06 - Cap. 2 Sudarea electrica prin presiune in puncte final.doc

of 46
Sudarea prin presiune la receSudarea prin presiune la rece, denumita in mod current sudarea la rece, este un procedeu de sudare in stare solida la care imbinarea se realizeaza exclusiv prin intermediul unei forte continue de refulare. Sudarea se efectueaza fara incalzirea componentelor.1. Date generaleSub aspect de principiu, imbinarea la rece se realizeaza sub actiunea fortelor de adeziune atomice si a difuziei la nivel atomic. Pentru realizarea imbinarii este necesar un grad de deformare minim a componentului la sudare (%); acesta depinzand de materialul de baza: Cu titlu de exemplu se indica gradele de deformare minime pentru cateva materiale de baza si anume: aur 35%, argint 50%, aluminiu 60%, cupru 90%, fier 81%.Sudarea se face fara material de adaosDupa sudare se produce o bavura a sudurii care trebuie indepartata ulterior.Prin sudare la rece se pot executa doua tipuri de imbinari sudate:- suduri cap la cap, figura 1, si- suduri prin suprapunere, figura 2.
Nivelul de deformare plastica prin sudare la rece se apreciaza prin cresterea suprafetei in cazul sudarii cap la cap, respectiv prin reducerea sectiunii la sudarea in puncte. Prin deformarea plastic se produce o distrugere a eventualelor straturi superficial de oxid de la suprafatamaterialului de baza (de exemplu, Al2 O3 , in cazul sudarii aluminiului).2. Materiale sudabileIn principiu pot fi sduate prin presiune la rece materiale metalice la care temperatura de recristalizareeste mai mare decat temperatura ambianta. Astfel de materiale sunt aluminiu si cupru, in principal, dar si argint, plumb, staniu, indiu, aur. Otelul ar putea fi sudat folosind insa un material intermediar (din aluminiu sau cupru).3. Echipament de sudareDe regula pentru sudare se folosesc doua tipuri de utilaje de sudare si anume:- clesti de sudare manuala, figura 3 utilizati pentru sudarea unor sectiuni mici ( 3- 40 mm2 aluminiu, 3- 20 mm2 cupru);
- masini de sudare fixe, figura 4 pentru sudarea unor sectiuni mai mari (pana la cca 400 mm2 aluminiu, 150 mm2 cupru);Un echipament de sudare este compus dintr-un sistem de prindere a celor doua piese, de regula sarme au bare, si un sistem de aplicare a fortei.4. Parametrii de sudareProncipalii parametric de sduare sunt:a. pentru sudarea cap la cap:- forta de refulare (cca. 700-800 N/mm2 pentru aluminiu, 2000-2500 N/mm2 pentru cupru);- lungimea libera a componentelor in sistemul de prindere (distant dintre bacuri);- viteza de refulare;- forta de fixare in bacuri (cu cca 50% mai mare decat forta de refulare);- forta de refulare;b. pentru sudare prin suprapunere- gradul de deformare prin sudare;Inainte de sduare este necesara prelucrarea mecanica si curatirea componentelor pe suprafata deimbinat.Gradul de deformare plastic minim la sudarea cap la cap trebuie sa asigure o crestere a suprafetei demin 160 % in cazul aluminiului si 80 % in cazul cuprului.5. AplicatiiProcedeul se utilizeaza relativ redus mai ales in sectorul electrotehnic pentru imbinarea conductorilor, realizarea unor contacte bimetal in fabricatia de condensatoare, practic exclusiv pentru imbinarea unor sarme sau bare din materiale neferoase (aluminiu, cupru).
Sudarea prin frecareIngineria sudariiAdd commentsDec3020121. Date generale
+Click pentru marireSudarea prin frecare este un procedeu de sudare prin presiune in stare solida . Principiul procedeului consta in :- generarea caldurii prin frecare mecanica dintre o piesa care se deplaseaza si o componenta stationara;- presarea celor doua elemente cu o forta de refulare;- materiul incalzit este deformat plastic si prin racire se creeaza o sudura, figura 1.Procedeul se aseamana cu forjarea.Procesul de sudare are urmatoarele faze:- antrenarea uneia dintre componente intr-o miscare de rotatie si presarea pe ea a celeilalte componente;- frecarea realtiva si incalzirea componentelor;- refularea componentelor in timpul sau dupa oprirea miscarii relative;
+Click pentru marireIn figura 2 se arata aspectul unei suduri realizate cu acest procedeu, iar
+Click pentru marirein figura 3 macrostructura unei suduri.Exista doua moduri de realizare a sudarii prin frecare si anume:a. Sudare prin frecare rotativaIn acest caz, miscarea relativa dintre componentel de sudat este de rotatie in una din variantele prezentate in figura 4:- o piesa se roteste, cealalta piesa este refulata;- o piesa se roteste si este refulata, cealalta piesa este fixa;- se rotesc si sunt refulate cele doua piese intre care este introdusa o piesa intermediara fixa;- se roteste o piesa intermediara amplasat intre cele doua piese care apoi sunt refulate.
+Click pentru marireb. Sudare prin frecare liniaraMiscarea relativa dintre componentele de sudat este liniara, figura 5.
Fig.5 + Click pentru marireSudarea prin frecare rotativa este considerata varianta standard.(clasica), fiind cel mai des utilizata.In practica se utilizeaza diferite variante ale sudarii prin frecare rotative si anume:Sudare prin frecare conventionala partea rotitoare se frneaz brusc la atingerea temperaturii de sudare, iar forta axial se mreste in faza de refulare.Sudare prin frecare inertiala se utilizeaza o masa inertiala (volant) pentru nmagazinarea energiei. La franarea rapida a miscarii de rotatie se elibereaza energia acumulata.Sudare prin frecare a bolturilor piesa care se roteste este un bolt, iar piesa fixa o placaSudare prin frecare cu element activ rotitor (se trateaza in capitol separat)Caracteristici ale procedeului de sudare prin frecareAvantaje:- productivate foarte mare (timp de sudare foarte mic);- calitate foarte buna a sudurilor;- solicitare termica redusa a materialelor, structura metalografica favorabila;- tensiuni si deformatii reduse (ciclu termic incalzire/racire simetric);- precizie de asamblare inalta, reproductibilitate a calitatii;- posibilitati de mecanizare, automatizare foarte bune;- consum redus de material prin scurtare;- lipsa materialelor de adaos;- procedeu aplicabil la imbinarea materialelor dificil de sudat, inclusiv a imbinarilor eterogene intre materiale cu comportare la sudare dificila;- procedeu ecologic (fara emisii radiatii, fum, noxe).Dezavantaje:- procedeu aplicabil eficient doar la sectiuni cu simetrie de rotatie (in cazul unor altfel desectiuni este posibila apliocarea, dar procedura devine mult mai complicata);- producerea unei bavuri care trebuie indepartat dupa sudare;- necesitatea utilizarii unor forte de frecare si energii foarte mari care conduc la solicitareaputernica a materialelor si structurilor echipamentului de sudare;- echipament de sudare complicat si foarte scump;- dificultati in examinarea nedistructiva a sudurilor.2. Echipamente de sudareSchema principiala a unei masini de sudare prin frecare este aratat in figura 6. In figura 7 se prezinta fotografia unui echipametn de sudare universal.
Fig.6 Click pentru marire
Fig.7 Click pentru marire3. Materiale sudabile prin frecareProcedul de sudare prin frecare permite imbinarea unui mare numar de materiale metalice.In tabelul 1 se indica pricipalele materiale sau combinatii de materiale sudabile prin frecare.
+Click pt. marire.Tabel cu principalele combinatii de materiale sudabile prin frecare4. Recomandari tehnologiceParametrii de sudare prin frecare sunt urmatoarii:a. Sudarea clasica (circulara)- turatia (viteza de rotatie);-presiunea de frecare, respectiv forta axiala de frecare;- timpul de frecare;- scurtarea prin frecare;- presiunea de refulare, respectiv forta axiala de refulare;- timpul de refulare;- scurtarea totala (la frecare si refulare).b. Sudarea liniara prin frecare- amplitudinea si frecventa miscarii de frecare liniare;- presiunea (forta) de frecare;- timpul de frecare;- presiunea (forta) de refulare;- scurtarea totala;Miscarea liniara se realizeaza cu o amplitudine scazuta (1-3mm) la o frecventa de cca 25-125 Hz.Conditiile de realizare a sudarii prin frecare a materialelor metalice sunt indicate in standardul ISO 15620:2000 Sudarea prin frecare a materialelor metalice.5. AplicatiiSudare prin frecare se aplica in diferite sectoare industriale, in general, pentru realizarea unei productiide serie.In figurile 10-13 se arata cateva exemple de aplicare a procedeului.
Fig.10,11,12,13Principalele aplicatii ale procedeului sunt urmatoarele:se refera la:- industria masinilor unelte: scule aschietoare de tip burghie, freze, tarozi;- industria auto: supape, arbori cotiti, axe pompe de injectie, pinioane, angrenaje cutie de viteza, bare de transmisie si directie, amortizoare;- energetica: arbori, axe turbine;- electrotehnica: conductori electrici;- constructii: tevi, conducte;Sudarea prin frecare se aplica si la imbinarea unor elemente din materiale plastice, aplicatii care se trateaza separat.
Sudarea prin presiune fara energie electrica
Sudarea prin presiunefara energie electricaProcedeelede sudare prin presiune formeaza grupa de procedee la care marginile pieselor de imbinat neincalzite sau incalzitesunt supuse unei solicitari mecanice din exteriorpana la obtinerea imbinarii; solicitarea mecanica poate fi:presarea, laminarea, socul, vibratiileetc.Dupa felul incalzirii folosite, procedeele de sudare prin presuine fara energie electria pot fi chemomecanice sau mecanice la rece. Imbinarea se produce in urma fortelor de coeziuneinteratomice, fara sa fie necesare materiale de adaos, fluxuri sau gaze protectoare.Denumirea procedeului de sudare se da fie dupa sursa de energie folosita, se da fie dupa forma sudurii obtinute, specifica procedeului folosit.Incalzirea locului de imbinare are rolul de a micsora solicitarea din exterior, deoarece numai la folosirea acesteia se provoaca mari deformari ale materialului; de aceea, procedeele de sudare prin presiune la care marginile de sudat sunt aduse in stare plastica sau de topire superficiala au cea mai larga aplicare.Procedeele de sudare prin presiune fara energie electrica sunt cuprinse in doua grupe:-grupa procedeelorcu incalzire prealabila a marginilor dupa care se aplica solicitarea mecanica;-grupaprocedeelor numai cu solicitare mecanica.La procedeele de sudare prin presiune cu incalzire si energie mecanica, metalul de sudat este incalzit prin caldura dezvoltata de o reactie chimica, dupa care se aplica o solicitare mecanicaexterioara .Din aceasta grupa fac parte procedeele:sudareaprin forjare,la care marginile pieselor de sudat, dupa ce sunt incalzite la focul de forja, se forjeaza cu ciocanul, manual sau mecanic;sudareacu flacara de gaze prin presiune,la care marginile pieselor de sudat sunt incalzite puternic cu flacara de gaze pana ajung in stare plastica sau pana la topirea superficiala, dupa care se aplica presiunea de sudare necesara imbinarii;sudareacu termit prin presiune,care poate fi cu incalzirea pieselor, aduse in stare plastica de catre caldura degajata de termit, dupa care se aplica presarea, sau prin topire si presiune la care termitul topeste superficial capetele pieselor, dupa care se aplica presiunea necesara.Sudareaprin difuzie,la care piesele sunt incalzite sub temperatura de topire, dupa care se aplica o presiune redusa un timp mai scurt sau prelungit, in functie de temperatura de incalzire.In afara de procedeele enumerate, tot in aceasta grupa sunt cuprinse si procedeele la care sudarease realizeaza numai prin energie mecanica, fara nici un aportde caldura din exterior.Aceasta grupa cuprinde procedeele:Sudareaprin presiune la rece,folosita la metale cu proprietati bune de deformare, care se sudeaza prin intrepatrunderea intima a straturilor noi de metal care apar prin presare;Sudareaprin frecare,la care imbinarea pieselor se produce prin apasarea unei piesein rotireasupra unei alte piesefixe ,iar dupa ce s-a produs o incalzire puternica ca urmare a frecarii suprafetelor in contact, se aplica presiunea de sudare;Sudareacu ultrasunete,la care piesele de sudat apasate pe un pivot-sonotrod se imbina prin transmiterea unor vibratii ultrasonore in directia perpendiculara fortei de apasare;Sudareaprin explozie,folosita la sudarea placilor sau a tablelor, la care pe una din suprafetele exterioareale placilor de imbinat se aplica un amestec exploziv; dupa asezarea placilor la un unghi foarte micintre ele si dupa aprinderea, respectiv explozia amestecului, se produce imbinarea prin unda de soc care provoaca izbirea puternica a placilor si sudarea lor.Unele procedee de sudare prin presiune mentionate se folosesc pe scara larga in industrie, in special la sudarea unor ansambluri in serie sau uneori chiar unicate, in functie de procedeul aplicat.1.1Sudarea prin forjareEste un procedeu vechi. Dupa pregatirea capetelor de imbinat, piesele se incalzescla focul de forja sau in cuptor pana la temperaturade 1200-1300C, apoi se curata suprafetele marginilor de oxidul format prin batai usoare, dupa care se aplica forjarea de imbinare.Piesele se prepara astfel incat sa rezulte o buna acoperire, insa cu intervale intre ele, astfel incat zgura sa poata fi eliminata.
Pentru suprafete in contact este indicat ca acestea sa aiba o mica convexitatepentru eliminarea oxizilor formati. De asemenea se mai foloseste presararea, dupa incalzire, a capetelor de sudatcu borax, nisip fin, sare de bucatarie etc., care fluidizeaza oxizii si permit eliminarea lor.In general, primele lovituri sunt dese si usoare, dupa care se aplica lovituri puternice. Ciocanirea poate fi executata manual sau mecanic la prese hidraulice, ciocane cu abur etc. Se pot suda intre ele, in conditii bune, piese din otel carbon pana la un continut de 0,6% carbon.Sudarea prin forjare se aplica la fabricarea tablelor de otel, bimetalice din oteluri carbon de compozitii diferitesau otel carbon cu otel inoxidabil etc, prin laminarea semifabricatelor.1.2Sudarea prin difuzie
Sudarea prin difuzie este procedeul la care piesele de sudat sunt incalzite sub temperatura linie "solidus" si apoi supuse unei presiuni reduse un timp mai indelungat in vid, in mediu de gaz inert sau uneori in aer, imbinarea realizandu-se prin fenomenul de difuzie.Piesele de sudat trebuie sa aiba suprafetele bine pasuite, fara rost intre ele. Pentru sudare, ele se incalzesc lao temperatura de 0,6-0,8 fata de temperatura de topire, dupa care se supun presarii. Se obtine o deformare plastica a asperitatilor de pe suprafetele pieselor si in felul acesta ele ajung in contact perfect pe intreaga suprafata , pentru ca sa se produca difuzia completa a atomilor marginasi.Suprafetele pieselor de sudat trebuie sa fie insa foarte bine curatitede oxizi si murdarii, deoarece acestea nu pot fi eliminate in timpul sudarii si pot provoca defecte in imbinarea sudata.Presiunea variaza in functie de natura metalelor de sudat , de la 0,2 la 4 daN/cm. Timpul de sudare este destul de indelungat si poate varia de la 15 minute la 200 minute, in functie de natura materialului, temperatura de incalzire si presiunea folosita.In vederea obtinerii unor suduri de calitate si pentru micsorarea timpului de sudare, in unele cazuri se recomanda sa fie introdusefolii metalice sau pulberi.De exemplu, la sudarea pieselor de aluminiu sau aliaje de aluminiuse recomanda folii de cupru, aliaje de cupru sau aliaje de cupru-argint , insa in toate cazurile este necesara curatirea suprafetelor de sudat. Sudarea cu folii micsoreaza timpii de sudare si nu este necesar sa se recurga la presiuni mai mari. Pentru alte metale, foliile intercalate pot fi dinnichel, cobalt, beriliu.Pentru evitarea oxidarii se recomanda ca sudarea sa fie executata in vid sau in mediude gaz inert sau alt gaz protector (hidrogen, CO2). Imbinarea unor materiale cum sunt: fonta cu fonta, nichel cu cupru, nichel cu aluminiu si altele nu poate fi realizata corespunzator prin acest procedeu, deoarece se produc fazeintermetalice nefavorabile, pori, straturi intermediare necorespunzatoare etc.Procedeul se foloseste cu rezultate bune la sudarea metalelor si aliajelor cu temperaturi de topire diferite.Prin acest procedeu se sudeaza cu bune rezultate, aliajele de aluminiu cu otel inalt aliat sau cu metale refractare. Piesele dupa sudare nu prezinta deformatii, iar sudura nu necesita prelucrari.Procedeul se foloseste la sudarea ansamblurilor din interiorul navelor cosmice, unde sunt necesare imbinari de placide aluminiu cu alte metale.1.3Sudarea prin presiune la recePentru unele metale, cum sunt aluminiul si cuprul, cu proprietati de plasticitatemare la temperaturi obisnuite, sudarea poate fi executata si la rece , prin producerea de deformatii mari , care produc ingrosari sau subtieri ale pieselor prin interpatrunderea intima a straturilor noi de metal refulate sau presate , astfel incat electronii de pe suprafetele acestor straturi sa ajunga in sfera de atractie reciproca.Factorul hotarator pentru obtinerea sudurilor este gradul de deformare , care pentru aluminiu este de 70%, iar pentru cupru este de peste 80%, ceea ce la imbinarile cap la cap se manifesta printr-o mare ingrosare , iar in cazul sudarii prin puncte si in linie, printr-o mare subtiere.De asemenea sunt necesare presiuni specifice mari : pentru aluminiu 20-40 daN/cm, iar pentru cupru, 80-100 daN/cm.Curgerea materialului deformat , pentru efectuarea sudurii, este necesar sa se produca in ambele sensuri ale rostului sudurii.Daca sudarea cap la cap ingrosarea poate fi usor eliminata, la sudarea prin suprapunere, micsorarea grosimii poate periclita rezistenta imbinarii, si de aceea este necesar sa nu fie depasite anumite limite in subtierea materialului.Schema de sudare cap la cap este prezentata in figura si anume: cu indepartarea partiala a ingrosarii (a) si cuindepartareatotala a ingrosarii (b).
Trebuie remarcat ca in primul caz curgerea materialului este impiedicata de prima camera marginita de cutitele circulare de taiere 5 ale ingrosarilor, ceea ce conduce la realizarea unei imbinari de calitate mai buna; materialul refulat in camerele 6 este taiat de cutitele 5. In cel de-al doilea caz, refularea materialului este libera si intreaga ingrosare dupa sudare este retezata.Sudarea in punte sau in linie se executa prin asezarea suprapusa a tablelor, presarea executandu-se pe o parte sau pe ambele parti ale tablelor suprapuse, conform figurii.
In cazul sudarii prin puncte se prevad poansoane pe o parte (a) sau pe ambele parti (b), iar in cazul sudarii in linie, pe mijlocul rolelor de presare sunt prevazute proeminente, care prin presare unilaterala (c) sau bilaterala (d) produc cusatura sudata.Atat la sudarea prin puncte, cat si la sudarea in linie, deplasarea poansoanelor si a rolelornu trebuie sa intreaca anumite limite, in care caz materialul in dreptul sudurii ramane prea subtire, ceea ce pune im pericol rezistenta obiectului sudat.Pentru obtinerea unei calitati a imbinarilor este foarte important ca suprafetele sa fie curatate perfect in dreptul imbinarilor, deoarece cele mai neinsemnate urme de oxizi, murdarii etc.,pot duce la rebutarea sudurii.Curatirea se executa cu perii rotative din sarma de otel, razuitoare etc.1.4Sudarea prin frecareSudarea prin frecare consta in imbinarea a doua piese prin apasarea unei piese in rotire pe cealalta piesa fixa pana cand prin frecare se obtine o incalzire suficienta a suprafetelor in contact, dupa care se aplica presarea.Procedeul se aplica la sudarea barelor rotunde, a tevilor sau la sudarea acestora cu suprafete plane.Dupa obtinerea unei plastifieri sau eventual a unor topiri superficiale la contactul dintre piesele de sudat, rotatia este brusc oprita si piesa care a fost in rotatie este presata puternic axialde cealalta piesa, ceea ce provoaca imbinarea lor.Timpul totalde rotire, oprire si presare pentru obtinerea sudurii variaza intre 2 si 20s, in functie de marimea piesei si de regimurile aplicate.Presiunea necesara in timpul rotirii si frecarii variaza in functie de natura materialelor de sudat. La otel, in timpul rotirii de frecare, presiunea necesara este pana la 20 daN/mm, iar pentru refulare, cu 1-3 daN/mm mai mare; la sudarea aluminiului cu otel, presiunea in timpul rotirii de frecareeste de 1 daN/mm , iar pentru refulare este necesara o presiune pana la 12 daN/mm.La rotirea de frecare sunt folosite turatii de peste 1000 rot/min, uneori chiar pana la 3000 rot/min, cu conditia ca viteza periferica sa nu treaca de 30 m/min. Pentru stabilirea turatiei pentru diferite diametre ale barelor sudate la imbinarea otelurilor cu continut redusde carbon se recomanda relatia:Nd = (1,2.6) 104in care:N este turatia, in rot/min;d- diametrul barelor de sudat, in mmPentru sudare, piesele nu necesita o pregatire speciala, ci numai o planitate a suprafetelor in contact. In timpul operatiei de sudare, eventualele impuritati de pe suprafetele de imbinat se elimina prin refulare in timpul rotirii.Procedeul este folosit la sudarea intre ele a otelurilor de aceeasi calitate sau de calitati diferite, ca si cu alte metale; de exemplu otel carbon cu otel inalt aliat, otel cu aluminiu.
Clasificarea procedeelor de sudare
Clasificarea procedeelor de sudareProcedeele de sudarepot fi clasificate dupa mai multe criterii:Dupa modul in care sunt aduse marginilede imbinat ale pieselor :-de sudare prin topire-de sudare prin presiuneLa sudareaprin topire, marginile pieselor de imbinat sunt aduse in stare topita, iar dupa solidificare se formeaza sudura.La sudareaprin presiune, marginile de imbinat, incalzite local sau nu, sunt presate una contra celeilalte pana la obtinerea imbinarii necesare.Dupa felul incalzirii marginilor de imbinat:-sudarea chimica,la care marginile sunt incalzite si topite local prin caldura dezvoltata de o reactie chimica exotermica sau prin turnarea unui metal. Din aceasta grupa fac parteprocedeele de topire cu flacara de gazesau cu termit;-sudarea electrica,la care marginile sunt topite prin efectul caloric al arcului electric, fara exercitarea vreunei solicitari mecanice. Din aceasta grupa fac parte procedeele desudare cu arc electric descoperitsauacoperit;-sudarea electrochimica,la care marginile de imbinat sunt topite cu arc electric in mediu de gaz protector inert sau reducator sau in mediu de gaze reducatoare (H2, CO2);-sudarea termomecanica,la care marginile de imbinat sunt incalzite cu ajutorul unei reactii chimice, iar imbinarea se realizeaza in urma unei solicitari mecanice (presare, laminare, lovire). In aceasta grupa intraprocedeele cu flacara de gaze si cu termit,realizate prin presiune, precum siprocedeul de sudare prin forjare;-sudura electromecanica,la care incalzirea marginilor se realizeaza electric, iar imbinarea se obtineprintr-o solicitare mecanica.Din aceasta grupa fac parteprocedeul de sudareprin rezistenta electricasiprocedeul de sudareprin presiune cap la cap, in puncte, in linie etc.;-sudarea mecanica prin presiune la recesauprin frecare,la care imbinarea se obtine prin actiunea unei fortede presare, frecare sau soc.Sursa de energiefolosita la sudare formeaza un criteriu de baza pentru clasificarea procedeelor de sudare.Dupa felul energiei utilizate:Felul energiei utilizateDenumirea procedeului sau a grupei de procedee de sudare
1.Energie termochimicaSudarea cu flacara de gazeSudarea cu termit
2.Energie electrotermicaSudarea cu arc electricSudarea prin presiuneSudarea prin inductieSudarea dielectricaSudarea electrica in baie de zgura
Sudarea in vid cu fascicul de electroni
3.Energie mecanicaSudarea la receSudarea prin percutieSudarea prin explozieSudarea prin frecareSudarea prin ultrasunete
4.Energie radiantaSudarea prin radiatii
5.Energie termica nespecificataSudarea prin lipireSudarea prin forjareSudarea in aer caldSudarea cu elemente incalzite
Clasificarea procedeelor de sudare , conform STAS 8325-77Sudarea cu arc electric.In aceasta grupa intra toate procedeele de sudare cu arc electric vizibil sau acoperit (sub strat de flux), cu electrod fuzibil sau nefuzibil, cu electrod de carbune, cu plasma etc.Sudarea electrica prin presiune.Aceasta grupa cuprinde procedeele de sudare prin rezistenta electrica:cap la cap, in puncte, in relief.Procedeele cap la cap pot fi printopire intermediarasauin stare solida.Tot in aceasta grupa intrasi sudarea prin presiune cu curenti de inalta frecventa.Sudarea cu gaze.Aceasta grupa cuprindeprocedeele de sudare cu flacara de gaze si oxigen:sudarea oxiacetilenica, oximetanica, oxihidrica.Tot in aceasta grupa intra si procedeele de sudare cu flacara de gaze si aer: aeroacetilenica, aeropropanica.Sudarea in stare solida.Aceasta grupa cuprinde procedeele de sudare la care marginile nu sunt aduse in stare de topire:cu ultrasunete, prin frecare, prin forjare, cu energie mecanica mare (sudarea prin explozie), sudarea prin difuzie, sudarea cu gaz prin presiune, sudarea la recesauprin presiune la rece.Alte procedee de sudareSudarea cu termit prin presiunesausudarea prin topire electrica in baie de zguraSudarea electrogazSudarea prin inductieSudarea cu radiatii luminoaseSudarea cu fascicul de electroniSudarea prin percutieLipirea .Aceasta grupa cuprinde procedeele de lipire tare si moale, precum si de sudare prin lipire.Sudarea cu flacara de gazeeste procedeul la care sursa termica o constituie flacaracare rezulta prin arderea unui gaz combustibil in amestec cu oxigen la iesirea din suflaiul de sudare.
Sudarea prin frecare cu element activ rotitorIngineria sudariiAdd commentsDec302012
Fig. 11. Date generaleSudarea prin frecare cu element activ rotitor este un procedeu de sudare prin presiune in stare solida derivat din sudarea prin frecare. Principiul procedeului eset ilustrat in figura 1.Incalzirea materialului se produce prin frecarea dintre o scula care se roteste cu viteza mare si piesele de imbinat, aflate in contact.Procedeul se preteaza pentru realizarea unor imbinari cap la cap.Sudarea prin frecare cu element activ rotitor este o dezvoltare recenta (dupa 1990) care s-a bucurat de o atentie deosebita din partea utilizatorilor.Procedeul are urmatoarele caracteristici favorabile:a. Sub aspect calitativ (metalurgic)- proces de sudare n faz solid;- deformatii reduse;- lipsa pierderilor n elemente de aliere;- structur metalurgic fin;- lipsa fisurilor, incluziunilor de gaze.b. Sub aspect economic- consum energetic redus;- nu necesit materiale de adaos;- productivitatea ridicat (viteze de sudare 0,1 12 m/min);- reducerea lucrrilor de pregtire (ante si postsudare);- cheltuieli de personal reduse;- sudare dintr-o singur parte (max. 60 75 mm grosime).c. Proces de sudare ecologic- nu necesit gaze de protectie;- lipsa noxelor si a radiatiilor.2. Echipamente de sudare
+Click marire Fig.2,3In figura 2 se prezinta un echipament de sudare universal. Un astfel de echipament este asemanator din punct de vedere al constructiei si functionarii cu o masina de frezat. De altfel, o masina de frezat poate fi utilizata pentru sudarea cu acest procedeu.In practica se utilizeaza, mai ales, echipamente specializate de sudare pentru aplicatii specifice. Un astfel de echipament destinat sudarii unor containere din cupru pentru deseuri radioactive este prezentat in figura 3.Elementul principal al echipamentuluie este scula de sudare (pin). Aceasta se executa dintr-un material; rezistent la uzare ca , de exemplu, wolfram sau, la solicitari mari, nitrura de bor policristalina, PCBN. In figura 4 si figura 5 se prezinta doua scule de sudare, realizate din wolfram, respectiv PCBN.Scula are un varf cu o geometrie data (cilindrica, conica etc) care patrunde in material.
+ Click marire Fig, 4,5Echipamentele de sudare sunt foarte scumpe si ele contin, mai ales in cazul imbinarii unor elemente de grosime relativ mare, structuri extrem de rigide, adecvate solicitarilor care apar in timpul procesului de sudare.3. Recomandari tehnologiceParametrii principali de sudare sunt:- forma constructiv si geometria elementului activ;- viteza de rotaie a uneltei, n ( sute rot/min);- viteza de avans la sudare, v.Procesul de sudare este influentat si de:- poziionarea pinului fa de linia mbinrii;- adncimea de ptrundere;- lungimea pinului uneltei;- condiiile de rcire datorate plcii suport;- materialul si condiiile de rcire a uneltei.Sudarea prin frecare cu element activ rotitor se aplica pentru realizarea exclusiv a unor imbinari sudate cap la cap cu rost neprelucrat (in I). Deschiderea rostului este teoretic zero.Nu este necesara o prelucrare a suprafetelor inainte de sudare.In general, pot fi sudate elmente cu grosimea 0,1 -75 mm.Avand in vedere potentialul imens de aplicare, cat si particularitaile specific ale acestui procedeu au fost elaborate standarde specifice ca:ISO 25239-1:2011 Friction stir welding Aluminium Part 1: VocabularyISO 25239-2:2011 Friction stir welding Aluminium Part 2: Design of weld jointsISO 25239-3:2011 Friction stir welding Aluminium Part 3: Qualification of welding operatorsISO 25239-5:2011 Friction stir welding Aluminium Part 5: Quality and inspection requirements.4. Materiale sudabileProcedeul a fost dezvolta pentru imbinarea aluminiului, aplicatiile fiind extinse si la magneziu. O data cu dezvoltarea unor scule corespunzatoare (cu o durata de viata acceptabila) au fost asigurate conditiile de utilizare a procedeului si la sudarea altor materiale: cupru, titan, oteluri, precum si a unor combinatii de materiale ca Al+Cu, Cu+alam, Al+Mg, Mg+alama.AplicaiiPrincipalele aplicatii se refera la elemente din aluminiu, magneziu, cupru.Procedeul este aplicat in prezent cu succes in diferite sectoare industriale aducand avantaje remarcabile, atat sub aspect calitativ, cat si economic in comparatie cu alte procedeele de sudare constructiile.Aplicatii actuale ale procedeului se regasesc in diferite sectoare industriale:- constructii navale pentru panouri pentru platforme, perei, plansee; hale si suprastructuri; platforme de aterizare pentru elicoptere; instalaii de refrigerare; platforme maritime, etc.Panouri sudate pentru aplicatii navale
- constructii auto pentru caroserii, motoare si sasiuri, bandaje de roi, componente de autocamioane, macarale mobile de la vehiculele de transport, rezervoare de combustibil, remorci, cadre de motociclete si biciclete;- aeronautica pentru fuselaje; podele; aripi; lonjeroane; rezervoare de combustibil;- vehicule de transport feroviar pentru componente trenuri de mare vitez, usi exterioare si interioare vagon, sasiuri, containere, cisterne pentru trenuri de marf;- constructii civile si industriale pentru componente poduri de aluminiu, panouri de faade, cadre de ferestre, conducte din aluminiu, scri interioare si exterioare, pasaje pietonale ntre cldiri.
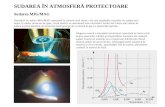
Procedee de sudare1.1.Sudarea prin presiune cu incalzire cu flacara.Procedeul se aplica la sudarea in capete in stare solida, flacara incalzid simultan intreaga zona a imbinarii (fig.1). Capetele de sudat, pregatite prin prelucrare, sunt amplasate in interiorul unui arzator inelar care produce incalzira metalului pana la starea plastica (1200-1250oC, in cazul otelului). Aplicand o presiune de 200-400 daN/cm2se realizeaza, prin refulare, sudarea celor doua capete. Pentru a se evita supraincalzirea straturilor de suprafata, arzatorul executa miscari axiale oscilatorii in jurul sectiunii de contact.O varianta a procedeului consta in incalzirea metalului cu flacara, apoi topirea portiunii de sudat cu arzatorul fixat in dreptul sectiunii de contact, dupa care se aplica presiuni intermitente. In acest fel, se expulseaza materialul topit si impuritatile dintre suprafetele de sudat. La piesele cu grosimi mari pentru a se evita o incalzire neuniforma, se foloseste un arzator special, care permite numai incalzirea frontala a pieselor de sudat. Arzatorul se indeparteaza inainte de a se incepe presarea.
Fig. 11.2.Sudarea prin presiune cu incalzire electrica de contact.Procedeul este cunoscut sub denumirea desudare electrica prin rezistenta, iar imbinarile pot fi executate in capete, in puncte sau in linie.1)Sudarea in capete.Procedeul de sudare in capete consta in incalzirea prin rezistenta de contact a partilor frontale ale pieselor de sudat, dupa care se executa operatia de presare cu o anumita forta. Sudarea in capete se poate realiza in stare solida si in stare topita.a)Sudarea in capete in stare solida.Principiul procedeului este redat in figura 2. Piesele de sudat 1,2 sunt fixate la o distanta de 2lintre dispozitivele de strangere 3 si 4, prin intermediul carora este condus curentul electric de la secundarul transformatorului 5 si exercita presarea cu o forta F. Dispozitivele sunt fixate de batiul masinii.Incalzirea metalului, in cazul sudarii in stare solida, se realizeaza prin efectul Joule, in urma parcurgerii de catre curentul de sudare a pieselor de sudat.Caldura totala Qtdegajata in piesele supuse sudarii, atunci cand ele sunt parcurse de catre curentul Is,este data de relatia:Qt= 0,24 [2Rp(t) + Rc(t)]I2sts[kJ],in care:Rpeste rezistenta electrica a pieselor de sudat;Rc- rezistenta de contact din regiunea de imbinare a celor doua piese;ts- timpul de sudare.Operatia de sudare se realizeaza in doua etape: incalzirea pieselor si aplicarea presiunii de refulare.b)Incalzirea pieselor.Piesele pregatite pe partea forontala, printr-o prelucrare ingrijita si curatate chimic, se aduc in contact si se supun unei presiuni mici de 1-1,5 bar. Prin conectarea curentului electric se produce incalzirea pieselor de sudat pana la temperatura de deformare plastica care depinde de natura materialului metalic supus sudarii.Regimul de incalzire depinde de densitatea de curent i de durata de mentinere sub curent. Densitatea de curent creste cu conductivitatea electrica si termica a metalului de sudat (datorita pierderilor mai mari de caldura catre mediul ambiant). Densitatile de curent pot fi intre 10 si 100 A/mm2in cazul otelului moale (uzual 20-60 A/mm2), 150-200 A/mm2la aluminiu si 250- 300 A/mm2la cupru.Durata de mentinere sub curent si densitate de curent se conditioneaza reciproc; de obicei, aceasta durata este de 0,5 pana la 15 s. Timpii de sudare mici nu sunt favorabili intrucat se produce o incalzire neuniforma in sectiune si o absorbtie mai mare a puterii electrice. Energia necesara pentru realizarea unei anumite sudari creste cu marirea duratei de inca 141f58b lzire, in schimb scade puterea absorbita de la retea.
Fig. 2c)Aplicarea presiunii de refulare.Dupa atingerea temperaturii de deformare plastica se aplica forta de presare pentru realizarea refularii. Aceasta presiune este de 1,5-3 bar in cazul otelului moale, de 3,5-5 bar la oteluri aliate, iar la aliaje neferoase 1-1,5 bar. Refularea se realizeaza prin deplasarea unuia din dispozitivele de prindere, celalalt mentinandu-se fix. Dupa atingerea unei anumite deformari plastice, se intrerupe curentul electric, piesele se racesc si ramain imbinate in capete, avand o lungime mai mica decat cea initiala datorita refularii.Procedeul de sudare in capete se aplica la piese cu diametrul de 15-20 mm, cum sunt: fier-beton, elemente de constructie, benzi, obezi de roti, flanse, inele, axe cardanice etc.Pentru realizarea unor sudari de calitate superioara, in serii mari, cum sunt supape de motoare, scule aschietoare din otel rapid cu suporturi din oteluri carbon etc., se folosesc instalatii automate in atmosfera de gaz protector in zona de contact.Procedeul de sudare in capete in stare solida prezinta avantajul simplitatii, executiei rapide si posibilitatii de automatizare. In acelasi timp, procedeul prezinta si dezavantaje deoarece oxizii formati in timpul incalzirii si impuritatile de pe partile frontale raman in cusatura, provocand diminuarea caracteristicilor mecanice ale pieselor sudate.d)Sudarea in capete cu topire.In cazul acestui procedeu, incalzirea se conduce astfel incit pe suprafetele frontale ale pieselor de sudat sa se obtina o pelicula de metal lichid ce se elimina, impreuna cu oxizii si impuritatile in timpul presarii cu viteza mare. Procedeul se realizeaza, de asemenea, in doua etape: topirea si refularea metalului.Topirease poate realiza direct sau cu preincalzire. La topirea directa, capetele de sudat sunt apropiate cu viteza mica si cu resiune neinsemnata, fapt ce determina formarea unor jonctiuni partiale si incalzire rapida pana la topire.In cazul metodei de sudare prin topire cu preincalzire, pentru realizarea preincalzirii se stabilesc contacte intermitente intre suprafetele frontale ale pieselor de sudat, prin apropierea lor cu viteze mari.Refularease obtine prin deplasarea rapida a dispozitivului de fixare mobil.La procedeul cu topire directa presiunea de refulare este de 8-14 bar, iar la procedeul cu preincalzire de 4-6 bar.La procedeul de sudare cu topire are loc o scurtare a materialului care depinde de varianta de sudare adoptata, de forma geometrica a pieselor de sudat si de natura materialului.La table de otel moale cu grosimea s, scurtarea S se determina cu relatia:S = (36)s[mm].In cazul barelor rotunde cu diametrul d, pentru determinarea scurtarii la topire se aplica relatia:S = (0,50,6)s[mm]Scurtarea materialului sudat se produce si la refulare. Pentru a se asigura o buna inchidere a spatiului dintre capetele pieselor de sudat, eliminarea oxizilor si a impuritatilor precum si realizarea unei deformari plastice corespunzatoare este necesar ca scuratea la refulare sa fie suficient de mare. Valorile orientative ale scurtarii la refulare se calculeaza cu relatia:
Compresiunea specifica la refulare va fi cu atat mai mare cu cat rezistenta la cald a materialului de sudat este mai mare.Viteza de refulare creste la materialele de sudat care contin mai multe elementecu afinitate chimica ridicata fata de oxigen.e)Sudarea in puncte.Imbinarea prin sudare in puncte se realizeaza in principiu prin trecerea unui curent electric printr-un contact si incalzirea contactului respectiv la temperaturi ridicate, urmata de presarea si racirea subpresiune. Se pot suda simultan unul sau mai multe puncte.Dupa modul de realizare a circuitului electric sudarea in puncte poate fi dindoua parti si dintr-o singura parte.Sudarea in puncte din doua parti(fig. 3) se executa priu presarea tablelor de sudat 1si 2 cu o fortaPintre doi electrozi 3si 4, care actioneaza pe ambele parti,fiind conectati la secundarul unui transformator de sudare 5, prevazut cu comutatorul de prize 6.Transformatorul este racordat la reteaua de alimentare prin intermediul unui contactor mecanic comandat de sistemul de comanda 8care asigura programarea curentului prin elementul 7 si a fortei prinelementul 9.Procedeul consta in realizarea presiunii dupa care se conecteaza transformatorulde sudura. Ca urmare, ia nastere un curent de densitate maxima carese stabileste intre cei doi electrozi si care trece si prin rezistenta de contactintre cele doua piese. Caldura care se dezvolta prin efectul Joule determina o crestere a temperaturii in zona de contact. Pe masura incalzirii metalului, rezistenta de contact se micsoreaza, iar rezistivitatea creste, astfel ca sursa termicase extinde in jurul rezistentei de contact, formand un nucleu de metal topit,cu participarea ambelor piese (fig. 4).Nucleul de metal topit este inconjurat in planul de contact de un inel de graunti cristalini comuni, format prin sudarea in stare pastoasa datorita fortei de presareP.Fig 3
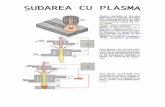
Fig 4Intreruperea curentului dupa formarea nucleului topit provoaca solidificarea metalului si obtinerea urmi punct sudat rezistent. Mai multe puncteasezate dupa o traiectorie formeaza o cusatura in puncte.In figura 5 sunt reprezentate diagramele caracteristice care indicavariatia curentuluiI2si a forteiPin timpul sudarii, in cazul folosirii curentuluialternativ.Varianta a se aplica la sudarea tablelor cu grosimi de 4-6 mm din oteluricu calibilitate redusa. Dupa ce fortaPatinge o anumita valoare,constantape toata durata procesului, se stabileste si un curentI2constant pentru oduratat1. Pentru intervalult2se anuleaza curentul. Inacest timp, se mentinepresiunea asupra nucleului topit pentru a impiedica afanarea metalului intimpul solidificarii.In unele cazuri, dupa intreruperea curentului de sudare se mareste forta de presare(varianta b). Aceasta. Varianta se aplica in cazul tablelor cu grosimi peste 6 mm din otel moale sau la table din aliaje usoare a caror grosime nudepaseste 1-1,5 mm.La piese de grosime mare (peste 5 mm) si cu suprafata mai putin netedase aplica o incalzire treptata a supraifetelor de contact si a metalului din zona cuprinsa intre electrozii de contact. Acest mod de incalzire se poate realizaprin conectarea intermitenta a curentului de sudare (varianta c).In acest felse evita o incalzire excesiva a electrozilor.La sudarea unor piese importante din aliaje de aluminiu cu grosimi de2-5 mm este necesara o variatie continua a curentului si a fortei de presare(varianta d).Avantajul maririi continue a curentului consta in aceea ca se impiedica formarea unor puncte discrete de sudare intre electrozii de contact si piesele de sudat cand acestea sunt din metale neferoase sau table placate.Prin reducerea continua a curentului la sudarea aluminiului, magneziului sia unor oteluri aliate este posibila eliminarea porilor si a fisurilor.
Fig 5Sudarea in puncte dintr-o singura parte(fig. 6). In cayul acestui procedeu pieselede sudat1'si 1"preseaza pe suportul2cu ajutorul electrozilor 3.Piesele1'si1"nu se afla in contact electric direct, de aceea curentul secundar strabate contactele stabilite intre1'si2si2-1".Procedeul se aplicatablelor din otel cu grosimi de pana la2,5 mm.
Fig 6Regimul de sudare.La sudarea prinpuncte regimul de sudare cuprinde urmatorii parametri principali: intensitatea curentului de sudare, diametrul electrodului, forta de apasare si timpul de sudare.In practica industriala se aplica doua regimuri de sudare:-regimuri moi,caracterizate prin:durata mare(1,5 - 3 s);apasaremica (< 5 bar) si densitatea de curent mica (70 - 160 A/mm2);-regimuri tari,caracterizate prin: durata mica (0,02 - 1,5 s), apasaremare (>5 bar) si densitatea de curent mare (160-400 A/mm2).Regimul moale se aplica la sudarea pieselor din oteluri moi sau in cazu]otelurilor calibile cu grosime peste 1 mm.Regimul tare se foloseste la sudarea tablelor din otel inoxidabil, aluminiusi aliajele sale, alte metale si aliaje neferoase cum si la piese din otel carbonmoale cu grosime foarte mica.Sudarea in puncte se aplica in industria autoturismelor, autobuzelor,avioanelor, vagoanelor etc. ,De asemenea, se foloseste la executarea plaselordin sarma, carcaselor pentru armarea betonului si in domeniul constructiilormetalice.1.3.Sudarea in linie.Procedeul de sudare in linie are la baza aceleasi principii si utilaje ca si sudarea in puncte, cu deosebirea ca electrozii au forma unorrole de contact (fig. 7). Rolele se executa de obicei din cupru, racite cu apa, avand menirea de a produce presarea tablelor.
Fig 7Prin frecare, rolele antreneaza.tablele intr-o miscare de avans cu viteza de sudarevs.Regimul de sudare in linie se aplica in doua variante, si anume:-Regimul caracterizat prin valori constante pentru curent si forta deapasare (fig. 8, a). Aceasta varianta prezinta dezavantajul supraincalziriisuprafetei de contact, de aceea este mai putin folosita. Supraincalzirea sedatoreste propagarii caldurii cu o viteza mai mare decat viteza de sudare.-Regirmul caracterizat prin intrerupere si conectare ritmica a curentului in timp ce rolele de contact au o turatieconstanta(fig. 8,b).jn functiede ritmul intreruperiloir i de viteza de deplasare a rolelor se obtin punctedistincte sau suprapuse. In ultimul caz imbinarea sudata devine etansa. Aceasta varianta a sudarii in linie permite realiarea unor viteze mari desudare si o calitate superioara a imbinarii.
Fig 8Principalii parametri ai procesului de sudare sunt: curentul de sudare,forta de apasare a roleJor, pasul dintre doua puncte succesive, conditiile deintermitenta a curentului, viteza de sudare si dimensiunile rolelor de contact.In general, la sudarea in linie, curentul este de 1,5 - 2 ori mai mare decat la sudarea in puncte, la acelasi material si la aceeasi grosime.Forta de apasare a rolelor de contact se stabileste cu 10-30% mai maredecat cea corespunzatoare sudarii in puncte.In privinta intermitentei curentului se recomanda ca valoarea raportuluit1/t2= 0,4.. .0,6, la oteluri moi, 0,3 - 0,5 la oteluri austenitice i 0.3-0,45 laaliaje usoare.Viteza de sudare scade cu cresterea grosimii tablelor de sudat, fiind cuprinsa intre 0,5 si 3m/min.Latimea activa a rolelor de contact se adopta 2s 2 mm, iar razele derotunjire a suprafetei de contact fiind de 50-75 mm.Sudarea in linie are aceeasi aplicabilitate ca si cea in puncte, insa permiteobtinerea unor imbinari etanse. Se sudeaza materialele metalului de oricenatura cu grosimi sub 4 mm.Sudarea cap in cap cu role(fig. 9) este o varianta a sudarii in linie carese aplica la sudarea tevilor dupa generatoare. Banda de otel indoita subforma unui tubIeste presata intre rolele 2, datorita frecarii, determina si avansarea tevilor.Perpendicular pe directia de presare sunt amplasaterolele de contact 3 si rola de sprijin4.Prin acest procedeu se sudeaza tevi din otel carbon cu diametrul intre 10 si 400 mm si grosimea peretelui de 0,5 - 14 mm.
Fig91.4.Sudarea prin presiune cu incalzire prin inductie.Incazirea prininductie se realizeaza cu o sursa de curent alternativ de frecventa corespunzatoare si cu un inductor potrivit formei, dimensiunilor si proprietatilor piesei de sudat.Schema de principiu a unei instalatii de sudare cu incalzire prin inductie este reprezentata in fig 10.
Fig 10Echipamentul de inalta frecventa1alimenteaza, prin circuit de incarcare, primarul unui transformator2, iar secundarul transformatorului alimenteaza inductorul3, in interiorul caruia se plaseaza pisa de sudat4.Incalzirea prin inductie se realizeaza datorita efectului pelicular sianume, cu cat frecventa curentuluieste mai mare, cu atat curentul aretendinta de a creste spre straturilesuperficialealepieselor.Datorita densitatii mari de curent, piesele se incalzesc la temperaturi ridicate. Adancimea de patrundere a curentului electric depinde de rezistivitatea si permeabilitateamagnetica a metalului si de frecventa curentului,conform expresiei:
in care:d este adancimea de patrundere a incalzirii, in mm;k - factor de proportionalitete; - rezistivitatea metalului, in mm2/m;- permeabilitatea magnetica a metalului;f- frecventa curentului in Hz.Sudarea cu inductie se aplica la sudarea tablelor cap in cap pentru fabricarea tevilor sudate pe generatoare. Procedeul este asemanator cu cel de sudare in linie cu deosebirea ca in locul rolelor de contact se plaseaza inductorul. Sudarea se realizeaza la o frecventa de alimentare de 2 - 500 kHz functie de adancimea necesara de patrundere. Datorita costului ridicat, procedeul de sudare prin inductie se aplica la tevi din aluminiu, din otel austenitic etc.1.5.Sudarea prin frecare.La procedeul de sudare prin frecare incalzireasuprafetelor de imbinat se realizeaza pe seama fortelor de frecare dezvoltate intre doua suprafete aflate in miscarerelativa.Caldura degajata datorita trecerii depinde de forta P care preseaza reciproc piesele, de coeficientul de frecare si de viteza relativa de deplasare._In figura 11 sunt reprezentate diferite variante ale incalzirii in vederea sudarii. Astfel, in figura 11.a, miscarea relativa se obtine prin rotireauneia din piese concomitent cu aplicarea fortei de presare, in figura 11,brotirea se face in sens contrar a ambelor piese concomitent cu actiunea forteide presare, in figura ll,c rotirea se aplica unei piese intermediare, iarforta de presare actioneaza asupra celor doua piese extreme si in figura 11,dmiscarea relativa se obtine prin deplasarea alternativa a unei piese concomitent cu actiunea presiunii.
Fig 11Pe masura ce capetele de sudat se incalzesc are loc si deformarea lor plasticasub actiunea fortei de presare. Dupa atingerea temperaturii necesare,se opreste miscarea pieselor, fapt ce permite realizarea imbinarilor suprafetelor in contact.Principalii parametri ai procesului de sudare prin frecare sint: vitezarelativa, compresiunea specifica in timpul sudarii, scurtarea la refulare, durataprocesului de sudare si starea suprafetelor.Viteza relativa periferica uppoate varia in limite foarte largi, fara o influenta insemnata asupra rezistentei imbinarilor sudate. In conditii normale delucruvp=2 3 m/s.Compresiunea specifca Ksse stabileste in raport cu productivitateanecesara, caracteristicile metalului si puterea disponibila. In stadiul finalal presarii, compresiunea specifica este data de expresia:Ks= (0,2 ..0,4) r[daN/mm2]unde reste rezistenta la rupere a metalelor la temperatura obisnuita.Scurtarea la refulare Srse produce datorita actiunii fortei axiale si determina expulzarea oxizilor si a impuritatilor de pe suprafetele de imbinat.Valoarea scurtarii la refulare se determina cu relatia:Sr=(0,20,35) d[mm],unde d este diametrul barelor sudate.Durata procesuluieste legata de atingerea temperaturii necesara realizariiimbinarii sudate, 1200C in cazul otelului carbon moale, si de extindereazonei de incalzire pana in central piesei.Suprafetele de imbinat trebuie sa fie curatate de oxizi, sa fie perpendiculare pe axa barelor si sa fie prelucrate ingrijit prin aschiere.Procedeul de sudare prin frecare se aplica la oteluri carbon, oteluri aliatesi la metale si aliaje neferoase. De asemenea, se pot suda si materiale diferite,de exemplu: otel-bronz, cupru-aluminiu etc. Sudarea prin frecare se folosestela imbinarea pieselor cu sectiuni circulare si cu diametre egale sau diferite, ca de exemplu: sudarea prelungitoarelor burghielor, tijelor de la corpulpistonului, la suruburi, capul hexagonal de corpul cilindric etc.In comparatie cu sudarea electrica in capete, sudarea prin frecare prezintaurmatoarele avantaje: consum redus de energie, putere mica de record a instalatiei, exploatarea simpla a utilajului si usurinta mecanizarii si automatizarii procedeului.1.6.Sudarea prin presiuine la rece cu ultrasunete.In cazul acestui procedeupresiunea este exercitata asupra uneia din piesele de sudat prin intermediulunei scule care in acelasi timp are si rolul desonotrod.Pentru vibrareasonotrodului la o frecventa de 15-30 kHz si la o amplitudine de 0,001-0,003 mm se foloseste un transductor magnetostrictiv prevazut cu un concentrator ultrasonic (fig.12).
Fig 12Prin suprapunerea vibratiilor ultrasonice peste presiunea statica se obtineenergia de activare necesara realizarii sudarii care se produce la presini mai mici decat in cazul procedeului conventional de sudare la rece.Procedeul de sudare cu ultrasunete se aplica la sudarea metalelor feroasesi neferoase cu grosimi de pana la 4 mm cu corpuri metalice sau nemetalice cum ar fi materiale ceramice. Imbinarile realizate se caracterizeaza printr-obuna calitate si o rezistenta comparabila cu cea a metalelor de baza. Procedeul este foarte putin sensibil la oxizi si la impuritatile de suprafetele metalelor de sudat.1.7.Sudarea prin explozie.Sudarea prin explozie se aplica la placarea tablelor sau pieselor mari, la obtinerea tevilor in diferite corpuri metalice, la sudarea prin suprapunere sau cap in cap a tablelor si in fabricatia materialelor intarite cu fibre.Procedeul se foloseste cand metodele conventionale de imbinare nu potfi realizate tehnic sau sunt neeconomice. Astfel, sudarea prin explozie se aplica in cazurile in care nu se pot suda sub presiune metalele cu proprietati plastice diferite sau cand nu se pot suda prin topire metale diferite, cum ar fitantalul sau titanul cu otelul.Sudarea prin explozie este deosebit de avantajoasa in cazul fabricatieimetalelor compuse din mai multe structuri. In acest caz imbinarea intremetale se obtine daca sunt indeplinite doua conditii de baza:- curatirea buna de oxizi si de impuritati a suprafetelor de imbinat;- apropierea intima a suprafetelor de imbinat, astfel incat fortele atomicede interactiuni sa determine o adeziune, adica sa stabileasca un echilibru intre distantele dintre atomi si potentialul energiei.Aceste conditii sunt indeplinite cand stratul depus loveste cu viteza maresub un anumit unghi metalul de baza. Viteza de impact este de 200-1 000 m/s.In cele mai multe cazuri, suprafetele care se placheaza prin sudare sunt foarte mari, astfel incat cele doua placi se asaza paralel sau la un unghi depana la 1 una fata de cealalta.Procedeul se foloseste pe scara larga in constructia de utilaje si aparatedestinate industriei chimice, si la obtinerea in conditii avantajoase a unormateriale compuse pentru care necesitatile nu justifica o fabricatie prinlaminare.1.8.Sudarea cu termit (aluminotermica).Termitul este un amestec, subforma de pulbere, constituit din oxizi de fier 77% si aluminiu 23%. Prinaprinderea acestui amestec cu arc electric sau pe alta cale are loc o reactieputernica datorita afinitatii mari a aluminiului pentru oxigen. Se produceastfel reducerea oxizilor de fier cu formare a oxidului de aluminiu, iar calduragenerata este suficienta pentru a ridica temperatura la 3595C. Datorita pierderilor de caldura, in zona cusaturii se atinge o temperatura de 2480C.Reactia de ardere a termitului este de forma:3Fe304+ Al = 9Fe + 4A1203+ QSudarea cu termit se poate executa atat prin topire cat si prin presiune,dupa cum metalul topit participa la topirea metalului de baza sau numaila incalzirea acestuia pentru a fi sudat.In cazul sudarii cu termit prin topire (fig 13.a), metalul topit 1dinoala de turnare se toarna prin orificiul 2, intr-o forma 3care inconjoara rostul pieselor de sudat. Oxidul de aluminiu (A1203, avand greutatea specifica mai mica, mentine la suprafata metaluluitopit astfel ca nu vine in contact cu piesele sudate.La sudarea prin presiune(fig. 13.b), metalul topit setoarna prin partea superioaraa oalei cu termit, permitandpatrunderea in forma mai intaia zgurei (A1203) si dupa aceeaa metalului lichid. In acestfel piesele de sudat nu vin incontact direct cu metalul topit, ci cu zgura. In felul acestametalul topit cedeaza caldurapentru incalzirea capetelor pieselor de sudat pana la stareaplastica, dupa care are loc sudarea prin presiune.
Fig 13Sudarea cu termit seaplica la tevi, bare, sine de cale ferata, cilindri delaminoare etc.Avantajul principal al procedeului de sudare cu termit consta in vitezade racire lenta a intregii mase a cusaturii din piese, fapt ce determina tensiunireziduale minime.1.9.Sudarea cu arc electrica.Sursa de curent pentru sudarea cu arc electric.Clasificarea surselor de curent electric pentru sudarea cu arc electric poate fi facuta dupa mai multe criterii:Dupa felul curentuluise deosebesc:-surse de curent continuucare pot fi generatoarele de sudare ce formeaza o constuctie completa, la care rotoarele motorului si generatorului se monteaza pe un arbore comun intr-o carcasa si se numesc grupuri convertizoare. Daca generatorul de curent este antrenat de un motor cu ardere interna,se numeste grup electrogen;-surse de curent alternativcare sunt aparate electrice ce transforma curentul electric de retea in curent de sudare cu frecventa de la retea sau cu o frecventa ridicata.Dupa curentul maxim de sudarese deosebesc:-surse pentru curenti de sudarepana la maximum 180 A, destinate sudarii manuale cu electrozi intre 1,5 si 4 mm;-surse pentru curentii de sudare pana la 350 A, destinate sudarii manuale cu electrozi cu diametrul de 2 - 6 mm si montate pe roti;-surse pentru curenti de sudare mari(600 - 1000 - 1500 A), destinate sudarii manuale cu electrozi grosi peste 8 mm diametru si sudarii semiautomate si automate. Grupurile si transformatoarele pana la 1000 A sunt montate pe roti, ar in cazul alimentarii mai multor posturi sunt stationare.Sursele de curent de sudare nu lucreaza in curent maxim indicat in clasificarea anterioara, ci mult mai redus. Regimul de lucru nominal se caracterizeaza prin curentul de sudare la o durata activa de functionare DA=60%, pentru un ciclu de lucru cu o durata de 5 min. Regimul de lucru continuu cu durata activa DA=100%, este regimul la care durata de functionare la sarcina nominala poate fi cintinuua fara o incalzire excesiva.1)Surse de curent continuu.Sursele de curent continuu pot fi grupuri de sudare si redresoare.In completul grupului de sudare sunt cuprinse in general urmatoarele elemente:- generatorul de curent;- motorul de antrenare al generatorului;- motorul de comanda;- trenul cu roti pentru deplasare, pentru cele mobile.La redresoarele pentru sudari care transforma curentul electric alternativ in curent electric continuu se folosesc semiconductoare, care se monteaza in scheme de redresoare, in general in punte trifazata.2)Surse de curent alternativ.Sursele de curent alternativ pentru sudare pot fi transformatoarele de sudare si grupurile de generatoare de frecventa marita (150 Hz, 300 hz).a)Transformatoarele de sudaresunt aparate care functioneaza cu caracteristici coboratoare; in acest scop, ele au o inductanta care asigura decalajul intre tensiune si curent. Transformatoarele de sudare modifica parametrii puterii electrice de la o retea electrica de tensiune de 200 - 500 V la tensiunea necesara sudarii cu intensitate mare de curent.Avantajele transformatoarelor constau in faptul ca nu au organe in miscare; de aceea durata lor de serviciu este mare si nu necesita intretinere; au randamentul aproape de doua ori mai mare decat convertiyoarele si au costul de fabricatie sub 20 % din cel al unui convertizor. Transformatoarele prezinta dezavantajul ca nu pot fi folosite la sudarea cu electrozi cu invelis bazic sau cu invelisuri subtiri.b)Generatoarele sincrone monofazate cu frecvente mariteantrenate de motoare asincrone alimentate la tensiuni de 220 V sau 300 V. Se folosesc pentru sudare. Acestea se construiesc pentru curenti de sudare de 120 - 450 A (la DA = 60%), cu frecventa de 150, 300 si 450 Hz. Aceste generatoare sunt mult mai scumpe, sunt inferioare convertizoarelor de curent continuu, fapt pentru care sunt folosite pe scara redusa.b.Accesorii, scule si dispozitive folosite.Cablurile de sudarefolosesc pentru conducerea curentului la port elerctrod si la clema de contact a piesei de lucru. Este o constructie multifilara din sarme de cupru electrolitic acoperite cu o infasurare din fire de bumbac si izolatie din cauciuc. Sectiunea cablului se alege in raport cu diametrul electrozilor. Pentru sudarea cu electrozi cu diametrul pana la 3,5 mm se folosesc cabluri cu sectiuni nominale de 25 mm2; pana la 4 mm, de 35 mm2; pana la 5 mm, de 50 mm2. lungimea cablului nu trebuie sa depaseasca 5 m. Pentru lungimi mai mari de 5 m se vor lua sectiuni standardizate mai mari.Legaturile dintre cablui se executa curacorduri fixesaudemontabile, cu ajutorul carora se obtin contacte bune, complet izolate.Pentru legarea la cleste si clema de contact, cablurile se vor cositori.Clestele portelectrodserveste la conducerea electrodului prins in el, pentru realizarea cordonului de sudura. Clestele portelectrod trebuie sa fie usor la manipulare si sa prezinte siguranta sudorului impotriva electrocutarii.Clema de contactserveste la conducerea curentului de la sursa de curent la masa sau piesa de lucru. Se prinde de masa sau piesa cu un surub de presiune.Sculele necesare sudoruluisunt: ciocanul de sudor pentru curatirea zgurii, ciocanul cu cap rotund pentru ciocanirea sudurii, dalta pentru indepartarea stropilor de sudura, peria de sarma de otel pentru curatarea zgurii sau ruginii.1.9.1.Sudarea manuala cu electrozi metalici invelitiReprezinta unul dintre cele mai raspandite procedee de asamblare prin sudare, datorita simplitatii sale si raspandirii utilajelor de sudare.Electrozii metalici inveliti sunt vergele metalice, confectionate din materiale cu compozitia chimica identica sau apropiata de cea a metalului de baza ( materialul pieselor ce se sudeaza ). Vergelele metalice sunt acoperite cu un invelis alcatuit din pulberi care au rolul de a usura amorsarea si intretinerea arcului electric, precum si protectia baii de sudura impotriva oxigenului din atmosfera.Conducerea electroduluiin timpul sudarii ( Fig.14) se realizeaza prin imprimarea simultana a trei miscari:- miscare de deplasare axiala1, pe masura ce electrodul se consuma, astfel incat lungimea arcului sa se mentinaconstanta( variatiile lungimii arcului electric conduc la variatii de tensiune, variatii de intensitate si, deci, la depuneri neuniforme );- miscare de deplasare in lungul cusaturii2;- miscare de deplasare transversala3in vederea obtinerii latimii cusaturii si depunerii uniforme a metalului ( formarii "solzilor" cusaturilor )Fig. 14Imbinarilese pot obtine prin cusaturi continue, fragmentate sau prin puncte de sudura. Ansamblurile obtinute cu cusaturi continue pot rezista unor solicitari importante si au asigurata etanseitatea.Un mare dezavantaj al sudarii cu electrozi metalici inveliti il constituie faptul ca oxigenul din spatiul inconjurator patrunde in baia de metal topit si provoaca oxidarea acesteia. Acest neajuns este deosebit de accentuat in cazul sudarii unor materiale deosebite cum sunt otelurile aliate si metalele, aliajele ne feroase. Pentru a se inlatura acest neajuns au fost puse la punct procedee de sudare la care arcul electric arde protejat de un gaz protector. Aceste procedee sunt cunoscute sub denumirea generala de sudare cu arc electric in mediul protector de gaze. Gazele folosite in acest scop sunt de obicei argonul, bioxidul de carbon sau amestecul lor.1.9.2.Sudarea automata cu arc electric sub strat de fluxSudarea cu arc electric se preteaza la automatizare si se aplica la lucrari in serie, deoarece, desi investitiile instalatiilor pentru sudarea automata sunt mari, productivitatea creste corespunzator cu cresterea viteyelor de sudare si depuneri de 5-15 ori fata de sudarea cu electrozi inveliti,ceea ce face ca metoda sa fie avantajoasa.La sudarea automata cu arc se foloseste sarma-electrod fuzibila. Aceasta este antrenata continuu la baia de sudura pe masura ce se topeste.Pentru ca baia de metal topit sa fie protejata impotriva oxidarii, arcul electric este acoperit de un flux granulat sub care el se mentine, de unde metoda poarta denumirea"cu arc electric sub strat de flux". Fluxul reduce pierderile lui, reduce cantitatile de fum si gaze degajate si asigura sudarii o calitate superioara.La sudarea autmata, operatiile de depunere a fluxului, de inaintare a sarmei-electrod si de inaintare a capului pe linia de sudare se executa automat.1.9.3.Sudarea cu electrod fuzibilIn ultimul timp, in cadrul constructiilor de masini s-au extins in mod deosebit constructia de piese prin metoda de asamblare prin sudare. O mare productivitate pentru sudarea pieselor mici si mijlocii are metoda de sudare cu sarma electrod fuzibila cu functionare semiautomata.Elementele componente ale instalatiei.O instalatie de sudare semiautomata cu sarma de electrod fuzibila (A9/400) se compune din urmatoarele parti;- transformatorul - redresor;- cutia de comanda si control (derulatorul);- policonductorul (tubul de legatura);- pistoletul de sudare;- reglatorul de presiune;- butelia de gaz;- compresorul.1.9.4.Sudarea in mediu de gaz protectorFig. 15In acest caz, arcul electric poate fi supravegheat, productivitatea este mai mare si costul mai redus.La sudarea tablelor subtiri, mai ales daca acestea sunt realizate din oteluri inoxidabile termorezistente, aceasta metoda este destul de eficienta. Drept gaz protector se utilizeaza bioxidul de carbon la sudarea otelurilor, iar pentru sudarea cuprului se foloseste argon sau azot.Sudarea oxiacetilenicaCaldura necesara pentru sudare este obtinuta prin arderea acetilenei in oxigen.Aparatul de sudura este format din:-cap de sudura;-generator de acetilena;-butelie de oxigen.La sudarea oxiacetilenica se produc modificari structurale in zona sudurii si de aceea procedeul este folosit numai pentru constructii metalice secundare sau pentru constructii din elemente subtiri care nu pot fi sudate electric.