Tema-FA
40
TEMA FA 2015 Implementarea robotilor industriali in procesul de fabricatie in sistemul CAM /CIM al reperului Suport prindere. Dispozitivul de Apucare si Fixare (DAF). Student: Ispas Tudor Grupa: 642 AA Titular curs Conf. univ. dr. ing. Ion N. ION Universitatea Politehnica Bucuresti Facultatea Ingineria si Managementul Sistemelor Tehnologice Specializarea Tehnologia Constructiilor de Masini
-
Upload
ducan-iulian -
Category
Documents
-
view
221 -
download
0
description
roboti
Transcript of Tema-FA
TEMA SIP 2014 Implementarea robotilor industriali in procesul de fabricatie in sistemul CAM /CIM al reperului Suport prindere. Dispozitivul de Apucare si Fixare (DAF).
TEMA FA 2015Implementarea robotilor industriali in procesul de fabricatie in sistemul CAM /CIM al reperului Suport prindere.Dispozitivul de Apucare si Fixare (DAF).
Student: Ispas Tudor Grupa: 642 AA
Titular curs Conf. univ. dr. ing. Ion N. IONUniversitatea Politehnica BucurestiFacultatea Ingineria si Managementul Sistemelor Tehnologice Specializarea Tehnologia Constructiilor de Masini
Parcurgerea pe scurt a implementarii unui sistem robotizat in cadrul procesului de fabricatie CAM-CIM al reperului R2- Corp.
Scopul lucrrii:
IMPLEMENTAREA ROBOTULUI INDUSTRIAL ABB IRB 2400 INTR-UN SISTEM FLEXIBIL DE FABRICATIE IN CADRUL SISTEMULUI INTEGRAT DE PRODUCTIE CAM / CIM
ABB IRB 2400
Pentru piesa R2 CORP se va descrie procesul tehnologic robotizat :
Spinner VC 1020Date tehnice Cursele pe axe X : 1300 mm Y : 610 mm Z : 610 mmCuplu 254 NmPutere motor 35KwViteza de rotatie maxima a arborelui principal 15000Rpm
Utilaj
Tip si denumire
Buc
Robot industrial
ABB IRB 24001Utilaje tehnologice Spinner VC 10202Utilaje auxiliare
Magazie (DA,DI,DE)Sistem de comanda al masiniiSistem de comanda al robotului
32
1Compenenta celulei flexibile de fabricatie:Ciclu de prelucrare al unei piese, min
15Productivitate [buc/an]
5000Cresterea productivitatii utilajelor [%]
80%Nr. Lucratori eliberati
2
Caracteristicile principale ale celulei flexibilede fabricatie
Tipul caracteristicii:
Valoarea si unitatea de masura:
Firma producatoare
ABBTipul robotului
ABB IRB 2400Sarcina maxima
20 KgNumar de axe
6Inaltimea maxima
2065 mmRepetabilitatea
+/- 0.3 mm
Greutate robot380 KgFranare
Pe toate axele Prezentare robot ABB IRB 2400
Axis 1360 (150/s)Axis 2
210 (150/s)Axis 3 125 (150/s)Axis 4400 (360/s)Axis 5
240 (360/s)Axis 6
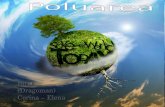
800 (450/s)Multimea tuturor pozitiilor, in raport cu un sistem de referinta ales, din mediul tehnologic al robotului, ce pot fi ocupate de punctul caracteristic asocita end-effector-ului TCP poarta denumirea de spatiu de lucru total sau spatiu de lucru al robotului.Forma si volumul spatiului de lucru depinde de arhitectura ( structura) si dimensiunile robotului industrial.Este un parametru foarte important in alegerea tipului de robot ce va fi implementat intr-un proces tehnologic robotizat si este influentat de gabaritul masinii unelte sau instalatiei tehnologice ce urmeaza a fi deservite, de sarcina de manipulare, de accesibilitate etc.Pe baza acestui program se stabilesc coordonatele pozitiilor pe care trebuie sa le parcurga punctul caracteristic Pi, se alege spatiul de lucru real care cuprinde toate aceste pozitii si se deduce spatiul de lucru teoretic aferent. Forma geometrica a spatiului de lucru permite determinarea structurii dispozitivului de pozitionare DP, iar dimensiunile permit stabilirea curselor cuplelor cinematice conducatoare.
Spatiu de lucru
Spatiu de lucru
540mm220mmUnitatea este destinata automatizarii operatiei de frezare gaurire ,alezare, pentru piese de tip carcasa de max 3 kg,in productie de serie mare si masa.Robotul executa in cadrul unitatii urmatoarele operatii: incarcare/descarcare a masinilor cu semifabricate transport intre masini depozitare semifabricate/piese prelucrateDimensiunile piesei prelucrate
Unitatea robotizata de lucruLatime [mm]
Lungime [mm]Inaltime [mm]Masa [Kg]Material 1051301783,36Fc200
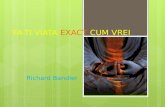
Amplasarea robotului industrial ABB IRB 2400 intr-o celula de fabricatie asistata a reperului R2 Corp13
561 DA (dispozitiv de alimentare ; postul de incarcare a pieselor din magazie)2 Centru de prelucrare CNC Spinner VC 10203 Robot industrial ABB IRB 24005 Centru de prelucrare CNC Spinner VC 10206 D.E. (dispozitiv de evacuare;postul de descarcare a pieselor complet prelucrate)2
4
Amplasarea robotului industrial ABB IRB 2400 intr-o celula de fabricatie a reperului R2 CorpXY125Stabilirea pozitiilor celor 5 puncte caracteristice (Xi,Yi,Zi) corespunzatoare punctelor tinta ce trebuie atinse de robot in timpul procesului tehnologic.Pozi Pi
xi
yi
zi
ti
Mi
Xi*
Yi*
Zi*
15103001001010380320-42.52270250170109.414027027.53510180185209.038020042.54-375-28516059.0-505-26517.55-525-400145158.9-655-3802.543
Se foloseste arhitectura RRR-RRR
Depozit de alimentare P1CNC Spinner VC 1020 P4Depozit de evacuare P5CNC Spinner VC 1020 P2
Depozit intermediar P3Depozit de alimentare Pozitiile piesei semifabricat in dispozitivele periferice DA,DI,DEDepozit de evacuare
Depozit intermediarPozitia optima a robotului (o situatie simplificata) in spatiul de lucru in raport cu punctele de contact Pi ale utilajelor ce vor fi deservite,tinand cont de situtiile cele mai defavorabile analizate mai sus,va fi aceea pentru care sunt satisfacute ecuatiile Pozitia axei Ao se obtine ca centru al maselor,considerandu-se momentele statice temporare : mi * ti * (xi xo) = o mi * ti * (yi yo) = o unde : Ao(xo,yo,o)este punctul in care axa cuplei cinematice incompozitia careia intra elementul fix baza intersecteaza planul XOY ,iar Pi (xi,yi,zi) pozitia punctelor caracteristice .
Pozitionarea optima a robotului in spatiul de lucru
Pentru determinarea pozitiei noului sistem de axe se va rezolva urmatorul sistem de ecuatii:
mi * ti * (xi xo) = o mi * ti * (yi yo) = o Inlocuind valorile din tabelul 1se obtine
Xo = 130 Yo = -20Zmed= (Zmax+Zmin)/2= (185+100)/2 =142.5 mm
Recalcularea coordonatelor Pi in sistemul oXoYoZo:
Corordonatele noului sistem sunt : Xi* = Xi Xo Yi* = Yi Yo Zi* = Zi Zmed
Pozitia noului sistem de axe
1. Deplasarea punctului caracteristic intr-un numar de pozitii discrete bine determinate ( punte de precizie, ghidare punct cu punct PTP), nefiind prescrisa traiectoria dupa care punctul caracteristic trebuie sa se deplaseze dintr-o pozitie in alta.Aceasta traiectorie paote fi aleasa de proiectant; in majoritatea cazurilor concrete, se prefera linia dreapta. Pentru minimizarea fortelor de inertie, care lucreaza asupra obiectului manipulat, cu care este solidar punctul caracteristic, se recomanda alegerea adecvata a legii de miscare a punctuli caracteristic in lungul liniei drepte care leaga cele doua puncte de precizie.2. Deplasarea punctului caracteristic pe o traiectorie precizata (ghidare traiectorie continua sau de conturare).Spre deosebire de ghidarea punct cu punct, PTP in acest caz legea de miscare a punctului caracteristic in lungul traiectoriei este impusa dinainte.
Ghidarea punctului caracteristic poate fi realizata in doua moduri, in functie de natura operatiei tehnologice de realizatX1*=510-130=380 Y1*=300+20=320 Z1*=100-142.5=-42.5X2*=270-130=140 Y2*=250+20=270 Z2*=170-142.5=27.5X3*=510-130=380 Y3*=180+20=200 Z3*=185-142.5=42.5X4*=-375-130=-505 Y4*=-285+20=-265 Z4*=160-142.5=17.5X5*=-525-130=-655 Y5*=-400+20=-380 Z5*=145-142.5=2.5Tinand cont de valorile extreme ale unghiului determinate de valorile extreme ale punctului caracteristic Pi,de structura dispozitivului de pozitionare ,de masa manipulata si analizand oferta de roboti industriali am ales robotul ABB IRB 2400
Noile coordonate ale punctului Pi suntPentru realizarea miscarii propuse a punctului caracteristic, o prima posibilitate consta in a impuneo variatie adecvata a parametriilor cinematici relativi ai elementelor care constituie cuplele cinematice conducatoare.In acest scop, se determina pentru fiecare pozitie ceruta a punctului caracteristic pozitiile sau vitezele relative ale elementelor cuplelor cinematice conducatoare. Variatia in timp a acestor parametrii constituie asa-zisele fubctii de comanda, care stau la baza reglarii miscarii relative a elementelor cuplelor cinematice conducatoare.In cele ce urmeaza se prezinta modalitati de alegere a legii de miscare a punctului caracteristic. Fie H lungimea segmentului care uneste doua pozitii Pt, P t+1 din spatiul de lucru, ale punctului caracteristic Pi.
Pt * Pt+1 =HSi timpul in care se parcurge acest segment, (t+1)-(t)= TIn intervalul de timp t1 =(1-k)T/2De la inceputul si sfarsitul intervalului are loc accelerarea, respectiv incetinirea miscarii punctului caracteristic pe o lungime egala de fiecare data cu h =( ()*(1-k)/(1+k))* HIar in intervalul de timp T-2*t1= k*TPe portiunea H-2h= (2k/(1+k))*HMiscarea lui se va face cu viteza constantaSe recomanda k=1/61/3
n acest scop, se determin pentru fiecare poziie cerut a punctului caracteristic poziiile sau vitezele relative ale elementelor cuplelor cinematice conductoare. Variaia n timp a acestor parametrii constituie aa-zisele funcii de comand, care stau la baza reglrii micrii relative a elementelor cuplelor cinematice conductoare.
n cele ce urmeaz se prezint modaliti de alegere a legii de micare a punctului caracteristic. Fie H lungimea segmentului care unete dou poziii din spaiul de lucru, ale punctului caracteristic Pi
Pentru realizarea micrii propuse a punctului caracteristic, o prim posibilitate const n a impune o variaie adecvat a parametrilor cinematici relativi ai elementelor care constituie cuplele cinematice conductoare.
n intervalul de accelerare, respectiv de ntrziere, micarea poate s se realizeze cu acceleraie constant. Expresiile legii de micare ale punctului P vor fi atunci, pentru poriunea de accelerare
unde s este spaiul parcurs la momentul t pe segment,respectiv a, viteza, respectiv acceleraia punctului caracteristic n momentul considerat
n intervalul de timp n care micarea punctului P se face cu vitez constant, expresiile legii de micare vor fi
Expresiile legilor de micare pentru poriunea de ntrziere de la sfritul intervalului vor fi
Graficele legilor de micare ale punctului caracteristic.n cele ce urmeaz se exemplific modul de lucru pentru prima modalitate de ghidare, considerndu-se dou puncte intermediare P2(120; 280; 7,5) i P3(140; 270; 27.5) din traiectoria pe care o realizeaz robotul in spaiul de lucruSe presupune c ghidarea se realizeaz punct cu punct, punctele de precizie fiind poziiile punctului caracteristic Pi Trecerea dintr-un punct de precizie n urmtorul se va face pe o traiectorie n linie dreapt
Ecuaiile dreptei care conine segmentul
vor fi
Lungimea segmentului
este:
Se alege k = 0.3. Cu acesta, lungimea poriunii de accelerare, respectiv ntrziere a micrii punctului caracteristic va fi
Fie timpul parcurgerii segmentului P2 P3 Atunci timpul de accelerare/ntrziere va fi
Pentru faza de accelerare, respectiv de ntrziere se admite o lege de micare cu acceleraia respectiv deceleraia constant. Expresiile legilor de micare n cele trei faze ale micrii sunt indicate n tabelul urmator:
Expresiile legilor de micare ale punctului caracteristic n cele trei faze
Faza miscarii punctului characteristic intre Pi si Pi+1
Timp t [s]
Spatiu s [mm]
Viteza v [mm/s]
Acceleratie a [mm/s2]Accelerare
t [0;3,375 ]s
0.81*t2
1.62*t2
1.62Deplasare cu viteza constanta
t [3.375, 7.575 ]s
5.12*t-24.215.120Intarziere
t [7.575, 9]s
-0.81*t2+14.64*t-56.89-1.62*t+14.641.64ntr-un ciclu al unui proces tehnologic robotizat pentru orice operaie, n cadrul fazelor de manipulare (fazele auxiliare) are loc solidarizarea obiectului manipulat cu un element al end-effector-ul (dispozitivul de apucare-fixare
Dispozitivul de apucare i fixare
1.Dispozitive de apucare (prindere) i fixare (fig.6.1a, grasping divice, prehensor, gripper, greifer).utilizate la manipularea de piese pentru: deservirea mainilor unelte grupate n celule sau linii flexibile; depunerea / extragerea pieselor din magazii; depunerea / preluarea pieselor de pe benzi transportoare; paletizarea / depaletizarea unor cutii i repere; manevrarea de piese n dreptul unor pietre abrazive pentru polizarea / lefuirea lor etc. 2.Dispozitive speciale pentru realizarea unor operaii tehnologice specifice (sudare cu arc electric, sudare prin presiune, vopsire, acoperii metalice, etc.3.Dispozitive speciale de apucare cu ventuze, bazate pe diferite principii de generare a unei depresiuni. sunt utilizate la manipularea unor piese cu suprafa neted ( table, plci de sticl, lemn, furnir, cartoane etc, 4.Dispozitive speciale de apucare electromagnetice, realizate n varianta universal sau varianta adaptabil la forma obiectelor de manipulate, sunt utilizate la manipularea pieselor metalice de greutate mare.
Tipuri de DAF-uri: Dispozitivul de apucare i fixare DAF (Mecanism de prehensiune, Gripper) reprezint veriga final din alctuirea manipulatoarelor, a roboilor industriali (RI) i a altor dispozitive automate, realiznd ca funcie principal apucarea obiectului de manipulat (OM), meninerea acestuia fr pierderea orientrii n timpul transportului i desprinderea la sfritul ciclului. Implementarea roboilor industriali n procesele tehnologice robotizate este nc lent, deoarece avantajul marii flexibiliti a robotului este diminuat de faptul c dispozitivul de apucare i fixare reprezint veriga slab a ntregului sistem robotizat, iar multe din problemele acestui sistem universal nu sunt rezolvate nc.DAF
DAF Dublu Compliant
Va multumesc pentru atentie !