Sudarea Mig Mag
31
© Timisoara, reprezentanta producatorului de echipamente de sudare 1 SUDAREA MIG/MAG NOTIUNI DE BAZA
-
Upload
alexandrugogorici -
Category
Documents
-
view
51 -
download
11
description
Sudare MIG MAG generalitati
Transcript of Sudarea Mig Mag
-
Timisoara, reprezentanta producatorului de echipamente de sudare 1
SUDAREA MIG/MAG NOTIUNI DE BAZA
-
Timisoara, reprezentanta producatorului de echipamente de sudare 2
CUPRINS Diferite procedee de sudare in mediu protector ............................................................... 3 Istoria sudarii MIG/MAG .................................................................................................. 4 Principiul sudarii MIG/MAG.............................................................................................. 5 Componenta unei instalatii de sudare MIG/MAG ............................................................. 6
Variante constructive .................................................................................................... 6 Surse de curent pentru sudarea MIG/MAG ..................................................................... 7
Dispozitivul de avans al sarmei .................................................................................... 9 Pistoletul de sudare .................................................................................................... 10
Caracteristica statica a sursei de curent MIG/MAG ....................................................... 11 Caracteristica arcului electric ......................................................................................... 12 Punctul de lucru ............................................................................................................. 12 Instalatii MIG/MAG cu reglare in trepte .......................................................................... 14
Principiul sursei de curent MIG/MAG cu reglare in trepte ........................................... 14 Transformator cu comutator de tensiune .................................................................... 14 Redresor ..................................................................................................................... 14 Bobina de inductanta .................................................................................................. 15
Principiul sudarii in curent pulsat ................................................................................... 16 Surse de curent pentru sudarea in curent pulsat ........................................................... 18
Sisteme cu circuit de comanda cu bucla inchisa. ....................................................... 18 Principiul functionarii a unei surse de curent cu invertor ............................................. 18
Gaze de protectie .......................................................................................................... 18 Reglarea debitului gazului de protectie ....................................................................... 20
Pozitii de sudare ............................................................................................................ 21 Tipuri de arc electrice .................................................................................................... 21
Transferul materialului de adaos ................................................................................ 21 Manuirea pistoletului de sudare ..................................................................................... 23 Sarma electrod ........................................................................................................... 24
Sarma tubulara ........................................................................................................... 25 Rata de depunere .......................................................................................................... 25 Tipuri de rosturi la sudare .............................................................................................. 27 Defecte la sudare .......................................................................................................... 27
Defecte la sudare datorate gazului de protectie necorespunzator .............................. 27 Defecte de topire ........................................................................................................ 28
Siguranta locului de munca ........................................................................................... 30 Pericole datorate zgomotului si radatiei optice ........................................................... 30 Cauzele si efectele ale radiatiei optice radiatia ultravioleta ...................................... 30 Pericole datorate circuitelor electrice .......................................................................... 31 Masuri de protectie ..................................................................................................... 31 Echipament de protectie si primul ajutor ..................................................................... 31
Este interzis a transmite sau a copia aceasta documentatie sau a exploata comercial sau comunica continutul acesteia. Orice incalcare acestei interdictii, va face raspunzator si va obliga la plata de daune. Textul si figurile corespund stadiului tehnic la tiparire.
-
Timisoara, reprezentanta producatorului de echipamente de sudare 3
Diferite procedee de sudare in mediu protector
Sudarea in mediu protector este termenul generic pentru toate procedeele de sudare, la care baia de sudare si metalul ce se transfera in aceasta, sunt protejate cu un gaz de protectie impotriva actiunii atmodsferei. Arcul electric arde vizibil intre electrod si piesa. Procedeele de sudare in mediu de gaz protector pot fi clasificate in functie de tipul electrodului, a gazului de protectie si a arcului electric utilizat. O prima clasificare se poate face dupa tipul electrodului. Astfel, procedeele pot fi impartite in procedee cu electrod nefuzibil si procedee cu electrod fuzibil. Electrodul nefuzibil sau permanent este fabricat din wolfram, de aceea acest procedeu se numeste sudare in mediu de gaz protector cu electrod nefuzibil in engleza gas tungsten-arc (GTA) welding. In cazul sudarii cu electrod fuzibil acesta este in acelasi timp si unul din polii arcului electric si material de adaos. Are aceeasi compozitie chimica sau foarte apropiata de cea a materialului de baza. Acest procedeu se numeste sudare in mediu de gaz protector cu electrod fuzibil in engleza gas metal-arc (GMA) welding. Aceste doua categorii se pot diferentia dupa gazul de protectie utilizat. La procedeul de sudare in mediu de gaz protector cu electrod nefuzibil se folosesc gaze inerte sau nobile. Termenul "inert" provine din limba greaca si inseamna indiferent sau lent in reactii. Dintre gazele nobile disponibile, la sudarea in mediu de gaz protector inert cu electrod nefuzibil (WIG) se foloseste in principal argon sau heliu, sau amestecuri ale acestora. La sudarea in mediu de gaz protector cu electrod fuzibil se folosesc atat gaze inerte, cat si gaze active. De accea, se face deosebirea dintre sudarea in mediu de gaz protector inert cu electrod fuzibil (MIG) si sudarea in mediu de gaz protector activ cu electrod fuzibil (MAG). O alta distinctie se face in functie de tipul de gaz de protectie utilizat - intre sudarea MAGM, unde se utilizeaza amestecuri de gaze pe baza de argon cu adaos de componente active, cum ar fi CO2 si O2 (cunoscuta si ca GMMA = gas-mixture metal-arc welding) si sudarea MAGC, unde se utilizeaza dioxid de carbon CO2 tehnic (cunoscuta si ca GMA-CO2).
-
Timisoara, reprezentanta producatorului de echipamente de sudare 4
Istoria sudarii MIG/MAG
Procedeul de sudare MIG/MAG a inceput sa se dezvolte incepand cu anul 1947, cand pe piata din SUA au aparut primele instalatii destinate acestui procedeu. Pe atunci se numea sudare S.I.G.M.A, care era prescurtarea de la Shielded Inert Gas Metal Arc (poate fi echivalata cu sudarea MIG). In anul 1952, inginerii rusi au folosit pentru prima data CO2 (dioxid de carbon) la sudare, astfel a luat nastere procedeul cunoscut astazi ca si sudarea MAG. In scurt timp, acest procedeu s-a raspandit cu repeziciune in Europa vestica pentru sudarea otelurilor nealiate si slab aliate. Totusi, odata cu scaderea pretului la argon in anii `60, a inceput sa se utilizeze si amestecuri de gaze, iar utilizarea acestora s-a extins tot mai mult de-a lungul anilor. In prezent este posibila sudarea MIG/MAG la standarde de calitate superioare si cu productivitate ridicata. In decursul ultimilor ani, sudarea MIG/MAG a castigat o importanta tot mai mare, nu doar pentru sudarea otelurilor de constructii nealiate si slab aliate, ci si pentru sudarea aluminiului si a otelurilor inalt aliate datorita tehnologiei arcului electric pulsat. Datorita caracteristicilor speciale, cum ar fi: rata ridicata de depunere, patrundere adanca, rentabilitate mare, manevrare usoara, mecanizare completa etc., sudarea MIG/MAG ofera multe avantaje fata de alte procedee de sudare.
-
Timisoara, reprezentanta producatorului de echipamente de sudare 5
Principiul sudarii MIG/MAG
Arcul electric arde intre un electrod care se topeste (si care este in acelasi timp material de adaos de sudare) si piesa de sudat. Gazul de protectie este fie inert (MIG de ex. argon, heliu si amestecuri ale acestora), fie activ (MAG CO2, sau amestercuri Ar cu CO2, si/sau O2) . Se pot folosi si amestecuri de gaze cu 2, 3 sau 4 componente, ca de ex. dioxid de carbon, argon, heliu si oxigen. De asemenea, se poate folosi chiar si dioxid de carbon pur. Schita prezinta principiul procedeului. Sarma electrod vine de la bobina si este condusa prin rolele de antrenare la duza de curent. In marea majoritate a cazurilor polul pozitiv este la sarma. Capatul liber al sarmei este scurt, astfel incat se pot utiliza intensitati ridicate de curent, cu toate ca electrodul este subtire. Gazul de protectie iese dintr-o duza de gaz, care inconjoara electrodul concentric si protejeaza arcul electric de actiunea atmosferei.
-
Timisoara, reprezentanta producatorului de echipamente de sudare 6
Componenta unei instalatii de sudare MIG/MAG
1. Sursa de curent de sudare 2. Dispozitivul de avans la sarmei 3. Pachetul de furtune de legatura 4. Pistoletul de sudare manuala 5. Sistemul de racire 6. Butelia de gaz
Variante constructive
dispozitivul de avans al sarmei este incorporat in sursa de sudura
distanta de la sursa la locul de munca este limitata de lungimea pistoletui
sarma este impinsa
Sistem cu derulator separat
Sistem compact
-
Timisoara, reprezentanta producatorului de echipamente de sudare 7
dispozitivul de avans al sarmei este exterior sursei de sudura
distanta de la sursa la locul de munca este data de lungimea pachetului de furtune dintra sursa si DAS si de lungimea pistoletui
sarma este impinsa
Sistem Push-Pull
sarma este trasa si impinsa
lungimea pistoletului poate fi mult mai mare
exista si in varianta compacta si in varianta cu derulator separat
Surse de curent pentru sudarea MIG/MAG
Doar surse de curent continuu sunt utilizate la sudarea MIG/MAG, cu polul puls la sarma - electrod (in care se folosesc sarme tubulare, la anumite tipuri de sarme este necesar ca polul negativ sa fie la sarma). Sursa de curent trebuie sa permita o reglare fina, pentru a permite obtinerea unui set parametri optimi pe intregul domeniu de. In cazul unei instalatii cu reglaj in trepte, pasul trebuie sa fie adaptat domeniului de curent corespunzator instalatiei(de ex. 18 36 trepte la o instalatie de 300A). In cazul surselor de curent mai sofisticate (cum ar fi sursele de curent cu invertor), puterea poate fi reglata continuu (adica, fara trepte) cu ajutorul unui potentiometru. La alegerea unei instalatii de sudare in mediu de gaz protector este important ca sursa de curent sa aiba o putere de iesire suficienta. Pe placuta indicatoare sunt prezentate datele tehnice ale instalatiei. Durata activa (DA) a unei surse de curent este data in procente. In mod normal, pe placuta indicatoare este data intensitatea permisa a curentului si tensiunea corespunzatoare pentru o durata activa de 100% si respectiv 60%. La interpretarea informatiilor trebuie tinut cont de durata ciclului care poate fi 5 sau 10 min si de temperatura mediului ambiant care poate fi 25 sau 40 C. La susele FRONIUS informatiile se refera la o durata a ciclului de 10 min. la o temperatura a mediului inconjurator de 40C. Sursa de curent a carei placuta indicatoare indica 450A poate fi utilizata 100% la 360 A.
-
Timisoara, reprezentanta producatorului de echipamente de sudare 8
Tipul de protectie al carcasei instalatiei de sudare este dat printr-o combinatie de litere si cifre, de ex.: IP 23. Literele IP provin de la International Protection si indica tipul de protectie. Prima cifra indica protectia impotriva atingerii accidentale si patrunderii corpurilor straine, iar a doua cifra indica protectia impotriva patrunderii apei.
Protectie impotriva contactului electric IP 2x (nu patrund obiecte straine cu 12,5 mm)
-
Timisoara, reprezentanta producatorului de echipamente de sudare 9
Testul de stropire cu apa IP x3 (apa care cade la un unghi mai mic de 60 nu patrunde)
Dispozitivul de avans al sarmei
Pentru un proces de sudare de calitate, un factor esential il constitue alimentarea constanta si cu viteza uniforma cu sarma de sudare. Motoarele utilizate la dispozitivele de avans sarma sunt motoare in curent continuu fie cu stator bobinat fie cu cu magnet permanent (cele cu magnet permanent sunt mai des folosite) sau motoare cu rotor disc. Aceste motoare se caracterizeaza printr-o durabilitate ridicata. In practica, se folosesc sisteme de antrenare cu 2 si 4 role. Sistemele cu 4 role prezinta avantajul ca asigura alimentarea fara probleme chiar si in cazul in care se folosesc aliaje de aluminiu sau sarme tubulare. Viteza de avans a sarmei trebuie sa fie reglabila intre 1 si aprox. 22 m/min. (La aparatele pentru sudarea MAG de productivitate ridicata, trebuie sa fie posibile viteze de avans de pana la 30 m/min.)
Alimentarea corespunzatoare cu sarma este generata de diferite elemente ale sistemului de alimentare
Presiunea de apasare a rolelor de avans trebuie astfel reglata, incat sarma - electrod sa nu se deformeze si/sau exfolieze, si totusi sa garanteze alimentarea ireprosabila cu sarma.
Trebuie sa se utilizeze role de avans cu canal corespunzator diametrului sarmei.
Diferite materialele de adaos necesita role de antrenare cu forme diferite ale canalului:
-
Timisoara, reprezentanta producatorului de echipamente de sudare 10
Fe
CrNi
sarme pline din otel nealiat, slab aliat sau inalt aliat
Canelura semicirculara, neteda:
Aluminiu si aliajele sale
CuSi3
sarme din bronz
Canelura semicirculara, striata (randalinata):
sarme tubulare din diferite aliaje
Pistoletul de sudare
Este componenta instalatiei de sudare cu care lucreaza efectiv operatorul sudor, din aces motiv poate fi definit ca interfata cu instalatia de sudare. Multe defecte si erori aparute in timpul sudarii sunt cauzate de pistoletul de sudare. Manuirea cu grija a pistoletului garanteaza o functionare sigura a instalatiei de sudare si reduce costurile de exploatare. O distinctie fundamentala exista intre pistolete de sudare manuale si cele mecanizate. Pentru cabluri ale pistoletelor de pana la aprox. 4,5m, sarmele sunt impinse, iar pentru lungimi mai mari ale cablurilor de legatura se utilizeaza pistolete Push-Pull. In cazul pistoletelor de sudare manuala, se face distinctie intre pistoletele cu racire cu gaz si cele cu racire cu lichid de racire. In functie de domeniul curentului de sudare si de durata activa, se alege tipul de racire necesar. Pentru intensitati de curent de peste 300 A re recomanda utilizarea pistoletelor de sudare racite cu lichid de racire (pentru o durata de viata mai mare, si un necesar mai mic de consumabile). La sudarea cu arc electric pulsat, se folosesc in marea majoritate a cazurilor pistolete de sudare racite cu lichid de racire.
Canal trapezoidal, neted:
-
Timisoara, reprezentanta producatorului de echipamente de sudare 11
Caracteristica statica a sursei de curent MIG/MAG
La sudarea MIG/MAG se folosesc surse de curent cu caracteristica de tensiune constanta (usor cazatoare). La instalatiile cu reglaj in trepte, caracteristica sursei de sudare poate fi selectata printr-un comutator in trepte grosiere si/sau fine. La sursele de curent cu reglare continua, caracteristica se regleaza automat prin intermediul unui potentiometru pentru puterea de sudare. Caracteristica statica este caracteristica de incarcare a unei instalatii de sudare (inregistrata punct cu punct, in stare stationara, in diagrama curent tensiune), care rezulta atunci cand reglajele instalatiei raman neschimbate, dar se modifica sarcina rezistiva ohmica. Caracteristica statica este inclusa intre caracteristica statica minima (treapta de comutare cea mai joasa) si cea maxima (treapta de comutare cea mai inalta).
Domeniul arcului electric
Intensitatea curentului I
T e n s i u n e a
U
Diagrama tensiune / curent
16
13
10
7
4
-
Timisoara, reprezentanta producatorului de echipamente de sudare 12
Caracteristica arcului electric
Prin caracteristica arcului electric se intelege linia trasata in diagrama curent - tensiune (diagrama U-I), prin unirea unui numar mare de valori ale curentului si a tensiunii corespunzatoare. Fiecare punct al caracteristicii arcului electric este inregistrat la aceeasi lungime a arcului electric, chiar daca puterea obtinuta difera. Aceasta inseamna ca o caracteristica a arcului electric este determinata experimental. Domeniul caracteristicii arcului electric Caracteristicile arcului electric obtinute pentru diferite lungimi ale arcului electric se vor afla intotdeauna intr-un domeniu al caracteristicilor arcului electric, care este limitat de caracteristica pentru arcul electric cel mai scurt si de cea pentru arcul electric cel mai lung. Domeniul hasurat este valabil doar pentru un material de adaos, un diametru de sarma si un tip de gaz de protectie.
Punctul de lucru
Punctul de lucru reprezinta punctul de intersectie al caracteristicii statice presetate (setarea instalatiei) cu caracteristica domeniului corespunzator al caracteristicii arcului electric. Caracteristica arcului electric cu care se intersecteaza caracteristica statica presetata depinde de viteza de avans a sarmei. Punctul de lucru defineste lungimea arcului electric, viteza de avans a sarmei, rata de depunere (in kg/h) si prin extensie chiar si adancimea patrunderii si marimea baii topite.
Diagrama ilustreaza modul in care punctul de lucru se modifica
Intensitatea curentului I (viteza de avans sarma)
T e n s i u n e a
U
Caracteristica arcului
electric
Domeniul caracteristicii
arcului electric
= Punct de lucru
Lungimea arcului electric
lung
mediu
scurt
-
Timisoara, reprezentanta producatorului de echipamente de sudare 13
in domeniul arcului electric la modificarea tensiunii (instalatie cu reglaj in trepte) sau a vitezei de avans sarma.
-
Timisoara, reprezentanta producatorului de echipamente de sudare 14
Instalatii MIG/MAG cu reglare in trepte
Principiul sursei de curent MIG/MAG cu reglare in trepte
Transformator cu comutator de tensiune
Transformatorul converteste tensiunea inalta a retelei (400 V) intr-o tensiune mai joasa (max. 100V), la un o intensitate a curentului de mult mai mare. Transformatorul este format dintr-un miez de fier si 2 bobine (bobina primara si bobina secundara). Diferenta dintre numarul diferit de spire stabileste raportul dintre tensiunea de intrare si cea de iesire. Cu ajutorul comutatorul de tensiune, se poate regla tensiunea de iesire, prin diferite racorduri la bobina primara.
Redresor
Redresorul are sarcina de a transforma curentul alternativ monofazat sau trifazat in curent continuu rectificat, necesar pentru sudarea MIG/MAG. Transformarea se face printr-un montaj corespunzator de diode. Diodele sunt elemente semiconductoare, a caror rezistenta electrica depinde de directia curentului. In directia de curgere, curentul electric este lasat sa treaca (rezistenta electrica tinde spre 0), in timp ce in directia opusa, trecerea curentului electric este blocata (rezistenta electrica tinde spre infinit).
-
Timisoara, reprezentanta producatorului de echipamente de sudare 15
Bobina de inductanta
Bobina de inductanta are sarcina de a atenua varfurile intensitatii curentului. Efectul acestei atenuari este reducerea stropilor si imbunatatirea stabilitatii arcului electric. Bobina de inductanta este construita din spire de sarma izolate in jurul unui miez de fier. Campul magnetic generat contracareaza fluctuatiile puternice si are un efect atenuator.
-
Timisoara, reprezentanta producatorului de echipamente de sudare 16
Principiul sudarii in curent pulsat
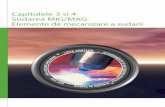
Sursa de curent cu tranzistori in circuitul primar - cu invertor Caracteristica surselor de curent cu invertor este aceea ca transformatorul de sudare poate fi aranjat abia dupa transistorul de comutare. Motivul pentru aceasta este faptul ca greutatea si volumele transformatoarelor, depind de frecventa la care lucreaza acestea.
Legatura dintre volumele si frecventele de lucru ale unui transformator la o anumita
putere de iesire. Sursele de curent cu invertor beneficiaza de avantajul acestei corelatii intre volum si frecventa. Din aceasta cauza sursele de curent cu invertor au o greutate si dimensiune mica, fara a pierde din acesta cauza din putere. Astfel ele sunt usor de transportat. Acest lucru este important pentru utilizarea lor pe santiere. Apoi datorita volumului lor mic invertoarele pot fi amplasate pe suprafete mici. Un alt avantaj este gradul ridicat de eficienta electrica (pana la 90%). Pentru a putea fi utilizata o frecventa inalta, trebuie ca tensiunea alternativa a retelei sa fie redresata. De aici si denumirea de sursa de curent cu invertor (a transforma a converti). Tensiunea existenta va fi transformata intr-o frecventa inalta cu comutatorul cu transistori. Tensiunea de iesire a transformatorului va fi in cele din urma inca odata redresata. Sudarea in impulsuri se utilizeaza tot mai mult la o multime de materiale ( materiale nealiate si slab aliate, oteluri inalt aliate cat si la aliaje pe baza de nichel) Avantaje: Sudare fara stropi sau cu stropi extrem de putini cu stropi putini in intregul domeniu de viteza de avans a sarmei Nu exista zona arcului tranzitoriu Extinderea domeniului de lucru (pot fi sudate materile pana la o grosime de 0,8 mm) Controlul patrunderii Posibilitatea sudarii tablelor subtiri cu sarme de diametru mai mare
-
Timisoara, reprezentanta producatorului de echipamente de sudare 17
Tabla de Aluminiu groasa de 0,8 mm sudata cu sarma cu diametru 1,2 mm
Dezavantaje: Preturi de achizitie mai ridicate. Sudarea in impulsuri se caracterizeaza printr-o topire, stabila si lipsita de stropi sau cu stropi foarte putini, a materialui de adaos. Diagrama curentului de sudare la sudarea in impulsuri are 2 faze caracteristice: Faza curentului de baza cu un curent principal IG. In aceasta faza procesul de sudare are doar atata energie pentru ca arcul sa arda stabil si pentru ca atat capatul sarmei electrod cat si suprafata piesei sa fie preincalzite. Faza de impuls care dureaza timpul tp cu un curent de impuls Ip . Pe durata curentului de puls se topeste si se desprinde din materialul de adaos o picatura de metal, egala in diametru cu diametrul sarmei electrod. Premisa pentru aceasta este un gaz de protectie care contine 80% gaz inert (de ex. 82/18 argon/CO2 ).
-
Timisoara, reprezentanta producatorului de echipamente de sudare 18
Surse de curent pentru sudarea in curent pulsat
Sisteme cu circuit de comanda cu bucla inchisa.
Odata cu dezvoltarea electronicii si utilizarii ei tot mai mult in technologia costructiei echipamentelor de sudare uu fost dezvoltate asa numite sisteme de reglare in bucla inchisa, care mentin curentul si tensiunea de sudare constanta fara ca acesti parametri sa depinda de modificarea tensiunii retelei si a lungimii cablului de alimentare. Elementul principal in schema constructiva il reperezinta bucla de reglare in circuit inchis cu senzori pentru curentul si tensiunea de sudare.
Schema de conexiuni a unei surse de curent cu invertor
Valorile reale din procesul de sudare vor fi permanent comparate cu valorile prescrise pentru parmetrii de sudare cu ajutorul unui microprocesor, iar abaterile vor fi corectate instananeu. Aceasta constuie premisa principala pentru reproductibilitatea rezultatelor sudarii. Un alt avantaj al surselor de sudare cu invertor este si faptul ca tipul transformatorului si/sau al droselului de iesire nu influenteaza caracteristicile de sudare. Aceste aspecte deschid de fapt posibilitati nelimitate de a influenta calitatea procesulu de sudare chiar din proiectarea si constructia echipamentului de sudare.
Principiul functionarii a unei surse de curent cu invertor
Tensiunea retelei de curent alternativ trifazat de 400 V va fi mai intai redresata. Printr-un comutator cu transistori rapid aceasta tensiune continua va fi maruntita (conectata si deconectata) cu o frecventa de ex. de 100kHz (de 100.000 ori intr-o secunda). Dupa transformator rezulta tensiunea de lucru dorita, care va fi redresata si transmisa la bornele de iesire. Un regulator electronic ajusteaza caracteristica sursei de curent la procedeul de sudare preselectat.
Gaze de protectie
Gazul de protectie trebuie selectat in functie de material si de specificul aplicatiei. Compozitia si calitatea gazului de protectie influenteaza: Starea arcului electric Transferul materialului de adaos Rata de depunere Forma baii de sudare Adancimea patrunderii
-
Timisoara, reprezentanta producatorului de echipamente de sudare 19
Compozitia chimica a baii de sudare Caracteristicile mecanice ale cordonului sudat.
Se deosebesc urmatoarele tipuri de gaze de protectie:
Gaze de protectie inerte
(gaze nobile) Gaze de protectie active
Gaze de protectie Argon (Ar) Dioxid de carbon
Amestecuri de gaze Argon+Heliu (He) Argon + Dioxid de carbon Argon + Oxigen Argon + Dioxid de carbon + Oxigen
Materiale Sudarea nemetalelor Sudarea otelurilor
Procedeul MSG Sudarea MIG (gaz inert) Sudare MAG (gaz activ)
Procedeu DIN 1910 Partea 4
Comportare chimica
Clasificare fig. din DIN EN 439
Materiale
MIG (131)
Inert I 1 Toate metalele in afara de oteluri
I 2 Aluminiu, cupru
I 3 Aluminiu, cupru
MAGM (135)
Slab oxidante
M 11 Oteluri inoxidabile si inalt aliate
M 12 Oteluri inoxidabile si inalt aliate
M 13 Oteluri slab aliate
M 21 Oteluri nealiate si slab aliate, sarme tubulare
M 22 Oteluri nealiate si slab aliate
M 23 Oteluri nealiate, slab aliate si inoxidabile
Puternic oxidante
M 31 Oteluri nealiate si slab aliate
M 32 Oteluri nealiate si slab aliate
M 33 Oteluri nealiate
MAGC (135)
C Oteluri nealiate, oteluri slab aliate (cu restrictii), sarme tubulare
Gazul de protectie protejeaza baia de sudare impotriva actiunii aerului, influenteaza procesele ce au loc in arcul electric, desprinderea picaturilor de material topit si forma cusaturii sudate. Gazele de protectie nu au miros, culoare si gust. Nu sunt otravitoare, dar pot sa ia locul aerului.
-
Timisoara, reprezentanta producatorului de echipamente de sudare 20
Clasificarea gazelor de protectie coform EN 439
SIMBOLIZARE COMPONENTA IN % VOLUMICE
PROCEDEU OBS. Grp
Clasif. fig.
Oxidant Inert Reducator Inactiv
CO2 O2 Ar He H2 N2
R 1 2
Rest1)2)
1 la 15 15 la 35
TIG, sudare cu plasma, protectie la radacina, taiere cu plasma
Reducator
I 1 2 3
100 Rest
1)2)
Rest1)2)
100 20 la 80
MIG, TIG, sudare cu plasma,
protectie la radacina
Inert
M1 1 2 3 4
> 0 la 5 > 0 la 5 > 0 la 5
> 0 la 3 > 0 la 3
Rest1)2)
Rest
1)2)
Rest1)2)
Rest
1)2)
> 0 la 5
MAG
Slab oxidant
M2 1 2 3
> 5 la 25 > 5 la 25
> 3 la 10 > 0 la 8
Rest1)2)
Rest
1)2)
Rest1)2)
M3 1 2 3
> 25 la 50 > 5 la 50
> 10 la 15 > 8 la 15
Rest1)2)
Rest
1)2)
Rest1)2)
C 1 2
100 Rest
> 0 la 30
Puternic oxidant
F 1 1 la 30 Rest protectie la radacina
Reducator
1) Se aplica doar la amestecurile de gaze cu continut egal sau mai mare de heliu.
2) Argonul poate fi inlocuit pana la 95% cu heliu.
Reglarea debitului gazului de protectie
Alimentarea cu gaz de protectie se face fie din o butelie sau baterii de butelii fie din stocator. Indiferent de modalitatea de stocare a gazului este necesara in prima faza reducerea presiuniii de la presiunea de stocare la presiunea de lucru, si apoi reglarea debitului de gaz. Dupa elementul de reglare al debitului, gazul ajunge prin furtunul de legatura la elctrovalva care comanda deschiderea si inchiderea gazului din sistemul de avans sarma. Mai departe gazul de protectie este condus prin pachetul de furtune al pistoletului de sudare, pina virful acestuia, in diuza de gaz. O formula a lui Faust spune ca debitul gazului de protectie exprimat in l/min, trebuie fie de 10 -12 ori diametrul sarmei exprimat in mm. De exemplu: sarma = 1,2 mm sarma rezulta un debit de gaz cuprins intre 12-14 l/min. In practica se recomanda verificarea periodica a debitului de gaz chiar la diuza de gaz a pistoletului de sudare.
-
Timisoara, reprezentanta producatorului de echipamente de sudare 21
Pozitii de sudare
Tipuri de arc electrice
Transferul materialului de adaos
In functie de densitatea curentului, de puterea arcului electric si de gazele de protectie utilizate se pot distinge tipuri diferite de transfer al materialului, care se caracterizeaza fiecare printr-un tip special al arcului electric.
-
Timisoara, reprezentanta producatorului de echipamente de sudare 22
Tipul arcului electric Prescurtare Marimea stropilor Trecerea materialului
Arc electric scurt k Stropi fin Doar in scurt-circuit, uniform
Arc electric intermediar
De la stropi fini pana la stropi mari
Partial in scurt-circuit, si partial fara scurt-circuit neuniform
Arc electric tip spray s Stropi fini si super-fini
Fara scurt-circuit, uniform, prin pulverizare
Arc electric globular l Stropi mari Neuniform in scurt- circuit, partial fara scurt-circuit
Arc electric pulsat P Reglabil Fara scurt-circuit, uniform
(Clasificare conform DIN 1910, partea 4) Tipul de arc electric utilizat se alege in functie de grosimea tablei si de specificul aplicatiei. Transferul materialului poate fi imbunatatit, in special la arcul scurt si cel pulsat, prin proiectarea si constructia surselor de curent cu tranzistori (invertor). Acest lucru este posibil datorita vitezei ridicate de reactie a sursei de curent cu invertor.
-
Timisoara, reprezentanta producatorului de echipamente de sudare 23
Aceste date se refera la un amestec de gaz format din 82% argon si 18% CO2
Manuirea pistoletului de sudare
Chiar daca nu se modifica setarile instalatiei (tensiune si viteza de avans a sarmei), orientarea pistoletului fata de directia de sudare influenteaza procesul de sudare si forma cordonului de sudura. Se deosebesc 3 pozitii pentru pistoletul de sudare:
Directia de sudare
Neutru directia de deplasare Pistoletul de sudare este tinut vertical fata de
-
Timisoara, reprezentanta producatorului de echipamente de sudare 24
Tras Pistoletul de sudare impinge baia de sudare
Directia de sudare
Tras Pistoletul de sudare trage baia de sudare
Directia de sudare
Sarma electrod
Sarme pline:
Sarme tubulare:
Diametrul nominal in mm 0,8 0,9 1,0 1,2 1,4 1,6 2,0 2,4 Sarma plina x x x x x x x Sarma tubulara x x x x x x Diametrul sarmei trebuie ales in functie de aplicatia specifica. Exemplu: Grosimea piesei 0,8 0,9 1,0 1,2 1,4 1,6 2,0 2,4
1 mm x x x x 7 mm x x
15 mm x x x
Denumirea SG2 a fost schimbata conform standardului
Exista 2 tipuri principale de sarma-electrod:
Diametrul sarmei-electrod:
-
Timisoara, reprezentanta producatorului de echipamente de sudare 25
european EN 440, iar acum este se numeste G3 Si 1.
Sarma tubulara
Pana la o anumita limita, miezul unei sarme tubulare are aceeasi functie ca si invelisul unui electrod:
Formarea zgurii
Introducerea de elemente de aliere in baia de sudare
Protectia baii fierbinti de actiunea coroziva a mediului Domenii de utilizare:
Pentru oteluri inalt aliate
Santiere navale
Sudarea in pozitie
Rata de depunere
Rata de depunere creste cu scaderea diametrului sarmei (pentru o intensitate constanta a curentului), deoarece sarma cu diametru mai mic are o rezistenta electrica mai mare. Factorul decisiv pentru rata de depunere este viteza de avans a sarmei. Rata de depunere este exprimata in kg/h sau g/min. Formula:
kg/h1000
60 x g/m sarmei greutateam/min x sarma avans de viteza
De ex.:
kg/h 6,41000
60 x diam.) (1,2mm g/m 8,9m/min x 12
-
Timisoara, reprezentanta producatorului de echipamente de sudare 26
Pentru sarma de 1,2 mm exista o regula foarte simpla care aproximeaza destul de bine rata de depunere:
[kg/h] depunere de rata2
[m/min] sarma avans de viteza
-
Timisoara, reprezentanta producatorului de echipamente de sudare 27
Tipuri de rosturi la sudare
Cand se alege tipul arcului electric, trebuie sa se tina seama si de rostul la sudare al aplicatiei. Tipul imbinarii (adica pozitia relativa a sudurii) si forma rostului rezulta din tipul cordonului sudat.
Cusaturile de colt (7) sunt imbinari de sudare la care piesele sunt perpendiculare una pe alta in doua plane. Cusatura cap In cap (1-6) este considerata ca fiind imbinarea de sudare la care piesele de imbinat se afla in acelasi plan.
Defecte la sudare
Defecte la sudare datorate gazului de protectie necorespunzator
Insuficient gaz de protectie in baia de sudare duce la reactii intre aer si baie de sudare si la cusaturi sudate cu pori cu stabilitate insuficienta.
Consecinte: Gaz de protectie insuficient, formarea porilor in cusatura sudata
Defect: Curentul de aer (de ex. pe santier) perturba acoperirea gazului deprotectie
-
Timisoara, reprezentanta producatorului de echipamente de sudare 28
Defecte de topire
Doar arcul electric (nu baia de sudare) are suficienta energie pentru a topi suprafata de imbinat si de a realiza o imbinare stabila. Pentru a evita defectele de topire, trebuie ca imbinarea de sudat sa fie pregatita si prelucrata corespunzator. Se pot face urmatoarele greseli:
Inaltimea radacinii e prea mare Deschiderea radacinii e prea mare
Abaterea de la aliniere e prea mare
Suprasudarea cordoanelor puternic ranforsate Corect: inainte de suprasudare, cordonul de radacina trenuie sudat astfel incat sa aibe forma corespunzatoare
Defect de topire la legare cand se sudeaza cu putere scazuta a arcului electric; punctul de legare nu este polizat; nu este sudat cu suficienta suprapunere Corect: se polizeaza capatul cordonului, se amorseaza inainte de capatul cordonului si se continua sudarea
Defecte de topire pot aparea cand arcul electric nu atinge marginile rostului sau stratul depus anterior, deoarece baia de sudare fuga inainte.
Unghiul de deschidere e prea micCorect: 40 pana la 60
-
Timisoara, reprezentanta producatorului de echipamente de sudare 29
Viteza de sudare este prea scazuta sau rata de depunere este prea mare. A nu se efectua cordoane de sudura excesiv de groase!
Sudare in pozitia PG (vertical descendent). Rata de depunere trebuie limitata. A nu se suda prea incet!
Impindere excesiva a unghiului pistoletului.
In cazul in care pozitia pistoletului este incorecta, arcul electric topeste doar o margine a rostului de sudare. Acest fapt poate conduce la defecte de topire si, prin aceasta, la imbinari instabile.
Pistoletul nu este tinut pe mijloc.
Pistoletul este prea inclinat spre o margine a rostului de sudare.
Pozitie incorecta a pistoletului datorata accesului restrictionat.
-
Timisoara, reprezentanta producatorului de echipamente de sudare 30
Siguranta locului de munca
La sudare trebuie sa se tina seama de urmatoarele pericole:
incedii datorate imprastierii scanteilor
materiale nocive
zgomot
radatie optica
soc electric
manipulare incorecta
Pericole datorate zgomotului si radatiei optice
Intensitatea acustica peste 85dB(A) poate conduce la perturbari de auz. De asemenea, zgomotul dauneaza si sistemul nervos la omului.
Caldura Lumina Raze ultraviolete Ochii: opacitate orbire fulgerare Piele: ardere ardere
Selectarea unor procedee care sa faca un zgomot cat mai mic posibil
Izolarea acustica a sursei de zgomot
Peste 85dB(A), protectie personala de auz
Ochelari de sudura conform standardelor (DIN EN 169)
Scut de protectie
Masca de protectie
Cauzele si efectele ale radiatiei optice radiatia ultravioleta
Arcul elecxtric si baia de sudare emit radiatie vizibila si invizibila. Intensitatea acestor radiatii depinde de:
Energia liniara
Dimensiunea arcului electric
Temperatura arcului electric
Distributia temperaturii Efecte: Radiatia ultravioleta este cea mai periculoasa pentru ochi. Fulgerarea sudorului poate produce dureri de ochi, lacrimare, fobie de lumina si umflarea ploapelor. Conjunctiva ochilor si in unele cazuri si cornea sunt atinse.
Unele procedee si Arcul electric si baia aparate de sudare de sudare provoaca produc nivele pericole datorita ridicate de gomot. radiatiei optice.
Masuri de protectie Masuri de protectie
-
Timisoara, reprezentanta producatorului de echipamente de sudare 31
Pericole datorate circuitelor electrice
1. Racord de retea defect (de ex. priza este scoasa / racord slabit) 2. Sursa de curent defecta (lipseste comutatorul sau capacul) 3. Cablu de curent, respectiv furtunul de legatura sunt defecte 4. Sarma-electrod 5. Clema de masa defecta 6. Cablu de retur a curentului de sudare defect
Toate lucrarile de intretinere trebuie efectuate pe surse de curent deconectate, cu toate componentele descarcate electric, de catre persoane calificate pentru aceasta!
Masuri de protectie: Reparatiile la racordurile de retea defecte sau la sursele defecte trebuie facute doar
de un electricean specialist.
Lucrarile de intretinere cat si reparatile simple trebuie efectuate doar de un sudor calificat.
Echipament de protectie si primul ajutor
La lucrarile de sudare trebuie sa purtati imbracaminte care acopera corpul suficient si care nu sunt murdarite cu materiale inflambile sau usor inflamabile. N.B.: Fara imbracaminte din fibre usor fuzibile, cum sunt nylonul sau perlonul! Chiar daca urmati instructiunile de protectie se poate intampla sa aiba loc mici accidente. De accea fiecare trebuie a fie informat despre masurile speciale de la locul accidentului pentru acordarea primului ajutor!