Sudarea in Mediu de Gaze_Sudarea Cu Plasma
20
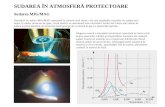
Capitolul 20 tanaviosoft 2013 1 Autor:profesor Tănase Viorel SUDAREA IN MEDIU DE GAZE SUDAREA CU PLASMA Fig.20.1.Sudarea cu plasma
description
Sudarea cu arc electric_Ghid(capitolul 20)
Transcript of Sudarea in Mediu de Gaze_Sudarea Cu Plasma
-
Capitolul 20 tanaviosoft 2013
1 Autor:profesor Tnase Viorel SUDAREA IN MEDIU DE GAZE
SUDAREA CU PLASMA
Fig.20.1.Sudarea cu plasma
-
Capitolul 20 tanaviosoft 2013
2 Autor:profesor Tnase Viorel SUDAREA IN MEDIU DE GAZE
20.SUDAREA IN MEDIU PROTECTOR DE GAZE
1.CONSIDERENTE GENERALE
Sudarea n mediu de gaze poate fi clasificat dup mai multe criterii: Dup tipul electrodului:
sudare cu electrod fuzibil;
sudare cu electrod nefuzibil. Dup natura gazului de protecie, sudarea se poate desfura:
n gaz inert;
n gaz activ;
n amestecuri de gaze. Dup forma arcului:
sudare cu arc electric liber;
sudare cu arc electric constrns (plasma). Dup felul aportului materialului de adaos:
sudare fr material de adaos;
sudare cu material de adaos. Sudarea cu material de adaos poate fi realizata prin:
introducerea acestuia din exterior;
introducerea acestuia prin arc (electrod al arcului). Dup felul srmei electrod folosit la sudare distingem:
sudare cu srma plin;
sudare cu srma tubular;
sudare cu srma plin i flux magnetizabil.
Fig.20.2.Clasificare
-
Capitolul 20 tanaviosoft 2013
3 Autor:profesor Tnase Viorel SUDAREA IN MEDIU DE GAZE
Sub aspect tehnic posibil i economic aceste variante se grupeaz n patru proce-dee principale de sudare n mediu protector de gaze: WIG - wolfram inert gaz;
MIG - metal inert gaz; MAG - metal activ gaz;
PL - cu plasm.
Sudarea WIG(TIG) Sudarea cu plasma
Sudarea MIG/MAG
Fig.20.3.Procedee de sudare in mediu protector de gaze
2.GAZE UTILIZATE LA SUDARE
Dintre gazele inerte cele mai folosite sunt argonul i heliul. Dintre gazele active cele mai folosite sunt dioxidul de carbon, hidrogenul i uneori acestea n combinaii cu azotul i oxigenul. Densitatea fa de aer i potenialul de ionizare sunt date n acelai tabel. Se constat ca heliul este cel mai uor gaz folosit la sudare.
Din acest motiv asigurarea proteciei bii cu ajutorul heliului trebuie fcut cu un debit de heliu aproape dublu dect debitul necesar proteciei cu argon, ntruct
-
Capitolul 20 tanaviosoft 2013
4 Autor:profesor Tnase Viorel SUDAREA IN MEDIU DE GAZE
acesta are tendina de a se ridica de la locul sudrii n condiiile n care sudura se execut n plan orizontal.
Potenialul de ionizare al heliului fiind mai mare dect al argonului, acesta necesit o tensiune mai mare a arcului pentru asigurarea stabilitii procesului.
Tensiunea mai mare a arcului atrage pn la urma o putere a arcului electric mai mare. Arcul arde mai linitit n argon dect n heliu. Hidrogenul nu se folosete la sudarea aliajelor de aluminiu, cupru, magneziu fiindc se dizolv n cantiti mari n baia de sudu-r formnd pori i fisuri n mbinare.
De asemenea, hidrogenul nu se folosete nici n amestecuri cu alte gaze la sudarea acestor materiale. El poate fi folosit la sudarea tuturor materialelor metalice, n afara ce-lor enumerate, prin procedeul atom arc sau cu hidrogen atomic.
Dioxidul de carbon este un gaz activ avnd efect oxidant asupra unor materiale din baia de sudur.
Tabelul 20.1.
n tabelul 20.2 se dau principalele gaze sau amestecuri de gaze pentru sudare i domeniul lor de folosire:
Tabelul 20.2.
-
Capitolul 20 tanaviosoft 2013
5 Autor:profesor Tnase Viorel SUDAREA IN MEDIU DE GAZE
3.SRME DE SUDUR
Srmele folosite au diametrele: 0,6; 0,8; 1,2; 1,6; 2,5 i 3 mm. Valorile intensitii curentului care face trecerea de la o variant de sudare la alta sunt date n tabelul 20.3.
Tabelul 20.3.
Fig.20.4.Srme de sudare
4.ELECTROZI NEFUZIBILI
Electrozii nefuzibili sunt folosii la procedeele de sudare WIG (TIG) i PL. Electrozii nefuzibili sunt realizai din wolfram, un metal cu punct de fuziune ridicat (3410C). Electrozii din wolfram aliai cu thoriu (1...2%Th) i zirconiu (0,5% Zr) i mresc refractari-tatea i emisia termoelectronic prezentnd avantajele:
scade uzura termic a electrodului;
la acelai diametru al electrodului se poate folosi o intensitate mai mare a curentului de sudare;
stabilitatea arcului electric este mbuntit prin creterea emisiei termoelectronice.
-
Capitolul 20 tanaviosoft 2013
6 Autor:profesor Tnase Viorel SUDAREA IN MEDIU DE GAZE
Electrozii de wolfram trebuiesc bine protejai mai ales la temperatura ridicat aarcului electric. De aceea, dup stingerea arcului electric jetul de gaz inert trebuie s mai acopere (spele) electrodul pentru evitarea oxidarii acestuia. O importan deosebit o are pregtirea vrfului electrodului la sudarea cu diferite pola-riti ale curentului electric.
n cazul n care electrodul este conectat la sursa de curent continuu, la borna pozi-tiv, atunci el primete impactul energetic al electronilor. Cantitatea de cldur adminis-trat acestuia fiind circa dou treimi din cantitatea de cldur a procesului. Pentru acest motiv i diametrul de vrf al electrodului se alege la valori mai mari, circa 0,8 de, n care de este diametrul electrodului. n cazul n care electrodul se leag la borna negativ a sursei de curent continuu atunci cantitatea de cldur administrat acestuia este o treime din cantitatea de cldur a procesului, bombardamentul electronic manifestnduse asupra materialului de baz la care se asigur o ptrundere mai mare. Din acest motiv diametrul electrodului poate fi redus la circa 0,2 .
La sudarea n curent alternativ diametrul vrfului electrodului se alege 0,75 de, cantitatea de cldur distribuindu-se n mod egal ntre electrod i materialul de baz. Un diametru de vrf al electrodului mic asigur o stabilitate mai bun a arcului i o concen-trare a acestuia asupra custurii. Un diametru de vrf prea mare face ca arcul s se mite pe suprafaa electrodului (s rtceasc pe suprafaa terminal a electrodului) de wol-fram, stabilitatea sa fiind diminuat. ns un diametru prea mic, n condiiile n care tem-peratura procesului este mare, cantitatea de cldur este important, duce la uzura elec-trodului, n sensul c se desprind periodic picturi din electrod, care ajung n baie de me-tal topit, din materialul de baz, impurificnd-o.
Fig.20.5.Electrozi nefuzibili Fig.20.6.Arzator
-
Capitolul 20 tanaviosoft 2013
7 Autor:profesor Tnase Viorel SUDAREA IN MEDIU DE GAZE
20.SUDAREA CU PLASMA
20.1.GENERALITATI
11.1.1.Schema de principiu
20.1.1. CARACTERISTICILE PLASMEI TERMICE
Plasma este un ansamblu de particule pozitive, negative, neutre si fotoni avnd proprietatea de neutralitate electric la scar macroscopic. Particulele pozitive sunt bionii atomici si moleculari iar cele negative sunt electronii. Particulele neutre sunt atomii sau moleculele aflate n stare cuantic fundamental sau excitat. Prin dezexcitarea acestora iau nastere fotonii. Starea ionizat gazoas reprezint cea de-a patra stare de agregare a materiei. Nu orice gaz ionizat este plasm.
Din punct de vedere energetic, plasma se afl pe cel mai nalt nivel. Trecerea de la starea de gaz la plasm necesit un aport energetic .
Dac trecerea la plasm se face prin ionizri termice la temperaturi 104 ...1050 K , se obtin plasme slab ionizate, iar la temperaturi de 1070 K se obtin plasme total ionizate, fr particule neutre. ntre particulele plasmei au loc ciocniri elastice si ciocniri neelastice, ca n orice gaz. Cele din urm constituie factorul principal de transformare a gazului neu-tru n plasm.
De exemplu, ciocnirea unui electron rapid cu un atom neutru poate produce feno-menul de ionizare, deci aparitia unui ion pozitiv si a unui electron.
Deasemenea, acest tip de interactie produce fenomenul de excitare, fenomen care populeaz plasma cu atomi excitati pe diferite nivele; prin dezexcitare, acesti atomi emit fotoni, ce populeaz plasma cu radiatie electromagnetic.
-
Capitolul 20 tanaviosoft 2013
8 Autor:profesor Tnase Viorel SUDAREA IN MEDIU DE GAZE
20.1.2.PROCEDEE DE GENERARE A PLASMEI
n general, starea de plasm poate fi obtinut pe una dintre urmtoarele ci:
strpungerea electric a gazelor la tensiune nalt;
bombardarea tintelor solide, lichide sau gazoase cu particule ncrcate cu energie cinetic mare ( fascicule accelerate de electroni sau ioni n cmpuri foarte intense).
bombardarea tintelor solide lichide sau gazoase cu radiatie electromagnetic de mare densitate de energie. Fasciculele laser de mare intensitate pot transfera substantei suficient energie pentru a o transforma n plasm;
reactii chimice exoterme;
unde de soc sau prin transferul de energie a unui mediu elastic supus unei puterni-ce unde de soc elastic ctre mediul de interes;
20.2. ECHIPAMENTUL DE SUDARE
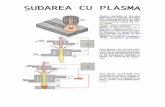
Plasmatroanele numite si instalatii de arc suflat, pot fi: plasmatroane cu arc direct sau cu arc transferat, la care coloana arcului ce se for-
meaz ntre electrod si pies de lucru este suflat printr-o duz de gazul plasmagen introdus longitudinal sau paralel cu electrodul.
plasmatron cu arc indirect sau cu arc netransferat, la care arcul este amorsat ntre electrod si duz, si este suflat prin duz de gazul plasmagen introdus transversal pe coloan;
Fig.20.2.1.Plasmatroane
-
Capitolul 20 tanaviosoft 2013
9 Autor:profesor Tnase Viorel SUDAREA IN MEDIU DE GAZE
20.2.1. GENERATOARE DE PLASM Generatoarele de plasm depind de gradul de ionizareal plasmei si de sursele de energie necesare. Criteriile de clasificare a generatoarelor de plasm sunt:
A. Dup felul curentului: Generatoare de plasm alimentate in curent continuu . Plasma are aplicatii la presiuni comparabile cu presiunea atmosferic, temperaturi n in-tervalul 6000...150000 K si puteri sub cteva sute de kW.
Fig.20.2.1.Generator de plasma
Arcul electric arde fie ntre un electrod, de obicei din wolfram, legat la polul nega-tiv al sursei si un ajutaj din cupru legat la polul pozitiv, fie ntre electrod si piesa metalic supus prelucrrii.
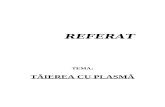
20.3. TEHNOLOGII DE SUDARE CU PLASMA 20.3.1. DEBITAREA CU PLASM
Prin tierea unei piese metalice se produce distrugerea local a legturilor
coezionale n zona unde se face tierea. Calitatea unei tieturi se apreciaz dup rugozi-tatea suprafetelor tieturii si dup extinderea zonei influentat termic de procesul de t-iere, unde pot s apar dilatri, contractii, transformri structurale, absorbtii de gaze, oxidri, reduceri, nitrurri, formri si descompuneri de faze intermetalice.
Tierea termic ale pieselor metalice se poate realiza prin: tierea termic prin arderea metalului, de exemplu tierea cu oxigen, cu aplicabili-
tate limitat de conditia ca temperatura de aprindere n oxigen a metalului sau ali-ajului metalic s fie mai mic dect temperatura de topire;
tierea termic prin topirea metalului- tierea metalelor cu plasm; nu se impun limitri de temperaturi si deci se poate aplica la orice metal sau aliaj.
Tierea cu plasm este mai performant pentru c plasma, fiind mai concentrat,
-
Capitolul 20 tanaviosoft 2013
10 Autor:profesor Tnase Viorel SUDAREA IN MEDIU DE GAZE
are o temperatur mult mai mare, ceea ce face posibil tierea metalelor si aliajelor me-talice conductoare electric, ce nu pot fi tiate cu oxigen: oteluri nalt aliate refractare si inoxidabile, aluminiu, cupru, titan. Datorit concentrrii energiei, se obtin viteze mari de tiere, fr nclzire prealabil sau prelucrri ulterioare.
Fig.20.3.1.Taierea cu plasma
20.3.2. SUDAREA CU PLASM Sudarea cu plasm face parte din categoria procedeelor de sudare prin topire pe
cale electric, n mediu de gaz. Procedeul cel mai apropiat de sudarea cu plasm este su-darea cu arc electric n mediu de argon, cu electrod nefuzibil.
Fig.20.3.2.Schema de principiu
Caracteristicile procedeului de sudur cu plasm sunt:
-
Capitolul 20 tanaviosoft 2013
11 Autor:profesor Tnase Viorel SUDAREA IN MEDIU DE GAZE
sursa termic este mai concentrat, zona afectat termic este ngust, iar consu-mul de energie pe unitatea de lungime cordon sudur va fi mai redus;
cordonul de sudur are o sectiune mai mic; sudura cu plasm se face cu sau far material de adaos;
Arcul electric de sudur se deosebeste de plasm prin: arcul electric de sudur are ca mediu ionizat aerul la parametri atmosferici,
iar plasma se dezvolt ntr-un gaz sub presiune, introdus n spatiul arcului; plasm ionizat curge cu viteze mai mari, datorit presiunii gazelor; plasma este puternic strangulat mecanic, datorit contactului dintre jetul
fierbinte de gaz si ajutajul rcit intens si electromagnetic datorit atractiei curentilor paraleli; coloana arcului electric nu sufer nici o contractie; reducerea setctiunii plasmei determin cresterea densittii de curent cu
influente pozitive asupra cresterii de temperatur; plasma are o sectiune cilindric, pe cnd arcul electric de sudur are o
coloan tronconic. oscilatiile plasmei depind de natura gazului plasmagen, debitul gazului si
curentul din plasm si determin variatii de tensiune. Restrictii tehnologice La sudarea cu plasm, reducerea componentei axiale a fortelor din plasm diminueaz efectul bii de metal topit, si se realizeaz prin: minimizarea debitului jetului de gaz; mrirea sectiunii ajutajului; evitarea formrii arcului electric secundar.
Prin reducerea debitului de gaz, energia cinetic a particulelor din plasm si energia cine-tic a gazului neionizat scad. n acelasi timp, o cantitate mare de energie nepreluat de gazul plasmagen, produce uzura ajutajului fiind necesar intensificarea rcirii acestuia. n scopul protejrii bii de metal topit se foloseste un gaz neutru de protectie .
Eliminarea arcului electric secundar se realizeaz prin rcirea suplimentar a prtii frontale a ajutajului cu ajutorul unui curent de gaz cu pronuntat caracter de focalizare, numit gaz de focalizare. Exist generatoare la care o parte din gazul plasmagen neionizat este folosit pentru focalizare si protectie. Amestecul de argon si hidrogen mbuntteste calitatea mbinrilor si reduce posibilitatea aparitiei arcului electric secundar, datorit tensiunii ridicate a arcului si efectului de rcire provocat de hidrogen .
S-au fcut cercetri asupra calittii cordonului de sudur, folosind argon sau ames-tecuri gazoase: argon si CO2, argon si H2. Aspectulsudurilor cu amestecgazos de focalizare este mai neted dect cu argon. Sudarea cu plasm se poate aplica la orice tip de metal sau aliaj metalic.
Eficienta economic a sudurii cu plasm se apreciaz prin: mrimea vitezei de su-dare si prelucrarea ulterioar redus a custurii de sudur, datorate concentrrii termice
-
Capitolul 20 tanaviosoft 2013
12 Autor:profesor Tnase Viorel SUDAREA IN MEDIU DE GAZE
mari a plasmei. Pentru a mri eficienta economic s-au eliminat gazele scumpe ca argo-nul si heliul si s-au nlocuit cu azot, cu rezultate foarte bune la sudarea cuprului.
Fig.20.3.3.Sudarea cu plasma
Sudarea cu plasma este un procedeu de sudare prin topire la care coalescenta se
produce prin incalzirea cu un arc electric constrans, care se arde intre electrod si piesa de sudat sau intre un electrod si si o duza de constrangere. Protectia la sudare se asigura cu un gaz inert sau un amestec de gaze.
Sudarea sepoate face cu sau fara material de adaos. Procedeul se aseamana cu su-darea WIG, cu deosebirea ca arcul de plasma este constrans, printr-o strangulare mecani-ca sau electromagnetica. Pin aceasta temperatura coloanei arcului de plasma este mult maimare decat a arcului WIG.
Sudarea cu plasma se aplica, de obicei, in varianta cu arc de plasma (transfe-rat).Sudarea se efectueaza in curent continuu, foarte rar in curent alternatv, sursa avand o caracteristica externa abrupt cazatoare.
Comparativ cu sudarea WIG sudarea cu plasma are urmatoarele particularitati; sursa termica este considerabil mai concentrata, puterea specifica fiind de
5x10.000 W/cmxcm, ca atare patrunderea sudurii este mai mare, putandu-se suda dintr-o trecere piese cu grosimea de 10 18 mm, respectiv utilizand viteze de sudare mai mari. In acelasi timp, sectiunea cusaturii este mai mica; arcul electric de plasma are un aspect columnar, ceea ce il face putin sensibil
la variatii ale lungimii sale. Ca urmare se admit tolerante mai mari la pozitionarea pe ver-ticala a pistoletului de sudare, marimea zonei topite neschimbandu-se practic la variatii ale lungimii arcului. In acelasi timp, pozitionarea pe orizontala a pistoletului este mai pretentioasa; arcul electric de plasma are o stabilitate foarte buna, ceea ce ii permite
sudarea cu curenti mult mai mici decat cei de la sudarea WIG. In domeniul curentilor mici (sub 15 A) procedeul se utilizeaza sub denumirea de sudarea cu microplasma; generatorul de sudare este mai complicat si ca atare si mai scump.
-
Capitolul 20 tanaviosoft 2013
13 Autor:profesor Tnase Viorel SUDAREA IN MEDIU DE GAZE
Sudarea cu plasma permite imbinarea a oricaror metale, in orice pozitie, folosinsd varianta manuala, mecanizata sau automatizata.
In cazul sudarii prin topire progresiva, cusatura se obtine prin avansul progresiv al baii de metal topit in sensul grosimii piesei. Intensitatea de curent si debitul de gaze au valori reduse. Se utilizeaza la sudarea tablelor subtiri. La sudarea cu jet penetrant sau in gaura de cheie parametriii sunt alesi astfel incat sa se obtina un jet de plasma suficient de puternic pentru a patrunde complet prin grosimea materialului. Tensiunea superficiala forteaza baia de metal topit sa curga in jurul orificiu-lui pentru a forma cusatura.
20.4.LUCRAREA DE LABORATOR
-
AdministratorText Boxtanaviosoft 2013
AdministratorText Box
-
AdministratorText Box
-
AdministratorText Box
-
AdministratorText Box
-
AdministratorText Box
-
AdministratorText Box
-
Capitolul 20 tanaviosoft 2013
14 Autor:profesor Tnase Viorel SUDAREA IN MEDIU DE GAZE
20.5. NORME DE TEHNICA SECURITATII MUNCII LA SUDAREA CU PLASMA
Fig.20.5.1.Echipament de protectie
20.5.1. ASPECTE PRIVIND POLUAREA AMBIENTULUI DE LUCRU
Prelucrarea cu plasm a materialelor metalice (oteluri inoxidabile, metale si aliaje neferoase) se caracterizeaz prin emanarea de noxe (substante nocive, zgomot si radiatii luminoase), periculoase pentru sntatea operatorului. n consecint, sunt necesare m-suri pentru diminuarea polurii mediului, cum ar fi: echiparea instalatiei cu sisteme de ventilatie; procesarea cu plasm sub o perdea de ap cu ajutorul unui dus aer-ap sau
sub un clopot de protectie din ap ; procesarea cu plasm deasupra unui jet de ap, care are rolul de a rci sI
transporta rapid masa de metal topit si zgura din rostul de tiere; procesarea cu plasm prin imersie a piesei la o adncime 60...80mm de la
suprafata apei cu consecinte negative asupra propriettilor metalului dup tiere; n compensatie se obtin deformatii termice mici, iar zona influentat termic este redus.
Sudarea in mediu de gaze.Sudarea cu plasmaSUDAREA CU PLASMA20.SUDAREA IN MEDIU PROTECTOR DE GAZE1.CONSIDERENTE GENERALE2.GAZE UTILIZATE LA SUDARE3.SRME DE SUDUR4.ELECTROZI NEFUZIBILI20.SUDAREA CU PLASMA20.1.GENERALITATI20.1.1. CARACTERISTICILE PLASMEI TERMICE20.1.2.PROCEDEE DE GENERARE A PLASMEI20.2. ECHIPAMENTUL DE SUDARE20.2.1. GENERATOARE DE PLASM20.3. TEHNOLOGII DE SUDARE CU PLASMA20.3.1. DEBITAREA CU PLASM20.3.2. SUDAREA CU PLASM20.4.LUCRAREA DE LABORATOR20.5. NORME DE TEHNICA SECURITATII MUNCII LA SUDAREACU PLASMA20.5.1. ASPECTE PRIVIND POLUAREA AMBIENTULUI DE LUCRU