
Surse de radiaţie LASER folosite la MEMS-uritelecom.etc.tuiasi.ro/telecom/staff/dionescu/MEMS...
15
Universitatea tehnică “Gheorghe Asachi” Iași Facultatea de Electronică, Telecomunicaţii și Tehnologia Informaţie Surse de radiaţie LASER folosite la MEMS-uri Caracteristici, lungimi de undă emise, construcţie, funcţionare, utilizări, aplicaţii, utilizări aferente. Grupa: 55RD Student: Minea Raluca-Andreea Îndrumător: Şef lucrări dr.ing. Daniela Ionescu
Transcript of Surse de radiaţie LASER folosite la MEMS-uritelecom.etc.tuiasi.ro/telecom/staff/dionescu/MEMS...

Universitatea tehnică “Gheorghe Asachi” Iași
Facultatea de Electronică, Telecomunicaţii și Tehnologia Informaţie
Surse de radiaţie LASER folosite la MEMS-uri Caracteristici, lungimi de undă emise, construcţie, funcţionare, utilizări,
aplicaţii, utilizări aferente.
Grupa: 55RD
Student: Minea Raluca-Andreea
Îndrumător: Şef lucrări dr.ing. Daniela Ionescu
I. Introducere
De la descoperirea lor la începutul anilor 60, laserele au găsit o mulțime de
aplicații în procesarea industrială. Acest lucru se datorează anumitor
caracteristici ale acestora, cum ar fi puterea, direcționalitatea, coerența,
posibilitățile de focalizare și faptul că un fascicul laser este un flux de energie de
la sursă la țintă. cuvântul LASER (Light Amplification of Stimulated Emission
of Radiation) a fost acceptat de comunitatea ştiinţifică internaţională in anul
1965.
Pe de altă parte, domeniul microsistemelor și nanosistemele a cunoscut o
mare răspândire în ceea ce privește natura materialelor utilizate, pornind de la
silicele inițiale, SiO2 și Si3N4 la polimeri, ceramică și multe alte materiale.
Această mare varietate de materiale a impus utilizarea tehnologiilor care să
poată prelucra astfel de materiale, să fie prietenoase cu mediul și, dacă este
posibil, să fie aplicabile la o varietate de materiale cât mai mari posibil. Prin
depășirea de departe a altor tehnologii concurente (cum ar fi cele bazate pe
plasmă), laserele s-au dovedit a fi un instrument valoros pentru acest tip de
aplicații.
Utilizarea laserelor în domeniul MEMS este multiplă. Pornind de la
caracterizarea, testarea și trecerea la tehnologia și principiul de lucru al
microsistemelor și nanosistemelor, laserele găsesc aplicații în oricare dintre
aceste domenii. În ceea ce privește testarea MEMS, aplicațiile din acest domeniu
sunt enorme, începând cu Microscopia Forței Atomice (AFM), Microscopia
optică de câmp (NFOM), și continuând cu spectroscopia micro- și
nanostructurilor, măsurarea deplasării microsistemelor etc. Un domeniu special
care apare acum este cel al utilizării presiunii ușoare pentru testarea
proprietăților mecanice și optice ale microsistemelor. Studiul MEMS vizează
extinderea avantajelor la dispozitivele și sistemele care, deși încorporează în
general electronice, efectuează și funcții non-electronice. Un exemplu tipic ar fi
un senzor de presiune de siliciu micromascinat.
Aparate și sisteme Domenii de piață
Senzori de presiune și debit Industria auto
Accelerometre și giroscoape Industria aerospațială
Senzori chimici Apărare
Dispozitive de acționare liniare Tehnologia de informație
Micromotoare și microturbine Telecomunicații
Pompe și supape de fluid Biotehnologie
Sisteme de manipulare a fluidelor Industria farmaceutica
Sisteme de analiză microchimică Medicina
Scanarea dispozitivelor sonde Tehnologia proceselor și automatizare
Dispozitive micro-optice Măsurare și microscopie
Micro-relee și comutatoare Tehnologia mediului Tabelul 1
Tabelul 1 prezintă o secțiune transversală a dispozitivelor și sistemelor
aflate în prezent în curs de dezvoltare și a zonelor potențiale de piață ale
acestora.
Studiul MEMS până în prezent a fost dominat de siliciu. Siliconul este un
material atrăgător din cauza costului redus și a calității sale înalte, a
proprietăților electro-mecanice utile și a posibilității de integrare monolitică cu
electronica. Cu toate acestea, procesele de micro-prelucrare de siliciu, în timp ce
sunt în mod clar capabile să producă o gamă enormă de dispozitive utile MEMS,
au limitări. În primul rând, acestea se bazează pe o gamă foarte limitată de
materiale (în special siliciu, dioxid de siliciu, nitrură de siliciu și câteva metale),
în timp ce MEMS solicită, în general, o bază mult mai largă a materialelor,
inclusiv polimeri și materiale funcționale (de ex. magnetice, feroelectrice și
aliaje de memorie de formă). Acesta a fost unul dintre principalele motive ale
dezvoltării procesului LIGA (Lithographie, Galvanoformung, und Abformung),
care înseamnă litografie, electroplastie şi matriţare. Procesele de siliciu sunt de
asemenea puțin potrivite pentru realizarea structurilor 3D (tridimensionale).
Astfel de structuri se dovedesc esențiale pentru o gamă tot mai mare de
dispozitive MEMS, în special dispozitive de acționare.
II. Caracteristici
Fasciculele laser au mai multe proprietăți care le diferențiază de lumina
incoerentă produsă, de exemplu, de Soare sau de becul cu incandescență.
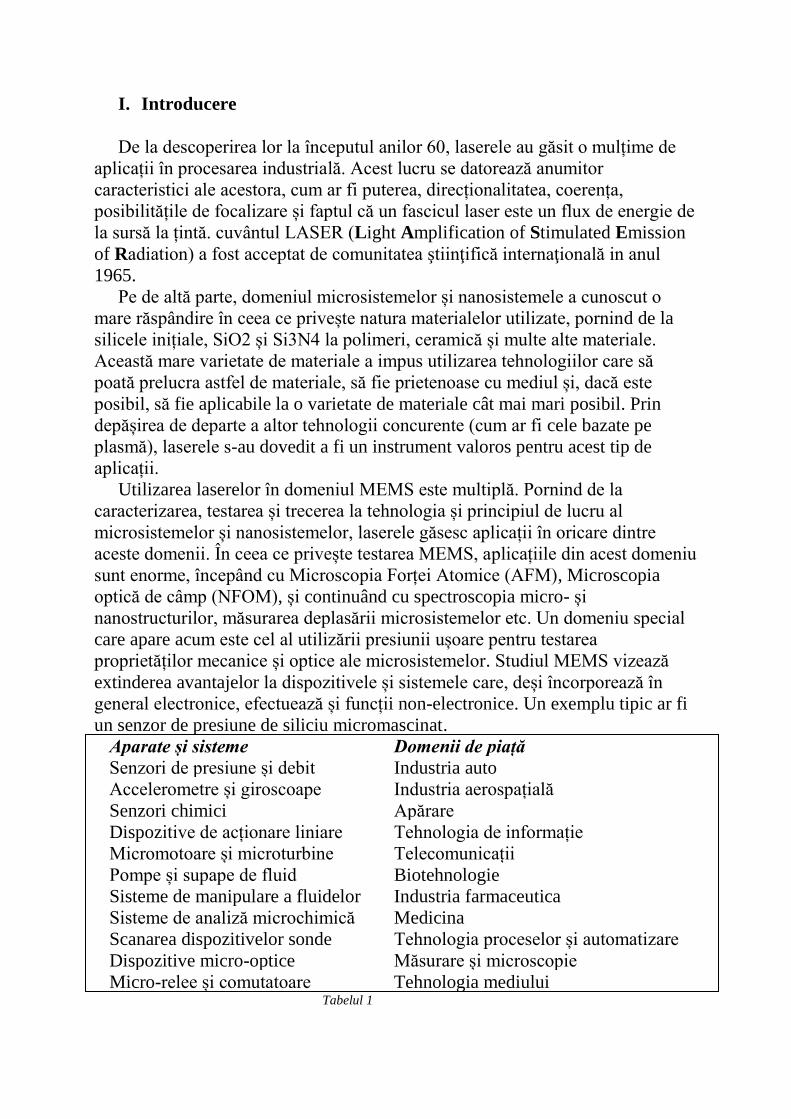
1) Coerenţa
Lumina vizibilă este emisă atunci când electronii excitați (electroni cu un
nivel mai ridicat de energie) au sărit în nivelul de energie inferior (starea de
bază). Procesul de electroni care se deplasează de la un nivel de energie mai
mare la un nivel de energie mai scăzut sau un nivel mai scăzut de energie la un
nivel mai ridicat de energie se numește tranziție electronică.
În sursele obișnuite de lumină (lampă, lampă de sodiu și lumină torță),
tranziția electronică are loc în mod natural. Cu alte cuvinte, tranziția electronică
în sursele luminoase obișnuite este aleatoare în timp. Fotonii emiși din surse
luminoase obișnuite au diferite energii, frecvențe, lungimi de undă sau culori.
Prin urmare, undele luminoase ale surselor obișnuite de lumină au multe lungimi
de undă.
Figura 1
În laser, tranziția electronică are loc artificial. Cu alte cuvinte, în laser,
tranziția electronică are loc în anumite momente. Toți fotonii emiși în laser au
aceeași energie, frecvență sau lungime de undă. Prin urmare, undele luminoase
ale lămpii laser au o singură lungime de undă sau culoare. Lungimile de undă
ale lămpii laser sunt în fază în spațiu și timp. În laser, o tehnică numită emisie
stimulată este folosită pentru producerea luminii.
2) Intensitate
În funcție de tipul de laser și de aplicația pentru care a fost construit,
puterea transportată de fascicul poate fi foarte diferită. Astfel, dacă puterea
diodelor laser folosite pentru citirea discurilor compacte este de ordinul a numai
5 mW, dispozitivele laser cu CO2 folosite în aplicații industriale de tăiere a
metalelor pot avea în mod curent între 100 W și 6000 W. În mod experimental
sau pentru aplicații speciale unele dispozitive ajung la puteri mult mai mari; cea
mai mare putere raportată a fost în 1996 de 1,25 PW (petawatt, 1015 W).
În laser, lumina se răspândește în regiuni mici de spațiu și într-o gamă
mică de lungimi de undă. Prin urmare, lumina laser are o intensitate mai mare în
comparație cu lumina obișnuită.
3) Monocromaticitate
Majoritatea emițătorilor laser au un spectru de emisie foarte îngust, ca
urmare a modului lor de funcționare, în care numărul mic de fotoni inițiali este
multiplicat prin „copiere” exactă, producând un număr mare de fotoni identici.
În anumite cazuri spectrul este atât de îngust (lungimea de undă este atât de bine
determinată) încât fasciculul își păstrează relația de fază pe distanțe foarte mari.
Aceasta permite folosirea dispozitivelor laser în metrologie, pentru măsurarea
distanțelor cu o precizie extrem de bună, prin interferometrie. Aceeași calitate
permite folosirea acestor emițători în holografie.
Lumină monocromatică înseamnă o lumină care conține o singură culoare
sau lungime de undă.
În laser, toți fotonii emiși au aceeași energie, frecvență sau lungime de
undă. Prin urmare, undele luminoase ale laserului au o singură lungime de undă
sau culoare și acoperă o gamă foarte limitată de frecvențe sau lungimi de undă.
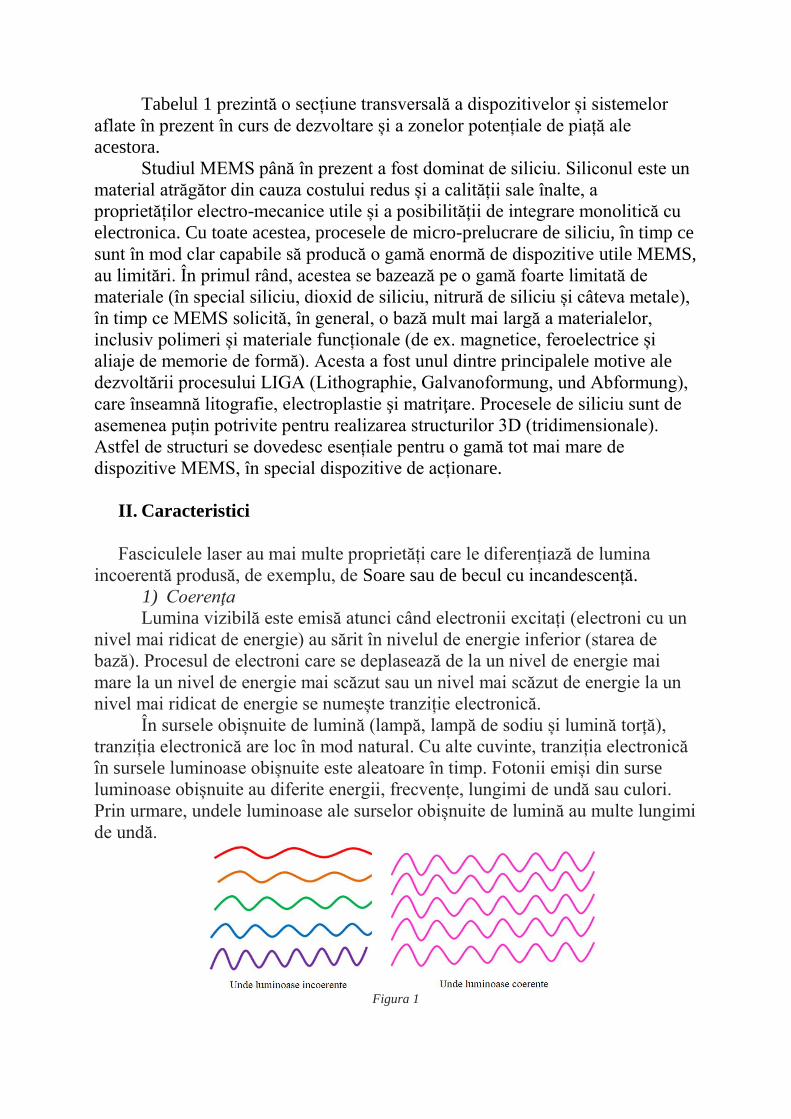
4) Directivitate
În timp ce lumina unei surse obișnuite (bec cu incandescență,
tub fluorescent, lumina de la Soare) cu greu poate fi transformată într-un
fascicul paralel cu ajutorul unor sisteme optice de colimare, lumina laser este în
general emisă de la bun început sub forma unui fascicul paralel. Aceasta se
explică prin acțiunea cavității optice rezonante de a selecta fotonii care se
propagă paralel cu axa cavității.
În sursele convenționale de lumină (lampă, lampă de sodiu și lanternă),
fotonii vor călători în direcție aleatorie. Prin urmare, aceste surse de lumină emit
lumină în toate direcțiile. În laser, toți fotonii vor călători în aceeași direcție.
Aceasta se numește direcționalitatea luminii laser. Lățimea unui fascicul laser
este extrem de îngustă. Un fascicul laser poate călători la distanțe lungi fără a se
răspândi.
Figura 2
Dacă o lumină obișnuită călătorește la o distanță de 2 km, se răspândește la
aproximativ 2 km în diametru. Pe de altă parte, dacă o lumină laser se
deplasează la o distanță de 2 km, se extinde la un diametru mai mic de 2 cm.
III. Lungimi de undă emise
Lungimile de undă primare ale radiației laser pentru aplicațiile militare și
comerciale actuale includ regiunile ultra-violete, vizibile și în infraroșu ale
spectrului. Radiația ultravioletă pentru lasere constă în lungimi de undă cuprinse
între 180 și 400 nm. Regiunea vizibilă constă în radiații cu lungimi de undă
cuprinse între 400 și 700 nm. Aceasta este porțiunea numită lumină vizibilă.
Regiunea infraroșie a spectrului constă în radiații cu lungimi de undă cuprinse
între 700 nm și 1 mm. Radiația laser absorbită de piele penetrează numai câteva
straturi. În ochi, radiațiile vizibile și apropiate de infraroșu trec prin cornee și
sunt focalizate și absorbite de retină. Lungimea de undă a luminii determină
senzația vizibilă de culoare: violet la 400 nm, roșu la 700 nm și celelalte culori
ale spectrului vizibil între ele. Când radiația este absorbită, efectul asupra
țesutului biologic absorbant este fie fotochimic, termic sau mecanic: în regiunea
ultravioletă, acțiunea este în principal fotochimică; în regiunea infraroșie,
acțiunea este în principal termică; și în regiunea vizibilă, ambele efecte sunt
prezente. Atunci când intensitatea radiației este suficient de mare, va rezulta
deteriorarea țesutului absorbant
Dioda laser este o diodă cu emisie luminată cu o cavitate optică pentru a
amplifica lumina emisă de decalajul de bandă de energie care există în
semiconductori. Ele pot fi reglate prin variația curentului, temperaturii sau
câmpului magnetic aplicat.
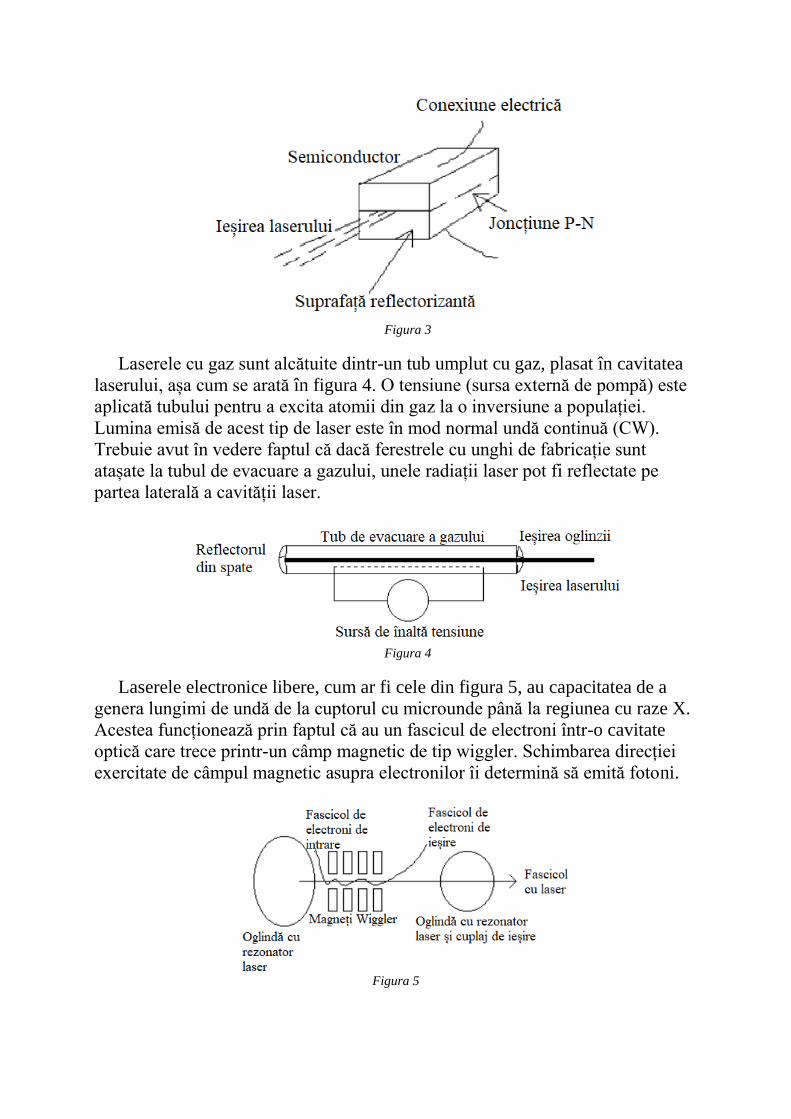
Figura 3
Laserele cu gaz sunt alcătuite dintr-un tub umplut cu gaz, plasat în cavitatea
laserului, așa cum se arată în figura 4. O tensiune (sursa externă de pompă) este
aplicată tubului pentru a excita atomii din gaz la o inversiune a populației.
Lumina emisă de acest tip de laser este în mod normal undă continuă (CW).
Trebuie avut în vedere faptul că dacă ferestrele cu unghi de fabricație sunt
atașate la tubul de evacuare a gazului, unele radiații laser pot fi reflectate pe
partea laterală a cavității laser.
Figura 4
Laserele electronice libere, cum ar fi cele din figura 5, au capacitatea de a
genera lungimi de undă de la cuptorul cu microunde până la regiunea cu raze X.
Acestea funcționează prin faptul că au un fascicul de electroni într-o cavitate
optică care trece printr-un câmp magnetic de tip wiggler. Schimbarea direcției
exercitate de câmpul magnetic asupra electronilor îi determină să emită fotoni.
Figura 5
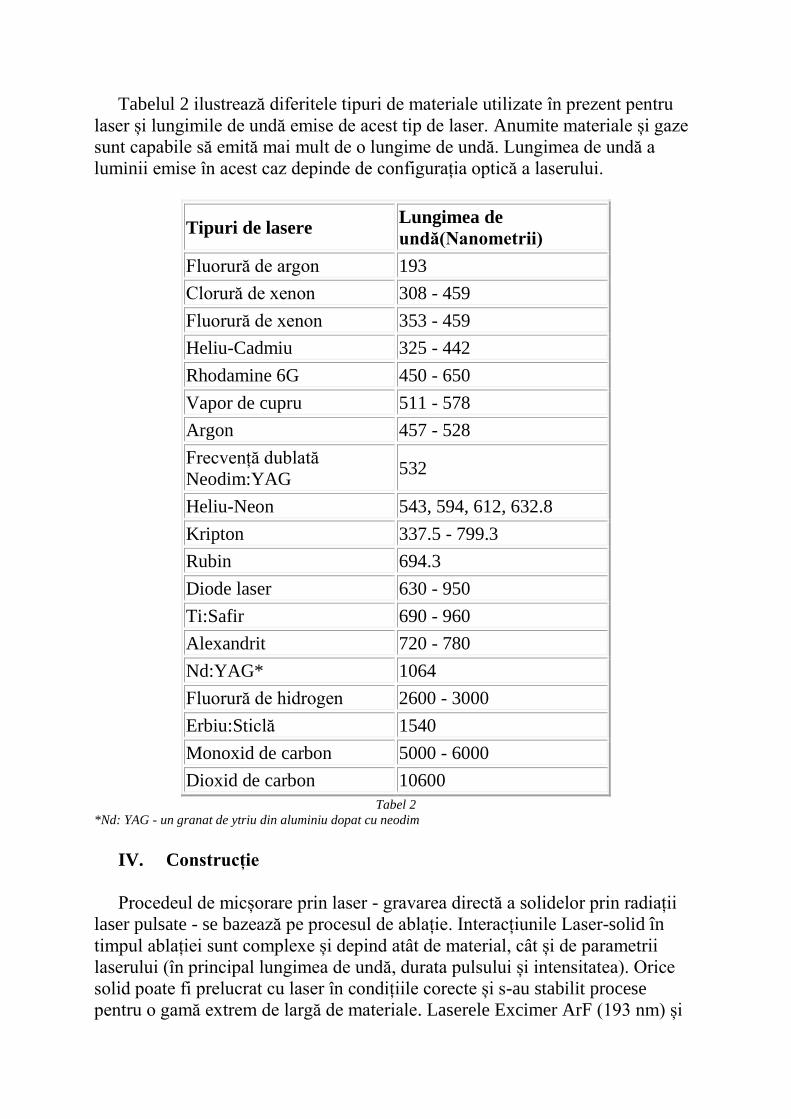
Tabelul 2 ilustrează diferitele tipuri de materiale utilizate în prezent pentru
laser și lungimile de undă emise de acest tip de laser. Anumite materiale și gaze
sunt capabile să emită mai mult de o lungime de undă. Lungimea de undă a
luminii emise în acest caz depinde de configurația optică a laserului.
Tipuri de lasere Lungimea de
undă(Nanometrii)
Fluorură de argon 193
Clorură de xenon 308 - 459
Fluorură de xenon 353 - 459
Heliu-Cadmiu 325 - 442
Rhodamine 6G 450 - 650
Vapor de cupru 511 - 578
Argon 457 - 528
Frecvență dublată
Neodim:YAG 532
Heliu-Neon 543, 594, 612, 632.8
Kripton 337.5 - 799.3
Rubin 694.3
Diode laser 630 - 950
Ti:Safir 690 - 960
Alexandrit 720 - 780
Nd:YAG* 1064
Fluorură de hidrogen 2600 - 3000
Erbiu:Sticlă 1540
Monoxid de carbon 5000 - 6000
Dioxid de carbon 10600
Tabel 2
*Nd: YAG - un granat de ytriu din aluminiu dopat cu neodim
IV. Construcție
Procedeul de micșorare prin laser - gravarea directă a solidelor prin radiații
laser pulsate - se bazează pe procesul de ablație. Interacțiunile Laser-solid în
timpul ablației sunt complexe și depind atât de material, cât și de parametrii
laserului (în principal lungimea de undă, durata pulsului și intensitatea). Orice
solid poate fi prelucrat cu laser în condițiile corecte și s-au stabilit procese
pentru o gamă extrem de largă de materiale. Laserele Excimer ArF (193 nm) și
KrF (248 nm) au fost utilizate pentru majoritatea lucrărilor de prelucrare laser cu
laser MEMS până în prezent. Datorită lungimii lor scurte de undă, aceste lasere
oferă o rezoluție ridicată a imaginii, în ciuda lățimii lor relativ largi. Mai mult,
absorbția puternică la lungimi de undă UV conduce la o viteză scăzută de
îndepărtare a materialelor pentru majoritatea dintre acestea, de obicei între 0,1 și
1 mm pe puls; acest lucru permite un control precis pur și simplu prin numărarea
impulsurilor. Aceste atribute fac lasere Excimer în general mai potrivite pentru
aplicațiile MEMS decât laserele cu lungime de undă mai lungă, în care
caracteristicile minime sub 10 mm și toleranțele sub 1 mm sunt obișnuite.
O dimensiune tipică a câmpului la piesa de prelucrat ar putea fi de 5x5mm2, în
funcție de material și de energia laserului. Structurile din această zonă sunt
procesate în paralel, permițând o expunere în fiecare etapă litografică; zonele
mai mari pot fi procesate și cu modele care nu se repetă prin mișcarea
sincronizată a măștii și piesei de prelucrat. În contrast, laserele Nd: YAG cu
frecvență triplă sau cvadruplică au în mod obișnuit o energie pulsată mai mică,
cu o calitate a fasciculului mult mai mare, și astfel au tendința de a funcționa în
modul serial de scanare.
Figura 6
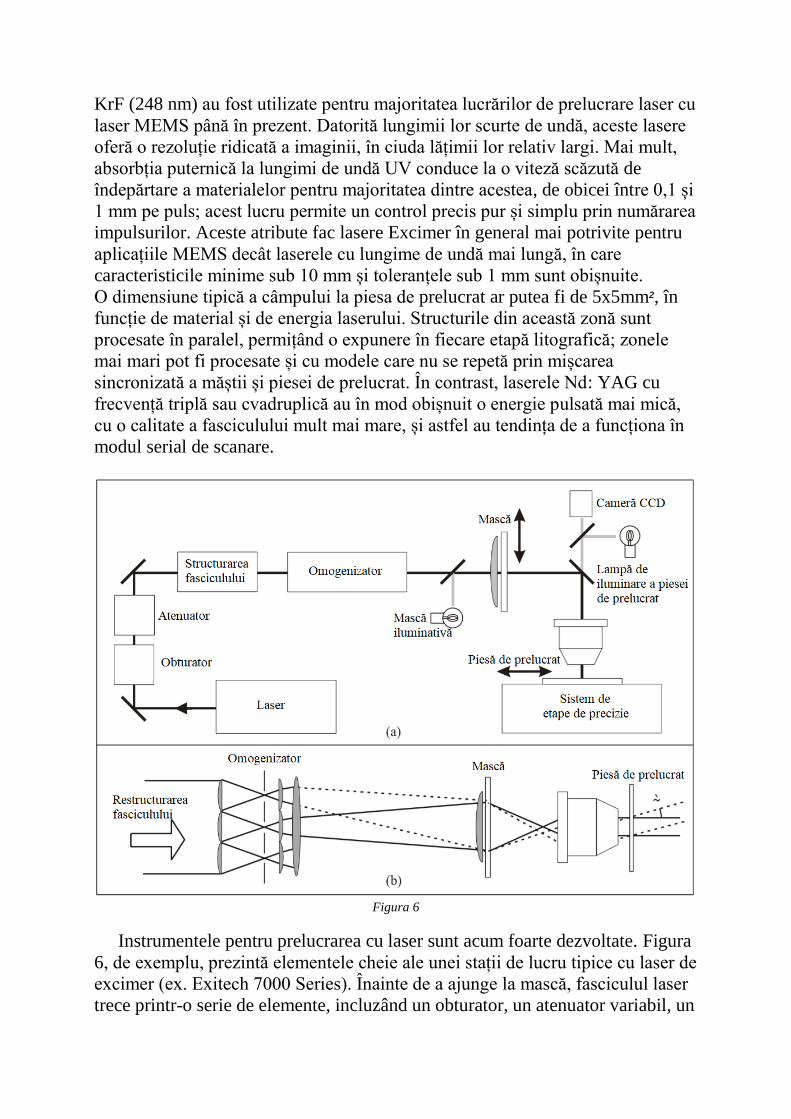
Instrumentele pentru prelucrarea cu laser sunt acum foarte dezvoltate. Figura
6, de exemplu, prezintă elementele cheie ale unei stații de lucru tipice cu laser de
excimer (ex. Exitech 7000 Series). Înainte de a ajunge la mască, fasciculul laser
trece printr-o serie de elemente, incluzând un obturator, un atenuator variabil, un

formator de grindă și un omogenizator. Formatorul de grinzi transformă pur și
simplu secțiunea transversală a fasciculului, făcându-l aproximativ pătrat.
Omogenizatorul împarte apoi fasciculul într-un număr mare de surse, fiecare
dintre acestea luminează masca dintr-o direcție diferită (Figura 6b). Acest lucru
îmbunătățește uniformitatea iluminării la nivelul măștii (esențială datorită
calității slabe a fasciculului laser brut) și introduce, de asemenea, componentele
în afara axei în iluminare.
V. Funcționare
O alternativă la fabricarea directă prin microprocesarea cu laser este
adoptarea unei abordări bazate pe LIGA, unde laserul este utilizat pentru a defini
un master de polimer pentru replicarea ulterioară în metal, plastic sau ceramică.
În procesul inițial (figura 7a), polimerul principal se formează pe un substrat
conductiv prin litografia cu raze X utilizând radiația sincrotronică. Lungimea de
undă scurtă a luminii sincrotronice permite structuri profunde cu rapoarte de
înaltă precizie și de aspect extrem. Masterul de polimer este replicat printr-o
etapă de galvanizare în care cavitățile sunt umplute din fund cu metal, de obicei
nichel. Prin continuarea galvanizării până când o grosime de placă de susținere a
crescut pe întreaga suprafață, se poate realiza o sculă de turnare prin injecție sau
de relief. Replicarea în masă este esențială pentru viabilitatea economică a
acestui proces deoarece litografia cu raze X este foarte costisitoare; permite, de
asemenea, o gamă largă de materiale.
Costul ridicat al LIGA cu raze X a dus la investigarea unor metode mai
ieftine, de rezoluție inferioară pentru producerea de masterat. Acestea includ
litografia optică (așa-numitele UV-LIGA), gravarea cu plasmă și micromasarea
cu laser (Laser-LIGA). Primul proces laser-LIGA complet a fost raportat în
1995.
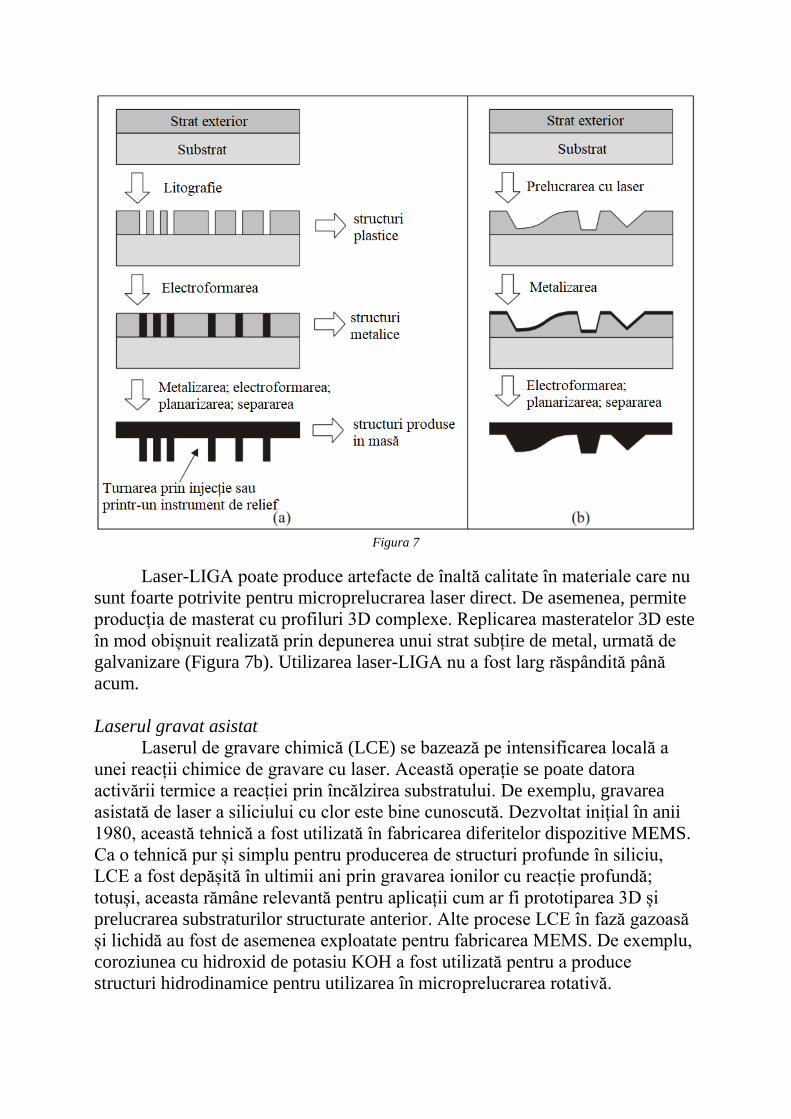
Figura 7
Laser-LIGA poate produce artefacte de înaltă calitate în materiale care nu
sunt foarte potrivite pentru microprelucrarea laser direct. De asemenea, permite
producția de masterat cu profiluri 3D complexe. Replicarea masteratelor 3D este
în mod obișnuit realizată prin depunerea unui strat subțire de metal, urmată de
galvanizare (Figura 7b). Utilizarea laser-LIGA nu a fost larg răspândită până
acum.
Laserul gravat asistat
Laserul de gravare chimică (LCE) se bazează pe intensificarea locală a
unei reacții chimice de gravare cu laser. Această operație se poate datora
activării termice a reacției prin încălzirea substratului. De exemplu, gravarea
asistată de laser a siliciului cu clor este bine cunoscută. Dezvoltat inițial în anii
1980, această tehnică a fost utilizată în fabricarea diferitelor dispozitive MEMS.
Ca o tehnică pur și simplu pentru producerea de structuri profunde în siliciu,
LCE a fost depășită în ultimii ani prin gravarea ionilor cu reacție profundă;
totuși, aceasta rămâne relevantă pentru aplicații cum ar fi prototiparea 3D și
prelucrarea substraturilor structurate anterior. Alte procese LCE în fază gazoasă
și lichidă au fost de asemenea exploatate pentru fabricarea MEMS. De exemplu,
coroziunea cu hidroxid de potasiu KOH a fost utilizată pentru a produce
structuri hidrodinamice pentru utilizarea în microprelucrarea rotativă.
Aplicarea prin laser
Cele mai cunoscute procedee de depunere asistate de laser sunt
pulverizarea ablativă și LCVD (depunerea chimică cu vapori chimici). În
pulverizarea ablativă (denumită și depunere laser pulsată sau PLD), materialul
este ablat de la o țintă solidă în vid parțial și este re-depus pe piesa de prelucrat.
La fel ca pulverizarea convențională și spre deosebire de cele mai multe procese
laser, PLD este neselectivă, ceea ce înseamnă că piesa este acoperită peste tot.
Tehnica este utilă în special pentru depozitarea materialelor cu punct de topire și
a materialelor multi-element care sunt dificil de depozitat prin alte căi. În
contextul MEMS, acesta a fost utilizat în principal pentru a depune filme PZT
(zirconat-titanat de plumb) pentru actuatoare piezoelectrice și aliaje de memorie
sub formă de film subțire.
În LCVD, radiația laser facilitează o reacție în fază gazoasă care are ca
rezultat depunerea materialului. De exemplu, metalele pot fi depozitate prin
disocierea indusă de laser a precursorilor organici metalici, în timp ce reacțiile
mai complexe pot fi utilizate pentru depunerea compușilor cum ar fi oxizii și
nitrurile. LCVD a fost utilizat în principal pentru a depozita filme subțiri, deși a
produs, de asemenea, niște structuri 3D impresionante în picioare. La fel ca și
gravura asistată de laser, LCVD este localizată în regiunea iluminată, permițând
ca trăsăturile de conducere să fie definite pe substraturi plane prin litografie
directă. Cu toate acestea, utilitatea sa reală pentru MEMS constă în capacitatea
sa de a depune material selectiv pe suprafețe neplanare. După aplicarea stratului
protector de nichel prin acoperirea electrolitică, a fost utilizat un procedeu
LCVD (utilizând același laser cu excimer KrF) pentru a depune o mască Cr care
definește plăcuțele de contact în interiorul sloturilor și pentru a conecta șinele
de-a lungul laturilor tubului. În cele din urmă, nichelul expus a fost îndepărtat
prin gravarea umedă.
Stereolitografia
Stereolitografia pentru MEMS a fost raportată pentru prima dată în 1993.
Această tehnică, care se bazează pe solidificarea cu UV a unui fotopolimer
lichid, permite construirea unor structuri 3D complexe pe bază de strat-cu-strat.
Procesul original a fost bazat pe metoda "suprafeței constrânse", unde
fotopolimerul este expus printr-o placă transparentă, așa cum se arată în figura
8a. În fiecare etapă a procesului, fasciculul concentrat dintr-o sursă de lumină
UV (de exemplu un laser HeCd) este utilizat pentru a întări selectiv polimerul
imediat sub placă; placa este apoi ridicată, introducând un nou strat de polimer
neexpus. Acest proces se repetă până când se obține structura dorită. Sunt
posibile și alte strategii de expunere, cum ar fi abordarea "suprafață liberă"
prezentată în figura 8b.
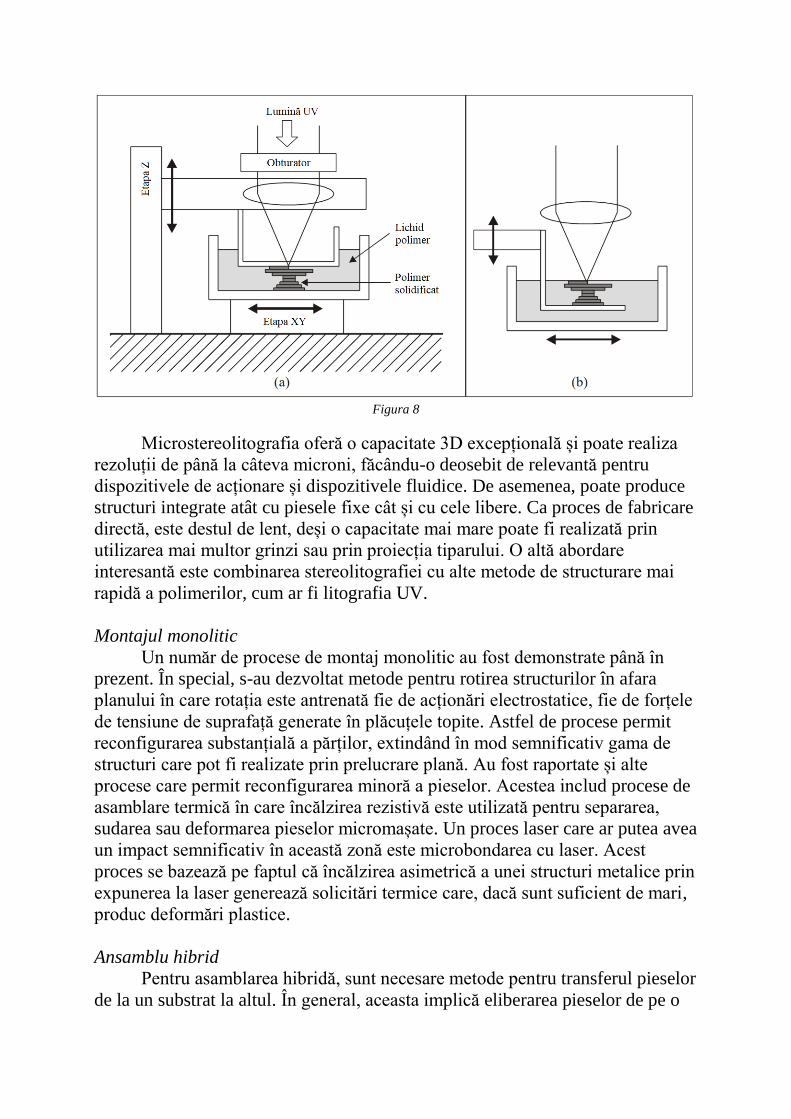
Figura 8
Microstereolitografia oferă o capacitate 3D excepțională și poate realiza
rezoluții de până la câteva microni, făcându-o deosebit de relevantă pentru
dispozitivele de acționare și dispozitivele fluidice. De asemenea, poate produce
structuri integrate atât cu piesele fixe cât și cu cele libere. Ca proces de fabricare
directă, este destul de lent, deși o capacitate mai mare poate fi realizată prin
utilizarea mai multor grinzi sau prin proiecția tiparului. O altă abordare
interesantă este combinarea stereolitografiei cu alte metode de structurare mai
rapidă a polimerilor, cum ar fi litografia UV.
Montajul monolitic
Un număr de procese de montaj monolitic au fost demonstrate până în
prezent. În special, s-au dezvoltat metode pentru rotirea structurilor în afara
planului în care rotația este antrenată fie de acționări electrostatice, fie de forțele
de tensiune de suprafață generate în plăcuțele topite. Astfel de procese permit
reconfigurarea substanțială a părților, extindând în mod semnificativ gama de
structuri care pot fi realizate prin prelucrare plană. Au fost raportate și alte
procese care permit reconfigurarea minoră a pieselor. Acestea includ procese de
asamblare termică în care încălzirea rezistivă este utilizată pentru separarea,
sudarea sau deformarea pieselor micromașate. Un proces laser care ar putea avea
un impact semnificativ în această zonă este microbondarea cu laser. Acest
proces se bazează pe faptul că încălzirea asimetrică a unei structuri metalice prin
expunerea la laser generează solicitări termice care, dacă sunt suficient de mari,
produc deformări plastice.
Ansamblu hibrid
Pentru asamblarea hibridă, sunt necesare metode pentru transferul pieselor
de la un substrat la altul. În general, aceasta implică eliberarea pieselor de pe o
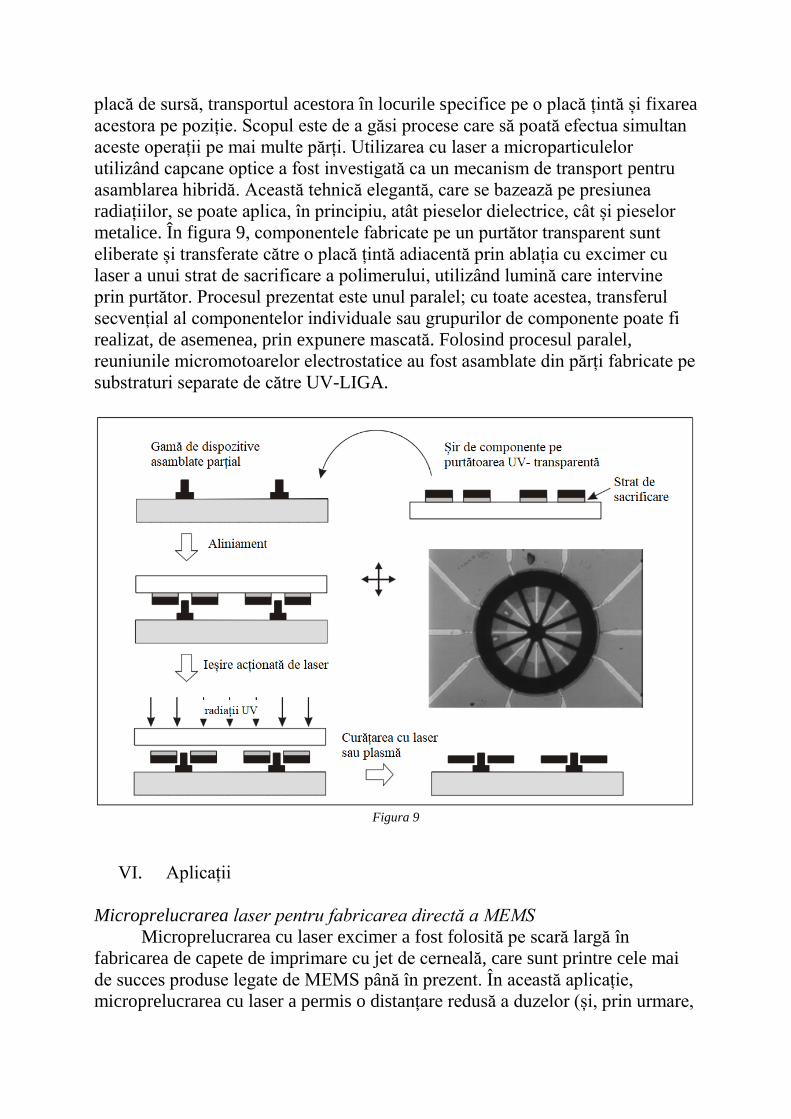
placă de sursă, transportul acestora în locurile specifice pe o placă țintă și fixarea
acestora pe poziție. Scopul este de a găsi procese care să poată efectua simultan
aceste operații pe mai multe părți. Utilizarea cu laser a microparticulelor
utilizând capcane optice a fost investigată ca un mecanism de transport pentru
asamblarea hibridă. Această tehnică elegantă, care se bazează pe presiunea
radiațiilor, se poate aplica, în principiu, atât pieselor dielectrice, cât și pieselor
metalice. În figura 9, componentele fabricate pe un purtător transparent sunt
eliberate și transferate către o placă țintă adiacentă prin ablația cu excimer cu
laser a unui strat de sacrificare a polimerului, utilizând lumină care intervine
prin purtător. Procesul prezentat este unul paralel; cu toate acestea, transferul
secvențial al componentelor individuale sau grupurilor de componente poate fi
realizat, de asemenea, prin expunere mascată. Folosind procesul paralel,
reuniunile micromotoarelor electrostatice au fost asamblate din părți fabricate pe
substraturi separate de către UV-LIGA.
Figura 9
VI. Aplicații
Microprelucrarea laser pentru fabricarea directă a MEMS
Microprelucrarea cu laser excimer a fost folosită pe scară largă în
fabricarea de capete de imprimare cu jet de cerneală, care sunt printre cele mai
de succes produse legate de MEMS până în prezent. În această aplicație,
microprelucrarea cu laser a permis o distanțare redusă a duzelor (și, prin urmare,
o rezoluție mai mare a imprimării), un control mai bun asupra formei duzei și un
randament îmbunătățit comparativ cu forarea mecanică sau electroformarea.
Caracteristicile excelente de prelucrare a polimerului și capacitățile 3D ale
procesării cu laser sunt, de asemenea, foarte relevante pentru alte dispozitive
fluidice. Elementele cheie ale sistemelor microfluidice, cum ar fi canalele,
filtrele, mixerele și reactoarele, necesită structurarea 3D (sau cel puțin 2.5D).
Mai mult, polimerii sunt mai potriviți decât materiale pe bază de siliciu în multe
cazuri. De exemplu, transportul se bazează adesea pe electroforeză (mai degrabă
decât pe presiune hidrostatică), care necesită un canal dielectric. Procesarea cu
laser poate fi de asemenea utilizată pentru modelarea electrozilor subțiri de film
subțire, permițând o abordare unificată de fabricație. Un exemplu deosebit de
bun al potențialului de prelucrare cu laser pentru bio-MEMS a fost construirea
unor structuri metalice/polimere pe mai multe niveluri pe substraturi de sticlă, cu
un laser de excimer KrF folosit pentru a modela fiecare strat.
Îmbinarea cu laser
Procesele de îmbinare cu laser, în special sudarea și lipirea, sunt bine stabilite
în industrie, cu aplicații atât în domeniul ingineriei grele, cât și al celor ușoare.
La sfârșitul luminii, disponibilitatea diodelor laser cu infraroșu de mare putere
face ca lipirea cu laser să devină din ce în ce mai atrăgătoare pentru fabricarea
de electronice. În special, abilitatea de a depozita căldură local, curată și cu o
mare precizie este deosebit de utilă pentru reprelucrarea și lipirea componentelor
mici. Bugetul termic redus și timpul scurt de proces sunt, de asemenea, utile
atunci când se îmbină piesele sensibile la temperatură. Cu aceste atribute, lipirea
prin laser este probabil să fie o tehnică importantă pentru asamblarea și
ambalarea MEMS în viitor. Sudarea cu laser a fost utilizată într-o gamă largă de
aplicații de asamblare de precizie. Procesele de microprocesare cu laser se
bazează în mod obișnuit pe lasere cu impulsuri mai lungi (ms) Nd: YAG, deși
pot fi utilizate și alte lasere IR. O aplicație promițătoare în zona MEMS este
sudarea in plastic. În acest proces, se produce o sudură la interfața dintre doi
polimeri, una transparentă la radiație, cealaltă la absorbție. Lumina este
incidentă pe interfață din partea transparentă.
VII. Utilizări aferente
În acest caz, laserele nu sunt folosite la prelucrarea substratului pentru a face
diferite tipuri de MEMS, ci la excitarea și caracterizarea acestor structuri. În
ceea ce privește caracterizarea, există mai multe tehnici: deflecția fasciculului,
interferometria laser, heterodiena laser optică, vibrometria cu laser Doppler.
Deformarea fasciculului este utilizată atunci când MEMS are o mișcare de
rotație când un anumit stimul este aplicat pe acesta. Prin măsurarea deflexiei
unghiulare se poate determina unghiul de rotație și, prin urmare, răspunsul
MEMS la stimul poate fi estimat. O aplicație importantă a acestei tehnici este
microscopia Forței Atomice, unde consola care sesizează topografia de suprafață
este deflectată sau torsionată în funcție de ceea ce se întâlnește la suprafață.
Deformarea este măsurată de un fascicul laser care se află în partea de sus a
acesteia, care se reflectă într-o matrice fotodetector. Interferometria cu laser este
folosită în principal pentru determinarea mișcării de translație. Acest lucru este
util în cazul micro-podurilor sau micro-membranelor, atunci când tipul principal
de mișcare este traducerea MEMS. Din nou, în acest fel se estimează modul în
care MEMS răspunde unui stimul. Acesta poate fi folosit pentru studierea
răspunsului la starea de echilibru, precum și a răspunsului dinamic al MEMS.
Heterodyna optică laser, precum și vibrometria cu laser Doppler sunt utilizate
pentru măsurarea răspunsului dinamic al MEMS, pentru a determina
amplitudinea mișcării, frecvența oscilantă, intervalul de fază dintre stimul și
răspunsul MEMS, viteza instantanee. În ceea ce privește excitația MEMS,
presiunea luminii bazată pe momente este factorul utilizat pentru excitarea
structurii. De exemplu, presiunea ușoară a unui impuls de lumină ultra-scurt este
utilizată pentru a excita vibrația mecanică a unei micro-membrane circulare.
Pulsul de lumină este suficient de scurt în comparație cu timpul de răspuns al
micro-membranei, astfel încât acesta poate fi considerat un puls Dirac ideal. Un
astfel de impuls este aplicat și vibrația micro-membranei este citită optic sau
electric, în funcție de dorința experimentatorului.
Avantajele utilizării fasciculelor de lumină pentru a atrage mecanic MEMS
sunt:
- este o tehnică fără contact;
- este simplu și nu necesită electrozi sau alte elemente care ar putea complica
tehnologia;
- impulsurile scurte pot fi asimilate impulsurilor Dirac ideale;
- un număr mare de moduri de excitație sunt disponibile;
- intensitatea luminii poate fi controlată cu precizie, astfel încât să se obțină
efectul necesar.


















