58853736 sudarea-cu-gaz-sudarea-cu-aliaj-si-taierea-cu-flacara-oxiacetilenica

of 27
Sudarea metalelor- sudarea manuala prin topire cu energie electrica- sudarea cu arc electric sub strat de flux- sudarea cu arc electric protector de gaze- sudarea prin topire cu flacara oxiacetilenica
Taiere termica a materialelor metalice.Utilaje pentru sudare .Descriere si functionare
SudareaSudarea este un procedeu tehnologic de imbinare nedemontabila a doua sau
mai multe piese metalice in stare soida realizata prin actiunea fortelor decoeziune ce pot aparea intre atomii marginali apartinind pieselor de imbinat .
Pentru obtinerea fortelor de coieziune care sa permita sudarea pieselor,estenecesar un aport de energie din exterior( prin incalzire sau presare ) obtinut cuajutorul instalatilor de sudare .
Imbinarea pieselor prin sudare se poate realiza cu sau fara material de adaos.Sudabilitatea materialelor -reprezinta aptitudinea unui material ca printr-
unanumit procedeu si pentru un anumit scop sa asigure ,in imbinarile sudate,caracteristicile locale si generale prescrise pentru o constructie sudata .Ea poatefi apreciata prin complexitatea precautiunilor care sunt necesare la realizareaimbinarilor sudate .
Conditi de sudabilitate- comportarea la sudare cacterizeaza posibilitatea de a realiza printr-unprocedeu oarecare ,imbinari sudate fara defecte ,cu caracteristici prevazute,depinzind de proprietatile metalurgice ale metalului de baza si a acelui de adaos.
- siguranta la sudabilitate indica insusirea materialului sudat de-a nu-sidiminua caracteristicile mecanice datorita tehnologiei de sudare aplicate,incit sa apara pericolul de rupere fragila .Rezulta ca siguranta la sudareeste legata de capacitatea materialelor de a-si pastra proprietetile deplasticitate in urma procesului de sudare .
O buna sudabilitate presupune posibilitatea realizari de imbinari sudate fara fisurisau alte defecte ,cu alungire specifica ridicata ,rezistenta mecanica sicaracteristici tehnologice apropiate cu cele ale materialului de baza ,cucapacitatea de a-si pastra caracteristicile in tot timpul functionarii .
- comportarea tehnologica se caracterizeaza prin caracteristicile mecanice siproprietatile tehnologice care se pot realiza prin metoda de sudare in conditiile deexecutie date.
Sudabilitatea cea mai buna se obtine prin acea metoda de sudare la carecusutura a rezultat cu caracteristici mecanice si proprietati de plasticitate maibune fara modificare a proprietatilor initiale exagerate.
Asupra sudabilitatii influienteaza si alti factori tehnologici si anume :- pozitia de sudare .- preincalzirea- metalul de adaos.Clasificarea imbinarilor sudate
Clsificarea imbinarilor obtinute prin topire se face dupa sectiunea transversala acordonului de sudura .
- sectiune de tip pana ,- sectiune de tip echer ,
Dupa pozitiile principale ale cusuturii ,- cusuturi orizontale ,- cusuturi verticale ,- cusuturi de plafon .
Dupa clasa de executie ,- clasa de executie I, la constructi sudate deosebit de solicitate- clasa de executie II, pentru solicitari medii- clasa de executie III, pentru lucrari statice supuse la solicitari reduse
Dupa pozitia relativa a pieselor ce se ansambleaza imbinarile sudate pot fii :- cap in cap ,(cu cusutura directa si cu o eclisa )- suprapuse ,(cu cusutura de margine )
Dupa forma suprafetei exterioare a cordonului de sudura imbinarile sudate pot fii:- plane (cu suprafata exterioara plana ),- convexe(suprafata exterioara ingrosata),- concave (cu suprafata exterioara concava ,folosita la suduri de colt pentru
constructii supuse sarcinilor de oboseala).Dupa pozitia cordonului de sudura fata de directia sarcini imbinarile sudate pot fii:
- frontale- laterale- combinate
Dupa continuitate ,imbinarile sudate pot fii:- continuie- discontinui,putind fii dispuse fata in fata sau in zigzag.
Elementele componente ale unei suduriImbinarile sudate se compun din metalul de baza si cusurtura .
Metalul de baza este metalul sau aliajul care se sudeaza .
Metalul de adaos este metalul sau aliajul sub forma de verge ,sirma sau pulbere,care se introduce suplimentar in zona de sudare ,in vederea umpleri spatiuluidintre piese .
Cusutura rezultata prin solidificarea bai de metal topit care se formeaza intremarginile metalului de baza ,din metalul depus si metalul de baza .Rostul de sudura este spatiul format intre marginile piesei pregatite in vedereaimbinari orin sudare .Formarea rostului este necesara din punct de vederetehnologic, pentru a se putea realiza o patrundere corespunzatoare a procesuluide sudare pe toata grosimea materialului .
Cusatura se compune din mai multe rinduri de sudura, fiecare rind fiind optinit intimpul unei treceri de-a lungul cusaturi . Pentru calitatea cusaturi prezinta undeosebit interes patrunderea sudurii ,care reprezinta adincimea de topire ametalului de baza .
Zona influientata termic este portiunea metalului de baza din apropierea cusaturia carei proprietati s-au modificat in urma procesului de sudare .
Imbinarile sudate se clasifica in functie de pozitia reciproca a pieselor deimbinate .Formele si dimensiunile rosturilor sunt determinate de formeleimbinarilor sudate .
a) Rosturile imbinarilor sudate cap in cap : rosturi in forma de Irosturi in forma de Yrosturi in forma de Vrosturi in forma de U
rosturi asimetricerosturi simetrice
b) Rosturile imbinarilor sudate in colt(unghi reciproc de 900) L.c) Rostul imbinarilor sudate in TFormele si dimensiunile rosturilor sunt standardizate in functie de procedeul de
sudare si calitatea materialului de baza .Dispozitivele utilizate pentru fabricarea constructiilor sudate se clasifica in
functie de scopul lor si anume: - dispozitive de ansamblare- montare , careservesc la fixarea elementelor constructive in pozitie de sudare
- dispozitive de sudare ,care servescla realizarea cordonului de sudare inpoziti cit mai avantaloase .
In functie de metoda de sudare aboptata la sudare si debitarea metalelorsi aliajelor se folosesc o serie de utilaje . Astfel ,daca se considera doua grupemari de metode de sudare ( sudare cu gaze si sudare electrica ) se folosescurmatoarele utilaje principa:
- la sudarea cu gaze sunt necesare: recipiente cu oxigen prevazute cureductoare de presiune , generatoare de acetilena, arzatoare, materialede adaos.
- la sudarea electrica sunt necesare : utilaje pentru alimentarea cu curentelectric, portelectrod,clesti, ciocane , dalti ,etc.
Tensiuni si deformati in piesele sudateCauzele aparitiei tensiunilor si deformatiilor .In timpul sudari in toate cazul tuturor procedeelor de sudare, apar tensiunidatorita proceselor fizico mecanice care au loc in materialul sudat.Acestetensiuni , in anumite conditi ,ramin in piesele sau structurile sudate sub formaunor tensiuni remanente numite tensiuni reziuale .Existenta tensiunilor se poate pune in evidenta prin deformatiile aparute inpiesele sudate .
Factori care determina aparitia tensiunilor si deformatiilor in piesele sistructurile sudate sunt:
- rezistenta structuri la contractia libera a metalului sudat- dilatarea metalului- limita de curgere a metalului de baza si a celui de adaus- gradientul de temperatura determinat de neuniformitatea cimpului mtermic
,atit in sectiunea cusuturi cit si in lungul ei .
Metode pentru reducerea tensiunilor remanentePetru reducerea acestor tensiuni din piesele si structurile sudate se aplicatratamentul termic de detensionare .Acest tratament termic prezinta si alteavantaje favorabile asupra imbinarilor sudate ,cum ar fii : mareste stabilitateadimensionala ,reduce stabilitatea materialului metalic la coroziune simicsoreaza probabilitatea ruperi fragile .Metode de reducere a deformatiilor
a) metode mecanice de reducere a deformatiilor cuprind- pozitionarea componentelor inaintea sudari ca dupa sudare sa se obtinageometria necesara.- fixarea rigida a componentelor in dispozitive masive care sa impiedicedeformarea ansamblului (dar aceasta metoda introduce tensiuni).- prinderea provizorie cu suduri scurte in lungul rostului .
b) metode tehnologice de reducere a deformatiilor
- preincalzirea componentelor de sudat sau uniformizareacimpului termic folosinduse viteza mare de sudare
- rosturile simetrice si cusuturi efectuate prin treceribalansate
- metode de adaos care pot conferi cusuturi plasticitateridicata
c) ciocanire locala care se executa cu ciocane pneumatice cu virf sfericpentru indreptarea pieselor deformate .In vederea aplicari ciocaniri ,materialul seincalzeste in prealabil cu o flacara oxiacetilenica pina la culoarea rosu inchis,apoi in timpul raciri se executa indreptarea.
Factori fragilizati in piese sudateIn piesele si stucturile sudate ,tensiunile introduse in timpul sudari si localizate inzonele adiacente cusuturi si tensiunile aparute in timpul functionari piesei creazao concentratie de tensiuni puternice .Daca materialul are suficienta plasticitate casa poata diminua concentratiile de tensiuni creeate ,atunci nu se producefisurarea pieselor .pierderea locala a plasticitati creeaza posibilitatea formariifisuri sub efectul concentratiilor de tensiuni .Sudarea cu arc electric Urilaje si materiale folosite
Sursa de curent pentru sudarea cu arc electric .Clasificarea surselor de curent electric pentru sudare cu arc electric poate fiifacuta dupa mai multe criteri : 1) dupa felul curentului se deosebesc : -surse de curent continu (grup generator).
- surse de curent alternativ(aparate electrice cu
transformator alimentat la retea).2) dupa curentul maxim de sudare : - surse ptr.curenti de sudare
redusi (max 180Apentru
sudare manuala).- surse pentru curenti de sudare
pina la 350A- surse pentru curenti de sudare
mari (600-1000-1500A sudari
semiautomate si automate )grupulde transformare
este pe roti si stationare.Sursele de curent continuu (pot fii grupuri de sudare si redresoare )
grupurile de sudare : - generatorul de curent- motorul de antrnare al generatorului
- tabloul de comanda- trenul cu roti pentru deplasare (la cele mobile)
Surse pentru curentul alternativ (pot fii transformatoare de sudare si grupuri degeneratoare de
fregventa marita).
transformatoarele de sudare sunt aparate care au oinductanta ce asigura decalajul intre tensiune si curent .transformatoarele desudare modifica parametrii puterii electrice de la o retea electrica cu tensiunea de200-500 V la tensiunea necesara sudarii cu intensitate mare de curent .
generatoarele sincrone monofazate cu fregventemarite sunt antrenate de motoare asincrone alimentate la 220 sau 300 V.Acestea se construiesc pentru curenti de sudare de 120-450 Acu fregventa de150,300si 450 Hz.Scule si dispozitive folosite.Cablurile de sudare ( se folosesc pentru conducerea curentului la portelectrod sila clema de contact a piesei de lucru ).Este o constructie multifilara din sirme decupru electrolitic acoperite cu o infasurare din fire din bumbac si izolatie decauciuc .
Clestele port electrod serveste la conducerea electrodului prins in el,pentru realizarea cordonului de sudura (trebuie sa prezinte siguranta impotrivaelectrocutarii.
Clema de contact serveste la conducerea curentului de la aparat la piesade lucru sau masa .Se prinde de masa sau piesa cu un cirlig de presiune .
Scule necesare sudorului:- ciocanul de sudor pentru curatarea zgurei ,- ciocanul cu cap rotund pentru ciocanirea sudurii,- dalta si ciocan obisnuit pentru indepartare
stropilor de sudura ,- perie de sirma din otel pentru curatarea zgurei si
a rugini- manusi di piele ,- sorturile cu pieptar,cu umerar sau sort scurt- bocanci sau lambiere.- sabloane si calibre de masurare- dispozitive de ansamblare .
Materialul de adaos in cazul sudari cu arc electric ,materialul de adaos ilconstituie electrozii(sirmele) acestia pot fi inveliti sau neinveliti sub forma devergea sau sirma .
Electrozi inveliti sunt utilizati pentru rolul multiplu pe care invelisurile leindeplinesc ,si anume:
- sa mareasca stabilitatea arcului electric format intre electrod si piesa- sa creeze o perdea de gaz care sa protejeze picaturile de metal de
oxigenul si azotul din are,- sa creeza in baia topita un strat acoperitor de zgura care sa impedice
accesul aerului la metalul lichid ,sa incetineasca racirea rapida ametalului,
- sa introduca in cusutura sudata elemente de aliere , nr componentilor cepot compune invelisul electrozilor poate ajunge la 15.
Electrozi neinveliti sunt prezentati sub forma de vergele si de sirma in bobine.Sudarea cu arc electric sub strat de flux
La sudarea automata cu arc se foloseste sirma-electrod fuzibila ,aceasta esteantrenata continu la baia de sudura pe masura ce se topeste .Pentru ca baia demetal sa fie protejata impotriva oxidarii arcul electric este acoperit de un fluxgranulat sub care el se mentine ,de unde si denumirea metodei cu arc electricsub strat de flux.Fluxul reduce pierderile prin stropire ,camufleaza radiatiilearcului,reduce cantitatile de fum si gaze degajate si asigura suduri o calitatesuperioara.
Sirmele pentru sudare sub strat de flux se fabrica in conformitate cuprevederile STAS-1126-76 si limiteaza continutul de S+P la 0.04%.Pentrusaigurarea unui bun contact ,sirmele sunt cuprate lucios
Fluxul se prezinta sub forma de granule intre 0.1si 4 mm si pot fii :-- topite si granulate in apa .Componenti sunt minereuri de mangan ,cuart
si fluorina-- ceramice fabricate prin macinarea fina a componentilor (marmura
,fluorina,oxid de aluminiu si feroaliaje (aglomerare cu silicat de sodiu,granulare siapoi uscare .Grosimea stratului de flux care trebuie depus pe linia de sudura ,de pina la20mm pentru table subtiri si pina la 60 mm pentru materiale groase .Fluxulnetopit trebuie strins si refolosit.
Din complexul unei instalatii pentru pentru sudare automata fac parte :tractorul de sudare ,pupitrul de comanda si sursa de curent care poate fiitransformatorul sau un grup rotativ, instalatiile mai cuprind :conductore electrice,sine pentru ghidarea tractorului,absorbitoare de flux ,accesorii etc.Sudarea cu arc electric in mediu de gaze
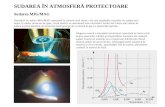
Sudarea cu arc electric nefuzibil in mediu de gaz inert (WIG) la care arculse produce intre un electrid de wolfram si piesa de sudat ,iar protectia se asiguracu un curent de gaz inert suflat in jurul electrodului. La amorsarea arcului electricla sudare WIG ,fara atingerea electrodului se intrebuinteaza un generator de
tensiune inalta (circa 3000V ) si fregventa inalta (circa 0,5 Mz )aplicate la bornelearcului .
Metoda WIG se aplica unei game foarte largi de metale , oteluri ,metaleusoare , materiale refractare ,cupru si aliajele sale ,metale pretioase si altele .
O instalatie de sudare WIG este compusa din- sursa de curent continu sau alternativ sau ambele,- generatorul de inalta fregventa ,- butelia de gaz protector ,cu regulator (debitmetru),- arzatorul de sudare ,- cablurile de interconectare ,de conectare la piesa de sudat furtunuri de gazprotector si eventual de apa.(intrare si iesire ).
Arzatoarele WIG pot fii cu racire naturala cu aer avind capacitatescurentului de sudare de 100A ,si racire cu apa pentru capacitate de sudare pinala 700A
Electrozi de wolfram nu trebuie sa capete fisuri in extremitatea expusaarcului ,ei ramin intacti in timpul sudarii.Se livreaza intr-o gama larga degrosimi(de la 0,8-10mm si lungimi intre 75-150mm).
Sirmele de adaos pentru WIG sunt fabricate cu compozitia chimicacorespunzatoare materialelor ce se sudeaza .Alimentarea sirmei in timpul sudarise poate face manual sau automat .Sudarea cu hidrogen atomic . este procedeul in care arcul electric se formeazaintre doi electrozi de volfram ,amplasati in doua ajutaje vecine prin care se suflaun curent de hidrogen . La temperatura inalta a arcului electric ,hidrogenulbiatomic se disociaza in hidrogen monoatomic ,absorbind o cantitate de calduradin arc . La contactul cu piesa sau materialul de adaos cu temperaturi maicoborite reactia este inversa cu degajare de caldura .Hidreogenul asigura inacelasi timp si protectia materialului topit deoarece el este reducator in oricestare .
Sudarea cu jet de plasma ,este o varianta a metodei de sidare cuelectrod nefuzibil la care ,pentru obtinerea celor mai bune rezultate ,in prezent sefoloseste un arzator cu trei curenti de gaz ,
- argonul ,drept gaz plasmagen care genereaza plasma cu ajutorul arculuipilot produs intre electrodul de wolfram si ajutajul de cupru alimentat de ungenerator de curent suplimentar ,dupa care plasma trece in ajutajulingustat al arzatorului ,spre piesa de sudat ,prin arcul transferat produsintre electrodul de wolfram si piesa de sudat (alimentat de generatorulprincipal ).
- Argonul este un amestec al acestuia cu hidrogen sau heliu ,dreptgaz defocalizare , care sete debitat printr-o serie de gauri ,sub un unghi ascutitcu axa coloanei ,ingustind suplimentar jetul de plasma transferat piesei .
-Prin acest procedeu pot fii realizate suduri in I de la folii subtiri (de 0,1mm) la table de 10 mm,fara material de adaos .Procedeul este folosit lasudarea otelurilor inalt aliate ,aliaje din titan ,etc.Masuri de tehnica securitati munci la sudarile cu arc electric
Prin nerespectarea normelor de tehnica securitati munci se pot produceurmatoarele accidente :
- electrocutari,- imbolnavirea ochilor si arsuri ale pieli provocate de radiatiile arcului
electric ,- arsuri si rani produse de scintei ,picaturi de metal ,de zgura sau de piese
incalzite- intoxicari provenite de la gaze si fumul degajat- incedii cauzate de scinteile provocate de arcul electric .
Sursele de curent pentru sudare trebuie cit si masa de lucru trebuie sa fie legatela priza de pamint inainte de punerea lor in functiune . Legarile vor fi executatede catre electricieni .
Sudorul trebuie sa lucreze numai pe covoare de cauciuc sau pe grataredin lemn si imbracat cu echipament de protectie : manusi ,sort din piele ,bocanci,care sa-i apere atit impotriva stropilor cit si in potriva radiatiilor arcului .
Se interzice sudarea pieselor vopsite sau in apropierea substantelorinflamabile ,deoarece se pot provoca incendii .
Cablurile de sudare trebuie sa fie in stare perfecta ; nu este admisalegarea pieselor si apoi izolarea lor cu banda izolatoare .
Ecranele si mastile trebuie sa protejeze complet fata ,gitul si urechilesudorului ,atit in potriva radiatiilor ,cit si contra stropilor . Pentru curatarea zgureisi a picaturilor de metal ,sudorul trebuie sa poarte ochelari de protectie cu vizoridin sticla necolorata .
Cabinele sudorilor trebuie sa fie bine iluminate si incojurate cu paravane,pentru a se feri persoanele din jur de radiatiile arcului electric .
La locurile fixe de sudare se vor amenaja guri de aspirare pentru gazele sifumul ce se degaja in timpul sudari si se va asigura o buna ventilatie .
La sudarea pe santiere (de constructii sau navale ) in locuri periculoase,sudori vor purta centuri de siguranta sau vor lucra pe scaune suspendate .SUDAREA CU FLACARA DE GAZEMateriale si utilaje folosite la sudarea cu flacara de gaz .
a) Materiale : - gaz combustibil- oxigen- materialul de adaos- fluxurile sau fondanti .
1) Gaze si lichide combustibile folosite la sudare :- acetilena putere calorica = 54 410 J/m3 N (C2H2) [ temperatura intre
3100-3200 0C]- gazul metan puterea calorica = 35 830 kj/m3N (CH4)[ temperatura
20000C]- hidrogenul puterea calorica = 10 710kj/m3N [temperatura 22000C]- propanul si butanul putere calorica = 9000kj/m3N[ vaiaza intre 1900
2100 0C]- vapori de benzina ,de petrol lampant sau benzol [temperaturi
benzina=25500Cpetrol lampant = 24750C, benzenul = 25000C].
1) Oxigenul este gazul care intretine arderea2) Materiale de adaos este executat sub forma de sirme
.-- sirme de sudare ptr. otel aliate si nealiate-- pentru sudarea fontei, vergele turnate
-- pentru sudarea alamei se fol sirme dealama marca
AmSiLp si AmSmLpSirmele de alama se mai folosesc si la lipirea Cu, Br, otel ,fonta .
3) Fluxuri sau fondanti de sudare ,sunt materiale speciale ,sub forma depraf,pasta sau lichide ,care au drept scop sa indeparteze oxizi si saprotejeze materialul topit impotriva oxidari.
b) Utilaje : - generatorul de acetilena sau butelia de acetilena cu supapa desiguranta
- trusa de sudare ,- tuburile de cauciuc ,- echipament de protectie ,- masa de lucru si despozitive de sudare ,- material de adaos ,fluxuri de sudare ,- scule etc.
1) generatorul de acetilena : la locul de munca acetilena se prepara ingeneratoare speciale a caror clasificare se face in functie de modul cum seasigura contactul intre carbit si apa .In atelierele mari ,prevazute cu mai multeposturi de sudare ,se recurge la generatoare stationare sau centrale de acetilena.Acestea au debit, in raport cu necesarul , de la 5 la 8 m3/h.acetilena .
Pentru posturile de sudare obisnuite se folosesc generatoare de acetilenatransportabile.acestea pot fii de joasa presiune sau de presiune medie .
Dupa de modul realizare a contactului dintre carbit si apa se deosebesc :generatoare cu caderea carbitului in apa ; generatoare cu curgerea apei pestecarbit ;generatoare de contact intermitent prin refularea apei .
Elemente componente : 1 = carbit 7 = rezervor de carbit2 = ap 8 = rezervoare de
ap3 = evacuarea acetilenei4 = evacuarea apei
5 = clopot6 = prghie de eliberare a carbitului
2) buteliile de oxigen si buteliile de acetilenaButeliile de oxigen sunt executate din otel, avind grosimea peretelui de 8mm sidiametrul interior de 220 mm . La partea sinferoiara este montat un suport ,iar lapartea superioara au un git in care este montat un robinet de inchidere .Lungimea buteliilor este de 1740 mm,masa unei butelii este de 72,5 kg,in care sepot incarca 8,5 kg de oxigen care constituie masa celor 6m3 de oxigencomprimata la o presiune de 150 bar.
Buteliile de acetilena au aceeasi capacitate ca cele de oxigen ,cu exceptialungimi care este de 1640 mm . O butelie contine circa 5500 l de acetilena lapresiunea de 16 bar . in interiorul buteliilor sunt introduse 20 kgde masa poroasasi 12 kg de acetona ,ceea ce permite imagazinarea acetilenei la presiuneindicata fara pericaol.`
3) elemente de siguranta ,epurare ,reductie ,curgera gazelor ,- supapele de siguranta ,sunt dispozitive destinate sa opreasca flacara deintoarce si unda de soc sa traca la generatoare si recipiente
a bSupapa hidraulica de siguranta : a = supap de tip deschis
b = supap de tip nchis1 - teav de admisie2 robinet de nivel3 racord de evacuare4 gur de golire5 robinete de nchidere6 membran.
- epuratoarele , sunt destinate curatari acetilenei de impuritati mecanice siretinerea umiditati ,sunt sub forma de cuti cilindrice si sunt umplute cucocs sau bucati mici de caramida
-- redresoare de presiune . Reductorul de oxigen serveste pentrumicsorarea presiuni oxigenului din buteli la presiunea de lucru (1-15 bar )si la mentinera ei constanta .Reductorul de acetilena are acelasi principiu de functionare ca si cel de
oxigen ,cu deosebirea ca presiunilke sunt mult mai joase .- tuburile pentru conducerea gazelor ,pentru conducerea gazelor de lagenerator si de la butelia de oxigen se folosesc tuburi colorate de clasa G : - inalbastru la exterior si negru la interior pentru oxigen . (diam. interior de 6 mm,grosimea peretelui de 3,5-5,5 mm).
- in rosu la exterior si negru lainterior pentru acetilena .( diam. Interior de 9 mm, grosimea peretelui de 3-5mm)
4) arzatorul de sudare oxiacetilenica : este destinat sa amestece douagaze (acetilena si oxigen) ce sunt transportate prin tuburile de cauciuc ,intr-oanumita proportie ,astfel ca la iesirea lor sa se aprinda si sa arda cu flacaraconstanta ,flacara folosita la sudare .Arzatorul este firmat dintr-un miner pe caresunt prevazute doua racorduri pentru acetilena si oxigen si un locas unde sa semonteze o tija cu arzator cu bec .
5) scule si dispozitive ajutatoare :- ochelari de protectie cu vizoare colorate
pentru sudare cu flcara ,- ochelari de protectie cu vizoare albe in
vederea curataripieselor de zgura si rugina etc.
- manusi, sorturi ,jambiere si ghete .
- dispozitive diverse pentru fixarea pieselor intimpul sudarii
- masa de lucru,- perii de sirma de otel ,- ace si perii de sirma de alama pentru
curatarea becurilor- ciocane ,dalti ,pile etc ,pentru taiere ,pilire,
indreptare etTehnologia sudari cu flacara de gaze
a) flacara oxiacetilenica .In interiorul arzatorului se produce amestecul de gazcombustibil si oxigen care la esire se aprinde pentru obtinerea flacari de surura.Dupa raportul celor doua gaze flacara poate fi de trei feluri : - flacara normalacind raportul O2 : C2H2 = 1,1....1,2 (cazul general )
- flacara carburanta cind raportul O2 : C2H2 = < 1,1 (ptr.o topire superficiala)
- flacara oxidanta cind O2 >> C2H2 ( fol. la sudarea alamei si la taiere ).Flacara oxiacetilenica formeaza patru one :
-prima zona ,foarte redusa abia vizibila ,la iesirea din arzator reprezintaamestecul de acetilena cu oxigenul inca neaprins .
- zona a doua ,nucleul sau conul luminos , datorita lumini pronuntate albstralucitor ,
- zona atreia este putin vizibila,aici se produce arderea acetilenei cuoxigenul din butelie ,este zona reducatoare a flacarii care degaja o marecantitate de caldura .
- zona a patra , formind zona secundara sau invelisul exterior ,este zonaunde are loc arderea completa a compusilor O2 : C2H2 formati in zonareducatoare
Metodele si regimuri de sudare,sunt determinate de trei factori :- inclinarea flacarii- inckinarea si pozitia sirmei de adaos- orientarea in spatiu a suduri de executat
Sudarea spre stinga ,se aplica la sudarea tablelor cu grosomea de 4-5 mm laotel si 3 mm la metalele cu conductibilitate termica mare .Se aplica la sudarea inorice pozitie .
Sudarea spre dreapta se aplica in cazul tablelor mai groase de 4 mm,sudarea se executa de la stinga la dreapta ,sudarea se executa in urmaarzatorului ,care are o miscare rectilinie fara oscilatii ,iar sirma se misca cuoscilati transversale .
Sudarea verticala cu cusutura dubla ,se aplica numai tablelor in pozitieverticala si la care cusutura se obtine vertical de jos in sus .Sudura se executasimultann de doi sudori de o parte si de alta a rostului .
Ordinea operatiilor pentru lucru este urmatoarea :- se determina consumul de acetilena necesar in litri /ora- se alege marimea arzatorului ,infunctie de consumul de acetilena- se alege presiunea oxigenului- se alege materialul de adaos corespunzator materialului de baza- se alege diametrul sirmelor in raport cu grosimea tablelor de sudat
Controlul sudurilor .Defectele sudurilor si a pieselor sudate pot aparea att in sudura cit si in
vecinatatea suduri .O sudura de calitate trebuie sa aiba la exterior un aspectlicios ,iar la interior sa fie compacta ,fara pori sau incluziuni .Dupa amplasarea lordefectele pot fii exterioare si interioare .
Defectele exterioare alesuduri : abateride la dimensiune ca:neuniformitai,ingrori ,deplasri de la axa rostului, abatei de form etc.
discontinuiti de linie i nivel ,ca : crestturimrginale , scurgeri ,cratere ,strpungeri
fisuri exterioare produse n timpul sudri sau rcirii
Defectele interioare ale suduri sunt : - neptrunderile ,caracterizate prin faptul cpiesa de baz i cordonul de sudur nu au fcut mas comun pe o anumitporiune :
- incluziuni de gaze i incluziuni solide de zgur,de flux sau de oxizi :
- fisuri interioare ,formnd defectele cele maigrave .
- compoziie chimic necorespunztoare careprovine din excesul de acetilen care carbureaz sudura .Controlul mbinrilor sudate ; ele trebuie s se efectuieze in timpul execuieict i dupa i trebuie s se refere la materialele i dispozitivele folosite ,timpul deexecuie i asupra calitii lucrri executate .Controlul preventiv prevede verificrea calittii materialelor folosite ,utilajului desudare i a aparatelor de msurat ,verificarea dimensonal a reperelor ,arosturilor si a strii acestoraControlul in timpul execuiei prevede verificarea regimuriolor de sudare ,adepunerilor straturilor de sudur ,ncercri asupra rezistenei mecanice ,ambinrilor corespunztoare tipului de mbinare .
Controlul dup execuia suduri poate fii fcut prin probe distructive sau prin probenedistructive .
Controlul nedistructiv poate fii fcut prin mai multe metode i anume :Control vizual,Control cu radiai ,Control cu ultra sunete ,Control cu flux magnetic ,Controlul etaneiti cusuturilor. Se aplic la controlul de etaneitizare arecipientelor sau conductelor executate prin sudare i se face n mai multe felurii anume:
Incercarea cu petrol lampant (se aplic vaselor deschise i rezervoarelor ).Incercrile cu aer comprimat ,(se aplic recipientelor i conductelor ).Incercri hidraulice (se aplic recipientelor sau vaselor ce lucreaz sub
presiune ).
Debitarea materialelor metalice cu flacr de gaz i oxigenDebitarea cu flacr de gaz i oxigen este un proces fizico- chimic de prelucrareaplicat n special oelorilor moi . Pentru realizarea dbitrii ,metalul la locul denceput de debitare se aduce n prealabil la temperatura de aprindere , respectivde ardere , dup care se proiecteaz un jet de oxegen care produce n adncimearderea puternic a metalului ; oxizi metalici (lichizi) formai sunt proiectai nexterior de jetul d oxigen i astfel rezult o tietur lipsit de margini topite .Debitarea cu flacr e gaz i oxigen este un procedeu ce are la baz fenomenulde ardere a fierului ntr-un jet de oxigen pur . Pentru ca acest proces sa decurgfr ntrerupere , este necesar ca materialul metalic supus prelucrrii sindeplineasc urmtoarele condiii :
temperatura de ardere a metalului s fie mai joas dect temperaturalui de topire ;
temperatura de topire a oxiyilor formati s fie inferioar temperaturi detopire a materialului prelucrat ,pentru ca s permit eliminarea luirapid
oxizi rezultai la debitare s fie ct mai fluizi ,pentru ca s fie uorndeprtai cu jetul suplimentar de oxigen ;
cldura degajat prin arderea metalului s fie ct mai mare pentru a secompensa pierderile de cldur ce au loc n timpul debitrii;
conductivitatea termic a materialului prelucrat s fie ct mai micpentru ca zona n care acioneaz jetul s nu se rceasc prea repedeastfel zgura este eliminat mai uor;
metalul supus debitri s fie lipsit de sufluri ,crpturi ,incluziuni etc.care ar propaga scurgerea liber a jetului de oxigen
Aceste condiii sunt ndeplinite de oelul moale ntruct are temperatura de topirede peste 14800C,iar temperatura de ardere n oxigen este de circa 11500C ;zgura rezultat la debitare este fluid astfel poate fii uor ndeprtat de jetul deoxigen suplimentar
Debitarea oelurilor cu coninut mrit de carbon devine mai dificil ntructdescrete temperatura de topire i temperatura de ardere n oxigen crete . Laun coninut de C de 0,9 % temperatura de topire i cea de ardere sunt egale,adic circa 13000C. La font cu un coninut de 2,5% C temperatura de topireeste de 13500C ,iar temperatura de aprindere n oxigen de aproximativ 14000C .Dup tiere piesele sunt rcite n spaii lipsite de cureni de aer , iar dac s-aaplicat o prenclzire la temperaturi mai ridicate , atunci sunt rcite in cuptor .Oelurile mediu i nalt aliate se prenclzesc pentru a se evita pericolul defisurare i datorit temperaturilor nalte de topire a oxizilor formai .Gauele combustibile fregvent folosite la debitare sunt acetilena i gazele naturale.Oxigenul intrebuinat la debitarea materialelor metalice trebuie s aib o puritatede peste 99,5%.Tehnologia debitrii cu flacr de gaz i oxigenDebitarea ncepe prin nclzirea materialului n punctul marginal pn latemperatura de aprindere respectiv de ardere n oxigen , dup care se deschiderobinetul oxigenului de debitare . Flacra de gaz necesar nclziri metalului maiare i rolul de curare a oxizilor de pe suprafaa piesei ,precum i de protecie ajetului de oxigen . Prin aprinderea otelurilor la debitare se degaj o cantitate decldur foarte mare ,510 ori dect cea degajat de flacra de nclzire ,astfelnct debitarea poate continua ct timp acioneaz jetul de oxigen .La debitarea oelului cu grosime mare poziia becului trebuie s fieperpendicular pe suprafaa materialului de debitat .Grosimea gazului ombustibuil poate fii aceeai pentru orice grosime de material .Presiunea oxigenului depinde de grosimea materialului fiind cu att mai mare cuct materialul este mai gros .Timpul de inclzire a materialului n locul de nceput de debitare este n funciede grosimea materialului de debitat .Viteza de debitare pentru o anumit grosime depinde de debitul i puritateaoxigenului ,de debitul amestecului de nclzire ,de natura materialului metalicdebitat i de gradul de mecanizare a operaiei .n uona nvecinat cu suprafaade tiere apar modificri care depind de aciunea termic i chimic a procesuluide debitare asupra materialului .Principalele modificri se refer la structur idurite . Grosimea stratului termic variaz ntre 3 i 6 mm n funcie de grosimeamaterialului .Modificare
Msuri de tehnic a securiti munciii de prevenirea i stingere a incendiilor
la sudarea metalelor cu flacr de gaz.
Manipularea utilajului de sudat ct i execuia lucrrilor de sudare i tiereametalelor cu flacr de gaz impun respectarea unor norme ,care s eviteprovocarea unor accidente foarte grave ca urmare a unor explozii sau incendii.
Pericolul cel mai mare l prezint amestecul acetilenei cu aer sau oxigen,deoarece aceste amestecuri sunt puternic explozive .Un alt pericol l constituie
faptul c oxigenul comprimat, in contact cu substanele organice ,d natere laincendii si explozii prin autoaprindere .
Pentru a prevenii accidentele provocate de utilaje i materialele folosite sevor lua o serie de msuri .
- la locul de munc este necesar s fie n permanen o gleat cu apcurat pentru cufundarea arztorului in cazul refulrii flcrii precum iechipamentul pentru paza mpotriva incendiilor .
- sudorii i ajutorii de sudori trebuie s poarte echipamentul de protecierespectiv ,iar persoanelor strine nu le este permis s se apropie de loculde munc.
- Generatoarele i buteliile de acetilena se vor amplasa in afara loculuiunde se execut sudarea n ncperi zidite alturi de cabina sudorului.
- Distana dintre generator si orice flacra deschisa trebuie s fie de celpuin 10 m
- Sudorii trebuie s cunoasc temeinic tipul generatorului i instruciunile defolosire .
- ncrcarea i golirea generatorului se va face conform instruciunilorintreprinderi productoare .
- Nivelul de ap din generator si supapa se va verifica de cel puin dou oripe schimb
- La terminarea lucrului i ntreruperea accesului apei la carbit ,acetilena seva evacua n atmosfer . Rezidul rezultat la producerea acetilenei,hidroxidul de calciu .sub form de nmol se va ndeprta din generator ise arunc n gropi special amenajate .
- Generatoarele se vor feri de nghe ,iar n cazul cnd au ngheat se vordezghea cu ap fierbinte ,introducerea generatoarelor n seciile calde,cum ar fii forja ,turntoria ,tratamente termice ,este interzis din cauzapericolelor de explozii i incendii
- Butoaiele de carbit se vor pstra n ncperi uscate i acoperite ,ladeschiderea lor se vor folosi scule i materiale neferoase ca s fie exclusaapariia scnteilor
- Buteliile de oxigen se vor pastra in incperile de lucru n poziie vertical,buteliile reductoarele ,robinetele ,se vor ferii de uleiuri i grsimi deoarecese pot produce explozii,reductoarele de presiune se vor verifica nainte defolosire ,dac sunt complet etane.
- Dac arztorul s- nclzit prea tare se nchide robinetul de acetilen ,iar curobinetul de oxigen puin deschis ,arztorul se scufund n gleata cu ap.
- Orificiile becului se vor cura numai cu srme din alam curate.- Capetele tuburilor de cauciuc montate se vor fixa cu coliere metalice bine
strnse .tuburile nu trebuie s fie puse n contact cu corpuri ncinse sau sfie apsate de corpuri grele .tuburile defecte se vor nlocui cu altele noi.
- Locul de munc trebuie s fie bine aerisite ,pstrate curate si n ordine- Nu este permis sudarea pieselor acoperite cu vopsele i grsimi .- Pentru sudarea in poyiii incomode ,se vor folosi covoare din cauciuc
cptiite cu pnz ingnifug.
Sudarea prin presiuneSudarea prin presiune este procedeul de mbinare ,destinat obineri de piese
sau subansambluri ,realizate prin aplicarea unor fore exterioare .Efectul forelorexterioare depinde de temperatura zonelor adiacente ale pieselor de sudat i deanumite particulariti ale procedeului utilizatRolul forelor exterioare const din urmtoarele : aducerea pieselor e sudat ntr-un contact strns prin deformarea lor plastic ; obinerea unei suduri n caremetalul s fie compact , lipsit de goluri i cu tensiuni interne reduse ; sigurareainchideri spaiului n care are loc topirea , evitnduse astfel interaciunea metaluluitopit cu mediul nconjurtor precum i expulzarea materialului topit din zonasudri care conine oxizi i alte impuriti .
Dup temperatura maxim ce se obine n locul de sudare procedeele desudare prin presiune se mpart n : suduri la rece care nu depesc temperaturade recristalizare i suduri la cald ,la care se produc recristalizri in cusutur .
Sudarea la rece se execut numai prin presare sau prin presare si vibrare.Sudarea la cald se execut n stare solid sau prin topire .
nclzirea pieselor se poate executa cu surse de nclzire indirecte (prinreaci chimice exoterme n mediul nconjurtor) sau surse directe i anumeefectul termic al curentului electric i frecarea uscat .
Procedee de sudarea. Sudarea prin presiune cu nclzire cu flacr : procedeul se aplic la
sudarea de capete in stare solid , flacra nclzind simultan ambele capeteaflate n zona nbinri . Capetele de sudat pregtite prin prelucrare ,suntamplasate n interiorul unui arztor inelar care produce nclzirea metalului pnla starea plastic . Aplicnd o presiune de 2000-4000 N/cm2 se realizeaza, prinrefulare,sudarea celor doua capete. Pentru a se evita supranclzirea straturilorde suprafa, arztorul execut micri axiale oscilatorii in jurul seciunii decontact.
O variant a procedeului const in inclzirea metalului cu flacr, apoi topireaporiunii de sudat cu arztorul fxat in dreptul seciunii de contact, dup care seaplic presiuni intermitente. n acest fel, se expulseaz materialul topit iimpuritile dintre suprafeele de sudat. La piesele cu grosimi mari, pentru a seevita o inclzire neuniform, se folosete un arztor special, care permite numainclzirea frontal a pieselor de sudat. Arztorul se ndeprtez nainte de a seincepe presarea.
1 - componentele de mbinare2 - arztor inelar
3 - flcri multiple4 - circuit de rcire5 - amestec de gaz i oxigen6 - sudare realizat prin refulare
b. Sudare prin presiune cu nclzire electric de contact. Procedeul estecunoscut sub denumirea de sudare electric prin rezisten, iar mbinrile pot fiexecutate n capete, n puncte sau n linie.
1). Sudarea n capete. Procedeul de sudare n capete const n nclzireaprin rezistena de contact a prilor frontale ale pieselor de sudat, dup care seexecut operaia de presare cu o anumit for. Sudarea n capete se poaterealiza n stare solid i n stare topit.
a) sudarea n capete n stare solid. Principiul procedeului este redat nfigura 28.2. piesele de sudat 1,2 sunt fixate la o distan de 2 l ntre dispozitivelede strngere 3 i 4, prin intermediul crora este condus curentul electric de lasecundarul transformatorului 5 i execut exercit presarea cu o for F.Dispozitivele sunt fixate de batiul mainii.
1, 2 piese de sudat3,4 dispozitive de strngere5 secundarul transformatorului
nclzirea metalului, n cazul sudrii n stare solid, se realizeaz prinefectul Joule, n urma parcurgerii de ctre curentul de sudare a pieselor desudat. Cldura total Qt, degajat n piesele supuse sudrii, atunci cnd ele suntparcurse de ctre surentul Is , este data de relaia:
Qt = 0,24* [2Rp(t) + Rc(t)] I2sts [Kj]n care:
Rp este rezistena electric a pieselor de sudat;Rc este rezistena de contact din regiunea de mbinare a celor dou piese;ts este timpul de sudare.
Operaia de sudare se realizeaza n dou etape: nclzirea pieselor i aplicareapresiunii de refulare.
b) nclzirea pieselor. Piesele pregtite pe partea frontal, printr-o prelucrarengrijit i curate chimic, se aduc n contact i se supun unei presiuni mici de 1-1,5 bar. Prin conectarea curentului de deformare plastic care depinde de naturamaterialului metalic supus sudrii .
Regimul de nclzire de densitatea de curent i de durata de meninere subcurent. Densitatea de curent crete cu conductivitatea electric i termic ametalului de sudat i cu micorarea seciunii transversale a materialului de sudat.Densitile de curent pot fi ntre 10 i 100 A/mm2 n cazul oelului moale, 150-200A/mm2 la aluminiu i 250-300 A/mm2 la cupru.Durata de meninere sub curent i densitate de curent se condiioneaza
reciproc; de obicei, aceasta durata este de 0,5 pn la 15secunde .Timpi desudare mici nu sunt favorabili ntruct se produce o nclzire neuniform nseciune i o absorbie mai mare a puteri electrice .Energia necesar pentru
realizarea unei suduri crete cu mrimea duratei de nclzire ,n schimb scadeputerea absorpiei de la reea .
c) Aplicarea presiunii de refulare .Dup atingerea temperaturi de deformareplastic se aplic fora de presare pentru realizarea refulrii.Aceast presiuneeste de 1,5-3 bar n cazul oelului moale , de 3,55 bar la oeluri aliate ,iar laaliaje neferoase 11,5 bar. Refularea realiznduse prin deplasarea unuia dintredispozitivele de prindere cellalt menindu-se fix .
Procedeul de sudare n capete se aplic la piese cu diametrul de 1520mm .Pentru realizarea unor suduri de calitate si n serie mare se folosesc instalaiiautomate n atmosfer de gaz protector in zona de contact .
d) Sudarea n capete cu topire n acest caz ncltirea se conduce astfel nctpe suprafeele frontale ale pieselor de sudat s se obin o pelicul de metallichid care se elimin ,mpreun cu oxizii i impuritile n timpul presri cu vitezmare .
Procedeul se realizeaz n dou etape ,topirea i refularea metalului .La procedeul de sudare prin topire are loc o scurtare a materialului care
depinde de varianta de sudare adoptat ,de forma geometric a pieselor desudat i de natura materialului .
e) Sudarea n puncte se realizeaz n principiu prin trecerea unui curentelectric printr-un contact i nclzirea acestuia la temperaturi ridicate ,urmat depresare i rcire sub presiune .Se pot suda simultan unul sau mai multe puncte .
Dup modul de realizare a circuitului electric sudarea n puncte poate fiidin dou prii i dint-o singur parte.
Sudarea n puncte din dou pri .Procedeul const n realizarea presiunii dup care se conecteaz aparatul de
sudur .Ca urmare ia natere un curent de densitate maxim care se stabiletentre cei doi electrozii care trece i prin rzistena de contact ntre cele doupiese .Cldura ce se degaj prin efectul Joule determin o cretere a temperaturin zonade contact .Pe msura nclziri metalului ,rezistena de contact semicoreaz ,iar reziustivitatea crete ,astfel c sursa termic se extinde in jurulreuistenei de contact ,formnd un nucleu de metal topit ,cu participarea ambelorpiesentreruperea curentului dup formarea nucleului topit provoac solidificareametalului i obinerea unui punct sudat rezistent .Mai multe puncte aezate dupo traiectorie formeaz o cusutur de puncte .
2,1 table de sudat P presiune3,4 electrozi d diametrul electrodului5 --- transformator de sudur t grosimea tablei6 --- comutator de prize7 --- programator de curent8 --- sistemde comand
9 --- Sistem de fore
La piesele cu grosime mare (peste 5mm) i supra mai puin neted se aplic onclzire treptat a suprafeelor de contact i a metalului cuprins ntre electrozi decontact . Acest mod de nclzire se poate realiza prin conectarea intermitent acurentului de sudare (se evit o supranclzire a electrozilor ).
La sudarea unor piese importante din aliaje de aluminiu cu grosimi de 2-5mm este nevoie de o variaie continu a curentului i a forei de presare.Avantajul acestei metode const in aceea c se mpiedic formarea de punctede sudur ntre electrod i pies .
Sudura n puncte dintr-o singur parte se aplic tablelor din oel cugrosimea de pn la 2,5 mm.
Regimul de sudare la sudarea n puncte regimul de sudare cuprinde urmtoriparametri principali : intensitatea curentului de sudare ,diametrul electrodului,fora de apsare i timpul de sudare.
n practica industrial se aplic dou regimuri de sudare :- regimuri moi ,caracterizate prin : durat mare de 1,5-3 sapsare mic (< 5 bar)
densitate mare de curent (70160 A/mm2)
- regimuri tari, caracterizate prin : durat mica de 0,021,5 sapsare mare > 5 bardensitate de curent mare (160400 A/mm2)
Regimul moale se aplic la tablele din oel moale sau n cazul oelurilorclibile co grosimi peste 1mm .
Regimul tare se folosete la sudarea tablelor din oel inoxidabil ,aluminiu ialiajele sale ,alte metale i aliaje neferoase cum i la piese din oel carbonmoale cu grosime foarte mic .Sudarea n puncte se folosete n industria autoturismelor ,avioanelor,vagoanelor ,etc. De asemenea se folosete la executarea plaselor din srm,carcaselor pentru armarea betonului i n domeniul construciilor metalice .
Powered by http://www.referat.ro/cel mai tare site cu referate