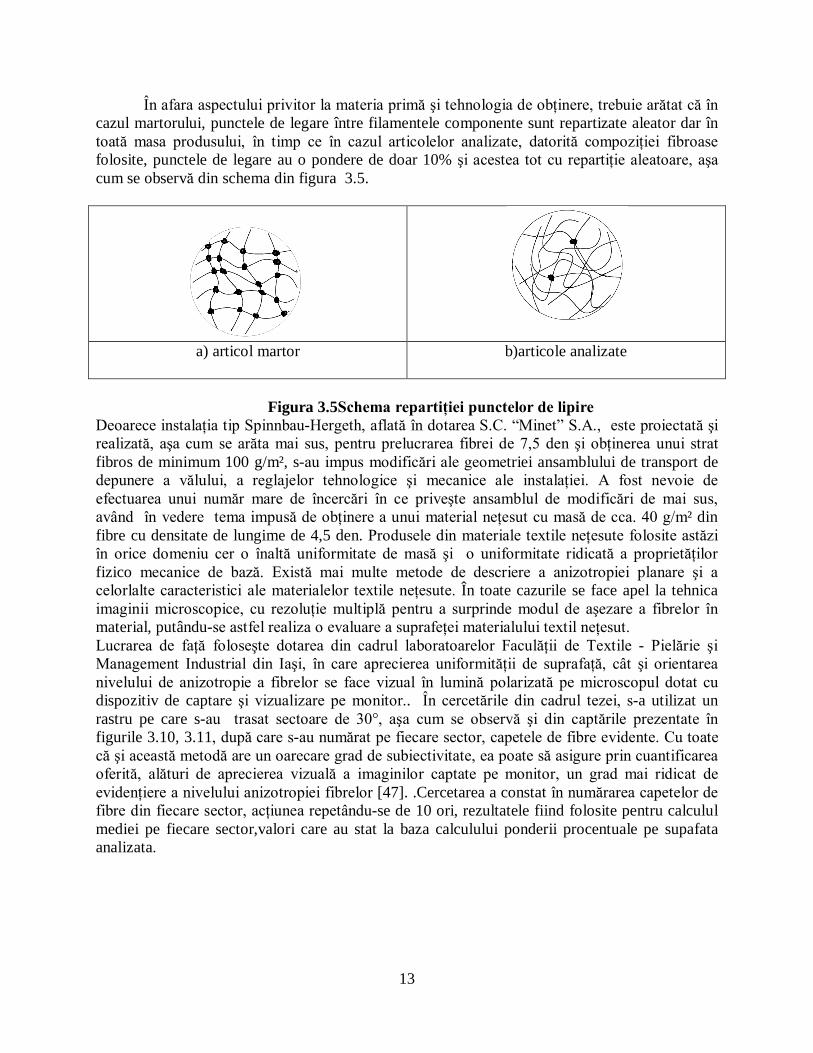
În afara aspectului privitor la materia primă şi tehnologia de obţinere, trebuie arătat că în cazul martorului, punctele de legare între filamentele componente sunt repartizate aleator dar în toată masa produsului, în timp ce în cazul articolelor analizate, datorită compoziţiei fibroase folosite, punctele de legare au o pondere de doar 10% şi acestea tot cu repartiţie aleatoare, aşa cum se observă din schema din figura 3.5.
a) articol martor
b)articole analizate
Figura 3.5Schema repartiţiei punctelor de lipire
Deoarece instalaţia tip Spinnbau-Hergeth, aflată în dotarea S.C. “Minet” S.A., este proiectată şi realizată, aşa cum se arăta mai sus, pentru prelucrarea fibrei de 7,5 den şi obţinerea unui strat fibros de minimum 100 g/m², s-au impus modificări ale geometriei ansamblului de transport de depunere a vălului, a reglajelor tehnologice şi mecanice ale instalaţiei. A fost nevoie de efectuarea unui număr mare de încercări în ce priveşte ansamblul de modificări de mai sus, având în vedere tema impusă de obţinere a unui material neţesut cu masă de cca. 40 g/m² din fibre cu densitate de lungime de 4,5 den. Produsele din materiale textile neţesute folosite astăzi în orice domeniu cer o înaltă uniformitate de masă şi o uniformitate ridicată a proprietăţilor fizico mecanice de bază. Există mai multe metode de descriere a anizotropiei planare şi a celorlalte caracteristici ale materialelor textile neţesute. În toate cazurile se face apel la tehnica imaginii microscopice, cu rezoluţie multiplă pentru a surprinde modul de aşezare a fibrelor în material, putându-se astfel realiza o evaluare a suprafeţei materialului textil neţesut. Lucrarea de faţă foloseşte dotarea din cadrul laboratoarelor Faculăţii de Textile - Pielărie şi Management Industrial din Iaşi, în care aprecierea uniformităţii de suprafaţă, cât şi orientarea nivelului de anizotropie a fibrelor se face vizual în lumină polarizată pe microscopul dotat cu dispozitiv de captare şi vizualizare pe monitor.. În cercetările din cadrul tezei, s-a utilizat un rastru pe care s-au trasat sectoare de 30°, aşa cum se observă şi din captările prezentate în figurile 3.10, 3.11, după care s-au numărat pe fiecare sector, capetele de fibre evidente. Cu toate că şi această metodă are un oarecare grad de subiectivitate, ea poate să asigure prin cuantificarea oferită, alături de aprecierea vizuală a imaginilor captate pe monitor, un grad mai ridicat de evidenţiere a nivelului anizotropiei fibrelor [47]. .Cercetarea a constat în numărarea capetelor de fibre din fiecare sector, acţiunea repetându-se de 10 ori, rezultatele fiind folosite pentru calculul mediei pe fiecare sector,valori care au stat la baza calculului ponderii procentuale pe supafata analizata.

14
Cu aceste valori s-au trasat histogramele din figurile 3.12, 3.13.
Figura3.12 Figura3.13 Histograma articolului A1 Histograma articolului A2
Analiza histogramelor din figurile 3.12 şi 3.13 arată că suprafaţa articolelor A1 şi A2 nu înglobează totalitatea capetelor de fibra, ceea ce poate avea oarece inconveniente, datorită apariţiei unor posibile puncte de agăţare. Diferenţa dintre ponderile procentuale, între sectoare, la articolul A1 sunt mici, cu valori ce variază între cca 14% şi cca 17%, excepţie făcând sectorarele 1200 -3000 şi 1500-3300, la care ponderele capetelor de fibre sunt de cca. 11% şi respectiv de cca. 28%. În ceea ce priveşte articolul A2, uniformitatea repartizării capetelor de fibre, este mai mare ponderea procentuală variind între cca.12 % şi cca 18%. Aceste aspecte relevate mai sus arată că cele două articole prezintă suprafeţe relativ uniforme, cu majoritatea fibrelor înglobate în structura materialului. Prin urmare, se apreciază că cele două articole pot fi folosite în scopul pentru care au fost create. O îmbunătăţire a fazei de calandrare va permite înglobarea unui procent mai mare de capete de fibre în structura materialului.
3.4.1.2 Masa pe unitatea de suprafaţă şi grosimea materialelor textile neţesute medicale
Caracteristicile de masă pe unitatea de suprafaţă şi grosimea sunt caracteristicele de bază ale unui material textil neţesut, pe de o parte pentru că determină consumul de materii prime şi deci şi costurile acestora, şi pe de altă parte determină chiar destinaţia acestora. . Determinările au fost efectuate pentru epruvete prelevate după diferite direcţii de solicitare, mai exact pe direcţiile 0º-180º ,30º-210º, 60°-240º, 90º-270º ,120°-300º şi 150°-330º. Pentru o mai bună analiză a rezultatelor prezentate mai sus, s-a recurs la trasarea diagramelor polară şi carteziană folosind datele din tabelul 3.4.Diagramele polară şi carteziană obţinute sunt date de graficele din figura 3.14 şi figura 3.15.
Masa sp., M [g/m2] -coord. polare-
05
101520253035404550
0
30
60
90
120
150
180
210
240
270
300
330
M1M2
M3
Masa sp., M [g/m2] -coord.carteziene-
0
5
10
15
20
25
30
35
40
45
50
0 60 120
180
240
300
360
grade
Mas
a [g
/m2 ] M1
M2
M3

15
Figura 3.14 Diagrama polară şi carteziană pentru masa pe unitatea de suprafaţă
Figura 3.15 Diagrama polară şi carteziană pentru grosime
În ceea ce priveşte masa pe unitate de suprafaţă se constată că, masa articolului A1
prezintă în medie o diferenţă de cca. 7,5 g/m2 faţă de proba martor A3. Diferenţa în minus se datorează densităţii specifice mai reduse a fibrei de polipropilenă. În ceea ce priveşte articolul A2 se constată că, are o masă în medie cu 0,74 g/m2 mai mare decât a probei martor A3diferenţă considerată statistic acceptabilă deoarece reprezintă o abatere de cca. 0,20% faţă de valoarea nominală de 40 g/m2 , cerută pentru articolul din această categorie. Din figura 3.15 se observă că, grosimea articolelor produse este relativ uniformă, iar variaţia acesteia este redusă. Grosimea articolelor A1 şi A2 este uniformă dar ceva mai mare decât a articolului martor A3. Aceasta se datorează şi numărului redus, de 10%, puncte de consolidare din masa produsului conform compoziţiei fibroase. Astfel, grosimea articolului A1 diferă faţă de grosimea articolului martor A3 cu 0,43 mm iar a articolului A2 cu 0,08 mm, ceea ce reprezintă în fapt o diferenţă de 0,1 % în primul caz şi 0,02% în cel de al doilea caz. Ca urmare se constată că articolele A2 şi A3 au grosime practic egală, în timp ce articolul A1 are o neuniformitate ceva mai evidentă. Grosimea articolului martor este uniformă, deoarece este o structură filamentară prin extrudere şi consolidare termică prin presare, cu puncte de consolidare în 100% din intersecţiile filamentelor. La acest nivel al cercetărilor se poate aprecia că ambele articole realizate şi analizate mai sus, prezintă sub aspectul masei specifice şi a grosimii, valori comparabile cu cele ale probei martor A3 şi în consecinţă aceste articole nou create, pot fi folosite în scopul declarat. 3.3.4.1.3 Forta şi alungirea la rupere Pentru determinarea fortei şi alungirii la rupere s-a utilizat un dinamometru electronic H5K-T al firmei SDL ATLAS [46], (figura 3.16), care prezintă următoarele caracteristici:
Grosimea, d [mm]-coord.carteziene-
0.25
0.3
0.35
0.4
0.45
0.5
0 60 120
180
240
300
360
grade
Gro
sim
ea [m
m]
d1
d2
d3
Grosimea, d [mm] -coord. polare-
0
0.1
0.2
0.3
0.4
0.50
30
60
90
120
150
180
210
240
270
300
330
d1d2
d3

16
Figura3.17 Forţa la rupere – diagrama polară
Figura3.18 Forţa la rupere – diagrama carteziană
Din analiza diagramei polare din figura 3.17 constată că valorile forţei la rupere ale articolelor A1 si A2 sunt mult mai mici decât în cazul articolului martor A3, aspect arătat de suprafeţele subîntinse de diagramele polare ale acestor două articole, în raport cu aria diagramei polare a articolului A3. Situaţia era de aşteptat deoarece, aşa cum s - a arătat mai sus, articolul A3 are o structura filamentară în timp ce articolele A1 şi A2 au o structură fibroasă. De subliniat caracterul uniform al valorilor sarcinii de rupere a articolului A3 prin comparaţie cu ale articolelor A1 şi A2. Din analiza graficului din figura 3.19. se observă faptul că diagrama polara a coeficienţilor de variaţie ale valorilor forţei la rupere ale articolului A3 are o arie redusă şi cu o geometrie regulată în timp ce în cazul articolelor A1 şi A2 grafice polare corespunzato are subîntind arii ceva mai mari, iar geometria acestora este extrem de neregulată, cauzată de aceeaşi structură fibroasă amintită. Concluzia este susţinută şi întarită de vizionarea graficelor din diagrama carteziana din figura 3.20. Se observă clar că valorile coeficienţilor de variaţie ai forţei la rupere ale articolelor A1 şi A2 au o variabilitate mult mai mare decât a articolului A3. Se poate aprecia că o îmbunătăţire a procesului tehnologic de obţinere a articolelor A1 şi A2, va avea o influenţă benefică asupra reducerii variaţiei coeficienţilor de variaţie, şi implicit asupra uniformităţii valorilor forţei la rupere, fără a avea pretenţia de atinge mărimea celui de la articolul A3. 3.4 Concluzii parţiale
1.Cercetările au urmărit realizarea a două articole cu destinaţie medicală, de unică utilizare, având masa de maximum 40 g/m² , din amestecuri de fibre cu densitatea de lungime 4.5 den; 2. Materiale textile neţesute cu destinaţie medicală, cu masa pe unitatea de suprafaţă de până la 40 g/m2, sunt aduse în momentul de faţă din import, aşa încât producerea lor în ţară şi folosirea lor în domeniul materialelor medicale de unică utilizare, prezintă un interes economic deosebit; 4. S-au găsit soluţii constructiv-tehnologice pentru producerea unor materiale textile neţesute pentru uz medical, din materii prime româneşti, pe utilajele existente în ţară, respectiv pe instalaţia Spinnbau-Hergeth;
17
5. Reglajele s-au realizat atât în ceea ce priveşte carda cât şi în ceea ce priveşte ansamblul pliator. S-au efectuat modificări ale geometriei ansamblului de transport de depunere a vălului, a reglajelor tehnologice şi mecanice ale instalaţiei;
6. Proba martor, din import, folosită la compararea proprietăţilor fizico- mecanice a materialelor obţinute în timpul cercetărilor, este realizată din filamente polipropilenice, prin procedeul spunbonding, ceea ce presupune existenţa unor deosebiri evidente din punct de vedere al proprietăţilor fizico- mecanice. S-a ales această modalitate de comparare, deoarece în ţară nu există nici materia primă, nici tehnologia de obţinere; 7. S-a utilizat o metodă proprie de analiză a suprafeţei materialului textil neţesut şi anume, cercetarea în lumină polarizată; 8. Cercetarea microfotografică a imaginilor în lumină polarizată de pe monitorul instalaţiei din dotarea Facultăţii de Textile arată că articole analizate au o structură fibroasă cu o repartiţie cvasi uniformă a fibrelor la ambele articole; 9. Poziţionarea fibrelor, în structura ambelor articole, este evident neorientată, deci un nivelul ridicat al gradului de anizotropie; 10. Orientarea multidirecţională a fibrelor, este evidentă, chiar dacă straturile fibroase au fost obţinute prin procesul de cardare-pliere, care în mod normal determină o orientare a fibrelor după direcţia unghiurilor de pliere; 11. Se propune o metodă originală de evidenţiere a structurii suprafeţei stratului analizat şi care constă în analiza numărului de capete de fibre de pe suprafaţa unui sector circular, trasat pe imaginea probei în lumină polarizată. Mărimea acestui sector circular depinde de nivelul de precizie pe care cercetătorul doreşte să-l obţină; 22. La articolele A1 şi A2 ariile subîntinse de acelaşi parametru au valori mai reduse iar geometria lor este neuniformă, ceea ce arată o neuniformitate a structurii acestora pe direcţiile de solicitare; CAPITOLUL 4 OPTIMIZAREA TEHNOLOGIEI DE CONSOLIDARE PRIN INTERŢESERE A GEOTEXTILELOR 4.1 Introducere În acest capitol sunt prezentate rezultatele cercetărilor referitoare la obţinerea de geotextile din fibre filate din granule din ambalaje tip PET prin optimizarea procesului de consolidare mecanică prin interţesere pe maşini de interţesere Spinnbau-Thibeau-Asselin cu lăţime de lucru de 5,40 m [63]. În general, geosinteticele sunt structuri plane, obţinute din materiale polimerice, de exemplu fibre sintetice şi care sunt utilizate împreună cu roci, stânci, pietriş şi sol în lucrări de pământ [1, 3, 4, 5, 7, 48, 49, 50, 51, 52, 53, 54, 55]. Ca orice material fabricat în mod controlat, geosinteticele prezintă avantajul omogenităţii proprietăţilor pe toată suprafaţa şi a disponibilităţii utilizarii pe orice amplasament. În cazul geosinteticelor, cu funcţie de armare [3, 4, 5, 7, 50, 51, 52, 53, 54, 55] se obţine o îmbunătăţire considerabilă a proprietăţilor mecanice ale solului, ceea ce permite realizarea de construcţii altfel dificil sau chiar imposibil de realizat (structuri de sprijin verticale sau apropiate de verticală, pante abrupte, fundarea pe terenuri foarte compresibile etc.). Materialele geotexile cu funcţie drenantă sau filtrantă s-au impus prin uşurinţa cu care este realizat un sistem de drenaj, fără a fi nevoie de aportul unui material granular sortat [55]. Experimentările au fost efectuate, în condiţii industriale, la S.C. Minet S.A. Râmnicu Vâlcea.

18
entru optimizare a fost folosită metoda proiectarii factoriale a experimentelor, tehnica de regresie multiplă, prelucrarea automată a datelor experimentale şi analiza modelelor matematice atât din punct de vedere tehnologic cât şi grafic [1, 2, 86, 87, 88, 89, 90, 91, 92, 93,94, 95, 96, 97, 98, ],
4.2. Aspecte generale privind consolidarea straturilor fibroase prin procedee mecanice de interţesere pentru obţinerea materialelor textile neţesute 4.2.1. Principiul operaţiei de interţesere Operaţia de interţesere constă în legarea sau împâslirea fibrelor între ele, cu ajutorul acelor de interţesere prevăzute pe porţiunea activă cu crestături orientate spre vârful lor.
.Trebuie subliniat faptul că, oricare alt proces tehnologic de obţinere de materiale textile neţesute nu poate asigura proprietăţile fizico-mecanice unice ale procesului de interţesere [1, 67, 68, 69, 70, 71, 72, 73, 75, 76, 108, 109, 110, 111, 112, 113, 114].
4.2.3 Tipuri de procese de interţesere Sunt cunoscute două tipuri de procese de interţesere, diferenţiate prin tipul acelor de interţesere, astfel: =- interţesere clasică, interţesere specială, 2.5 Parametrii tehnologici ai procesului de intertesere Trei categorii de parametrii de interţesere au influenţă asupra caracteristicilor materialelor textile neţesute interţesute, obţinute prin interţeserea clasică, cea care face dealtfel obiectul cercetării analizate în această lucrare. Parametrii de interţesere au făcut obiectul cercetării în numeroase lucrări de cercetare, iar rezultatele a fost publicate în multe articole [64, 65, 66, 67, 68] Caracteristicile stratului fibros şi ale fibrelor componente:
- caracteristicile fibrelor: densitatea de lungime a fibrelor [Ttex], modulul [g/tex], tenacitatea fibrelor [cN/tex];
- masa medie a stratului fibros [g/m2]; - orientarea şi gradul de orientare a fibrelor în stratul fibros.
4.3 Experimentări tehnologice pe maşina de interţesereSpinnbau-Thibeau-Asselin A50 R 4.3.1. Parametrii tehnnologici ai agregatului de cardare-pliereThibeau-Asselin A50 R. Componentele agregatului de cardare-pliere-interţesere Thibeau-Asselin A50 R, de mare lăţime de lucru, din dotarea S.C. MINET S.A. din Râmnicu Vâlcea, au fost următoarele:
- sistemul de alimentare din baloţi tip DelliOrco Villani, Italia; - buncărul, ladă de alimentare, cardă tip Spinnbau, Germania; - maşina de pliat şi maşină de interţesere tip Thibeau-Asselin A50 R, Franţa.
Cercetările efectuate în cadrul acestui capitol au menţinut constante valorile parametrilor din tabelul 4.1, cu excepţia parametrului densitate de interţesere X1 şi a parametrului adâncimea de pătrundere a acelor în stratul fibros X2. 4.3.2 Materii prime folosite 4.3.2.1 Caracteristicile fibrelor filate din ambalaje tip PET reciclate Scopul principal al cercetării a fost obţinerea de materiale textile neţesute, destinate utilizării ca geotextile, de lăţime mare 5,40m, din materii prime obţinute din reciclarea ambalajelor tip PET [11, 12, 13, 35, 116].Pentru obţinerea de materiale textile neţesute - geotextile au fost folosite următoarele tipuri de fibre în următoarele cote procentuale de participare în amestec: - 80% fibre poliesterice, densitate de lungime 6,7 dtex/ 64 mm, culoare verde, obţinute prin reciclare ambalaje tip PET, la S.C. GreenFiber S.A. din Buzău;
- 20% fibre de polipropilenă densitate de lungime 6,7 dtex/80mm, culoare albă, la prima întrebuinţare.
19
Din analiza datelor de laborator se constată că valorile caracteristicilor fibrelor folosite au valori care corespund limitelor indicate de norma internă. 4.4 Condiţiile de testare ale proprietăţilor materialelor textile neţesute pentru geotextile Proprietăţi fizico-mecanice - masa pe unitatea de suprafaţă, [g/m2 ]EN 965:1995; - grosimea,[ mm,] sub sarcină de 2 kN/m2 şi sub sarcină de 20 kN/m2, EN 964-1:1995; - forta la rupere pe direcţia longitudinală şi pe direcţia transversală, [kN/m], SR ISO 10319:1997; - alungirea la rupere pe direcţia longitudinală şi pe direcţia transversală,[ %,] SR ISO 10319:1997; - poansonare cu CBR,[ N] SR EN ISO 12236:07; Proprietăţi funcţionale hidrice: -permeabilitatea K-Index la 20 ºC şi K-Index la 10 ºC, [m · 10-3/s], SR EN ISO 11058:02. - V-Index 20 ºC, [mm/s], SR EN ISO 11058:02; 4.5 Optimizarea procesului de consolidare prin interţesere a materialelor textile neţesute pentru geotextile 4.5.1 Modelarea matematică a procesului de interţesere 4.5.1.1 Elemente de bază ale modelării matematiceUtilizarea metodelor matematice de planificare a experimentului asigură cercetătorului posibilităţi mărite de manevră, facilitează formularea problemei, conferă rezultatelor experimentale un caracter evident şi convingător, cât şi interpretarea rapidă a rezultatelor. Metoda activă de elaborare a modelelor statistico-matematice implică obţinerea datelor experimentale în urma efectuării unor experimente dirijate. Optimizarea procesului de interţesere a făcut obiectul unor cercetari extrem de laborioase folosind însă alte metode de obţinere a modelului matematic cât şi a operaţiei de optimizare a parametrilor acestui process [64, 65, 66, 84]. În cadrul prezentei teze s-a folosit practica indicată de [86, 87, 88, 89, 90] şi aplicată de [104, 105, 106, 107, 115,116]. Modelul matematic al unui proces este o relaţie funcţională între un răspuns y şi variabilele independente x1, x2,…xk, care pot fi exact măsurate şi controlate:
Y=f(x1, x2,…xk) (4.1)
Pentru a determina această relaţie funcţională se execută un număr de experienţe ordonate într-un anumit fel [91, 92, 93, 94, 95, 96], iar ansamblul acestor experienţe constituie un program experimental prezentat sub forma unei matrici experimentale [100,101,102,103]. Planul de experienţe factoriale este un program central compus rotabil al cărui ordin este egal cu ordinul ecuaţiei de regresie care va fi generată după prelucrarea datelor măsurate în urma experimentărilor. Pentru obţinerea unui model matematic neliniar se utilizează programul central compus rotabil care asigură o distribuţie egală şi uniformă a punctelor experimentale la distanţe egale de centrul experimentului. În cadrul metodelor active, datele experimentale sunt obţinute prin măsurarea mărimilor de ieşire ale procesului pentru anumite combinaţii ale variabilelor de intrare [94, 95, 96, 97]. 4.5.1.2 Aplicaţie software pentru obţinerea unui model matematic de ordinul 2 Pentru prelucrarea datelor experimentale obţinute în baza programului experimental, s-a folosit aplicaţia software, de conceptie originală, din dotarea Laboratorului de Informatică Aplicată a Facultăţii de Textile – Pielarie şi Management Industrial [94, 95, 104, 105, 115, 116].
4.5.1.3 Aplicaţie software adaptată la optimizarea parametrilor procesului de interţeserePentru a stabili factorii de influenţă, care determină obţinerea unor caracteristici
20
optimale ale materialelor textile neţesute interţesute, cu destinaţia geotextile, au fost efectuate experimentări folosind metoda programarii factoriale cu un program centrat compus rotabil cu două variabile independente [ 86, 87, 88]. Modelele matematice obţinute vor fi ecuaţii de regresie, de gradul al II-lea, cu două variabile, de forma relaţiei 4.4 [102, 103, 105, 115, 116].
Parametrii procesului de interţesere au fost empiric corelaţi cu proprietăţile finale a materialului textil neţesut utilizând tehnica regresiei multiple [90, 94, 98, 100, 101].
Termenii ecuaţiilor de tipul 4.4 au următoarea semnificaţie în contextul acestei teze: - Y- variabila dependentă, sau rezultativa, care reprezintă caracteristica analizată a materialului textil neţesut; - X1- densitatea de interţesere, exprimată în [împ/cm2 ];
- X2- adâncimea de pătrundere a acelor de interţesere în stratul fibros [ mm]; - b0, b1, b2, b11, b22 şi b12 reprezintă coeficienţii ecuaţiei de regresie, care prin valoarea şi semnul lor exprimă gradul de influenţă al variabilelor independente asupra rezultativei.
Parametrii tehnologici adoptaţi au fost apreciaţi ca având un rol important asupra caracteristicilor materialelor textile neţesute conform cu indicaţiile bibliografic [67, 68, 69, 76].
Tabelul 4.4 conţine valorile parametrilor tehnologici adoptaţi ca variabile independente, în valori reale, conform manualului de exploatare a instalatiei [61, 63, 67, 69] şi valori codificate în conformitate cu metodologia proiectării factoriale a experienţelor [86, 87, 88]. Tabelul 4.4 Valorile parametrilor în valori naturale şi valori codificate
Valori codificate Valori naturale
-1,414 - 1 0 + 1 + 1,414
Densitatea de interţesere X1, [împ/cm2] 170 173 180 187 190 Adâncimea de pătrundere a acelor în stratul
fibros X2 [mm] 9 10 12 14 15
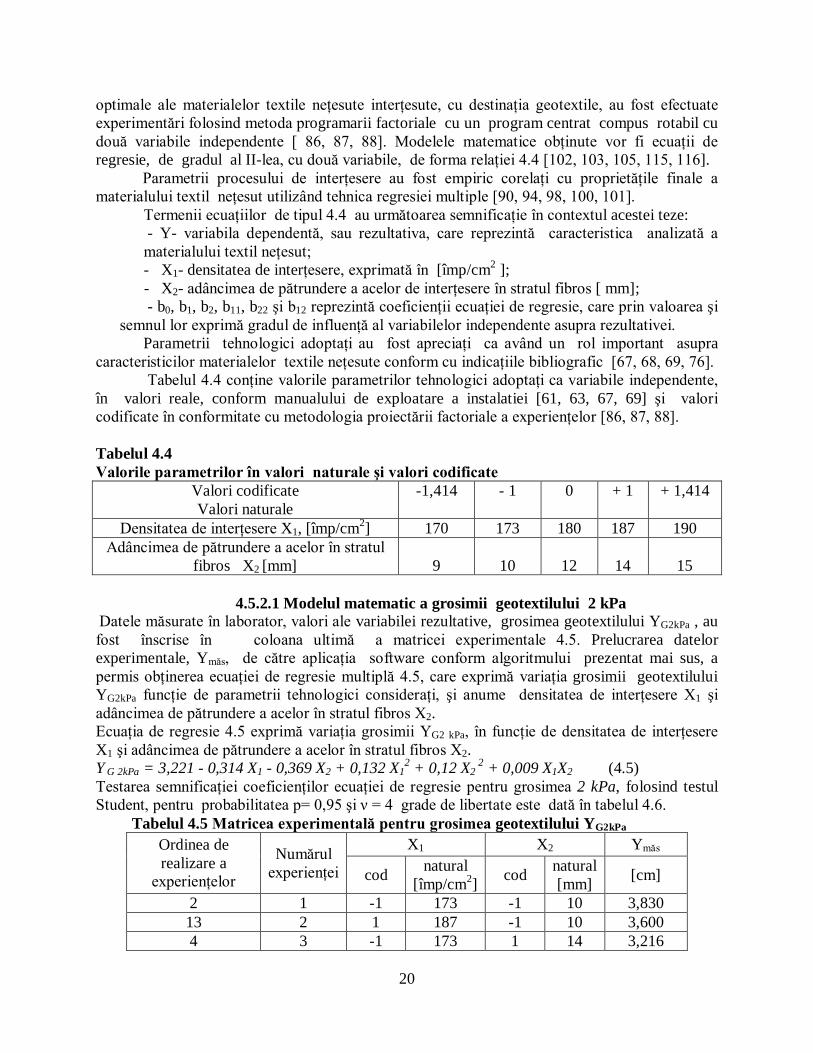
4.5.2.1 Modelul matematic a grosimii geotextilului 2 kPa Datele măsurate în laborator, valori ale variabilei rezultative, grosimea geotextilului YG2kPa , au fost înscrise în coloana ultimă a matricei experimentale 4.5. Prelucrarea datelor experimentale, Ymăs, de către aplicaţia software conform algoritmului prezentat mai sus, a permis obţinerea ecuaţiei de regresie multiplă 4.5, care exprimă variaţia grosimii geotextilului YG2kPa funcţie de parametrii tehnologici consideraţi, şi anume densitatea de interţesere X1 şi adâncimea de pătrundere a acelor în stratul fibros X2. Ecuaţia de regresie 4.5 exprimă variaţia grosimii YG2 kPa, în funcţie de densitatea de interţesere X1 şi adâncimea de pătrundere a acelor în stratul fibros X2. Y G 2kPa = 3,221 - 0,314 X1 - 0,369 X2 + 0,132 X1
2 + 0,12 X2 2 + 0,009 X1X2 (4.5)
Testarea semnificaţiei coeficienţilor ecuaţiei de regresie pentru grosimea 2 kPa, folosind testul Student, pentru probabilitatea p= 0,95 şi ν = 4 grade de libertate este dată în tabelul 4.6. Tabelul 4.5 Matricea experimentală pentru grosimea geotextilului YG2kPa
Ordinea de realizare a
experienţelor
Numărul experienţei
X1 X2 Ymăs
cod natural [împ/cm2] cod natural
[mm] [cm]
2 1 -1 173 -1 10 3,830 13 2 1 187 -1 10 3,600 4 3 -1 173 1 14 3,216
21
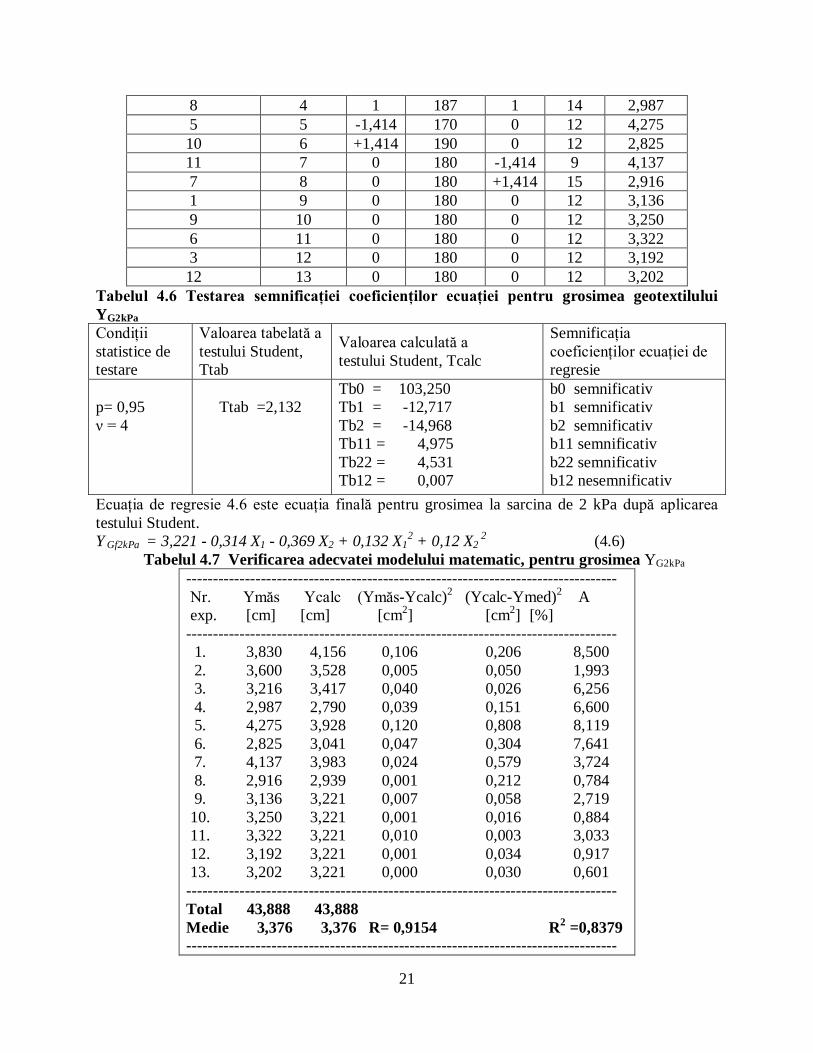
8 4 1 187 1 14 2,987 5 5 -1,414 170 0 12 4,275 10 6 +1,414 190 0 12 2,825 11 7 0 180 -1,414 9 4,137 7 8 0 180 +1,414 15 2,916 1 9 0 180 0 12 3,136 9 10 0 180 0 12 3,250 6 11 0 180 0 12 3,322 3 12 0 180 0 12 3,192 12 13 0 180 0 12 3,202
Tabelul 4.6 Testarea semnificaţiei coeficienţilor ecuaţiei pentru grosimea geotextilului YG2kPa Condiţii statistice de testare
Valoarea tabelată a testului Student, Ttab
Valoarea calculată a testului Student, Tcalc
Semnificaţia coeficienţilor ecuaţiei de regresie
p= 0,95 ν = 4
Ttab =2,132
Tb0 = 103,250 Tb1 = -12,717 Tb2 = -14,968 Tb11 = 4,975 Tb22 = 4,531 Tb12 = 0,007
b0 semnificativ b1 semnificativ b2 semnificativ b11 semnificativ b22 semnificativ b12 nesemnificativ
Ecuaţia de regresie 4.6 este ecuaţia finală pentru grosimea la sarcina de 2 kPa după aplicarea testului Student. Y Gf2kPa = 3,221 - 0,314 X1 - 0,369 X2 + 0,132 X1
2 + 0,12 X2 2 (4.6)
Tabelul 4.7 Verificarea adecvatei modelului matematic, pentru grosimea YG2kPa --------------------------------------------------------------------------------- Nr. Ymăs Ycalc (Ymăs-Ycalc)2 (Ycalc-Ymed)2 A exp. [cm] [cm] [cm2] [cm2] [%] --------------------------------------------------------------------------------- 1. 3,830 4,156 0,106 0,206 8,500 2. 3,600 3,528 0,005 0,050 1,993 3. 3,216 3,417 0,040 0,026 6,256 4. 2,987 2,790 0,039 0,151 6,600 5. 4,275 3,928 0,120 0,808 8,119 6. 2,825 3,041 0,047 0,304 7,641 7. 4,137 3,983 0,024 0,579 3,724 8. 2,916 2,939 0,001 0,212 0,784 9. 3,136 3,221 0,007 0,058 2,719 10. 3,250 3,221 0,001 0,016 0,884 11. 3,322 3,221 0,010 0,003 3,033 12. 3,192 3,221 0,001 0,034 0,917 13. 3,202 3,221 0,000 0,030 0,601 --------------------------------------------------------------------------------- Total 43,888 43,888 Medie 3,376 3,376 R= 0,9154 R2 =0,8379 ---------------------------------------------------------------------------------

22
Altfel spus, grosimea măsurată sub forţa de 2 kPa, în proporţie de 83,79%, este influenţată de variaţia densităţii de interţesere X1 şi de adâncimea de pătrundere a acelor în stratul fibros X2 şi în proporţie de 16,21 % de alţi factori, care ţin de anumite caracteristici ale fibrelor reciclate din ambalaje, precum elasticitatea, rigiditatea, tenacitatea, sau a contribuţiei sistemului de etirare şi dezorientare.
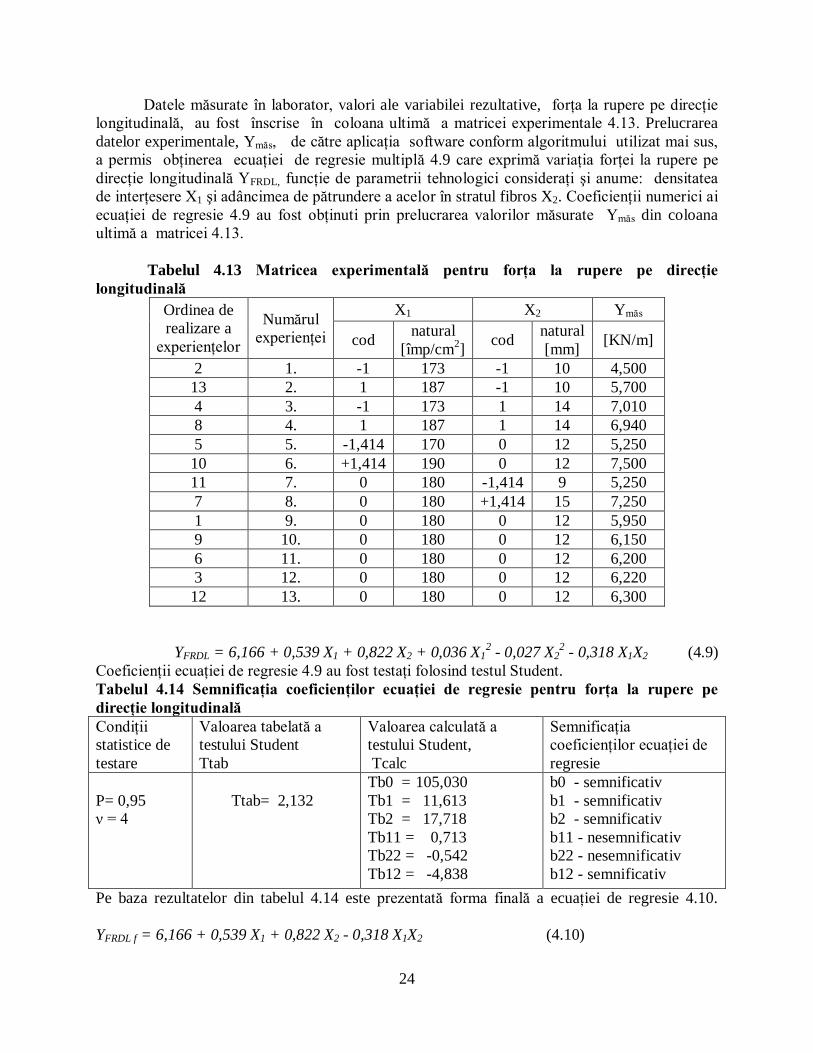
5.2.1.1 Interpretarea modelului matematic YGf2kPa a grosimii geotextilului Caracteristica de grosime determinată la forţa 2 kPa este influenţată de variaţia în acelaşi sens a variabilelor independente. Semnele negative a celor doi coeficienţi ai variabilelor independente de valoare cvasi egală, arată că variaţia spre limitele pozitive ale regiunii experimentale, va permite obţinerea unei valori mai mici ale rezultativei, adică valoarea mare a densităţii de interţesere şi valoarea mare a adâncimii de pătrundere a acelor, va determina obţinerea unei grosimi reduse. În consecinţă se poate afirma că modelul obţinut exprimă corect matematic procesul modelat. Cei doi parametri au influenţă puţin diferită asupra rezultativei, afirmaţie susţinută de valoarile absolute ale celor doi coeficienţi şi se reflectă în ponderea cu cca. 11% mai mare a valorii variabilei X2 faţă de valoarea variabilei X1. Existenţa formelor pătratice arată că suprafaţa geometrică descrisă de ecuaţie este bine formată , sitauaţie arătată şi de graficul 3D în figura 4.3. Acţiunea simultană a celor doi parametrii X1 şi X2, respectiv interacţiunea, nu are influenţă şi este indicată de lipsa de semnificaţie a acestui coeficient, motiv pentru care nu a fost introdus în modelul a cărui formă finală este dată de ecuaţia 4.6. Verificarea adecvanţei modelului matematic final 4.6, prin care se măsoară capacitatea acestuia de a reprezenta corect procesul tehnologic de interţesere [82, 88, 93, 94], pentru grosimea 2 kPa, Y G 2kPa este dată în tabelul 4.7. Se constată că toate valorile abaterii A se află în intervalul [0,601 %........... 8,500 %] şi sunt mult mai mici decât valorile acceptate de ±10%,[107] demonstrându-se astfel adecvanţA ecuaţiei de regresie 4.6.
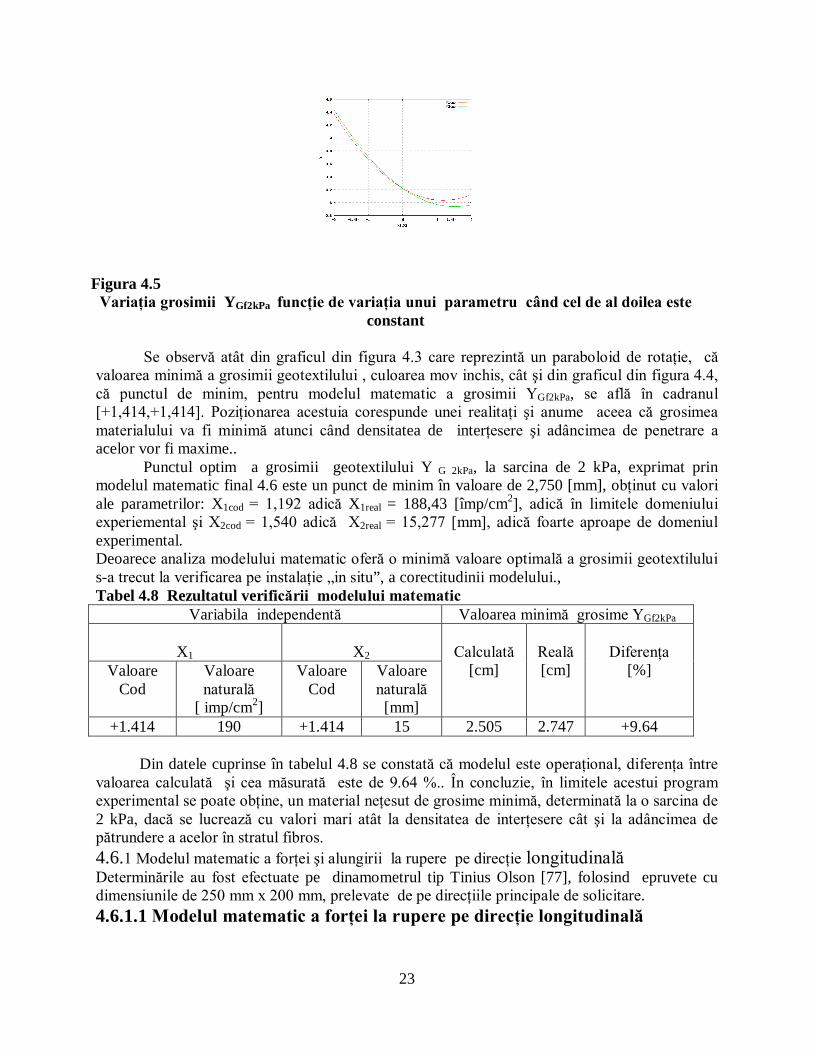
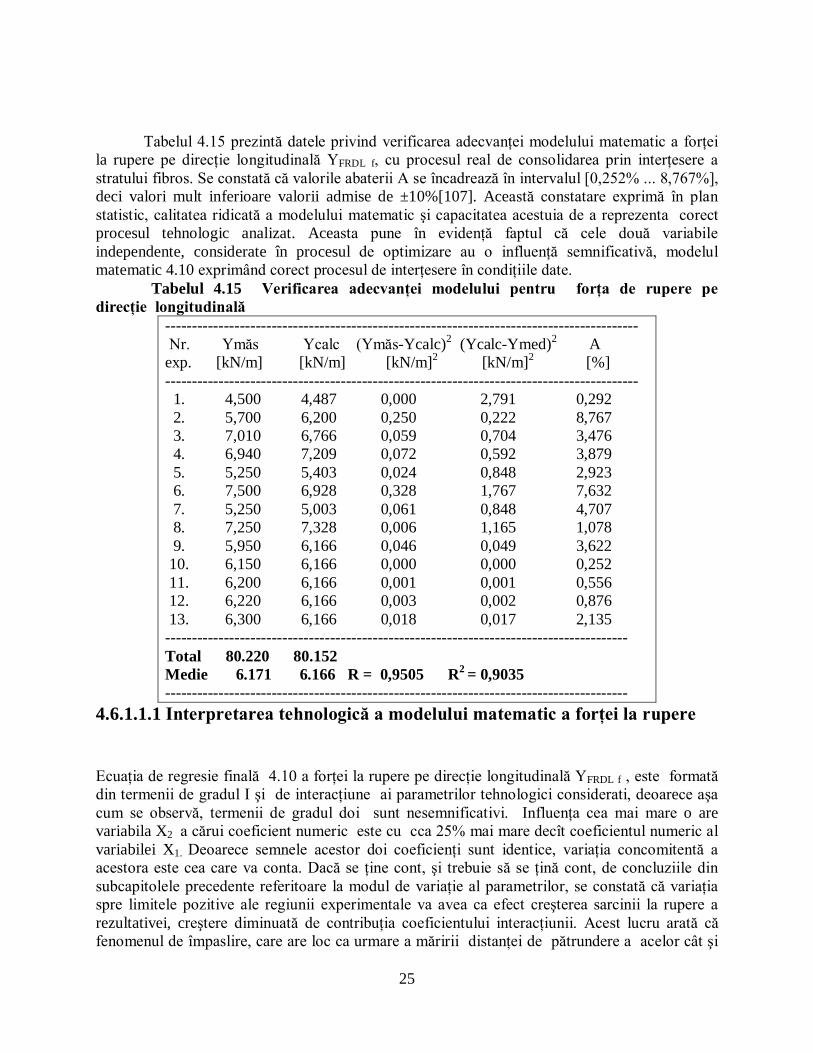
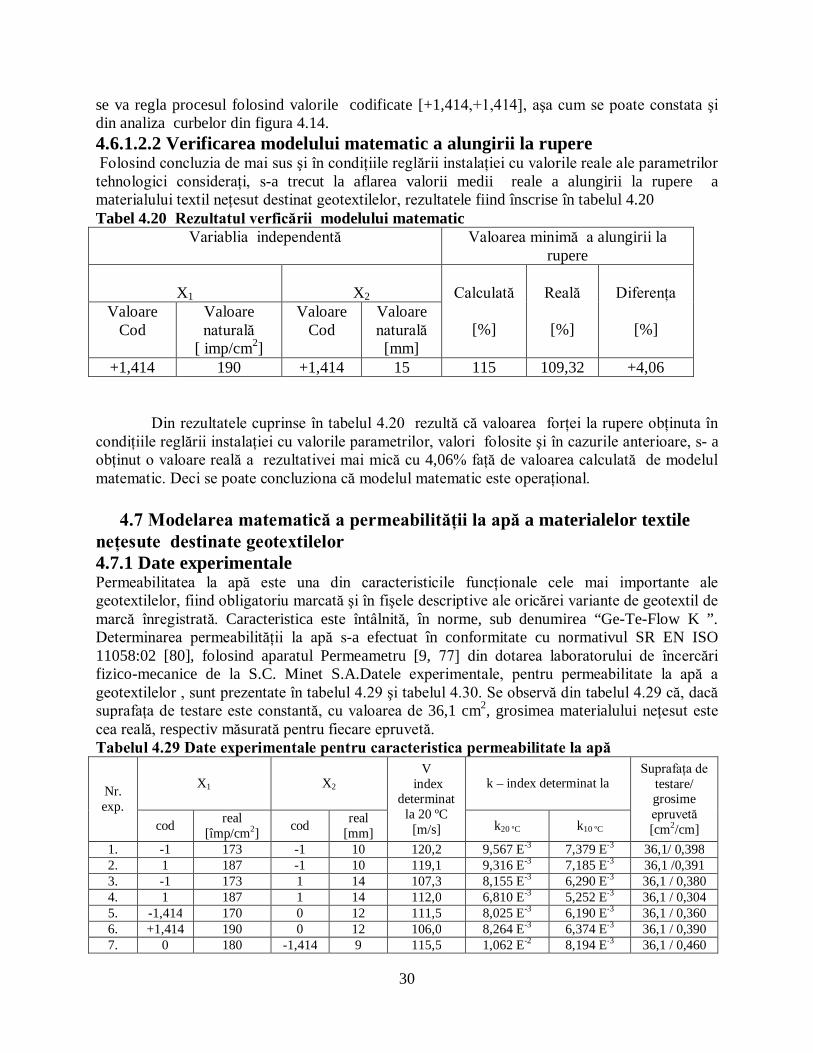
Figurile 4.3, 4.4, 4.5, trasate de aplicaţia softwre utilizată conform algoritmului din [100, 101, 102, 105, 106], prezintă graficele care arată efectele variaţiei parametrilor de consolidare prin interţesere, asupra caracteristicii de grosime determinată la forţă 2 kPa. Se pune astfel în evidenţă influenţa variaţiei simultane a parametrilor asupra rezulativei, în graficul 3D, în graficul 2D cu curbele de nivel constant, aşa numitele izocurbe, precum şi influenţa variaţiei uneia din variabilele independente asupra rezultativei, când a doua variabilă independentă are valoarea din centrul regiunii experimentale.
Figura 4.3 Graficul 3D a grosimii YGf2kPa
Figura 4.4 Graficul izocurbelor grosimii YGf2kPa
23
Figura 4.5 Variaţia grosimii YGf2kPa funcţie de variaţia unui parametru când cel de al doilea este
constant
Se observă atât din graficul din figura 4.3 care reprezintă un paraboloid de rotaţie, că valoarea minimă a grosimii geotextilului , culoarea mov inchis, cât şi din graficul din figura 4.4, că punctul de minim, pentru modelul matematic a grosimii YGf2kPa, se află în cadranul [+1,414,+1,414]. Poziţionarea acestuia corespunde unei realitaţi şi anume aceea că grosimea materialului va fi minimă atunci când densitatea de interţesere şi adâncimea de penetrare a acelor vor fi maxime.. Punctul optim a grosimii geotextilului Y G 2kPa, la sarcina de 2 kPa, exprimat prin modelul matematic final 4.6 este un punct de minim în valoare de 2,750 [mm], obţinut cu valori ale parametrilor: X1cod = 1,192 adică X1real = 188,43 [împ/cm2], adică în limitele domeniului experiemental şi X2cod = 1,540 adică X2real = 15,277 [mm], adică foarte aproape de domeniul experimental. Deoarece analiza modelului matematic oferă o minimă valoare optimală a grosimii geotextilului s-a trecut la verificarea pe instalaţie „in situ”, a corectitudinii modelului., Tabel 4.8 Rezultatul verificării modelului matematic
Variabila independentă Valoarea minimă grosime YGf2kPa
X1
X2
Calculată [cm]
Reală [cm]
Diferenţa
[%]
Valoare Cod
Valoare naturală
[ imp/cm2]
Valoare Cod
Valoare naturală
[mm] +1.414 190 +1.414 15 2.505 2.747 +9.64
Din datele cuprinse în tabelul 4.8 se constată că modelul este operaţional, diferenţa între valoarea calculată şi cea măsurată este de 9.64 %.. În concluzie, în limitele acestui program experimental se poate obţine, un material neţesut de grosime minimă, determinată la o sarcina de 2 kPa, dacă se lucrează cu valori mari atât la densitatea de interţesere cât şi la adâncimea de pătrundere a acelor în stratul fibros. 4.6.1 Modelul matematic a forţei şi alungirii la rupere pe direcţie longitudinală Determinările au fost efectuate pe dinamometrul tip Tinius Olson [77], folosind epruvete cu dimensiunile de 250 mm x 200 mm, prelevate de pe direcţiile principale de solicitare. 4.6.1.1 Modelul matematic a forţei la rupere pe direcţie longitudinală
24
Datele măsurate în laborator, valori ale variabilei rezultative, forţa la rupere pe direcţie longitudinală, au fost înscrise în coloana ultimă a matricei experimentale 4.13. Prelucrarea datelor experimentale, Ymăs, de către aplicaţia software conform algoritmului utilizat mai sus, a permis obţinerea ecuaţiei de regresie multiplă 4.9 care exprimă variaţia forţei la rupere pe direcţie longitudinală YFRDL, funcţie de parametrii tehnologici consideraţi şi anume: densitatea de interţesere X1 şi adâncimea de pătrundere a acelor în stratul fibros X2. Coeficienţii numerici ai ecuaţiei de regresie 4.9 au fost obţinuti prin prelucrarea valorilor măsurate Ymăs din coloana ultimă a matricei 4.13. Tabelul 4.13 Matricea experimentală pentru forţa la rupere pe direcţie longitudinală
Ordinea de realizare a
experienţelor
Numărul experienţei
X1 X2 Ymăs
cod natural [împ/cm2] cod natural
[mm] [KN/m]
2 1. -1 173 -1 10 4,500 13 2. 1 187 -1 10 5,700 4 3. -1 173 1 14 7,010 8 4. 1 187 1 14 6,940 5 5. -1,414 170 0 12 5,250 10 6. +1,414 190 0 12 7,500 11 7. 0 180 -1,414 9 5,250 7 8. 0 180 +1,414 15 7,250 1 9. 0 180 0 12 5,950 9 10. 0 180 0 12 6,150 6 11. 0 180 0 12 6,200 3 12. 0 180 0 12 6,220 12 13. 0 180 0 12 6,300
YFRDL = 6,166 + 0,539 X1 + 0,822 X2 + 0,036 X12 - 0,027 X2
2 - 0,318 X1X2 (4.9) Coeficienţii ecuaţiei de regresie 4.9 au fost testaţi folosind testul Student. Tabelul 4.14 Semnificaţia coeficienţilor ecuaţiei de regresie pentru forţa la rupere pe direcţie longitudinală Condiţii statistice de testare
Valoarea tabelată a testului Student Ttab
Valoarea calculată a testului Student, Tcalc
Semnificaţia coeficienţilor ecuaţiei de regresie
P= 0,95 ν = 4
Ttab= 2,132
Tb0 = 105,030 Tb1 = 11,613 Tb2 = 17,718 Tb11 = 0,713 Tb22 = -0,542 Tb12 = -4,838
b0 - semnificativ b1 - semnificativ b2 - semnificativ b11 - nesemnificativ b22 - nesemnificativ b12 - semnificativ
Pe baza rezultatelor din tabelul 4.14 este prezentată forma finală a ecuaţiei de regresie 4.10. YFRDL f = 6,166 + 0,539 X1 + 0,822 X2 - 0,318 X1X2 (4.10)
25
Tabelul 4.15 prezintă datele privind verificarea adecvanţei modelului matematic a forţei la rupere pe direcţie longitudinală YFRDL f, cu procesul real de consolidarea prin interţesere a stratului fibros. Se constată că valorile abaterii A se încadrează în intervalul [0,252% ... 8,767%], deci valori mult inferioare valorii admise de ±10%[107]. Această constatare exprimă în plan statistic, calitatea ridicată a modelului matematic şi capacitatea acestuia de a reprezenta corect procesul tehnologic analizat. Aceasta pune în evidenţă faptul că cele două variabile independente, considerate în procesul de optimizare au o influenţă semnificativă, modelul matematic 4.10 exprimând corect procesul de interţesere în condiţiile date.
Tabelul 4.15 Verificarea adecvanţei modelului pentru forţa de rupere pe direcţie longitudinală
----------------------------------------------------------------------------------------- Nr. Ymăs Ycalc (Ymăs-Ycalc)2 (Ycalc-Ymed)2 A exp. [kN/m] [kN/m] [kN/m]2 [kN/m]2 [%] ----------------------------------------------------------------------------------------- 1. 4,500 4,487 0,000 2,791 0,292 2. 5,700 6,200 0,250 0,222 8,767 3. 7,010 6,766 0,059 0,704 3,476 4. 6,940 7,209 0,072 0,592 3,879 5. 5,250 5,403 0,024 0,848 2,923 6. 7,500 6,928 0,328 1,767 7,632 7. 5,250 5,003 0,061 0,848 4,707 8. 7,250 7,328 0,006 1,165 1,078 9. 5,950 6,166 0,046 0,049 3,622 10. 6,150 6,166 0,000 0,000 0,252 11. 6,200 6,166 0,001 0,001 0,556 12. 6,220 6,166 0,003 0,002 0,876 13. 6,300 6,166 0,018 0,017 2,135 --------------------------------------------------------------------------------------- Total 80.220 80.152 Medie 6.171 6.166 R = 0,9505 R2 = 0,9035 ---------------------------------------------------------------------------------------
4.6.1.1.1 Interpretarea tehnologică a modelului matematic a forţei la rupere Ecuaţia de regresie finală 4.10 a forţei la rupere pe direcţie longitudinală YFRDL f , este formată din termenii de gradul I şi de interacţiune ai parametrilor tehnologici considerati, deoarece aşa cum se observă, termenii de gradul doi sunt nesemnificativi. Influenţa cea mai mare o are variabila X2 a cărui coeficient numeric este cu cca 25% mai mare decît coeficientul numeric al variabilei X1. Deoarece semnele acestor doi coeficienţi sunt identice, variaţia concomitentă a acestora este cea care va conta. Dacă se ţine cont, şi trebuie să se ţină cont, de concluziile din subcapitolele precedente referitoare la modul de variaţie al parametrilor, se constată că variaţia spre limitele pozitive ale regiunii experimentale va avea ca efect creşterea sarcinii la rupere a rezultativei, creştere diminuată de contribuţia coeficientului interacţiunii. Acest lucru arată că fenomenul de împaslire, care are loc ca urmare a măririi distanţei de pătrundere a acelor cât şi

26
densităţii de interţesere a acestora, este cel care asigură creşterea forţei la rupere, iar faptul că ambele variabile au coeficienţi pozitivi arată că variaţia concomitentă spre limitele superioare ale regiunii experimentale asigură o creştere a valorii rezultativei. Variaţia concomitentă a celor doua variabile spre limita inferioara are ca urmare micşorarea valorii rezultativei, micşorare amplificată de contribuţia interacţiunii. Constatarea este corectă deoarece acţiunea redusă a celor doi parametr, face ca efectul de împaslire să fie redus şi în consecinţă si caracteristica analizată va avea o valoare diminuată.
Efectele variaţiei valorilor parametrilor de consolidare prin interţesere asupra caracteristicii fortă la rupere pentru direcţia de solicitare longitudinală YFRDL f sunt prezentate grafic în figurile 4.9, 4.10, 4.11.
Figura 4.9 Graficul 3D al forţei la rupere pe direcţie
longitudinală
Figura 4.10 Graficul 2D al izocurbelor forţei la
rupere pe direcţie longitudinală
Figura 4.11
Graficul forţei la rupere pe direcţie longitudinală la variaţia valorii unui parametru când cel de al doilea este constant
Se pune astfel în evidenţă influenţa variaţiei simultane a parametrilor asupra rezultativei, prin graficul 3D din figura 4.9, prin graficul 2D din figura 4.10 ce conţine curbele de nivel constant, aşa numitele izocurbe, precum şi graficul din figura 4.11 care conţine curbele ce prezintă influenţa variaţiei uneia din variabilele independente asupra forţei la rupere pe direcţie longitudinală, când a doua variabilă independentă are valoarea staţionară. Suprafaţa descrisă de model este un hiperboloid parabolic de translaţie, în graficul din figura 4.9 fiind reprezentată o suprafaţă cu raza de curbură foarte mare. Din grafic se observă că valoarea mare a forţei la rupere pe direcţie longitudinală, YFRDLf este reprezentată de zona de culoare galben deschis, care se plasează spre zona pozitiva a regiunii experimentale. Se observă din graficul din figura 4.10 că valoarea maximă a rezultativei YFRDL f se plasează în afara regiunii experimentale, adică spre

27
zona de cod [+2±2]. Această observaţie permite a accepta că valoarea apropiată de cea maximă va fi obţinută şi în zona experimentală [+1,414,+1,414].Afirmaţia este susţinută şi de analiza curbelor din figura 4.11 din care rezultă clar că valoarea maximă a forţei la rupere pe direcţie longitudinală se obţine în afara regiunii experimentale considerate, pentru ambele variabile independente. Ca atare, stabilirea perechii de valori ale variabileor independente care să asigure o valoare optimală a rezultativei va depinde de condiţiile de experimentare. În consecinţă, se poate afirma că, ţinând cont şi de aprecierile de mai sus, optimizarea acestei rezultative va fi obţinută în corelare cu optimizarea grosimii. De exemplu, pentru o valoare a rezultativei YFRDL f =7,2 KN/m‚ cei doi parametri vor trebui să aibă valori de cod X1=+1,414 şi respectiv X2 = +1,414. 4.6.1.1.2 Verificarea modelului matematic Din rezultatele cuprinse în tabelul 4.16 rezultă că valoarea forţei la rupere obţinuta în condiţiile reglării instalaţiei cu valorile parametrilor folosite şi în cazuile anterioare, s- a obţinut o valoare reală a forţei la rupere pe direcţie longitudinală mai mica cu 5.33% faţă de valoarea calculată în model. Cum această diferenţă este în intervalul idicat de [107] se apreciază că modelul matematic stabilit este corect şi poate fi folosit pentru conducerea procesului tehnologic analizat. Tabel 4.16 Rezultatul verificării modelului matematic
Variablia independentă Valoarea forţei la rupere
X1
X2
Calculată
[KN/m]
Reală
[KN/m]
Diferenţă
[%]
Valoare Cod
Valoare naturală
[ imp/cm2]
Valoare Cod
Valoare naturală
[mm] +1.414 190 +1.414 15 7.455 7.05 +5.33
4.6.1.2 Modelul matematic a alungirii la rupere pe direcţia longitudinală Datele măsurate în laborator, valori ale variabilei rezultative, alungirea la rupere pe direcţie longitudinală YεDL, au fost înscrise în coloana ultimă a matricei experimentale 4.17. Prelucrarea datelor experimentale, Ymăs de către aplicaţia software conform algoritmului utilizat mai sus, a permis obţinerea ecuaţiei de regresie multiplă 4.11, care exprimă variaţia alungirii la rupere pe direcţia longitudinală YεDL, funcţie de parametrii tehnologici consideraţi şi anume densitatea de interţesere X1 şi adâncimea de pătrundere a acelor în stratul fibros X2. Coeficienţii numerici ai ecuaţiei de regresie 4.11 au fost obţinuţi prin prelucrarea valorilor măsurate Ymăs din coloana ultimă a a matricei prezentată în tabelul 4.17. Tabelul 4.17 Matricea experimentală pentru alungirea la rupere YεDL
Ordinea de relizare a
experienţelor
Numărul experienţei
X1 X2 Ymas
cod natural [împ/cm2] cod natural
[mm] [%]
2 1 -1 173 -1 10 140,600 13 2 1 187 -1 10 137,600 4 3 -1 173 1 14 114,900 8 4 1 187 1 14 115,800 5 5 -1,414 170 0 12 121,400
10 6 +1,414 190 0 12 110,100 11 7 0 180 -1,414 9 135,500 7 8 0 180 +1,414 15 111,500

28
1 9 0 180 0 12 118,200 9 10 0 180 0 12 121,900 6 11 0 180 0 12 122,400 3 12 0 180 0 12 120,600
12 13 0 180 0 12 121,500 Ecuaţia de regresie 4.11 a alungirii la rupere pe direcţie longitudinală, cu valorile măsurate simultan cu cele ale forţei de rupere pe direcţie longitudinală, a fost obţinută după prelucrarea datelor experimentale Ymăs.
YεDL = 120,949 - 2,622 X1 - 9,817 X2 - 0,889 X1
2 + 2,985 X22 + 1,7 X1 X2 (4.11)
Testarea semnificaţiei coeficienţilor ecuaţiei de regresie 4.1 folosind testul Student, este
dată în tabelul 4.18. Tabelul 4.18Semnificaţia coeficienţilor ecuaţiei de regresie pentru alungirea la rupere pe direcţie longitudinală Condiţii statistice de testare
Valoarea tabelată a testului Student,
Ttab
Valoarea calculată a testului Student
Tcalc
Semnificaţia coeficienţilor ecuaţiei de
regresie p= 0,95 ν = 4
Ttab =2,132
Tb0 = 163,176 Tb1 = -4,475 Tb2 = -16,753 Tb11 = - 1,415 Tb22 = 4,749 Tb12 = 2,051
b0 - semnificativ b1 - semnificativ b2 - semnificativ b11 - nesemnificativ b22 - semnificativ b12 - nesemnificativ
Ecuaţia de regresie 4.12 este ecuaţia finală a caracteristicii alungirea la rupere pe direcţie longitudinală YεDLf şi nu conţine termenul pătratic al variabilei X1 şi de interacţiune X1X2, aşa cum se observă din tabelul 4.18 deoarece sunt nesemnificativi.
YεDL = 120,949 - 2,622 X1 - 9,817 X2 + 2,985 X22 (4.12)
Verificarea adecvanţei modelului matematic final 4.12 a alungirii la rupere pe direcţie longitudinală YεDL în ceea ce priveşte reprezentarea procesului real de interţesere, este abaterea A are valori în intervalul [0,289% ....... 6,486%], deci valori foarte mici faţă de limita ±10% . Coeficientul de corelaţie multiplă are valoarea de 0,9227, iar coeficientul de determinare multiplă are valoarea de 0,8514. Deci, alungirea la rupere pe direcţie longitudinală este influenţată în proporţie de 85,14% de variabilele independente, densitatea de interţesere X1 şi adâncimea de pătrundere a acelor în stratul fibros X2, şi într-o proporţie de 14,86% de alţi factori. 4.6.1.2.1 Interpretarea tehnologică a modelului matematic a alungirii la rupere pe direcţie longitudinală
Este de remarcat faptul că ponderea parametrului X2 este de cca. 4 ori mai mai mare decît a variabilei X1, influenţă amplificată şi de existenţa formei pătratice a parametrulului X2.
Scăderea alungirii la rupere pe direcţia longitudinală Y εDLf, care înseamnă practic şi creşterea stabilităţii dimensionale, este determinată în special, de adâncimea de pătrundere a acelor în stratul fibros X2, care are o influenţă de aproximativ 3,74 ori mai mare decât a variabilei independente, densitatea de interţesere X1, dar numai atunci când aceasta ia valori pozitive aflate în domeniul [0,+1,141]. Pătrunderea acelor în stratul fibros mai adânc, poate duce la creşterea alungirii la rupere, situatie arătată şi de valoarea termenului de gradul al doilea. Fenomenul ar putea fi pus pe seama ruperii fibrelor, atunci când acele pătrund mai adânc în

29
strat şi ca urmare a frecării între ace şi fibre, la retragerea acestora apare şi fenomenul de rupere. Se poate observa că valoarea minimă a alungirii la rupere (suprafaţa de culoare mov închis) se plasează în zona valorilor pozitive a parametrilor tehnologici analizati. Efectul variaţiei valorilor parametrilor de consolidare prin interţesere, densitatea de interţesere şi adâncimea de pătrundere a acelor în stratul fibros, este reprezentat în graficul 2D din figura 4.13 care conţine izocurbele, rezultat al intersecţiei suprafeţei 3D cu plane de Y constant. Din acest grafic rezultă că o posibilă valoare minimă a rezultativei, alungirea la rupere, se va obţine în zona valorilor pozitive codificate ale parametrilor consideraţi, afirmaţie care este susţinută şi din alura curbelor din figura 4.14, în care se observă că valoarea minimă a alungirii este în zona de cod +1,414 pentru ambele variante ale funcţiei alungirii.
Figura 4.12 Grafic 3D al alungirii la rupere pe direcţie
longitudinală
Figura 4.13 Graficul 2D al izocurbelor alungirii la
.
Figura 4.14 Graficul alungirii la rupere pe direcţie longitudinală la variaţia valorii unui parametru
când cel de al doilea este constant.rupere pe direcţie longitudinală
Se pune astfel în evidenţă influenţa variaţei simultane a parametrilor asupra rezultativei, prin graficul 3D, prin curbele de nivel constant şi influenţa variaţiei uneia din variabilele independente asupra rezultativei, când a doua variabilă independentă are valoarea staţionară în centrul regiunii experimentale .
Prin urmare, alegerea unei valori considerate optimală depinde de opţiunea experimentatorului. Din aceste grafice se observă că dorinţa de a obţine o valoare redusă a alungirii poate fi asigurată de variaţia spre limita superioară a regiunii experimentale pentru ambele valori a celor doi parametri. De exemplu, dacă se doreşte o valoare a alungirii de 115%
30
se va regla procesul folosind valorile codificate [+1,414,+1,414], aşa cum se poate constata şi din analiza curbelor din figura 4.14. 4.6.1.2.2 Verificarea modelului matematic a alungirii la rupere Folosind concluzia de mai sus şi în condiţiile reglării instalaţiei cu valorile reale ale parametrilor tehnologici consideraţi, s-a trecut la aflarea valorii medii reale a alungirii la rupere a materialului textil neţesut destinat geotextilelor, rezultatele fiind înscrise în tabelul 4.20 Tabel 4.20 Rezultatul verficării modelului matematic
Variablia independentă Valoarea minimă a alungirii la rupere
X1
X2
Calculată
[%]
Reală
[%]
Diferenţa
[%]
Valoare Cod
Valoare naturală
[ imp/cm2]
Valoare Cod
Valoare naturală
[mm] +1,414 190 +1,414 15 115 109,32 +4,06
Din rezultatele cuprinse în tabelul 4.20 rezultă că valoarea forţei la rupere obţinuta în condiţiile reglării instalaţiei cu valorile parametrilor, valori folosite şi în cazurile anterioare, s- a obţinut o valoare reală a rezultativei mai mică cu 4,06% faţă de valoarea calculată de modelul matematic. Deci se poate concluziona că modelul matematic este operaţional.
4.7 Modelarea matematică a permeabilităţii la apă a materialelor textile
neţesute destinate geotextilelor 4.7.1 Date experimentale Permeabilitatea la apă este una din caracteristicile funcţionale cele mai importante ale geotextilelor, fiind obligatoriu marcată şi în fişele descriptive ale oricărei variante de geotextil de marcă înregistrată. Caracteristica este întâlnită, în norme, sub denumirea “Ge-Te-Flow K ”. Determinarea permeabilităţii la apă s-a efectuat în conformitate cu normativul SR EN ISO 11058:02 [80], folosind aparatul Permeametru [9, 77] din dotarea laboratorului de încercări fizico-mecanice de la S.C. Minet S.A.Datele experimentale, pentru permeabilitate la apă a geotextilelor , sunt prezentate în tabelul 4.29 şi tabelul 4.30. Se observă din tabelul 4.29 că, dacă suprafaţa de testare este constantă, cu valoarea de 36,1 cm2, grosimea materialului neţesut este cea reală, respectiv măsurată pentru fiecare epruvetă. Tabelul 4.29 Date experimentale pentru caracteristica permeabilitate la apă
Nr. exp.
X1 X2 V
index determinat
la 20 ºC [m/s]
k – index determinat la Suprafaţa de
testare/ grosime epruvetă [cm2/cm] cod real
[împ/cm2] cod real [mm] k20 ºC k10 ºC
1. -1 173 -1 10 120,2 9,567 E-3 7,379 E-3 36,1/ 0,398 2. 1 187 -1 10 119,1 9,316 E-3 7,185 E-3 36,1 /0,391 3. -1 173 1 14 107,3 8,155 E-3 6,290 E-3 36,1 / 0,380 4. 1 187 1 14 112,0 6,810 E-3 5,252 E-3 36,1 / 0,304 5. -1,414 170 0 12 111,5 8,025 E-3 6,190 E-3 36,1 / 0,360 6. +1,414 190 0 12 106,0 8,264 E-3 6,374 E-3 36,1 / 0,390 7. 0 180 -1,414 9 115,5 1,062 E-2 8,194 E-3 36,1 / 0,460

31
8. 0 180 +1,414 15 114,7 6,608 E-3 5,096 E-3 36,1 / 0,288 9. 0 180 0 12 120,1 7,471 E-3 5,762 E-3 36,1 / 0,311 10. 0 180 0 12 109,6 8,328 E-3 6,423 E-3 36,1 / 0,380 11. 0 180 0 12 119,9 7,988 E-3 6,161 E-3 36,1 / 0,333 12. 0 180 0 12 113,9 7,516 E-3 5,797 E-3 36,1 / 0,330 13. 0 180 0 12 107,1 7,732 E-3 5,963 E-3 36,1 / 0,361
4.7.2 Modelarea matematică a permeabiliăţii la apă a geotextilelor În acest subcapitol se prezintă cercetările cu privire la influenţa principalilor parametrii ai procesului de interţesere asupra proprietăţii de permeabilitate la apă a geotextilelor din materiale neţesute intertesute experimentate. Din prelucarea datelor prezentate în tabelul 4.29 au rezultat două modele matematice 4.17 şi 4.18 care exprimă legătura între caracteristicile de permeabilitate la apă, evaluate la două temperaturi diferite ale fluidului şi parametrii procesului de interţesere, densitatea de interţesere X1 şi adâncimea de pătrundere a acelor în stratul fibros X2, consideraţi în studiu. YK20 °C = 7,808 - 0,157 X1 + 0,491 X2 + 0,785 X1
2 - 1,369 X22 - 0,274 X1X2 (4.17)
În tabelul 4.30 sunt prezentate datele cu privire la testarea semnificaţiei coeficienţilor ecuaţiilor de regresie cu testul Student, valorile obţinute fiind comparate cu valoarea tabelară Ttab = 2,132, pentru o probabilitate p = 0,95 şi ν= 4 grade de libertate. Tabelul 4.30Testarea semnificatiei coeficienţilor numerici prin testul Student
YK20 °C Testul Student Puncte critice.
Coeficient de corelaţie multiplă YK20 °C [m/s]
Tb0 = 49,023 - b0 semnificativ Tb1 = -1,249 - b1 nesemnificativ Tb2 = 3,895 - b2 semnificativ Tb11 = 5,815 - b11 semnificativ Tb22 = -10,135 - b22 semnificativ Tb12 = -1,536 - b12 nesemnificativ
- punct şa având coordinate X1cod = 0,00 deci X1real = 180 [împ/cm2], X2cod = 0,179 adică X2real = 12,38 [mm] şi YK20 °C = 7,852 [m/s].
- Coeficientul de corelaţie multiplă: 0,6403 - Coeficientul de determinare multiplă: 0,41
Discuţii: Indicele de permeabilitate la apă YK20 °C f, la temperatura de 20 ºC, este influenţată în proporţie 41 % de către variaţiile densităţii de interţesere X1 şi adâncimii de pătrundere a acelor în stratul fibros X2, şi în proporţie de 59 % datorită altor parametrii.
Ecuaţia finala rezultata după aplicarea testului Student e relaţia 4.19 YK20 °C f = 7,808 + 0,491 X2 + 0,785 X1
2 - 1,369 X2 2 (4.19)
Analiza modelelui matematic 4.19 arată că adâncimea de pătrundere a acelor în stratul fibros are influenţă puternică asupra ambilor indicatori de permeabilitate YK20°Cf şi YK10 °Cf. Valoarea coeficientului de corelaţie multiplă 0,9188 subliniază că influenţa adâncimii de pătrundere a acelor în stratul fibros X2, asupra permeabilităţii la apei a geotextilelor este prioritară , mai ales şi prin faptul că ecuaţia 4.20 conţine numai acest termen atât de gradul I cât şi de gradul II.În tabelele 4.31 şi 4.32 se prezintă datele deviaţiei A [%] a valorilor măsurate experimental faţă de valorile calculate cu ecuaţiile de regresie finale 4.19 şi 4.20.
În tabelul 4.31 pentru indicele de permeabilitate YK20 °C [m/s], sunt date obţinute ale abaterii A, care depăşesc valoarile admise de ±10%. Din tabelul 4.32 pentru indicele de permeabilitate YK10 °C [m/s], se observă că numai o singură valoare este în afara limitelor ±10% admise. Deci ecuaţia 4.20 exprimă corect caracteristica de permeabilitate la apă pentru temperatura de 10 °C. Se constată că, temperatura apei influenţează viteza de trecere a acesteia prin strucura fibroasă a materialului textil neţesut interţesut.Această situaţie se datorează şi apariţiei unor fenomene specifice curgerii apei printre straturile fibroase. De subliniat este şi faptul că aceste abateri pot fi şi mai mari datorită fenomenelor specifice curgerii fluidului prin

32
structura fibroasă neomogenă şi prin urmare apar rezistenţe hidraulice suplimentare. În concluzie se apreciază că acest indicator folosit curent ca modalitate de apreciere a veridicităţii unui model matematic trebuie luat într-un sens mai larg. Tabelul 4.31 Abaterea A pentru indicatorul YK20 °C f la temperatura de 20 ºC Nr.exp. Ymăs
[m/s] Ycalc [m/s]
(Ymăs-Ycalc)2
(Ycalc-Ymed)2
A[%]
1. 9,567E-3 6,734 E-3 8,023 4,484 29,607 2. 9,316 E-3 6,734 E-3 6,664 3,484 27,71 3. 8,155 E-3 7,715 E-3 0,193 0,498 5,390 4. 6,810 E-3 7,715 E-3 0,820 0,409 13,296 5. 8,025 E-3 9,379 E-3 1,832 0,331 16,867 6. 8,264 E-3 9,379 E-3 1,242 0,664 13,487 7. 1,062 E-3 4,378 E-3 10,997 40,799 12,253 8. 6,608 E-3 5,765 E-3 0,710 0,708 12,753 9. 7,471 E-3 7,808 E-3 0,114 0,000 4,517 10. 8,328 E-3 7,808 E-3 0,270 0,772 6,239 11. 7,988 E-3 7,808 E-3 0,032 0,290 2,248 12. 7,516 E-3 7,808 E-3 0,086 0,004 3,891 13. 7,732 E-3 7,808 E-3 0,006 0,080 0,989
4.7.3 Interpretarea tehnologică a modelului mamtematic a indicelui de permeabilitate la apă Modelele matematice finale 4.19 arată că o influenţă mare este determinată de adâncimea de pătrundere a acelor în stratul fibros X2 asupra ambilor indicatori YK20 °Cf şi YK10 °Cf. Valoarea coeficientului de corelaţie multiplă de 0,9188, arată că influenţa adâncimii de pătrundere a acelor în stratul fibros X2 asupra rezultativei este prioritară , mai ales şi prin faptul că ecuaţia 4.20 conţine numai acest termen atât de gradul I cât şi de gradul II.
Figurile 4.21, 4.22, 4.23, 4.24 şi 4.25 reprezintă grafic variaţia indicelui de permeabilitate la apă YK20 °Cf [m/s] la temperatura de 20 °C, în funcţie de cei doi parametrii X1 şi X2, prin graficul 3D, izocurbele, cât şi variaţia în funcţie de fiecare parametru în parte, când al 2-lea parametru are valoarea constantă din centrul programului experimental. De remarcat faptul că pentru evitarea aglomerării reprezentărilor grafice, pe figuri au fost marcate numai valorile numerice , interpretarea oricărei date trebuie însoţită de indicele E-3.
Graficul 3D din figura 4.21, reprezentând un hiperboloid parabolic de translaţie nu are punct de extrem, situaţie indicată de forma de şa al acestuia şi arată că indicele de permeabilitate pentu cazul apei la 200C are valoare ridicată, marcată de culoarea galben a graficului, atât pentru valori negative cât şi pozitive ale parametrilor. Cum acest indice trebuie corelat, valoric vorbind, cu proprietăţile mecanice ale geotextilului este evident că respectând concluziile de mai sus se va lua în considerare valoarea obţinută când parametrii tehnologici vor varia spre limitele superioare ale regiunii experimentale. De exemplu, analizând graficele din figura 4.21, 4.22, 4.23, 4.24 şi 4.25 pentru a obţine un material geotextil cu rezistenţă dorită, indicele de permeabilitate la la apă la 200C va avea o valoare între 7,81 E-3[m/s] şi 7,85 E-3 [m/s].
33
Figura 4.21 Graficul 3D a indicelui peremabilitate
la apă YK20 °C f
Figura 4.22 Izocurbele indicelui peremabilitate
la apă YK20 °C f
Figura 4.23 Graficul indicelui permeabilitate la apă YK20 °C f a unui parametru când cel de al
doilea este constant
Figura 4.24 Influenţa variabilei X1 asupra indicelui
permeabilitate la apă YK20 °C f
Figura 4.25 Influenţa variabilei X2 asupra indicelui permeabilitate la apă YK20 °C f

34
4.8 Modelarea matematică a rezistenţei la poansonare statică CBR a
geotextilului 4.8.1 Consideraţii generale
Rezistenţa la poansonare statistică, cu denumirea originală “Static Puncture CBR” a fost determinată conform normei SR EN ISO 12236:07 [89,81,83], folosind aparatul de tracţiune tip Tinius Olson, de la S.C. Minet S.A. din Râmnicu Vâlcea, la care s-a adaptat capul de deformare şi clemele specifice acestei determinări, pentru epruvete de formă circulară. Datele experimentale, obţinute prin determinări pe un număr de 5 epruvete ale forţei de poansonare statică CBR şi ale deplasării, apreciată ca decalare a poziţiei iniţiale faţă de orizontala, până la străpungere, numită în teză decalare sunt prezentate în tabelul 4.33.
4.8.2. Modelarea matematică a forţei la poansonare CBR Datele măsurate în laborator, valori ale variabilelor rezultativei, forţa la poansonare şi deplasarea la poansonare respectiv decalarea, au fost înscrise în matricea experimentală 4.33, care reprezintă matematic legătura dintre forţa de poansonare şi parametrii tehnologici respectiv densitatea de interţesere X1 şi adâncimea de pătrundere a acelor în stratul fibros X2. Tabelul 4.33 Matricea experimentală pentru analiza forţei la poansonare CBR şi a deplasării la poansonare Nr.
Exp. X1 X2 Forţa la poansonare
Fp[N] Deplasarea la poansonare
Decalarea D [mm] Cod Real
[împ/ cm2]
Cod Real [mm]
Media [N]
DS F [N] CV F
[%] Media [mm]
DS D [mm]
CV D [%]
1. -1 173 -1 10 1176 155,8 13,25 97,2 2,952 3,036 2 1 187 -1 10 1259 108,5 8,62 94,6 2,665 2,818 3 -1 173 1 14 1518 184,9 12,18 79,0 3,315 4,193 4 1 187 1 14 1418 101,8 7,18 89,2 3,326 3,728 5 -1,414 170 0 12 1355 45,24 3,338 85,8 4,365 5,09 6 +1,414 190 0 12 1452 173,7 11,96 97,8 2,038 2,084 7 0 180 -1,414 9 1284 119,3 9,29 103,0 4,249 4,127 8 0 180 +1,44 15 1369 60,4 4,414 87,6 3,291 3,757 9 0 180 0 12 1259 55,6 4,413 83,5 3,397 4,068
10. 0 180 0 12 1410 80,7 5,72 98,6 5,48 5,56 11. 0 180 0 12 1348 63,5 4,714 84,5 3,161 3,740 12. 0 180 0 12 1361 109,5 8,04 93,4 2,126 2,275 13. 0 180 0 12 1431 81,2 5,67 87,9 2,325 2,646
4.8.2.1 Modelul matematic a forţei la poansonare CBR Datele măsurate în laborator, valori ale variabilei rezultative, forţa la poansonare, au fost înscrise în matricea experimentală prezentată în tabelul 4.33. Prelucrarea datelor experimentale de către aplicaţia software, conform algoritmului utilizat mai sus, a permis obţinerea coeficienţilor numerici ai ecuaţiei de regresie multiplă 4.21, care exprimă variaţia forţei la poansonare funcţie de parametrii tehnologici consideraţi şi anume densitatea de interţesere X1 şi adâncimea de pătrundere a acelor în stratul fibros X2.
YFP = 1342,142 + 75,37 X1 + 52,649 X2 + 49,996 X12 - 38,477 X2
2 + 4,25 X1 X2 (4.21)
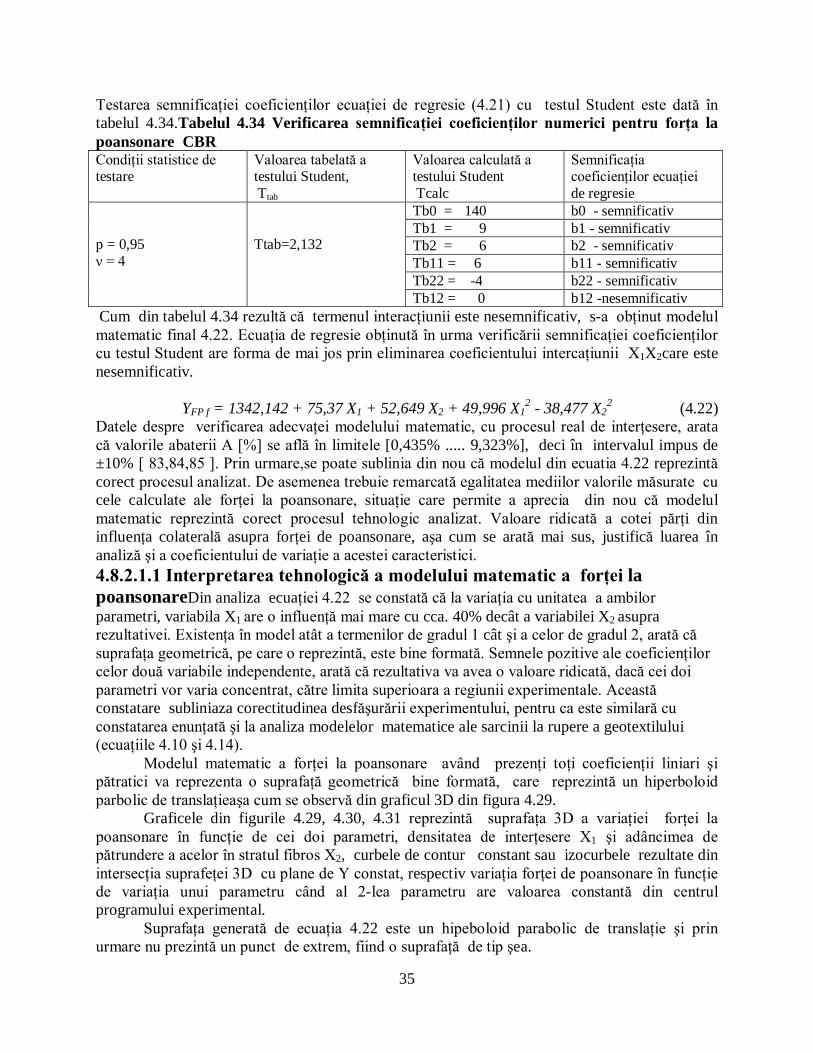
35
Testarea semnificaţiei coeficienţilor ecuaţiei de regresie (4.21) cu testul Student este dată în tabelul 4.34.Tabelul 4.34 Verificarea semnificaţiei coeficienţilor numerici pentru forţa la poansonare CBR Condiţii statistice de testare
Valoarea tabelată a testului Student, Ttab
Valoarea calculată a testului Student Tcalc
Semnificaţia coeficienţilor ecuaţiei de regresie
p = 0,95 ν = 4
Ttab=2,132
Tb0 = 140 b0 - semnificativ Tb1 = 9 b1 - semnificativ Tb2 = 6 b2 - semnificativ Tb11 = 6 b11 - semnificativ Tb22 = -4 b22 - semnificativ Tb12 = 0 b12 -nesemnificativ
Cum din tabelul 4.34 rezultă că termenul interacţiunii este nesemnificativ, s-a obţinut modelul matematic final 4.22. Ecuaţia de regresie obţinută în urma verificării semnificaţiei coeficienţilor cu testul Student are forma de mai jos prin eliminarea coeficientului intercaţiunii X1X2care este nesemnificativ.
YFP f = 1342,142 + 75,37 X1 + 52,649 X2 + 49,996 X1
2 - 38,477 X22 (4.22)
Datele despre verificarea adecvaţei modelului matematic, cu procesul real de interţesere, arata că valorile abaterii A [%] se află în limitele [0,435% ..... 9,323%], deci în intervalul impus de ±10% [ 83,84,85 ]. Prin urmare,se poate sublinia din nou că modelul din ecuatia 4.22 reprezintă corect procesul analizat. De asemenea trebuie remarcată egalitatea mediilor valorile măsurate cu cele calculate ale forţei la poansonare, situaţie care permite a aprecia din nou că modelul matematic reprezintă corect procesul tehnologic analizat. Valoare ridicată a cotei părţi din influenţa colaterală asupra forţei de poansonare, aşa cum se arată mai sus, justifică luarea în analiză şi a coeficientului de variaţie a acestei caracteristici. 4.8.2.1.1 Interpretarea tehnologică a modelului matematic a forţei la poansonareDin analiza ecuaţiei 4.22 se constată că la variaţia cu unitatea a ambilor parametri, variabila X1 are o influenţă mai mare cu cca. 40% decât a variabilei X2 asupra rezultativei. Existenţa în model atât a termenilor de gradul 1 cât şi a celor de gradul 2, arată că suprafaţa geometrică, pe care o reprezintă, este bine formată. Semnele pozitive ale coeficienţilor celor două variabile independente, arată că rezultativa va avea o valoare ridicată, dacă cei doi parametri vor varia concentrat, către limita superioara a regiunii experimentale. Această constatare subliniaza corectitudinea desfăşurării experimentului, pentru ca este similară cu constatarea enunţată şi la analiza modelelor matematice ale sarcinii la rupere a geotextilului (ecuaţiile 4.10 şi 4.14).
Modelul matematic a forţei la poansonare având prezenţi toţi coeficienţii liniari şi pătratici va reprezenta o suprafaţă geometrică bine formată, care reprezintă un hiperboloid parbolic de translaţieaşa cum se observă din graficul 3D din figura 4.29.
Graficele din figurile 4.29, 4.30, 4.31 reprezintă suprafaţa 3D a variaţiei forţei la poansonare în funcţie de cei doi parametri, densitatea de interţesere X1 şi adâncimea de pătrundere a acelor în stratul fibros X2, curbele de contur constant sau izocurbele rezultate din intersecţia suprafeţei 3D cu plane de Y constat, respectiv variaţia forţei de poansonare în funcţie de variaţia unui parametru când al 2-lea parametru are valoarea constantă din centrul programului experimental.
Suprafaţa generată de ecuaţia 4.22 este un hipeboloid parabolic de translaţie şi prin urmare nu prezintă un punct de extrem, fiind o suprafaţă de tip şea.
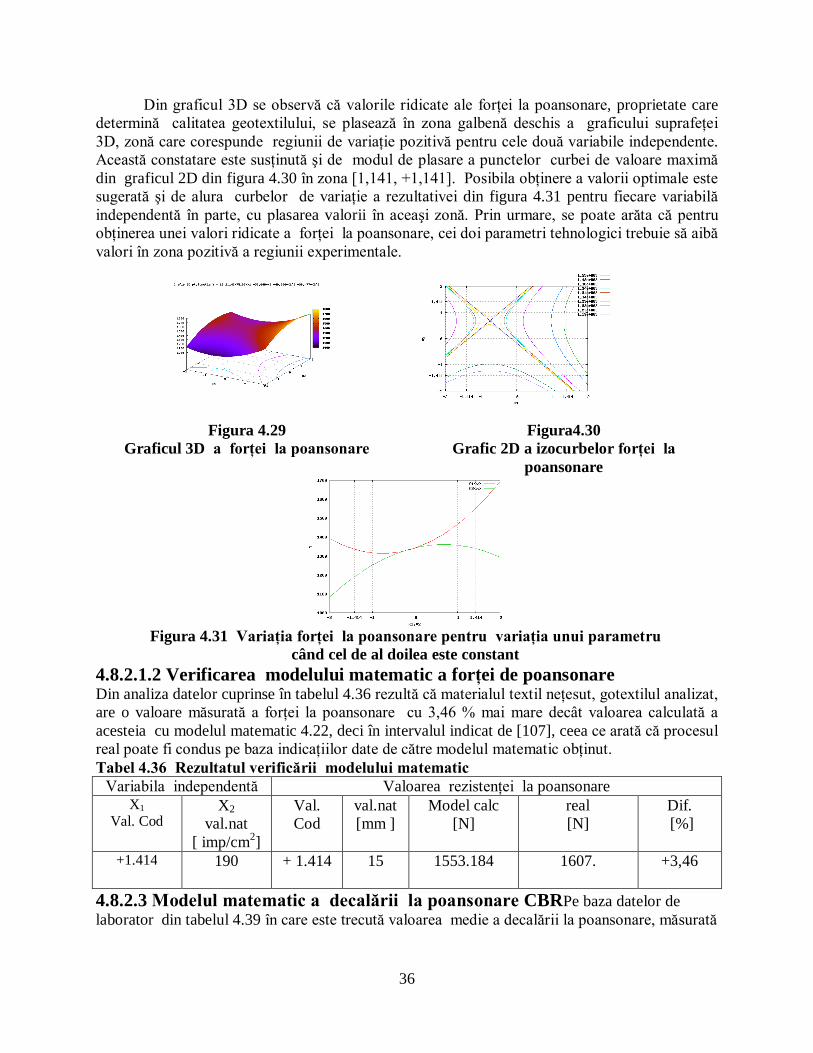
36
Din graficul 3D se observă că valorile ridicate ale forţei la poansonare, proprietate care determină calitatea geotextilului, se plasează în zona galbenă deschis a graficului suprafeţei 3D, zonă care corespunde regiunii de variaţie pozitivă pentru cele două variabile independente. Această constatare este susţinută şi de modul de plasare a punctelor curbei de valoare maximă din graficul 2D din figura 4.30 în zona [1,141, +1,141]. Posibila obţinere a valorii optimale este sugerată şi de alura curbelor de variaţie a rezultativei din figura 4.31 pentru fiecare variabilă independentă în parte, cu plasarea valorii în aceaşi zonă. Prin urmare, se poate arăta că pentru obţinerea unei valori ridicate a forţei la poansonare, cei doi parametri tehnologici trebuie să aibă valori în zona pozitivă a regiunii experimentale.
Figura 4.29 Graficul 3D a forţei la poansonare
Figura4.30 Grafic 2D a izocurbelor forţei la
poansonare
Figura 4.31 Variaţia forţei la poansonare pentru variaţia unui parametru
când cel de al doilea este constant 4.8.2.1.2 Verificarea modelului matematic a forţei de poansonare Din analiza datelor cuprinse în tabelul 4.36 rezultă că materialul textil neţesut, gotextilul analizat, are o valoare măsurată a forţei la poansonare cu 3,46 % mai mare decât valoarea calculată a acesteia cu modelul matematic 4.22, deci în intervalul indicat de [107], ceea ce arată că procesul real poate fi condus pe baza indicaţiilor date de către modelul matematic obţinut. Tabel 4.36 Rezultatul verificării modelului matematic
Variabila independentă Valoarea rezistenţei la poansonare X1
Val. Cod X2
val.nat [ imp/cm2]
Val. Cod
val.nat [mm ]
Model calc [N]
real [N]
Dif. [%]
+1.414 190 + 1.414 15 1553.184 1607. +3,46
4.8.2.3 Modelul matematic a decalării la poansonare CBRPe baza datelor de laborator din tabelul 4.39 în care este trecută valoarea medie a decalării la poansonare, măsurată

37
ca valoarea a deplasării faţă de poziţia orizontală până la străpungere Ymăs, a fost obţinută ecuaţia de regresie 4.25. YD = 86,081- 5,236 X1 - 8,659 X2 + 1,597 X1
2 + 1,022 X22 + 3,2 X1 X2 (4.25)
Tabelul 4.39 Verificarea semnificaţiei coeficientţlor numerici Semnificaţia coeficienţilor
ecuaţiei de regresie a decalării
Valoarea tabelată a testului Student,
Ttab
Valoarea calculată a testului Student,
Tcalc
Semnificaţia coeficienţilor ecuaţiei de
regresie
p = 0,95 ν = 4
Ttab = 2,132
Tb0 = 87,240 Tb1 = - 6,713 Tb2 = - 11,100 Tb11 = 1,908 Tb22 = 1,221 Tb12 = 2,901
b0 - semnificativ b1 - semnificativ b2 - semnificativ b11 - nesemnificativ b22 - nesemnificativ b12 - semnificativ
După testarea coeficinţilor ecuaţiei de regresie 4.26 pentru deplasarea medie faţă de poziţia orizontală până la poansonare – decalarea - a fost obţinută ecuaţia de regresie finală 4.26 deoarece din tabelul de mai sus rezultă valorile coeficienţilor formelor patratice, care sunt nesemnificativi. YD = 86,081- 5,236 X1 - 8,659 X2 + 3,2 X1 X2 (4.26) Verificarea veridicităţii modelului matematic final 4.26 cu procesul real de interţesere arata ca adecvanţa A [%] aparţine intervalului [0,445% …15,487 %], având trei valori în afara intervalului admis ±10%, dar foarte apropiate de limita superioară. De observat că depăsirea intervalului indicat de bibliografie se refera la o determinare în care intervin o multitudine de alti factori, încât este evidentă o posibilă ieşire din domeniu . Afirmatia este susţinută de valorile relativ reduse , în raport cu precedentele, ale celor doi coieficienti de corelare multiplă şi determinare multiplă de mai jos. În concluzie, modelul matematic final 4.26 pentru decalare este susceptibil şi pentru alte interpretări tehnologice. 4.8.2.3.1 Interpretarea tehnologică a modelului matematic a decalării Analiza ecuaţiei 4.26 arată că asupra rezultativei respectiv decalării o influenţă de 1,654 ori mai mare, o are adâncimea de pătrundere a acelor în stratul fibros X2, faţă de densitatea de interţesere X1. Influenţă semnificativă şi în acelaşi sens o are şi acţiunea simultană, interactiunea celor doi parametrii X1 şi X2. Pentru geotextilele folosite în lucrări de pământ, pământ care conţine componente diverse (pietriş, pietre, nisip cu geometrii foarte diverse etc.), este important ca mărimea deplasării medii faţă de poziţia orizontală, până la poansonare, decalarea, să fie corelată cu rezistenţa mecanică a geotextilului. Acest lucru va da durabilitate lucrărilor de pământ şi eficienţă geotextilelor [4, 5, 51, 52, 53, 54]. Creşterea valorilor parametrilor de interţesere consideraţi va determina scăderea mărimii deplasării medii faţă de poziţia orizontală până la poansonare. Acest lucru este validat şi din punct de vedere tehnologic.
Ecuaţia 4.26, având termenii de gradul întâi şi de interacţiune, va reprezenta o suprafaţă geometrică fără punct de extrem în regiunea exprimentală.
Figurile 4.35, 4.36, 4.37 reprezintă deplasarea medie faţă de poziţia orizontală până la poansonare, în funcţie de cei doi parametri de interţesere, curbele de contur constant, variaţia deplasării medii faţă de poziţia orizontală până la poansonare, în funcţie de variaţia unui parametru, când al 2-lea parametru are valoarea constantă din centrul programului experimental. Din analiza graficului 3D se observă că valoarea redusă a rezultativei corespunde variaţiei spre

38
limitele superioare ale regiunii experimentale, constatare care corespunde modului de comportare a materialului geotextil în exploatare. Se ştie că în procesul de exploatare, geotextilul, lucrând în contact cu materiale de diferite forme, este important ca fenomenul de străpungere să se realizeze după un timp mai ]ndelungat. În consecinţă, se doreşte ca acest parametru să fie cât mai mic, în condiţiile în care forţa la rupere să fie cât mai mare, iar alungirea la rupere să fie cât mai mică, aşa cum rezultă din cercetările anterioare. Consideraţia de mai sus este subliniată şi de analiza graficului din figura 4.36 din care se observă că izocurba de valoare redusă a rezultativei se plasează în regiunea valorilor pozitive ale parametrilor tehnologici, aşa cum arată şi valorile de aceeaşi mărime ale rezultativei din figura 4.37. De exemplu, valoarea YD f = 66,402 [mm] se obţine pentru valoarea de cod X1cod = 2,706 respectiv X1real = 198,942 [împ/cm2] şi valoarea de cod X2cod = 1,636 respectiv X2real =15,272 [mm].
Figura 4.35 Grafic 3D a decalarii la poansonare
Figura 4.36 Grafic 2D a izocurbelor decalării la
poansonare
Figura 4.37
Variaţia decalării la poansonare pentru variaţia unui parametru când cel de al doilea parametru este constant
4.8.2.3.2 Verificarea modelului matematic a decalării Verificarea calităţii modelului matematic care reprezintă valoarea decalării în funcţie de cele două variabile independente considerate, poate fi realizată prin măsurarea rezultativei obţinută când instalaţia a fost reglată pentru valorile X1= + 1,414 şi X2= + 1,414, aşa cum s-a procedat în subcapitolele precedente. Rezultatul măsurătorilor este dat în tabelul 4.41. Deoarece alegerea valorilor, considerate optimale, ale parametrilor tehnologici ai instalaţiei folosiţi trebuie să ţină cont de totalitatatea rezultativelor analizate, se va face verificarea valorii medii reale a decalării obţinută pentru valorile variabilelor independente folosite anterior. Din datele cuprinse în tabelul

39
4.41 se observă că rezultatul măsurării decalării, obţinut în condiţiile reglaăii instalaţiei cu valorile parametrilor folosiţi şi în cazurile anterioare, s-a obţinut o valoare reală a rezultativei, mai mare cu 10,79 % faţă de valoarea calculată în model, ceea ce dovedeşte că modelul este Tabel 4.41Rezultatul verificării modelului matematic a decalării
Variabila independentă Valoarea minimă a decalării X1
Valoare cod
X2 Valoare naturală
[ imp/cm2]
Valoare cod
Valoare naturală [mm ]
Calculată [N] Reală [N]
Diferenţă [%]
+1,414 190 + 1,414 15 72,831 78,593 +10,79 corect şi că poate fi folosit pentru conducerea procesului de consolidare prin interţesere a materialelor textile neţesute destinate geotextilelor. 4.9 Studiul influenţei sistemului de dezorientare a fibrelor de la agregatul de cardare-pliere Spinnbau-Thibeau asupra uniformităţii caracteristicii tensionale a materialului textil neţesut pentru geotextile 4.9.1 Tipuri de sisteme pentru dezorientarea fibrelor vălului de la cardă
În funcţie de caracteristicile finale ale stratului fibros şi deci şi ale materialelor textile
neţesute obţinute, care sunt influenţate de caracteristicile structurale ale vălului de la cardă, se poate folosi un anumit sistem constructiv de debitare a vălului. Datorită domeniilor complexe, în special tehnice, de utilizare a materialelor textile neţesute este de mare importanta obţinerea de straturi fibroase randomizate.
4.9.2 Analiza randomizării fibrelor folosind diagramele polare ale caracteristicilor tensionale a materialului textil neţesut pentru geotextile
Anizotropia caracteristicilor tensionale a unor materiale textile neţesute, pentru geotextile, este esenţială datorită faptului că, aceste geotextile intră în contact cu materiale de formă regulată sau neregulată, precum pietriş, prundiş, reţele la compozite sau ia forma unor obiecte, de exemplu diverse tubulaturi subterane sau de suprafaţă, atunci când geotextilele sunt folosite ca sisteme de filtrare.Aprecierea nivelului de randomizare a fost studiat prin determinarea sarcinii la rupere pe diverse direcţii de solicitare ale epruvetelor, deoarece geotextilele trebuie să prezinte o uniformitate a proprietăţilor tensionale pe orice direcţie de solicitare [1, 3, 4, 5, 7]Determinările au fost efectuate pe dinamometrul tip FGW 4, pe epruvete cu dimensiunile 250 mm x 50 mm, epruvete prelevate de pe toate variantele de materiale textile neţesute, rezulatat al experienţelor efectuate prin programul experimental prezentat în tabelul 4.7. Epruvetele au fost prelevate după direcţii de solicitare din 30 º în 30 º, considerând ca direcţii principale de solicitare direcţiile astfel: 0 ° - 180 ° direcţie longitudinală, 90 ° - 270 ° direcţie transversală. Tabelul 4.42 Valori ale forţei şi alungirii la rupere pentru materialele rezultate din experientele 5,6,7 ,8
Direcţia de solicitare
Cod direcţie de solicitare
Experienţa 5 ( -1,414, 0 )
Experienţa 6 ( +1,414, 0 )
Experienţa 7 ( 0, -1,414 )
Experienţa 8 ( 0, +1,414 )
P [daN]
ε [%]
P [daN]
ε [%]
P [daN]
ε [%]
P [daN]
ε [%]
0 º - 180 º d1 29,80 67,0 30,92 70,2 28,04 56,2 31,06 65,8 30 º - 210 º d2 40,48 66,2 47,66 65,2 33,40 60,2 37,44 70,2

40
60 º - 240 º d3 47,90 65,0 46,46 63,0 25,24 65,2 44,48 62,8 90 º - 270 º d4 45,00 77,6 45,36 64,4 47,46 62,6 45,60 56,8
120 º - 300 º d5 41,24 72,2 32,12 68,0 37,60 66,6 33,10 62,2 150 º - 330 º d6 39,40 74,2 47,56 66,6 30,26 63,8 40,60 57,2
Figura 4.38 Variaţia forţei la rupere P [daN] experienţele 5,6,7,8
Figura 4.39 Variaţia alungirii la rupere ε [%] - experienţele 5,6,7,8
Din histograma din figura 4.38 se constată o oarecare diferenţă între valorile forţei la rupere, mai mare pe direcţie transversală şi mai mica pe directie longitudinală. În ambele cazuri se remarcă constanta acestora la toate experimentele. În acelaşi timp pentru direcţiile intermediare apare o variaţie pronunţată între aceste valori. Această constatare poate fi pusă pe seama variabiliăţii fenomenului de randomizare. În acelaşi timp, din figura 4.39 se observă o uniformitate aproape perfectă a alungirii la rupere pe toate direcţiile de solicitare.Datele pentru caracteristicile produselor, obţinute la experienţele deplasate faţă de centrul programului experimental cu +1 şi -1, adică experienţele 1, 2, 3 şi 4, sunt prezentate în tabelul 4.43, iar graficele de variaţie pentru sarcina la rupere P [daN] şi alungirea la rupere ε [%] sunt arătate în figurile 4.40 şi 4.41.4.10 Concluzii parţiale Cercetările întreprinse, folosind agregatul de cardare-pliere-interţesere Spinnbau-Thibeau-Asselin A50 R, cu lăţimea de lucru de 5,40 m au generat următoarele concluzii:
S-a optimizat procesul de interţesere pe agregatul tip Spinnbau-Thibeau folosind modelarea matematică.
Modelarea matematică s-a realizat pentru caracteristicele definitorii ale materialului textil neţesut destinat geotextilelor prin prelucrarea datelor experimentale obţinute folosind un program factorial centrat, compus, rotabil.

41
De subliniat că acest program de proiectare a experiementului este folosit pentru prima data în această lucrare, literatura de specialitate referindu-se la programe Kono şi Taguchi; S-a realizat modelarea matematică a procesului de interţesere folosind parametrii tehnologici principali ai procesului care sunt :
- X1- densitatea de interţesere, exprimată în [împ/cm2 ] . - X2- adâncimea de pătrundere a acelor de interţesere în stratul fibros [ mm]. Modelarea matemtică s-a realizat cu un program informatic original de la Facultatea de
Textil-Pielarie şi Management IndustrialModelele matematice obţinute exprimă interdependenţa între variabilele rezultativei, respectiv proprietăţile definitorii ale materialului textil neţesut destinat geotextilelor, şi parametrii de interţesere.Au fost realizate modelele matematice ale grosimii geotextilelor , ale proprietatilor fizico –mecanice ale geotextilelor , a permeabilitatea la apă ale geotextilelor, ale forţei la poansonare şi decalare la poansonare a geotextilelor.
.Caracteristicile grosime, proprietăţi dinamometrice pe direcţie longitudinală şi transversală ale materialului neţesut pentru geotextile, indicii de permeabilitate la apă la temperatura de 100C şi la temperatura de 200C , caracteristicile fortei şi decalării la poansonare CBR a geotextilelor sunt influenţate semnificativ de parametrii procesului de interţesere şi anume densitatea de interţesere şi adâncimea de pătrundere a acelor.
Fiecare model a fost analizat în ce priveşte semnificaţia coeficienţilor şi veridicitatea acestuia şi cu probabilitatea de 95% se consideră că modelele matematice obţinute reprezintă corect procesul analizat şi pot fi folosite cu succes în conducerea procesului de obţinere a materialului textil neţesut destinat geotextilelor.
. Modelele matematice obţinute au fost analizate din punct de vedere tehnologic, prin influenţa mărimii coeficienţilor asupra rezultativei cât şi prin analiza reprezentării grafice a acestora.
Adâncimea de pătrundere a acelor în stratul fibros X2 este parametrul tehnologic principal care contribuie la compresia şi creşterea densităţii stratului fibros, rezultând materiale textile neţesute de grosime controlată din straturi fibroase de grosime mare.
Adâncimea de pătrundere a acelor în stratul fibros X2 influenţând compactitatea geotextilului va influenţa valorile tuturor caracteristiciilor analizate.
Parametrul tehnologic X2, respectiv adâncimea de pătrundere a acelor s-a dovedit a fi variabila independentă cu cea mai mare influenţă asupra rezultativei, în timp ce parametrul X1 are cu câteva excepţii, o influenţă mai redusă.
Acestă constatare va fi utilizată la stabilirea valorilor acestor doi parametri în vederea reglării instalaţiei pentru obţinerea unui geotextil de calitatea optimizată.
Valoarea optimă a grosimii geotextilului Y G2kPa este un punct de minim în valoare de 2,750[cm], obţinut cu valori ale parametrilor: X1cod = 1,192 adică X1real = 188,43 [împ/cm2], adică în limitele domeniului experiemental şi X2cod = 1,540 adică X2real = 15,277 [mm], adică foarte aproape de domeniul experimental .Verificarea corectitudinii modelului arată că pentru perechea de valori X1=+1,414 si X2=+1,414 se obţine o valoarea măsurată Y G2kPa=2,747cm practic egală cu valoarea rezultată din analiza graficelor.
Pentru valoarea minimă YG20kPa , din analiza graficelor 4.7 şi 4.8 se va alege perechea de valori x1=+1,414 si x2= +1,414 pentru care valoarea măsurată a grosimii geotextilului este cu cca. 12 % mai mare decât valoarea calculată cu modelul matematic 4.8 deci în limitele normale în condiţiile unui proces tehnologic industrial.
Forţa la rupere pe direcţia longitudinala YFRDLf are valoarea 7,2 KN/m se obţine când cei doi parametri au valori de cod X1=+1,414 şi respectiv X2 = +1,414.

42
Valoare minimă a alungirii la rupere pe direcţie longitudinală 115%, se va obţine în zona valorilor pozitive codificate ale parametrilor consideraţi respectiv în zona de cod +1,414.
CONCLUZII GENERALE (Extras) Concluziile prezentate mai jos, rezultat al cercetărilor din teza de doctorat, constituie contribuţii originale teoretice şi experimentale ale autorului la realizarea temei. Materialele textilele neţesute sunt obţinute prin combinarea diferitelor tehnologii de
formare şi de consolidare a straturilor fibroase din diferite materii prime şi materiale, corespunzător selectate şi urmate de proceduri de finisare.
Materialele textile neţesute pot fi întâlnite oriunde, în toate sectoarele, ca produse obişnuite sau ca produse high-tech.
Datorită proprietatilor specifice, adapatabile oricarui domeniu de utilizare cât şi a tehnologiilor de mare randament, industria materialelor textile neţesute a devenit una din cele mai dinamice ramuri ale industriei textile , în pofida recesiunii mondiale;
Materialele textile neţesute care utilizează deşeuri textile în diferite proporţii, uneori chiar 100%, sunt deosebit de utile, pe de o parte deoarece asigură îmbunătăţirea calităţii mediului ambiant iar pe de altă parte răspund unor comandamente de utilizare specifice atât datorită caracteristicilor cât şi mai ales preţului.
S-au folosit metode moderne de analiza a proprietăţilor noilor materiale folosind cercetarea proprietăţilor specifice fiecărui material, prelucarea statistică a datelor de laborator, folosirea analizei fotomicroscopice in lumina polarizată;
Unele din metode sunt pentru prima dată folosite în domeniul analizei proprietăţilor produselor textile neţesute şi constituie o contribuţie personală la rezolvarea tematicei tezei de doctorat.
S-a folosit instalaţia Spinnbau- Hergeth existentă la S.C. Minet S.A, proiectată pentru producerea de materiale textile neţesute din fibre cu densitatea de lungime 7,5 den şi o masa minima de 100 gr./m2, la producerea de materiale textile neţesute din fibre cu densitatea de lungime 4.5 den şi masa de 40 g /m2
. Materiale textile neţesute cu destinaţie medicală, cu masa pe unitatea de suprafaţă de
până la 40 g/m2, sunt aduse în momentul de faţă din import, aşa încât producerea lor în ţară, si folosirea lor in domeniul materialelor medicale de unică utilizare prezintă un interes economic deosebit.
Proba martor din import, folosită la compararea proprietăţilor fizico-mecanice a materialelor obţinute în timpul cercetărilor, este realizată din filamente polipropilenice, prin procedeul spunbonding, ceea ce presupune existenţa unor deosebiri evidente din punct de vedere al proprietatilor fizico- mecanice. S-a ales această modalitate de comparare, deoarce în ţara nu există nici materia primă, nici tehnologia de obţinere.
S-au căutat şi s-au găsit soluţii constructiv-tehnologice pentru producerea unor materiale textile neţesute pentru uz medical, din materii prime româneşti pe utilajele existente în ţară , respectiv pe instalaţia Spinnbau-Hergeth.
Reglajele s-au realizat atât în ceea ce priveşte carda cât şi în ceea ce priveşte ansamblul pliator. S-au efectuat modificări ale geometriei ansamblului de transport de depunere a vălului, a reglajelor tehnologice şi mecanice ale instalaţiei.
S-a utilizat o metodă proprie de analiză a suprafetei materialului textil neţesut şi anume cercetarea în lumină polartizată.
le definitorii ale materialelor textile neţesute cu destinatie geotextile în conformitate cu normele specifice.

43
Fiecare model a fost analizat în ce priveşte semnificaţia coeficienţilor şi veridicitatea acestuia.
Modelele matematice au fost reprezentate grafic. Aceste reprezentări au fost folosite pentru găsirea acelor valori ale parametrilor tehnologici care să asigure obţinerea unor rezultate optimale ale variabilelor dependente sau rezulativelor.
Rezultatele obţinute din interpretarea grafică a modelelor matematice au fost considerate optimale, au fost verificate realizând reglarea instalaţiei cu valorile variabilelor independente respective şi compararea noilor rezultate măsurate cu cele calculate .
În toate cazurile, valorile măsurate ale caracteristicilor geotextilelor obţinute, au fost foarte apropiate de valorile calculate obţinute din modele ceea ce dovedeşte corectitudinea acestor modele.
Afirmaţia de mai sus arată că, pe de o parte procesul de experimentare a fost corect condus, iar pe de altă parte că modelul matematic a reprezentat corect procesul tehnologic modelat.
Au fost realizate modelele matematice ale grosimii geotextilelor , proprietăţilor fizico –mecanice ale geotextilelor , permeabilitatea la apă , forţa la poansonareCBR şi decalarea la poansonare CBR ale geotextilelor.
În toate cazurile analizate, modelele matematice au dat satisfacţie, utilitatea lor fiind dovedită la realizarea optimizării procesului de interţesere.
Parametrul tehnologic X2 , respectiv adâncimea de pătrundere a acelor s-a dovedit a fi variabila independentă cu cea mai mare influenţă aspra rezultativei, în timp ce parametrul X1, densitatea de interţesere, are cu câteva excepţii, o influenţă mai redusă. Prin urmare se va avea în vedere acestă constare la stabilirea mărimii valorilor acestor doi parametri.
S-a analizat gradul de uniformitate al geotextilelor determinandu-se proprietăţile fizico-mecanice ale unor mostre, prelevate din material pe direcţii polare, din 300 în 300 şi s-a analizat variabilitatea acestor proprietăţi .
S-a analizat gradul de dezorientare al fibrelor realizat de mecanismul din dotarea cardei, factor de importanţă în realizarea unui geotextil de buna calitate, constatându-se că nivelul de realizare a randomizarii fibrelor este corespunzator.
BIBLIOGRAFIE SELECTIVA
[1].*** Nonwoven Fabrics, Eastheren, Anthony Row Poubl,ISBN 978-3-5278—30406-6,2010 [2] *** Modeling and simulation in fibrous materials,New York,NOVA Science Publishers,ISBN 978-
1-84569-549-1,2012 [4] Gazdaru, A., Manea, S., Feodorov, V., Batali, L. – “Geosinteticele în constructii. Proprietati,
utilizari, metode de calcul”, Bucuresti,Ed. Academiei Române, 1999, 329 p. [5] *** *** GeoSint 2002, Al doilea Simpozion National de Geosintetice, editori S. Manea, L. Batali,
Bucuresti, Ed. Conspress 2003 [7] Manualul inginerului textilist, vol.2, ISBN 073-8466-10-2003, Ed.AGIR [8] www.edana.org., 2004 [12] Zamfir M., Bulacu R., Costache F.F., „Deşeuri textile – Surse reale de materii prime.”, Iaşi
Editura Performantica, ISBN 978-973- 730-563-3, 2008, pag. 326

44
[13] Zamfir M., Bulacu R., Costache F.F., „Deşeuri textile”. Iaşi, Editura Performantica, . ISBN 978-973-730- 443-8, PERFORMANTICA, Iaşi, 287 pag, 2007.
[14] www.edana.org_date_februarie 2010. [27] *** Colecţii de Metode de testare, EDANA, BS, ASTM. [28] Zamfir, M., Kiekens P., Van Langenhove L., Medical, Hygiene and Protective Apparel Made
from Nonwovens. Academia Press, University of Ghent, Belgium, ISBN 90 -382 -0 -307- 1, (2001).
[29] Zamfir, M., Textile Neţesute -Textile Funcţionale-. Editura Performantica, ISBN 978-973-730-565-7, Iaşi, 2009
[34] http://www.edana.org 2010 [35] Câmpanu,M.,Ciorobîtcă,D,.Constantinescu,L.,Avădănei,M., “Valorificarea deşeurilor textile-
obiectiv al strategiei naţionale degestionare a deşeurilor”,Sim,pozionul Impactup acquis-ului comunitar asupra echipamentelor si tehnologiilor de mediu’ ,Agidea ,Statia ICPE, 26-28 au.2009
[36] Zamfir, M., Textile neţesute – Textile funcţionale, Editura Performantica, Iaşi, 2008. ISBN 978-973-730-565-7
[37] Bulacu, R., Zamfir, M., Fărimă, D., Ciocoiu M., Researches on the Medical Nonwovens Made by Carding-lapping and Thermally Bonding Processes, 5th International Textile, Clothing & Design Conference – Magic World of Textiles, October 03rd to 06th 2010, Dubrovnik, Croatia.
[38] Bulacu, R., Zamfir, M., Ciocoiu, M., Researches on Some Medical Nonwovens Obtained by Carding-Lapping Fibrous Web and Thermally Bonding Process. Buletinul Institutului Politehnic din Iaşi, Publicat de Universitatea Tehnică „Gheorghe Asachi” din Iaşi, Tomul LIV (LVIII), Fasc. 1, Secţia Textile. Pielărie, nr. 3, 2009.
[39] Zamfir, M., Fărîmă, D., Ene, A., Bulacu, R., Miu, G., Ciocoiu, M., Research Regarding the Nonwoven Medical Products obtained by Thermally bonding Technology. CORTEP'07 Section Functional Textiles and Related Products, Iasi, ISSN 978-973-730-401-8, 2007, pag. 27-33.
[40] Zamfir, M., Fărîmă, D., Ene, A., Bulacu, R., Ciocoiu, M., Medical Products for External End-Uses Made from Nonwovens. UNITECH’07 International Scientific Conference, 23 - 24 November 2007, Gabrovo, Bulgaria. ISSN 1313-230,Vol. 2, pag. 11.
[41] Fărimă, D., Zamfir, M., Bulacu, R., Ciocoiu M., The Aesthetic Characteristics of the Nonwoven Materials for Sanitary-Medical End-Uses. Symposium Technical Textile - Present and Future, Iasi, Editura Performantica, ISSN 978 973 7 30 64 32, October 22-23, 2009.
[42] Zamfir, M., Fărimă, D., Ene, A., Bulacu, R., Ciocoiu M., Medical Products for External End-Uses Made from Nonwovens. Section Functional Textiles and Related Products, International Scientific Conference CORTEP, ISSN 978-973-730-401-8, 18-20 october 2007, Iasi,Romania, 2007.
[43] Zamfir, M., Fărimă, D., Ene, A., Bulacu, R., Miu, G., Ciocoiu M., Research regarding the Nonwoven Medical Products Obtained by Thermally Bonding Technology. Buletinul Institutului Politehnic, Iaşi, Tomul LIII (LVII), Textile. Pielărie, Fasc. 5, 2007.
[44I Romulus Bulacu , Daniela Farima ,Georgios Priniotakis , Iulian Mancasi Disposable nonwoven textiles produced by carding-fold technology International Scientific Conference eRA-8 ISSN-1791-1133 Athena , Grecee ,2009
[47]ASTM D4439 Standard Terminology for Geosynthetics, http://engineers.ihs.com/document/abstract/QM.
[48] EN 13250:2001 Geotextile and geotextile-related products-Characteristics required for use in the construction of railways.

45
[66] Amit, R., Majumdar, A., Anand, S., Shah, T., Predicting the Properties of Needlepunched Nonwovens Using Artificial Neural Network. Publicat online 11 March 2009 în Wiley InterScience (www.interscience.wiley.com).
[67] Bulacu, R., Zamfir M., Loghin G., Dobre G.,., Studies Regarding the Influence of the Needlepunching Process Parameters on the Functional Characteristics of the Needlepunched Nonwoven Geotextiles. Symposium Technical Textile - Present and Future, Iasi Ed. Performantica, ISSN 978 973 7 30 64 32, October 22-23, 2009.
[68] Bulacu, R., Zamfir, M., Fărîmă, D.,” Researches on the Needlepunched Nonwovens Used for Geotextile Applications. 5th International Textile, Clothing & Design Conference – Magic World of Textiles, October 03rd to 06th 2010, Dubrovnik, Croatia.
[69] Bulacu, R., Zamfir, M., Loghin G., Dobre G.,., Studies Regarding the Influence of the Needlepunching Process Parameters on the Tensile Strength Characteristics of the Needlepunched Nonwoven Geotextiles of Very Width Size. Symposium Technical Textile - Present and Future, Editura Performantica, ISSN 978 973 7 30 64 32, October 22-23, Iasi, 2009.
[70] Amit,R.Subhash,A,Tahir,S.”Athmosferic pressure teatment and grethability of polypropylene nonweaving fabric”., Journal of Textile Industrie ,novem, nr. 8, 2012
[71] Zamfir, M., Bulacu, R., Fărîmă, D., Costache, F.F., Researches on Needlepunched Nonwoven for Geotextile Applications. 4th International Technical Textiles Congress, 16-18 May 2010, Istanbul, Turcia. ISBN 978-975-441-285-7, 2010.
[76] Eyam, A.M., Needlepunching Bonding Technology. Nonwoven Principles & Practices, NCRC Workshop, July 15-19, 2002.
[108] Romulus Bulacu, Ioan Cioara, Daniela Farima, „Mathematical modeling of resistance static at punching geotextiles”, International Symposium, Technical Textiles Present and Future, Iasi, 2013.Ed.Performantica, ISSN 978-606-685-058-2, pag.81
[109] Romulus Bulacu, Daniela Farima, Georgios Priniotakis, Iulian Mancasi, “Disposable nonwoven textiles produced by carding-fold technology”, Engineering Perspectives Session of International Scientific Conference eRA-8, T.E.I. of Pireaus, Greece, 23-25 September, 2013, ISSN 1791-1133, pag.243
[110] Romulus Bulacu, Ioan Cioara, Daniela Farima, „The randamization analysis of fiber distribution using polar diagrams of phisycal – mechanical charactersistics of nonwoven fabric for geotextiles”, International Symposium, Technical Textiles Present and Future, Iasi, 2013.Ed.Performantica, ISSN 978-606-685-058-2, pag.73
[111] Romulus Bulacu, Daniela Farima, Iulian Mancasi, “Possibility obtaining nonwovens with medical destination on existing installations in Romania”, Textile and Futures, International Symposyim in Knitting and apparel”, ISKA 2013, 21-22 iunie, Proceedings , pag.120, ISSN 2069-1564
[112] Romulus Bulacu, Ioan Cioara, Daniela.Farima, “The randomization analysis of fiber distribution using for polar diagrams of physical-mechanical characteristics of nonwoven fabric for geotextiles”, Buletinul Institutului Politehnic din Iasi, Publicat de Universitatea Tehnica “Gheorghe Asachi” din Iasi,Tomul LVIII(LXII), Sectia Textile- pielarie ,Fasc.3, 2013, pag.145
[113]Romulus Bulacu, Daniela Farima, Ioan Filip, Mihai Ciocoiu”Optimizarea deplasării la poansonare” ”, Simpozion stiintific „Progresul tehnologic-rezultat al cercetarii,, 22 mai 2014,Buletinul AGIR, ISSN –l 1224-7928,
[114] Romulus Bulacu, Daniela Farima, Ioan Filip, “Mathematical modeling of water permeability of nonwoven fabrics for geotextiles”, Industria Textila nr2 Pag90-96,ISSN 1222-5347.

46
[115] Bulacu R., Farima D.,Barbu I.,Farima M.,Ciocoiu M. “Nonwoven textiles with medical destination Romanian production”,International Conference Innovative Solutions for Sutainable Development of Textiles and leather Industry,22-23 may 2015, Oradea , Romania
[116] Bulacu R.,Farima D., Ciocoiu M.,,Barbu I. ”Geotextiles recovered fiber”, International Conference Innovative Solutions for Sutainable Development of Textiles and leather Industry,22-23 may 2015, Oradea , Romania


















